
ГОСТ 11268-76 стандарт, статус на 2018 год
- Стали
- Стандарты
Всего стандартов
Статус на 2023 год Действует
Область применения
Настоящий стандарт распространяется на горячекатаный и холоднокатаный листовой прокат из легированной высококачественной стали, специального назначения, изготовляемый в листах толщиной до 3,9 мм и применяемый в термически обработанном состоянии.
Сортамент
Форма, размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям:
- ГОСТ 19903 — для горячекатаных листов повышенной и нормальной точности прокатки;
- ГОСТ 19904 — для холоднокатаных листов повышенной и нормальной точности прокатки.


Отклонение от плоскостности не должно превышать норм высокой плоскостности (ПВ) по ГОСТ 19903 для горячекатаных листов и норм высокой плоскостности (ПВ), а по требованию потребителя норм особо высокой плоскостности (ПО) по ГОСТ 19904 для холоднокатаных листов.
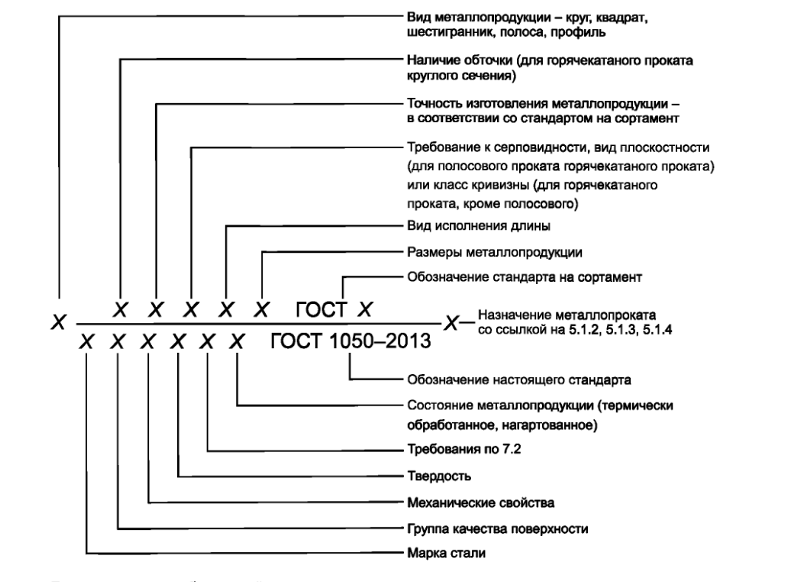
Пример условного обозначения
ЛистАТ-АШ-ПО-0,9х600х1200 ГОСТ 19904-74/12Х2НВФА-4 ГОСТ 11268-76
Прокат холоднокатаный листовой, толщиной 0,9 мм, шириной 600 мм, длиной 1200 мм, повышенной точности изготовления по толщине АТ и ширине АШ, особо высокой плоскостности (ПО) по ГОСТ 19904-90, из стали марки 12Х2НВФА, категории 4.
Технические требования
Листы изготовляют в термически обработанном (умягченном) состоянии. Допускается изготовлять листы в нормализованном состоянии.
Листы должны быть обрезаны со всех сторон. Листы, прокатанные на станах непрерывной прокатки, допускается поставлять с необрезной продольной кромкой.
Качество необрезной кромки должно соответствовать требованиям:
- ГОСТ 19903 — для горячекатаных листов;
- ГОСТ 19904 — для холоднокатаных листов;
- При поставке листов с необрезной кромкой надрывы и другие дефекты (если они имеются на кромках) не должны превышать половины предельных отклонений по ширине и выводить листы за номинальный размер по ширине, указанный в заказе.
Макроструктура стали не должна иметь следов усадочной раковины, расслоений, инородных включений, трещин, пузырей и должна обеспечиваться технологией изготовления.
В зависимости от нормируемых показателей механических и технологических свойств листы изготовляют по категориям, приведенным в таблице 1.
Таблица 1 — Нормируемые показатели
| Нормируемые показатели | Категории | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Механические свойства листов в умягченном или нормализованном состоянии | + | — | + | + |
| Механические свойства листов, определяемые на термически обработанных образцах (закалка + отпуск) | — | + | + | + |
| Глубина выдавливаемой лунки (для листов толщиной до 1,0 мм) | — | — | — | + |
Примечание: Знак «+» означает, что показатель нормируется, знак «-» означает, что показатель не нормируется.
Механические свойства листов в умягченном или нормализованном состоянии должны соответствовать указанным в таблице 2.
Таблица 2 — Механические свойства
| Марка стали | Временное сопротивление σв, Н/мм2 (кгс/мм2) | Относительное удлинение, %, не менее | |
|---|---|---|---|
| δ5 | δ10 | ||
| 25ХГСА | 490 — 690 (50 — 70) | 21 | 17 |
| 30ХГСА | 490 — 740 (50 — 75) | 20 | 16 |
| 30ХГСН2А (30ХГСНА) | 590 — 830 (60 — 85) | 19 | 15 |
| 12Х2НМФА | 490 — 740 (50 — 75) | 15 | 11 |
| 12Х2НВФА | 490 — 740 (50 — 75) | 15 | 11 |
| 12Х2НМ1ФА | 490 — 740 (50 — 75) | 15 | 11 |
| 12Х2НВФМА | 490 — 740 (50 — 75) | 15 | 11 |
| 19Х2НМФА | 490 — 740 (50 — 75) | 18 | 16 |
| 19Х2НВФА | 490 — 740 (50 — 75) | 18 | 16 |
| 21X2НМФА | 490 — 740 (50 — 75) | 15 | 11 |
| 21Х2НВФА | 490 — 740 (50 — 75) | 15 | 11 |
| 23Х2НМФА | 490 — 780 (50 — 80) | 17 | 15 |
| 23Х2НВФА | 490 — 780 (50 — 80) | 17 | 15 |
Примечания:
Механические свойства листов, определяемые на термически обработанных образцах, должны соответствовать указанным в таблица 3.
Таблица 3 — Термически обработанные образцы
| Марка стали | Термическая обработка | Временное сопротивление σв, Н/мм2 (кгс/мм2) | Относительное удлинение δ5, % | ||||
|---|---|---|---|---|---|---|---|
| Закалка | Отпуск (рекомендуемый) | ||||||
| Температура, °С | Среда охлаждения | Температура, °С | Среда охлаждения | ||||
| не менее | |||||||
| 25ХГСА | 880 | Масло | 470 — 550 | Вода или масло | 1080 (110) | 10 | |
| 30ХГСА | 880 | Масло | 480 — 570 | Масло | 1080 (110) | 10 | |
| 30ХГСН2А | 900 | Масло | 200 — 300 | Воздух | 1570 (160) | 9 | |
| (30ХГСНА) | 900 | Масло | 200 — 300 | Воздух | 1570 (160)* | 9* | |
| 12Х2НМФА | 910 | Масло | 490 — 550 | Воздух | 1030 (105) | 10 | |
| 12Х2НВФА | 910 | Масло | 490 — 550 | Воздух | 1030 (105) | 10 | |
| 12Х2НМ1ФА | 910 | Воздух или масло | 500 — 550 | Воздух | 980 (100) | 11 | |
| 12Х2НВФМА | 910 | Воздух или масло | 500 — 550 | Воздух | 980 (100) | 11 | |
| 19Х2НМФА | 925 | 450 — 550 | Воздух | 1130 (115) | 9 | ||
| 19Х2НВФА | 925 | Масло | 450 — 550 | Воздух | 1130 (115) | 9 | |
| 21X2НМФА | 925 | Масло | 550 — 570 | Воздух | 1130 (115) | 9 | |
| 21Х2НВФА | 925 | Масло | 550 — 570 | Воздух | 1130 (115) | 9 | |
| 23Х2НМФА | 890 | Масло | 590 — 620 | Воздух или масло | 1130 (115) | 9 | |
| 23Х2НВФА | 890 | Масло | 590 — 620 | Воздух или масло | 1130 (115) | 9 | |
Примечания:
 4, допускаются отклонения температуры закалки ±15 °С.
4, допускаются отклонения температуры закалки ±15 °С.
Поверхность листов должна быть чистой, гладкой, ровной, без раскатанных пузырей, раскатанных трещин, раскатанных загрязнений и загрязнений, трещин напряжения, раковин-вдавов, раковин от окалины, волосовин, вкатанной окалины, прокатных и слиточных плен. Расслоение в листах не допускается.
Отдельные местные дефекты поверхности листов должны быть удалены пологой зачисткой мелкозернистым наждачным или войлочным кругом. Зачистка не должна выводить листы за пределы минимальной толщины.
Заварка и заделка дефектов поверхности не допускается.
На поверхности холоднокатаных листов допускаются: на лицевой стороне листа — легкие царапины, отпечатки, раскатанные отпечатки, местная рябизна глубиной не более половины допуска по толщине листа, а также цвета побежалости; на обратной стороне — перечисленные дефекты и рябизна, не выводящие лист за пределы минимальной толщины.
На поверхности горячекатаных листов на обеих сторонах допускаются отпечатки, легкие царапины и местная рябизна, не выводящие листы за пределы минимальной толщины, а также цвета побежалости и легкий налет шлама.
По требованию потребителя холоднокатаные листы должны изготовлять с полированной поверхностью одной стороны листа.
На полированной поверхности дефекты не допускаются.
Примечание: Допускается требования к качеству поверхности устанавливать по эталонам, согласованным между изготовителем и потребителем.
Листы категории 4, толщиной 1 мм и менее, предназначенные для холодной штамповки, должны испытываться на выдавливание. Глубина выдавливаемой лунки должна соответствовать указанной в таблице 4.
Таблица 4 — Глубина лунки
| Марка стали | Глубина выдавливаемой лунки при толщине листа, не менее | |||||
|---|---|---|---|---|---|---|
| 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | |
| 25ХГСА, 12Х2НВФА, 12Х2НМФА | 7,0 | 7,4 | 7,6 | 7,8 | 8,0 | 8,2 |
| 30ХГСА, 30ХГСН2А, (30ХГСНА), 12Х2НВФМА, 12Х2НМ1ФА, 19Х2НВФА, 19Х2НМФА, 21Х2НВФА, 21Х2НМФА, 23Х2НВФА, 23Х2НМФА | 7,0 | 7,2 | 7,5 | 7,7 | 8,0 | 8,2 |
Примечание: Для листов промежуточных толщин нормы глубины выдавливаемой лунки принимаются по ближайшей меньшей толщине, указанной в таблице 4.
Глубина обезуглероженного слоя (по чистому ферриту) для листов из стали марок 25ХГСА, 30ХГСА и 30ХГСН2А (30ХГСНА) не должна превышать 2,5 % с каждой стороны от фактической толщины листа.
По требованию потребителя листы изготовляют:
- Из стали марок, перечисленных в табл. 1, с суженными пределами по массовой доле углерода;
- Из стали марок 12Х2НВФА и 12Х2НМФА с массовой долей углерода 0,11 — 0,16 %;
- С контролем полосчатости микроструктуры;
- С контролем величины аустенитного зерна;
- С величиной обезуглероженного слоя менее 2,5 % толщины листа.
Примечание: Методы и нормы по подпунктам в и г устанавливаются по соглашению потребителя с изготовителем.
Полный текст ГОСТ 11268-1976 в прикрепленном pdf-файле
Скачать ГОСТ 11268-76
ГОСТ 11268-1976 в pdf
Ссылки на другие стандарты
ГОСТ 19903-2015 Прокат листовой горячекатаный. Сортамент
Сортамент
ГОСТ 4543-2016 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 11269-76 Прокат листовой и широкополосный универсальный специального назначения из конструкционной легированной высококачественной стали. Технические условия
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 21729-76 Трубы конструкционные холоднодеформированные и теплодеформированные из углеродистых и легированных сталей. Технические условия
×
Отмена Удалить
×
Выбрать тариф
×
Подтверждение удаления
Отмена Удалить
×
Выбор региона будет сброшен
Отмена
×
×
Оставить заявку
×
| Название | |||
Отмена
×
К сожалению, данная функция доступна только на платном тарифе
Выбрать тариф
Легированный лист 25ХГСА 1.
 1х1100х2200 мм ГОСТ 11268-76 для химической промышленности в Екатеринбурге
1х1100х2200 мм ГОСТ 11268-76 для химической промышленности в ЕкатеринбургеСопутствующий сервис, дополнительные услуги.
Для удобства своих клиентов, компания НПК «Специальная металлургия» предоставляет развернутый перечень дополнительных услуг:
- Модификация готового изделия, либо разработка по чертежам;
- Упаковка продукции по требованиям заказчика;
- Дополнительная обработка;
- Услуга ответхранения на наших складских площадках.
Полный перечень предоставляемых нами услуг вы можете посмотреть здесь
В зависимости от объема, выбранных размеров, марки сырья, дополнительных услуг и будет складываться конечная стоимость на Легированный лист 25ХГСА 1.1х1100х2200 мм ГОСТ 11268-76 для химической промышленности в Екатеринбурге.
Контактная информация
Номер телефона в г. Екатеринбург: +7(343)288-53-42
Для бесплатного звонка из любой точки России: 8-800-500-17-53
Адрес электронной почты: [email protected]
Офис отдела продаж работает с 9:00 до 18:00 по адресу: 620014, г. Екатеринбург, ул. Бориса Ельцина, д. 1-А, помещение 14, 14 этаж
Екатеринбург, ул. Бориса Ельцина, д. 1-А, помещение 14, 14 этаж
Общие
- Марка25ХГСА
- ГОСТГОСТ 11268-76
- Толщина, мм1,10
- Ширина, мм1100,00
- Длина, мм2200,00
- Способ производствахолоднокатаный
- Способ применениядля химической промышленности
- Способ обработкитермообработанный
- Артикул5530001195
Стоимость товарной позиции Легированный лист 25ХГСА 1.1х1100х2200 мм ГОСТ 11268-76 для химической промышленности зависит от её качества, способа и технической сложности производства, метода обработки, веса и размера. Также, на стоимость товара напрямую влияет закупочный объем, благодаря которому даже небольшой опт обходится значительно дешевле, чем розница.
Также, на стоимость товара напрямую влияет закупочный объем, благодаря которому даже небольшой опт обходится значительно дешевле, чем розница.
Данный товар производится в соответствии с нормативно технической документацией: ГОСТ 11268-76
Сырьём для производства выступает: 25ХГСА
Условия доставки
Доставка продукции осуществляется в Екатеринбурге, а также по всей территории России и стран СНГ в кратчайшие сроки и удобным для клиента способом. Скидка на доставку 15%! Сотрудничаем с «Деловыми линиями» и другими транспортными компаниями, имеем собственный автопарк различной грузоподъемности. Узнайте подробности
Наши гарантии
Легированный лист 25ХГСА 1.1х1100х2200 мм ГОСТ 11268-76 для химической промышленности проходит проверку на соответствие заявленным характеристикам и сопровождается сертификатом соответствия нормативам. Гарантийный срок до 3-х лет распространяется на все товары. Узнайте подробности
12х3НВФА / Алоро
- Основной
- Бренд
- СНГ, Россия, Украина
- Конструкционная сталь
- Легированная конструкционная сталь
 org/BreadcrumbList»>
org/BreadcrumbList»>для производства проката, применяемого в термически обработанном
Классификация
| Страна | Секция | Категория |
|---|---|---|
| СНГ, Россия, Украина | Конструкционная сталь | Легированная конструкционная сталь |
Химический состав
| Стандарт | Si, % | Мн, % | Cr, % | Cu, % | Ni, % | В, % | Р, % | С, % | С, % | Вт, % |
|---|---|---|---|---|---|---|---|---|---|---|
| ГОСТ 11268 — 76 | 0,17–0,37 | 0,3–0,7 | 1,9–2,4 | < 0,25 | 0,8–1,2 | 0,18–0,28 | < 0,025 | 0,09–0,16 | < 0,025 | 1–1. 4 4 |
Информация о поставщиках
Хотите разместить здесь рекламу?
Механические свойства при 20 °С
| Прокатка | Стандартный | Размер, мм | Напряжение | Классификаторы | 92}$$д5, % | Лечение | ||
|---|---|---|---|---|---|---|---|---|
| Труба | ГОСТ 21729 — 76 | 490 | 16 | |||||
| Пластины | ГОСТ 11269-76 | 490–740 | 15 | Нормализация | ||||
| Пластины | ГОСТ 11269-76 | 1030 | 590 | 10 | Закалка и отпуск | |||
| Лист | ГОСТ 11268 — 76 | 490–740 | 15 | Нормализация | ||||
| Лист | ГОСТ 11268 — 76 | 1030 | 10 | Закалка и отпуск |
Число твердости по Бринеллю
| Прокатка | Стандартный | Классификаторы | Значение, HBW |
|---|---|---|---|
| Пластины | ГОСТ 11269-76 | 156–217 |
Стандарты
| Стандарты | Описание |
|---|---|
| ГОСТ 11268 — 76 |
Описание химических элементов
| Элемент | Единицы измерения | Описание |
|---|---|---|
| Si | % | Кремний |
| Мн | % | Марганец |
| Кр | % | Хром |
| Медь | % | Медь |
| Никель | % | Никель |
| В | % | Ванадий |
| Р | % | Фосфор |
| С | % | Углерод |
| С | % | Сера |
| Ш | % | Вольфрам |
Описание механических свойств
| Параметр | 92}$$Ударная вязкость |
|---|
30ХГСНА, 30ХГСН2А — легированная конструкционная сталь
| Стандарт | Марка стали | ||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0 Химический состав 023 | C: | Mn: | Si: | P: | S: | Cr: | Ni: | Mo: | V: | Ti: | Cu: | ||||||||||
| ПН | 30ХГСНА | ||||||||||||||||||||
| 0,27 — 0,34 | 1,0 — 1,0 3,3 | <0,030 | <0,025 | 0,9 — 1,2 | 1,4 — 1,8 | — | — | — | <0,20 | ||||||||||||
| ГОСТ | 7 — 0,34 | 1,0 — 1,3 | 0,9 — 1,2 | <0,030 | <0,025 | 0,9 — 1,2 | 1,4 — 1,8 | <0,11 | 0,345 9003 <0,03<0,30 | ||||||||||||
| ГОСТ | 30ХГСН2А -Ш — 30ХГЦН2А-Ш | ||||||||||||||||||||
| 0,27 — 0,34 | 1,0 — 1,3 | 0,9 — 1,2 | <0,025 | <0,025 | 4 0,9 — 1,2 | 1,4 — 1,8 | <0,15 | <0,05 | <0,03 | <0,25 | |||||||||||
| 5 ГОСТ | 4 30ХГСН2А-ВД — 30ХГЦН2А-ВД|||||||||||||||||||||
| 0,27 — 0,34 | 1,0 — 1,3 | 0,9 — 1,2 | <0,025 | <0,015 | 0,9 — 1,2 | 1,4 — 1,8 | <0,11 | 5 | <0,03 | <0,30 | |||||||||||
| ТУ | 30ХГСН2МА — 30ХГЦН2МА | ||||||||||||||||||||
| 0,47 — 0,39 0,47 — 0,39 1,0 — 1,3 | 0,9 — 1,2 | <0,025 | <0,025 | 0,9 — 1,2 | 1,4 — 1,8 | 0,30 — 0,45 | — | — | <0,25 | ||||||||||||
| ТУ | -ВГСН3 6 6 30ХГЦН2МА-ВД|||||||||||||||||||||
| 0,28 — 0,34 | 0,8 — 1,2 | 0,9 — 1,2 | <0,025 | <0,005 8 -3 | 1,8 — 2,1 | 0,35 — 0,45 | — | — | — | ||||||||||||
30ХГСНА, 30ХГСН2А — спецификация и применение
Марка конструкционного сплава, аналогичная 30ХГСА, обогащенная никелем для лучшей пластичности и значительно более высоких механических свойств.