
Сварка автомат и полуавтомат чем отличаются
Автоматы, равно как и полуавтоматы, создают точные качественные сварные соединения различных материалов любой толщины. Из-за этого они востребованы на разных производственных площадках. Однако стоит подчеркнуть, что есть существенная разница в работе полуавтоматического агрегата и полностью автоматизированной установки.
Виды и принцип работы полуавтомата
Основные компоненты сварочного аппарата:
- панель управления;
- механизм и рукав для подачи проволоки;
- бухта расходного материала;
- горелка;
- кабель энергоснабжения;
- шланг и редуктор подачи газа;
- газовый баллон;
- система управления;
- выпрямитель и нагреватель.
Подобное оборудование представлено в широком ассортименте, который упорядочен по возможностям и упорядочен по видам. Согласно общепринятой классификации сварочное оборудование делится на ручное, автоматическое и полуавтоматическое.
Самый простой тип – ручные сварки – идеально подходит для бытового использования, мастерских и других небольших производств. Автоматы и полуавтоматы характеризуются высокой производительностью и точностью обработки. Они являются составной частью производственных линий на больших и средних предприятиях. Помимо скорости работы они обеспечивают качественное соединение заготовок.
Читайте также: Плюсы ручной дуговой сварки
В силу объективных причин автоматическое оборудование стоит на порядок дороже по сравнению с установками бытового или полупрофессионального уровня. Системы комфортны в эксплуатации, поскольку требуется минимальное участие человека. Помимо этого, они отличаются более обширными функциональными возможностями и рассчитаны на длительный срок использования.
Лучше оценить достоинства автоматического оборудования позволяет понимание принципов его работы:
- внутри корпуса заключена бобина с намотанной на нее проволокой. Это расходный материал, заменяющий привычный электрод дуговой ручной сварки.
 Подается проволока в автоматическом режиме;
Подается проволока в автоматическом режиме; - расходный материал подводится к соплу газовой горелки, где плавится и становится элементом соединения металлических заготовок;
- стабильность дуги обеспечивается автоматической системой, которая поддерживает горение и синхронную подачу проволоки;
- оператор выбирает оптимальную скорость подачи расходного материала на основании скорости перемещения горелки и вида обрабатываемого металла.
Сварка автомат и полуавтомат имеют сходные принципы работы. Но есть и существенное отличие: в автомате буквально все процессы выполняются исключительно механизмами и контролируются системой управления. В полуавтоматах некоторые операции требуют вмешательства человека.
Полуавтоматическое сварочное оборудование делится на несколько видов в зависимости от эксплуатационных характеристик. Относительно способа защиты сварочного шва отличают полуавтоматы для работы под флюсом и в защитной газовой среде. По источнику питания они могут быть:
- однофазными.
 Для подключения достаточно обычной сети питания напряжением 220 Вольт. Важно, чтобы поддерживалось стабильное напряжение. Если оно будет «скакать», то сварочное соединение будет иметь дефекты;
Для подключения достаточно обычной сети питания напряжением 220 Вольт. Важно, чтобы поддерживалось стабильное напряжение. Если оно будет «скакать», то сварочное соединение будет иметь дефекты; - трехфазными. Обеспечивается высокое качество и беспроблемная работы оборудования.
Техника сваривания металлов полуавтоматом
Технология соединения металлов с использованием полуавтоматической установки очень важна с точки зрения качества выполнения работ. Важно добиться того, что с течением времени шов не утратит своих первоначальных характеристик. Работа с полуавтоматом существенно отличается от технологических особенностей эксплуатации ручной дуговой сварки.
Ниже рассмотрены основные приемы и техники выполнения сварочных работ с использованием полуавтомата.
Сварка в среде защитного газа
При необходимости в работе полуавтоматических установок может использоваться защитный газ. Это необходимо для того, чтобы отсечь атмосферный воздух от области сваривания и предотвратить окисления шва. При таком подходе значительно повышается прочность сварного соединения.
Это необходимо для того, чтобы отсечь атмосферный воздух от области сваривания и предотвратить окисления шва. При таком подходе значительно повышается прочность сварного соединения.
Для сварочных работ применяются разные инертные газы, но чаще всего востребованы углекислый и гелий. Выбор обуславливается их сравнительно невысокой стоимостью и небольшим расходом в процессе выполнения работы.
В случае использование углекислого газа важно добиться высокого качества подготовки рабочей поверхности. Чем тщательней будет очищена поверхность, тем меньше вероятность того, что где-то останется пыль, грязь, ржавчина или остатки краски. Зачищают кромки наждачной бумагой, металлической щеткой или болгаркой.
Существует несколько технологических приемов выполнения сварочных работ полуавтоматом в защищенной среде:
- непрерывное сваривание. Требует навыков и является одним из наиболее сложных вариантов. Подразумевается, что горелка продет от начала до конца сварного шва без пауз и остановок;
- точечная автоматическая сварка.
 Заготовки соединяются с помощью большого количества сварных соединений, выполненных в виде точек, а не сплошным швом;
Заготовки соединяются с помощью большого количества сварных соединений, выполненных в виде точек, а не сплошным швом; - коротким замыканием. Выбирается в большинстве случаев, когда требуется соединить два тонких стальных листа. Металл расплавляется импульсами, которые генерируются в результате спровоцированного короткого замыкания в сварочном аппарате. Расплав двух заготовок после остывания образует одну конструкцию.
При работе полуавтоматической установкой в среде защитного газа многие специалисты отдают предпочтение режиму переменного тока. Прежде всего, нужно правильно настроить параметры оборудования, учитывая тип и толщину металла. Расход газа определяется режимом сварки, а проволока расходуется со скоростью 4 см за минуту рабочего времени. Точнее выбрать оптимальные настройки можно с помощью таблиц ГОСТа.
После завершения подготовительных работ, можно приступать к сварке. Включается подача газа, затем подключается питание для возбуждения электрической дуги (инициируется прикосновением проволоки к поверхности заготовок).
Для получения высококачественного шва необходимо учесть некоторые очень важные нюансы:
- подача проволоки должна осуществляться строго прямо, но не вплотную к шву. Нужно сохранить беспрепятственный обзор сварочной ванны;
- между кромками свариваемых заготовок оставляется небольшой интервал;
- зазор определяется в зависимости от толщины заготовки. 1 мм – если изделие имеет стенки толщиной около 1 см. Если стенки толще, то зазор должен составлять примерно 10% от этой величины.
Технология работы с алюминием
Полуавтомат обладает широким спектром возможностей, что позволяет сваривать разные металлы, включая и алюминий. В силу его особых свойств следует придерживаться специальных требований, чтобы получить хороший результат:
- на поверхности алюминия есть тонкий слой амальгамы, температура плавления которой существенно выше по сравнению с самим металлом.
 Поэтому для плавления требуется защитный газ;
Поэтому для плавления требуется защитный газ; - плавится алюминий очень быстро и обладает высокой текучестью. Желательно использовать подложку, которая позволит избежать многих неприятных моментов;
- для работы с алюминием лучше всего подходит режим обратной полярности с постоянным током. На горелке устанавливается положительный заряд, а на детали отрицательный.
Придерживаясь этих рекомендаций, сварщик быстро разрушит амальгаму и получит хорошего качества расплав. В итоге будет создан качественный сварной шов.
Сварка с проволокой
Полуавтомат позволяет работать как в газовой среде, так и без таковой. Можно сварить заготовки под флюсом. Но данный вариант больше подходит для промышленности и мало приемлем в быту из-за высокой стоимости флюса. Чтобы понять специфику метода, нужно обратить внимание на основные характеристики флюса – порошка, размещенного в средней части расходника.
Не рекомендуется применять самозащитные электроды в сочетании с полуавтоматической сваркой в случаях, когда требуется соединение тонких листов металла или же предстоит работа с среднеуглеродистой сталью. В противном случае не исключено образование дефектов – горячих трещин.
В противном случае не исключено образование дефектов – горячих трещин.
Повысить температуру дуги целесообразно для того, чтобы добиться полного расплавления порошка внутри защитного электрода. Достигается это за счет обратной полярности.
Правила выполнения сварочных работ
При выполнении серийных операций на промышленном производстве применяются автоматические или полуавтоматические сварочные установки. Основная разница между ними заключается в следующем:
- в автомате подача расходных материалов и движение дуги механизировано;
- полуавтомат лишен автоматического перемещения сварочной дуги: она подается оператором.
Новичкам для работы на полуавтоматическом оборудовании потребуются практические навыки его использования. Стать мастером и постоянно получать качественный результат только после изучения всех тонкостей работы оборудования и отработки приемов на практике.
Важно не забывать о требованиях техники безопасности. В обязательном порядке следует использовать защитную маску и форму, чтобы избежать ультрафиолетового ожога. Ни в коем случае нельзя пренебрегать требованиям ГОСТов и правил, которые помогут предотвратить травмы.
В обязательном порядке следует использовать защитную маску и форму, чтобы избежать ультрафиолетового ожога. Ни в коем случае нельзя пренебрегать требованиям ГОСТов и правил, которые помогут предотвратить травмы.
Для того, чтобы исключить вероятность случайного брака, специалисты рекомендуют перед началом работ всегда делать пробный шов. Таким нехитрым способом можно убедиться в том, все ли настройки подобраны правильно. И всегда нужно помнить о том, что полуавтоматы не могут работать в режим «нон стоп». Периодически нужно делать технологические паузы.
Читайте также: Сварочный инвертор для начинающих — какой выбрать
Сварка автомат и полуавтомат чем отличаются
Автоматы, равно как и полуавтоматы, создают точные качественные сварные соединения различных материалов любой толщины. Из-за этого они востребованы на разных производственных площадках. Однако стоит подчеркнуть, что есть существенная разница в работе полуавтоматического агрегата и полностью автоматизированной установки.
Виды и принцип работы полуавтомата
Основные компоненты сварочного аппарата:
- панель управления;
- механизм и рукав для подачи проволоки;
- бухта расходного материала;
- горелка;
- кабель энергоснабжения;
- шланг и редуктор подачи газа;
- газовый баллон;
- система управления;
- выпрямитель и нагреватель.
Подобное оборудование представлено в широком ассортименте, который упорядочен по возможностям и упорядочен по видам. Согласно общепринятой классификации сварочное оборудование делится на ручное, автоматическое и полуавтоматическое.
Самый простой тип – ручные сварки – идеально подходит для бытового использования, мастерских и других небольших производств. Автоматы и полуавтоматы характеризуются высокой производительностью и точностью обработки. Они являются составной частью производственных линий на больших и средних предприятиях. Помимо скорости работы они обеспечивают качественное соединение заготовок.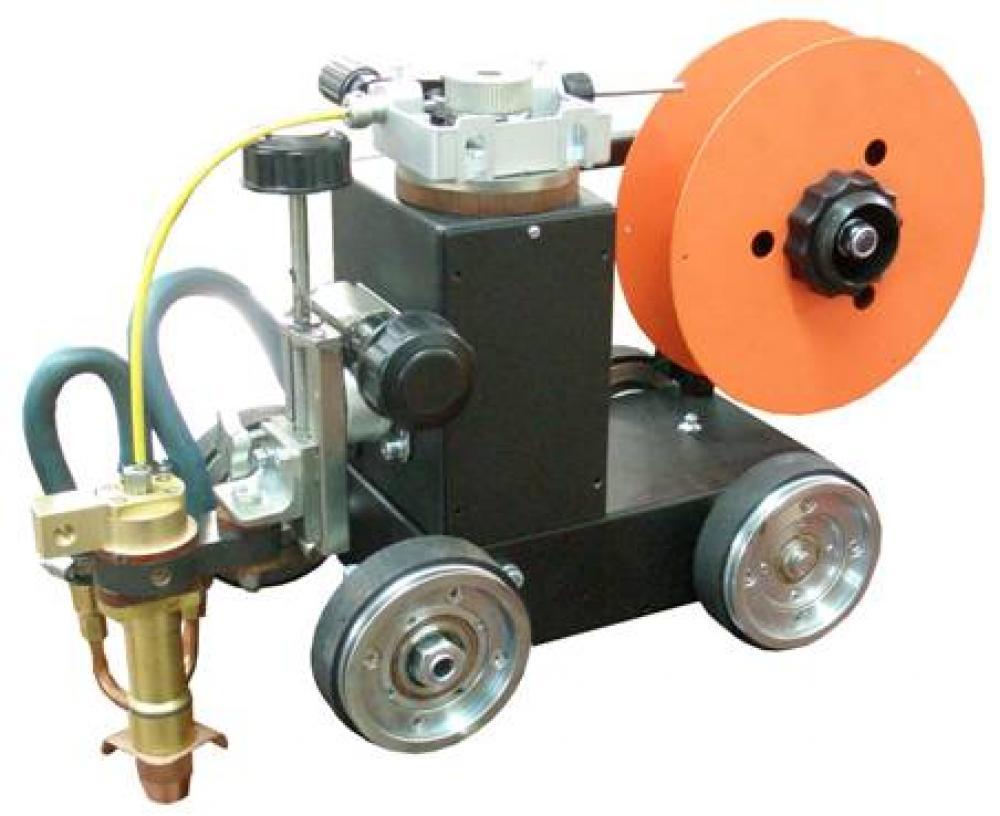
Читайте также: Плюсы ручной дуговой сварки
В силу объективных причин автоматическое оборудование стоит на порядок дороже по сравнению с установками бытового или полупрофессионального уровня. Системы комфортны в эксплуатации, поскольку требуется минимальное участие человека. Помимо этого, они отличаются более обширными функциональными возможностями и рассчитаны на длительный срок использования.
Лучше оценить достоинства автоматического оборудования позволяет понимание принципов его работы:
- внутри корпуса заключена бобина с намотанной на нее проволокой. Это расходный материал, заменяющий привычный электрод дуговой ручной сварки. Подается проволока в автоматическом режиме;
- расходный материал подводится к соплу газовой горелки, где плавится и становится элементом соединения металлических заготовок;
- стабильность дуги обеспечивается автоматической системой, которая поддерживает горение и синхронную подачу проволоки;
- оператор выбирает оптимальную скорость подачи расходного материала на основании скорости перемещения горелки и вида обрабатываемого металла.

Сварка автомат и полуавтомат имеют сходные принципы работы. Но есть и существенное отличие: в автомате буквально все процессы выполняются исключительно механизмами и контролируются системой управления. В полуавтоматах некоторые операции требуют вмешательства человека.
Полуавтоматическое сварочное оборудование делится на несколько видов в зависимости от эксплуатационных характеристик. Относительно способа защиты сварочного шва отличают полуавтоматы для работы под флюсом и в защитной газовой среде. По источнику питания они могут быть:
- однофазными. Для подключения достаточно обычной сети питания напряжением 220 Вольт. Важно, чтобы поддерживалось стабильное напряжение. Если оно будет «скакать», то сварочное соединение будет иметь дефекты;
- трехфазными. Обеспечивается высокое качество и беспроблемная работы оборудования.
Техника сваривания металлов полуавтоматом
Технология соединения металлов с использованием полуавтоматической установки очень важна с точки зрения качества выполнения работ. Важно добиться того, что с течением времени шов не утратит своих первоначальных характеристик. Работа с полуавтоматом существенно отличается от технологических особенностей эксплуатации ручной дуговой сварки.
Важно добиться того, что с течением времени шов не утратит своих первоначальных характеристик. Работа с полуавтоматом существенно отличается от технологических особенностей эксплуатации ручной дуговой сварки.
Ниже рассмотрены основные приемы и техники выполнения сварочных работ с использованием полуавтомата.
Сварка в среде защитного газа
При необходимости в работе полуавтоматических установок может использоваться защитный газ. Это необходимо для того, чтобы отсечь атмосферный воздух от области сваривания и предотвратить окисления шва. При таком подходе значительно повышается прочность сварного соединения.
Для сварочных работ применяются разные инертные газы, но чаще всего востребованы углекислый и гелий. Выбор обуславливается их сравнительно невысокой стоимостью и небольшим расходом в процессе выполнения работы.
В случае использование углекислого газа важно добиться высокого качества подготовки рабочей поверхности. Чем тщательней будет очищена поверхность, тем меньше вероятность того, что где-то останется пыль, грязь, ржавчина или остатки краски. Зачищают кромки наждачной бумагой, металлической щеткой или болгаркой.
Зачищают кромки наждачной бумагой, металлической щеткой или болгаркой.
Существует несколько технологических приемов выполнения сварочных работ полуавтоматом в защищенной среде:
- непрерывное сваривание. Требует навыков и является одним из наиболее сложных вариантов. Подразумевается, что горелка продет от начала до конца сварного шва без пауз и остановок;
- точечная автоматическая сварка. Заготовки соединяются с помощью большого количества сварных соединений, выполненных в виде точек, а не сплошным швом;
- коротким замыканием. Выбирается в большинстве случаев, когда требуется соединить два тонких стальных листа. Металл расплавляется импульсами, которые генерируются в результате спровоцированного короткого замыкания в сварочном аппарате. Расплав двух заготовок после остывания образует одну конструкцию.
При работе полуавтоматической установкой в среде защитного газа многие специалисты отдают предпочтение режиму переменного тока. Прежде всего, нужно правильно настроить параметры оборудования, учитывая тип и толщину металла. Расход газа определяется режимом сварки, а проволока расходуется со скоростью 4 см за минуту рабочего времени. Точнее выбрать оптимальные настройки можно с помощью таблиц ГОСТа.
Прежде всего, нужно правильно настроить параметры оборудования, учитывая тип и толщину металла. Расход газа определяется режимом сварки, а проволока расходуется со скоростью 4 см за минуту рабочего времени. Точнее выбрать оптимальные настройки можно с помощью таблиц ГОСТа.
После завершения подготовительных работ, можно приступать к сварке. Включается подача газа, затем подключается питание для возбуждения электрической дуги (инициируется прикосновением проволоки к поверхности заготовок). Затем нажимается кнопка пуска, которая включает механизм подачи расходного материала в зону выполнения сварочных работ.
Для получения высококачественного шва необходимо учесть некоторые очень важные нюансы:
- подача проволоки должна осуществляться строго прямо, но не вплотную к шву. Нужно сохранить беспрепятственный обзор сварочной ванны;
- между кромками свариваемых заготовок оставляется небольшой интервал;
- зазор определяется в зависимости от толщины заготовки.
 1 мм – если изделие имеет стенки толщиной около 1 см. Если стенки толще, то зазор должен составлять примерно 10% от этой величины.
1 мм – если изделие имеет стенки толщиной около 1 см. Если стенки толще, то зазор должен составлять примерно 10% от этой величины.
Технология работы с алюминием
Полуавтомат обладает широким спектром возможностей, что позволяет сваривать разные металлы, включая и алюминий. В силу его особых свойств следует придерживаться специальных требований, чтобы получить хороший результат:
- на поверхности алюминия есть тонкий слой амальгамы, температура плавления которой существенно выше по сравнению с самим металлом. Поэтому для плавления требуется защитный газ;
- плавится алюминий очень быстро и обладает высокой текучестью. Желательно использовать подложку, которая позволит избежать многих неприятных моментов;
- для работы с алюминием лучше всего подходит режим обратной полярности с постоянным током. На горелке устанавливается положительный заряд, а на детали отрицательный.
Придерживаясь этих рекомендаций, сварщик быстро разрушит амальгаму и получит хорошего качества расплав. В итоге будет создан качественный сварной шов.
В итоге будет создан качественный сварной шов.
Сварка с проволокой
Полуавтомат позволяет работать как в газовой среде, так и без таковой. Можно сварить заготовки под флюсом. Но данный вариант больше подходит для промышленности и мало приемлем в быту из-за высокой стоимости флюса. Чтобы понять специфику метода, нужно обратить внимание на основные характеристики флюса – порошка, размещенного в средней части расходника.
Не рекомендуется применять самозащитные электроды в сочетании с полуавтоматической сваркой в случаях, когда требуется соединение тонких листов металла или же предстоит работа с среднеуглеродистой сталью. В противном случае не исключено образование дефектов – горячих трещин.
Повысить температуру дуги целесообразно для того, чтобы добиться полного расплавления порошка внутри защитного электрода. Достигается это за счет обратной полярности.
Правила выполнения сварочных работ
При выполнении серийных операций на промышленном производстве применяются автоматические или полуавтоматические сварочные установки. Основная разница между ними заключается в следующем:
- в автомате подача расходных материалов и движение дуги механизировано;
- полуавтомат лишен автоматического перемещения сварочной дуги: она подается оператором.
Новичкам для работы на полуавтоматическом оборудовании потребуются практические навыки его использования. Стать мастером и постоянно получать качественный результат только после изучения всех тонкостей работы оборудования и отработки приемов на практике.
Важно не забывать о требованиях техники безопасности. В обязательном порядке следует использовать защитную маску и форму, чтобы избежать ультрафиолетового ожога. Ни в коем случае нельзя пренебрегать требованиям ГОСТов и правил, которые помогут предотвратить травмы.
Для того, чтобы исключить вероятность случайного брака, специалисты рекомендуют перед началом работ всегда делать пробный шов. Таким нехитрым способом можно убедиться в том, все ли настройки подобраны правильно. И всегда нужно помнить о том, что полуавтоматы не могут работать в режим «нон стоп». Периодически нужно делать технологические паузы.
И всегда нужно помнить о том, что полуавтоматы не могут работать в режим «нон стоп». Периодически нужно делать технологические паузы.
Читайте также: Сварочный инвертор для начинающих — какой выбрать
Сварочные автоматы и полуавтоматы: виды и особенности устройства
Электродуговая сварка считается наиболее распространенным способом получения неразъемных соединений металлических деталей. Она широко применяется в промышленном производстве, строительстве и при выполнении ремонтных работ. В отличие от пайки и склеивания, где присадочный материал не смешивается с основным, применение электрической дуги приводит к расплавлению и электрода, и соединяемых деталей. Происходящие в это время физические процессы и химические превращения позволяют получить шов с высокими механическими характеристиками.
Оборудование для проведения сварочных работ постоянно совершенствуется, и на сегодняшний день на рынке представлено огромное количество его модификаций. Наибольший интерес вызывают аппараты, которые относят к категориям автомат и полуавтомат. Несмотря на созвучность названий, они имеют ряд принципиальных отличий в конструкции и технологии сварки.
Наибольший интерес вызывают аппараты, которые относят к категориям автомат и полуавтомат. Несмотря на созвучность названий, они имеют ряд принципиальных отличий в конструкции и технологии сварки.
Конструкция полуавтоматического аппарата
Аппарат представляет собой модульную конструкцию, состоящую из источника тока, подающего механизма и горелки. Устройства для сварки в атмосфере защитного газа комплектуются баллонами. Существует ряд высокопроизводительных моделей с охлаждением, которые подключаются к магистрали или резервуару с водой. Полуавтоматы отличаются небольшим весом и высокой мобильностью. Их можно переносить или перевозить на шасси к месту проведения работ. Аппараты применяются для монтажа инженерных систем, при ремонте в условиях действующего производства и мастерских.
Также существуют полуавтоматы стационарной конструкции − сварочные посты. Их применяют в серийном производстве металлоконструкций, когда большинство швов имеет небольшую длину (до 0,8 м).
| Сварочный полуавтомат Aotai MIG 500 |
Главное конструктивное отличие полуавтомата от автомата – наличие горелки, которая обычно выполняется в форме пистолетной рукоятки.
|

Технология полуавтоматической сварки
Расплавленный металл электрода и соединяемых деталей нуждается в защите от атмосферного кислорода. Существуют две технологии, позволяющие избежать их интенсивного окисления и выгорания легирующих добавок.
- Сварка в среде защитных газов. Технология предполагает использование проволоки сплошного сечения, а также аргона или углекислоты. Газы подаются через сопло под небольшим избыточным давлением, позволяющим вытеснить воздух.
- Сварка порошковой проволокой. Содержащие флюс присадочные материалы позволяют обойтись без защитной атмосферы. При плавлении порошковой проволоки происходит образование шлака и газов, предохраняющих сварочную ванну от окисления.
Процесс выполнения полуавтоматической сварки
В задачи оператора полуавтоматической установки входят выбор режима работы аппарата (настройка силы тока, выбор полярности) в соответствии с диаметром электрода и материалом, активация горелки и выполнение нужного количества проходов вдоль шва. Скорость подачи проволоки (сохранение постоянной длины дуги) регулируется в режиме автомата.
Скорость подачи проволоки (сохранение постоянной длины дуги) регулируется в режиме автомата.
Многие современные аппараты имеют дополнительные функции, облегчающие работу сварщика: повышение напряжения при розжиге дуги, возможность переключения с постоянного тока на переменный или импульсный для соединения деталей из цветных металлов. Некоторые модели перестраиваются на сварку неплавящимся электродом или на обычную ручную.
Полуавтоматы с электронным управлением имеют встроенную память для сохранения настроек. Для перехода в другой режим оператору требуется только выбрать соответствующий номер программы.
Конструкции сварочных автоматов
Сварочные автоматы представляют собой целый класс высокотехнологичного оборудования. Чаще всего они используются в условиях производства. Автоматы самостоятельно подают присадочные материалы и перемещают сварочную головку вдоль шва. Многообразие конструкций таких аппаратов обусловлено различиями в производственных технологиях.
Схема организации сварочных работ на установке УАСТ-1 при строительстве трубопроводов
По способу перемещения автоматы бывают следующих типов.
- Подвесные. Оператор устанавливает сварочную головку и деталь в нужное пространственное положение. При этом перемещается последняя. Такие автоматы позволяют получать швы практически любой конфигурации.
- Самоходные. Такие автоматы устанавливаются на специальную тележку. Главная их особенность – возможность перемещения в процессе сварки и головки, и детали.
- Сварочные тракторы. Наиболее легкие и мобильные автоматы, снабженные шасси. Во время сварки трактор перемещается по специальным рельсам или самой детали. Главное преимущество такого автомата – возможность работы с деталями большой длины. Теоретически трактор способен выполнить бесконечный прямолинейный шов.
Сварочные автоматы применяются в производстве труб, сосудов и емкостей большого диаметра, строительных и промышленных металлоконструкций. Существуют специализированные аппараты для сварки определенных деталей. Многие производители комплектуют свои автоматы сменной оснасткой, позволяющей расширить сферу применения. Например, копирующие устройства позволяют выполнять сварку деталей сложной формы.
Существуют специализированные аппараты для сварки определенных деталей. Многие производители комплектуют свои автоматы сменной оснасткой, позволяющей расширить сферу применения. Например, копирующие устройства позволяют выполнять сварку деталей сложной формы.
Конструктивно различают одно- и многоэлектродные автоматы. Последние отличаются более высокой производительностью. Некоторые автоматы могут быть объединены в технологические линии с единым управлением.
Технологии автоматической сварки
Выбор технологии зависит от специфики соединяемых деталей. Наибольшее распространение получили следующие виды.
- В среде защитного газа. Для получения шва требуемого качества могут использоваться аргон, гелий, а также различные смеси.
- Сварка под флюсом. Одна из наиболее производительных технологий, используемая в крупном машиностроении и металлургическом производстве. В качестве присадочных материалов автомат использует проволоку сплошного сечения и сыпучий флюс.

- Электрошлаковая сварка. Тепло для расплавления основного и присадочного металлов выделяется при прохождении тока через слой жидкого шлака. Такая сварка обеспечивает минимальное растворение водорода в металле и обеспечивает высокую ударную вязкость соединения.
Автоматы могут быть настроены на любой тип переноса присадочного металла в сварочную ванну, включая струйный. При возникновении короткого замыкания аппарат восстанавливает сварочную дугу без участия оператора.
Аппарат АДС-1 для автоматической сварки проволокой сплошного сечения в защитном газе CO2
Преимущества и недостатки полуавтоматической сварки
К преимуществам сварки в полуавтоматическом режиме можно отнести следующие.
- Возможность соединения тонколистовых материалов. Подбирая режим работы аппарата и диаметр проволоки, добиваются минимальных тепловых нагрузок и снижения эффекта коробления.
- Качество шва не зависит от его протяженности.
 При необходимости детали можно соединять точечной сваркой.
При необходимости детали можно соединять точечной сваркой. - Разнообразие материалов. Полуавтомат способен работать как с конструкционными углеродистыми сталями, так и со многими высоколегированными инструментальными. Изменением рода тока и полярности можно настроить режимы для сварки цветных металлов, в том числе с высокой химической активностью.
- Удобство настройки. Оператор может быстро настроить требуемый режим, что очень удобно при выполнении мелких работ.
Такие аппараты имеют также ряд недостатков, ограничивающих их применение.
- Невозможность работы с проволокой большого диаметра из-за ее высокой жесткости.
- Сложности в проведении сварочных мероприятий на открытом воздухе. Чтобы ветер не сносил защитную атмосферу, приходится увеличивать расход инертного газа.
- Интенсивное разбрызгивание металла при токах выше 500 А.
- Высокая интенсивность излучения от дуги.
- Необходимость в заправке баллонов.

Достоинства и недостатки применения автоматов
Преимущества сварочных автоматов хорошо проявляются в режимах интенсивной эксплуатации.
- Высокая производительность. Установки способны работать с лентой и проволокой больших сечений. Их производительность позволяет выполнять сварку деталей толщиной более 100 мм. Также они эффективны, если необходимо получить большое количество коротких швов при серийном производстве.
- Исключено влияние человеческого фактора. Работа автомата не зависит от физического и психологического состояния оператора. Если настройка выполнена в соответствии с технологией, шов получится ровным по длине и толщине.
- Работа в труднодоступных местах. Конструкции аппаратов позволяют выполнять сварку там, где человек не сможет находиться физически. Некоторые установки рассчитаны именно на такие специфические операции.
- Удобство регулировки. Современные автоматы оснащены электронным управлением и встроенной памятью.
 Для каждого нового изделия параметры сварки настраиваются один раз. Впоследствии предустановки можно загрузить из памяти.
Для каждого нового изделия параметры сварки настраиваются один раз. Впоследствии предустановки можно загрузить из памяти. - Безопасность оператора. Современные установки оснащаются системами принудительного удаления дыма и другими средствами защиты. Благодаря отсутствию воздействия вредных и опасных факторов снижается риск возникновения профессиональных заболеваний.
Основные недостатки автоматов – это высокая стоимость и затраты на организацию процесса. Для установки некоторых элементов и свариваемых деталей может потребоваться грузоподъемное оборудование. Чтобы получить качественный шов, начальная настройка режима должна быть выполнена тщательно: оператор должен иметь соответствующую квалификацию.
Чтобы получить дополнительную информацию о сварочном оборудовании и профессиональные рекомендации по выбору, свяжитесь с представителем ООО «ТСК» по телефону. Мы готовы создать проект сварочного производства, обеспечить его сопровождение, а также комплектацию оборудованием и материалами.
Инверторные полуавтоматы (MIG-MAG) — широкий ассортимент, доступные цены, подробные описания.
Обзор сварочного оборудования Viking MMA 250 pro и MIG 200GS PRO
Сварка полуавтоматом на примере Aurora OVERMAN 180, ч.3
Синергетическое управление сварочным процессом Aurora
Сварочный полуавтомат Aurora PRO ULTIMATE 500 в работе
Обзор сварочных полуавтоматов серии FUBAG IRMIG SYN
Обзор сварочного полуавтомата RedHotDot HOT MIG-29
Обзор сварочного полуавтомата Aurora OVERMAN 180
Обзор сварочного полуавтомата AURORA POLO 160
Сварочный полуавтомат Aurora SPEEDWAY 175 в работе_1
Сварка алюминия 2 мм инвертором Сварог TECH MIG 350 P. Часть 1
Обзор сварочного полуавтомата FUBAG INMIG 250 T
Усовершенствования Aurora Overman
Обзор сварочных полуавтоматов Aurora OVERMAN 160 и 200
Сварочный полуавтомат Aurora SKYWAY 350 DUAL PULSE в работе
Обзор сварочного инвертора Сварог PRO MIG 160
Сварка алюминия 3 мм инвертором Сварог TECH MIG 350 P.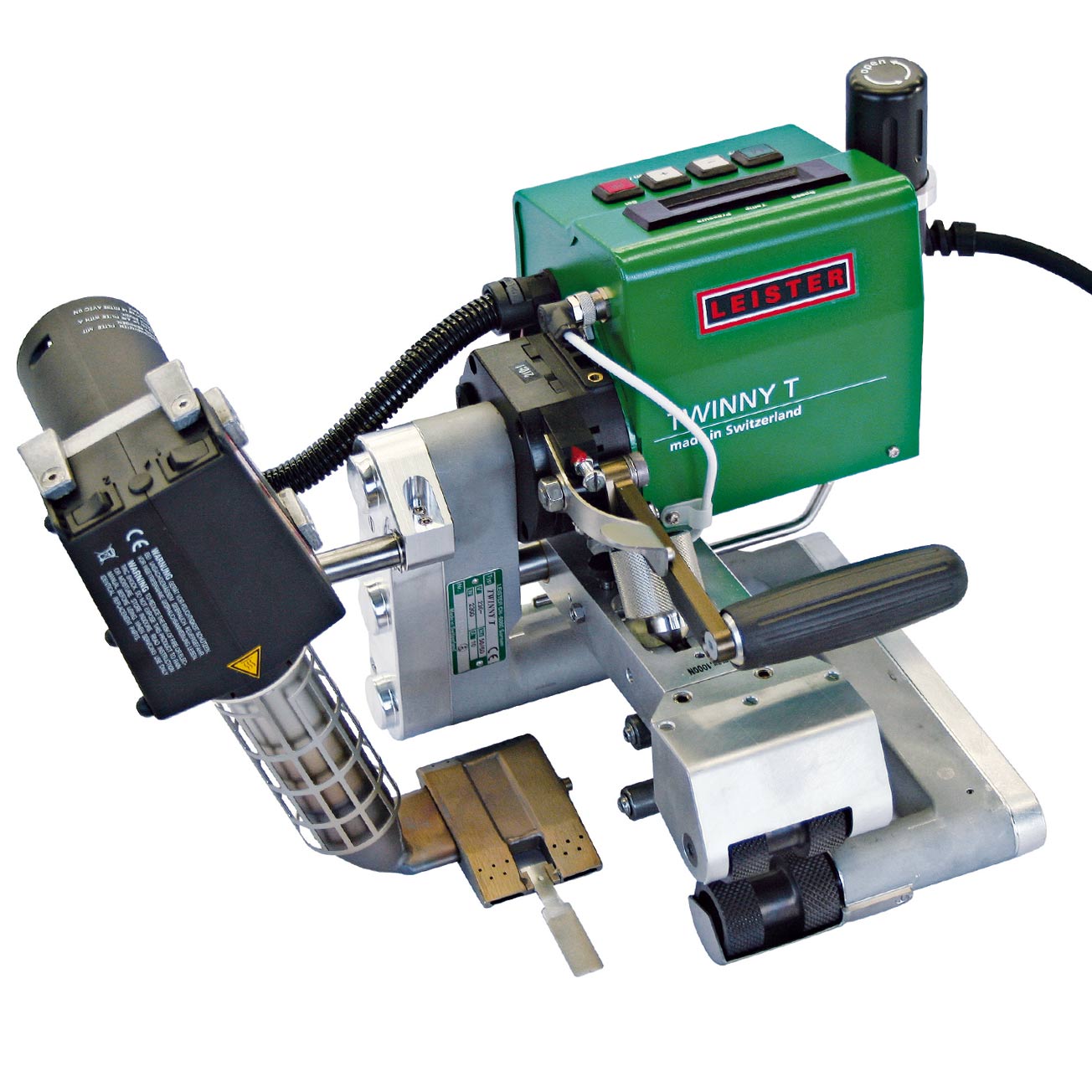 Часть 1
Часть 1
Обзор: Сварочный источник КЕДР MultiTIG-5000 8005447
Обзор: Сварочный инвертор Сварог MIG 200 REAL N24002N,
Обзор сварочного полуавтомата Aurora SPEEDWAY 175
Обзор сварочного полуавтомата Aurora ULTIMATE 500
Обзор сварочного полуавтомата Aurora SKYWAY 500
Сварка полуавтоматом на примере Aurora OVERMAN 180, ч.1
Обзор сварочных полуавтоматов Aurora SPEEDWAY 200, 250 и 300
Обзор сварочного полуавтомата Aurora OVERMAN 250/3
Настройка сварочного полуавтомата Aurora POLO 160 для стали 2 мм
Обзор: Полуавтомат КЕДР MIG-300GD Г0000000243
Сварка стола при помощи Сварог PRO MIG 160
Обзор сварочных полуавтоматов Aurora PRO SKYWAY 300 и 330 SYNERGIC
Обзор сварочного полуавтомата FUBAG INMIG 200
Сварочный инвертор Сварог REAL MIG 200 в работе
Сварка алюминия 3 мм инвертором Сварог TECH MIG 350 P. Часть 2
Часть 2
Сварка вертикального шва на примере Aurora OVERMAN 160
Обзор сварочного полуавтомата Aurora SPEEDWAY 160
Настройка сварочного полуавтомата Aurora POLO 160 для стали 1 мм
Обзор сварочного полуавтомата AuroraPRO SKYWAY 350 DUAL PULSE
Сравнительный тест инверторных сварочных полуавтоматов
Настройка сварочного полуавтомата Aurora POLO 160 для стали 3 мм
Обзор сварочных полуавтоматов Aurora ULTIMATE 300 и 400
Демонстрация возможностей Aurora OVERMAN 160
Обзор сварочного полуавтомата Aurora SPEEDWAY 200
Сварочный полуавтомат Aurora SPEEDWAY 175 в работе
Обзор сварочного полуавтомата TELWIN TECHNOMIG 210 DUAL SYNERGIC
Обзор: Сварочный источник КЕДР MultiMIG-5000 8005448
Сварка алюминия на примере Aurora OVERMAN 180
Обзор сварочного инвертора Сварог TECH MIG 350 P
Причины популярности сварочных полуавтоматов Aurora Overman
AURORA PRO на производстве демонтажных вставок
Сварочные полуавтоматы Telwin ELECTROMIG 230 и 330 WAVE
Обзор сварочного полуавтомата FUBAG IRMIG 200
Сварочный инверторный аппарат Inforce MIG-2100
Обзор полуавтоматических сварочных инверторов Ресанта САИПА
Сварочный инвертор Aurora Skyway 330 в работе
Сварка полуавтоматом на примере Aurora OVERMAN 180, ч. 2
2
Обзор сварочного полуавтомата Aurora SPEEDWAY 180
Сварочный инвертор Сварог REAL MIG 160 в работе
Инверторный аппарат RedHotDot HOT MIG-1 в работе
Обзор: Полуавтомат Кедр UltraMIG-250S-1 8009384
Потолочный шов на примере Aurora PRO OVERMAN 160
Сварка алюминия на примере Aurora PRO OVERMAN 160
Сварка алюминия встык на примере Aurora OVERMAN 160
Обзор: Сварочный инвертор Сварог MIG 200 REAL N24002N
Холодная сварка на примере Aurora OVERMAN 160
Обзор оборудования RedHotDot RHD
Сварка полуавтоматом для начинающих. Обучающее видео. Часть 2
Обзор: Инверторный аппарат полуавтоматической MIG MAG и дуговой сварки ММА RedHotDot HOT MIG-1
Настройка сварочного полуавтомата Aurora POLO 160 для стали 4 мм
Сварочный инвертор Aurora Speedway 160 в работе
Подключение TIG горелки к Сварог PRO MIG 200
Обзор сварочного инверторного полуавтомата BestWeld MIG-MAG Master i 180-CHN
Обзор сварочных инверторов Сварог REAL MIG 160, 200, 200 Black
Сравнение инверторного и трансформаторного сварочных полуавтоматов
Испытания сварочного полуавтомата Aurora SPEEDWAY 175
Сварка алюминия 4 мм инвертором Сварог TECH MIG 350 P
Обзор: Сварочный аппарат АВРОРА Динамика 200
Сварка профильной трубы инвертором PRO MIG 160 SYNERGY 720p
Сварка алюминия 2 мм инвертором Сварог TECH MIG 350 P. Часть 2
Часть 2
Обзор: Сварочный полуавтомат RedHotDot HOT MIG-19
Обзор сварочного полуавтомата Aurora OVERMAN 250
Сварка профильной трубы инвертором Сварог PRO MIG 160
сравнение характеристик, плюсы и минусы
В наше время сварка металла выполняется разной техникой. Магазины переполнены аппаратами: трансформаторами, инверторами, выпрямителями, полуавтоматами и, естественно, автоматами.
У них есть серьезные отличия. Если любой мастер может различить трансформатор и инвертор, то, без знаний тонкостей этих аппаратов, разница полуавтомата и автомата не на столько отчетлива.
Наша публикация детально покажет отличие сварки автомата от полуавтомата, и объяснит превосходство первого над вторым.
Сварочный автомат — это вариация прибора для сваривания, он нужен для автоматической сварки. Здесь не требуется никакого особого умения. Достаточно правильно настроить технику, а всё остальное она сделает сама.
Сварочный автомат — сложная техника, но, как бы там ни было, она сохраняет стабильность во время значительных нагрузок. Точная регулировка влияет на качество швов.
Так как этот способ не требует непосредственного участия в процедуре сварки, сварщика называют оператором.
Сварочным автоматом выполняется сразу несколько задач одновременно. Им поджигается дуга, ведется шов, пространство сваривания защищается от воздействия кислорода (с этой целью используют флюс), кроме того, в ванну для сваривания подается проволока.
Содержание статьиПоказать
Преимущества сварочного автомата
Сварочный автомат имеет много преимуществ. Одно из них — отсутствие человеческого фактора. Он может работать сутки с одинаково стабильным результатом. Вряд ли какой-то человек похвастается такой производительностью.
Для автомата нет разницы, какое сваривание имеет место. Он в равной степени справляется как с небольшими элементами с тонкими швами, так и с конструкциями значительных габаритов. Автомат не устанет, ему не нужен больничный, перерыв или выходной.
Если мастер ошибется с параметрами, эта ситуация без проблем исправляется. А ежели мастер по причине, например, физического или ментального самочувствия выполнит работу некачественно, заготовка будет забракована.
Кроме того, рабочий может сваривать автоматом в малодоступном положении. При необходимости, регулированье всех настроек может выполняется автоматически.
Скажем, автомат легко восстанавливает установленные параметры и продолжает поставленную задачу после неожиданного обесточивания. Оператору, при этом, не нужно совершать никаких действий.
Вы не столкнетесь с перерасходованием, «неожиданным» пропаданием газа из баллона, бухт с проволокой и т.д., автомат использует расходное сырье равномерно.
И, хотя для стабильной работы и требуется много электричества, автоматические сварочные автоматы наиболее экономны.
Следует также учесть, что опасности для здоровья или жизни сварщика нет, т.к. мастер не принимает участие в самой процедуре сваривания непосредственно. Это преимущество важно на небезопасных производствах.
Разница между автоматом и полуавтоматом
Различия между автоматом и полуавтоматом не вызывают сомнений, хотя и называются они похоже, и способ сваривания подобен.
Мы уже говорили о том, что специалист сам руководит автоматической сваркой. Им настраивается автомат, а тот выполняет всю сварочную процедуру.

В этом процессе человек выполняет функцию настройщика. Ему не нужно поджигать дугу, вести шов или следить за процессом сваривания. Ему достаточно выбрать сварочный режим и «приказать» автомату его выполнить.
Абсолютно другим способом является полуавтоматическое сваривание. Хоть при нем так же используется присадочная проволока, газ, флюс другое сырье, тем не менее, сварщиком выполняется вся работа, а не только настройка аппарата.
То есть, он и горелку ведет, и шов формирует. Автоматически подается только сварочная проволока, оттуда и название «полуавтоматической сварки».
Почему тогда используют полуавтоматическую сварку?
Некоторые начинающие специалисты после прочтения этой статьи могут задать такой вопрос. Может показаться, что преимущества автоматической сварки не поддаются сомнению.
Она менее затратна и производительнее. А также минимизируется возможность ошибки мастера. Тем не менее, поговорим о деталях.
Чаще пользуются как раз полуавтоматической сваркой.
Применение автоматов необходимо на крупном предприятии. Однако производство в таких масштабах — редкая область для сваривания.
Как правило, предприятия и мастерские не нуждаются в покупке настолько дорогой техники. Легче пригласить специалиста и использовать полуавтоматическую сварку, так как в малых объёмах её использовать разумнее.
Поэтому вопрос «Какое устройство лучше, автомат или полуавтомат» — бессмыслен, тут дело в каждой ситуации отдельно. В каких-то ситуациях полуавтомата не достаточно, а когда-то использование автомата будет финансово неоправданным.
Для автоматического сваривания нужны оптимальные условия. Настроить автомат — задача нелегкая. Этим должен заниматься специалист, который в курсе всех тонкостей процедуры.
У машины нет интеллекта и время от времени критическую ситуацию невозможно обойти стороной. Сварочный автомат намного дороже и абсолютно не компактный на фоне полуавтомата.
Полуавтомат возможно даже перевезти с баллоном на предназначенной для этого тачке. С автоматом это невозможно.
С автоматом это невозможно.
В целом, в автоматическом и полуавтоматическом сваривании разницы нет. В обоих случаях применяют защитный газ, порошковую проволоку или флюс, используют присадочный материал и горелку.
Выводы
У сварочных автоматов и полуавтоматов есть много общего. Различным является автоматизация сварочной процедуры. Во время полуавтоматической сварки специалист самостоятельно поджигает дугу и формирует шов.
Вмешательство мастера не требуется лишь при подаче проволоки в область для сварки. А при автомате процедура сваривания выполняется сама собой, мастеру достаточно ввести необходимую конфигурацию. Прочие процедуры устройство выполнит само.
Сейчас вам известны нюансы автоматической и полуавтоматической сварки, различия между этими двумя способами и ситуации, когда автоматическую сварку применить нельзя.
что нужно для полуавтоматической сварки
На чтение 8 мин. Просмотров 17.8k. Опубликовано Обновлено
с помощью автомата и полуавтомата позволяет создавать высококачественные надежные соединения деталей из разнообразных металлов совершенно любой толщины.По этой причине она широко применяется на крупных производственных предприятиях разных отраслей промышленности. Но работа с полуавтоматическим оборудованием отличается от сварки полностью автоматизированным агрегатом.
Но работа с полуавтоматическим оборудованием отличается от сварки полностью автоматизированным агрегатом.
Полуавтоматическая сварка: принцип работы, видовое разнообразие
Сварочный аппарат состоит из следующих компонентов:
- ;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.
На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
[box type=”fact”]Полуавтоматы выступают наиболее приемлемым вариантом по соотношению цены, комфортабельности работы и количества функций.[/box]Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.
Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
- Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. - Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.
Чтобы стать высококвалифицированным сварщиком, важно уяснить, что нужно для сварки полуавтоматом: каких правил придерживаться, какие расходные материалы использовать.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой .
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
[box type=”info”]Важно! При работе с углекислотой крайне важно качество предварительной подготовки свариваемой детали: чем тщательнее выполнена зачистка металлической поверхности, тем меньше вероятность, что на ней останутся частички пыли, грязи, остатки лакокрасочных изделий, ржавчина. Зачистку выполняют с помощью наждачной бумаги или железной щетки.[/box]Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства.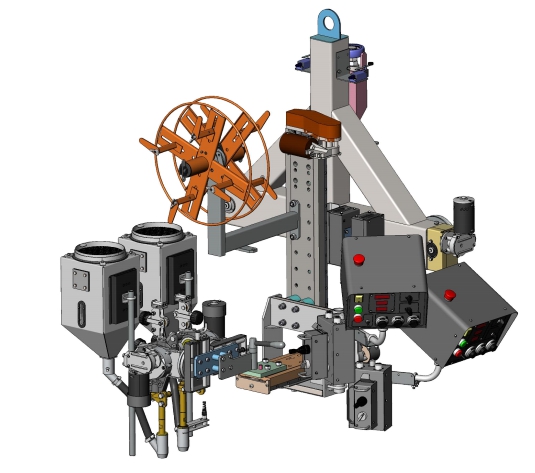
- предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
[box type=”fact”]На заметку! Уточнить настройки можно в таблицах ГОСТа с указанием актуального режима и норм для каждого вида металла.[/box]После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.
Схема сварки металла горелкой.Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. - Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
полуавтоматического типа позволяет работать в газовой среде или без применения углекислоты, гелия, аргона. Соединения металлических деталей можно выполнить под флюсом, но такую технологию чаще используют в промышленных условиях, чем в быту из-за высокой стоимости флюса.
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
[box type=”info”]На заметку! Основное достоинство порошкового электрода состоит в том, что он позволяет варить под открытым небом и в закрытом помещении при сквозняке. А это невозможно при газовой сварке, поскольку дорожка из-за ветра качественной не получится.[/box]Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Основные правила при проведении сварочных работ
Принцип полуавтоматической сварки проволокой.При выполнении сварочных работ на промышленных объектах используется сварка автомат или полуавтомат: в чем разница между этими видами сварных приборов максимально быстро поймет опытный мастер:
- сопровождается механизированным движением дуги и подачей электродов;
- полуавтоматическая сварка подразумевает механизированную подачу проволоки и ручное перемещение дуги.

Новичку в подобных вопросах важно овладеть основными правилами высококачественной сварки. Стать профессионалом и мастерски справляться с полуавтоматом можно только при изучении всех тонкостей сварки таким типом сварного оборудования.
Немаловажно при этом соблюдать технику безопасности: надевайте форму и маску для защиты от ультрафиолетового ожога. Внимательно изучите и всегда придерживайтесь норм и стандартов по ГОСТу. Не пренебрегайте правилами, которые помогут уберечься от травм.
Использовать преимущества полуавтоматической сварки в полной мере можно только, если понимать специфику работы с таким оборудованием.
Специалисты рекомендуют выполнить пробный шов на черновой детали или в том участке детали, где он будет практически не заметен. Это позволит убедиться в правильности установленных настроек на полуавтомате для сварки.
Обязательно прочтите инструкцию к прибору перед его включением, а в последствие соблюдайте ее беспрекословно.
[box type=”warning”]Важно! Полуавтоматическая сварка не может работать без перерывов. Периодически делайте паузы, как указано в инструкции к прибору.[/box]
Периодически делайте паузы, как указано в инструкции к прибору.[/box]Заключение
Полуавтоматом для сварки пользуются как на промышленных объектах, так и для выполнения бытовых операций. Чтобы работать сваркой полуавтоматического типа мастерски, важно понимать, для чего нужен такой прибор: он позволяет выполнять надежные и долговечные сварные соединения металлических деталей.
При этом некоторые процессы в работе автоматизированы и не требуют внимания со стороны сварщика, но есть и такие, которые потребуется выполнить вручную.
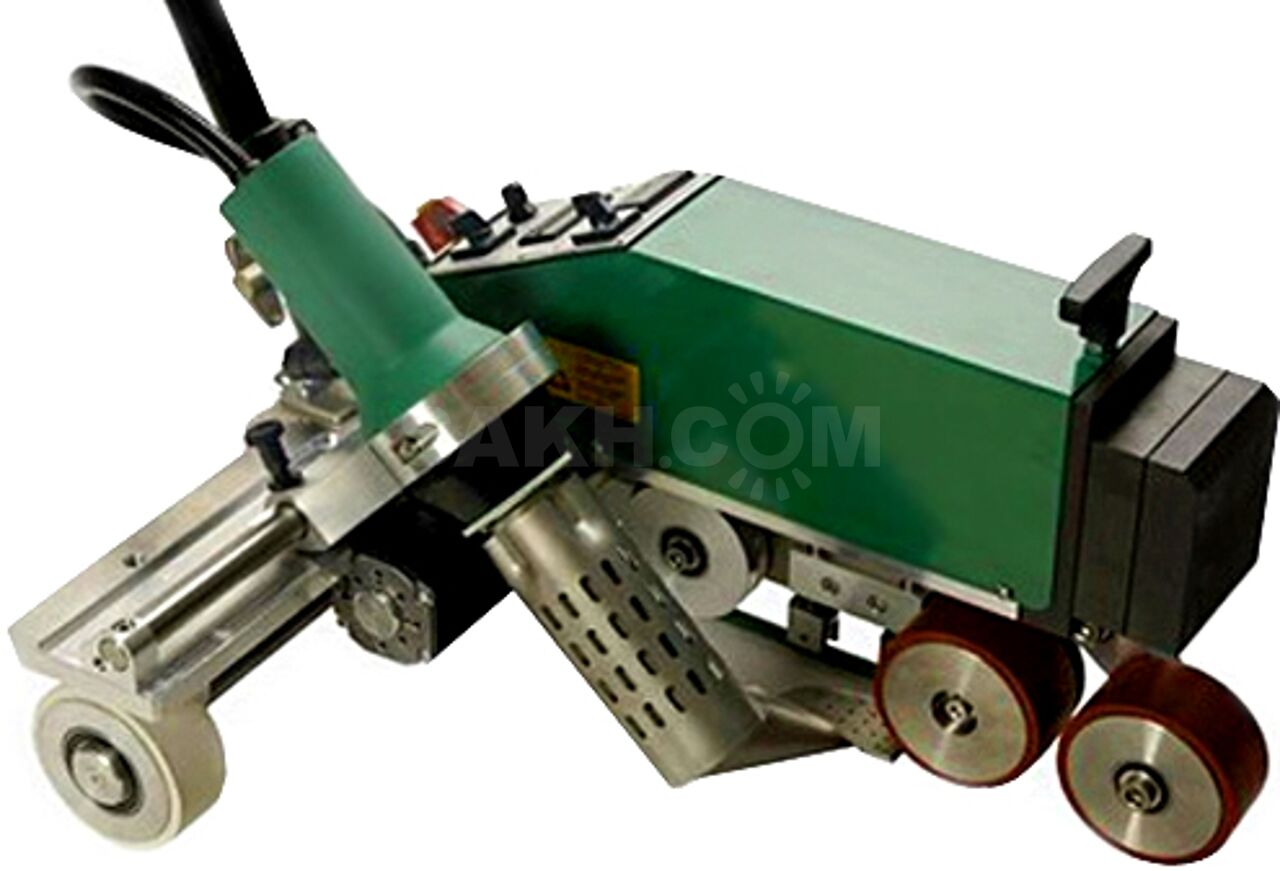
Сварочный автомат для полуавтоматической сварки кольцевых швов
Сварочная головка
Установка оснащена приводной сварочной головкой, которая имеет возможность перемещения по направляющим рельсам вдоль трубы с помощью электропривода с изменяемой скоростью. Для точного позиционирования горелки над швом по оси Z, она оборудована электроприводом.
Для точного позиционирования горелки над швом по оси Z, она оборудована электроприводом.
Пульт управления и система ЧПУ
Пульт управления сварочным автоматом расположен на станине. На пульте расположены органы управления источником питания, система ЧПУ, клавиша пуска и экстренной.
Система ЧПУ имеет ЖК экран с сенсорным управлением. С системы ЧПУ происходит управление работой вращателя, сварочной головкой, пуском/остановкой источников питания.
В каналы памяти ЧПУ возможна предустановка рекомендованных параметров для типовых размеров труб согласно ТЗ, также возможна корректировка параметров вручную, и запись в память ЧПУ новых программ.
Имеется система самодиагностики системы на наличие ошибок
Принципиальный алгоритм работы
При сварке однотипных труб одинакового типоразмера оператору необходимо настроить установку для сварки данного изделия. Для этого в нужное положение устанавливается роликоопора, задняя бабка, и сварочная головка, выбирается соответствующая программа в ЧПУ, при этом на экране отображаются все предустановленные параметры, а также рекомендуемые сварочные параметры (сила тока, напряжение, диаметр проволоки, защитный газ). Оператор имеет возможность их корректировки.
Оператор имеет возможность их корректировки.
Алгоритм работы на установке
- Загрузка изделия, прижатие изделия пневмоприжимом.
- Установка головки.
- Сварка.
- Откат головки.
- Отключение пневмоприжима, снятие изделия.
Источник питания для сварки
Источник питания для сварки подбирается в зависимости от требований к получаемому изделию:
- марке материала;
- толщине свариваемого материала;
- протяжённости швов.
Для автоматизации сварки успешно применяются сварочные источники торговых марок EWM, Kemppi, Кедр, Flama.
Miller Welder Generators — Сварочные аппараты и машины с приводом от двигателя
Сварочные аппараты с приводом от двигателя включают двигатель, работающий на бензине, дизельном топливе или пропане, соединенный с электрическим генератором для выработки энергии для сварки Stick, TIG, MIG и порошковой сваркой. Сварочные аппараты с приводом от двигателя обычно перевозятся на грузовике или трейлере для использования на открытом воздухе. Электроэнергия, вырабатываемая сварочным аппаратом с приводом от двигателя, приводит в действие вентиляторы, насосы, воздушные компрессоры или другие электрические инструменты, которые обычно встречаются на строительных площадках.
Электроэнергия, вырабатываемая сварочным аппаратом с приводом от двигателя, приводит в действие вентиляторы, насосы, воздушные компрессоры или другие электрические инструменты, которые обычно встречаются на строительных площадках.
Усовершенствованный Bobcat 200 Air Pak — это бесшумное, экономичное устройство «все в одном», обеспечивающее высокую мощность при компактном и легком корпусе, а также ведущую в отрасли надежность и производительность.
Fusion 160 обеспечивает плавную и стабильную дугу либо от двигателя, либо от электросети 120/240 В, обеспечивая уникальное сочетание универсальности и производительности в легком корпусе.
Надежный наружный источник питания! Отлично подходит для фермы, ранчо, технического обслуживания и любителей.
Для руководителей парка рабочих самосвалов, которые хотят сократить время простоя грузовиков классов 3-5, EnPak A30 является самым тихим и наиболее экономичным многофункциональным устройством, которое поддерживает мощность с приводом от ВОМ, включая 12 В постоянного тока, в компактном, компактном корпусе. легкое решение, обеспечивающее ведущую в отрасли надежность и производительность, ожидаемую от Miller.
легкое решение, обеспечивающее ведущую в отрасли надежность и производительность, ожидаемую от Miller.
Для операторов сервисных грузовиков классов 3-5, которые хотят консолидировать или повысить надежность своего силового оборудования, Bobcat 200 Air Pak Diesel представляет собой бесшумное, экономичное устройство «все в одном», которое поддерживает возможности мощности в компактном, легком месте, которое поддерживается благодаря лучшей в отрасли надежности и производительности, которую ожидают клиенты.
Для руководителей парка рабочих самосвалов, которые хотят сократить время простоя грузовиков классов 3-5, EnPak A30 является самым тихим и наиболее экономичным многофункциональным устройством, которое поддерживает мощность с приводом от ВОМ, включая 12 В постоянного тока, в компактном, компактном корпусе. легкое решение, обеспечивающее ведущую в отрасли надежность и производительность, ожидаемую от Miller.
Возьмите под свой контроль, снизьте уровень шума и снизьте эксплуатационные расходы с помощью дистанционного запуска / остановки, стандартного для сварочных аппаратов / генераторов Bobcat 225. Легко включайте и выключайте машину удаленно, чтобы она работала только тогда, когда вам это нужно. Делайте больше с каждым баком топлива, увеличивайте интервалы между техобслуживанием и работайте, не возвращаясь к своей машине. Сварочный аппарат / генератор Bobcat 225 отлично подходит для сварки штангой и генераторов.Предназначен для ферм / ранчо, операций по техническому обслуживанию и ремонту, работы с грузовиками и использования в качестве автономного генератора.
Возьмите под свой контроль, снизьте уровень шума и снизьте эксплуатационные расходы с дистанционным запуском / остановом, стандартным для сварочных аппаратов / генераторов Bobcat 260. Легко включайте и выключайте машину удаленно, чтобы она работала только тогда, когда вам это нужно. Делайте больше с каждым баком топлива, увеличивайте интервалы между техобслуживанием и работайте, не возвращаясь к своей машине.Сварочный аппарат / генератор Bobcat 260 отлично подходит для сварки штангой и порошковой проволокой и предназначен для операций по техническому обслуживанию / ремонту, грузовых автомобилей, строительства, фермы / ранчо и использования генераторов.
Легко включайте и выключайте машину удаленно, чтобы она работала только тогда, когда вам это нужно. Делайте больше с каждым баком топлива, увеличивайте интервалы между техобслуживанием и работайте, не возвращаясь к своей машине.Сварочный аппарат / генератор Bobcat 260 отлично подходит для сварки штангой и порошковой проволокой и предназначен для операций по техническому обслуживанию / ремонту, грузовых автомобилей, строительства, фермы / ранчо и использования генераторов.
Возьмите под свой контроль, снизьте уровень шума и снизьте эксплуатационные расходы с дистанционным запуском / остановом, стандартным для сварочных аппаратов / генераторов Bobcat 260. Легко включайте и выключайте машину удаленно, чтобы она работала только тогда, когда вам это нужно. Делайте больше с каждым баком топлива, увеличивайте интервалы между техобслуживанием и работайте, не возвращаясь к своей машине.Сварочный аппарат / генератор Bobcat 260 отлично подходит для сварки палкой и порошковой проволокой и предназначен для операций по техническому обслуживанию / ремонту, грузовых автомобилей, строительства, фермы / ранчо и использования генераторов.
Прочный сварочный аппарат / генератор отлично подходит для сварки штангой и порошковой проволокой и предназначен для операций по техническому обслуживанию / ремонту, строительства, фермы, ранчо и использования генераторов.
Разработан для владельцев ферм и ранчо, которым требуется одно- и трехфазное питание для работы трехфазных систем кругового орошения на 480 В или обеспечения резервного питания для дома, фермы и ранчо.
Сварочные аппараты / генераторы Trailblazer® обеспечивают непревзойденные характеристики дуги, обеспечивая самую плавную и стабильную дугу в отрасли. Эксклюзивная технология Auto-Speed ™ компании Trailblazer обеспечивает превосходное время работы, повышенную топливную экономичность и улучшенные характеристики сварочного аппарата / генератора. Никакая другая компактная машина в классе 300 ампер не обеспечивает большей сварочной мощности или большей вспомогательной мощности с лучшей топливной экономичностью и меньшим уровнем шума — для продуктивных, прибыльных и более тихих рабочих мест.
Никакая другая компактная машина в классе 300 ампер не обеспечивает большей сварочной мощности или большей вспомогательной мощности с лучшей топливной экономичностью и меньшим уровнем шума — для продуктивных, прибыльных и более тихих рабочих мест.
Trailblazer® обеспечивают непревзойденные характеристики дуги, обеспечивая самую плавную и стабильную дугу в отрасли. Эксклюзивные технологии Trailblazer — Auto-Speed ™ и дополнительная мощность Excel ™ — обеспечивают превосходное время работы, повышенную топливную экономичность и улучшенные характеристики сварочного аппарата / генератора. Никакая другая компактная машина в классе 300 ампер не обеспечивает большей сварочной мощности или большей вспомогательной мощности с лучшей топливной экономичностью и меньшим уровнем шума — для продуктивных, прибыльных и более тихих рабочих мест.
Сварочные аппараты / генераторы Trailblazer® обеспечивают непревзойденные характеристики дуги, обеспечивая самую плавную и стабильную дугу в отрасли. Эксклюзивная технология Auto-Speed ™ компании Trailblazer обеспечивает превосходное время работы, повышенную топливную экономичность и улучшенные характеристики сварочного аппарата / генератора. Никакая другая компактная машина в классе 300 ампер не обеспечивает большей сварочной мощности или большей вспомогательной мощности с лучшей топливной экономичностью и меньшим уровнем шума — для продуктивных, прибыльных и более тихих рабочих мест.
Эксклюзивная технология Auto-Speed ™ компании Trailblazer обеспечивает превосходное время работы, повышенную топливную экономичность и улучшенные характеристики сварочного аппарата / генератора. Никакая другая компактная машина в классе 300 ампер не обеспечивает большей сварочной мощности или большей вспомогательной мощности с лучшей топливной экономичностью и меньшим уровнем шума — для продуктивных, прибыльных и более тихих рабочих мест.
Мощный универсальный инструмент, предназначенный для ремонта и строительства, с непревзойденным качеством сварных швов, встроенным ротационным винтовым воздушным компрессором, мощностью генератора 13 000 Вт для инструментов и запуском от внешнего источника для зарядного устройства.
Созданный для профессионалов, Big Blue 400 Pro — лучшее решение с точки зрения простоты использования, надежности и экономии топлива.
Надежный низкооборотный дизельный сварочный аппарат / генератор нового поколения, разработанный для подрядчика по трубопроводу.
Big Blue 450 Duo CST — прочный, компактный, экономичный дизельный сварочный аппарат / генератор, который обеспечивает 2 дуги превосходного качества в одном экономичном корпусе.
Чистый, бесшумный, многопроцессорный аппарат обеспечивает сварочную мощность до 500 ампер с двигателем, соответствующим стандарту EPA Tier 4 Final, который идеально подходит для тяжелых условий эксплуатации.
Этот сварочный аппарат / генератор на 600 А, соответствующий стандарту EPA Tier 4 Final, выполняет тяжелые работы, требующие высокой мощности для сварки, строжки и вспомогательного питания.
Big Blue 600 Air Pak является наиболее надежным и универсальным аппаратом для полевых работ, требующих питания одного оператора для сварки, строжки угольной дугой, вспомогательного питания или запуска воздушного компрессора для выполнения важнейших функций ремонта и обслуживания поддерживайте работоспособность оборудования на рабочем месте и повышайте продуктивность в течение дня.
Универсальный сварочный аппарат / генератор с несколькими процессами и несколькими операторами, который создает две независимые дуги качества трубы в одном полном комплекте. Оснащенный технологией ArcReach®, операторы могут изменять настройки сварки с устройства подачи ArcReach или удаленно. Возможности сварки RMD® и импульсной MIG-сваркой добавлены с помощью ArcReach Smart Feeder.
Наш самый мощный Air Pak обеспечивает производительность двух операторов и гибкость в многопроцессорном режиме. Чистые двигатели, соответствующие требованиям EPA T4i и T4F, снижают выбросы.
Чистые двигатели, соответствующие требованиям EPA T4i и T4F, снижают выбросы.
Революционная, полностью интегрированная система питания для рабочих тележек. EnPak объединяет в себе роторно-винтовой воздушный компрессор, гидравлический насос, генератор и дизельный двигатель Tier IV Final мощностью 24,8 л.с. в одном блоке и является полностью работоспособным при выключенном грузовике.
Lincoln Сварочные аппараты, детали и защитное оборудование
Подходящих товаров не найдено.
Если вам нужен сварочный аппарат Lincoln или сварочное оборудование Lincoln, вы можете найти любое сварочное оборудование Lincoln, о котором вы только можете подумать, делая покупки в WeldingMart. Являясь крупнейшим в мире онлайн-дистрибьютором продукции Lincoln Electric и одним из немногих официальных экспортеров этой уважаемой компании, мы располагаем впечатляющим каталогом сварки Lincoln.
Lincoln Electric является мировым экспертом в области сварки с 1895 года, производя все, от сварочных аппаратов до защитного снаряжения.Как ведущий онлайн-дистрибьютор сварочных аппаратов Lincoln, мы имеем доступ ко всем новейшим продуктам и можем отправлять их по всему миру.
Компания WeldingMart и Lincoln Electric в надежных руках. Выполняйте сварку более эффективно и легко с нашим огромным ассортиментом инновационных продуктов этого мирового производителя.
В нашем интернет-магазине сотни сварщиков Lincoln по отличным ценам. Мы предлагаем сварочные аппараты всех типов, в том числе аппараты для сварки MIG, TIG, стержневой и дуговой сваркой. Кроме того, вы можете получить универсальных сварочных аппаратов, сварочных аппаратов с приводом от двигателя и сварочных аппаратов с несколькими операторами, которыми могут пользоваться одновременно несколько человек.Плазменные резаки Lincoln позволяют пользователям резать те же металлы, которые они сваривают, что делает эти машины идеальным сочетанием для изготовления металла.
Поддерживайте вашу сварочную систему в рабочем состоянии с помощью множества запасных частей и обновлений как для новых, так и для старых моделей. У нас также есть присадочные материалы, наконечники горелок и другие расходные материалы и аксессуары.
И Lincoln, и WeldingMart позаботятся о вашей личной безопасности с помощью стильных сварочных шлемов и систем удаления дыма. Все сварочные аппараты Lincoln, аппараты плазменной резки и шлемы бесплатно доставляются в США.S., а также мы предлагаем скидки школам, чтобы они могли использовать лучшее оборудование для обучения.
Если вы не можете найти то, что ищете, или у вас есть вопросы, мы готовы помочь. Просто позвоните нашим специалистам по сварке по бесплатному телефону, по электронной почте или в чате.
Сварочное оборудование
Сварочное оборудование American Welding & Gas, Inc. предлагает сварочные аппараты и принадлежности высочайшего качества от ведущих производителей отрасли. Независимо от того, являетесь ли вы домашним любителем или профессионалом в промышленной атмосфере, мы можем помочь вам выбрать сварщика, который соответствует вашим потребностям.
Независимо от того, являетесь ли вы домашним любителем или профессионалом в промышленной атмосфере, мы можем помочь вам выбрать сварщика, который соответствует вашим потребностям.
- Сварочные аппараты MIG
- Сварочные аппараты TIG
- Сварочные аппараты для стержневой сварки
- Приводы двигателей
- Многофункциональные сварочные аппараты
- Многооператорские сварочные аппараты
- Сварочные аппараты для точечной сварки
- Аппараты для дуговой сварки под флюсом
- Устройства подачи проволоки
Сварщик, важно понимать основные сварочные процессы и способы их использования.Ниже перечислены четыре основных процесса сварки.
Сварка МИГ Сварка МИГ, также известная как газовая дуговая сварка (GMAW), — это процесс, разработанный в 1940-х годах, который считается полуавтоматическим и требует электричества для выработки тепла, электрода для заполнения стыка и защитный газ для защиты сварного шва от воздуха. Сварочный аппарат MIG использует постоянный постоянный ток, в то время как проволока и газ непрерывно проходят через сварочную горелку и подводят, когда спусковой крючок горелки нажат.Это наиболее часто используется в производственных средах, где производственные потребности высоки.
Сварочный аппарат MIG использует постоянный постоянный ток, в то время как проволока и газ непрерывно проходят через сварочную горелку и подводят, когда спусковой крючок горелки нажат.Это наиболее часто используется в производственных средах, где производственные потребности высоки.
Общие защитные газы включают:
- Аргон
- Двуокись углерода
- 75/25 Смешанный газ
- Гелий
Сварка TIG, также известная как газовая дуговая сварка вольфрамом (GTAW), представляет собой процесс ручной сварки, требующий от сварщика использования двух рук. Одна рука держит горелку TIG, которая создает дугу, а другая рука используется для добавления присадочного металла в сварное соединение.Сварка TIG — это самый сложный для освоения процесс, но он наиболее универсален. Если все сделано правильно, TIG Welding обеспечивает высочайшее качество сварки. Он широко используется для критических сварных швов, сварки металлов, отличных от обычной стали, а также там, где требуются точные небольшие сварные швы.
Общие защитные газы включают:
Сварка палкойСварка палкой, также известная как дуговая сварка защищенного металла (SMAW), представляет собой ручной процесс, который часто используется при ремонте на открытом воздухе при сильном ветре.В нем используется источник питания, подключенный к держателю электрода. Ток проходит по выводам к электроду. Защитный газ для этого процесса не требуется, поскольку электрод покрыт флюсом, который защищает дугу во время сварки.
Сварка порошковой проволокойДуговая сварка порошковой проволокой (FCAW) очень похожа на сварку MIG. Основное отличие состоит в том, что присадочный металл полый и заполнен флюсом, поэтому защитный газ для этого процесса не требуется. Сварка порошковой проволокой часто используется при ремонте на открытом воздухе при сильном ветре.
Автоматическое сварочное оборудование | Новый и отремонтированный
Автоматизируйте сварочный процесс сегодня
Установка и оборудование для автоматизации сварки и резки — новые, бывшие в употреблении и отремонтированные на продажу
Хотя есть много сварочных работ, которые лучше всего выполнять вручную, и многие другие, которые при необходимости можно выполнять вручную (например, если сварка слишком мала для использования сварочного автомата, или если необходимо провести ремонт далеко от одного из этих устройств), есть также много сварных швов, с которыми вполне можно справиться с помощью автоматизированного процесса сварки. Некоторые из них, такие как сварка труб большого диаметра во многих отраслях промышленности (например, на нефтяных буровых платформах и химических заводах, если назвать только два примера), должны выполняться автоматическим сварочным аппаратом, таким как орбитальный сварочный аппарат, из-за точность, необходимая для предотвращения потенциально опасной утечки.
Некоторые из них, такие как сварка труб большого диаметра во многих отраслях промышленности (например, на нефтяных буровых платформах и химических заводах, если назвать только два примера), должны выполняться автоматическим сварочным аппаратом, таким как орбитальный сварочный аппарат, из-за точность, необходимая для предотвращения потенциально опасной утечки.
Обычно используется автоматический сварочный аппарат в двух различных ситуациях. В полуавтоматической сварке используется предварительно запрограммированный автоматический сварочный аппарат, но детали фактически загружаются на сварочный стенд (или его аналог) оператором, который размещает их, а затем включает сварочный аппарат до тех пор, пока сварка не будет завершена.Затем оператор удаляет готовую деталь и повторяет процесс столько раз, сколько необходимо.
Полностью автоматическая сварка устраняет человеческий фактор, за исключением того, что он в целом следит за тем, чтобы машины работали должным образом. В этих установках детали и готовые заготовки перемещаются другими машинами, такими как конвейерные ленты, и операция сварки часто является непрерывной для большого количества отдельных деталей. Это действительно промышленное использование автоматического сварочного аппарата, которое в основном используется на очень крупных предприятиях, таких как автомобильные заводы.
Это действительно промышленное использование автоматического сварочного аппарата, которое в основном используется на очень крупных предприятиях, таких как автомобильные заводы.
Преимущества и недостатки сварочного автомата
У автоматов есть как преимущества, так и недостатки, и, как и во многих других случаях, выигрыш в одном месте компенсируется потерями в другом. Сварочные автоматы намного быстрее, чем могут надеяться опытные сварщики, и обеспечивают достойное качество работы, несмотря на их большую скорость. Автоматический сварочный аппарат примерно в восемь раз быстрее, чем ручной сварщик. Эти сварщики не останавливаются и не устают, хотя со временем они могут перегреться, и их необходимо отключить на время.Поскольку много сварочного лома образуется из-за усталости сварщика, когда человек держит электрод, потери будут меньше в течение долгого рабочего дня, когда автоматические сварочные системы являются основными «рабочими».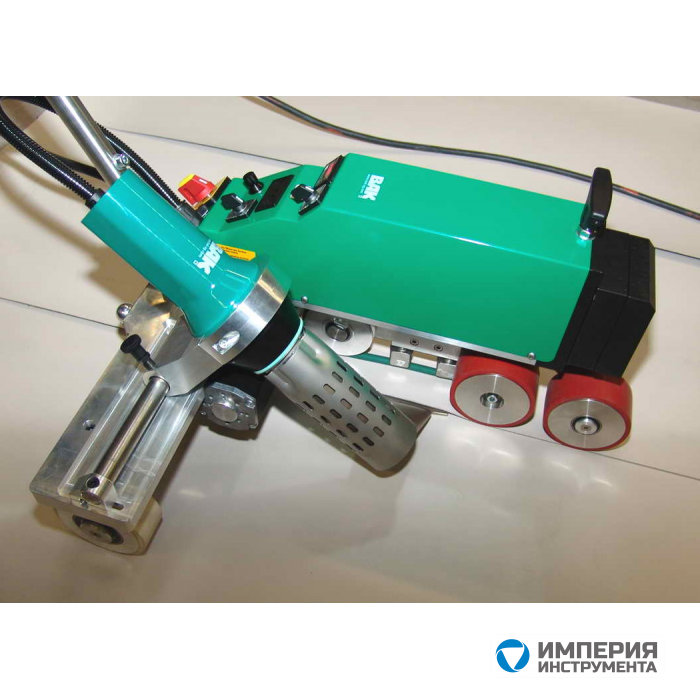
также обеспечивают высокое качество сварного шва, поскольку они полностью единообразны в применении электрической дуги или другого сварочного инструмента. Машины всегда в работе, если только они не выходят из строя, и после того, как они были куплены, им не нужно платить.
Напротив, сварщики-люди все еще сохраняют некоторые преимущества перед сварочными автоматами. Стоимость установки даже небольшого набора автоматов для сварки может составлять около четверти миллиона долларов США, поэтому начальные затраты на человека-сварщика намного меньше. Автоматические сварочные аппараты также требуют очень много времени для настройки, поэтому срочность сварочных работ также должна быть взвешена. Ручная сварка чрезвычайно универсальна, в то время как автоматические сварочные аппараты выполняют эту задачу периодически и должны быть полностью перенастроены, если необходимо выполнить другой сварной шов.Кроме того, если техническое обслуживание не выполняется должным образом, машины могут выйти из строя и вызвать катастрофическую паузу в производстве. Сварочные автоматы бывают быстрыми, эффективными и очень полезными, но они не являются полным решением для каждой ситуации, и это следует учитывать их потенциальным пользователям.
Сварочные автоматы бывают быстрыми, эффективными и очень полезными, но они не являются полным решением для каждой ситуации, и это следует учитывать их потенциальным пользователям.
бывают разных форм и размеров и могут использоваться в самых разных областях, от сварки труб до судостроения.
Колоннаи штанга (TIG, плазменная сварка, MIG и процесс под флюсом)…
Для соответствия строгим требованиям аэрокосмической и ядерной техники манипуляторы с колоннами и стрелами должны обеспечивать исключительную жесткость и низкий прогиб под нагрузкой. Другие важные требования включают плавность и постоянство движения оси. Для удовлетворения этих требований был разработан ряд манипуляторов с колоннами и стрелами, в которых используются высококачественные вспомогательные компоненты и снятые напряжения конструкции, которые включены в конструкцию, что обеспечивает лучшую в своем классе устойчивость.Эта философия дизайна применяется к более крупным моделям для тяжелых условий эксплуатации.
Легкий режим и стандартный диапазон, как правило, больше подходят для применения в аэрокосмической отрасли и в точном малом машиностроении, где важными факторами являются минимальный прогиб стрелы и отсутствие вибрации при полном выдвижении стрелы. Существуют варианты для прецизионного привода стрелы (для линейной сварки) или даже прецизионного привода колонны (вертикального) с использованием механизмов типа шарико-винтовой передачи с рециркуляцией. Как и во всех манипуляторах с колонной и стрелой, перемещение стрелы и колонны может осуществляться через прецизионные подшипники и направляющие.Конструктивные особенности включают изделия из толстого сечения, которые были сняты напряжения, чтобы обеспечить высочайшие стандарты прямолинейности и допусков на размеры. Применимые процессы сварки включают TIG, плазменную сварку и MIG / MAG, где высокая нагрузка на сварочную головку не является основным фактором.
Манипуляторы с колонной и стрелой Heavy Duty и Extra Heavy Duty имеют те же конструктивные особенности, что и легкие и стандартные манипуляторы, поэтому их также можно использовать для точных применений, включая такие процессы, как Dual Arc — Plasma / TIG. Однако эти устройства найдут применение, главным образом, в процессах MIG / MAG и сварки под флюсом (SAW), предлагая ряд дополнительных функций, включая тележки с приводом и вращение шкворня колонны. Для перевозки всего контрольного и сварочного оборудования доступны специальные негабаритные ходовые тележки.
Однако эти устройства найдут применение, главным образом, в процессах MIG / MAG и сварки под флюсом (SAW), предлагая ряд дополнительных функций, включая тележки с приводом и вращение шкворня колонны. Для перевозки всего контрольного и сварочного оборудования доступны специальные негабаритные ходовые тележки.
Если заводское пространство является важным фактором, мы можем предложить модели с выдвижной стрелой, что минимизирует потребность в пространстве сзади. Движение телескопических секций синхронно для обеспечения максимально возможной плавности движения.
Все манипуляторы с колонной и стрелой предназначены для работы с целым рядом органов управления. В зависимости от размера и режима работы управление движением стрелы может осуществляться с помощью преобразователя частоты с обратной связью от энкодера.
Бренды сварочных аппаратов для колонн и стрел: Bode, ESAB, SAF, Lincoln, Gullco, Pandjiris, Ransome, Arsonson
Аппараты для шовной сварки (TIG, плазменная и MIG-сварка) .
 ..
..Установки для сварки продольным швом подходят для производства труб из материалов очень широкого диапазона толщины и длины.Применения простираются от шовной сварки труб малого диаметра с короткой длиной и сверхтонкой толщиной стенок для изготовления сильфонов и инструментов до емкостей для напитков и пивоварения большого диаметра и толстостенных емкостей под давлением. Бренды сварщиков швов включают Bode, Jetline, ProArc, SAF, AMET, ESAB, Koike.
Свяжитесь с нашей командой, если вам понадобится помощь и совет по выбору подходящей машины и области применения для вашего проекта.
Примеры промышленности по сварке швов…
Ниже приведены некоторые примеры передовых технологий сварки швов, используемых в различных коммерческих секторах — авиакосмическая промышленность, автоматика, сильфоны, вытяжка дыма, резервуары для нагрева воды, молочное оборудование
Сварочные станки (плазменная сварка TIG и процесс MIG) …
Поставляются новые и бывшие в употреблении сварочные аппараты токарного типа для систем кольцевой сварки, подходящие для небольших компонентов, таких как сильфоны, датчики и преобразователи, вплоть до разнообразных более крупных компонентов, включая резервуары для горячей воды, топливные контейнеры, контейнеры для ядерных отходов, продукты питания и напитки. контейнеры.
контейнеры.
Для деталей малого и среднего размера мы предлагаем нашу новую линейку токарных станков Pro-Arc. Эти агрегаты головки и задней бабки оснащены редукторами со сверхнизким люфтом и гармоническими искажениями и приводом серводвигателя энкодера. Существуют варианты настольных и отдельно стоящих моделей с элементами управления, подходящими для самых требовательных точных применений. Типичные процессы сварки включают Micro TIG, Micro Plasma, TIG, Plasma и MIG.
Системы круговой токарной сварки могут работать с деталями диаметром до 1500 мм и весом до 10 000 кг.Меньшие модели идеально подходят для сварки таких компонентов, как воздушные цилиндры, клапанные сборки, каталитические преобразователи и гидравлические приводы. Возможны различные варианты управления, включая ПЛК. Обычно выбирается процесс сварки TIG, плазма и MIG, что отражает требования к сварным швам более толстого сечения.
Марки токарного сварочного оборудования: Bode, Jetline, Pandjiris, Pro-Arc, Weldlogic,
Примеры использования сварочных токарных станков.
 ..
..Ниже приведены некоторые примеры передовых технологий сварочных токарных станков, используемых в различных коммерческих секторах.Аэрокосмическая техническая сварка, Приборы и преобразователи, Сварка паром, воздухом и водой под давлением, Сварка боеприпасов
Роботизированное сварочное оборудование
Есть два популярных типа промышленных сварочных роботов. Это двое роботов с шарнирным соединением и прямолинейные роботы. Робототехника контролирует движение вращающегося запястья в пространстве. Описание некоторых из этих сварочных роботов приведено ниже: Прямолинейные роботы движутся по одной из трех осей (X, Y, Z). Помимо линейного движения робота по осям, к роботу прикреплено запястье, обеспечивающее вращательное движение.Это создает роботизированную рабочую зону в форме коробки.
В шарнирных роботах используются руки и вращающиеся шарниры. Эти роботы движутся как человеческая рука с вращающимся запястьем на конце. Это создает роботизированную рабочую зону неправильной формы. При настройке сварочного робота необходимо учитывать множество факторов. Роботизированную сварку нужно спроектировать иначе, чем ручную сварку. Роботизированная сварочная система может работать с большей повторяемостью, чем ручной сварщик, из-за однообразия задачи.Однако для роботов может потребоваться регулярная калибровка или перепрограммирование.
При настройке сварочного робота необходимо учитывать множество факторов. Роботизированную сварку нужно спроектировать иначе, чем ручную сварку. Роботизированная сварочная система может работать с большей повторяемостью, чем ручной сварщик, из-за однообразия задачи.Однако для роботов может потребоваться регулярная калибровка или перепрограммирование.
Роботы должны иметь количество осей, необходимое для обеспечения правильного диапазона движений. Рука робота должна иметь возможность подходить к работе под разными углами. Роботизированные сварочные системы могут работать непрерывно при соблюдении соответствующих процедур технического обслуживания. Непрерывные простои производственной линии можно свести к минимуму с помощью правильной конструкции роботизированной системы. Необходимо завершить планирование следующих непредвиденных обстоятельств:
· Быстрая замена вышедших из строя роботов.
· Установка резервных роботов на производственной линии
· Распространение сварки сломанных роботов на работающих роботов рядом с
Бренды роботов-сварщиков включают Motoman, OTC, Kuka, ABB, Fanuc, Panasonic, Miller, Lincoln
Преимущества роботизированной сварки
Производительность
Робот обычно работает между двумя или более рабочими станциями. Это означает, что во время цикла роботизированной сварки оператор выгружает сварную сборку, а затем загружает новые компоненты в сварочное приспособление.Поскольку меньше манипуляций по сравнению с циклом ручной сварки, робот достигает гораздо более высокого уровня времени горения дуги. Робот также очень быстро перемещается между суставами, что дает дополнительную экономию времени цикла. Обычно роботизированная система увеличивает производительность в два-четыре раза. Это зависит от характера сварки. Сборка с большим количеством коротких сварных швов может быть произведена с наибольшей экономией времени. Снижение затрат, которое приносит роботизированная сварка, может помочь компаниям стать более конкурентоспособными и победить конкуренцию со стороны стран-производителей с низкими затратами в Восточной Европе или Китае. Чтобы оценить, какого рода повышение производительности может быть достигнуто, было бы целесообразно сравнить время ручной сварки со временем роботизированной сварки.
Чтобы оценить, какого рода повышение производительности может быть достигнуто, было бы целесообразно сравнить время ручной сварки со временем роботизированной сварки.
Качество
Робот имеет очень высокую повторяемость (± 0,08 мм) и отличную точность следования по траектории. Робот представляет сварочный пистолет с правильным углом сварки, скоростью и расстоянием сварки. Высокий уровень интеграции сварочного оборудования гарантирует, что оптимальные условия сварки могут быть использованы для каждого соединения.Конечным результатом является неизменно высокое качество продукции, изо дня в день, из года в год со снижением затрат на доработку, брак или удаление сварочных брызг.
Расходные материалы
Сварщик, выполняющий сварку вручную, должен решать вопрос о правильной сварке, но часто сварной шов бывает слишком большого размера. Однако робот всегда сваривает шов правильной длины и размера, на выполнение которых он был запрограммирован. Это означает, что можно добиться некоторой потенциальной экономии на расходе проволоки. Если, например, ручной сварщик сваривает угловой шов 5 мм, а требуется только 4 мм, экономия только на сварочной проволоке составит ошеломляющие 36%!
Если, например, ручной сварщик сваривает угловой шов 5 мм, а требуется только 4 мм, экономия только на сварочной проволоке составит ошеломляющие 36%!
Труда
В последние годы становится все труднее нанимать сварщиков-ручных сварщиков.Обычно существует определенная текучесть кадров, и это, конечно, требует затрат на набор и обучение. Когда рабочая сила является проблемой, компании часто работают сверхурочно или вынуждены нанимать дополнительную рабочую силу по контракту для удовлетворения потребностей, и это может серьезно повлиять на производственные затраты. Если продукты не могут быть доставлены конечному потребителю, могут быть понесены штрафы или будущий бизнес может оказаться под угрозой. Хотя ручная сварка будет требоваться всегда, компании, инвестирующие в роботизированную автоматизацию, гораздо меньше зависят от ручной сварки.
Безопасность
Роботизированная сварочная система решает проблемы, связанные со здоровьем и безопасностью, связанные с опасным сварочным дымом и воздействием дуги. Компании могут снизить риск того, что их сотрудники потребуют компенсацию, если они пострадали от опасной производственной среды.
Компании могут снизить риск того, что их сотрудники потребуют компенсацию, если они пострадали от опасной производственной среды.
Гибкость
Робот может использоваться для сварки многих различных продуктов и позволяет компаниям рассматривать производство точно в срок. За счет сокращения незавершенного производства и уровня запасов можно добиться экономии за счет того, что к уровню запасов добавляется меньшая стоимость с точки зрения затрат на рабочую силу, транспортировку и хранение.
Площадь
По сравнению с такой же производительностью, полученной при использовании ручных сварочных постов, роботу требуется меньше места на полу.
Хотите поговорить с нашей командой?
Может быть, вы не уверены, какой сварочный аппарат вам подходит? Наши специалисты по продажам будут рады обсудить ваши требования к сварке.
Обладая обширными знаниями обо ВСЕХ марках и моделях, они могут предложить наиболее подходящую машину для вашего применения и бюджета.
В период с понедельника по пятницу в течение рабочего дня с 8:00 до 17:00 по Гринвичу мы постараемся ответить на ваш запрос в течение 2 часов с момента получения вашего электронного письма.
Хорошие и плохие сварочные аппараты
С учетом того, что существует множество пользователей сварочных аппаратов, идеально знать, какие типы доступны, прежде чем вкладывать средства в какое-либо оборудование. Некоторые из них более примитивны, в то время как другие предлагают более продвинутые функции. В зависимости от того, что вам нужно, конечно, рекомендуется знать, что искать для удовлетворения ваших потребностей в сварке. Существует 4 общих стандартных процесса сварки, при которых технологии сварочных принадлежностей подходят для сварки MIG, Oxy, TIG и Stick.Не все изделия на рынке сделаны качественными, поэтому знание того, что искать, может помочь избежать инвестирования в плохо работающий сварочный аппарат.
Сварочные аппараты MIG
Сварочный аппарат Metal Inert Gas или MIG использует формы электрической дуги в расходуемых проволочных электродах и известен тем, что является наиболее распространенным типом для использования в домашних условиях. Материалы, используемые для этого вида сварки, — нержавеющая сталь, алюминий и низкоуглеродистая сталь. Основным признаком плохого качества оборудования MIG является наличие трещин в валике, отсутствие однородности, изменение цвета основного металла и тонкая структура.Перед покупкой любого аппарата MIG обязательно ознакомьтесь с обзорами сварщиков в Интернете, чтобы лучше понять его особенности и функции.
Материалы, используемые для этого вида сварки, — нержавеющая сталь, алюминий и низкоуглеродистая сталь. Основным признаком плохого качества оборудования MIG является наличие трещин в валике, отсутствие однородности, изменение цвета основного металла и тонкая структура.Перед покупкой любого аппарата MIG обязательно ознакомьтесь с обзорами сварщиков в Интернете, чтобы лучше понять его особенности и функции.
Аппараты для кислородной сварки
Кислородно-ацетиленовая или кислородная сварка — не самый распространенный вид сварки, так как ее лучше всего использовать для ремонтных работ или газовой резки металла. В этом методе используется смесь ацетилена и газообразного кислорода, которая создает пламя, которое, в свою очередь, плавит сталь. Этот метод, обычно используемый для пайки мягких металлов, таких как бронза, медь или алюминий, лучше всего подходит для сварки в не очень тяжелых условиях.Лучший способ узнать, не является ли этот сварной шов некачественным, — это отсутствие прочности на проплавление, наличие негабаритного материала, поднутрения, перекрытия, трещин или неполного плавления. К сожалению, твердые участки или чрезмерный рост зерна невозможно увидеть визуально, поэтому чтение отзывов сварщиков может оказаться полезным.
К сожалению, твердые участки или чрезмерный рост зерна невозможно увидеть визуально, поэтому чтение отзывов сварщиков может оказаться полезным.
Сварочные аппараты TIG
Сварка вольфрамовым электродом в среде инертного газа или TIG аналогична менее распространенной сварке кислородно-ацетиленовым газом, но требует некоторого мастерства для правильной работы. Этот аппарат представляет собой дуговую сварку, в которой используются неплавящиеся вольфрамовые электроды, обеспечивающие сварку.Многие обзоры сварочных аппаратов хвалят этот вид сварки из-за его долговечности.
Несмотря на то, что его сложно освоить, как только вы освоите его, он станет одним из самых надежных сварочных аппаратов на рынке. Сварка после очистки также значительно меньше по сравнению с другими методами. Используемые материалы — цветные металлы, магний, медные сплавы и нержавеющая сталь. Если видно выгорание, неровные кромки, подрезы или присадочный металл не используется, то сварочный аппарат TIG, вероятно, не стоит покупать.
Аппараты для стержневой сварки
Сварка палкой или дуга в защитном металлическом корпусе — самый старый из существующих видов сварки. Очень простой и старомодный в использовании, но обеспечивает исключительную прочность при сварке. Лучше всего использовать для толстых материалов, сварной шов может проходить через различные материалы.
Большинство технологий сварочных принадлежностей, в которых используется этот вид оборудования, часто немного громоздки, но некоторые из них были модернизированы для уменьшения веса и обхвата. Принцип действия сварного шва основан на использовании одиночных электродов, которые быстро нагреваются, чтобы затем соединить две части вместе.Его стержень также обычно покрыт флюсом и, как известно, помогает защитить сварной шов и защитить себя от загрязнения. Единственный недостаток, на который следует обратить внимание, — это если его расходный стержень имеет большую емкость, так как обслуживание может быть утомительным.
В связи с различными типами сварочных аппаратов очень важно читать обзоры сварочных аппаратов, чтобы лучше понять, на какие марки следует обращать внимание. Имея такой большой выбор, может оказаться полезным наблюдение за фактическими отзывами клиентов.
Портативный сварочный аппарат | KOIKE Welding
О портативном сварочном аппарате
Портативные сварочные аппараты помогают профессиональному сварщику поддерживать безопасный и высококачественный сварной шов.Портативные сварочные тележки, которые иногда называют полуавтоматическими, облегчают сварку сварщику, поскольку горелка вынимается из руки сварщика и перемещается по ней контролируемым образом. Это позволяет сварщику сосредоточиться на параметрах сварного шва и формировании шва, избегая неудобных положений, и снижает его / ее воздействие тепла и дыма. При поддержании постоянного расстояния до кончиков резака напряжение дуги остается неизменным. Регуляторы скорости поддерживают равномерный сварной шов и проплавление; это снижает чрезмерное количество сварки и, в свою очередь, снижает затраты. Искажение контролируется поддержанием постоянной зоны термического влияния. Уменьшаются отходы проволоки и газа, поскольку на сварной шов наносится только определенное количество их. Сварочные тележки можно использовать для сварки MIG, TIG и SAW. Помимо бокового движения, многим сварочным кареткам можно назначить параметры для управления другими переменными в процессе сварки.
Искажение контролируется поддержанием постоянной зоны термического влияния. Уменьшаются отходы проволоки и газа, поскольку на сварной шов наносится только определенное количество их. Сварочные тележки можно использовать для сварки MIG, TIG и SAW. Помимо бокового движения, многим сварочным кареткам можно назначить параметры для управления другими переменными в процессе сварки.
При выборе типа сварочной каретки для конкретного применения доступно множество опций. Системы наведения построены на безрельсовом и гусеничном типе.Гусеницы могут быть прикреплены к поверхности с помощью магнита или прихваточного шва. Многие сварочные тележки не используют гусеницу и полагаются на направляющие колеса, чтобы выровнять агрегат с корнем сварного шва. Другие соображения — это положение, длина сварного шва и тип сварного шва. Могут быть добавлены опции для сварки MIG, TIG и SAW.
Как выбрать
Ваш выбор в пользу автоматизации полусварки будет полезным. Многие из наших нынешних клиентов часто находят много преимуществ в полуавтоматической сварке на портативном аппарате KOIKE. Часто они стремятся улучшить качество и производительность; однако иногда можно упустить из виду экономию средств, которая может достигать тысяч долларов каждый месяц. По сути, вынимая сварочный пистолет из рук сварщика и устанавливая его на сварочную каретку, вы получаете точный контроль над многими важными переменными в процессе сварки.
Часто они стремятся улучшить качество и производительность; однако иногда можно упустить из виду экономию средств, которая может достигать тысяч долларов каждый месяц. По сути, вынимая сварочный пистолет из рук сварщика и устанавливая его на сварочную каретку, вы получаете точный контроль над многими важными переменными в процессе сварки.
Не все наши сварочные тележки одинаковы; мы сгруппировали их по категориям в зависимости от того, нужно ли им следовать по маршруту , как поезд, использовать магнит или нужен оператор ( безрельсовый ).
Сварочные каретки, снятые с производства — щелкните, чтобы получить карты деталей
типов сварочных аппаратов / Блог RodOvens.com
Эта запись была опубликована 28 марта 2015 г. автором admin.
Сварочные и сварочные машины — это те устройства, которые используются для многочисленных процессов соединения. Эти процессы включают:
- Дуговая сварка (MIG, TIG, электродная сварка, дуга под флюсом)
- контактная сварка
- лазерная сварка
- электронно-лучевая сварка
- приварка шпильки
- орбитальная сварка
- пайка волной
- пайка горячим погружением
- горелка для пайки
- индукционная пайка
- ультразвуковой
- сварка трением
Различные типы сварочных аппаратов и сварочных аппаратов включают в себя комплектные устройства, а также их источники питания, мониторы и контроллеры, используемые для сварки, пайки и пайки.
Полные системы сварочных аппаратов:
Сварочные и сварочные аппараты могут поставляться в виде укомплектованных систем, которые поставляются с источником сварочного тока и монитором или контроллером сварки.
Комплектный сварочный аппарат или система сварочного оборудования состоит из укомплектованного сварочного, наплавочного или режущего аппарата, оборудования или системы. Также в комплект входят источник питания, резак или пистолет, кабели, питатели, позиционеры, роботы или другие необходимые компоненты.
Источником питания для сварочного или сварочного аппарата является горелка TIG, горелка MIG, электрододержатель, лазер, электронно-лучевая горелка или другое сварочное устройство с выходной мощностью, необходимой для плавления материала.
Сварочные мониторы или контроллеры для сварочных аппаратов — это инструменты, которые
определять качество сварки (размер самородка или целостность сварного шва) или выходной источник питания
вариации. Кроме того, контроллеры сварщика используются для настройки параметров сварки в соответствии с
компенсировать колебания качества сварки или выходной мощности.
Кроме того, контроллеры сварщика используются для настройки параметров сварки в соответствии с
компенсировать колебания качества сварки или выходной мощности.
Среди видов дуговой или контактной сварки, применяемых к сварочным машинам и машинам для соединения, следующие:
- Дуговая сварка порошковой проволокой (FCAW)
- Газовая дуговая сварка металла (GMAW)
- Многопроцессорный
- Орбитальная / трубная дуговая сварка
- Плазменная сварка
- Сварка оплавлением
- Рельефная сварка
- Сварка контактным швом
- Точечная сварка
- Дуговая сварка защищенного металла (SMAW)
- Дуговая сварка шпилек
- Сварка под флюсом (SAW)
- Газовая дуговая сварка вольфрамом (GTAW)
Сварка трением или другие типы сварки плавлением, применяемые к сварочным машинам и стыковочные машины включают:
- Электронно-лучевая сварка
- сварка трением
- Сварка горячей пластиной
- сварка пластмасс
- Лазерная сварка
- Кислородная сварка
- термит или экзотермическая сварка
- ультразвуковой или линейная сварка трением
При осмотре сварочного аппарата в целом необходимо учитывать характеристики выходной мощности.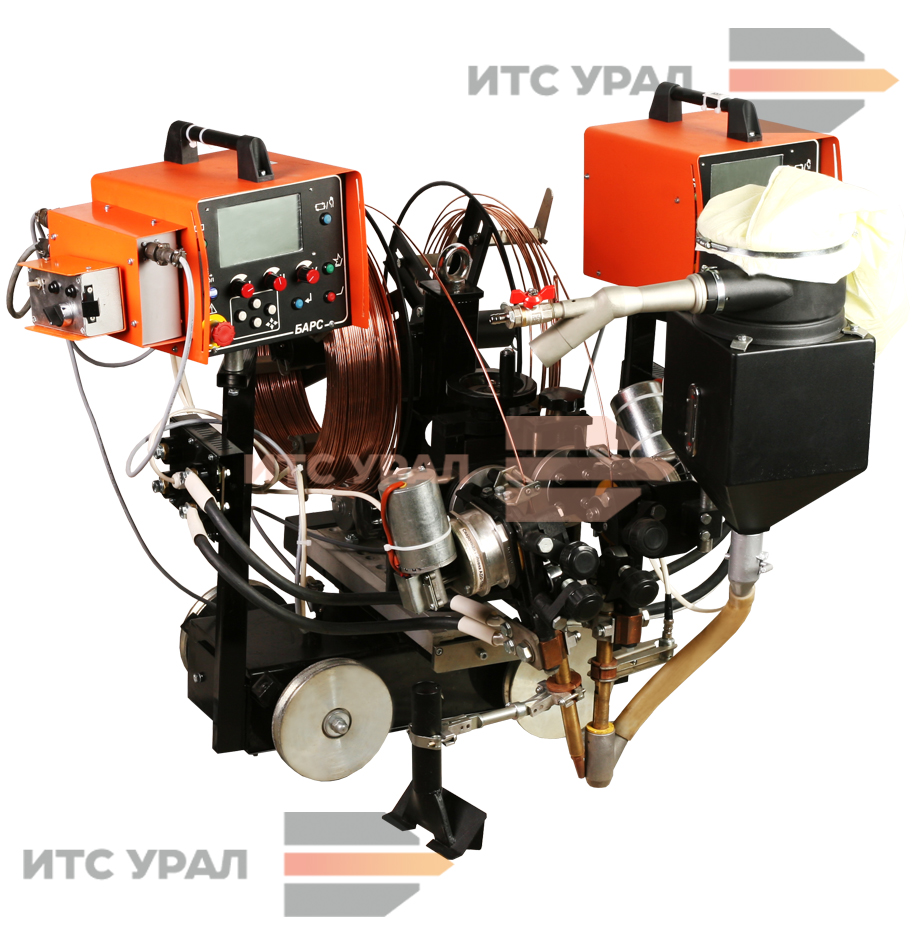 систем и / или соединительных машинных систем, а также энергосистемы для них
машины.Вы должны знать рабочий цикл или процент времени, в течение которого
сварочный аппарат может оставаться включенным в течение десяти минут перед выключением для охлаждения.
и предотвратить повреждение компонентов.
систем и / или соединительных машинных систем, а также энергосистемы для них
машины.Вы должны знать рабочий цикл или процент времени, в течение которого
сварочный аппарат может оставаться включенным в течение десяти минут перед выключением для охлаждения.
и предотвратить повреждение компонентов.
Проверьте характеристики выходной мощности, включая выход переменного тока, выход постоянного тока и т. Д. Выбираемый выход AC / DC и высокая частота. Узнайте, какой выходной ток Ассортимент сварочного или стыковочного аппарата составляет. (Это расчетный ток диапазон сварочного аппарата или контролируемый или регулируемый диапазон тока.) Также посмотрите на диапазон выходного напряжения, который является расчетным диапазоном сварочного напряжения. блок или контролируемый или управляемый диапазон напряжения.
Генераторы с приводом от двигателя, для машинного режима или коррозионной стойкости, с несколькими операторами и с водяным охлаждением
являются характеристиками, которые являются общими для сварочных и соединительных машин.