
Калибры резьбовые для метрической резьбы (М) ГОСТ 24997-81
Назначение: калибры резьбовые для контроля метрической резьбы с профилем по ГОСТ 9150-81, основными размерами по ГОСТ 24705-81 и ГОСТ 24706-81 и допусками по ГОСТ 16093-81, ГОСТ 4608-81, ГОСТ 24834-81 и ГОСТ 11709-81.
Конструкция и размеры: ГОСТ 17756 -72 – ГОСТ 17767-72
Технические требования: ГОСТ 2016-86
Исполнительные размеры: ГОСТ 18465-73 – ГОСТ 18466-73
Обозначение при заказе: ГОСТ 17756-72
Поля допусков:
для пробок: 5Н6Н, 6Н, 7Н, 6G, 7G;
для колец и контрольных пробок: 6g, 8g, 4h, 6h, 8h, 6e,6d
Типы калибров:
ПР — проходные пробки и кольца
НЕ — непроходные пробки и кольца
К-И — пробки контрольные для колец типа ПР, для контроля износа
КИ-НЕ — пробки контрольные для колец типа НЕ, для контроля износа
КПР-ПР — пробки контрольные ПР для изготовления колец типа ПР
КПР-НЕ — пробки контрольные ПР для изготовления колец типа НЕ
КНЕ-ПР — пробки контрольные НЕ для изготовления колец типа ПР
КНЕ-НЕ — пробки контрольные НЕ для изготовления колец типа НЕ
Примеры обозначения при заказе:
Пробка M 45Х4,5 ПР 6H
Кольцо M 45Х1,5 НЕ 6g
Пробка M 45Х1,5 К-И 6g LH
|
Таблица типоразмеров (номинальный диаметр и шаг резьбы) |
|
M1…M8 |
(0,5/0,75/1/1,25) |
M30 |
(0,75/1/1,5/2/3/3,5) |
M60 |
(1/1,5/2/3/4/ 5,5) |
|
M9 |
(0,5/0,75/1/1,25) |
M32 |
(1,5/2) |
M62 |
(1,5/2/3/4) |
|
M10 |
(0,5/0,75/1/1,25/1,5) |
M33 |
(0,75/1/1,5/2/3/3,5) |
M64 |
(1/1,5/2/3/4/6) |
|
M11 |
(0,5/0,75/1/1,5) |
M35 |
|
M65 |
(1,5/2/3/4) |
|
M12 |
(0,5/0,75/1/1,25/1,5/1,75) |
M36 |
(1/1,5/2/3/4) |
M68 |
(1/1,5/2/3/4/6) |
|
M14 |
(0,5/0,75/1/1,25/1,5/2) |
M38 |
(1,5) |
M70 |
(1,5/2/3/4/6) |
|
M15 |
(1/1,5) |
M39 |
(1/1,5/2/3/4) |
M72 |
(1/1,5/2/3/4/6) |
|
M16 |
(0,5/0,75/1/1,25/2) |
M40 |
(1,5/2/3) |
M75 |
(1,5/2/3/4) |
|
M17 |
(1/1,5) |
M42 |
(1/1,5/2/3/4/4,5) |
M76 |
|
|
M18 |
(0,5/0,75/1/1,5/2/2,5) |
M45 |
(1/1,5/2/3/4/4,5) |
M78 |
(2) |
|
M20 |
(0,5/0,75/1/1,5/2/2,5) |
M48 |
(1/1,5/2/3/4/5) |
M80 |
(1/1,5/2/3/4/6) |
|
M22 |
(0,5/0,75/1/1,5/2/2,5) |
M50 |
(1,5/2/3) |
M82 |
(2) |
|
M24 |
(0,75/1/1,5/2/3) |
M52 |
(1/1,5/2/3/4/5) |
M83 |
(2) |
|
M25 |
(1/1,5/2) |
M53 |
(1,5) |
M85, M90 … M150 |
(1,5/2/3/4/6) |
|
M26 |
|
M55 |
(1,5/2/3/4) |
M155, M160 … M200 |
(2/3/4/6) |
|
M27 |
(0,75/1/1,5/2/3) |
M56 |
(1/1,5/2/3/4/5,5) |
M205, M210 … |
(3/4/6) |
|
M28 |
(1/1,5/2) |
M58 |
(1,5/2/3/4) |
M300 |
(3/4/6) |
|
*Жирным шрифтом выделены предпочтительные размеры |
|||||
Купить калибры для метрической резьбы Вы можете позвонив нам по тел. : +7 (495)984-89-83
: +7 (495)984-89-83
ГОСТ 24997-81. Калибры для метрической резьбы. Допуски (75429)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
КАЛИБРЫ ДЛЯ МЕТРИЧЕСКОЙ РЕЗЬБЫ
ДОПУСКИ
ГОСТ 24997-81
(СТ СЭВ 2647-80)
Издание официальное
«Цена 10 коп.
ЧиООВа-‘ ‘ I
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
КАЛИБРЫ ДЛЯ МЕТРИЧЕСКОЙ
РЕЗЬБЫ
ДОПУСКИ
ГОСТ 24997-81
(СТ СЭВ 2647-80)
Издание официальное
МОСКВА —1982
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
И. А. Медовой, И. И. Городецкая, Ю. И. Дроздова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам.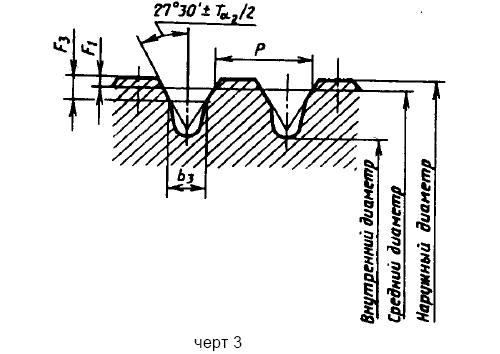 министра А. Е. Прокопович
министра А. Е. Прокопович
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18 ноября 1981 г. № 4989
© Издательство стандартов, 198
2У
Группа Г28
ДК 621.753.3:621.753.1:006.354
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КАЛИБРЫ ДЛЯ МЕТРИЧЕСКОЙ РЕЗЬБЫ
Допуски
Gauges for metric thread. Tolerances
О КП 39 3140
ГОСТ
24997-81
(СТ СЭВ
2647-80)
Взамен
ГОСТ 18107—72,
ГОСТ 11953—66
Постановлением Государственного комитета СССР по стандартам от 18 ноября 1981 г. Н2 4989 срок введения установлен
с 01.01.1983 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на резьбовые и гладкие калибры для метрической резьбы с профилем по ГОСТ 9150—81, основными размерами по ГОСТ 24705—81 и ГОСТ 24706—81 и допусками по ГОСТ 16093—81, ГОСТ 4608—81, ГОСТ 24834—81 и ГОСТ 11709—81-
Стандарт полностью соответствует СТ СЭВ 2647—80.
1. ОБОЗНАЧЕНИЯ
1.1. В настоящем стандарте приняты следующие обозначения размеров и допусков:
bi — ширина канавки резьбового калибра-кольца или ролика с полным профилем резьбы;
Ь2— ширина канавки резьбового калибра-пробки с полным профилем резьбы;
Ь5— ширина канавки резьбового калибра-пробки, калибра- кольца или ролика с укороченным профилем резьбы;
d — номинальный наружный диаметр наружной резьбы;
di — номинальный внутренний диаметр наружной резьбы;
d2— номинальный средний диаметр наружной резьбы;
D — номинальный наружный диаметр внутренней резьбы;
Z?i — номинальный внутренний диаметр внутренней резьбы;
£>2 — номинальный средний диаметр внутренней резьбы;
Издание официальное
Перепечатка воспрещена
EI — нижнее отклонение диаметров внутренней резьбы;
es — верхнее отклонение диаметров наружной резьбы;
Fi — расстояние между линией среднего диаметра и вершиной укороченного профиля резьбы;
F3 — высота укороченного профиля резьбы калибра;
Н — высота исходного треугольника;
Hi — допуск гладкого калибра-пробки для внутренней резьбы;
Нг — допуск гладкого калибра-кольца или калибра-скобы для наружной резьбы;
Нр- допуск гладкого контрольного калибра-пробки для гладкого калибра-скобы и калибра-пробки для контроля из- • носа гладкого калибра-кольца или калибра-скобы;
т — расстояние между серединой поля допуска Т« проходного и непроходного резьбовых калибров-колец и серединой поля допуска Тср резьбового контрольного проходного калибра-пробки;
Wk — среднее значение длины свинчивания N по ГОСТ 16093— 81;
Р — шаг резьбы;
ri — радиус закругления впадины профиля резьбового проходного и непроходного калибров-колец или роликов резьбового проходного и непроходного калибра-скобы;
г2— радиус закругления впадины профиля резьбового проходного и непроходного калибров-пробок;
S — отклонение реального положения оси канавки Ьз относительно номинального;
Тср— допуск среднего диаметра резьбового контрольного проходного и непроходного калибров-пробок, резьбового калибра-пробки для контроля износа, установочного и сортировочного калибров-пробок;
Td — допуск наружного диаметра наружной резьбы;
Td, — допуск среднего диаметра наружной резьбы;
Тд, — допуск внутреннего диаметра внутренней резьбы;
То2 — допуск среднего диаметра внутренней резьбы;
Тр — допуск шага резьбы калибра;
Tpl — допуск наружного и среднего диаметра резьбового проходного и непроходного калибров-пробок;
Тр — допуск внутреннего и среднего диаметра резьбового проходного и непроходного калибров-колец;
Та, — допуск угла наклона боковой стороны профиля резьбы калибра с полным профилем;
Та, — допуск угла наклона боковой стороны профиля резьбы калибра с укороченным профилем;
WGo — величина среднедопустимого износа резьбовых проходных калибров-пробок и калибров-колец
;Wnq — величина среднедопустимого износа резьбовых непроходных калибров-пробок и калибров-колец;
Z — расстояние от середины поля допуска Н, гладкого проходного калибра-пробки до проходного (нижнего) предела внутреннего диаметра внутренней резьбы; величина среднедопустимого износа гладкого проходного калибра- пробки;
Z2 расстояние от середины поля допуска Н2 гладкого проходного калибра-кольцй или калибра-скобы до проходного (верхнего) предела наружного диаметра наружной резьбы;
величина среднедопустимого износа гладкого проходного калибра-кольца или гладкого проходного калибра-скобы; Zpl —’ расстояние от середины поля допуска Т р/, резьбового проходного калибра-пробки до проходного (нижнего) предела среднего диаметра внутренней резьбы;
Z i> — расстояние от середины поля допуска Тд резьбового проходного калибра-кольца до проходного (верхнего) предела среднего диаметра наружной резьбы.
ПРОФИЛЬ РЕЗЬБЫ И ДЛИНА РАБОЧЕЙ ЧАСТИ КАЛИБРОВ
Номера видов калибров, их наименование и назначение — по ГОСТ 24939—81.
Калибры-пробки КПР-ПР (2), У-ПР (5), У-ПР (8), У-НЕ(Ю), КНЕ-ПР(12), КНЕ-НЕ(ІЗ), У-НЕ(15), КИ-НЕ(16), ПР(21), КПР-ПР(28), КПР-НЕ(29), К-И(ЗО), У-СР(31), У-СР (32) и У-СРг(ЗЗ) должны иметь полный профиль резьбы в соответствии с черт. 1, калибры-кольца ПР(1), ПР (4) и калибр-скоба ПР (7) — полный профиль резьбы в соответствии с черт. 2.
Полный профиль резьбы калибра должен выполняться с канавками Ь> (калибр-кольцо) или &2 (калибр-пробка) или с радиусами г; и г2 соответственно. Радиусы должны сопрягаться по касательной с боковыми сторонами профиля резьбы.
Форма канавок ■— произвольная.
Размеры b, b2, г, и г2, относящиеся к номинальному профилю резьбы, должны соответствовать значениям, указанным в табл. Средний диаметр
Средний диаметр
* Наружный диаметр
* Наружный диаметр по радиусу
Не относится к калибру-скобе ПР (7).
Черт. 2
Таблица 1
мм
р | не более | г1=0,072Р = —• не более | ке более | Гл=0,144Р=-~ О не-более, | н 24 |
0,20 | 0,02 | 0,014 | 0,05 | 0,029 | 0,007 |
0,25 | 0,03 | 0,018 | 0,06 | 0,036 | 0,009 |
0,30 | 0,04 | 0,022 | 0,07 | 0,043 | 0,011 |
0,35 | 0,04 | 0,025 | 0,09 | 0,050 ■ | 0,012 |
0,40 | 0,05 | 0,029 | 0,10 | 0,058 | 0,014 |
0,45 | 0,06 | 0,032 | 0,11 | 0,065 | 0,016 |
0,50 | 0,06 | 0,036 | 0,12 | 0,072 | 0,018 |
0,60 | 0,07 | 0,043 | 0,15 | 0,086 | 0,022 |
0,70 | 0,09 | 0,050 | 0„17 | 0,100 | 0,025 |
0,75 | 0,09 | 0,054 | 0,19 | 0,110 | 0,027 |
0,80 | 0,10 | 0,058 | 0,20 | 0,110 | 0,029 |
1,00 | 0,12 | 0,072 | 0,25 | 0,140 | ,0,036 |
1,25 | 0,15 | 0,090 | 0,31 | . | 0,045 |
1,50 | 0,19 | 0,108 | 0,37 | 0,2.10 . | 0,054 |
1,75 | 0,22 | 0,126 | 0,44 | 0,250 | 0,063 |
2,00 | 0,25 | 0,144 | 0,50 | 0,290 | 0,072 . |
2,50 | 0,32 | 0,180 | 0,61 | 0,360 | 0,090 |
3,00 | 0,40 | 0,217 | 0,75 | 0,430 | 0,108 |
3,50 | 0,48 | 0,253 | 0,88 | 0,500 | 0,126 |
4,00 | 0,50 | 0,288 | 1,00 | 0,580 | 0,144 |
4,50 | 0,55 | 0,325 | 1,10 | 0,650 | 0,162 |
5,00 | 0,60 | 0,361 | 1,25 | 0,720 | 0,180 |
5,50 | 1 0,70 | 0,397 | 1,40 | 0,790 | 0,198 |
6,00 | 0,80 | 0,433 | 1,50 | 0,860 | 0,217 |
 0,180
0,180Примечания:
Размеры диаметров по канавке или радиусу, а также размеры bi, и, Ь2 и г2 являются исходными для проектирования резьбообразующего инструмента.
Числовые значения размеров &i, b2, Г], г2, относящиеся к действительному профилю резьбы калибров, в необходимых случаях могут быть рассчитаны по формулам, указанным в справочном приложении.
Укороченный профиль резьбы калибра должен выполняться с канавкой /?з и размерами Fi и F3, указанными в табл. 2, или с радиусом ri (калибр-кольцо) или г2 (калибр-пробка), соответственно указанными в табл. 1. Радиусы должны сопрягаться по касательной с боковыми сторонами профиля резьбы.
Форма канавки произвольная.
Величина Л является справочной, служит для расчета наружного и внутреннего диаметров резьбы калибров с укороченным профилем и непосредственному контролю не подлежит.
Отклонение S канавки Ь3 (черт.
 5) должно быть не более предельного отклонения размера Ь3, указанного в табл. 2.
5) должно быть не более предельного отклонения размера Ь3, указанного в табл. 2.
Предельное отклонение ширины канавки Ь3 может быть увеличено на удвоенную разность между предельным и действительным значением 5’, если действительное значение меньше предельного.
* Не относится к калибру-скобе НЕ (9).
Черт. 4
Профиль ролика калибров-скоб НЕ (9) и ПР (26) должен быть выполнен так, чтобы он соприкасался только с двумя боковыми сторонами контролируемой резьбы (черт. 6а).
Для резьбы с шагом Р<0,5 мм контакт между роликом и резьбой должен происходить на расстоянии не более ЗР (черт. 66).
Длина резьбы рабочей части резьбовых калибров не должна быть менее величин, указанных в табл. 3.
Длина рабочей части гладких калибров для контроля наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы не должна быть менее величин, указанных в табл.
 O.IP
O.IPь,
F3
Номин.
Пред. откл.
0,20
0,020
0,05
±0,01
От 0,05 до 0,07
0,25
0,025
0,07
±0,01
От 0,06 до 0,09
0,30
0,030
0,08
±0,01
От 0,07 до 0,11
0,35
0,035
0,09
±0,01
От 0,08 до 0,13
0,40
0,040
0,11
±0,01
От 0,09 до 0,15
0,45
0,045
0,12
±0,01
От 0,10 до 0,16
0,50
0,050
0,13
±0,01
От 0,12 до 0,18
0,60
0,060
0,16
±0,02
От 0,14 до 0,22
0,70
0,070
0,19
±0,02
От 0,16 до 0,26
0,75
0,075
0,20
±0,02
От 0,20 до 0,30
0,80
0,080
0,21
±0,02
От 0,20 до 0,30
1,00
0,100
0,27
±0,03
От 0,20 до 0,40
1,25
0,125
0,30
±0,04
От 0,25 до 0,50
1,50
0,150
0,10
±0,04
От 0,30 до 0,55
1,75
0,175
0,45
±0,05
От 0,40 до 0,65
2,00
0,200
0,50
±0,05
От 0,45 до 0,75
2,50
0,250
0,80
±0,05
От 0,50 до 0,80
3,00
0,300
1,00
±0,08
От 0,50 до 0,90
3,50
0,350
1,10
±0 08
От 0,65 до 1,10
4,00
.
 0,400
0,4001,30
±0,10
От 0,75 до 1,25
4,50
0,450
1,70
±0,10
От 0,75 до 1,25
5,00
0,500
1,90
±0,10
От 0,75 до 1,25
5,50
0,550
2,10
±0,10
От 0,85 до 1,35
6,00
П р и м е ч а
D,600 н и я:
2,30
±0,1’0
От 0,95 до 1,45
Скачать бесплатно
Инструменты
ИнструментыРазмер шрифта
Фон и цвет шрифта
Изображения
Озвучивание текста
Обычная версия сайта
Кронштейны и шаблоны
НА СКОБАХ (ГОСТ 18369-73)
131,4 КБ
СКОБЫ ШТАМПОВАННЫЕ (ГОСТ 18367-93)
271,1 KB
СКОБЫ (ГОСТ 18360-93)
299,1 КБ
КОМПЛЕКС СКОБ (ГОСТ 18358-93)
208,4 КБ
СКОБЫ ДЛЯ ДЛИН (ГОСТ 18357-73)
125,5 КВ
СКОБЫ ДЛЯ ПРОДОЛЬНЫХ (ГОСТ 18356-73)
151,6 КБ
СКОБЫ СПЛАВНЫЕ (ГОСТ 16775-93)
254,3 KB
СКОБЫ СО СМЕННЫМИ ГУБКАМИ (ГОСТ 8365-93)
249,2 KB
СКОБЫ РЕГУЛИРУЕМЫЕ ГЛАДКИЕ (ГОСТ 2216-84)
296,5 КБ
СКОБЫ ТУ (ГОСТ 11098-75)
512,7 КБ
Калибры
ГОСТ 24968-81
295 КБ
ГОСТ 24116-80
297,5 КБ
ИЗМЕРИТЕЛЬ ПАЗОВ (ГОСТ 24121-80)
191,1 KB
ШПОНОЧНЫЕ КОНТРОЛЛЕРЫ (ГОСТ 24111-80)
261,4 КБ
РАЗМЕРНЫЕ НУРОМЕРЫ (ГОСТ 16085-80)
890 KB
КАМЕРЫ СФЕРИЧЕСКИЕ (ГОСТ 14827-69)
250,6 КБ
Прочие
ГОСТ 18357-73
320 КБ
ГОСТ 14748-69
322 КБ
ШЛИФОВАЛЬНЫЕ МАТЕРИАЛЫ (ГОСТ 5744-85)
794,7 КБ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ(ГОСТ 2015-84)
281,3 КБ
АЛМАЗНЫЕ ЧАШКИ (ГОСТ 16173-91)
127,8 КБ
ПАСТЫ(ГОСТ 25593-83)
1,2 МБ
ПРОВОЛОКИ И РОЛИКИ(ГОСТ 2475-88)
457,1 КБ
КРУГИ ШЛИФОВАЛЬНЫЕ (ГОСТ 2424-83)
1,4 МБ
ПРИЗМЫ(ГОСТ 24114-80)
199,2 КБ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ (ГОСТ 2016-86)
122,2 КБ
РУКОЯТКИ ДЛЯ КОЛЬЦ И ВТУЛОК(ГОСТ 17767-72)
87,1 КБ
Калибры со шлицами
КАЛИБРЫ ПРОРЕЗНЫЕ ЭВОЛЬНЫЕ (ГОСТ 24969-81)
659,8 KB
КАЛИБРЫ ПРОРЕЗНЫЕ (ГОСТ 24960-81)
1,3 МБ
КАЛИБРАТОРЫ ДЛЯ ЩЕЛЕВЫХ СОЕДИНЕНИЙ (ГОСТ 24959-81)
111,9 KB
Гладкие калибры
ГОСТ 24851-81
265,9 КБ
ГОСТ 21401-75
2 МБ
ГОСТ 14826-69
152,4 КБ
ГОСТ 14825-69
173,9 КБ
ГОСТ 14824-69
175 КБ
ГОСТ 14823-69
249,5 КБ
ГОСТ 14822-69
225,2 КБ
ГОСТ 14821-69
186,2 КБ
ГОСТ 14820-69
184 КБ
ГОСТ 14819-69
152,9 КБ
ГОСТ 14818-69
149,3 КБ
ГОСТ 14817-69
158,8 КБ
ГОСТ 14816-69
152,7 КБ
ГОСТ 14815-69
153,7 КБ
ГОСТ 14814-69
129,1 КБ
ГОСТ 14813-69
125 КБ
ГОСТ 14812-69
133,5 КБ
ГОСТ 14811-69
232,7 КБ
ГОСТ 14810-69
364,6 КБ
ГОСТ 14809-69
104,2 КБ
ГОСТ 14808-69
107,8 КБ
ГОСТ 14807-69
256,5 КБ
Штампы-шрифты
ШТАМПЫ РУЧНЫЕ (ГОСТ 25726-83)
149,6 КБ
СТП ТМЗ ШРИФТС
642,1 КБ
Шрифты(ГОСТ 2930-62)
2 МБ
Резьба
ПРОБКИ РЕЗЬБОВЫЕ(ГОСТ 12202-66)
294,3 КБ
ГОСТ 16093-2004
1,1 МБ
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ(ГОСТ 6111-52)
303,2 KB
РЕЗЬБА КОНИЧЕСКАЯ(ГОСТ 8867-89)
459,6 КБ
МАНИМЕРОВ КОНИЧЕСКИХ ТРУБНЫХ (ГОСТ 7157-79)
615,4 KB
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ (ГОСТ 6485-69)
430,4 KB
РЕЗЬБА МЕТРИЧЕСКАЯ МЕНЕЕ 1 ММ(ГОСТ 3199-84)
455,5 KB
ДОПУСКИ КРУГЛОЙ РЕЗЬБЫ (ГОСТ 28094-89)
666 КБ
МНОГОРЕЗНАЯ (ГОСТ 27298-87)
558,9 КБ
РЕЗЬБА ЭДИСОНА КРУГЛАЯ (ГОСТ 25578-83)
148,7 KB
ТРУБА НАСОСА ТРАПЕЦИЯ (ГОСТ 25576-83)
432,2 КБ
КОРПУС ТРАПЕЦИЯ (ГОСТ 25575-83)
336,7 КБ
ДОПУСКИ ТРУБНОЙ РЕЗЬБЫ(ГОСТ 2533-88)
523,9 КБ
КЛАПАНЫ ЦИЛИНДРОВ РЕЗЬБОВЫЕ(ГОСТ 24998-81)
523,9 KB
ДОПУСКИ МЕТРИЧЕСКОЙ РЕЗЬБЫ(ГОСТ 24997-81)
927,3 КБ
ИЗМЕРИТЕЛЬ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ(ГОСТ 24939-81)
706,4 КБ
РЕЗЬБА МЕТРИЧЕСКАЯ(ГОСТ 24705)
593,5 КБ
РЕЗЬБА КОНИЧЕСКАЯ(ГОСТ 24672-81)
229,4 КБ
ДОПУСКИ МЕТРИЧЕСКОЙ КОНИЧЕСКОЙ РЕЗЬБЫ(ГОСТ 24475-80)
773,7 KB
КАМЕРЫ ДЛЯ БУРОВЫХ ТРУБ (ГОСТ 22634-77)
370,5 КБ
КОЛЬЦА ТРУБНЫЕ (ГОСТ 18930-73)
107,7 КБ
КОЛЬЦА ТРУБНЫЕ ПР(ГОСТ 18929-73)
107,9 КБ
ПРОБКИ ТРУБНЫЕ(ГОСТ 18924-73)
130,1 КБ
РЕЗЬБА МЕТРИЧЕСКАЯ(ГОСТ 18466-73)
17,8 МБ
РЕЗЬБА МЕТРИЧЕСКАЯ (ГОСТ 18465-73)
22,6 МБ
КОЛЬЦА ИЗ 105(ГОСТ 17766-72)
387,2 КБ
КОЛЬЦА ИЗ 105(ГОСТ 17765-72)
409,6 КБ
КОЛЬЦА РЕЗЬБОВЫЕ(ГОСТ 17764-72)
306,1 КБ
КОЛЬЦА РЕЗЬБОВЫЕ(ГОСТ 17763-72)
318,1 KB
ЗАГЛУШКИ ОТ 105(ГОСТ 17762-72)
937,2 КБ
ВИЛКИ ОТ105(ГОСТ 17761-72)
1,3 МБ
ПРОБКИ РЕЗЬБОВЫЕ КОРОТКИЕ(ГОСТ 17760-72)
569,6 КБ
ПРОБКИ РЕЗЬБОВЫЕ ОТ 50 ДО 100(ГОСТ 17759-72)
834,5 КБ
ПРОБКИ РЕЗЬБОВЫЕ (ГОСТ 17758-72)
295 KB
ПРОБКИ РЕЗЬБОВЫЕ (ГОСТ 17757-72)
2 КБ
ВСТАВКИ ВИНТОВЫЕ ПР(ГОСТ 17756-72)
1,7 МБ
ПРОБКА РЕЗЬБА (ГОСТ 17381-84)
7,7 МБ
КАЛИБРЫ ДЛЯ ДЮЙМОВОЙ РЕЗЬБЫ (ГОСТ 1623-89)
529,7 KB
ПРОБКА РЕЗЬБОВАЯ УСИЛЕННАЯ (ГОСТ 14747-88)
429,9 KB
РЕЗЬБА КРУГЛАЯ(ГОСТ 13798-68)
142,3 КБ
ТРЕУГОЛЬНАЯ РЕЗЬБА КОРПУСНОЙ ТРУБЫ (ГОСТ 10655-81)
368,5 КБ
РЕЗЬБА НАСОСНАЯ ТРЕУГОЛЬНАЯ(ГОСТ 10654-81)
369,9 KB
РЕЗЬБА ТРЕУГОЛЬНАЯ РАСТОЧНАЯ(ГОСТ 10653-84)
431,8 КБ
КАМЕРЫ НА РЕЗЬБУ ПРОБКИ(ГОСТ 10278-81)
536 КБ
ТРАПЕЦИЯ ОДНОПРОХОДНАЯ (ГОСТ 10071-89)
523,9 КБ
Ваша корзина пуста
Это легко исправить: выберите интересующий Вас товар в каталоге и нажмите кнопку «Добавить в корзину»
В каталог
(PDF) Расчет размеров рабочего калибра для проверки метрической резьбы
L ИЗМЕРЕНИЯ ИНФОРМАЦИОННЫХ И УГЛОВЫХ ИЗМЕРЕНИЙ
РАСЧЕТ РАЗМЕРОВ РАБОЧЕГО МЕТРА ДЛЯ ПРОВЕРКИ МЕТРИЧЕСКОЙ РЕЗЬБЫ
Кудинова Г.
 С. УДК 621.753.3.001.24
С. УДК 621.753.3.001.241 января 1983 г. ГОСТ 24997-81 «Калибры для метрических резьб: Допуски» внедрялись в промышленности, которая была разработана из одноименного СТ СЭВ 2647-80, что соответствует ISO 1502. Этот стандарт полностью удовлетворяет упраздненному ГОСТу 18107-72 в части калибров для метрической резьбы с пространство. Отличие от СТ СЭВ 2647-80 в том, что в стандарте дополнены некоторыми положениями о расчете калибра размеры, которые позволяют полностью связать работу размеры калибров, рассчитанные от этого стандарта до рабочие калибров по ГОСТ 18465-73 «Калибры для Резьба метрическая от i до 68 мм: Рабочие размеры» и ГОСТ 18466-73 «Калибры для метрической резьбы свыше 68 и до 200 мм: Рабочие размеры». Таким образом, новый стандарт не требует пересмотр любой конструкторской или технологической документации или внесение изменений в оборудование на заводах по изготовлению манометров. Тем не менее авторы стандарта касается многих тем, касающихся расчета рабочих размеров в соответствии с формулами, приведенными в стандарт.
 В этой статье я даю пояснения и рекомендации по
расчет рабочих габаритов и рассмотрим пример для
конкретный калибр.
В этой статье я даю пояснения и рекомендации по
расчет рабочих габаритов и рассмотрим пример для
конкретный калибр.Общие аспекты расчета калибровочных диаметров. Когда один рассчитывает рабочие диаметры по ГОСТ 24997-81 формул (таблицы i0 и ii) следует определить минимальное предельный размер для калибра-кольца и максимальный предельный размер для вилку (см. примечание 3 к таблице i0 и примечание i к таблице II), т. е. номинальный диаметр калибра-кольца уменьшен, а калибра-пробки увеличивается на половину допуска. Предельные отклонения будут односторонний: положительный для калибров-колец и отрицательный для калибров-пробок.
Внутренний диаметр калибра-пробки и наружный диаметр для кольца приведены по формулам ГОСТ 24997-81 (в соответствии с ST S~V и ISO) по отношению к канавке или радиус, а в ГОСТ 18465-73 и ГОСТ 18466-73 значения соответственно для внутреннего или внешнего диаметра (см. чертежи 1-4 ГОСТ 24997-81), поэтому при расчете рабочих диаметров, H/6 и H/12 в этих формулах должны быть Исключенный.
 Это отражено в пунктах 5 и 6 в справке.
приложение к ГОСТ 24997-81.
Это отражено в пунктах 5 и 6 в справке.
приложение к ГОСТ 24997-81.В соответствии с этим стандартом (примечание 2 к таблице 5) один ограничивает количество калибров для данного размера резьбы для данного базовое отклонение по среднему диаметру путем проектирования проходных калибров исходя из допусков на наименьшую точность. За например, калибры с полем допуска 8ч разработаны на основе допусков по точности 6, что подразумевает и ГОСТ 18465-73 и ГОСТ 18466-73, в которых такие калибры с допуском диапазоны 6h и 8h объединены в одну строку.
Расчеты по изношенным датчикам. ГОСТ 24997-81 дает формулы для вычисление изношенного среднего диаметра для калибра-пробки PR или NE. износ по среднему диаметру там можно определить с помощью К-I и КИ-НЕ соответственно проверьте манометры. Следовательно, в ГОСТ 24997-81 (как и в СТ СЭВ и ИСО) не приведены формулы, определяющие износ калибров- колец ПР и НЭ. Предельные значения износа средние диаметры там (WGo и WNG) приведены в таблице 5 в ГОСТ 24997-81, по которому можно рассчитать степень износа и размеры калибров К-И и КИ-НЭ.
 Когда человек вычисляет
В последнем случае значения WGO и WNG следует брать из таблицы 5 для
калибры-кольца (см. примечание 4 к таблице и0 ГОСТ 24997-81).
Когда человек вычисляет
В последнем случае значения WGO и WNG следует брать из таблицы 5 для
калибры-кольца (см. примечание 4 к таблице и0 ГОСТ 24997-81).Что касается износа внутреннего диаметра калибров- колец PR или наружный диаметр для штекеров ПР, рабочих нет формулы в советских или международных стандартах. Степень износ заложен в ГОСТ 18465-73 и ГОСТ 18466-73 на основании существующей практики изготовления и использования калибров.
При необходимости калибровочный износ можно установить либо по производственный допуск на соответствующий диаметр или аналогия с тем, что заложено в ГОСТ 18465-73 и ГОСТ 18466-73. По ГОСТ 24997-81 и СТ СЭВ 2647-80 не устанавливают значения для износ контрольных калибров прохода и упора, это можно установить по снижение толерантности TCp. Там-
Перевод из Измерительной техники, № 9, стр. 11-14, Сентябрь 1989 г.
850 0543-1972/89/3209-0850512.50 9 1990 Пленум Издательство Корпорация
ТАБЛИЦА i. Калибр-кольцо, резьба М24 1,5-8г мм
Калибр
PR(1)
NE(II)
ТАБЛИЦА 2.

Наружный диаметр не менее»
D I ES D+TPL
24—0.032+0,011 = –23,979
D+ES D «PTPL
24—0,032+0,014 = = 23,982
Средний диаметр
Максимум. ,+eS d —Z R — T R/2
23,026—0,032 —0,008— —0,000=22,977
d=+esd=-Td=-T R
23,026—0,032—0,236— —0,023=22,735
Предельное отклонение
-I T R
+0,018
+ T R
+0,023
Предельный размер для изношенного калибра
d, -I-esds—Z R + WGO
23,020—0,032—0,0081″ +0,021=23,007
d=-l-eS dz—T d=— —TR/2″r WNG
23,026—0,032—0,236—
—O,Ol 15-= 0,0195=22,766
Внутренний.диаметр
Максимальный предельный размер.
d=+esdt—TR/2
22,376—0,032—0,009 = =22,335
dl-~es a —T,~ — — u==t
—3TR/2-2F = 23,020—0,032—0,236— —.0,03.l 5—0,3=22,424
предельное отклонение
-[ T R
-I-0.018
+2T R
+0,040
Контрольная пробка Калибр, резьба M24 x 1,5-8g мм
Калибр
KPR-PR(2), U-PR(3)
NE(3)
K — I (6 )
KNE-PR(12)
KNE-N~(Z3)
K.
 ~-NE(16)
~-NE(16)u-~(].o)
Наружный диаметр
Максимальный предельный размер
d+es d -‘r TpL
24—0,032 +0,01 [ = 23,979
d,-I-esd,—Z R+ +TR/_’+ 2Fcl-Tpl/2
23,026—0,032—0,008+ +,0,009+0,3+0,0055=
=23,300
ds’Pes d -Z R+WGO+ +2Ft+TpL/2
23,026—0,0326—0,0302
— -0,008+0,021 +0,3+ +0,0056=23,312
d+es d +TpL—B 1 ~
24—0,013a+0,014— 9 -4X021 =23,961
23 90 d -Td,+TpL
24-0,032—0,236+ +0,0fl4—23,746
d+es d -T d —T R/2+ *WNo+TpL
24-0,032—0,236- — —‘O,O 115+0,0198+
+0,014=23,754
d+e$ d —T d —T R/2+ +TpL
24—0,032—0,236— —0,0118+0,014=23,734
размеры предельных максимальных предельных отклонений
-2TpL df+eSd —Z R — — ,n+ + T cp/2
0,022 -TPL
—0.O11
-TPL
—0,011
-2TPL
—0,028
—2TPL
—0,028
—2TPL
-028
—2TpL
— -0,028
23,026—0,0T2—0,008— —0,018 +0,0045=22,972
ds+eS d —Z R -t- T R /2+ + TCP/3
23,026—0,03t2—.
 0,008 + +0.’009+0,003=22,998
0,008 + +0.’009+0,003=22,998I
d=+esdf—Z R 4-WGO + +Tcp/3
23,023—0,026 —0,008+ +0,021 +0,003=23,010
I
d=+esd, —T ds — T R 12— —m+Tcp/223,026—,0,032 —0,236— — 0,0115—0,022+0,006 =
= 22,730 I
DS+ES DS-T D =+TCP/3
23.026—0,032—0,236++0,004 = 22,762
I
DS+ES DA D D. —T d,—T R /2+ +WNG + T cpl3
28,026—0,0~2—0,236— —0,0118-1-0,0195+0,004=
=22,770
d=+esd,—T d —T R /2
23,026—0,032—0,236— .—0,0115=22,740
2 Средний диаметр предельный размер! не более отклонения для изношенных калибр
—2/3Tcp ds+es # —Z R —m— d ,+es d t— ZR —m —T cpI2
—0,006 23,026—0,032—0,008— 22,376—0,032—0,008— —0,018—0,0045=22,964 -0,018=22,318
—2/3Tcl,
—0,006
— 2/3T c p
—0,000
d,q eS d —Z R —m
22,376—‘0,032—0,008— — -0 ,018=22,318
I
d,+es dt — — r R 12
2,003006 —0,032—0,009=
=22,335
-2/3Tcp ds JfeS ds—Td= —m— d,+eS dt—Tde — —Tcp/2 —T R /2-м
—0,008 23,026—0,032—0,236— 22,376—0,032—0,236— «—0,0115—0,022—0,006= —0,0115—0,022=22,074
=22,718 i
—2/3Tcp __ d=+esd I —T de
— -0,008 22,376—0,032—0,238~ — -22,108
I I
—2/3T cp
—0,008
da+eSde—T d,—T R /2— —TCp
23,026—0,032—0,236— — 0,0115—0,012=22,734
d,4-esdl—‘f d=
99,376—0,032—0,236— ~22,108
dt+esd,—T d, 3-7,0003 2,20002 —0,236— =оо,108
-213ТОр
—0,008
В1 рассчитано согласно (i).
851
Рис. i
~ 1 ?-‘ ., о, ос ~.
‘ \г/ Рис. 2
ТАБЛИЦА 3. Калибр-пробка, резьба M24 x 1,5-7H
Калибр
PR(21)
Максимальный предельный внешний диаметр отклонение
—2TPL
— 0,022
—2TPL
~ 0,028
~ XIMUM Ограничивающий размер
D,+Z PL+TLI2
23 026+0,012+0,0055 =
=
=
23 026+0,012+0,0055 =
=
=
23,026+0,012+0,0055 =
=
23,026+0,012+0,0055 =
=
23,026+0,012+0,0055 =
23 026+0,012+0,0055 =
23,044
Диаметр средний I предельный I предельный размер по
отклонение изнашиваемого калибра
—TpL
—0,011
— TpL
—~),014
D,+Z pL—WO0
23,026+0,012—0,021 = =23,020
D,+TD,+T pL/2— — WNG
23,026+0,250+0,007— —0.015—23.268
D+ Z pL + T pL
24+0,012+0,011 =24,023
D,+TD +3TpL/2+2F*
23,026+ 0,260+ 0,021++0,3—23,597 ‘
DI+TD+TPL
23,026+0,260+0,014— ~ 23,290
Внутренний диаметр не более
DT
22,376
DL
DT
22,376
DL
DT
22,376
DL
DT
22,376
DL0003
22,376
Прежде можно рассчитать рабочие размеры, как указано в ГОСТ 18465-73 и ГОСТ 18466-73 за счет уменьшения допуска на средние диаметры для калибров-пробок КПР-ПР, КНЭ-ПР, У-ПР, У-НЭ на 1/3 TCp за счет предельного отклонения, которое принимается как 2/3 TCP.
 Эта ситуация отражена в примечании i к таблице 5 в
ГОСТ 24997-81.
Эта ситуация отражена в примечании i к таблице 5 в
ГОСТ 24997-81.Так же есть пункт, никак не отраженный в ГОСТ 24997-81 тем, что средние диаметры непроходных калибров типов КПР-НЭ, КНЭ-НЭ, К-И и К I-НЭ по ГОСТ 18465:73 и ГОСТ 18466-73 отличаются на 1-2 мкм от рассчитанных по ГОСТ 24997-81 формул, потому что формула в Таблице i0 имеет 1/3 TCp добавлен, а не TCP/2, что уменьшает допуски на среднее диаметров этих калибров примерно на 30% и, соответственно, предельные отклонения составляют 2/3 TCp, а не TCp.
Этот пункт связан со стандартной практикой в Советском Союзе. промышленность изготовления непроходных калибров, которая была принята при составлении ГОСТ 18107-72. Следовательно, точность, достигаемая в этих датчиках в советской промышленности сохранялась, а с введением ГОСТ 24997-81, рабочие размеры этих калибров приведены по ГОСТ 18465-73 и ГОСТ 18466-73 остаются без изменений.
Расчеты калибров с малым шагом резьбы и большим Допуски на средний диаметр. Примечание 6 к таблице i0 и примечание 2 к таблице ii в ГОСТ 24997-81 означают увеличение наружного диаметра для калибров- колец NE и проверьте калибры-пробки KNE-PR или увеличьте внутренние диаметры в калибрах-пробках NE.

Следующие формулы используются для расчета снижения B в наружный диаметр для калибров- колец NE или B I для контрольной пробки KNE-PR калибров (см. рис. i, где I — наружный диаметр номинальный профиль резьбы, II номинальный профиль резьбы и III профиль резьбы в калибре-кольце СВ):
B =HI4— (Td-~-O .05ctg =12) ; Bi ,=H/4—(Td,.q-Tt~ +0,005ctg ~12), (i)
, где H — высота исходного треугольника для номинального профиль резьбы, T d – допуск 2 на средний диаметр резьбы. наружная резьба, T R – допуск на изготовление среднего диаметр резьбы для калибра-кольца NE и 0,05 cot ~/2 составляет максимально допустимое уменьшение наружного диаметра НЭ кольцевой калибр.
852
Формула увеличения внутреннего диаметр калибра-пробки СВ (рис. 2, где I — номинальный профиль резьбы, II профиль резьбы в калибре-пробке NE, и III внутренний диаметр номинального профиля резьбы):
E=To,q-TpLqO.~ctg~/2~H/2, где T D — допуск на средний диаметр внутренней резьбы, Тпл допуск 2 дюйма изготовление среднего диаметра резьбы в калибре-пробке NE, 0,05 ctg~/2 — максимально допустимое увеличение внутренний диаметр калибра-пробки NE.

Если B и B I положительны, не следует уменьшать внешний диаметр резьбы, а если они отрицательные, то следует уменьшить наружный диаметр калибров- колец NE и заглушки KNE-PR на ту же сумму. На практике наружный диаметр уменьшается для калибра-кольца с шагом резьбы до 1,25 мм, тогда как что не делается для калибра-кольца с шагом резьбы более 1,25 мм. потому что нарезание канавки обеспечивает подходящий калибр без уменьшения наружный диаметр. Если можно сделать манометр с канавка на наружном диаметре, возможно, нет необходимости уменьшать наружный диаметр калибра-кольца с шагом резьбы менее 1,25 мм.
Если значение Е положительное, внутренний диаметр калибра-пробки NE равен увеличилась на эту сумму. Если он отрицательный, внутренний диаметр равен не увеличился. Увеличивают его в основном в калибрах-пробках, имеющих шаг резьбы 0,5 мм.
Замена диапазона допуска 5H6H для калибра-пробки на 5H. Один можно сделать эту замену как в ГОСТ 18465-73 из-за аналогичная замена на введение ГОСТ 16093-81 «Метрические Резьба: Допуски: Фитинги с зазорами», которая была основана на СТ СЭВ 640-77.

Калибр-пробка с резьбой 5H подходит для контроля резьбы с полем допуска 5Н или 5Х6Н, т.к. рабочие размеры калибры-пробки PR и NE рассчитываются из допусков на средний диаметр резьбы, которые в этом случае идентичны для 5H и диапазоны допусков 5H6H. Разница возникает только при проверке внутренний диаметр во внутренней резьбе, т. е. при проверке гладкие калибры: в одном случае 5Н, а в другом 6Н.
Расчет рабочих размеров резьбовых калибров для M24 Резьба 1,5-7H/8g. Номинальные размеры в n~n для наружного и внутренняя резьба дана ГОСТ 24705-81 «Основная взаимозаменяемость Нормы: Метрическая резьба: основные размеры» as d = D = 24.000; d 2 = D 2 = 23,026; г I = DI = 22,376.
Ниже приведены числовые значения основных отклонений в ~м для наружной и внутренней резьбы по ГОСТ 16093-81 «Основные нормы взаимозаменяемости: Метрическая резьба: Допуски: Подгонка с зазорами»: es d = esd2 = esdl = -~3,032; EI D = EID2 = EIDz = 0,
Допуски на средние диаметры снаружи и внутри резьбы в мкм по ГОСТ 16093-81 составляют:
7d,(6) = 1,50; ТД, (6)=200; ТД, (1)~250, К.
