| Электрооборудование сварочных установок | Fiziku5
При неудовлетворительных показаниях сопротивления изоляции возможно, что изоляция необязательно повреждена, а просто отсырела. При этом электродвигатели и аппараты подвергаются сушке. Имеются специальные сушильные шкафы. Малые двигатели можно просушивать софитами с лампами накаливания.
ГЛАВА 6. ЭЛЕКТРООБОРУДОВАНИЕ СВАРОЧНЫХ УСТАНОВОК
6.1. Виды электрической сварки
Сваркой называется процесс получения неразъемного соединения материалов путем местного нагрева свариваемых кромок деталей до пластического или расплавленного состояния.
Прочность сварного соединения обеспечивается атомными или молекулярными связями. Важное значение имеет при этом взаимная диффузия атомов свариваемых материалов.
Современная сварочная техника располагает большим разнообразием способов сварки. Наибольшее распространение получила электрическая дуговая сварка, при которой местный нагрев свариваемых кромок осуществляется теплом электрической дуги.
Электродуговая сварка, при которой расплавление металла свариваемых кромок деталей и электрода (или присадочного металла) производится за счет тепла, выделяемого электрической дугой, выполняется вручную, полуавтоматически и автоматически.
Ручная дуговая сварка может производиться двумя способами: способом Бенардоса и способом Славянова.
Сварку способом Бенардоса осуществляют следующим образом. Свариваемые кромки изделия приводят в соприкосновение. Между неплавящимся электродом (угольным, графитовым или вольфрамовым) и изделием возбуждают электрическую дугу. Кромки изделия и вводимый в зону дуги присадочный материал нагревают до плавления и получают ванночку расплавленного металла. После затвердевания ванночки образуется сварной шов. Данный способ используется, как правило, при сварке цветных металлов или их сплавов, а также при наплавке твердых сплавов.
Сварку способом Славянова выполняют с помощью плавящегося электрода. Электрическая дуга возбуждается между металлическим (плавящимся) электродом и свариваемыми кромками изделия.
Автоматическая и полуавтоматическая сварка под флюсом осуществляется путем механизации основных движений, выполняемых сварщиком, — подачи электрода вдоль его оси в зону дуги и перемещения его вдоль свариваемого шва.
При полуавтоматической сварке механизирована подача электрода вдоль его оси в зону дуги, а перемещение электрода вдоль свариваемого шва производит сварщик вручную. При автоматической сварке механизированы все операции, необходимые для процесса сварки.
Расплавленный металл защищен от воздействия кислорода и азота воздуха специальным гранулированным флюсом. Высокая производительность и хорошее качество швов обеспечили широкое применение автоматической и полуавтоматической сварки под флюсом.
Электрическая контактная сварка производится при помощи тепла, выделяемого током при прохождении через свариваемые кромки изделия. При этом в месте соприкосновения кромок выделяется наибольшее количество тепла, разогревающее их до сварочного состояния. Завершается сварка последующим сдавливанием свариваемых кромок.
Завершается сварка последующим сдавливанием свариваемых кромок.
6.2. Основные требования к источникам питания сварочной дуги
Электродуговая сварка начинается с короткого замыкания сварочной цепи — контакта между электродом и деталью. При этом происходит выделение теплоты и быстрое разогревание места контакта. Эта начальная стадия требует повышенного напряжения сварочного тока.
В процессе сварки при переходе капель электродного металла в сварочную ванну происходят очень частые короткие замыкания сварочной цепи. Вместе с этим изменяется длина сварочной дуги. При каждом коротком замыкании напряжение тока падает до нулевого значения. Для последующего восстановления дуги необходимо напряжение порядка 25…30 В. Такое напряжение должно быть обеспечено за время не более 0,05 с, чтобы поддержать горение дуги в период между короткими замыканиями.
Следует учесть, что при коротких замыканиях сварочной цепи развиваются большие токи (токи короткого замыкания), которые могут вызвать перегрев в проводке и обмотках источника тока. Эти условия процесса сварки в основном и определили требования, предъявляемые к источникам питания сварочной дуги. Для обеспечения устойчивого процесса сварки источники питания дуги должны удовлетворять следующим требованиям:
Эти условия процесса сварки в основном и определили требования, предъявляемые к источникам питания сварочной дуги. Для обеспечения устойчивого процесса сварки источники питания дуги должны удовлетворять следующим требованиям:
1. Напряжение холостого хода должно быть достаточным для легкого возбуждения дуги и в то же время не должно превышать нормы техники безопасности. Для однопостовых сварочных генераторов напряжение холостого хода не должно быть более 80 В, а для многопостовых — не более 60 В. Для сварочных трансформаторов установлено наибольшее допустимое напряжение 70 В при сварочной силе тока более 200 А и напряжение 100 В при сварочной силе тока менее 100 А.
2. Напряжение горения дуги (рабочее напряжение) должно быстро устанавливаться и изменяться в зависимости от длины дуги, обеспечивая устойчивое горение сварочной дуги. С увеличением длины дуги напряжение должно быстро возрастать, а с уменьшением — быстро падать. Время восстановления рабочего напряжения от 0 до 30 В после каждого короткого замыкания (при капельном переносе металла от электрода к свариваемой детали) должно быть менее 0,05 с.
3. Значение силы тока короткого замыкания не должно превышать сварочное значение силы тока более чем на 40…50%. При этом источник тока должен выдерживать продолжительные короткие замыкания сварочной цепи. Это условие необходимо для предохранения обмоток источника тока от перегрева и повреждения.
4. Мощность источника тока должна быть достаточной для выполнения сварочных работ.
Кроме того, необходимы устройства, позволяющие регулировать значение сварочной силы тока в требуемых пределах. Сварочное оборудование должно отвечать требованиям ГОСТов.
6.3. Сварочные преобразователи постоянного тока
Сварочные преобразователи постоянного тока подразделяют на следующие группы:
По количеству питаемых постов — однопостовые, предназначенные для питания одной сварочной дуги; многопостовые, питающие одновременно несколько сварочных дуг.
По способу установки — стационарные, устанавливаемые неподвижно на фундаментах; передвижные, монтируемые на тележках.
По роду двигателей, приводящих генератор во вращение, — машины с электрическим приводом; машины с двигателем внутреннего сгорания (бензиновым или дизельным).
По способу выполнения — однокорпусные, в которых генератор и двигатель вмонтированы в единый корпус; раздельные, в которых генератор и двигатель установлены на единой раме, а привод осуществляется через специальную соединительную муфту.
Наибольшее распространение в строительстве получили однопостовые генераторы с расщепленными полюсами, работающие по принципу использования магнитного потока якоря для получения падающей внешней характеристики.
На рис. 6.1 показана схема сварочного генератора такого типа. Генератор имеет четыре основных и два дополнительных полюса. При этом одноименные основные полюсы расположены рядом, составляя как бы один раздвоенный полюс.
Обмотки возбуждения имеют две секции: нерегулируемую 2 и регулируемую 1. Нерегулируемая обмотка расположена на всех четырех основных полюсах, а регулируемая помещена только на поперечных полюсах генератора.
На дополнительных полюсах расположена сериесная обмотка 4. По нейтральной линии симметрии между разноименными полюсами на коллекторе генератора расположены основные щетки а и Ь, к которым подключается сварочная цепь. Дополнительная щетка с служит для питания обмоток возбуждения. Грубое регулирование производится смещением щеточной траверсы, на которой расположены все три щетки генератора. Если сдвигать щетки по направлению вращения якоря, то размагничивающее действие потока якоря увеличивается и величина сварочной силы тока уменьшается. При обратном сдвиге размагничивающее
действие уменьшается и сварочная сила тока увеличивается. Более плавное и точное регулирование силы тока производят реостатом, включенным в цепь обмотки возбуждения. Увеличивая или уменьшая реостатом силу тока возбуждения в обмотке поперечных полюсов, изменяют магнитный поток Фд, тем самым изменяются напряжение тока генератора и величина сварочного тока.
Кроме генераторов с размагничивающим действием реакции якоря применяют сварочные генераторы, у которых падающая внешняя характеристика и ограничение величины силы тока короткого замыкания обеспечивается размагничивающим действием последовательной обмотки возбуждения, включенной в сварочную цепь. Принципиальная схема такого генератора представлена на рис. 6.2.
Генератор имеет две обмотки: обмотку возбуждения 1 и размагничивающую обмотку 2. Обмотка возбуждения питается либо от основной и дополнительной щеток (а и с), либо от специального источника тока с постоянным напряжением. Поэтому магнитный поток Фв, создаваемый этой обмоткой, постоянный и не зависит от нагрузки генератора. Размагничивающая обмотка включена последовательно с обмоткой якоря так, что при горении дуги сварочный ток, проходя через обмотку, создает магнитный поток Фп, направленный против потока Фв.
В последнее время большое применение в сварочном производстве получили выпрямительные сварочные установки. Они преобразуют переменный ток в постоянный при помощи селеновых, германиевых или кремниевых выпрямителей.
Они преобразуют переменный ток в постоянный при помощи селеновых, германиевых или кремниевых выпрямителей.
Раздел 2 Электрооборудование установок электрической сварки — Студопедия
Поделись с друзьями:
Классификация электросварочных установок. Характеристика дуги. Дуговая сварка.
Особенности электрооборудования электросварочных трансформаторов и выпрямителей для сварки. Их работа, устройство, характеристики, электрические схемы. Технико-экономические показатели электросварочных установок.
Сварочные преобразователи постоянного тока. Особенности устройства и работы сварочных генераторов. Соединение обмоток генераторов. Характеристики генераторов. Область их применения и особенности эксплуатации.
Принцип контактной сварки, ее разновидности. Точечная сварка. Шовная сварка. Особенности электрооборудования контактной сварки. Электрические схемы сварки. Область применения контактной сварки.
Краткие теоретические сведения:
Изучать этот раздел лучше всего по книге Шеховцова В. П. «Электрическое и электромеханическое электрооборудование» — стр. 58 – 91. Для более глубокого усвоения материала и для ответов на теоретические вопросы домашней контрольной работы рекомендуется познакомиться с книгой «Оборудование для дуговой сварки: Справочное пособие» под редакцией В. В. Смирнова.
П. «Электрическое и электромеханическое электрооборудование» — стр. 58 – 91. Для более глубокого усвоения материала и для ответов на теоретические вопросы домашней контрольной работы рекомендуется познакомиться с книгой «Оборудование для дуговой сварки: Справочное пособие» под редакцией В. В. Смирнова.
Рис. Виды электрической сварки
Сваркой называется процесс неразъемного соединения детали путем сближения свариваемых поверхностей на расстояние действия межатомных сил. Сварку делят на сварку плавлением (дуговую) и сварку давлением (контактную).
Классификация разновидностей дуговой сварки приведена в книге на рис. 1.2-23. – стр. 59. Основные виды контактной сварки на стр. 62.
Различают общепромышленные и специализированные источники питания. Общепромышленные применяются при сварке плавящимся электродом. Сварка осуществляется вручную, автоматически под слоем флюса, полуавтоматически в струе газа. В остальных случаях применяются специализированные источники. По роду тока различают источники постоянного и переменного тока. По количеству сварочных постов, обслуживаемых одним источником различают однопостовые и многопостовые источники.
По роду тока различают источники постоянного и переменного тока. По количеству сварочных постов, обслуживаемых одним источником различают однопостовые и многопостовые источники.
Наиболее распространенные источники сварочного тока: сварочные трансформаторы, сварочные выпрямители и сварочные преобразователи.
Электрооборудование дуговой сварки подробно рассмотрено в книге Шеховцова В. П. на стр. 69 – 85, электрооборудование контактной сварки на стр. 85 – 91.
Вопросы для самоконтроля:
1. Назовите рациональные области применения в сварочных установках источников питания переменного и постоянного тока. В каких случаях при сварке постоянным током используют дугу прямой и обратной полярности?
2. Назовите основные требования к источникам питания сварочной дуги. Какими факторами они вызваны? Каким образом эти требования обеспечиваются в реальных сварочных установках?
3. Дайте характеристику (преимущества, недостатки, рациональные области применения) основных типов сварочных трансформаторов.
4. Дайте характеристику (преимущества, недостатки, рациональные области применения) основных типов сварочных выпрямителей?
5. Каким образом осуществляется процесс электроконтактной сварки? Какие виды электроконтактной сварки существуют и чем они различаются? Какое электрооборудование используется в установках электроконтактной сварки?
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
1910.254 — Дуговая сварка и резка.
- По стандартному номеру
- 1910.254 — Дуговая сварка и резка.
1910.254 (а)
Общий —
1910. 254(а)(1)
254(а)(1)
Выбор оборудования . Сварочное оборудование должно быть выбрано для безопасного применения при выполнении работ, как указано в пункте (b) настоящего раздела.
1910.254(а)(2)
Установка . Сварочное оборудование должно быть установлено безопасно, как указано в пункте (с) настоящего раздела.
1910.254(а)(3)
Инструкция . Рабочие, назначенные для работы с оборудованием для дуговой сварки, должны быть должным образом проинструктированы и иметь квалификацию для работы с таким оборудованием, как указано в пункте (d) настоящего раздела.
1910.254(б)
Применение оборудования для дуговой сварки —
1910. 254(б)(1)
254(б)(1)
Общий . Обеспечение безопасности при проектировании достигается путем выбора оборудования, соответствующего требованиям к аппарату для электродуговой сварки, NEMA EW-1-1962, Национальной ассоциации производителей электрооборудования или стандарту безопасности для машин для дуговой сварки трансформаторного типа, ANSI C33. 2 — 1956, Underwriters’ Laboratories, обе из которых включены посредством ссылки, как указано в § 1910.6.
1910.254(б)(2)
Условия окружающей среды .
1910.254(б)(2)(и)
Стандартные машины для дуговой сварки должны быть спроектированы и изготовлены так, чтобы выдерживать их номинальную нагрузку при номинальном превышении температуры, когда температура охлаждающего воздуха не превышает 40 °C (104 °F) и где высота над уровнем моря не превышает 3300 футов ( 1005,8 м) и должны быть пригодны для работы в атмосфере, содержащей газы, пыль и световые лучи, создаваемые сварочной дугой.
1910.254(б)(2)(ii)
Могут существовать необычные условия эксплуатации, и в таких обстоятельствах машины должны быть специально разработаны для безопасного выполнения требований эксплуатации. Главными среди этих условий являются:
1910.254(б)(2)(ii)(А)
Воздействие необычно агрессивных паров.
1910.254(б)(2)(ii)(Б)
Воздействие пара или чрезмерной влажности.
1910.254(б)(2)(ii)(С)
Воздействие чрезмерного количества паров масла.
1910.254(б)(2)(ii)(D)
Воздействие горючих газов.
1910.254(б)(2)(ii)(Е)
Воздействие ненормальной вибрации или ударов.
1910.254(б)(2)(ii)(F)
Воздействие чрезмерного количества пыли.
1910.254(б)(2)(ii)(Г)
Воздействие погодных условий.
1910.254(б)(2)(ii)(Н)
Воздействие необычных условий на берегу моря или на борту корабля.
1910.254(б)(3)
Напряжение . Нельзя превышать следующие пределы:
1910.254(б)(3)(и)
Машины переменного тока
1910. 254(б)(3)(и)(А)
254(б)(3)(и)(А)
Ручная дуговая сварка и резка — 80 вольт.
1910.254(б)(3)(и)(Б)
Автоматическая (машинная или механизированная) дуговая сварка и резка — 100 вольт.
1910.254(б)(3)(ii)
Машины постоянного тока
1910.254(б)(3)(ii)(А)
Ручная дуговая сварка и резка — 100 вольт.
1910.254(б)(3)(ii)(Б)
Автоматическая (машинная или механизированная) дуговая сварка и резка — 100 вольт.
1910.254(б)(3)(iii)
Если для специальных процессов сварки и резки требуются более высокие значения напряжения холостого хода, чем указанные выше, должны быть предусмотрены средства для предотвращения случайного контакта оператора с высоким напряжением посредством соответствующей изоляции или других средств.
1910.254(б)(3)(iv)
Для переменного тока при сварке во влажных условиях или в теплой среде, где фактором является потоотделение, рекомендуется использовать надежные автоматические средства управления для снижения напряжения без нагрузки, чтобы уменьшить опасность поражения электрическим током.
1910.254(б)(4)
Дизайн .
1910.254(б)(4)(и)
Контроллер, встроенный в сварочный аппарат с приводом от электродвигателя, должен выдерживать номинальный ток двигателя, должен быть способен включать и отключать ток заглохшего ротора двигателя и может служить в качестве устройства защиты от перегрузки по току, если он снабжен числом перегрузок по току. единиц, как указано в подразделе S настоящей части.
1910.254(б)(4)(ii)
На всех типах аппаратов для дуговой сварки аппаратура управления должна быть закрыта, за исключением рабочих колес, рычагов или рукояток.
1910.254(б)(4)(iii)
Входные клеммы питания, устройства переключения ответвлений и металлические детали, находящиеся под напряжением, подключенные к входным цепям, должны быть полностью закрыты и доступны только с помощью инструментов.
1910.254(б)(4)(iv)
Выводы для сварочных проводов должны быть защищены от случайного электрического контакта с персоналом или металлическими предметами, т. е. транспортными средствами, крюками кранов и т. д. Защита может быть обеспечена за счет использования: розеток с глухой передней частью для штекерных соединений; углубленные отверстия с несъемными откидными крышками; толстая изолирующая трубка или лента или другая эквивалентная электрическая и механическая защита. Если клемма сварочного кабеля, предназначенная исключительно для подключения к объекту, подсоединяется к заземленному корпусу, это должно быть выполнено с помощью проводника, по крайней мере, на два размера AWG меньше, чем заземляющая жила, и клемма должна иметь маркировку, указывающую, что он заземлен.
Если клемма сварочного кабеля, предназначенная исключительно для подключения к объекту, подсоединяется к заземленному корпусу, это должно быть выполнено с помощью проводника, по крайней мере, на два размера AWG меньше, чем заземляющая жила, и клемма должна иметь маркировку, указывающую, что он заземлен.
1910.254(б)(4)(в)
Никакие соединения для портативных устройств управления, таких как кнопки, которые должен носить оператор, не должны быть подключены к сети переменного тока. цепи выше 120 вольт. Открытые металлические части переносных устройств управления, работающих в цепях с напряжением выше 50 вольт, должны быть заземлены с помощью заземляющего проводника в кабеле управления.
1910.254(б)(4)(vi)
Автотрансформаторы или трансформаторы переменного тока реакторы не должны использоваться для подачи сварочного тока непосредственно от любых источников переменного тока. источник питания с напряжением более 80 вольт.
источник питания с напряжением более 80 вольт.
1910.254 (с)
Монтаж оборудования для дуговой сварки —
1910.254(с)(1)
Общий . Установка, включая источник питания, должна соответствовать требованиям подраздела S настоящей части.
1910.254 (с) (2)
Заземление .
1910.254(с)(2)(и)
Рама или корпус сварочной машины (кроме машин с механическим приводом) должны быть заземлены в соответствии с условиями и методами, указанными в подразделе S настоящей части.
1910.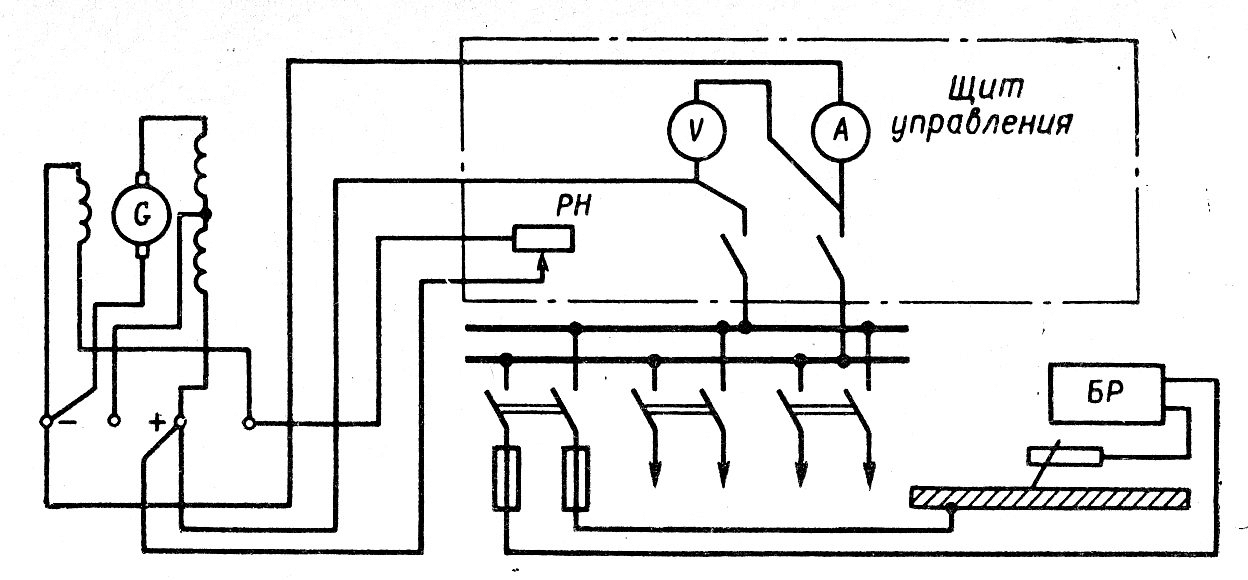 254(с)(2)(ii)
254(с)(2)(ii)
Кабелепроводы, содержащие электрические проводники, не должны использоваться для замыкания рабочей цепи. Трубопроводы не должны использоваться в качестве постоянной части рабочей цепи, но могут использоваться во время строительства, расширения или ремонта при условии, что ток не проходит через резьбовые соединения, фланцевые болтовые соединения или соединения под чеканку и что используются специальные меры предосторожности во избежание искрение при подключении рабочего кабеля.
1910.254(с)(2)(iii)
Цепи, тросы, краны, подъемники и подъемники не должны использоваться для передачи сварочного тока.
1910.254(с)(2)(iv)
Если конструкция, конвейер или приспособление регулярно используются в качестве цепи возврата сварочного тока, стыки должны быть проклеены или снабжены соответствующими токосъемными устройствами.
1910.254(с)(2)(в)
Все соединения заземления должны быть проверены, чтобы определить, что они механически прочны и электрически соответствуют требуемому току.
1910.254 (с) (3)
Соединения и провода питания .
1910.254(с)(3)(я)
Разъединитель или контроллер должен быть установлен на каждом сварочном аппарате или рядом с ним, который не оборудован таким выключателем или контроллером, установленным как неотъемлемая часть аппарата. Переключатель должен соответствовать подразделу S настоящей части. Должна быть обеспечена защита от перегрузки по току, как указано в подразделе S настоящей части. Разъединитель с защитой от перегрузки или эквивалентные средства отключения и защиты, разрешенные подразделом S настоящей части, должны быть предусмотрены для каждой розетки, предназначенной для подключения к переносному сварочному аппарату.
1910.254(с)(3)(ii)
Для отдельных сварочных аппаратов номинальная допустимая нагрузка по току питающих проводов должна быть не менее номинального первичного тока сварочных аппаратов.
1910.254(с)(3)(iii)
Для групп сварочных аппаратов номинальная допустимая нагрузка по току проводов может быть меньше суммы номинальных первичных токов поставляемых сварочных аппаратов. Номинальные характеристики проводника должны определяться в каждом случае в соответствии с нагрузкой на машину, исходя из использования каждого сварочного аппарата и допуска, допустимого в случае, если все сварочные аппараты, поставляемые проводниками, не будут использоваться одновременно. .
1910.254(с)(3)(iv)
При работах с участием нескольких сварщиков на одной конструкции, постоянный ток требования процесса сварки могут потребовать использования обеих полярностей; или ограничения цепи питания для переменного тока сварка может потребовать распределения машин по фазам питающей цепи.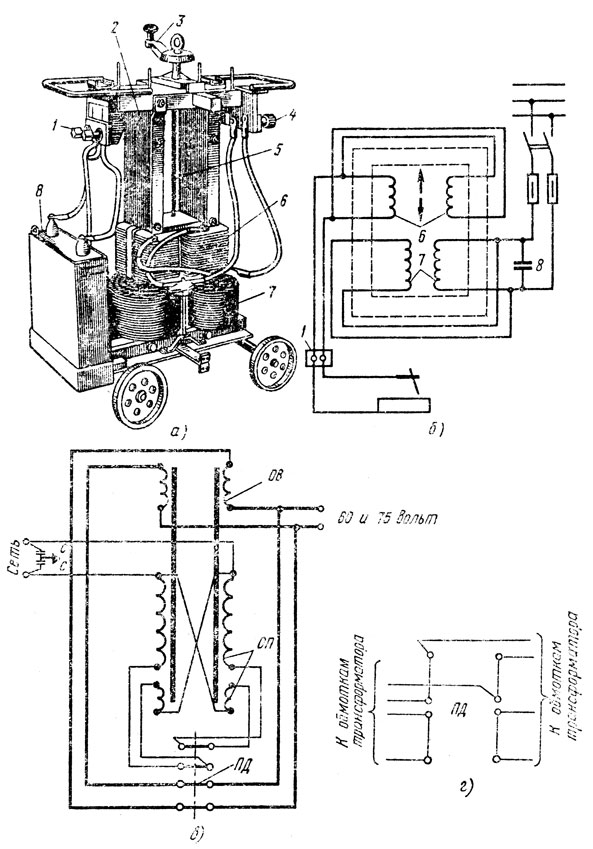 В таких случаях никакие напряжения нагрузки между электрододержателями не будут в 2 раза больше нормального при постоянном токе. или 1, 1,41, 1,73 или 2 раза от нормы на переменном токе. машины. Аналогичные различия в напряжении будут существовать, если оба источника переменного тока и постоянный ток сварка производится на той же конструкции.
В таких случаях никакие напряжения нагрузки между электрододержателями не будут в 2 раза больше нормального при постоянном токе. или 1, 1,41, 1,73 или 2 раза от нормы на переменном токе. машины. Аналогичные различия в напряжении будут существовать, если оба источника переменного тока и постоянный ток сварка производится на той же конструкции.
1910.254(с)(3)(iv)(А)
Все постоянного тока машины должны быть подключены с одинаковой полярностью.
1910.254(с)(3)(iv)(В)
Все переменный ток машины должны быть подключены к одной и той же фазе цепи питания и с одинаковой мгновенной полярностью.
1910.254 (г)
Эксплуатация и техническое обслуживание —
1910. 254(д)(1)
254(д)(1)
Общий . Рабочие, которым поручено эксплуатировать или обслуживать оборудование для дуговой сварки, должны быть ознакомлены с требованиями этого раздела и с 1910.252 (a), (b) и (c) этой части.
1910.254(г)(2)
Крепление к машине . Перед началом работы необходимо проверить все подключения к машине, чтобы убедиться, что они выполнены правильно. Рабочий шнур должен быть прочно прикреплен к работе; магнитные рабочие зажимы должны быть освобождены от налипших металлических частиц или брызг на контактных поверхностях. Спиральный сварочный кабель должен быть расправлен перед использованием во избежание серьезного перегрева и повреждения изоляции.
1910.254 (г) (3)
Заземление . Необходимо проверить заземление корпуса сварочного аппарата. Особое внимание следует уделить безопасному заземлению переносных машин.
Необходимо проверить заземление корпуса сварочного аппарата. Особое внимание следует уделить безопасному заземлению переносных машин.
1910.254(д)(4)
Утечки . Не должно быть утечек охлаждающей воды, защитного газа или моторного топлива.
1910.254(д)(5)
Переключатели . Должно быть определено наличие надлежащего коммутационного оборудования для отключения машины.
1910.254(д)(6)
Инструкции производителя . Печатные правила и инструкции по эксплуатации оборудования, поставляемого производителями, должны строго соблюдаться.
1910. 254(д)(7)
254(д)(7)
Держатели электродов . Держатели электродов, когда они не используются, должны быть расположены так, чтобы они не могли вступать в электрический контакт с людьми, токопроводящими предметами, топливными баками или баллонами со сжатым газом.
1910.254(д)(8)
Поражение электрическим током . Кабели со сращиваниями в пределах 10 футов (3 м) от держателя не должны использоваться. Сварщик не должен наматывать или обматывать кабель сварочного электрода вокруг частей своего тела.
1910.254(д)(9)
Техническое обслуживание .
1910.254(д)(9)(я)
Оператор должен сообщать о любом дефекте оборудования или угрозе безопасности своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будет обеспечена его безопасность. Ремонт должен производиться только квалифицированным персоналом.
Ремонт должен производиться только квалифицированным персоналом.
1910.254(г)(9)(ii)
Намокшие машины должны быть тщательно высушены и испытаны перед использованием.
1910.254(г)(9)(iii)
Кабели с поврежденной изоляцией или оголенными жилами подлежат замене. Соединение отрезков рабочего и электродного кабелей должно производиться с использованием средств соединения, специально предназначенных для этой цели. Соединительные средства должны иметь изоляцию, соответствующую условиям эксплуатации.
[55 FR 13696, 11 апреля 1990 г.; 61 FR 9241, 7 марта 1996 г.; 70 ФР 53929, 13 сентября 2005 г.]
Необходимые проверки безопасности и меры предосторожности
Безопасность судов в море зависит от знаний, навыков и уверенности в своих силах экипажа при выполнении работ по техническому обслуживанию и ремонту во время рейса и между постановкой в сухой док. Для своих владельцев суда также зависят от здоровой и компетентной команды, чтобы свести к минимуму производственные травмы, непредвиденные расходы и сдачу судна в аренду.
Для своих владельцев суда также зависят от здоровой и компетентной команды, чтобы свести к минимуму производственные травмы, непредвиденные расходы и сдачу судна в аренду.
Выполнение технического обслуживания во время рейса является неотъемлемой частью работы члена экипажа, и такие задачи, как сварка на борту, являются обычными. Тем не менее, крайне важно, чтобы бригада, выполняющая сварку на борту, выполняла ее в соответствии со строгими принципами безопасности. Последствия несоблюдения правил техники безопасности или несоблюдения технического обслуживания оборудования могут быть очень серьезными. Для экипажа существует риск получения травм и долговременной опасности для здоровья.
Для судна риски для безопасности и целостности оборудования столь же серьезны, и, в конечном счете, если судно повреждено или отклонено из-за проблем со здоровьем или оборудованием, последствия могут быть и финансовыми. Крайне важно, чтобы сварочное оборудование и газы использовались безопасным и надежным образом — безопасность при эксплуатации всегда должна быть приоритетом. Вот проверки безопасности и меры предосторожности, которые экипаж должен соблюдать до и во время электродуговой сварки на борту.
Вот проверки безопасности и меры предосторожности, которые экипаж должен соблюдать до и во время электродуговой сварки на борту.
Переменный ток
Переменный ток (AC) всегда будет доступен на борту от корабельной сети, но экипаж должен учитывать оборудование, которое им предлагается использовать, и принимать соответствующие решения.
Доступны два типа сварочных аппаратов; трансформатор, который принимает переменный ток и подает переменный ток, но с более низким напряжением, и выпрямительные / инверторные машины, которые преобразуют переменный ток в постоянный ток (DC) на выходе с более низким напряжением.
Мы советуем экипажу избегать использования переменного тока при проведении сварочных работ на борту судна. Это связано с тем, что в случае случайного поражения электрическим током переменный ток проходит через тело человека, потенциально вызывая судороги, которые могут привести к остановке сердца. Напротив, постоянный ток будет течь по поверхности сварщика, если он случайно станет частью электрической цепи.
Напряжение и частота
Основное назначение всех сварочных аппаратов — понизить высокое напряжение до приемлемого безопасного рабочего напряжения. Рабочее напряжение сварочного аппарата называется напряжением разомкнутой цепи (OCV) или иногда называется напряжением без нагрузки. Определение OCV — это напряжение между клеммами сварочного аппарата, который включен, но не используется.
В Кодексе безопасных методов работы для моряков торгового флота Агентства морской и береговой охраны Великобритании указано, что максимальное напряжение должно быть следующим:
Для выпрямителей и инверторов постоянного тока: макс. 70 В пост. тока
Для трансформаторов, вырабатывающих пер. ток макс. 25 В перем. . На большинстве сварочных аппаратов это указано на заводской табличке.
WSS также рекомендует экипажу избегать использования сварочных аппаратов, использующих высокие частоты (ВЧ) для запуска процесса сварки вольфрамовым инертным газом (TIG). ВЧ может создавать помехи для оборудования радиосвязи, а также может мешать элементам управления пуском/остановом оборудования с электронным управлением, например, насосов. Имеются низковольтные системы запуска TIG, использующие процесс «подъемной дуги», что делает ненужным использование ВЧ для запуска процесса сварки.
Имеются низковольтные системы запуска TIG, использующие процесс «подъемной дуги», что делает ненужным использование ВЧ для запуска процесса сварки.
Соответствие
На территории Европейского Союза и на судах, плавающих под флагом государств-членов ЕС, экипаж также должен проверить, соответствует ли машина маркировке соответствия европейским стандартам (CE). Это форма «паспорта», которая позволяет товарам свободно ввозиться в Европу и по всей Европе, а также гарантирует, что машина соответствует электрическим директивам и стандартам ЕС.
Стандарты, которым должно соответствовать сварочное оборудование в странах-членах ЕС, следующие:
EN 60974-10 Европейский стандарт электромагнитной совместимости.
EN 60974-1/5 Европейский стандарт для аппаратов для дуговой сварки: источники тока для сварки.
Операторы также должны обращать внимание на маркировку «S», указывающую на то, что оборудование подходит для использования в зонах с повышенной опасностью поражения электрическим током. Это особенно важно при работе в потенциально сырых, влажных и тесных местах, таких как двойное дно или балластные танки.
Это особенно важно при работе в потенциально сырых, влажных и тесных местах, таких как двойное дно или балластные танки.
Обратный кабель
Еще одна область, требующая определенности, — использование таких терминов, как «земля» и «земля». Обратный кабель сварочного аппарата часто называют землей или землей, но это не так.
Термины «земля» и «заземление» используются в электротехнике США для обозначения электрического оборудования, которое надежно заземлено по соображениям безопасности. В Великобритании эквивалентными терминами являются «земля» и «заземление».
Обратный кабель аппарата для дуговой сварки пропускает такой же ток, как и сам сварочный кабель. И сварочный, и обратный кабели являются частью электрической цепи. В результате для безопасной сварки член бригады должен использовать возвратный зажим и кабель, которые должны располагаться как можно ближе к месту сварки.
Размещение возвратного зажима на ближайшей лампочке приведет к тому, что корпус корабля будет жить в этой области, создавая риск поражения электрическим током. Сварщик будет фактически стоять на обратном пути, возможно, в некачественной обуви, в грязных перчатках, в сырых условиях, возможно, в соленой воде (отличный проводник электричества).
Сварщик будет фактически стоять на обратном пути, возможно, в некачественной обуви, в грязных перчатках, в сырых условиях, возможно, в соленой воде (отличный проводник электричества).
Если он лежит на животе или на спине в потном комбинезоне, он подвергает воздействию живую палубу большие части тела. Если сварочный кабель плохо изолирован, то использование корпуса в качестве обратной линии также может привести к короткому замыканию, искрообразованию и риску взрыва. Этот вид операции в сочетании с использованием трансформатора, подающего переменный ток с высоким OCV, может быть фатальным для сварщика.
Следует также помнить, что подключение обратного кабеля непосредственно к корпусу корабля также может привести к тому, что ток будет проходить через шарикоподшипники и поршни, вызывая повреждения. При сварке на двигательном оборудовании бригадир всегда должен прокладывать обратный кабель и хомут туда, где происходит сварка, и закреплять его как можно ближе к месту сварки.
Обезопасьте себя при сварке
Во избежание поражения электрическим током и риска поражения электрическим током, а также для обеспечения безопасной работы судовой персонал должен принимать следующие меры предосторожности:
- Используйте только источники питания постоянного тока с OCV ниже 70 вольт;
- Поместите возвратный зажим и кабель как можно ближе к месту сварки;
- Помните, что по обратному кабелю протекает такой же ток, как и по сварочному кабелю;
- Использование корпуса в качестве обратного проводника противоречит правилам государства флага;
- Носить сухую утепленную защитную одежду и перчатки в хорошем состоянии, меняя их по мере необходимости, чтобы они оставались сухими;
- Изолируйте себя от обрабатываемой детали и обратного кабеля, надев обувь на резиновой подошве или встаньте на сухой изолирующий коврик. Не прикасайтесь к возврату какой-либо другой частью тела;
- Используйте полностью изолированные электрододержатели;
- Не используйте изношенные, поврежденные, недостаточного размера или плохо сращенные кабели;
- Не оборачивайте кабели с током вокруг тела;
- Не прикасаться голыми руками к электроду под напряжением;
- Выключать все оборудование, когда оно не используется;
- Используйте только исправное оборудование.
 Отремонтируйте или замените поврежденные детали перед дальнейшим использованием;
Отремонтируйте или замените поврежденные детали перед дальнейшим использованием; - Следует избегать влажных условий работы. Даже пот человека может снизить сопротивляемость организма к поражению электрическим током.
Эти моменты могут показаться очевидными, но, по нашему опыту, часто бывают случаи, когда экипаж работает небезопасно. Последствия могут быть серьезными – и наиболее серьезными для экипажа.
Практический пример 1
Судовой слесарь устанавливал свое сварочное оборудование и, когда он устанавливал хлыст на механизм подачи, одной рукой коснулся металлического наконечника хлыста, а другой рукой коснулся проволоки от механизма подачи. Это замкнуло электрическую цепь, которая позволила 80-вольтовому электричеству пройти через его грудь. Сотрудник получил ожоги рук и был доставлен в больницу для оказания медицинской помощи.
Пример 2
Судовой механик прибыл на борт корабля в начале смены и обнаружил на палубе воду после ночного ливня.