Шпаргалка к экзамену по метрологии: Метрология, стандартизация и сертификация (МСиС) — документ, страница 7 (211589)
Документ из архива «Шпаргалка к экзамену по метрологии», который расположен в категории «». Всё это находится в предмете «метрология, стандартизация и сертификация (мсис)» из 5 семестр, которые можно найти в файловом архиве МГТУ им. Н.Э.Баумана. Не смотря на прямую связь этого архива с МГТУ им. Н.Э.Баумана, его также можно найти и в других разделах. Архив можно найти в разделе «к экзамену/зачёту», в предмете «метрология» в общих файлах.
D=64 мм с Td=20 мкм точнее, чем D=8 мм с Td=15 мкм.
Чем больше размер – допуск больше, т.к. больше трудностей с изготовлением детали,
T=ai
i – единица допуска, является функцией номинального размера,
а – значение коэффициента точности наз. числом единиц допуска.
I=0,45 3 D +0,001D (для размеров 1 – 500)
D – среднегеометрическое крайних размеров каждого интервала.
Признак. Квалитеты точности.
Квалитет – совокупность допусков, характеризуемых постоянной относительной точностью, определяемый коэффициентом а, для всех номинальных размеров данного диапазона.
Точность в пределах одного квалитета зависит только от номинального размера.
Установлено 20 квалитетов.
01, 0, 1, 2, 3, 4, 5-12 13-18
Квалитет определяет величину допуска на изготовление, а следовательно, и соответствующие методы и средства обработки деталей машин и контроля.
Обозначается IT с номером квалитета
IT – “Internal tolerance” (ICO)
Например: IT7;
(При переходе от одного квалитета к другому допуски возрастают на 60%, через каждые 5 квалитетов допуски возрастают в 10 раз).
Диапазоны размеров и градация интервалов.
1 | Св 0,1 до 1 | В приборостроении, часовой промышленности |
2 | Св 1 до 500 | Общее машиностроение |
3 | Св 500 до 1650 | Тяжелое машиностроение |
4 | Св 1650 до 10000 | Тяжелое машиностроение |
5 | Св 10000 до 25000 | Тяжелое машиностроение |
6 | Св 25000 | При необходимости надо обосновать допуски |
Интервалы номинальных размеров.
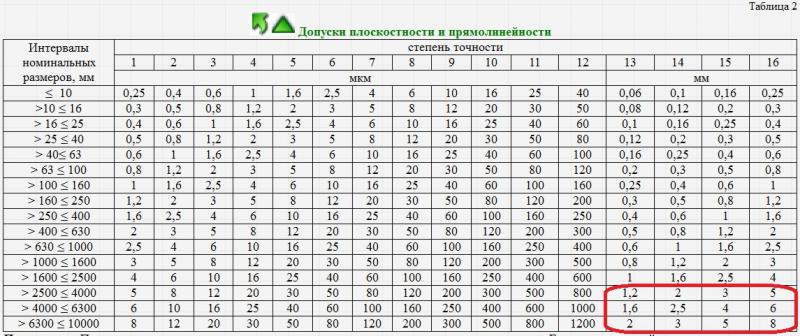
Если для каждого размера (через 1 мм) по формулам подсчитывать допуски для каждого квалитета, то полученные таблицы будут громоздкими, а разница между соседними допусками будет мала. Поэтому диапазон размеров до 10000 мм разбит на 26 интервалов, т.о. чтобы табличный допуск, подсчитанный по среднему размеру интервала D=D1D2 отличался от допусков для крайних размеров интервала D1 и D2 не более чем на 5…8%.
ВОПРОС (2,3)-3
Если размер попал на границу интервала, то допуск берут в меньшем, т.е. предыдущем интервале.
Основные отклонения.
Def. Основное отклонение – это одно из двух отклонений (верхнее или нижнее) используемое для определения положения поля допуска относительно нулевой линии. Основное отклонение – ближайшее к нулевой линии.
Общие правила:
Основное отклонение отверстия равно по числовому значению основному отклонению вала с тем же обозначением (той же буквой), но с противоположным знаком.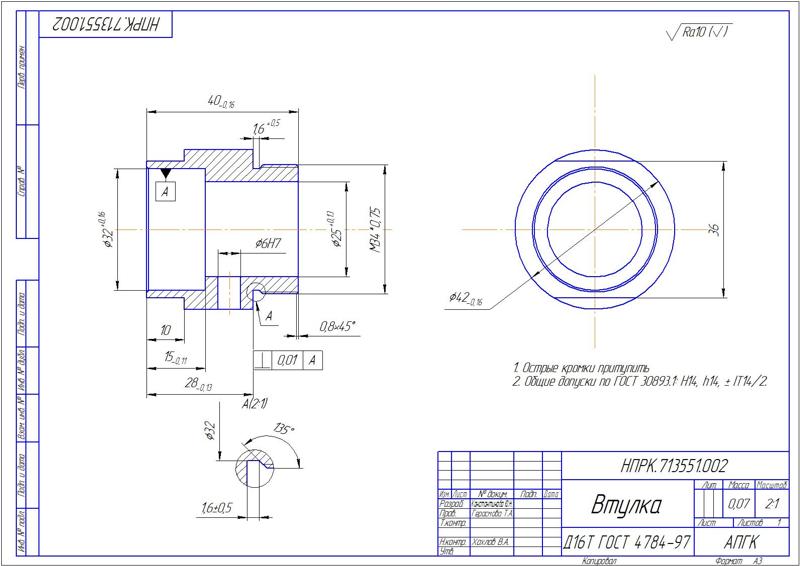
EI=-es (A-H)
ES=-ei (K-Zc)
Исключение.
для отверстия J, K, H, N –с допуском 3…8 квалитетов.
Для отверстия P-Zc – с допуском 3…7 квалитетов.
Специальные правила – две соответствующие одна другой посадки в системе отверстия и в системе вала, в которых отверстие данного квалитета соединяется с валом ближайшего более точного квалитета должны иметь одинаковые размеры или натяги.
Основное отклонение должно быть:
ES=-ei+,
Где — разность между допуском IT и рассматриваемого квалитета и допуском ITn-1 ближайшего более точного квалитета.
= IT—ITn-1
Поле допусков. Поле допуска в системе СЕСО и СЭВ образуется сочетанием одного из основных отклонений с допуском по одному из квалитетов. В соответствии с этим поле допуска обозначается буквой основного отклонения (или в некоторых случаях двумя буквами) и номером квалитета, например,
Для вала – h7, d9.
Для — H7, D9.
Второе предельное отклонение, ограничивающее данное поле допуска, можно определить по основному отклонению и допуску принятого квалитета.
Если основное отклонение верхнее, то нижнее отклонение равно:
Для вала ei=es—IT
Для отверстия EI=ES—IT
Если основное отклонение нижнее, то верхнее отклонение равно:
Для вала – es=ei+IT
Для отверстия – ES=EI+IT
Поля допусков для посадок с зазором сосредоточены по IT4….IT12. Для неподвижных соединений в более точных – IT4…IT8.
Пример. Определить нижнее отклонение ei вала Ф15d11, если допуск IT11 равен 110 мкм.
еi=es—IT=-50-110=-160 мкм.
ВОПРОС (2,3)-4
Предпочтительные поля допусков.
Поля допусков могут быть образованы сочетанием любых основных отклонений с различными квалитетами.
С целью унификации изделий (сокращению излишнего многообразия) из всей совокупности полей допусков выделены поля допусков предпочтительного применения, которые необходимо использовать в первую очередь. Остальные поля допусков можно использовать в технически обоснованных случаях.
Для отверстий: E; F; H; Js; K; N; P
В основном предпочтительным считается седьмой квалитет для отверстия.
Для валов валов предпочтительным является шестой квалитет.
Обозначение допусков и посадок на чертежах.
Условное обозначение на рабочих чертежах указывают в случаях использования стандартного мерного и режущего инструмента (разверток, протяжек) и соответствующих предельных калибров.
В числовом выражении поля допусков преимущественно задают на рабочих чертежах деталей при использовании универсального измерительного инструмента – в единичном и мелкосерийном производстве, а также при наладке станков в массовом производстве.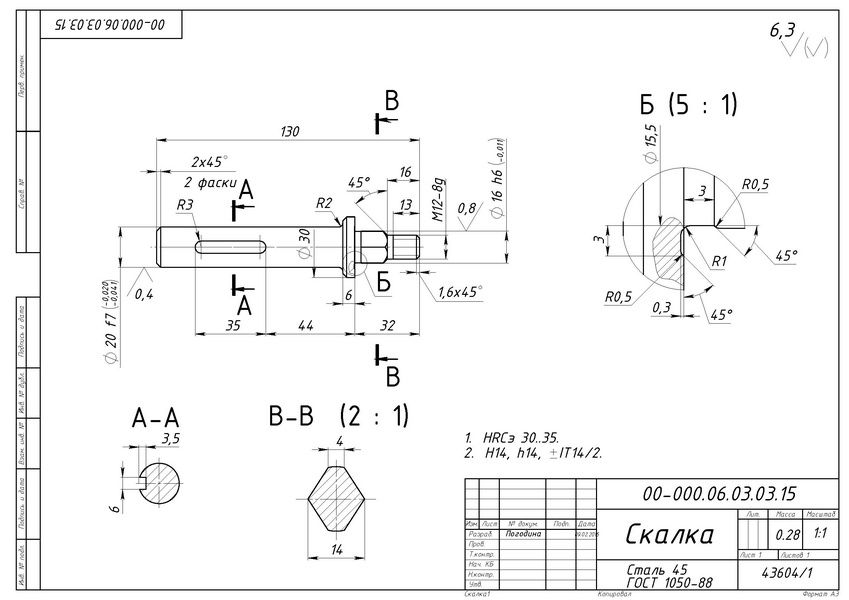
Наиболее предпочтительной формой указания поля допусков является комбинированное. Для размеров сопрягаемых поверхностей конструктор может использовать любые основные отклонения от A(a) до Z(z).
Для несопрягаемых размеров конструктор использует только два основных отклонения «Н» — для охватывающих размеров, «h» — для охватываемых размеров, в тех случаях, когда размер трудно отнести к охватываемым или охватывающим, допуск назначают симметрично.
Допуски назначают по 12…17 квалитету.
Если размер можно охватить, например, штангенциркулем, то он называется охватываемым.
Обычно на чертеже рядом с номинальными эти поля допусков не указывают, а предельные отклонения несопрягаемых поверхностей указывают общей записью в техническом требовании на поле чертежа.
Неуказанные предельные отклонения обозначают следующим образом:
h24; h24; t2/2 или h24; h24; IT14/2.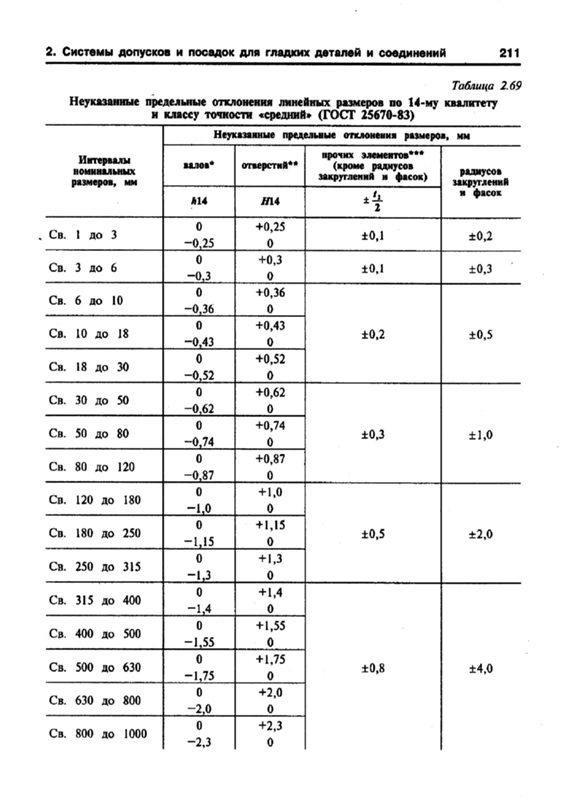
Допуски для несопрягаемых поверхностей можно назначить и по классам точности (спец.), «неуказанных предельных отклонений».
Классы точности: Точный (t1)IT12
средний (t2)IT14
грубый (t3)IT16
Очень грубый (t4)IT17
Эти допуски получены грубым округлением допусков квалитетов.
В машиностроении рекомендуется для размеров металлических деталей, обрабатываемых резанием, 14 квалитет.
Другая запись:
+t2; —t2; t2/2.
Рекомендуется первая запись. Эту запись допускается дополнять поясняющими словами:
«Неуказанные предельные отклонения размеров:
H14; h14; t2/2»
Или «Неуказанные предельные отклонения размеров: отверстий по H14, валов по h14, остальных IT14/2.
ВОПРОС (2,3)-5
Выбор посадок.
Переходные посадки относятся к неподвижным и применяются тогда, когда по эксплуатации изделий требуется больше одной переборки соединения. Неподвижность посадки достигается крепежными средствами в виде шпонок, штифтов, стопорных винтов.
Посадки с натягом предназначены для образования неподвижных соединений с высокой степенью центрирования. Относительная неподвижность деталей обеспечивается силами сцепления (трения), возникающими на контактирующих поверхностях в следствие их деформации. Посадку считают годной, если при наименьшем натяге гарантируется неподвижность соединений, а при наибольшем – прочность соединяемых деталей. При этих условиях соединение передает крутящий момент и осевую силу, а детали не разрушаются от внутреннего напряжения вызванных натягом.
NmaxFNmaxтабл
NminFNminтабл
Переходные посадки.
Используются в неподвижных разъемных соединениях для центрирования деталей, которые могут периодически передвигаться вдоль вала или быть смененными. Эти посадки малыми NuS, что позволяет собирать детали при небольших усилиях. Для гарантии неподвижности деталей дополнительно крепятся шпонками, стопорными винтами.
Легкость сборки и разборки соединений с переходными посадками, а также характер этих посадок определяется вероятностью получения в них S и N.
Рассмотрим методику определения вероятного числа соединений с натягами и зазорами в этих посадках (вероятность получения зазора и натяга).
Дано соединение Ф60H7/m6.
Натяг может быть в пределах от 0 до 30 мкм S от 0 до 19 мкм. TNS=49 мкм.
Считаем, что рассеяние размеров отверстия и вала, а также N и S подчиняется закону нормального распределения и допуск деталей равен полю рассеяния, т.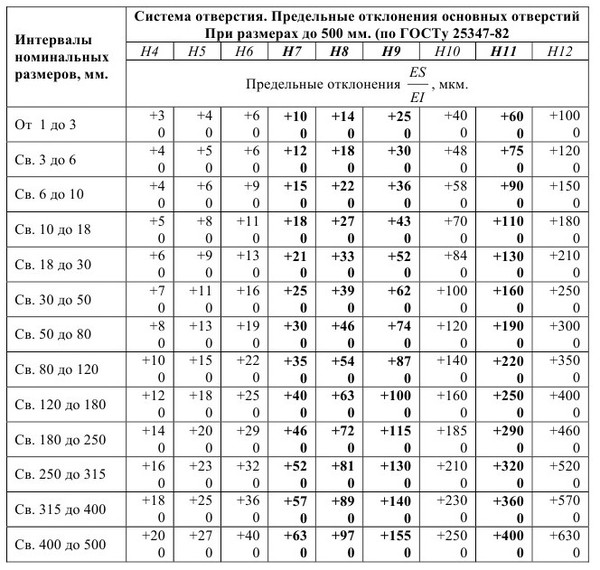 е.
е.
Т=6
Учитывая это
отв=30/6=5 мкм; вала=19/6=3,17 мкм.
Среднее квадратическое отклонение
пос=2отв+2вала=52+3,172=5,926 мкм
Среднее отклонение отверстия равно
(ES+EI)/2=(30+0)/2=+15 мкм
Среднее отклонение вала равно
(es+ei)/2=(30+11)/2=+20,5 мкм
Для средних значений размеров отверстия и вала N=5,5 кмк.
Эту величину следует принять за центр распределения зазоров-натягов. Отсчитывая от нее величины 3пос получим (считая натяги отрицательными величинами, а зазоры – положительными) более вероятный предельный натяг равный –5,5-18=-23,5 мкм (вместо 30 мкм) и предельный зазор, равный –5,5+18=+12,5 мкм (вместо 19 мкм). Вероятность получения натягов в соединении определяем с помощью интеграла Лапласа Ф(Z).
Вероятность получения натягов в соединении определяем с помощью интеграла Лапласа Ф(Z).
Обозначение допусков и посадок на чертежах.
Условное обозначение на рабочих чертежах указывают в случаях использования стандартного мерного и режущего инструмента (разверток, протяжек) и соответствующих предельных калибров.
В числовом выражении поля допусков преимущественно задают на рабочих чертежах деталей при использовании универсального измерительного инструмента – в единичном и мелкосерийном производстве, а также при наладке станков в массовом производстве.
Наиболее предпочтительной формой указания поля допусков является комбинированное. Для размеров сопрягаемых поверхностей конструктор может использовать любые основные отклонения от A(a) до Z(z).
Для несопрягаемых
размеровконструктор использует
только два основных отклонения «Н» —
для охватывающих размеров, «h»
— для охватываемых размеров, в тех
случаях, когда размер трудно отнести к
охватываемым или охватывающим, допуск
назначают симметрично.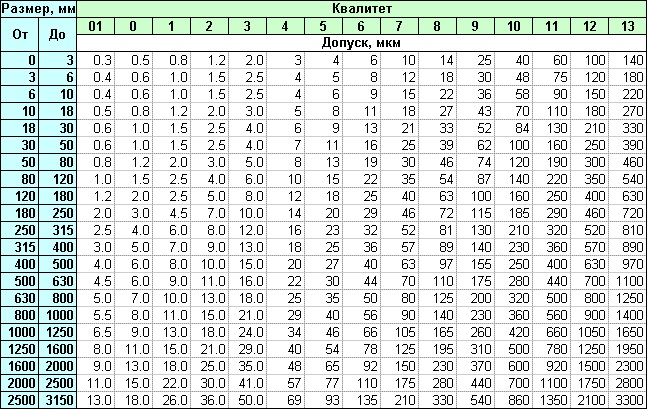
Допуски назначают по 12…17 квалитету.
Если размер можно охватить, например, штангенциркулем, то он называется охватываемым.
Обычно на чертеже рядом с номинальными эти поля допусков не указывают, а предельные отклонения несопрягаемых поверхностей указывают общей записью в техническом требовании на поле чертежа.
Неуказанные предельные отклонения обозначают следующим образом:
h24; h24; t2/2 или h24; h24; IT14/2.
Допуски для несопрягаемых поверхностей можно назначить и по классам точности (спец.), «неуказанных предельных отклонений».
Классы точности: Точный (t1)IT12
Средний (t2)IT14
Грубый (t3)IT16
Очень грубый (t4)IT17
Эти допуски получены
грубым округлением допусков квалитетов.
В машиностроении рекомендуется для размеров металлических деталей, обрабатываемых резанием, 14 квалитет.
Другая запись:
+t2; —t2;t2/2.
Рекомендуется первая запись. Эту запись допускается дополнять поясняющими словами:
«Неуказанные предельные отклонения размеров:
H14; h14; t2/2»
Или
«Неуказанные предельные отклонения размеров:
отверстий по H14, валов по h14, остальныхIT14/2.
Выбор посадок.
Переходные посадкиотносятся к неподвижным и применяются тогда, когда по эксплуатации изделий требуется больше одной переборки соединения. Неподвижность посадки достигается крепежными средствами в виде шпонок, штифтов, стопорных винтов.
Посадки с натягомпредназначены для образования неподвижных
соединений с высокой степенью
центрирования.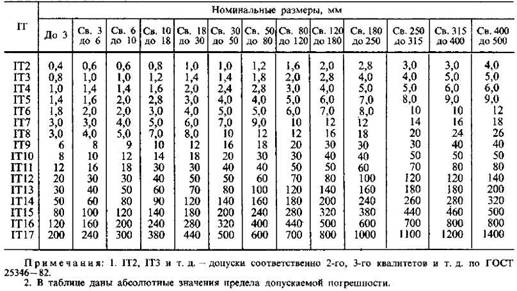
NmaxFNmaxтабл NminFNminтабл Переходные посадки.
Используются в неподвижных разъемных соединениях для центрирования деталей, которые могут периодически передвигаться вдоль вала или быть смененными. Эти посадки малыми NuS, что позволяет собирать детали при небольших усилиях. Для гарантии неподвижности деталей дополнительно крепятся шпонками, стопорными винтами.
Легкость сборки и разборки соединений с переходными посадками, а также характер этих посадок определяется вероятностью получения в них
Рассмотрим методику
определения вероятного числа соединений
с натягами и зазорами в этих посадках
(вероятность получения зазора и натяга).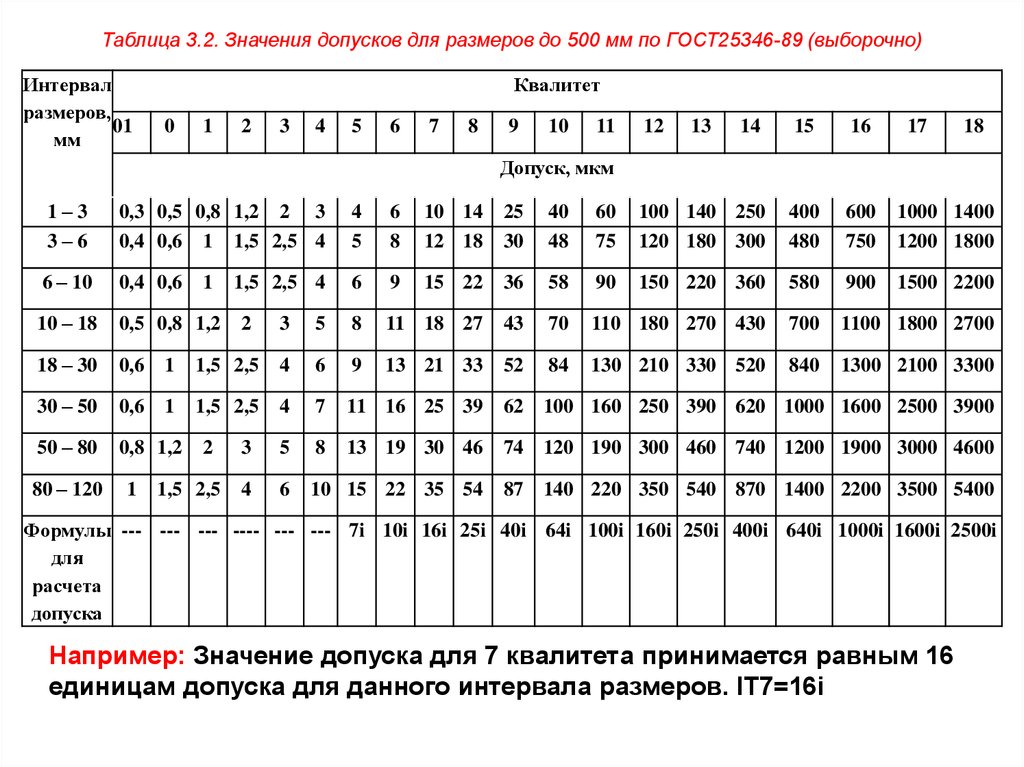
Дано соединение Ф60H7/m6.
Натяг может быть в пределах от 0до30мкмSот0до19мкм.
TNS=49мкм.
Считаем, что рассеяние размеров отверстия и вала, а также NиSподчиняется закону нормального распределения и допуск деталей равен полю рассеяния, т.е.
Т=6
Международные классы допуска (IT) ISO 286-1
Международные классы допуска (IT) Таблица Таблица ISO 286-1
Меню стандартов механических допусков определяет допуски с соответствующими производственными процессами для данного размера.
Связанный: Международные формулы классов допуска:
Применение:
Большинство производственных процессов имеют класс IT, предназначенный для спецификации. Оценки ИТ дают представление о типичных возможностях производственного процесса или о том, насколько точным может быть производство определенных функций или функций.
При проектировании детали и указании механических допусков размер и расположение конкретного элемента определяется проектированием или дизайном. С помощью указанной формулы Международной степени допуска назначается степень IT, необходимая или типичная для изготовления элемента детали. Например, литье пластмасс под давлением определяется как имеющее IT-класс 13, а детали требуется IT-класс 5, проектирование и проектирование должны рассмотреть альтернативный и более эффективный производственный процесс для производства детали и элемента.
Номинальная | Классы стандартных допусков мкм | |||||||
|---|---|---|---|---|---|---|---|---|
IT01 | ИТ0 | ИТ1 | ИТ2 | ИТ3 | ИТ4 | ИТ5 | ||
Выше | До | мкм | ||||||
3 | 0,3 | 0,5 | 0,8 | 1,2 | 2 | 3 | 4 | |
3 | 6 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 5 |
6 | 10 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 |
10 | 18 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 |
18 | 30 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 |
30 | 50 | 0,6 | 1 | 1,5 | 2,5 | 4 | 7 | 11 |
50 | 80 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 13 |
80 | 120 | 1 | 1,5 | 2,5 | 4 | 6 | 10 | 15 |
120 | 180 | 1,2 | 2 | 3,5 | 5 | 8 | 12 | 18 |
180 | 250 | 2 | 3 | 4,5 | 7 | 10 | 14 | 20 |
250 | 315 | 2,5 | 4 | 6 | 8 | 12 | 16 | 23 |
315 | 400 | 3 | 5 | 7 | 9 | 13 | 18 | 25 |
400 | 500 | 4 | 6 | 8 | 10 | 15 | 20 | 27 |
500 | 630 | — | — | 9 | 11 | 16 | 22 | 32 |
630 | 800 | — | 10 | 13 | 18 | 25 | 36 | |
800 | 1 000 | — | — | 11 | 15 | 21 | 28 | 40 |
1 000 | 1 250 | — | — | 13 | 18 | 24 | 33 | 47 |
1 250 | 1 600 | — | — | 15 | 21 | 29 | 39 | 55 |
1 600 | 2 000 | — | — | 18 | 25 | 35 | 46 | 65 |
2 000 | 2 500 | — | — | 22 | 30 | 41 | 55 | 78 |
2 500 | 3 150 | — | — | 26 | 36 | 50 | 68 | 96 |
Номинальная | Стандартные классы точности, мкм | ||||||
|---|---|---|---|---|---|---|---|
ИТ6 | ИТ7 | ИТ8 | ИТ9 | IT10 | IT11 | ||
Выше | До | мкм | |||||
3 | 6 | 10 | 14 | 25 | 40 | 60 | |
3 | 6 | 8 | 12 | 18 | 30 | 48 | 75 |
6 | 10 | 9 | 15 | 22 | 36 | 58 | 90 |
10 | 18 | 11 | 18 | 27 | 43 | 70 | 110 |
18 | 30 | 13 | 21 | 33 | 52 | 84 | 130 |
30 | 50 | 16 | 25 | 39 | 62 | 100 | 160 |
50 | 80 | 19 | 30 | 46 | 74 | 120 | 190 |
80 | 120 | 22 | 35 | 54 | 87 | 140 | 220 |
120 | 180 | 25 | 40 | 63 | 100 | 160 | 250 |
180 | 250 | 29 | 46 | 72 | 115 | 185 | 290 |
250 | 315 | 32 | 52 | 81 | 130 | 210 | 320 |
315 | 400 | 36 | 57 | 89 | 140 | 230 | 360 |
400 | 500 | 40 | 63 | 97 | 155 | 250 | 400 |
500 | 630 | 44 | 70 | 110 | 175 | 280 | 440 |
630 | 800 | 50 | 80 | 125 | 200 | 320 | 500 |
800 | 1 000 | 56 | 90 | 140 | 230 | 360 | 560 |
1 000 | 1 250 | 66 | 105 | 165 | 260 | 420 | 660 |
1 250 | 1 600 | 78 | 125 | 195 | 310 | 500 | 780 |
1 600 | 2 000 | 92 | 150 | 230 | 370 | 600 | 920 |
2 000 | 2 500 | 110 | 175 | 280 | 440 | 700 | 1 100 |
2 500 | 3 150 | 135 | 210 | 330 | 540 | 860 | 1 350 |
Номинальная | Классы стандартных допусков мм | |||||||
|---|---|---|---|---|---|---|---|---|
ИТ12 | ИТ13 | ИТ14 | ИТ15 | ИТ16 | IT117 | IT18 | ||
Выше | До | мм | ||||||
3 | 0,1 | 0,14 | 0,25 | 0,4 | 0,6 | 1 | 1,4 | |
3 | 6 | 0,12 | 0,18 | 0,3 | 0,48 | 0,75 | 1,2 | 1,8 |
6 | 10 | 0,15 | 0,22 | 0,36 | 0,58 | 0,9 | 1,5 | 2,2 |
10 | 18 | 0,18 | 0,27 | 0,43 | 0,7 | 1,1 | 1,8 | 2,7 |
18 | 30 | 0,21 | 0,33 | 0,52 | 0,84 | 1,3 | 2,1 | 3,3 |
30 | 50 | 0,25 | 0,39 | 0,62 | 1 | 1,6 | 2,5 | 3,9 |
50 | 80 | 0,3 | 0,46 | 0,74 | 1,2 | 1,9 | 3 | 4,6 |
80 | 120 | 0,35 | 0,54 | 0,87 | 1,4 | 2,2 | 3,5 | 5,4 |
120 | 180 | 0,4 | 0,63 | 1 | 1,6 | 2,5 | 4 | 6,3 |
180 | 250 | 0,46 | 0,72 | 1,15 | 1,85 | 2,9 | 4,6 | 7,2 |
250 | 315 | 0,52 | 0,81 | 1,3 | 2,1 | 3,2 | 5,2 | 8,1 |
315 | 400 | 0,57 | 0,89 | 1,4 | 2,3 | 3,6 | 5,7 | 8,9 |
400 | 500 | 0,63 | 0,97 | 1,55 | 2,5 | 4 | 6,3 | 9,7 |
500 | 630 | 0,7 | 1,1 | 1,75 | 2,8 | 4,4 | 7 | 11 |
630 | 800 | 0,8 | 1,25 | 2 | 3,2 | 5 | 8 | 12,5 |
800 | 1 000 | 0,9 | 1,4 | 2,3 | 3,6 | 5,6 | 9 | 14 |
1 000 | 1 250 | 1,05 | 1,65 | 2,6 | 4,2 | 6,6 | 10,5 | 16,5 |
1 250 | 1 600 | 1,25 | 1,95 | 3,1 | 5 | 7,8 | 12,5 | 19,5 |
1 600 | 2 000 | 1,5 | 2,3 | 3,7 | 6 | 9,2 | 15 | 23 |
2 000 | 2 500 | 1,75 | 2,8 | 4,4 | 7 | 11 | 17,5 | 28 |
2 500 | 3 150 | 2,1 | 3,3 | 5,4 | 8,6 | 13,5 | 21 | 33 |
1) Значения стандартных классов точности IT01 и IT0 для основных размеров менее или равных 500 мм приведены в ИСО 286-1, приложение А, таблица 5.
2) Значения стандартных классов допуска от IT1 до IT5 (включительно) для основных размеров свыше 500 мм включены для экспериментального использования.
3) Стандартные классы точности от IT14 до IT18 (включительно) не должны использоваться для основных размеров менее или равных 1 мм.
Связанные ресурсы:
- Калькулятор допуска калибра ASME B89.1.5 Штифтовые и кольцевые калибры
- Допуски ISO для крепежных изделий Таблица допусков концевых мер
- по DIN 861
- Общие допуски Вал — отверстия подходят для
- Обучение основам определения допусков геометрических размеров GD&T
- GD&T Определение допусков геометрических размеров Промежуточный курс обучения
- GDT ASME Y14.5-2009 Обучение применению
- G&T Геометрические допуски ISO 1101 Обучение
- Онлайн-тренинг по основам GD&T
Ссылка:
ISO – Международная организация по стандартизации ISO 286-1 – 2010(E)
Полоса допуска, Формула основного отклонения, Формула основного отклонения, Iso 286, IT8 – IT16,
Формулы для основных отклонений вала до размера 500-3150 мм
| ВАЛ | ОТВЕРСТИЯ | ФОРМУЛЫ ДЛЯ ОТКЛОНЕНИЯ В МИКРОН | ||||
| ОБОЗНАЧЕНИЕ ВАЛА | ФУНДАМЕНТАЛЬНОЕ ОТКЛОНЕНИЕ | ЗНАК | ОБОЗНАЧЕНИЕ ОТВЕРСТИЯ | ОСНОВНОЕ ОТКЛОНЕНИЕ | ЗНАК | Для «D» в мм |
| d | es | — | D | EI | + | 16D 0,44 |
| e | es | — | E | EI | + | 11Д 0,41 |
| f | es | — | F | EI | + | 5.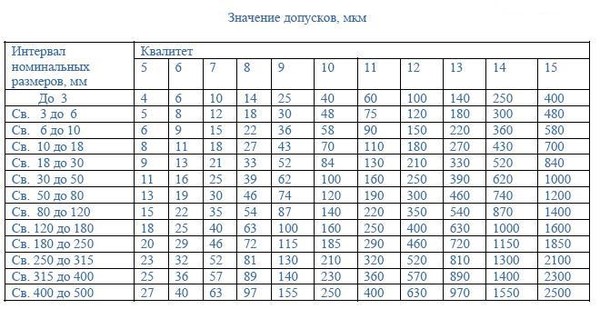 5D 0,41 5D 0,41 |
| г | es | — | G | EI | + | 2.5D 0,34 |
| h | es | Без знака | H | EI | Без знака | 0 |
| джс | ei | — | JS | ES | + | 0,5ITn |
| к | еи | + | К | ЧС | — | 0 |
| м | ei | + | М | ЭС | — | 0,024Д+12,6 |
| n | ei | + | N | ES | — | 0,04+21 |
| р | еи | + | Р | ЧС | — | 0,072Д+37,8 |
| r | ei | + | R | ES | — | Среднее геометрическое значений «p» и «s» или «P» и «S» |
| s | ei | + | S | ES | — | ИТ7+0.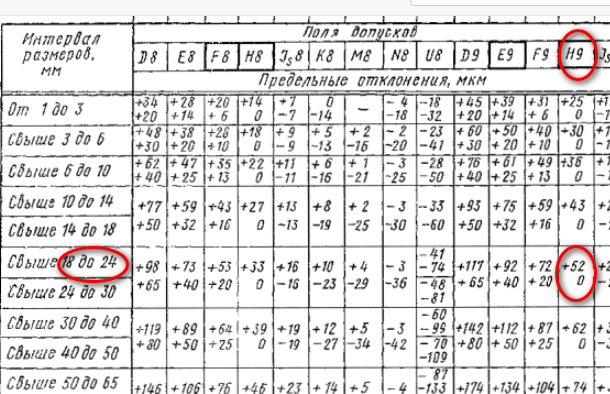 4Д 4Д |
| t | ei | + | T | ES | — | ИТ7+0,63Д |
| u | ei | + | U | ES | — | ИТ7+Д |
Диапазон допуска ISO 286 от «IT8» до «IT16»
Диапазон допуска указан ниже (от IT8 до IT16) В микрометрах = (10 -3) мм
| НОМИНАЛЬНЫЕ (ОСНОВНЫЕ) РАЗМЕРЫ (мм) | МЕЖДУНАРОДНЫЕ КЛАССЫ ДОПУСКА | ||||||||||||||||||
| ОТ 5 ДО | ВКЛ. | IT8 | IT9 | IT10 | IT11 | IT12 | IT13 | IT14 | IT15 | IT16 | |||||||||
| 0 | 3 | 14 | 25 | 0 | 8 90 5 60100 | 140 | 250 | 400 | 600 | ||||||||||
| 3 | 8 9 85 30 | 48 | 75 | 120 | 180 | 300 | 480 | 760 | |||||||||||
| 6 | 90 70 8 9080 8 8 90 90 836 | 68 | 90 | 60 | 220 | 360 | 580 | 900 | |||||||||||
| 10 | 18 | 27 | 43 | 70 | 110 | 180 | 270 | 430 | 700 | 1100 | |||||||||
| 18 | |||||||||||||||||||
| 52 | 84 | 130 | 210 | 330 | 520 | 840 | 1300 | ||||||||||||
| 30 | 8 50 008862 | 100 | 160 | 260 | 390 | 620 | 1000 | 1600 | |||||||||||
| 50 | 50 880 9008 | 74 | 120 | 190 | 300 | 460 | 740 | 1200 | 1900 | ||||||||||
| 80 | 20040 1887 | 140 | 220 | 350 | 540 | 870 | 1400 | 2200 | |||||||||||
| 120 | 180 | 60 | 100 | 160 | 250 | 400 | 630 | 1000 | 1600 | 2500 | |||||||||
| 180 | 850085 72115 | 185 | 290 | 460 | 720 | 1150 | 1850 | 2900 | |||||||||||
| 250 | 810095 81130 | 210 | 320 | 620 | 810 | 1300 | 2100 | 3200 | |||||||||||
| 315 | 80095 89140 | 230 | 360 | 570 | 890 | 1400 | 2300 | 3600 | |||||||||||
| 400 | 80095 97155 | 250 | 400 | 630 | 970 | 1500 | 2500 | 4000 | |||||||||||
| 500 | 630 | 110 | 175 | 500852880 280 440 | 700 | 1100 | 1750 | 2800 | 4400 | ||||||||||
| 609 80 85 | 8008 125200 | 320 | 500 | 800 | 1250 | 2000 | 3200 | 6000 | |||||||||||
| 800 | 5 9008 5|||||||||||||||||||
| 140 | 230 | 360 | 560 | 900 | 1400 | 2300 | 3600 | 5600 | |||||||||||
| 1090 | 1000 20088 85 165260 | 420 | 660 | 1060 | 1650 | 2600 | 4200 | 6600 | |||||||||||
| 090 8 | 8 900 085 195 | 310 | 500 | 780 | 1260 | 1950 | 3100 | 5000 | 7800 | ||||||||||
| 1600 | 8 50089 20 30370 | 600 | 920 | 1500 | 2300 | 3700 | 6000 | 920 | |||||||||||
| 2000 | 52088 9000 85 280440 | 700 | 1100 | 1750 | 2800 | 4400 | 7000 | 11000 | |||||||||||
| 2500 | 3150 | 330 | 540 | 860 | 1360 | 2100 | 3300 | 5400 | 8000 | 1350 | |||||||||
Как упоминалось ранее, класс IT имеет 18 стандартных допусков.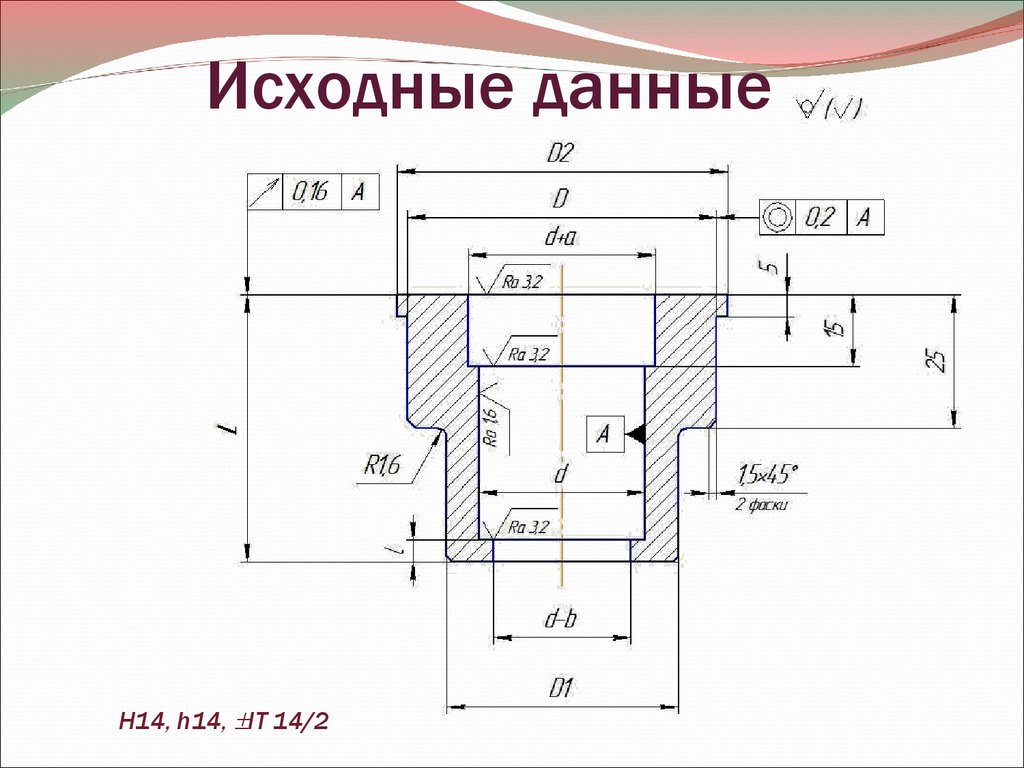 Эти ИТ-классы имеют свои собственные числовые значения для каждого шага диматера, приведенные в таблицах выше.
ИТ 9 класс0005 IT01 до IT5
Эти ИТ-классы имеют свои собственные числовые значения для каждого шага диматера, приведенные в таблицах выше.
ИТ 9 класс0005 IT01 до IT5
T: Международный класс допуска, мкм Также Т: Международный Толерантность может быть шоуменом;
«i»: — стандартная единица/коэффициент допуска. «i» для значений от IT5 до IT 16 можно рассчитать по приведенной ниже формуле;
Допустимое отклонение в единицах (мкм). Рассчитать D;
где D (мм) — среднее геометрическое нижнего и верхнего диаметров
шаг определенного диаметра, в пределах которого лежит выбранный диаметр D.
Стандартная единица допуска/фактор формула имеет параболическую зависимость от размера
продукты. По мере увеличения размера допуск, в пределах которого деталь может быть
производства также увеличивается.
По мере увеличения размера допуск, в пределах которого деталь может быть
производства также увеличивается.
Стандартные значения допуска, соответствующие классам IT IT01, IT0, IT1, см. таблицу ниже
| МЕЖДУНАРОДНЫЕ КЛАССЫ ДОПУСКА | |||
| Значения в микронах | IT005 | IT 1||
| Значения для D в мм | 0,3+0,008D | 0,5+ 0,012D | 0,8+0,020D |
Стандартные значения допуска, соответствующие классам IT от IT5 до IT16, см. таблицу ниже
| МЕЖДУНАРОДНЫЕ КЛАССЫ ДОПУСКА | ||||||||||||||||||
| Значения в микронах | 6IT5 | |||||||||||||||||
| IT8 | IT9 | IT10 | IT11 | IT12 | IT13 | IT14 | IT15 | IT16 | ||||||||||
| 90 Значения 0085 7и | 10и | 16i | 25i | 40i | 64i | 100i | 160i | 250i | 400i | 640i | 1000i | |||||||
ПРИМЕР:
Выберем диаметр вала 60 мм и класс точности H8f7; Расчет для
Основное отклонение, допуски и предельные размеры для отверстия и вала.