
Как варить сваркой электродами для начинающих
В гараже, на даче, в частном доме что-то да приходится подварить. Для таких задач совсем не обязательно заканчивать курсы сварщиков — достаточно иметь бытовой сварочный аппарат, средства защиты, расходные материалы и немного потренироваться. Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
В этой статье:
- Виды электросварки
- Технология ручной дуговой сварки
- Как самостоятельно научиться варить электросваркой
- Основные ошибки
- Советы начинающему сварщику
Виды электросварки
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности. При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА.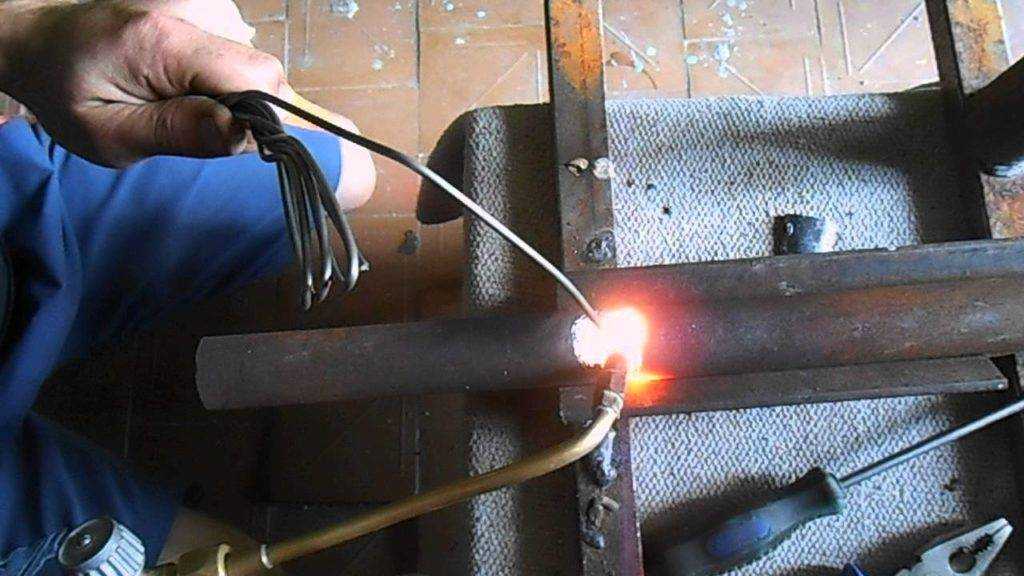
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Технология ручной дуговой сварки
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка.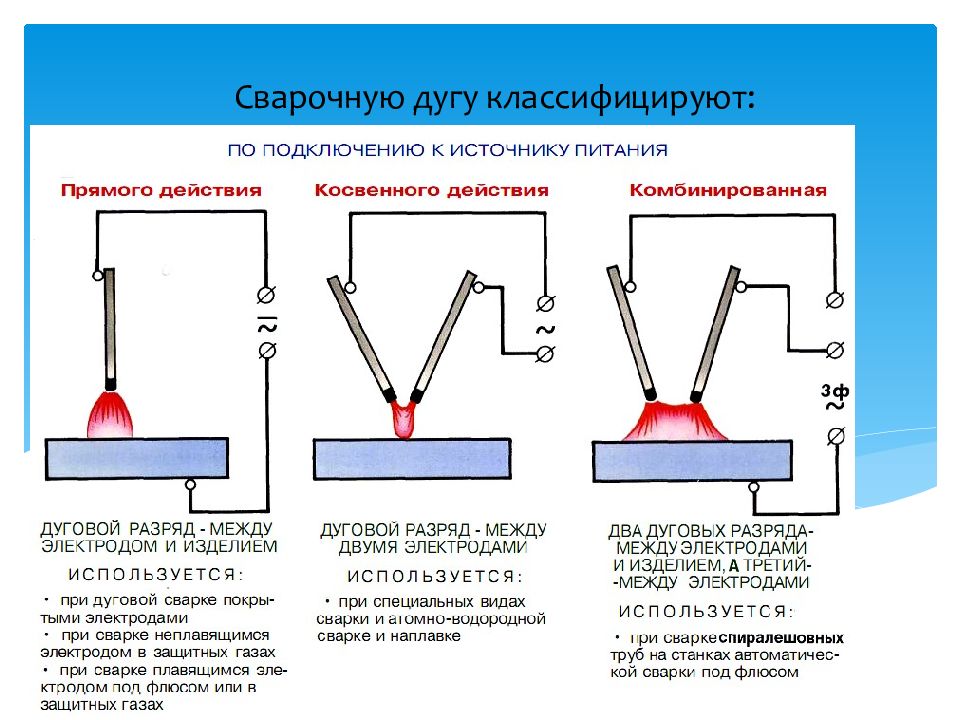
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Что нужно для работы
Сварочные аппараты
Приспособления для сварки
Сварочные электроды
Средства защиты сварщика
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата. Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным.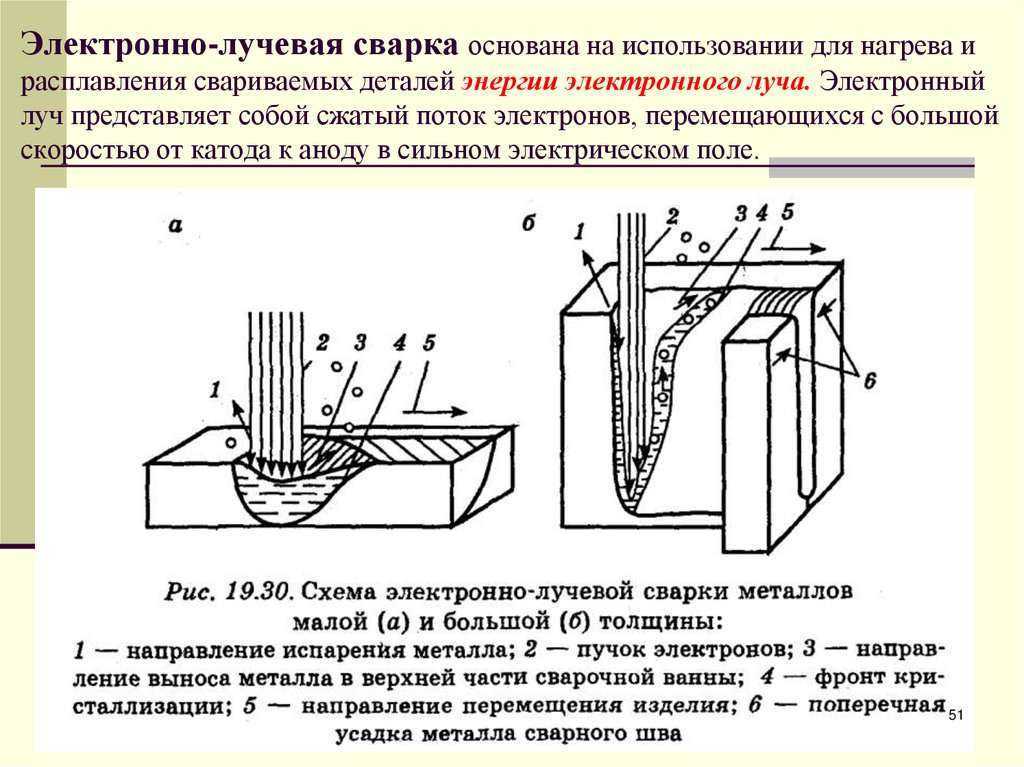 Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 1.6 | 25-60 |
| 3 | 2-3 | 60-120 |
| 4 | 3 | 120-160 |
| 5-6 | 4 | 160-200 |
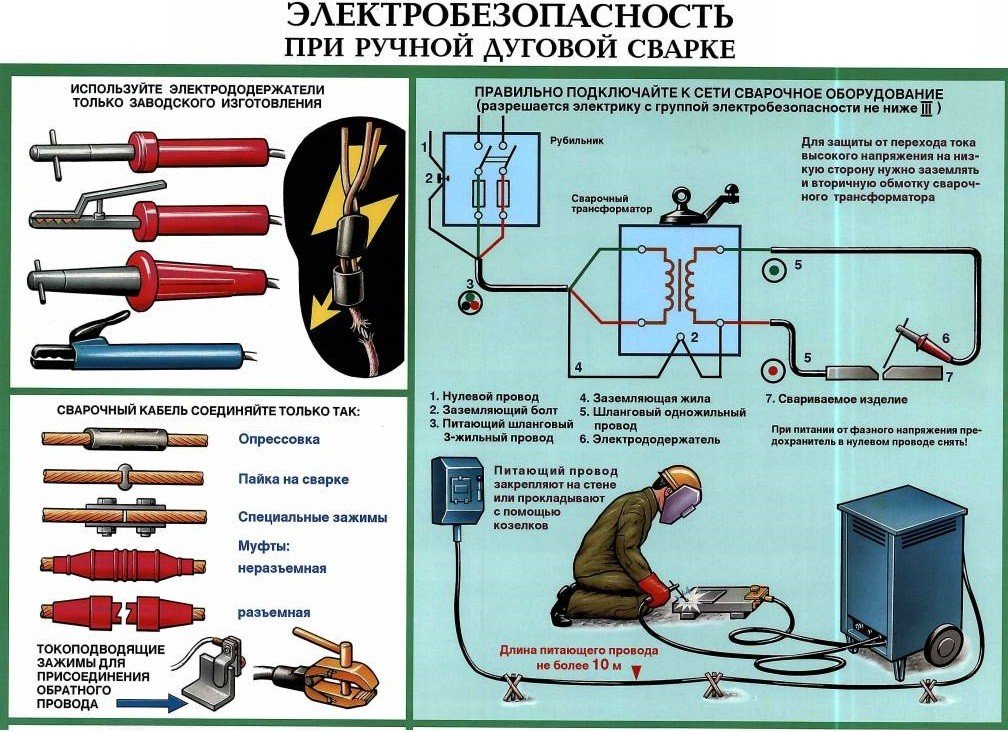
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя. Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Подключаем кабеля к инвертору
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату. Если предстоит сваривать толстый металл 5-6 мм, присоединяйте держатель к плюсу. Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком «минус». Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался «козырек» из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте.
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. «Твердая рука» приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
 (хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.
(хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.Советы начинающему сварщику
В конце дадим ряд советов новичкам, чтобы варить было легче. Перед наложением шва две стороны изделия обязательно фиксируются между собой прихватками. В зависимости от размеров стыка потребуется от 2-х и более точек, с расстоянием между собой 8-25 см. Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией «Антиприлипание». Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией «Форсаж» удобно варить тонкие металлы. При маленьком токе длина дуги короткая. Когда аппарат «чувствует», что дуга вот-вот погаснет, он на мгновение повышает сварочный ток.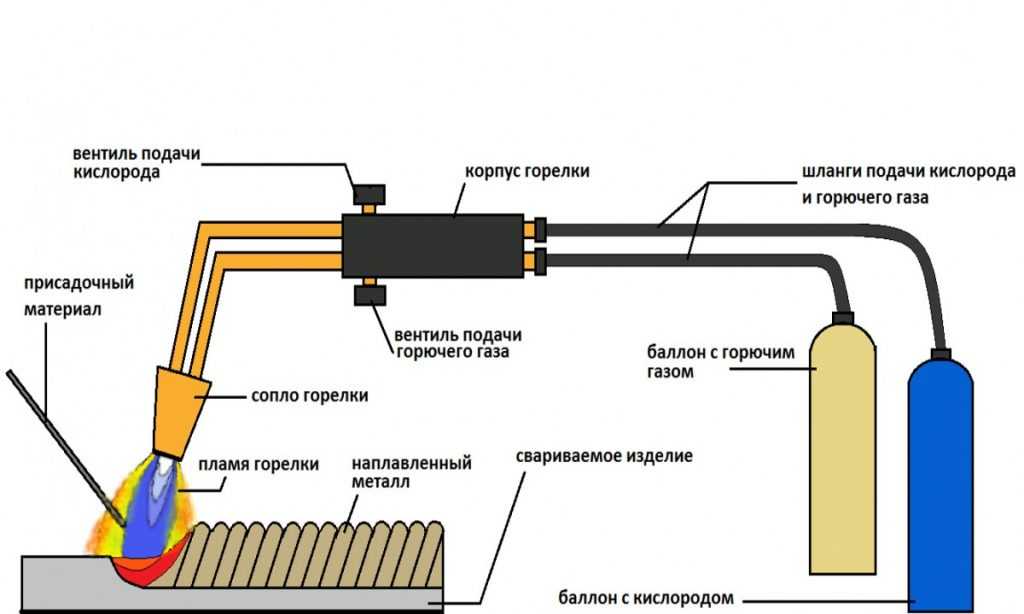 Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
оборудование, сварочные материалы, образовательный центр
Обучение в современном технологическом центре
Выполнение работ на современном оборудовании Esab
Оборудование и сварочные материалы Esab в наличии и под заказ
Сварочное оборудование
Сварочные материалы
Плазменная резка
Автоматическая резка
Аксессуары и СИЗ
Сварка алюминия и нержавеющей сталей
Автоматизированная плазменная резка ЧПУ
Трубопроводы
Металлоконструкции
Работы с выездом на объект заказчика
Консалтинг и продажи
Автоматизированная сварка
Сварочные работы
29. 04.2021
04.2021
День открытых дверей
04.05.2021
Квалификационные испытания сварщиков
Рады сообщить, что в апреле 2021 года Центр Сварочных Технологий официально признан в качестве экзаменационного центра для проведения квалификационных…
20.08.2020
Подготовка сварщиков различного уровня: ESAB на конференции МИИТ
18 августа на базе Российского Университета Транспорта (МИИТ) прошла конференция «Сварка. Подготовка сварщиков различного уровня». В дискуссии…
07.08.2020
От первого и до последнего допа: Сварочные решения ESAB для команды «КАМАЗ- мастер»
ОТ ПЕРВОГО И ДО ПОСЛЕДНЕГО ДОПА: СВАРОЧНЫЕ РЕШЕНИЯ ESAB ДЛЯ КОМАНДЫ «КАМАЗ- МАСТЕР» 07 АВГУСТА 2020 До ралли-марафона «Дакар 2021» осталось меньше пол…
07.08.2020
Абилимпикс в гостях у ESAB: Мастер-класс от ведущих специалистов по сварке и резке
Москва, 7 августа 2020 г. – Компания ESAB, один из лидеров в области производства оборудования и расходных материалов для сварки и резки, совместно с…
– Компания ESAB, один из лидеров в области производства оборудования и расходных материалов для сварки и резки, совместно с…
27.08.2020
Выгодный комплект от ЭСАБ
Воспользуйтесь особо привлекательными условиями покупки на комплект сварочного аппарата Handy Arc 140 (734002) и сварочной маски A20 (0700…
16.07.2020
Готовь победу до боя: Пресс-тур КАМАЗ-мастер и ESAB
15 июля команда «КАМАЗ-мастер» провела пресс-тур в Набережных Челнах для представителей российских СМИ. Гостем мероприятия стал и представитель компан…
25.09.2020
Открытие центра
В 2020 году наша компания ООО «Марийские 3D технологии» открыла центр подготовки специалистов сварочного производства. Проект рассчитан на 5 стационарных постов сварки (MMA, TIG, MIG/MAG) с возможностью расширения. Участка ЧПУ резки метала, а также участка роботизированных комплексов для различных сварочных процессов.
Наша компания является официальным дистрибьютером компании ESAB в Республике Марий Эл. В связи с эти одним из видов деятельности является продажа оборудования, материалов и комплексных решений как в области сварочного производства, так и аддитивного.
Подробнее
Приглашаем пройти обучение по программам профессионального обучения специалистов сварочного производства.
День открытых дверей в Центре Сварочных Технологий ООО «Марийские 3д технологии»
Сварной шов El — нержавеющая сталь, сортамент 40, большой радиус
Сварной шов El — нержавеющая сталь, сортамент 40, большой радиус | Детали Ace RaceПерейти к содержимомуby Ace Race Parts
Артикул 51060
Исходная цена $ 15,50 — Изначальная цена 15,50 $
Первоначальная цена
15,50 $
15,50 $ — $ 15,50
Текущая цена $ 15,50
| /
Информация о размере продукта
Подробные размеры продукта можно найти на главной странице продукта. Если вам нужна дополнительная помощь с размерами продукта, пожалуйста, напишите нам в удобное для вас время.
Если вам нужна дополнительная помощь с размерами продукта, пожалуйста, напишите нам в удобное для вас время.
Выбор изготовителя для сборки коллекторов с турбонаддувом высокой мощности!
Торговая марка Ace Race Parts Schedule 10 45° Weld Els доступна из нержавеющей стали 321! Наши электроды для сварки из нержавеющей стали 321 обеспечивают превосходную коррозионную стойкость при высоких температурах — особенно для приложений, в которых будут наблюдаться длительные периоды полностью открытой дроссельной заслонки (например, трековый автомобиль) или будут наблюдаться повторяющиеся циклы сильного нагрева (например, драгкар, который испытывает значительное охлаждение между проходами). С небольшим добавлением титана для стабилизации сплава при высоких температурах, 321 нержавеющая сталь является отличным выбором для турбо коллекторов, которые будут подвергаться воздействию высоких уровней тепла в течение длительного периода времени .
ХАРАКТЕРИСТИКИ
- 321 Нержавеющая сталь
- Обеспечивает плавный и беспрепятственный поток выхлопных газов
- Достаточно прочный для широкого спектра применений турбоколлектора
- Выдерживает температуру 1600°F
- Скошенные концы 37,5°
- Изготовлено в соответствии со спецификациями ASTM A403/ASME B16.9
Нержавеющая сталь 304 и нержавеющая сталь 321
Одним из основных химических отличий между нержавеющей сталью 304 и нержавеющей сталью 321 является добавление титана (Ti) в нержавеющую сталь 321, чтобы помочь «стабилизировать» сплав и снизить риск коррозии в местах, подверженных тепловому воздействию. зона. Когда нержавеющая сталь 304 нагревается выше 1,292 ° F в течение длительного периода времени, это может привести к разрушению сварного шва. Благодаря добавлению титана разрушение сварного шва уменьшается, что делает нержавеющую сталь 321 идеальной для использования в выхлопных коллекторах турбокомпрессоров и других продуктах выхлопа, которые подвергаются высокому уровню нагрева в течение продолжительных периодов времени. Хотя нержавеющая сталь 304 более чем подходит для большинства турбоколлекторов и других выхлопных систем, нержавеющая сталь 321 является лучшим выбором для защиты от коррозии, связанной с нагревом.
Хотя нержавеющая сталь 304 более чем подходит для большинства турбоколлекторов и других выхлопных систем, нержавеющая сталь 321 является лучшим выбором для защиты от коррозии, связанной с нагревом.
Weld Els марки Ace Race Parts доступны с номинальным размером трубы от 1-1/4 дюйма до 3 дюймов и доступны из популярных сплавов, таких как нержавеющая сталь 304 и нержавеющая сталь 321. Доступен широкий диапазон вариантов толщины стенок, в том числе График 5, График 10 и График 40. Нержавеющие сварочные электроды можно сочетать с трубами из нержавеющей стали и коллекторами слияния из нержавеющей стали для создания различных стилей турбоколлектора.
Двусторонняя сварочная кепка El Rey из 100 % хлопка Сделано на заказ
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
В 20+ корзинах
Цена: €29,39
Загрузка
Мало на складе
Включая НДС (где применимо), плюс стоимость доставки
Звездный продавец
Star Sellers имеют выдающийся послужной список в обеспечении отличного обслуживания клиентов — они постоянно получали 5-звездочные отзывы, вовремя отправляли заказы и быстро отвечали на любые полученные сообщения.
| 65 503 продажи |
5 из 5 звездВысота короны
Выберите вариант Короткие (выше ушей) Середина Высокий (закрывает уши)
Выберите опцию
Размер
Выберите размер Размер 6-3/4 (21-1/4 дюйма) Размер 6–7/8 (21–5/8 дюйма) Размер 7 (22 дюйма) Размер 7-1/8 (22-3/8 дюйма) Размер 7-1/4 (22-3/4 дюйма) Размер 7-3/8 (23-1/8 дюйма) Размер 7-1/2 (23-1/2 дюйма) Размер 7–5/8 (23–7/8 дюйма) Размер 7-3/4 (24-1/4 дюйма) Размер 7–7/8 (24–5/8 дюйма) Размер 8 (25 дюймов)
Выберите размер
Продавец звезд. Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Внесен в список 7 марта 2023 г.
862 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила.