
Соединение проводов и кабелей
Как правильно соединить провод в распределительной коробке
Самая спорная и болезненная проблема при электромонтажных работах соединение проводов и кабелей в распределительной коробке. Электрики варят, гильзуют (опрессовывают), паяют, пользуются различными сжимами (колодки, ваги, клеммы, СИЗы – соединительные изолирующие зажимы), скручивают. Сколько электриков, столько различных мнений.
Что говорят правила соединения проводов и кабелей
Будем пользоваться несколькими источниками актуальных на сегодняшний день. ПУЭ-7 (Правила устройства электроустановок), СНиП 3.05.06-85 (Электротехнические устройства), ГОСТ Р 50571.5.52-2011. ( Электроустановки низковольтные).
ПУЭ-7 Глава 2.1
Раздел: Электропроводки
2.1.21. Соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т. п.) в соответствии с действующими инструкциями, утвержденными в установленном порядке.
2.1.22. В местах соединения, ответвления и присоединения жил проводов или кабелей должен быть предусмотрен запас провода (кабеля), обеспечивающий возможность повторного соединения, ответвления или присоединения.
СНиП 3.05.06-85
3. Производство электромонтажных работ
Раздел: Электропроводки
3.34. Все соединения и ответвления установочных проводов должны быть выполнены сваркой, опрессовкой в гильзах или с помощью зажимов в ответвительных коробках.
Металлические ответвительные коробки в местах ввода в них проводов должны иметь втулки из изолирующих материалов. Допускается вместо втулок применять отрезки поливинилхлоридной трубки. В сухих помещениях допускается размещать ответвления проводов в гнездах и нишах стен и перекрытий, а также в пустотах перекрытий. Стенки гнезд и ниш должны быть гладкими, ответвления проводов, расположенные в гнездах и нишах, должны быть закрыты крышками из несгораемого материала.
ГОСТ Р 50571.5.52-2011.
526 Электрические соединения
526.2 При выборе средств соединения следует учитывать:
— материал проводника и его изоляцию;
— число и форму проводов, формирующих проводник;
— площадь поперечного сечения проводника;
— число проводников, которые будут соединены вместе.
Примечания:
1 Использование соединений пайкой рекомендуется избегать, за исключением коммуникационных схем. Если такие соединения используются, то они должны быть выполнены с учетом возможных смещений, механических усилий и повышения температуры при коротких замыканиях
Развернутый комментарий
Мы рассмотрели все нормативные акты регламентирующие соединение проводов. Рассмотрим преимущества и недостатки.
Опрессовка (гильзовка)
Рекомендуют все нормативы
Очень качественно соединение, большая площадь контакта. Недостаток пожалуй один, гильза большая по размеру и приходится делать большие распределительные коробки, что отражается на дизайне помещения.
Гильза, скрутка и клемма Ваго
Фото и краткое описание
Слева на фото соединение выполненное с помощью гильзы. Провода вставляются в луженую гильзу и обжимаются специальным прессом. Если гильза подобрана правильно соединение получается очень хорошее В центре скрутка, если сделать как на фото будет не хуже гильзы, но правилами запрещена, мы с своей работе не используем. Справа попытка отремонтировать проводку с помощью Ваги, соединение нагрелось, клемма расплавилась, так и до пожара недалеко.
Сварка
Рекомендуют все нормативы
Хороший контакт, малые габариты. Недостаток, проблематично проварить соединение большого количества проводов не повредив изоляцию (очень сильный нагрев).
Пайка
Предписывает применение только ПУЭ, СНиП умалчивает, а ГОСТ вообще рекомендует избегать соединения с помощью пайки.
Качественно спаять даже два провода достаточно сложно, но если удастся соединение будет качественным. Пропаять пять, шесть и более проводов практически не реально, тем более под потолком или в трудно доступном месте, куда большинство заказчиков просит поставить распределительную коробку, чтоб глаза не мозолила.
Скрутка
Запрещена
Хотя лучше еще никто не придумал. Всегда сначала провода скручивают, а потом варят, паяют, обжимают. Не буду агитировать, будем соблюдать правила, скрутка в чистом виде – ЗАПРЕЩЕНА!
СИЗ, клемма Ваго и винтовой сжим
Фото и краткое описание
Слева на фото соединение выполненное с помощью СИЗов. Провода сначала скручены, что само по себе неплохо, а поверх закручен колпачок в полном соответствии с правилами. В центре Вага (с подъемными флажками считается лучшим вариантом), отработала под нагрузкой около двух лет, оплавленная пластмасса и изоляция. Справа винтовой зажим, проблема та же что и с Вагой, соединение греется, последствия не предсказуемы
Сжимы
Рекомендуют все нормативы
Есть масса различных зажимов для проводов, все они сертифицированы, но, к сожалению, имеют различное качество.
Самые распространенные клеммы «Wago»: монтаж быстрый, выглядит красиво, но долгих нагрузок приближенным к максимальным не выдерживают. Наша компания использует «Ваги» только в случае работы по согласованному проекту, где четко прописана модель соединительных клемм. Тем самым мы снимаем с себя ответственность в случае нештатной ситуации, перекладывая ее на проектировщика и производителя клемм.
Винтовые зажимы: Качественное соединение получается только с зажимах, где под винтом есть дополнительные лепесток, а если винт вкручивается непосредственно в провод, со временем жди подгорания.
СИЗ (Соединительный изолирующий зажим): При использовании в чистом виде проблема та же что у сварки и пайки, зажим большого числа проводов. Но если делаем сначала скрутку, двадцать-двадцать пять миллиметров, а поверх накрутить СИЗ результат получается отличный. Соединение не подвергается нагреву, что положительно влияет на дальнейшую эксплуатацию. Мы используем такой метод более пятнадцати лет и не имели не одного нарекания. Есть единственный недостаток, из под СИЗа торчит оголенная шейка, которую требуется дополнительно изолировать. Поэтому способ не такой эстетичный как; клеммы «Wago», но соединение получается очень хорошее, площадь контакта значительно превышает сечение проводника.
www.els-sk.ru
Методы соединения проводов
Вы должны знать, что пожарный инспектор никогда не примет электроустановку, если провода в ней скомутированны методом скрутки. Хотя многие скажут о том, что надежней скрутки еще ничего не придумали, но в ПУЭ (Правила устройства электроустановок)ясно сказано о запрете на соединения проводов методом скрутки.
Выдержка из правил ПУЭ: п2.1.21. Соединение, ответвление и оконцовка жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т.п.) в соответствии с действующими инструкциями.
Наиболее часто встречающимся нарушением электропроводки является неправильное соединение проводов при ремонте квартиры. Какими же бывают виды соединений, чем они отличаются друг от друга и в каких случаях лучше применять один вид, а в каких другой?
Способы соединения проводов

Скрутка – самый простой и распространенный способ соединения одножильных проводов из алюминия или меди, когда проводники просто скручиваются между собой и изолируются в месте контакта. Опресовывается скрутка при помощи соединительных изолирующих зажимов (СИЗ) они просты и удобны в монтаже (накручиваются по часовой стрелке на скрученные вместе жилы) обеспечивает надежный захват и удержание скрутки на протяжении всего срока эксплуатации. Имеют корпус, выполненный из не поддерживающего горение нейлона благодаря которому жилы не нуждаются в последующей изоляции.
Рис.1 Соединение проводов с помощью скрутки
При небольших объемах электромонтажных работ использование скруток, изолированных при помощи СИЗ представляется достаточно удобным. А вот когда условия требуют многочисленных соединений проводов и организацию разветвленной электросети, в этом случае возникают определенные трудности. Связаны они с тем, что описанные приспособления рассчитаны только на определенное количество проводов одинакового сечения. Это в значительной степени ограничивает возможности монтажа сложных электросетей.
 Опрессовка — это соединение проводов с помощью специальной медной или алюминиевой гильзы. Гильза одевается на скрутку и опрессовывается с помощью пресс-клещей. Для того, что бы сделать опрессовку, необходимо с концов соединяемых проводов снять изоляцию, скрутить их и надеть на скрутку гильзу, подходящую по диаметру и материалу. Далее гильза опрессовывается с помощью пресс-клещей. После всей проделанной процедуры полученное соединение необходимо изолировать с помощью изоленты или термоусадки. Такой способ соединения проводов считается одним из наиболее надежных.
Опрессовка — это соединение проводов с помощью специальной медной или алюминиевой гильзы. Гильза одевается на скрутку и опрессовывается с помощью пресс-клещей. Для того, что бы сделать опрессовку, необходимо с концов соединяемых проводов снять изоляцию, скрутить их и надеть на скрутку гильзу, подходящую по диаметру и материалу. Далее гильза опрессовывается с помощью пресс-клещей. После всей проделанной процедуры полученное соединение необходимо изолировать с помощью изоленты или термоусадки. Такой способ соединения проводов считается одним из наиболее надежных.
Рис.2 Соединение проводов с помощью опрессовки

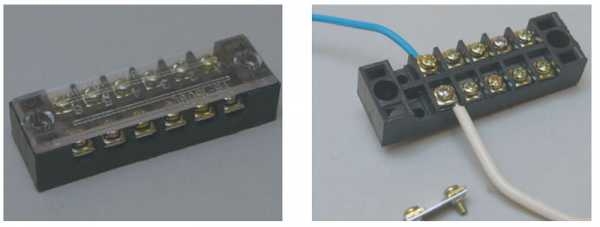
Винтовые клеммные соединения– наиболее подходящий вариант для соединения проводов из разных металлов. С помощью такой клеммы можно соединить два провода. Для этого используется специальная клеммная колодка – диэлектрический корпус, внутри которого располагаются узлы крепления проводов к контактам. Винтовые соединительные клеммники наиболее часто применяются при коммутации проводов в щитах и распределительных коробках.
Для соединения проводов винтовыми клеммами аккуратно снимите изоляцию с концов проводов и поместите концы проводов в клемму так, что бы они не соприкасались друг с другом. Затем плотно закрутите винты клеммы.
Рис.3 Соединение проводов с помощью винтовых клемм
Используя данный способ соединения с алюминиевыми проводами надо учитывать, что со временем у провода из алюминия ухудшается контакт в клеммнике и придется время от времени его дожимать.
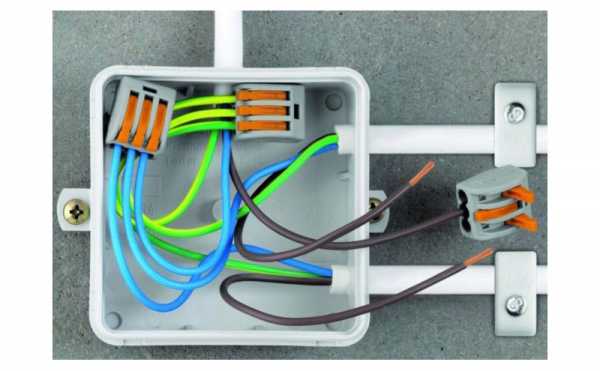
 Самозажимные клеммы типа WAGO очень удобны в монтаже и выдерживают нагрузку значительную токовую нагрузку. Провод зачищается от изоляции, вставляется в отверстие клеммника и защелкивается. Клеммы со специальной контактной пастой допускают смешанный электромонтаж (соединение медных и алюминиевых проводов). Единственный недостаток — они занимают достаточно много места в распаечных коробках и подрозетниках.
Самозажимные клеммы типа WAGO очень удобны в монтаже и выдерживают нагрузку значительную токовую нагрузку. Провод зачищается от изоляции, вставляется в отверстие клеммника и защелкивается. Клеммы со специальной контактной пастой допускают смешанный электромонтаж (соединение медных и алюминиевых проводов). Единственный недостаток — они занимают достаточно много места в распаечных коробках и подрозетниках.
Рис.4 Соединение проводов с помощью самозажимных клемм

Сварка или пайка обеспечивает долговечный и качественный контакт, с очень большим сроком безотказной работы электропроводки, но время монтажа существенно увеличивается и возникают дополнительные трудности, если надо внести в схему, какие либо изменения.
Соединение проводов пайкой обеспечивает надежный и долговечный контакт, для которого свойственна отличная проводимость. Но при этом пайка имеет ряд недостатков, которые не позволяют использовать данный вид соединения в местах, подвергающихся повышенному механическому воздействию. Кроме того, место спайки требует более надежной изоляции.
Для того, что бы сделать сварку проводов необходимо зачистить концы проводов от изоляции на 4-5 см и сделать скрутку так, что бы провода заканчивались на одном уровне. После этого насыпать флюс в углубление электрода, прижать конец скрутки к электроду и произвести сварку проводов. По окончании процедуры на скрученных проводах образовалась контактная сварка «шарик», которую необходимо зачистить металлической щеткой и заизолировать.
Пайка проводов более проста. После зачистки концов проводов от изоляции необходимо наждачной бумагой зачистить концы жил до металлического блеска. Далее нужно залудить место спайки. При использовании канифоли, нагрейте скрутку и прижимайте ее к кусочку канифоли, пока скрутка полностью не покроется расплавленной канифолью. Во избежание оплавления изоляции во время пайки, следите за тем, что провода нагревались не слишком сильно.
Рис.5 Соединение проводов с помощью сварки и пайки
Способы соединения алюминиевых и медных проводов
Основной принцип соединения алюминиевых и медных проводов — отсутствие контакта между проводниками. Достигается это с помощью соединения проводов различными клеммниками, ответвительными зажимами или муфтами.
Есть несколько способов такого соединения: клеммные колодки, ответвительные зажимы и болтовое соединение. О клеммах написано выше, поэтому не будем повторяться. Рассмотрим два вида соединения медных и алюминиевых проводов.
 Болтовые соединения– не менее распространённый вид разъёмных соединений, когда провод соединяется с контактом при помощи резьбы и гайки. Притом, что соединение обладает большой надежностью, нужно регулярно проводить его проверку: медные провода не реже, чем раз в два года, алюминиевые – не реже одного раза в полгода.
Болтовые соединения– не менее распространённый вид разъёмных соединений, когда провод соединяется с контактом при помощи резьбы и гайки. Притом, что соединение обладает большой надежностью, нужно регулярно проводить его проверку: медные провода не реже, чем раз в два года, алюминиевые – не реже одного раза в полгода.
Как сделать болтовое соединение? Для начала необходимо на концах соединяемых проводов сделать петли (рис.6), диаметр которых должен соответствовать диаметру болта (петли удобно делать путем накручивания жилы на болт). Далее поочередно надеваете на болт: шайбу, петлю, шайбу, петлю, шайбу, гайку. Гайку необходимо хорошо закрепить, что бы все крепко держалось и не болталось. После всю электропроводящую часть конструкции необходимо хорошо заизолировать.
Рис.6 Пример правильно выполненной петли для болтового соединения
 Ответвительные зажимы бывают различной формы, которая зависит от провода и способа крепления в зажиме (рис.7). Данный способ соединения проводов лучше всего подойдет для использования на улице. Применяются ответвительные зажимы так же, как и клеммники. Данный способ соединения более капитальный и может использоваться даже для ответвления провода от столба для питания частного дома и даже в контуре заземления.
Ответвительные зажимы бывают различной формы, которая зависит от провода и способа крепления в зажиме (рис.7). Данный способ соединения проводов лучше всего подойдет для использования на улице. Применяются ответвительные зажимы так же, как и клеммники. Данный способ соединения более капитальный и может использоваться даже для ответвления провода от столба для питания частного дома и даже в контуре заземления.
Рис.7 Ответвительные зажимы
Материалы, близкие по теме:
electromontaj-st.ru
Оконцевание жил проводов и кабелей
Здравствуйте! Когда заходит разговор про многопроволочные жилы, то возникает вопрос чем выполнить оконцевание и каким инструментом воспользоваться?
Я расскажу вам о способах оконцевания, когда наиболее рационально применить наконечники и какой инструмент для опрессовки наиболее качественный. Будет много полезной информации, в том числе и обзор распространенных наконечников. Помогу определиться с выбором на примере конкретных случаев.
Содержание статьи:
- Что такое оконцевание и зачем его делают.
- Способы оконцевания.
- Наконечники для оконцевания.
- Медных жил.
- Алюминиевых жил.
- Инструмент для опрессовки наконечников.
- Оконцевание жил проводов и кабелей пайкой.
Что такое оконцевание жил
Это операция по обработке и формированию жилы провода или кабеля для создания надёжного электрического контакта.
Когда заходит вопрос об оконцевании жил, то первым встает вопрос: из какого материала выполнены жилы кабеля или провода, которым будет подключен электроприёмник.
Металл алюминий имеет свойство окисляться при контакте с воздухом и данных факт негативно влияет на электрический контакт в местах присоединения жилы к аппарату электроустановки. Ещё алюминиевые жилы, после протекания через них тока, имеют свойство уменьшаться в размере, что приводит к ослабеванию контакта.
Окисление и плохой контакт приводят к нагреванию и разрушению
структуры металла!
Медь используемая в кабеле, лишена этих недостатков, но вопрос надёжного контакта, в случае использования медных жил, остается открытым.
Оконцевание любых медных жил позволяет избежать прямого попадания окислителей на зачищенные участки жил, а также соединить токопроводящую часть многопроволочной жилы в единое целое, что в свою очередь добавляет надёжности электрическому соединению. Ну а механическая прочность будет зависеть напрямую от вашего желания сделать оконцевание качественным.
Способы оконцевания
Руководствуясь ПУЭ (правилами устройства электроустановок) необходимо знать:
Оконцевание жил проводов должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и тп) в соответствии с действующими инструкциями, утвержденными в установленном порядке.
Лучшим способом оконцевания алюминиевых жил сечением от 2,5 до 10 мм2 включительно является изгибание конца однопроволочной жилы в кольцо.

Для жил алюминиевого кабеля или же провода сечением от 16 до 240мм2 следует применять оконцевание опресовкой с применением наконечников, либо делать пайку жил с применением наконечников.
А вот для жил сечением свыше 240 мм2 необходимо оконцевание с применением сварки.
В любом случае оконцевания алюминиевых жил наконечниками необходимо заполнять пространство наконечника, куда вставляется жила, смазкой из вазелина смешанного с кварцем. Данную процедуру проводят, чтобы избежать окисления алюминиевой жилы при контакте с воздухом.
В случаях же с жилами медного кабеля ситуация обстоит иначе.
Многопроволочные жилы до 10 мм2 помимо возможности изгибания конца в кольцо необходимо производить пропайку иначе вы получите плохой контакт, который может привести к пожару. В наше время рекомендуется применять зачистку жил от изоляции и прессовку наконечником. Этот способ оконцевания самый мало затратный, да и цены на продукцию данного вида не заставят вас долго думать.
Наконечники для оконцевания
Вот мы и подошли к главному вопросу оконцевания – выбору наконечников и начнем с медных жил. При выборе наконечников нужно четко знать размер кабельной жилы, тогда ваше соединение будет надёжным.

1) Наконечник штыревой втулочный изолированный — НШВИ. Применяют для подключения для проводов и кабелей с сечением жилы до 10 мм2 в клеммник. Используются они для подключения жил в клеммники. Данная разновидность наконечников хорошо подходит для коммутации электропроводки в квартире, доме или небольшом цеху, где необходимо выполнить подключение слабомощных (до 15 кВт) устройств и электроприборов.
Наконечники НШВИ(GLW) изготовленные по уникальным немецким технологиям, отличающиеся от обычных НШВИ срощенными в термопластавтомате контактную втулку и пластмассовую манжету до идеального состояния.
А наконечник НШВ отличается от НШВИ отсутствием пластмассового слоя изоляции. По сути это утонченная медная втулка позволяющая опрессовать жилу в монолитный штифт.
2) НШВИ-2 применяют, когда необходимо подключить по 2 жилы в одну клемму. Очень практичный вариант для изготовления например, шины из гибкого провода в щитке с несколькими автоматическими выключателями.
3) Наконечник кольцевой изолированный — НКИ. Совместимы с винтовым соединением, где требуется оголённая только контактная часть. На примере, КГ 4х1,5 — кабель гибкий с четырьмя жилами сечением полтора миллиметра квадратных, каждая должна иметь наконечник с маркировкой НКИ 1,5-3. В обозначении мы видим два числа:
- Сечение жилы.
- Размер отверстия под винт.
ВНКИ — виброустойчивые кольцевые изолированные наконечники с нейлоновой манжетой. Особенностью данного типа наконечников являются дополнительная медная втулка, и поперечные засечки на внутренней поверхности трубной части наконечников. Всё это позволяет увеличить на 25–30% механическую прочность соединения с проводом.
4) Наконечник вилочный изолированный — НВИ. их еще называют клеммы типа «U». Наконечники рассчитаны под монтаж винтами или болтами в цепях с нагрузкой до 48А.
Одной из модификаций изолированных наконечников является наконечник изолированный крюковой — НИК. Его используют под опрессовку с последующим крепежом на основе винтовой фиксации.

5) Наконечник медный электролитически лужёный — ТМЛ.
Когда вам нужно опрессовать кабель ВВГ 3×150, то вам потребуются три наконечника типа ТМЛ 150-16-19, что означает медный лужёный наконечник в форме трубки. Его вы можете опрессовать под жилу сечением 150 мм2, воспользовавшись «прессом матричным». Вам потребуется подобрать соответствующую матрицу для жилы на 150 мм2. Опрессовывать жилы необходимо исправным инструментом и действовать по инструкции. Тогда вы можете быть уверены в надежном контакте.
Некоторые производители выпускают наконечники ТМЛс отличительной чертой которых является узкая часть с отверстием, что позволяет использовать их в различных вариантах подключений. Это удобно например при подключении автоматических выключателей.
Когда необходимо использовать наконечники соответствующих стандартов, согласно проектной документации, где учитывается размер и вес, то советую использовать ТМЛ(DIN). Потому, что данный тип наконечников включает маркировку мест и количество опрессовок. На самом наконечнике указывают номер матрицы под опрессовку.
6) ТМЛ(о). Тоже только с окошком, позволяет увидеть насколько кабель вошел в наконечник.
7) Наконечник медный трубчатый (без защитного покрытия) — ТМ .Предназначен под опрессовку медного кабеля для соединения с электротехнической шиной. Надежный контакт достигается за счет болтового соединения.
Наконечник медный кольцевой неизолированный — ПМ. Предназначен для оконцевания пайкой или опрессовкой проводов с медными жилами.

9) Наконечник болтовой — НБ. Подходит для оконцевания круглых, секторных, моножильных и многожильных проводников.
10) Наконечник штифтовой плоский — НШП применяют под опрессовку проводов с медными жилами сечением до 95 мм2. Также используют НШПИ — наконечник штифтовой плоский изолированный с ПВХ манжетой. Отличительной особенностью как вы поняли является изоляционная манжета. Но данный тип изготавливают только для оконцевания с сечением до 6 мм2.
11) Наконечник алюминиевый — ТА. Предназначен для оконцевания алюминиевых кабелей и проводов.
12) Наконечник алюмомедный — ТАМ. Предназначен для оконцевания алюминиевых кабелей и проводов при присоединении их к медным выводам электротехнических устройств.
ГМЛ — гильзы медные луженые изготавливают из цельнотянутой медной трубы марок М1 или М2. Данные образцы покрывают специальным слоем из олова-висмута, обеспечивающим защиту от коррозии.
Подобрать наконечник под размер винта вы можете воспользовавшись таблицей.
Таблица часто используемых наконечников торцевых медных лужёных
| Товарное наименование позиции | Размер винта | Сечение (мм²) | Размеры (мм) | |||||
| D | B | L | d | d₁ | ||||
| ТМЛ 2.5–4–2.6 | М4 | 2,5 | 2,5 | 4,3 | 8 | 28 | 5 | 2,6 |
| ТМЛ 4–5–3 | М5 | 4 | 4 | 5,3 | 10 | 32 | 5 | 3 |
| ТМЛ 6–6–4 | М6 | 6 | 6 | 6,4 | 12 | 32 | 6 | 4 |
| ТМЛ 10–5–5 | М5 | 10 | 10 | 5,3 | 11 | 40 | 8 | 5 |
| ТМЛ 16–8–6 | М8 | 16 | 16 | 8,4 | 16 | 40 | 9 | 6 |
| ТМЛ 25–10–8 | М10 | 35 | 25 | 10,5 | 20 | 50 | 11 | 8 |
| ТМЛ 35–12–9 | М12 | 35 | 35 | 13 | 22 | 60 | 12 | 9 |
| ТМЛ 35–8–10 | М8 | 50 | 35 | 8,4 | 20 | 63 | 13 | 10 |
| ТМЛ 50–8–11 | М8 | 70 | 50 | 8,4 | 20 | 63 | 14 | 11 |
| ТМЛ 70–10–13 | М10 | 95 | 70 | 10,5 | 24 | 65 | 16 | 13 |
| ТМЛ 95–10–15 | М10 | 120 | 95 | 10,5 | 28 | 75 | 19 | 15 |
| ТМЛ 120–16–17 | М16 | 150 | 120 | 17 | 34 | 81 | 22 | 17 |
| ТМЛ 150–16–20 | М16 | 185 | 150 | 17 | 38 | 90 | 26 | 20 |
| ТМЛ 185–20–21 | М20 | 240 | 185 | 21 | 40 | 95 | 27 | 21 |
| ТМЛ 240–20–24 | М20 | 300 | 240 | 21 | 48 | 105 | 32 | 24 |
Из таблицы видно, что размер кольца под винт не зависит от сечения жилы. Диаметр под нужный винт вы подбираете сами, после того как определились с толщиной жилы питающего кабеля.
Инструмент для опрессовки наконечников
Как видите типов наконечников не так много, а вот устройства, позволяющие запрессовать нужный размер жилы различаются по сечению кабеля, который можно ими обжать или запресовать. В основном это два типа устройств, которые позволят справиться вам с большинством задач по опрессовке.
Первый – это пресс-клещи для обжима кабельных наконечников сечением жилы от 0,5 до 6 мм2, некоторые модели от 1,5 до 10 мм2.
Второй же пресс матричный гидравлический для обжима наконечников от 4 до 1000 мм2, который позволяет обжимать не только наконечники, но и соединять жилы трубчатыми гильзами.
Приведу примеры пресс-клещей первого типа, чтобы вам было проще понять какой инструмент нужен для вашей операции с жилами кабеля.
Технические характеристики кримпера для обжима неизолированных медных наконечников и гильз сечением от 0,25 до 10 мм2

- Типы наконечников и гильз: ТМЛ, ТМЛс, ТМ, ТМЛ (DIN), ГМЛ
- Четырехпозиционная матрица
- Профиль обжима: клиновидный
- Усиленный трехшарнирный рычажный механизм
- Материал корпуса: качественная 3-х миллиметровая сталь
- Обработка поверхности: воронение
- Вес: 620 г
- Длина: 260 мм
Технические характеристики кримпера для обжима изолированных и неизолированных штыревых втулочных наконечников сечением от 0,25 до 6 мм2

- Типы наконечников: НШВИ, НШВИ(GLW), НШВ
- Шестипозиционная матрица
- Профиль обжима: трапециевидный
- Материал корпуса: легкий, высокопрочный алюминиевый сплав, применяемый в авиационной и космической промышленности
- Немагнитный, искробезопасный корпус
- Обработка поверхности: электролитическое анодирование
- Вес: 290 г
- Длина: 225 мм
Характеристики кримпера для обжима изолированных наконечников, гильз и разъемов с красной, синей и желтой манжетами и сечением от 0,25 до 6 мм2

- Опрессовка изолированных наконечников, гильз и разъемов с красной, синей и желтой манжетами
- Типы наконечников: НКИ, ВНКИ, НВИ, НИК, НШПИ, НШКИ, ВРПИ-П, ВРПИ-М, ГСИ-П
- Трехпозиционная матрица
- Профиль обжима: овальный, двухконтурный
- Усиленная стальная конструкция, надежная механика
- Храповой механизм, обеспечивающий блокировку обратного хода до завершения полного цикла опрессовки
- Вес: 540 г
- Длина: 220 мм
Рассматривая пресс второго типа, мы возвращаемся к вопросу оконцевания алюминиевых жил, которые также поддаются обжатию для создания надёжного механического и электрического контакта в цепи. Ниже на фото изображен пресс ручной гидравлический.
Названия пресса для обжима кабельных наконечников вы можете встретить на просторах интернета как пресс-клещи (ручные), пресс гидравлический или механический со сменными матрицами.
Оконцевание жил проводов и кабелей пайкой
Ещё нужно помнить, что в случае если у вас не оказалось под рукой нужного пресса или наконечников для оконцевания многопроволочного медного кабеля, то вам на помощь придёт старый добрый дедовский метод лужения жил. Вам понадобится паяльник, припой, канифоль, и конечно же точка подключения на 220 В (в простонародье розетка, да и вряд ли вы найдёте паяльник на 380 В).
Итак, вооружившись данным инструментом вам необходимо зачистить жилу, в зависимости от места, к которому будет подключена жила (двигатель, кабельная скрутка или автоматический выключатель), на разную длину.
Например, при подключении двигателя вам необходимо изготовить «кольцо» соответственно зачистить жилы в зависимости от размера клеммника (который зависит в свою очередь от мощности подключаемого электроприбора на 20-30 мм. При соединении нескольких жил с последующим скручиванием вам лучше зачистить на 25-35 мм в зависимости от сечения жилы. При подключении автомата прямой отрезок на 10-15 мм. Для зачистки жил от изоляции советую пользоваться инструментом типа КСИ (клещи для снятия изоляции) или как его сейчас ещё называют стриппер.
В случае при скручивании жил не обязательно пользоваться пайкой, так как на сегодняшний день существуют пружинные зажимы типа СИЗ (соединительный изолированный зажим) и они позволяют осуществить электромонтаж проводки наиболее быстро и не менее качественно, чем при использовании пайки. В случае применения СИЗов вам не придется использовать изоленту или термоусаживаемую трубку для изоляции ваших скруток.
Так например, если взять кабель с алюминиевыми жилами и подключить электрический обогреватель, то через какое-то время изоляция кабеля расплавится, а жила превратится в нечто похожее на старый фарфор, который треснет в любой момент. Это произойдёт из-за того что соединение не обеспечивает надёжный электрический контакт и не имеет механической прочности. А при опрессовке, сварке, или пайке концов проводов или кабелей по технологии описанной выше вопросов связанных с оконцеванием не возникнет и пожара можно избежать.
Подводя итоги хочу сказать, что если вы собрались делать ремонт и менять электропроводку то используйте медный кабель с однопроволочными жилами. Если вам нужно подключить двигатель мостового крана или экскаватора то используйте гибкие кабели и опрессовывайте их соответствующими наконечниками. Инструмент типа пресс-клещи и клещи для снятия изоляции помогут оголить жилы, подготовить их к опрессовке.
Когда размеры жилы более 16 мм2, используйте соответствующие матрицы гидравлического пресса. Если вы не доверяете производителю кабеля или наконечников, то обязательно делайте надпил напильником или надфилем, чтобы убедиться что это действительно медный кабель или наконечник, а также не забывайте, что качественные наконечники обязательно покрыты специальным слоем олова, которые защищают материал жилы от окисления.
Такие наконечники прослужат вам дольше и, соответственно, вы будете уверены в надёжном контакте соединения. Качественные наконечники выполнены по ГОСТу, менее надёжные изделия для оконцевания изготавливают по ТУ.
И в заключении, пользуясь соответствующим инструментом, имеющим сертификат производителя, а не пассатижами и ножом, как это делают не квалифицированные «специалисты» вы повышаете шанс сделать свою работу качественно надёжно и быстро.
Видео по теме
Похожие материалы:
В завершении жизненная мудрость: крепление жил болтовыми и трубчатыми сжимами, не вернёт вам целый кабель, хоть и обеспечит надёжный контакт, поэтому помните народную пословицу — семь раз отмерь один раз отрежь. Вопросы?
elektrobiz.ru
BSP Security — Монтаж. Все, что вы хотели узнать, но боялись спросить.
Специальных требований по монтажу систем видео наблюдения не предъявляется. Монтаж данных систем осуществляется в соответствии с правилами и нормами монтажа кабельных линий, систем оповещения и систем пожарной сигнализации.
Одним из основных документов для стандартизации норм монтажных работ является ПУЭ (правила устройства электроустановок).
Статьи из ПУЭ актуальные для монтажа систем видеонаблюдения:
|
ПУЭ 2.1.19 |
При прокладке проводов и кабелей в трубах, глухих коробах, гибких металлических рукавах и замкнутых каналах должна быть обеспечена возможность замены проводов и кабелей. |
|
ПУЭ 2.1.20 |
Конструктивные элементы зданий и сооружений, замкнутые каналы и пустоты которых используются для прокладки проводов и кабелей. Должны быть не сгораемыми. |
|
ПУЭ 2.1.21 |
Соединение, ответвление и оконцевание жил проводов и кабеле должны производится при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т.п.) в соответствии с действующими инструкциями. Утвержденными в установленном порядке. |
|
ПУЭ 2.1.22 |
В местах соединения, ответвления и присоединения жил проводов или кабелей должен быть предусмотрен запас провода (кабеля), обеспечивающий возможность повторного соединения ответвления или присоединения. |
|
ПУЭ 2.1.23 |
Места соединения и ответвления проводов и кабелей должны быть доступны для осмотра и ремонта. |
|
ПУЭ 2.1.24 |
В местах соединения и ответвления провода и кабели не должны испытывать механических усилий и напряжений. |
|
ПУЭ 2.1.25 |
Места соединения и ответвления жил проводов и кабелей, а также соединительные и ответвительные сжимы и т.п. должны иметь изоляцию, равноценную изоляции жил целых мест этих проводов и кабелей. |
|
ПУЭ 2.1.26 |
Соединение и ответвление проводов и кабелей, за исключением проводов, проложенных на изолирующих опорах, должны выполнятся в соединительных и ответвительных коробках, в изоляционных корпусах соединительных и ответвительных сжимов, в специальных нишах строительных конструкций. Внутри корпусов электроустановочных конструкций, внутри корпусов электроустановочных изделий, аппаратов и машин. При прокладке на изолирующих опорах соединение или ответвление проводов следует выполнять непосредственно у изолятора, клицы или на них, а также на ролике. |
|
ПУЭ 2.1.27 |
Конструкция соединительных и ответвительных коробок и сжимов должна соответствовать способам прокладки и условиям окружающей среды. |
Требования к кабельным изделиям по пожарной безопасности обозначены в ГОСТ Р 53315-2009.
Требования к способам монтажа электропроводки перечислены в ГОСТ р 50571.15-97:
Правила и секреты «хорошего» монтажа:
1) При креплении гофры к потолку или стене расстояние между клипсами лучше оставлять не более 40 см, чтобы гофр не провисал.
2) Для уличной прокладки используется специальный тяжелый гофр.
3) При креплении кабель канала в стенам или потолку расстояние между саморезами лучше не оставлять не более 50 см, чтобы кабель канал плотно прилегал к поверхности.
Неплотное прилегание кабель канала к потолку из-за не правильного расстояния между крепежом.
4) Витая пара должна быть экранирована, чтобы обезопасить сигнал от воздействия внешних излучений.
5) Нельзя укладывать слаботочные и высоковольтные провода и кабеля в один кабель канал или гофр.
6) Минимальное расстояние между слаботочными и высоковольтными проводами должно быть не менее 50 см.
7) Кабеля в кабель канале должны занимать не более 60% пространства.
8) При монтаже кабелей за подвесным потолком, крепить провода или гофр с проводами следует только к бетонному потолку, а не к подвесному, чтобы в случае обрушения или деформации подвесного потолка с кабельной системой ничего не произошло.
Правильное крепление гофра с кабелями за подвесным потолком.
Не правильное крепление кабелей за подвесным потолком
9) При бурении стен для проведения кабелей между комнатами, возможно выпадение штукатурки с другой стороны стены, поэтому необходимо иметь с собой небольшое количество штукатурки или гипса, для устранения дефекта если на этом крайне настаивает заказчик.
Выпадение штукатурки при бурении стен.
10) При монтаже кабель каналов, на стуках и прохождении углов возможно образование небольших зазоров. При необходимости, для придание более эстетичного вида такие зазоры можно аккуратно заполнять белым герметиком.
Доработка зазоров герметиком.
11) Для более аккуратного и ровного разрезания и сгибания кабель канала рекомендуется использовать мини-бокорезы с победитовыми лезвиями. Но эти же бокорезы Не рекомендуется использовать для перекусывания стальной проволоки и проводов из-за хрупкости победитовых лезвий.
12) При сверлении отверстий в бетонных (кирпичных) стенах, для крепления дюбилей для последующего крепления кабель канала или клипс, рекомендуется использовать буры на один размер меньше дюбилей, для того чтобы дюбель входил в стену плотно и в дальнейшем был надежным креплением. В противном случае скрепление со стеной будет не надежным и дюбель вместе с саморезом просто выпадет из стены.
Ненадежное крепление.
13) При креплении кабель канала рекомендуется использовать саморезы с пресс шайбой для более надежного крепления и для избежания деформации кабель канала.
Крепления с помощью саморезов с пресс шайбой.
Еще одним документом для стандартизации монтажных работ является СНиП 3.05.06-85 (Строительные нормы и правила).Пункты СНиП актуальные для монтажа систем видеонаблюдения:
|
П. 3.9 |
В местах соединения проводов и кабелей следует предусматривать запас проводов и кабелей, обеспечивающий возможность повторного присоединения. |
|
П. 3.20 |
Способ установки коробов не должен допускать скопления в них влаги. Применяемые короба для открытых электропроводок должны иметь, как правило, съемные или открывающиеся крышки. |
|
П. 3.22 |
Провода и кабеля, прокладываемые в коробах и на лотках, должны иметь маркировку в начале и конце лотков и коробов, а также в местах подключения их к электрооборудованию, а кабели, кроме того, также на поворотах трассы и на ответвлениях. |
|
П. 3.23 |
Крепление незащищенных проводов и кабелей с металлической оболочкой металлическими скобами или бандажами должны быть выполнены с прокладками из эластичных изоляционных материалов. |
|
П. 1.6 |
Окончанием монтажа электротехнических устройств является завершение индивидуальных испытаний смонтированного электрооборудования и подписание рабочей комиссией акта о приемке электрооборудования после индивидуального испытания. Началом индивидуальных испытаний электрооборудования является момент введения эксплуатационного режима на данной электроустановке, объявляемого заказчиком на основании извещения пусконаладочной и электромонтажной организаций.
|
bspsecurity.ru
Электрик Про — Соединение проводов, скрутка проводов, сварка проводов, опрессовка наконечников
Как правильно соединить провода?
В этой статье я постараюсь как можно подробнее рассмотреть способы соединения проводов. От качества соединения проводов зависит чуть ли не 90% успеха. Что толку менять проводку в доме если соедининения проводов в монтажных коробках сделаны как попало. Последствий может быть много. Ложное срабатывание защитных автоматов. Нагрев в местах соединения и повреждение кабеля. Или даже пожар. Чтобы избежать таких последствий надо соединять провода правильно. В ПУЭ (правила устройства электроустановок) пункт 2.1.21 главы 2 написано:
Соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т.п.) в соответствии с действующими инструкциями, утвержденными в установленном порядке.
Запомните! Холодная скрутка проводов ЗАПРЕЩЕНА

Итак рассмотрим каждый способ соединения поподробнее
Опрессовка проводов, как вы уже поняли из названия, производится прессом. Существуют прессы механические как правило для проводов сечением от 1,5мм2 до 35мм2 и гидравлические для проводов сечением до 240мм2 и даже больше. При соединении данным способом необходимо правильно подобрать сечение гильзы или наконечника, а также матрицы пресса. При правильном подходе получается очень надежное и долговечное соединение. Минус лишь один. Такое соединение является неразборным.



Способ довольно новый. Для него требуется сварочный аппарат типа ТЭС-700 и угольный электрод. Соединив все провода в скрутку касаемся угольным электродом кончика и держим до образования медного шарика. В таком соединении практически отсутствует переходное сопротивление. Еще одним плюсом можно добавить что такое соединение легко разобрать. Достаточно лишь откусить шарик на конце скрутки и можно раскрутить провода. К минусам можно занести стоимость сварочного аппарата, а также сложности связанные с производством сварочных работ на высоте (на стремянке под потолком).


Наиболее доступный способ. Покупаем в магазине электротоваров паяльник мощностью 60Вт-80Вт. Как показывает опыт это оптимальная мощность для таких работ. Меньше — не прогреете провода. Больше — потекёт изоляция проводов. Не забудьте про канифоль и олово. Вместо канифоли подойдем специальный флюс. Скручиваем провода в скрутку и тщательно пропаиваем. Соединение прослужит очень долго. Минус только в том, что если скрутка длинная то поместить её в монтажной коробке будет проблематично. Такое соединение практически не гнётся.


Под этим словом подразумеваются зажимы Wago, СИЗы, ЗВИ. Их рассмотрим с особым интересом.

Появившись на рынке они сразу заняли достойное место в ящике электрика. Легко собираются любые узлы. Клеммы представлены от 2х контактных до 8. В принципе действия заложено самозажимное устройство. Вставив один раз провод вытащить его уже не получится.
С легкостью зажимают провода от 1,5мм2 до 2,5мм2. Есть модель wago которой «по зубам» кабель сечением 4мм2. Из недостатков могу отметить неразборность соединения и небольшой пропускной ток в 24А.
Так что используйте их лучше в линиях освещения помещения.
На момент написания статьи появились в продаже зажимы wago для многопроволочных кабелей. Они многоразового использования, что позволяет расширить область применения.

Эти «колпачки» используют широко при монтаже электропроводки. Удобные. Навинчиваются по резьбе на готовую скрутку. Получается легко разборное соединение. Только если надумаете добавить провод придется заменить СИЗ на больший по размеру.

Их еще называют клеммной рейкой или колодкой. Продаются по 10шт. Сечения очень разные от 0,75мм2 до 16мм2. Просто отрезаете сколько вам надо соединений. Вставляете провода с двух сторон и затягиваете винтом. Не рекомендуется вставлять более 1 провода с каждой стороны. Годятся как для проводов с литой жилой так и для многопроволочных кабелей (гибких) при условии опрессовки гильзой. И не забывайте 1 раз в год подтягивать такое соединение.

Оставить коментарий
Сергей
Сварка проводов: -Способ довольно новый. Не согласен это старый дедовский можно сказать способ. СИЗ: -Навинчиваются по резьбе на готовую скрутку. Здесь вы тоже к сожалению не правы, скрутка должна формироваться как раз СИЗом Пайка: -подойдем специальный флюс. Только если он нейтральный на основе канифоли иначе придется смывать. ADMIN: За критику спасибо! Про СИЗ не знал(так как я их не использую)! По поводу флюса вы правы. Необходимо использовать только на основе канифоли без добавления кислот.
salim
хотелось бы возразить ,коллега ,по поводу СИЗов.Я сторонник того что бы СИЗ накручивался на готовую скрутку.Перебирая электоропроводку ,я заметил что соединения скрученные СИЗом искрили-т.е,что получается скрутка закрученная СИЗом не достаточно обеспечивает контакт вокруг всех проводов ,находящиеся в пучке и конечно же зависит от нагрузки потребителей
svarkagid.com
Собственно сварка состоит из нескольких технологических операций. Сначала с проводов следует снять оболочку и изоляцию, после чего выполнить скрутку . Полученную скрутку подрезать так, чтобы концы всех проводов были на одном уровне, а длина скрутки получилась бы не менее 50 мм.
Шустрый
Надзор не пропускает СИЗы. И правильно!
По опыту: холодная скрутка длиной 5-7 см надежнее клеммных колодок. Скрутки, простоявшие лет 20 под тряпичной изолентой работают отлично — без поджарок и прослаблений. А вот СИЗы слабнут и горят через полгода — год.
Константин
полезная информация
Александр
На фото это не пайка а намазывание припоя,соединение не прогрето и соответственно контакт не надёжен
Williamzed
Largest clips PTHC CP
http://freetexthost.com/mtqadbnf0v
freetexthost.com/mtqadbnf0v
https://h0m.ru/t551r
h0m.ru/t551r
melehobeve
Сегодня очень важно поддерживать здоровье всего организма и регулярно очищать его от паразитов. Вы можете не знать о том, что они присутствуют в Вашем теле, так как часто паразиты не дают о себе знать. Но профилактику провести никогда не поздно! Посетите сайт https://eco-greenway.info/ochitshenie-ot-parazitov и найдите подходящее средство, которое поможет качественно и эффективно провести чистку от паразитов. Там же Вы можете ознакомиться с основной информацией на эту тему, чтобы быть более подкованными в данной теме.
Williamzed
Largest clips PTHC CP
http://freetexthost.com/mtqadbnf0v
freetexthost.com/mtqadbnf0v
https://h0m.ru/t551r
h0m.ru/t551r
Williamzed
Greatest clips PTHC CP
http://freetexthost.com/mtqadbnf0v
freetexthost.com/mtqadbnf0v
https://h0m.ru/t551r
h0m.ru/t551r
Donaldrasse
unethost無限空間虛擬主機 技術分享部落格
http://blog.unethost.com/
Дмитрий Юрьевич
К минусу сварочного аппарата сложности связанные с производством сварочных работ на стремянке под потолком не относятся от прямого запрета техникой безопасности работы электроинструментом, находясь на ней, на стремянке.
MichaelAbicy
【後宮情色網】提供最新無碼有碼A片,其中包含各類無碼有碼DVD http://www.av-50.com/
DennisFib
Most successfully сhildrens porn clips PTHC CP
http://freetexthost.com/l3biymr3iu
freetexthost.com/l3biymr3iu
https://my.su/6es1m
my.su/6es1m
rfavVOX
Коллеги, Приветствую,
Выражаем Вам свою благодарность и просим рассмотреть наше предложение на услуги таможенной очистке,
Для новых и уже действующих участников ВЭД:
Подбор кода ТН ВЭД по наименованию товара,
Расчет таможенных платежей,
Проверка коммерческих документов перед регистрацией декларации на товары,
Сопровождение на всём этапе растаможки товара,
Поставка силами брокера:
Заключение прямого внешнеторгового контракта с отправителем,
Поставка товара в рамках открытого контракта,
Расчет платежей как по прямому, так и действующему контракту,
Доставка товара по HBL с возможностью расчета за поставляемый товар с Вашим отправителем по прибытию на Вашу ж.д станцию,
Валютные операции в Китай по ставке от 2% до 8%,
Фиксированная стоимость поставки товара на Вашем складе, под ключ.
Для расчёта стоимости растаможки присылайте запросы на эл.почту: [email protected]
ООО «Дальневосточная торгово-экономическая компания»
Россия, 692918, Приморский край, г. Находка, ул. Мичурина, д. 11а, этаж 3, офис 27
Тел. 8 (4236) 797-008
VidioHug
bfxxx
http://www.bfxxx.mobi
http://www.bfxxx.mobi — bfxxx
MichaelEviny
Unsurpassed clips PTHC CP
http://freetexthost.com/l3biymr3iu
freetexthost.com/l3biymr3iu
http://phpm.ru/u/20aab
phpm.ru/u/20aab
MarioSox
More northerly crust clips PTHC CP
http://freetexthost.com/mtqadbnf0v
freetexthost.com/mtqadbnf0v
https://h0m.ru/t551r
h0m.ru/t551r
Williamzed
Limit striving bib clips PTHC CP
http://freetexthost.com/mtqadbnf0v
freetexthost.com/mtqadbnf0v
https://h0m.ru/t551r
h0m.ru/t551r
antipodip
Возле аэропортов и вокзалов часто стоят бордюрные такси, которые предлагают довезти Вас с большим багажом за огромную цену. Намного проще зайти на сайт https://minivan.online/ и заказать такси-минивен для большой компании по приятной цене. Воспользовавшись услугой компании, можно и доехать до аэропорта, если у Вас с собой много сумок или другого специфического большого багажа. Подробнее обо всех услугах и их стоимости можно узнать непосредственно на сайте компании.
Williamzed
Largest clips PTHC CP
http://freetexthost.com/mtqadbnf0v
freetexthost.com/mtqadbnf0v
https://h0m.ru/t551r
h0m.ru/t551r
semicFah
На сайте https://pravomaster.ru/ можно получить качественную юридическую консультацию от квалифицированных специалистов, и при этом Вам не придется записываться на прием или приезжать в офис. Достаточно задать свой вопрос и просто дождаться ответа на него. Кроме того это совершенно бесплатно, так как цель специалистов — помочь людям, рассказать, как они могут себя защитить и в целом повысить общую юридическую грамотность населения страны. Поэтому если Вы попали в спорную ситуацию — не стесняйтесь задавать вопросы.
aksakhieds
Сайт https://seosuccess.ru — это блог эксперта-аналитика Юрия, который больше известен как Арон Идрис. Специалист в сфере бизнеса подробно и понятно рассказывает о том, как начать свой бизнес, как его развивать и улучшать. Многие придумывают отличные идеи, но не знают, как их реализовать, или не обладают достаточными навыками. Юрий же расскажет о том, как правильно поступать, с чего начинать и как лучше развивать свой бизнес-проект. Поэтому если Вы хотите открыть свой бизнес, то обязательно почитайте то, что пишет аналитик в своем блоге.
GreggJitLe
台灣運動彩-免費賠率比較
https://free.tw-sportslottery.com/
DavidHom
Game LIFE 遊戲情報http://gamelife.tw/
www.7u8.ru
Соединения и заделки кабелей / ПУЭ 7 / Библиотека / Элек.ру
2.3.65. При соединении и оконцевании силовых кабелей следует применять конструкции муфт, соответствующие условиям их работы и окружающей среды. Соединения и заделки на кабельных линиях должны быть выполнены так, чтобы кабели были защищены от проникновения в них влаги и других вреднодействующих веществ из окружающей среды и чтобы соединения и заделки выдерживали испытательные напряжения для кабельной линии и соответствовали требованиям ГОСТ.
2.3.66. Для кабельных линий до 35 кВ концевые и соединительные муфты должны применяться в соответствии с действующей технической документацией на муфты, утвержденной в установленном порядке.
2.3.67. Для соединительных и стопорных муфт кабельных маслонаполненных линий низкого давления необходимо применять только латунные или медные муфты.
Длина секций и места установки стопорных муфт на кабельных маслонаполненных линиях низкого давления определяются с учетом подпитки линий маслом в нормальном и переходных тепловых режимах.
Стопорные и полустопорные муфты на кабельных маслонаполненных линиях должны размещаться в кабельных колодцах; соединительные муфты при прокладке кабелей в земле рекомендуется размещать в камерах, подлежащих последующей засыпке просеянной землей или песком.
В районах с электрифицированным транспортом (метрополитен, трамваи, железные дороги) или с агрессивными по отношению к металлическим оболочкам и муфтам кабельных линий почвами соединительные муфты должны быть доступны для контроля.
2.3.68. На кабельных линиях, выполняемых кабелями с нормально пропитанной бумажной изоляцией и кабелями, пропитанными нестекающей массой, соединения кабелей должны производиться при помощи стопорно-переходных муфт, если уровень прокладки кабелей с нормально пропитанной изоляцией выше уровня прокладки кабелей, пропитанных нестекающей массой (см. также 2.3.51).
2.3.69. На кабельных линиях выше 1 кВ, выполняемых гибкими кабелями с резиновой изоляцией в резиновом шланге, соединения кабелей должны производиться горячим вулканизированием с покрытием противосыростным лаком.
2.3.70. Число соединительных муфт на 1 км вновь строящихся кабельных линий должно быть не более:
- для трехжильных кабелей 1-10 кВ сечением до 3х95 мм2 4 шт.;
- для трехжильных кабелей 1-10 кВ сечениями 3х120 – 3х240 мм2 5 шт.;
- для трехфазных кабелей 20-35 кВ 6 шт.; для одножильных кабелей 2 шт;
- для кабельных линий 110-220 кВ число соединительных муфт определяется проектом.
Использование маломерных отрезков кабелей для сооружения протяженных кабельных линий не допускается.
www.elec.ru
Способы соединения проводов, технические требования

Контактные соединения проводников являются очень важным элементом электрической цепи, поэтому при выполнении электромонтажных работ нужно всегда помнить, что надежность любой электрической системы в значительной степени определяется качеством выполнения электрических соединений.
Ко всем контактным соединениям предъявляются определенные технические требования. Но в первую очередь эти соединения должны обладать устойчивостью к механическим факторам, быть надежными и безопасными.
При малой площади соприкосновения в зоне контакта может возникать довольно значительное сопротивление для прохождения тока. Сопротивление в месте перехода тока из одной контактной поверхности в другую называется переходным контактным сопротивлением, которое всегда больше, чем сопротивление сплошного проводника таких же размеров и формы. В процессе эксплуатации свойства контактного соединения под действием разнообразных факторов внешнего и внутреннего характера могут настолько ухудшиться, что увеличение его переходного сопротивления может вызвать перегрев проводов и создать аварийную ситуацию. Переходное контактное сопротивление в значительной степени зависит от температуры, при повышении которой (в результате прохождения тока) происходит увеличение переходного сопротивления контакта. Нагрев контакта приобретает особое значение и в связи с его влиянием на процесс окисления контактных поверхностей. При этом окисление поверхности контакта идет тем интенсивнее, чем выше температура контакта. Появление оксидной пленки, в свою очередь, вызывает очень сильное увеличение переходного сопротивления.
Контактное соединение — это элемент электрической цепи, где осуществляется электрическое и механическое соединение двух или нескольких отдельных проводников. В месте соприкосновения проводников образуется электрический контакт — токопроводящее соединение, через которое ток протекает из одной части в другую.
Простое наложение или легкое скручивание контактных поверхностей соединяемых проводников не обеспечивает хорошего контакта, так как из-за микронеровностей действительное соприкосновение происходит не по всей поверхности проводников, а только в немногих точках, что приводит к значительному увеличению переходного сопротивления.

В месте соприкосновения двух проводников всегда возникает переходное сопротивление электрического контакта, величина которого зависит от физических свойств соприкасающихся материалов, их состояния, силы сжатия в месте контакта, температуры и фактической площади соприкосновения.
С точки зрения надежности электрического контакта алюминиевый провод не выдерживает конкуренции с медным. Предварительно очищенная поверхность алюминия после нескольких секунд пребывания на воздухе покрывается тонкой твердой и тугоплавкой окисной пленкой, обладающей высоким электрическим сопротивлением, что приводит к повышенному переходному сопротивлению и сильному нагреву зоны контакта, в результате чего еще больше увеличивается электрическое сопротивление. Еще одной особенностью алюминия является его низкий предел текучести. Сильно затянутое соединение алюминиевых проводов с течением времени ослабевает, что приводит к снижению надежности контакта. Кроме того, алюминий обладает худшей проводимостью. Именно поэтому применение в бытовых электрических системах алюминиевых проводов не только неудобно, но и опасно.
Медь окисляется на воздухе при обычных температурах жилых помещений (около 20 °С). Образующаяся при этом окисная пленка не обладает большой прочностью и легко разрушается при сжатии. Особенно интенсивное окисление меди начинается при температурах выше 70 °С. Оксидная пленка на медной поверхности сама по себе обладает незначительным сопротивлением и мало влияет на величину переходного сопротивления.
Состояние контактных поверхностей оказывает решающее влияние на рост переходного сопротивления контакта. Для получения устойчивого и долговечного контактного соединения должна быть выполнена качественная зачистка и обработка поверхности соединяемых проводников. Изоляцию с жил снимают на нужную длину специализированным инструментом или ножом. Затем оголенные части жил зачищают наждачной шкуркой и обрабатывают ацетоном или уайт-спиритом. Длина разделки зависит от особенностей конкретного способа соединения, ответвления или оконцевания.
Переходное контактное сопротивление в значительной степени уменьшается при увеличении силы сжатия двух проводников, так как от нее зависит действительная площадь соприкосновения. Таким образом, для уменьшения переходного сопротивления в соединении двух проводников необходимо обеспечить достаточное их сжатие, но без разрушающих пластических деформаций.
Существует несколько способов монтажа электрического соединения. Наиболее качественным из них всегда будет то, которое обеспечивает в конкретных условиях наиболее низкое значение переходного контактного сопротивления как можно более длительное время.
Согласно «Правилам устройства электроустановок» (п. 2.1.21), соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи сварки, пайки, опрессовки или сжимов (винтовых, болтовых и т. п.) в соответствии с действующими инструкциями. В таких соединениях всегда можно добиться стабильно низкого переходного контактного сопротивления. При этом необходимо соединять провода с соблюдением технологии и с использованием соответствующих материалов и инструментов.
Соединение проводов в распределительной коробке — это важная и ответственная операция. Она может выполняться различными способами: при помощи клеммников, методом пайки и сварки, опрессовкой, а зачастую обычной скруткой. У всех этих способов есть определенные преимущества и недостатки. Выбрать способ соединения необходимо перед началом монтажа, так как это предполагает и подбор соответствующих материалов, инструментов и оборудования.
При соединении проводов следует соблюдать одинаковую цветность нулевых, фазных и заземляющих проводов. Обычно фазный провод — коричневый или красный, нулевой рабочий — голубой, провод защитного заземления — желто-зеленый.
Очень часто электрикам приходится подключать провод к уже существующей линии. Иными словами, необходимо создать ответвление проводов. Такие соединения выполняются с помощью специальных ответвительных сжимов, клеммных колодок и прокалывающих зажимов.
При непосредственном соединении медных и алюминиевых проводов медь с алюминием образуют гальваническую пару, и в месте контакта возникает электрохимический процесс, в результате которого алюминий разруишется. Поэтому для соединения медных и алюминиевых проводов нужно использовать специальные клеммные или болтовые соединения.
Провода, подключаемые к различным устройствам, часто нуждаются в специальных наконечниках, которые способствуют обеспечению надежного контакта и снижению переходного сопротивления. Такие наконечники могут крепиться к проводу пайкой или опрессовкой.
Наконечники бывают самых различных видов. Например, для медных многопроволочных жил выпускаются наконечники из цельнотянутой медной трубы, сплющенной и просверленной под болт с одной стороны.

Сварка
Соединение проводников сваркой дает монолитный и надежный контакт, поэтому она широко применяется при электромонтажных работах
Сварку выполняют по торцам предварительно зачищенных и скрученных проводников угольным электродом при помощи сварочных аппаратов мощностью около 500 Вт (для сечения скруток до 25 мм2). Ток на сварочном аппарате выставляется от 60 до 120 А в зависимости от сечения и количества свариваемых проводов.
Из-за относительно малых токов и низкой (по сравнению со сталью) температуры плавления процесс происходит без большой ослепительной дуги, без глубинного прогрева и разбрызгивания металла, что позволяет использовать вместо маски защитные очки. При этом могут быть упрощены и другие меры безопасности. По окончании сварки и остывании провода оголенный конец изолируется с помощью изоленты или термоусадочной трубки. После небольшой тренировки с помощью сварки можно довольно быстро и качественно выполнить соединения электрических проводов и кабелей в системе электроснабжения.
При сварке электрод подносится к свариваемому проводу до касания, потом отводится на небольшое расстояние (0,5—1мм). Полученная при этом сварочная дуга оплавляет скрутку проводов до образования характерного шарика. Касание электрода должно быть кратковременным для создания нужной зоны оплавления без повреждения изоляции провода. Большую длину дуги делать нельзя, так как место сварки получается пористым из-за окисления в воздушной среде.

В настоящее время сварочные работы по соединению электрических проводов удобно выполнять инверторным сварочным аппаратом, так как он имеет небольшие объем и вес, что позволяет электромонтажнику работать на стремянке, например под потолком, повесив сварочный инверторный аппарат себе на плечо. Для сварки электрических проводов используют графитовый электрод, покрытый медью.

В соединении, полученном методом сварки, электрический ток течет по монолитному однотипному металлу. Разумеется, и сопротивление подобных соединений оказывается рекордно низким. Кроме того, такое соединение обладает прекрасной механической прочностью.
Из всех известных способов соединения проводов ни один из них по долговечности и проводимости контакта не сравнится со сваркой. Даже пайка разрушается со временем, так как в соединении присутствует третий, более легкоплавкий и рыхлый металл (припой), а на границе разных материалов всегда существует дополнительное переходное сопротивление и возможны разрушающие химические реакции.
Пайка
Пайка представляет собой способ соединения металлов с помощью другого, более легкоплавкого металла. По сравнению со сваркой пайка является более простой и доступной. Она не требует дорогостоящего оборудования, менее пожароопасна, а навыки для выполнения хорошего качества пайки потребуются более скромные, чем при осуществлении сварного соединения. Следует отметить, что поверхность металла на воздухе обычно быстро покрывается оксидной пленкой, поэтому ее перед пайкой требуется зачистить. Но зачищенная поверхность вновь может быстро окислиться. Во избежание этого на обработанные места наносят химические вещества — флюсы, повышающие текучесть расплавленного припоя. Благодаря этому пайка получается прочнее.
Пайка также является лучшим способом оконцевания медных многопроволочных жил в кольцо — пропаянное кольцо равномерно покрывается припоем. При этом все проволоки должны полностью входить в монолитную часть кольца, а его диаметр должен соответствовать диаметру винтового зажима.
Процесс пайки проводов и жил кабелей заключается в покрытии разогретых концов соединяемых жил расплавленным оловянисто-свинцовым припоем, который обеспечивает после затвердения механическую прочность и высокую электропроводность неразъемного соединения. Пайка должна быть гладкой, без пор, загрязнений, наплывов, острых выпуклостей припоя, инородных вкраплений.
Для пайки медных жил малых сечений используют трубки припоя, заполненные канифолью, или раствор канифоли в спирте, который перед пайкой наносят на место соединения.
Для создания качественного пропаянного контактного соединения жилы проводов (кабелей) необходимо тщательно облудить, а затем скрутить и обжать. От правильной скрутки в значительной степени зависит качество пропаянного контакта.

После пайки контактное соединение защищается несколькими слоями изоляционной ленты или термоусадочной трубкой. Вместо изоляционной ленты пропаянное контактное соединение можно защитить изоляционным колпачком (СИЗ). Перед этим желательно готовое соединение покрыть влагостойким лаком.
Нагрев деталей и припоя производится специальным инструментом, который называется паяльником. Обязательным условием создания надежного соединения способом пайки является одинаковая температура спаиваемых поверхностей. Большое значение для качества пайки имеет соотношение температуры жала паяльника и температуры плавления. Естественно, что добиться этого можно только при помощи правильно подобранного инструмента.
Паяльники различаются по конструкции и мощности. Для выполнения бытовых электромонтажных работ вполне достаточно обычного электрического стержневого паяльника мощностью 20—40 Вт. Желательно, чтобы он был оснащен регулятором температуры (с термодатчиком) или хотя бы регулятором мощности.

Опытные электромонтажники часто используют для пайки оригинальный способ. В рабочем стержне мощного паяльника (не менее 100 Вт) высверливается отверстие диаметром 6—7 мм и глубиной 25—30 мм и заполняется припоем. В разогретом состоянии такой паяльник представляет собой небольшую лудильную ванночку, которая позволяет быстро и качественно пропаять несколько многожильных соединений. Перед пайкой в ванночку бросается небольшое количество канифоли, которая препятствует появлению оксидной пленки на поверхности проводника. Дальнейший процесс пайки заключается в опускании скрученного соединения в такую импровизированную ванночку.
Винтовые клеммники
Одним из распространенных способов создания контакта является использование винтовых клеммников. В них надежный контакт обеспечивается за счет затяжки винта или болта. При этом к каждому винту или болту рекомендуется присоединять не более двух проводников. При использовании в таких соединениях многопроволочных жил концы проводов требуют предварительного облужения или применения специальных наконечников. Преимуществом таких соединений являются их надежность и разборность.
По назначению клеммники могут быть проходными и соединительными.

Соединительные винтовые клеммники предназначены для соединения проводов между собой. Они обычно применяются для коммутации проводов в распределительных коробках и распределительных щитах.
Проходные клеммники используются, как правило, для подключения к сети различных приборов (люстр, светильников и т. д.), а также при сращивании проводов.
При соединении при помощи винтовых клеммников проводов с многопроволочными жилами их концы нуждаются в предварительной пропайке или опрессовке специальными наконечниками.
При работе с проводами из алюминия использование винтовых клеммников не рекомендуется, так как алюминиевые жилы при их затяжке винтами склонны к пластической деформации, что приводит к снижению надежности соединения.
Самозажимные клеммники
В последнее время очень популярным приспособлением для соединения проводов и жил кабелей стали самозажимные клеммники типа WAGO. Они предназначены для соединения проводов сечением до 2,5 мм2 и рассчитаны на рабочий ток до 24 А, что позволяет подключать к соединенным ими проводам нагрузку до 5 кВт. В таких клеммниках можно соединить до восьми проводов, что значительно ускоряет монтаж проводки в целом. Правда, по сравнению со скруткой, они занимают в распаянных коробках больше места, что не всегда удобно.
Безвинтовой клеммник принципиально отличается тем, что его монтаж не требует никаких инструментов и навыков. Зачищенный на определенную длину провод с небольшим усилием вставляется на свое место и надежно поджимается пружиной. Конструкция безвинтового клеммного соединения была разработана в немецкой фирме WAGO еще в 1951 г. Существуют и другие фирмы-производители такого типа электротехнических изделий.

В подпружиненных самозажимных клеммниках, как правило, слишком мала площадь эффективно контактирующей поверхности. При больших токах это приводит к нагреву и отпуску пружин, в результате чего происходит потеря их упругости. Поэтому такие устройства следует использовать лишь на подводках, не подвергающихся большим нагрузкам.
Фирма WAGO выпускает клеммники и для установки на DIN-рейку, и для крепления винтами к плоской поверхности, но при монтаже в составе домашней электропроводки применяются строительные клеммники. Эти клеммники выпускаются трех видов: для распределительных коробок, для арматуры светильников и универсальные.
Клеммники WAGO для распределительных коробок позволяют соединять от одного до восьми проводников сечением 1,0—2,5 мм2 или три проводника сечением 2,5—4,0 мм2. А клеммники для светильников соединяют 2—3 проводника сечением 0,5—2,5 мм2.
Технология соединения проводов при помощи самозажимных клеммников очень проста и не требует специальных инструментов и особых навыков.
Соединительные изолирующие зажимы
Одним из популярных среди электромонтажников соединительных изделий является соединительный изолирующий зажим (СИЗ). Такой зажим представляет собой пластмассовый корпус, внутри которого находится анодированная коническая пружина. Для соединения проводов их зачищают на длину около 10—15 мм и складывают в общий пучок. После чего на него накручивают СИЗ, вращая по часовой стрелке до упора. При этом пружина обжимает провода, создавая необходимый контакт. Конечно, все это происходит только тогда, когда колпачок СИЗ подобран правильно по своему номиналу. С помощью такого зажима возможно соединение нескольких одиночных проводов общей площадью 2,5—20 мм2. Естественно, что колпачки в этих случаях разного типоразмера.
В зависимости от размера СИЗы имеют определенные номера и подбираются по суммарной площади поперечного сечения скручиваемых жил, которая всегда указана на упаковке. При выборе колпачков СИЗ следует ориентироваться не только на их номер, но и на суммарное сечение проводов, на которое они рассчитаны. Цвет изделия не имеет никакого практического значения, но может использоваться для маркировки фазных и нулевых жил и заземляющих проводов.
Зажимы СИЗ в значительной степени ускоряют монтаж, а за счет изолированного корпуса не требуют дополнительной изоляции. Правда, качество соединения у них несколько ниже, чем у винтовых клеммников. Поэтому при прочих равных условиях предпочтение все-таки следует отдать последним.

Скрутки
Скрутка оголенных проводов как способ соединения в «Правилах устройства электроустановок» (ПУЭ) не включена. Но несмотря на это многие опытные электромонтажники рассматривают правильно выполненную скрутку как вполне надежное и качественное соединение, утверждая, что переходное сопротивление в нем практически не отличается от сопротивления в целом проводнике. Как бы то ни было, хорошую скрутку можно считать одним из этапов соединения проводов пайкой, сваркой или колпачками СИЗ. Поэтому качественно выполненная скрутка является залогом надежности всей электрической проводки.
Если провода соединены по принципу «как получилось», в месте их контакта может возникнуть большое переходное сопротивление со всеми отрицательными последствиями.
В зависимости от типа соединения скрутка может выполняться несколькими способами, которые при небольшом переходном сопротивлении способны обеспечить вполне надежное соединение.
Вначале аккуратно удаляется изоляция без повреждения жилы провода. Оголенные на длину не менее 3—4 см участки жил обрабатываются ацетоном или уайт-спиритом, зачищаются наждачной бумагой до металлического блеска и плотно скручиваются пассатижами.

Соединение проводов опрессовкой
Способ опрессовки широко используется для выполнения надежных соединений в распределительных коробках. При этом концы проводов зачищаются, объединяются в соответствующие пучки и опрессовываются. Соединение после опрессовки защищается изолентой или термоусадочной трубкой. Оно является неразъемным и в обслуживании не нуждается.
Опрессовка считается одним из самых надежных способов соединений проводов. Такие соединения выполняют с помощью гильз путем сплошного обжатия или местного вдавливания специальными инструментами (пресс-клещами), в которые вставляются сменные матрицы и пуансоны. При этом происходит вдавливание (или обжатие) стенки гильзы в жилы кабеля с образованием надежного электрического контакта. Опрессовка может производиться местным вдавливанием или сплошным обжатием. Сплошное обжатие обычно выполняется в форме шестигранника.
Медные провода перед опрессовкой рекомендуется обрабатывать густой смазкой, содержащей технический вазелин. Такая смазка снижает трение и уменьшает риск повреждения жилы. Непроводящая ток смазка не увеличивает переходное сопротивление соединения, так как при соблюдении технологии смазка полностью вытесняется из места контакта, оставаясь лишь в пустотах.
Для опрессовки чаще всего применяются ручные пресс-клещи.
В наиболее распространенном случае рабочими органами этих инструментов являются матрицы и пуансоны. В общем случае пуансон — это подвижный элемент, производящий местное вдавливание на гильзе, а матрица — фигурная неподвижная скоба, воспринимающая давление гильзы. Матрицы и пуансоны могут быть сменными или регулируемыми (рассчитанными на разное сечение).

При монтаже обычной домашней проводки используются, как правило, небольшие опрессовочные клещи с фигурными губками.
В качестве гильзы для опрессовки можно, конечно, использовать любую медную трубку, но лучше применять специальные гильзы из электротехнической меди, длина которых соответствует условиям надежности соединения.
При опрессовке провода могут заводиться в гильзу как с противоположных сторон до взаимного соприкосновения строго посередине, так и с одной стороны. Но в любом случае суммарное сечение проводов должно соответствовать внутреннему диаметру гильзы.

Смотрите также:
Посмотрите видео
Сварка, Клеммники WAGO
profstroy.net