Сварочный трансформатор для сварки медных проводов своими руками
Главным требованием, предъявляемым к соединению электрических проводников, является неизменность его качества в течение длительного времени. Требуемую надежность способен обеспечить специальный сварочный аппарат, которым создается монолитное соединение. Однако одноразовую работу можно выполнить самодельным трансформатором для сварки медных проводов своими руками.
Требования к самодельному сварочному аппарату
Для создания качественных соединений сварочный аппарат для сварки медных проводов должен быть:
- Безопасным в эксплуатации. Все элементы, находящиеся под напряжением, нужно надежно заизолировать.
- Мощностью не менее 0,6 кВт, чтобы не было перегрева трансформатора.
- Длина сварочных проводов не больше 3 — 4 метра, иначе из-за их сопротивления не хватит тока для сварки скруток.
- Легким и удобным для переноски.
- Укомплектован удобными зажимами электрода и свариваемых проводов.

Что понадобится для самодельной конструкции
Чтобы самостоятельно собрать аппарат для сварки медных проводов потребуются:
- Самодельный или покупной трансформатор с напряжением на вторичной обмотке 10 — 30 В, способной выдавать ток 60 — 80 А.
- Держатель типа «крокодил» для фиксации электрода. Вместо него можно использовать иной, обеспечивающий надежное крепление.
- Двужильный кабель с вилкой для подключения к розетке электросети.
- Теплоотводящий зажим для скрученных проводов.
- Сварочные медные жилы сечением не меньше 10 мм².
- Графитовый или угольный электрод.
Процесс изготовления
Самодельный аппарат для сварки медных проводов можно собрать в пластиковой коробке нужного размера. Если готовый трансформатор с требуемыми параметрами найти не удалось можно сделать его своими руками из снятого со старой бытовой техники. Например, с отслужившей микроволновки. Вторичную обмотку удаляют, на ее место наматывают новую одним или несколькими параллельными проводами общим сечением не меньше 6 мм².
Схема самодельного аппарата для сварки медных скруток
Вместе с трансформатором в кожух устанавливают автоматический выключатель на 16 А для защиты от коротких замыканий и перегрузки. Он также удобен для оперативного отключения сварочного аппарата при перемещениях во время монтажа электропроводки в доме или квартире. Сечение медных жил кабеля для подключения питания должно быть не меньше 4 мм². Для удобства эксплуатации на переднюю стенку кожуха устанавливают индикаторную лампочку зеленого цвета. Там же располагают 2 винтовые клеммы. Изнутри к ним присоединяют провода от вторичной обмотки трансформатора, а снаружи подключают сварочные жилы.
В качестве электрода можно использовать угольный стержень от батарейки, но лучше графитовую щетку от электродвигателя. В ней просверливают несколько неглубоких отверстий под скрутки разного диаметра. Они удержат каплю меди от соскальзывания, что часто случается при использовании стержня от батарейки.
В ней просверливают несколько неглубоких отверстий под скрутки разного диаметра. Они удержат каплю меди от соскальзывания, что часто случается при использовании стержня от батарейки.
Теплоотводящий зажим для скрутки обычно делают из старых плоскогубцев, прикрепляя к одной из ручек сварочную жилу. Ее конец стачивают, надевают и припаивают медную гильзу, а к ней провод. Сверху на ручки надевают изоляционные термоусадочные трубки. Для плотного охвата скруток в губках плоскогубцев делают отверстия разного диаметра.
Для удобства транспортировки на кожух сверху крепят ручку, например, дверную.
Снизу прикручивают ножки от радиоаппаратуры. Если последовательно с электродом включить дроссель сварка станет мягче. На большие аппараты для сварки проводов большого сечения устанавливают регулятор тока. При желании его лучше купить в виде отдельного блока, так как сделать самостоятельно, не разбираясь основательно в электронике, не удастся.
Технология сварки медных скруток самодельным аппаратом
С концов проводов на расстоянии 30 — 60 мм снимают изоляцию и зачищают до блеска. Затем их скручивают между собой в одном направлении. Чтобы провода были одинаковыми по длине, конец скрутки откусывают.
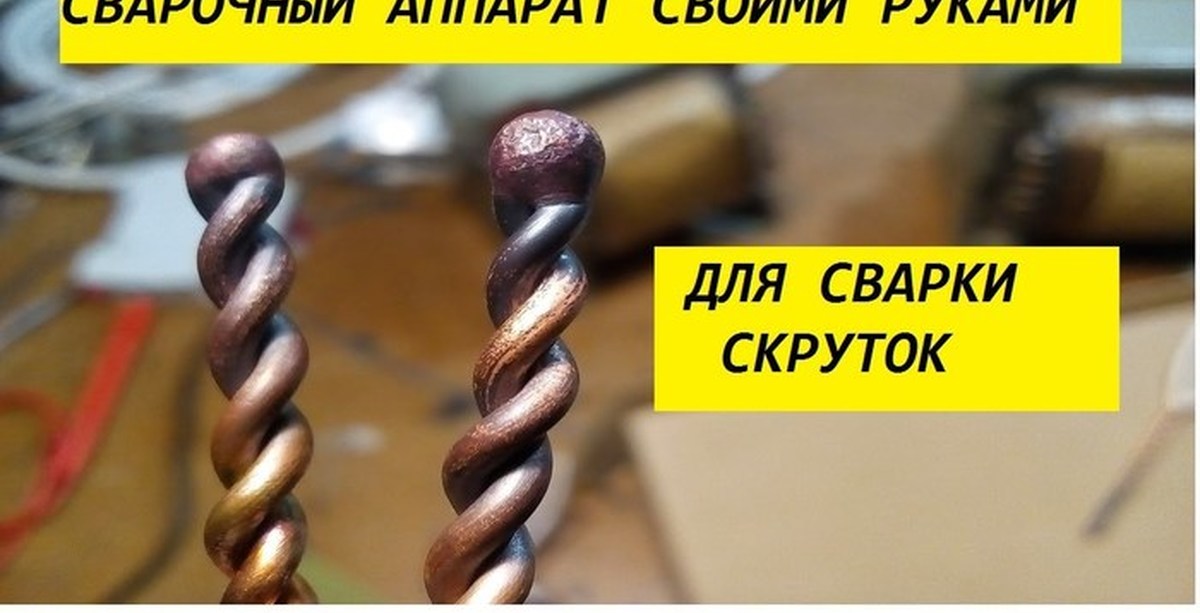
Закрепив скрутку в теплоотводящем зажиме, к ее концу прикасаются электродом и сразу же отводят на 0,5 — 1 мм. Образовавшаяся дуга плавит медь, которая образует каплю в виде шарика. После его образования сварку немедленно прекращают, иначе начнет плавиться изоляция проводов, а металл на шве станет пористым. После остывания оголенные концы обматывают изоляционной лентой или закрывают термоусадочной трубкой.
Если самостоятельно сделанный аппарат работает с электродом из графитовой щетки с ямками под скрутки, возникают трудности при их совмещении.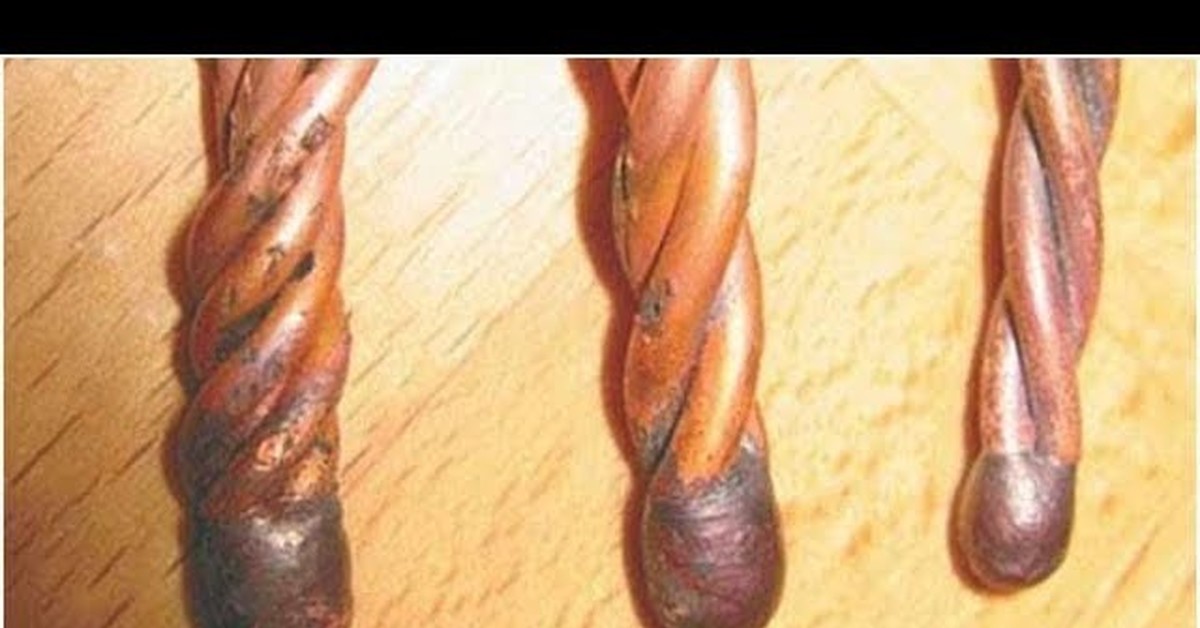 Поэтому рекомендуется на держателе установить кнопку включения аппарата. Ее нажимают, когда скрутка вставлена в отверстие и отпускают после образования шарика, удерживая несколько секунд электрод на месте, чтобы медная капля не соскользнула.
Поэтому рекомендуется на держателе установить кнопку включения аппарата. Ее нажимают, когда скрутка вставлена в отверстие и отпускают после образования шарика, удерживая несколько секунд электрод на месте, чтобы медная капля не соскользнула.
Процесс сварки медных проводов протекает без брызг, но шарик расплавленной меди при неосторожном движении может соскользнуть на незащищенные участки тела. Поэтому не стоит пренебрегать защитными очками и перчатками, а одежду из плотной материи застегивать на все пуговицы. Перед работой нужно обеспечить хорошее проветривание помещения, так как электроды, особенно угольные, при нагреве дымят.
Пошаговая последовательность получения надежного и безопасного соединения медных проводов методом сварки
Среди различных способов соединения медных носителей тока лучше всего зарекомендовал себя метод сварки. Соединенные сваркой жилы образуют равномерную массу с максимальной проводимостью. Это не допускает внутреннего разогрева, сохраняет пожарную безопасность и бесперебойную работу сетевых электроустановок.
Соединенные сваркой жилы образуют равномерную массу с максимальной проводимостью. Это не допускает внутреннего разогрева, сохраняет пожарную безопасность и бесперебойную работу сетевых электроустановок.
Какое оборудование потребуется для сварки медных проводов
Для сваривания подготовленных медных кабелей понадобится инвертор, электроды.
Особенности меди: текучесть, высокая теплопроводность, способность поглощать газы — требуют от исполнителя опыта и мастерства.
Применяемые электроды
Для сварки медных проводов применяют две разновидности электродов: угольные или графитовые с покрытием из медного напыления:
- температура разрушения материала электрода — более 3800ºС, а у меди плавление при 1080ºС, что допускает их многократное использование;
- быстрый разогрев материала стержня до температуры разжижения меди;
- во время сварки углеродный стержень не прилипает к проводам;
- 5-10 А — достаточный, хотя и небольшой ток для устойчивого разряда дуги.

Особенности использования угольных электродов
Электроды изготавливаются из прессованного в форме стержня электротехнического угля черного цвета. Концы его имеют скос. Даже при совсем небольшой силе сварочного тока на кончике электрода возникает высокая температура.
Угольный электрод используется, когда графитовым элементом сварить не удается. Работать нужно очень внимательно, чтобы не допустить перегрева изоляции. Угольные электроды обычно используются в сварочных устройствах малой мощности.
При работе с электродами из угля надо учитывать следующие особенности:
- место сварки обладает хрупкостью, может окисляться и иметь пористую структуру;
- из-за высокой температуры дуги электрод быстрее расходуется;
- угольным стержневым электродом работать сложнее, чем графитовым, требуются практические навыки.
 маркет
маркетСварочные электроды из графита
Стержни-электроды из графита имеют серый цвет с небольшим металлическим оттенком. Кристаллическая структура углерода не подвержена окислению. При сварке кристаллический графит образует устойчивое к коррозии и температуре соединение. Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
При необходимости возможна замена на подручные изделия из графита — щетки от коллекторных двигателей, стержни разобранных батареек. В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».
Примерная стоимость графитовых электродов на Яндекс.маркетГрафитовые электроды чаще используются с инверторами, регулирующими сварочный ток.
Инверторы
Для сварки подойдет прибор постоянного или переменного тока с напряжением в диапазоне 12-36 В, регулировка тока обязательна.
Выбор модели исходит из предполагаемых режимов использования прибора: от получасовой работы без перерыва до многочасового интенсива.

Если прибор будет использоваться нечасто, то подойдет модель, обеспечивающая максимальный сварочный ток 150 А мощностью порядка 500 Вт. Этого достаточно для сварки скруток-жгутов сечением 20-25 мм².
Примерная стоимость инверторов для сварки на Яндекс.маркетРекомендованные режимы сварочного тока для разных проводников
Величина сварочного тока зависит от размера сечения и количества жил в скрутке: чем толще скрученный жгут, тем большее значение силы тока нужно выставить на сварочном аппарате:
- 2 жилы, сечение каждой 1,5 мм² — 70 А;
- 3 жилы, сечение каждой 1,5 мм² — 80-90 А;
- 2-3 жилы, сечение каждой 2,5 мм² — 80-100 А;
- 3-4 жилы, сечение каждой 2,5 мм² — 100-120 А.
Указанные режимы сварочного тока являются ориентировочными. У разных производителей провода отличаются по химическому составу и заявленному сечению, сварочные приборы также отличаются своими характеристиками.
Поэтому величину сварочного тока лучше подбирать практически на небольшом отрезке того же провода. Оптимальным при подборе режима опытным путем будет тот, когда дуга устойчива, а кончик электрода не клеится к месту сварки.
У современных аппаратов инверторного типа:
- устойчивый сварочный разряд, обеспечивающий качественное выполнение сварочных работ;
- при сварке жидкий металл не разбрызгивается;
- дуга не ослепляет сварщика из-за невысокой точки плавления меди;
- инверторы нетяжелые, их габариты небольшие, что позволяет переносить их к месту монтажа на ремне.
Подготовительные работы
Перед началом работы с проводами нужно еще раз проверить отсутствие на них напряжения.
Для дальнейшей работы понадобятся нож или специальные разделочные приспособления, наждачная шкурка, растворитель, плоскогубцы или пассатижи, изоляционная лента или термоусадочная трубка.
Если для изоляции применяется термоусадочная трубка, очень удобно использовать фен, дающий плотное облегание пленкой.
Для получения качественного соединения проводится подготовительная работа в такой последовательности:
- с жилы бережно снимают участок изоляционного покрытия не менее 7 см для жилы сечением 1,5 мм². Если провода толще, то на каждые 0,5 мм² диаметра жилы убавляют 5 мм изоляции. Разделку проводят вдоль проводника ножом или специальным инструментом — стриппером;
- оголенные участки провода зачищают наждачной шкуркой;
- поверхность проводников обезжиривают ацетоном или уайт-спиритом;
- аккуратно, чтобы не повредить провода, скручивают их в жгутик руками или плоскогубцами, стараясь обеспечить их плотное прилегание друг к другу;
- кусачками или монтажными ножницами отрезают кончик жгута для выравнивания жил.
Алгоритм сварки проводов
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
- на скрутку возле изоляции ставят зажим-радиатор для отвода избыточного тепла от медного проводника и защиты изоляционного покрытия от оплавления;
- туда же крепится «масса» сварочного инвертора;
- к сварочному аппарату подключают питание от сети;
- держатель с электродом подносят к концу скрутки;
- дуга расплавляет медь, на конце жгута-скрутки образуется наплыв в виде капли;
- процесс сварки происходит 1-2 секунды.

После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.
Сварка медных проводов: технология, аппарты для сварки
Необходимость сварки медных проводов связана с повышением надёжности электросетей. Это долговечный, прочный тип соединения и поэтому востребован в различных сферах производства. Технология доступна для освоения новичками, требует применения относительно несложного оборудования.
Сваренные медные проводаТехнология сварки проводов из меди
Соединение проводов возможно выполнить двумя способами:
- контактным, заварить скрутку;
- выполнить сварку.
Конкретные варианты выбираются на основе требований к качеству соединения, особенностей эксплуатации проводки, электрических характеристик, а также наличия подходящего оборудования.
Сваривание выполняется на постоянном или переменном токах при напряжениях от 12 до 36 В. Используется оборудование, позволяющее выполнить точную регулировку по току, чтобы подобрать параметры под конкретные условия проведения работ, параметры заготовки.
Выгодно использование инверторов, которые обладают достаточной мощностью (до 1,5 кВт) и диапазоном регулировки силы тока в интервале 30–120 А.
В качестве держателя проводников к кабелям, идущим от инвертора, присоединяют специальные пассатижи или зажимы. При этом пассатижи соединяются с массой устройства, а зажимы — с плюсовым выходом.
Кроме функции крепления, пассатижи также выполняют роль теплоотвода. Поэтому перегрев меди, появление раковин или других видов дефектов исключено. Изоляция токопроводящих жил при нагреве также не пострадает и сохранит все свойства.
Для точечной сварки допускается применение трансформаторов, мощность которых не превышает 500 Вт. Напряжение выбирается в пределах от 12 до 36 В. Технология заключается в кратковременном контакте скрутки (1–2 с), закреплённой на контактном проводнике, с массой (держателем), подключённой к источнику тока.

Особенности сварки медных проводов
Сварка медных проводов имеет следующие особенности:
- применяются только графитовые электроды;
- длина зачистки изоляции должна составлять более 50 мм;
- процесс сваривания должен быть кратковременным, чтобы не расплавить жилу и не нарушить изоляционный материал;
- при работе важно пользоваться средствами защиты от ожогов и поражения током;
- подходящие режимы определяются экспериментально, поэтому заранее рекомендуется потренироваться на отдельных участках проводников.
Аппараты для сварки медных проводов
Сваривание проводников из меди выполняется аппаратами с напряжением до 20 В. Применяется инверторное или трансформаторное оборудование, позволяющее зажигать небольшую дугу.
Как выбрать аппарат
Выбор аппаратов для сваривания проводников из меди проводится на основе следующих критериев:
- максимального сварочного тока;
- мощности;
- габаритов, веса;
- наличия предустановленных режимов работы.

В качестве источника питания для электродов может использоваться оборудование:
- трансформаторы;
- инверторы.
Трансформаторы
Для сваривания медной проводки достаточно использование регулируемых трансформаторов по току (нагрузка не менее 400 А), так как требуется кратковременный разогрев до +10800С. Работы нужно выполнять при подключении с прямой полярностью, так как при таких условиях обеспечивается стабильное горение дуги.
Понижающие трансформаторы применяют для сваривания любых типов медной проводки, включая проведение работ в распределительной коробке. Сварочник допускается использовать только для соединения обесточенной проводки.
Сварка проводится сварочным током, подобранным в конкретных технических условиях. Важна возможность выполнять тонкую подстройку электрических параметров.
Инверторы
Сваривание проводов инвертором выгодно, так как он имеет компактные размеры, оптимальные предустановки параметров по току и напряжению, удобные регулировки. В отличие от трансформаторов, имеют компактные размеры.
В отличие от трансформаторов, имеют компактные размеры.
Технология использования инвертора аналогична применению трансформатора. При выборе стоит учитывать наличие регулировок по току в диапазоне 40–200 А. Он позволяет упростить поджиг дуг, так как количество наводок и помех через источник тока минимально.
Инвертор для сваркиИнверторный способ сварки подходит для новичков, так как он достаточно прост в реализации.
Можно ли сделать устройство для сварки из подручных материалов
Сварочные аппараты отличаются простой конструкцией. Поэтому не обязательно приобретать готовые сборки, особенно для проведения разовых работ.
Аппараты для сварки медных проводов конструктивно состоят из трансформатора, приборов контроля, регуляторов, зажима, массы.
В качестве основы необходимо использовать трансформатор. Можно взять готовый либо самостоятельно намотать, при условии наличия соответствующего оборудования и навыков. Число витков и сечение провода выбирается расчётным путём на основе входных и выходных параметров.
Основные требования к характеристикам трансформатора:
- понижающий трансформатор;
- диапазон выходных напряжений от 12 до 48 В;
- регулирование силы тока в пределах 40–150 А.
Прибор для сварки можно усовершенствовать, добавив функцию варки на напряжении переменного типа. Для этого потребуется установить диодный мост. С его помощью горение дуги станет стабильным.
Снаружи трансформатор следует защитить корпусом от попадания внутрь посторонних предметов, а также от поражения током оператора. К трансформатору следует подключить два провода: для держателя и для подключения массы. В качестве держателя рекомендуется использовать специальные зажимы, а в качестве массы — массивные пассатижи.
Электроды для сварки медных проводов
Для сваривания медных проводников можно использовать следующие электроды:
- угольный;
- графитовый.
Угольный электрод обладает рядом следующих особенностей:
- температура, при которой наступает расплавление, составляет +38000С;
- работы выполняются на постоянном токе при прямой полярности;
- относительно невысокий КПД дуги;
- допустимо выполнение работ с присадками, без присадок, с подачей их прямо на линию формирования шва;
- угольный электрод для сварки при высоком нагреве свариваемых конструкций расходуется быстро;
- между электродами и поверхностью кабелей создаётся высокотемпературная дуга даже при низких токовых величинах.

Процесс сваривания графитовым электродом имеет следующие особенности:
- в течение процесса сварки электрод остаётся целым;
- повышается сопротивляемость меди к окислительным процессам;
- допустимо применение не омеднённых электродов, для этого достаточно скрутить жилы, зажать их держателем и выполнить стандартную процедуру сварки;
- сварное соединение надёжно, но для этого жилы должны быть скручены плотно, а лишние концы правильно обрезаны для плотного прилегания материала.
Как сварить медные провода
Поэтапная сварка проводов своими руками в домашних условиях:
- Снимается изоляция не менее 10 см.
- Делается скрутка.
- Присоединяется масса к проводнику от трансформатора или инвертора.
- Включается питание инвертора.
- Подводится электрод к точке сварки скрутки до такого расстояния, при котором будет сформирована стабильная дуга.
- Выдерживается дуга в течение 1–2 с.
- Отводится электрод к другой скрутке, если делается сварка многожильных проводов.

- Выключается инвертор.
- Выжидается определённое время для остывания проводов.
- Оголённые контакты скрутки изолируются термоусадочной трубкой или изолентой.
Сварить медь с алюминием сложно, так как невозможно точно контролировать состав сварного шва. При содержании меди более 12% сплав становится хрупким и ненадёжным. Особенности процесса сваривания:
- используется постоянный ток, полярность подключения прямая;
- в качестве присадки используются алюминиевые прутки;
- сила тока выбирается в пределах от 500 до 550 А, а напряжение — 50 до 60 В;
- применяются графитовые электроды.
Меры безопасности
При сварке скруток медных проводов важно соблюдать следующие меры безопасности:
- требуется выполнять заземление оборудования, находящегося под током;
- запрещено использовать провода для электродов без качественной изоляции;
- эксплуатация сварочного оборудования проводится в стандартных режимах, не противоречащих заявленным требованиям изготовителя.

Сваривание выполняется только в защитной среде без прямого контакта с воздухом. Поэтому подойдёт маломощный аппарат, работающий на переменном или постоянном токе.
Аппарат для сварки медных проводов: требования к оборудованию
Проводя монтаж электропроводки, часто приходится удлинять провода, делать много прочных соединений, не повышающих сопротивление медных жил. Быстро соединить концы поможет аппарат для сварки медных проводов. Технические характеристик кабелей не изменяются.
Любители мало занимаются сваркой медных контактов. Они могут переделать сварочный инвертор, заменив электрод. Электрики постоянно соединяют медные жилы. Им выгодно приобрести сварочный аппарат. Любители мастерить сделают приспособление из подручных средств. Созданное оборудование поможет быстро сваривать проволоку.
Технология сваривания
Сварка соединяет скрутки проводов из меди. Эксплуатационные характеристики кабеля при этом не изменяются. Сложность состоит в электро и теплопроводности меди. Ее сложно нагреть на коротком участке. В аппарате для сваривания меди низкий ток. Рабочее напряжение оборудования от 12 – 14 В.
Сам процесс сварки высокопроизводительный и простой. Применяется графитовый электрод, подключенный к «плюсу» и зажим, отходящий от «минуса». Создание соединения проводов занимает мало времени.
- Снять изоляцию и очистить концы на обеих соединяемых проводах примерно на 100 мм.
- Сделать плотную скрутку.
- Подрезать торец, чтобы оба конца медных жил находились в одной плоскости.
- Клещами зажать скрутку, оставив конец 10 – 15 мм.
- Поднести на секунду графитовый электрод к торцу проволоки.
С первого раза радужная капелька – расплав меди, на конце скрутки может не образоваться. Следует повторять сварку 2 — 4 раза, до образования шарика.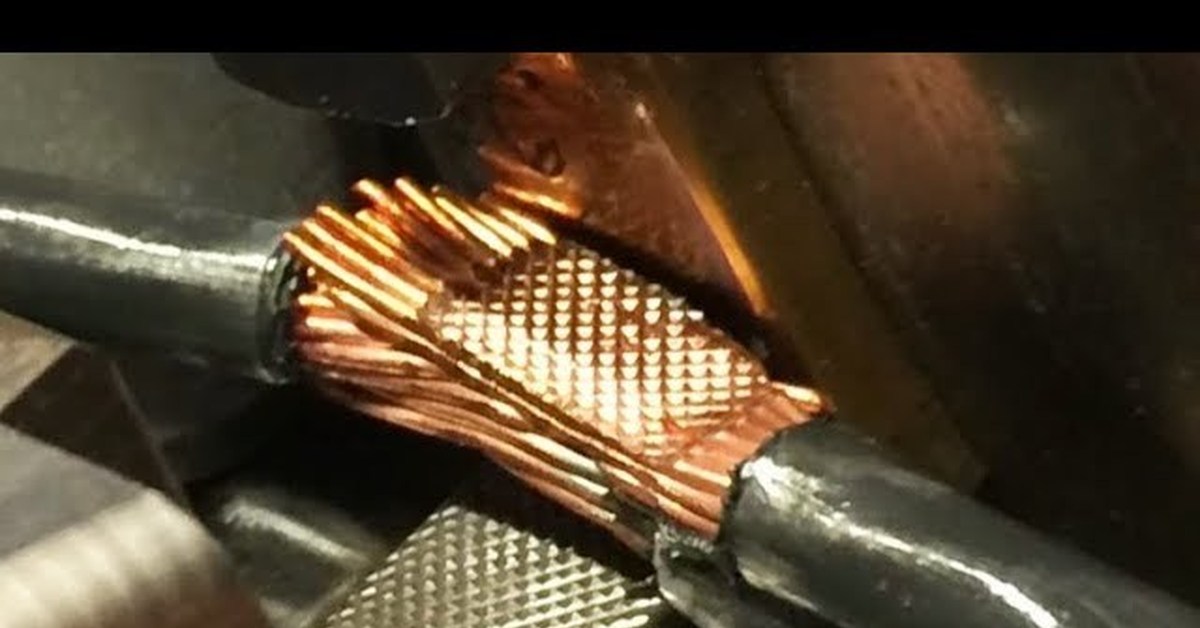
Нельзя долго держать электрод прижатым к скрутке. Медные провода быстро нагреются, передадут тепло дальше. Изоляция начнет гореть. Варить надо короткими касаниями до секунды по времени.
После остывания оголенные провода изолируются термоусадочной трубкой или изолентой.
Преимущества способа
Аппарат для сварки скруток из меди удобный. Его преимущества:
- высокая производительность;
- сохраняются технические характеристики;
- соединение не требует дополнительных деталей;
- сварка дает прочное соединение.
При скрутке и соединении через клеммы и шины, медь постепенно окисляется. Контакты приходится периодически чистить. Пайка увеличивает сопротивление, место контакта греется. Сварка оставляет однородную структуру медных проволочек.
Полный процесс сварки медных проводов, от зачистки до остывания занимает 2 – 3 минуты.
Требования к самодельному сварочному прибору
Электрик постоянно занимается ремонтом электрической проводки. Покупка специального оборудования оправдывает себя. Любитель, делает ремонт в собственном доме изредка. Ему удобнее использовать сварочный инвертор с током до 100А, или сделать приспособление своими руками.
Покупка специального оборудования оправдывает себя. Любитель, делает ремонт в собственном доме изредка. Ему удобнее использовать сварочный инвертор с током до 100А, или сделать приспособление своими руками.
Самодельный сварочный аппарат должен соответствовать требованиям:
- иметь зажим;
- работать от сети 220В;
- мощность трансформатора от 600Вт;
- выдерживать кратковременные перегрузки;
- электрод прочно закреплен в ручке;
- настраиваться на рабочие режимы сварки медных проводов;
- на держаке желательно иметь кнопочный выключатель.
Главное требование к сварочному аппарату – безопасная работа. Все контакты должны быть изолированы. Перед включением в сеть оборудование необходимо подключить к заземлению.
Скрутку непросто точно подвести к электроду и прижать на нужное время. Для начинающих специалистов варить будет легче, если прижав торец соединенных проводов, ток включать нажатием кнопки.
Сборка аппарата своими рукамиКак выбрать устройство?
Аппараты для сварки медных скруток включают в бытовую сеть.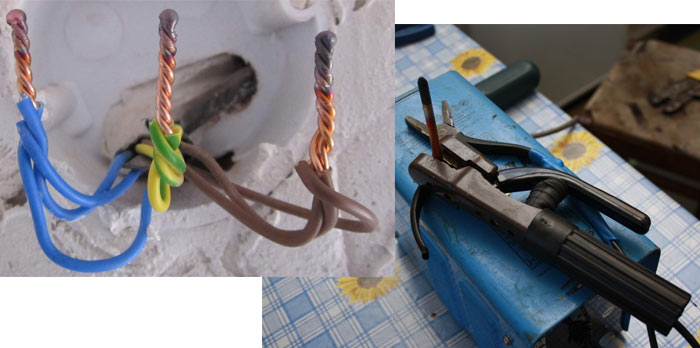 Они выдают на электрод постоянный ток силой 12 – 36В.
Они выдают на электрод постоянный ток силой 12 – 36В.
Длина кабелей с клещами и держаком на концах должна быть в пределах 3 – 4 м. С короткими проводами сложно работать, у сварщика ограничены движения. Длинные имеют большое сопротивление, значение тока уменьшается.
Соединяемые концы находятся в разных местах. Электрик постоянно перемещается по помещению. Длинный провод от источника питания к оборудованию и компактный аппарат, висящий на плече, значительно упрощают процесс перехода от одной к другой точке.
Устройство для сваривания из подручных средств
Простой сварочный аппарат можно сделать своими руками. Чаще всего используется сломанная микроволновка, в которой осталась рабочей первичная обмотка магнетрона.
- Распилить вторичную обмотку и убрать ее.
- Намотать новую, проводом с сечением 6 мм2, необходимо уложить минимум 16 витков, больше лучше. На выходе будет ток 14 – 18А. Он оптимальный для сварки проводов своими руками.
- От аппарата к ручнику подключить медный многожильный кабель сечением 10 – 12 мм2.

- В медную трубку вставить графитовый электрод с одной стороны, ко второму концу приварить кабель.
- Вместо зажима использовать плоскогубцы. К одной ручке закрепить провод от «плюса».
- Провода соединить с выходами микроволновки на задней стенке.
Перед закреплением графитового электрода, медной трубке ей придают соответствующую форму, делают продольный пропил для фиксации.
При самостоятельном изготовлении сварочного аппарата можно сэкономить на покупке электрода. Он представляет собой массивный кусок графита. Заменить его можно щеткой с электродвигателя. Лучше всего подходят контакты с троллейбусных штанговых токоприемников. Найти их легко на конечных остановках, где водители постоянно меняют щетки и выбрасывают старые. Для удобства в графитовом электроде делаются углубления, в которые заводится конец скрутки.
Аппарату для сварки скруток, сделанному своими руками, необходим держак. Он делается из куска дерева. Подходит ручка от напильника. По оси просверливается отверстие для кабеля. Все хорошо изолируется. Специалисты рекомендуют держак для сварки порошковой проволокой. У него широкое отверстие и гнездо для подсоединения кабеля.
Подходит ручка от напильника. По оси просверливается отверстие для кабеля. Все хорошо изолируется. Специалисты рекомендуют держак для сварки порошковой проволокой. У него широкое отверстие и гнездо для подсоединения кабеля.
Поломанная микроволновка не всегда есть под рукой. Электрики легко рассчитают и изготовят обе намотки сами, подберут нужный выпрямитель. Собранный аппарат ускорит их работу на объекте.
технологии, материалы и оборудование, этапы
Сварка меди используется в различных сферах промышленности благодаря особым свойствам металла. Однако для получения надёжных сварных швов нужно точно соблюдать все требования технологии, использовать подходящее оборудование и расходные материалы.
Сварка меди паяльникомОсобенности сварки меди
Особенности сваривания медных конструкций:
- нагретый металл реагирует с кислородом и образует тугоплавкую оксидную плёнку, поэтому необходимо использовать различные методы противодействия протеканию такой реакции;
- медь имеет высокий коэффициент теплового расширения, превышающий величину для стальных сплавов в 1,5 раза, поэтому после остывания наплавленный металл подвержен значительной усадке;
- при прямом контакте с кислородом расплавленная медь поглощает кислород и водород, что приводит к формированию неоднородной хрупкой фазы с порами и дефектами;
- по причине хорошей теплопроводимости медные конструкции быстро нагреваются и охлаждаются, что негативно сказывается на механических свойствах сварного шва;
- высокая текучесть усложняет процесс сваривания массивных деталей — невозможно обеспечить полную проплавку с одной стороны конструкции, а также создать вертикальный или потолочный шов;
- пластические и прочностные характеристики при повышении температуры нагрева выше +2000С снижаются и к +5500С полностью теряются.

Влияние примесей на свариваемость меди
Примеси в меди негативно сказываются на её свойствах, так как могут приводить к охрупчиванию, снижению пластичности, созданию внутренних дефектов. При сварке в материале могут находиться фазы с отличной от чистого металла температурой плавления, что повышает сложность сварных работ.
Примеси в чистом металле присутствуют практически всегда, поэтому фактически выполняется сваривание сплавов обязательно в защитной атмосфере или с применением флюсов. Важно применять присадки на основе алюминия, марганца, кремния. Они позволят получить однородную структуру и добиться необходимых технических характеристик сварного шва.
Основные способы сварки меди
Чтобы сварить медные конструкции, необходимо соблюдать требования технологий сварки меди. Доступны следующие способы сваривания медных заготовок:
Инвертором
Варить медь инвертором относительно просто, так как он обеспечивает стабильные параметры по току и напряжению, может иметь ряд предустановок. Также он компактный по размерам и имеет небольшой вес.
Также он компактный по размерам и имеет небольшой вес.
Шов формируют небольшими участками, длина которых составляет от 30 до 40 мм. Важно делать перерывы в работе, чтобы не допустить перегрева металла с проплавлением и деформацией. Углы наклона электрода над поверхностью должны составлять от 100 до 200.
Инверторы вырабатывают постоянное напряжение, допустимо подключение проводов по схеме прямой или обратной полярности. При сваривании требуется правильно задать параметры по току и напряжению в зависимости от параметров заготовок.
Полуавтоматом
Для создания длинных швов рекомендуется выполнять сварку меди полуавтоматом. За счёт равномерной подачи проволоки формируется надёжное однородное соединение. Для исключения образования пор нельзя допускать поперечных колебаний проволоки или заготовок.
Полуавтоматическая сварка деталей толщиной более 6 мм производится только после снятия кромки с выполнением притупления менее 4 мм. Обычно применяют проволоку диаметром 2 мм. Рекомендуемые параметры:
Обычно применяют проволоку диаметром 2 мм. Рекомендуемые параметры:
- напряжение 30 В;
- сила сварочного тока 300А;
- флюс марки К-13 или АН26;
- тип проволоки М1-3.
Аргоном
При сварке в аргоновой защитной среде используется проволока из вольфрама, подключение питания по схеме обратной полярности. Стыковка тонких конструкций производится без предварительного подогрева.
Шов формируют справа-налево, при этом электрод держат под прямым углом к поверхности заготовки, а прутка — 150. Средний расход газа составляет от 7 до 18 л/мин. Ток сварки подбирается самостоятельно в диапазоне 80-500А.
Сварка аргоном режим TIG
Режим TIG применяется при автоматической или полуавтоматической сварке. Преимущества:
- небольшая зона прогрева;
- исключение образования дефектов в структуре;
- высокая скорость создания сварного шва;
- простота технологии.
Газовая сварка
Газовая сварка выполняется горелкой. Технология достаточно сложная для формирования высококачественных точных швов, поэтому она в основном используется для соединения массивных деталей. Сложностью процесса является подбор оптимального расхода газа:
Технология достаточно сложная для формирования высококачественных точных швов, поэтому она в основном используется для соединения массивных деталей. Сложностью процесса является подбор оптимального расхода газа:
- для заготовок с толщиной до 1 см расход составляет до 150 л/мин.;
- при толщине более 1 см расход должен быть увеличен до 200 л/мин.
Для обеспечения равномерного прогрева массивных деталей допускается одновременное применение двух горелок. Чтобы повысить качество шва, нужно применять содержащие бор флюсы.
Состав присадочной проволоки должен быть идентичным составу свариваемых конструкций. При отсутствии полных аналогов, нужно выбрать максимально близкий.
Угольным электродом
Процесс сваривания угольными электродами универсален, так как допускается поджиг дуги между двумя электродами, заготовкой и электродом, электродом и массой. Технология схожа с процессом сваривания горелкой.
Используется проволока марки БрКМц3-1. Параметры по току и напряжению подбираются в зависимости от технических особенностей конструкций и их состава.
Параметры по току и напряжению подбираются в зависимости от технических особенностей конструкций и их состава.
Инвертором угольным электродом
Сваривание меди угольными электродами требуют наличия навыков проведения подобных работ. Особенности процесса следующие:
- наклон электрода над поверхностью заготовки не более 300;
- диапазон сварочных токов от 35 до 130 А.
Материалы и оборудование
Для сваривания меди потребуется следующее оборудование и материалы:
- инвертор или сварочный аппарат;
- электроды;
- припой или баллоны с защитным газом.
Что нужно знать об электродах для сварки меди
Сваривание меди выполняется электродами с защитными покрытиями. Применяют стержни легированные бронзой, кремнием или марганцем. Такие составы позволяют исключить раскисление меди и обеспечить однородность металла.
Защитные покрытия выбираются такие, которые обеспечивают стабильное горение дуги, предотвращают раскисление металла, образование раковин или шлаков.
Сварочный аппарат для меди
Для выполнения сварочных работ можно применять следующее оборудование:
- аппараты автоматические или полуавтоматические;
- инверторы;
- TIG-оборудование.
Рекомендуется использовать аппараты следующих производителей:
- ESAB;
- Fubag;
- Ресанта;
- Сварог.
Виды припоев
Сварка медных заготовок на флюсах позволяет улучшить качество швов, увеличить их прочность, снизить количество дефектов. По температуре нагрева бывают такие виды припоев:
- низкотемпературные;
- высокотемпературные.
Низкотемпературные припои
Низкотемпературные припои применяются при температурах разогрева до +4500С для сваривания легкоплавящихся сплавов меди. Изготавливаются на оловянной или свинцовой основе, с добавкой сурьмы. С целью повышения коррозионной стойкости в составе присутствует цинк.
Высокотемпературные припои
Флюсы для высокотемпературной сварки способны сохранять свои свойства до +11000С. В составе применяются следующие элементы: фосфор, цинк, медь, серебро, кремний. Большинство составов пригодны для сварки меди с другими металлами.
В составе применяются следующие элементы: фосфор, цинк, медь, серебро, кремний. Большинство составов пригодны для сварки меди с другими металлами.
Подготовка материала очистка
Перед выполнением сварки нужно подготовить металл следующим образом:
- растворителем очистить поверхность вдоль и вблизи шва;
- абразивным инструментом зачистить оксидную плёнку;
- удалить пыль, грязь, убрать контактирующие посторонние предметы или материалы;
- при толщине 6–10 мм срезать фаски с одной стороны, а при более 10 мм – срезать фаски с двух сторон шва.
Этапы сваривания
Этапы сварки меди в домашних условиях:
- Собирается электрическая цепь: к держателю подсоединяется электрод, подсоединяются провода для сварки на токе обратной полярности.
- Вокруг детали прокладывается защитный экран, предотвращающий быстрый нагрев или охлаждение. Это требуется для того, чтобы шов был равномерным и на нём после остывания отсутствовали трещины.
- Включается инвертор с подходящими для работы параметрами, которым предполагается сваривать две медные заготовки.

- Поджигается дуга вне области с заготовкой.
- Наносится на стержень флюс.
- Выполняется формирование шва за один проход.
- Выключается инвертор.
- Проводится естественное охлаждение детали.
При сваривании медных заготовок с толщиной до 5 мм предварительный нагрев проводить не требуется. Массивные конструкции требуют обязательного прогрева перед выполнением сварочных работ.
Выбор сварочного кабеля подходящего размера
Мне нужно заказать сварочный кабель для нашего магазина, но я не уверен, что его правильный размер. Я видел несколько справочных таблиц, но хотел бы получить объяснение, как их использовать.
Сварочный кабель является проводником сварочного тока. Он состоит из ряда тонких медных нитей, обернутых внутри непроводящей, прочной оболочки (обычно из синтетического или натурального каучука различных цветов).Тонкие медные жилы придают сварочному кабелю большую гибкость, чем другие типы электрических проводников, а изолирующая оболочка предназначена для выдерживания повторных перемещений по шероховатым поверхностям. По мере увеличения уровня тока (измеряется в амперах или амперах) диаметр сварочного кабеля и результирующая площадь поперечного сечения медной скрутки должны увеличиваться. Концепция похожа на поток воды через шланг. Требуется шланг большего диаметра, чтобы пропускать больший объем воды.Вы используете шланг меньшего размера для полива сада, а пожарная служба использует шланг гораздо большего размера для тушения пожаров.
Он состоит из ряда тонких медных нитей, обернутых внутри непроводящей, прочной оболочки (обычно из синтетического или натурального каучука различных цветов).Тонкие медные жилы придают сварочному кабелю большую гибкость, чем другие типы электрических проводников, а изолирующая оболочка предназначена для выдерживания повторных перемещений по шероховатым поверхностям. По мере увеличения уровня тока (измеряется в амперах или амперах) диаметр сварочного кабеля и результирующая площадь поперечного сечения медной скрутки должны увеличиваться. Концепция похожа на поток воды через шланг. Требуется шланг большего диаметра, чтобы пропускать больший объем воды.Вы используете шланг меньшего размера для полива сада, а пожарная служба использует шланг гораздо большего размера для тушения пожаров.
«Допустимая нагрузка» сварочного кабеля, также известная как допустимый ток или номинальная сила тока, означает максимальное количество электрического тока, которое кабель может безопасно проводить. Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. Е. Номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды.Более короткие кабели могут пропускать больший ток, чем более длинные кабели того же диаметра. Сварочный кабель часто имеет температуру жилы 75 ° C (167 ° F), 90 ° C (194 ° F) или 105 ° C (221 ° F). Хотя сам медный провод может выдерживать высокие температуры, создаваемые более высокой силой тока, прежде чем будет поврежден, изоляция, защищающая их, расплавится. Сварочные кабели также часто рассчитаны на температуру окружающей среды 30 ° C (86 ° F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, снизить их пропускную способность.Кроме того, несколько кабелей, плотно упакованных вместе, также могут иметь снижение способности рассеивать тепло.
Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. Е. Номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды.Более короткие кабели могут пропускать больший ток, чем более длинные кабели того же диаметра. Сварочный кабель часто имеет температуру жилы 75 ° C (167 ° F), 90 ° C (194 ° F) или 105 ° C (221 ° F). Хотя сам медный провод может выдерживать высокие температуры, создаваемые более высокой силой тока, прежде чем будет поврежден, изоляция, защищающая их, расплавится. Сварочные кабели также часто рассчитаны на температуру окружающей среды 30 ° C (86 ° F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, снизить их пропускную способность.Кроме того, несколько кабелей, плотно упакованных вместе, также могут иметь снижение способности рассеивать тепло.
Обратите внимание, что хотя медь является отличным проводником электричества, она все же имеет определенную степень сопротивления потоку электронов через нее. Следовательно, в кабеле будет возникать нагрев за счет сопротивления. Сварочный кабель правильного размера может стать теплым на ощупь после продолжительной сварки. Однако, если диаметр кабеля слишком мал для уровня тока, протекающего по нему, кабель будет перегреваться.Это может привести к потенциальной опасности возгорания, а также к повреждению самого кабеля (и, в конечном итоге, к обрыву и отказу кабеля). Разрыв изоляционной оболочки также может стать причиной поражения электрическим током. И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, не проводит ток более эффективно, чем кабель надлежащего размера. Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил.
Электрический кабель обычно классифицируется по размеру AWG (American Wire Gauge), где кабель меньшего диаметра имеет большее число. На рис. 1 указаны размеры AWG. Калибровочные размеры больше единицы равны нулю, также выражаются как 1/0 (произносится как «одна цифра»), два нуля, выражаются как 2/0 (произносится как «две доли»), 3/0 и 4/0. Кабели сечений от №4 до №4 / 0 обычно используются для сварочного кабеля.
Рисунок 1: Пример калибра проволоки
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
Рисунок 2: Сравнение размеров кабелей AWG / метрических
Теперь при выборе кабеля подходящего размера для сварочного оборудования лучше всего выбрать кабель, способный выдержать максимальную мощность сварщика. Для этого нужно определить три фактора.К ним относятся:
• Общая длина сварочного контура
• Номинальная мощность источника сварочного тока
• Рабочий цикл источника сварочного тока
Сварочная цепь — это полный путь, по которому проходит электричество. Он включает в себя источник питания, кабель электрода, электрододержатель (или горелку TIG или механизм подачи проволоки и горелку), электрическую дугу, рабочий кабель и рабочий зажим. На рисунке 3 показана сварочная схема. Для определения правильного сечения сварочного кабеля необходимо сложить полную длину кабеля электрода и рабочего кабеля. Кабель электрода подключается к держателю электрода, горелке TIG или механизму подачи проволоки. Рабочий кабель прикрепляется к рабочему зажиму. Обратите внимание, что эти последние два элемента часто неправильно называют «заземляющий кабель» и «заземляющий зажим». Однако это неправильная терминология, поскольку «заземляющий» провод применяется только к первичной стороне сварочной цепи (то есть к входящему силовому кабелю).
Кабель электрода подключается к держателю электрода, горелке TIG или механизму подачи проволоки. Рабочий кабель прикрепляется к рабочему зажиму. Обратите внимание, что эти последние два элемента часто неправильно называют «заземляющий кабель» и «заземляющий зажим». Однако это неправильная терминология, поскольку «заземляющий» провод применяется только к первичной стороне сварочной цепи (то есть к входящему силовому кабелю).
Рисунок 3: Пример сварочного контура
Обратите внимание, что полярность сварки не влияет на размер необходимого кабеля.Не имеет значения, в каком направлении протекает ток через сварочную цепь, будь то постоянный ток положительный (DC +), постоянный ток отрицательный (DC-) или переменный ток (AC). Полярность и направление тока влияют только на сварочные характеристики и выбор электрода.
Номинальная выходная мощность источника питания — это просто максимальный уровень тока или силы тока, при котором машина предназначена для использования (обратите внимание, что некоторые источники питания могут производить токи, превышающие их номинальную мощность, в течение коротких периодов времени).Этот номинальный выходной уровень обычно указывается в названии машины. Примеры включают «Idealarc® 250» (номинальный выход 250 А), Power Wave® S350 (номинальный выход 350 А), Flextec ™ 650 (номинальный выход 650 А) и т. Д.
Рабочий цикл — это номинальная мощность источника сварочного тока, выраженная в процентах (%). Это процент десятиминутного периода, в течение которого источник питания может работать при заданном уровне выходного тока, прежде чем превысит свой тепловой предел (т. Е. Обмотки становятся слишком горячими) и отключится, если он имеет защиту от тепловой перегрузки.Как правило, при уменьшении уровней выходной мощности рабочий цикл увеличивается (до 100% или непрерывной производительности). И наоборот, по мере увеличения выходных уровней (до максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла можно найти на паспортной табличке источника питания и / или в руководстве по эксплуатации. Номинальный рабочий цикл источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного источника питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
И наоборот, по мере увеличения выходных уровней (до максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла можно найти на паспортной табличке источника питания и / или в руководстве по эксплуатации. Номинальный рабочий цикл источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного источника питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
Рисунок 4: Однофазные и трехфазные блоки питания
Рисунок 5 — это пример диаграммы для выбора правильного размера сварочного кабеля. Другие таблицы можно получить у производителей кабелей и в справочниках по сварке. В качестве примера предположим, что у вас есть источник питания на 400 А при рабочем цикле 60%, и вам нужна общая общая длина электрода и рабочих кабелей 100 футов.Из таблицы следует выбрать правильный размер кабеля №2 / 0. Размеры кабелей увеличиваются для увеличения длины, прежде всего, с целью минимизировать падение кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые следует подключать параллельно или вместе, чтобы разделить текущую нагрузку.
Другие таблицы можно получить у производителей кабелей и в справочниках по сварке. В качестве примера предположим, что у вас есть источник питания на 400 А при рабочем цикле 60%, и вам нужна общая общая длина электрода и рабочих кабелей 100 футов.Из таблицы следует выбрать правильный размер кабеля №2 / 0. Размеры кабелей увеличиваются для увеличения длины, прежде всего, с целью минимизировать падение кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые следует подключать параллельно или вместе, чтобы разделить текущую нагрузку.
Рисунок 5: Выбор сварочного кабеля подходящего размера
Также следует отметить, что помимо правильного выбора размера кабеля очень важно поддерживать сварочный кабель и кабельные соединения в хорошем состоянии. Любые трещины, порезы, пятна износа и т. Д. На сварочном кабеле могут снизить его токонесущую способность и создать горячие точки. Кроме того, изношенные или изношенные кабельные соединения с рабочим зажимом, наконечниками или разъемами с поворотным замком также могут снизить способность проводить ток и создавать горячие точки (см. Примеры в , рис. 6, ). Все изношенные, изношенные и поврежденные части должны быть немедленно отремонтированы для обеспечения надлежащей работы и сведения к минимуму любых потенциальных угроз безопасности.
Любые трещины, порезы, пятна износа и т. Д. На сварочном кабеле могут снизить его токонесущую способность и создать горячие точки. Кроме того, изношенные или изношенные кабельные соединения с рабочим зажимом, наконечниками или разъемами с поворотным замком также могут снизить способность проводить ток и создавать горячие точки (см. Примеры в , рис. 6, ). Все изношенные, изношенные и поврежденные части должны быть немедленно отремонтированы для обеспечения надлежащей работы и сведения к минимуму любых потенциальных угроз безопасности.
Рисунок 6: Примеры изношенного и поврежденного сварочного кабеля
Производители медных сварочных кабелей в China-Huadong Cable Group
Завод по производству медных сварочных кабелей Специальное обслуживание: Huadong Cable Group предоставляет индивидуальные услуги для каждого клиента. В нашей компании вы можете подобрать размер сварочного кабеля для алюминия и меди. Пожалуйста, сообщите нам, какие характеристики алюминиевого или медного кабеля вы хотите купить. Вы можете связаться с нами по следующей кнопке цитаты.
В нашей компании вы можете подобрать размер сварочного кабеля для алюминия и меди. Пожалуйста, сообщите нам, какие характеристики алюминиевого или медного кабеля вы хотите купить. Вы можете связаться с нами по следующей кнопке цитаты.
Настройте свой идеальный размер
Медный сварочный кабель Huadong для продажи
| производители медной сварочной проволоки | Напряжение: 300 В / 600 В Проводник: Медь Размер: 10 мм / 16 мм / 35 мм / 50 мм / 70 мм и т. Д. Изоляция: Резиновая оболочка с одинарным покрытием / Резиновая оболочка с двойным покрытием Изоляционный материал: EPR / Сепрен / Вулканизированный / Бутил / неопреновый каучук Оболочка: PCP / Резина Цвет оболочки: Черный или согласно вашим требованиям Стандарт: IEC / VDE / DIN / ASTM / BS EN / ICEA Упаковка: Деревянный барабан + деревянный поддон / деревянный ящик Получить предложение |
Huadong алюминиевый сварочный кабель для продажи
| производители алюминиевых сварочных кабелей | Напряжение: 300 В / 600 В Проводник: Алюминий Размер: 10 мм / 16 мм / 35 мм / 50 мм / 70 мм и т.  Д. Д.Изоляция: Резиновая оболочка с одинарным покрытием / Резиновая оболочка с двойным покрытием Изоляционный материал: EPR / Сепрен / Вулканизированный / Бутил / неопреновый каучук Оболочка: PCP / Резина Цвет оболочки: Черный или согласно вашим требованиям Стандарт: IEC / VDE / DIN / ASTM / BS EN / ICEA Упаковка: Деревянный барабан + деревянный поддон / деревянный ящик Получить предложение |
Пожалуйста, отправьте нам список кабелей для запроса и количество заказа. Наши специалисты по продажам вышлют вам документы с предложением в течение 12 часов. Эл. Почта: [email protected]
Как выбрать качественный сварочный кабель для алюминия и меди?
Если вы ищете на продажу качественный медный сварочный кабель, возможно, у вас возникнут проблемы. Например, какие производители алюминиевых сварочных кабелей являются надежными? Будет ли поставщик медных сварочных кабелей так хорош, как говорится в рекламе? Разумна ли цена, указанная поставщиком? Есть ли гарантия качества их медного сварочного кабеля? Как быть с их послепродажным обслуживанием, если что-то пойдет не так после покупки медного сварочного кабеля? Если вы много знаете об алюминиевом сварочном кабеле, у вас, вероятно, не будет этих проблем.Вы можете связаться с нами напрямую, чтобы получить расценки на медный сварочный кабель.
Например, какие производители алюминиевых сварочных кабелей являются надежными? Будет ли поставщик медных сварочных кабелей так хорош, как говорится в рекламе? Разумна ли цена, указанная поставщиком? Есть ли гарантия качества их медного сварочного кабеля? Как быть с их послепродажным обслуживанием, если что-то пойдет не так после покупки медного сварочного кабеля? Если вы много знаете об алюминиевом сварочном кабеле, у вас, вероятно, не будет этих проблем.Вы можете связаться с нами напрямую, чтобы получить расценки на медный сварочный кабель.
Получить предложение
Если вы плохо разбираетесь в медных и алюминиевых сварочных кабелях, такая серия проблем может стать для вас проблемой. Тогда вы можете посмотреть следующий контент. Есть несколько советов по выбору медного сварочного кабеля, которые бесплатно предоставляются компанией Huadong Cable Company. Если у вас есть другие вопросы, не упомянутые в статье, задавайте их. Мы всегда рады ответить на ваш вопрос о медно-алюминиевом сварочном кабеле.
Мы всегда рады ответить на ваш вопрос о медно-алюминиевом сварочном кабеле.
Выбирайте производителей медных сварочных кабелей с хорошей репутацией
Когда вы ищете производителей медных сварочных кабелей в Google, вы, несомненно, найдете множество названий. В этом случае вам нужно научиться различать, какой поставщик алюминиевого сварочного кабеля является надежным. Доверие к корпоративной рекламе не очень велико, но репутация компании не обманчива.Huadong Cable Group — известный бренд в Китае. Если у вас есть друг, который купил медный сварочный кабель в нашей компании, вы можете попросить у него дополнительную информацию о China Huadong. Я надеюсь, что вы также выберете нашу компанию в качестве поставщика алюминиевых сварочных кабелей. В то же время я считаю, что вы останетесь довольны нашими медными и алюминиевыми сварочными кабелями и услугами. Просто оставьте нам свое сообщение.
оптовый медный сварочный кабель ценаПолучить цену
Наши сварочные кабели из меди и алюминия продаются по всему миру. Например, Филиппины, Йемен, Сингапур, США, Германия, Юго-Восточная Азия, Африка и другие регионы. В частности, у таких стран Юго-Восточной Азии, как Филиппины, есть большое количество наших постоянных клиентов. Если вы также приехали из этих стран, вы легко найдете наших покупателей медных и алюминиевых сварочных кабелей. Может, вы, наверное, еще друзья. Просто не стесняйтесь оставлять свое сообщение.
Например, Филиппины, Йемен, Сингапур, США, Германия, Юго-Восточная Азия, Африка и другие регионы. В частности, у таких стран Юго-Восточной Азии, как Филиппины, есть большое количество наших постоянных клиентов. Если вы также приехали из этих стран, вы легко найдете наших покупателей медных и алюминиевых сварочных кабелей. Может, вы, наверное, еще друзья. Просто не стесняйтесь оставлять свое сообщение.
Получить предложение
Разумный прейскурант на медный сварочный кабель очень важен
Помимо качества кабеля, я считаю, что вас больше всего беспокоит цена медного сварочного кабеля.Наша компания никогда не привлекает клиентов по самой низкой цене. Нельзя отрицать, что слишком низкая цена меди сварки кабель часто не имеют хорошего качества. Huadong Cable Group стремится предоставлять клиентам кабели самого высокого качества по наиболее конкурентоспособной цене.
заводской прайс-лист на медный сварочный кабель в КитаеПолучить цену
Мы надеемся найти клиентов, которые смогут сотрудничать с нами долгое время. Поэтому беспроигрышное сотрудничество — лучшее. Так что вы определенно можете получить лучший прайс-лист на медный сварочный кабель в нашей компании.Пожалуйста, пришлите нам свой запрос, список медных или алюминиевых сварочных кабелей и количество заказа, наши специалисты по продажам вышлют наши предложения в течение 12 часов. Вы можете связаться с нами по электронной почте или оставить сообщение внизу страницы. Или вы можете поговорить с нами онлайн прямо в рабочее время.
Поэтому беспроигрышное сотрудничество — лучшее. Так что вы определенно можете получить лучший прайс-лист на медный сварочный кабель в нашей компании.Пожалуйста, пришлите нам свой запрос, список медных или алюминиевых сварочных кабелей и количество заказа, наши специалисты по продажам вышлют наши предложения в течение 12 часов. Вы можете связаться с нами по электронной почте или оставить сообщение внизу страницы. Или вы можете поговорить с нами онлайн прямо в рабочее время.
Получить цену
Почему выбирают нас?
У нас есть четыре цеха по сварке медных кабелей, каждый площадью около 10 000 квадратных метров, 20 комплектов современного оборудования для производства алюминиевых кабелей, 20 высокотехнологичных инженеров и 150 сотрудников.Каждый производственный процесс строго контролируется нашими профессиональными инженерами.
Завод по производству медных сварочных кабелей по низкой цене HuadongПолучить цену
Начиная с нестандартного размера резинового кабеля, заводская цена будет отправлена вам в течение 12 часов.
Эл. Почта: [email protected]
Испытания: Huadong Group проводит тщательные испытания на каждом этапе производства резинового кабеля
.
Получить цену
Упаковка и доставка: Пакет резиновых тросов в железном или деревянном барабане или в соответствии с вашими требованиями.
Упаковка медно-резинового сварочного кабеля HuadongПолучить цену
Случай клиента: Наши резиновые кабельные изделия экспортируются в более чем 30 стран, таких как: Россия, Америка, Филиппины, Йемен, Южная Америка, Северная Америка, Ближний Восток, Африка, Азия,
стран Океании и т. Д.
, филиппины, пожалуйста, отправьте нам свой запрос, список медных резиновых сварочных кабелей и количество заказа. Наши специалисты по продажам вышлют вам документы о нашем предложении в течение 12 часов. Эл. Почта: [email protected]
Эл. Почта: [email protected]
Ограничения по медному проводу — ресурсы
перейти к содержанию Локации Блог Связаться с нами Карьера Помогите- Все продукты Назад
- Автоматика и управление
- Данные и связь
- Электрические коробки, шкафы, корпуса и стойки
- Электромонтажные устройства
- Принадлежности для обслуживания и эксплуатации объектов
- Крепежные детали и метизы
- Заземление и заделка проводов
- Отопление, вентиляция и охлаждение
- Освещение
- Трубы, клапаны и фитинги
- Распределение питания и защита
- Безопасность и защита
- Знаки, этикетки и идентификация
- Инструменты
- Коммунальное оборудование
- Провод и кабель
- Прокладка проводов и организация кабелей
- Автоматизация и управление Назад
- Автоматизация и управление Главная
- Промышленные кнопки, сигнальные лампы и станции управления
- Защита и безопасность машин
- Двигатели, контроллеры двигателей и периферийное оборудование
- Панельные приборы и мониторы
- ПЛК, HMI и сбор данных
- Реле
- Датчики и переключатели
- Освещение Назад
- Освещение для дома
- Аварийное освещение
- Осветительные приборы и компоненты
- Лампы, лампочки и трубки
- инструменты Назад
- Инструменты Home
- Абразивы, шлифовальные машины и шлифовальные инструменты
- Компрессоры воздушные
- Съемники для болтов и винтов
- Режущие инструменты
- Сверла, отвертки и биты
- Фонари и переносное рабочее освещение
- Молотки и инструменты для взлома
- Инструменты для высокого напряжения
- Промышленное строительное оборудование
- Радиоприемники и динамики на рабочем месте
- Инструменты для измерения и маркировки
- Мультиинструменты
- Пистолеты для гвоздя и скоб
- Трубогибы и трубогибы и аксессуары
- Трубонарезные станки, метчики и плашки
- Плоскогубцы, щипцы и зажимы
- Аккумуляторы и зарядные устройства для электроинструментов
- Насосы
- Инструменты и аксессуары для перфорации
- Пуансоны, наборы дыроколов и аксессуары
- Отвертки и отвертки для гаек
- Головки и ключи
- Контрольно-измерительное оборудование
- Наборы инструментов
- Хранение инструментов
- Инструменты для сварки и пайки
- Инструменты для протягивания проводов и кабелей
- Провод и кабель Назад
- Провод и кабель для дома
- Автомобильные и железнодорожные кабели
- Строительный провод
- Кабельные сборки
- Спиральный кабель
- Кабели связи
- Кабели буровые и такелажные
- Электрокабель
- Гибкие и портативные кабели
- Заземляющий провод и катушки
- Подводящий провод
- Осветительные и электрические кабели
- Кабели питания и управления
- Шнуры питания и розетки
- Кабели безопасности и сигнализации
- Термопара и удлинительный провод
- Провод термостата
- Трассирующий провод
- Сварочные кабели
- Отзывы
- О нас Назад
- О приграничных государствах
- Руководство
- Подразделения
- Карьера
- Агентство Rep Partners
- Отраслевые ассоциации
- Сервисы