
ГОСТ 9467-75 стандарт, статус на 2018 год
- Стали
- Стандарты
Всего стандартов
Статус на 2022 год Действует
| Замененный | ГОСТ 9467-60 |
Настоящий стандарт распространяется на металлические покрытые электроды для ручной дуговой сварки углеродистых, низколегированных и легированных конструкционных и легированных теплоустойчивых сталей.
Электроды должны изготавливаться следующих типов:
- Э38, 342, Э46 и Э50 — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кге/мм2;
- Э42А, Э46А и Э50Л — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кге/мм2, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости;
- Э55 и Э60 — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву свыше 50 до 60 кге/мм2;
- Э70, Э85, ЭКЮ, 3125, Э150 — для сварки легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением разрыву свыше 60 кге/мм2;
- Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ.
 Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ — для сварки легированных теплоустойчивых сталей.
Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ — для сварки легированных теплоустойчивых сталей.
 Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ — для сварки легированных теплоустойчивых сталей.
Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ — для сварки легированных теплоустойчивых сталей.Механические свойства электродов по стандарту ГОСТ 9467-75
|
Тип электрода |
Механические свойства при нормальной температуре | Содержание в наплавленном металле, % | |||||
| металла шва или наплавленного металла | сварного соединения, выполненного электродами диаметром менее 3 мм | ||||||
| Временное сопротивление разрыву, кгс/мм2, min | Относительное удлинение, %, min | Ударная вязкость, кгс/ м/см2, min | Временное сопротивление разрыву, кгс/мм2, min |
Угол загиба, град.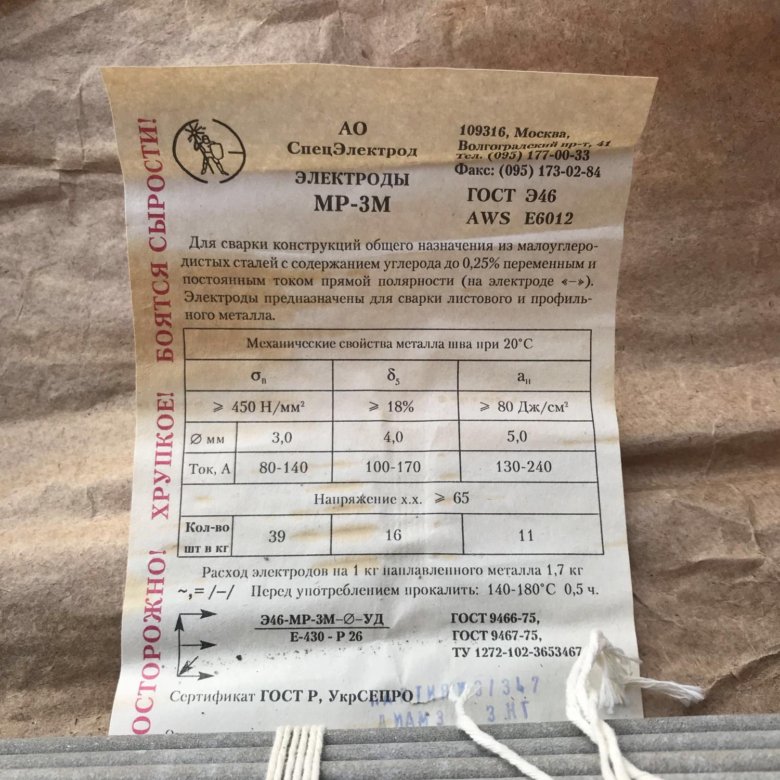 , min , min
|
серы, max | фосфора, max | |
| Э38 | 38 | 14 | 3 | 38 | 60 | 0,040 | 0,045 |
| Э42 | 42 | 18 | 8 | 42 | 150 | 0,040 | 0,045 |
| Э46 | 46 | 18 | 8 | 46 | 150 | 0,040 | 0,045 |
| Э50 | 50 | 16 | 7 | 50 | 120 | 0,040 | 0,045 |
| Э42А | 42 | 22 | 15 | 42 | 180 | 0,030 | 0,035 |
| Э46А | 46 | 22 | 14 | 46 | 180 | 0,030 | 0,035 |
| Э50А | 50 | 20 | 13 | 50 | 150 | 0,030 | 0,035 |
| Э55 | 55 | 20 | 12 | 55 | 150 | 0,030 | 0,035 |
| Э60 | 60 | 18 | 10 | 60 | 120 | 0,030 | 0,035 |
| Э70 | 70 | 14 | 6 | - | - | 0,030 | 0,035 |
| Э85 | 85 | 12 | 5 | - | - | 0,030 | 0,035 |
| Э100 | 100 | 10 | 5 | - | - | 0,030 | 0,035 |
| Э125 | 125 | 8 | 4 | - | - | 0,030 | 0,035 |
| Э150 | 150 | 6 | 4 | - | - | 0,030 | 0,035 |
Примечания:
- Для электродов типов Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55 и Э60 приведенные в таблице значения механических свойств установлены ятя металла шва, наплавленного металла и сварного соединения в состоянии после сварки (без термической обработки).
 Механические свойства металла шва, наплавленного металла и сварного соединения после термической обработки ятя электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
Механические свойства металла шва, наплавленного металла и сварного соединения после термической обработки ятя электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок. - Для электродов типов Э70, Э85, Э100, Э125 и Э150 приведенные в таблице значения механических свойств установлены для металла шва и наплавленного металла после термической обработки но режимам, регламентированным стандартами или техническими условиями на электроды конкретных марок. Механические свойства металла шва и наплавленного металла в состоянии после сварки для электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
- Показатели механических свойств сварных соединений, выполненных электродами типов Э70, Э85, Э100, Э125, Э150 диаметром менее 3 мм должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
Полный текст ГОСТ 9467-75 в прикрепленном pdf-файле.
Скачать ГОСТ 9467-75
gost-9467-75.pdf
×
Отмена Удалить
×
Выбрать тариф
×
Подтверждение удаления
Отмена Удалить
×
Выбор региона будет сброшен
Отмена
×
×
Оставить заявку
×
| Название | |||
Отмена
×
К сожалению, данная функция доступна только на платном тарифе
Выбрать тариф
Чем заменен в Украине ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки?
В попытке разобраться, по какому стандарту необходимо смотреть электроды для конструкций из металла прихожу к следующим выводам:
Кто не помнит / не знает, напоминаю. на сегодняшний день металлические конструкции разделяются на 3 основных норматива. проектирование, изготовление и монтаж. Если посмотрим ДСТУ Б В.2.6-199:2014 Конструкції сталеві будівельні. Вимоги до виготовлення стр.3, вижу ссылку на ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки
на сегодняшний день металлические конструкции разделяются на 3 основных норматива. проектирование, изготовление и монтаж. Если посмотрим ДСТУ Б В.2.6-199:2014 Конструкції сталеві будівельні. Вимоги до виготовлення стр.3, вижу ссылку на ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки
На сегодняшний день это ГОСТ уже не действующий. Но часто так бывает, что норматив отменили, но замену не подготовили. Отменить отменили — красавцы. А вот про замену забыли. Так и в этом случае.
Итак, звоню в институт им. Шимановского главному инженеру Пасечнюку Владимир Леонидовичу. Это тот институт, который и разрабатывал ДСТУ Б В.2.6-199:2014. Отправляет меня на институт Патона. Оказывается новый норматив должен разработать (разрабатывает?) институт Патона, в частности Синеок Алексадр Георгиевич. Звоню, никто не берет трубку …
Какая информация имеется? Для сталей класса от С235 до С275 подходят электроды марки УОНИ -13/45, Уони 13/45А.
ГОСТ 9467-75,
Согласно п. 4 механические свойства наплавленного метала шва должны соответствовать таблице 1
4 механические свойства наплавленного метала шва должны соответствовать таблице 1
Механические свойства электродов согласно Таблице 1
Электродам типа Э42А соответствуют марка электродов УОНИ 13/45
Почему именно Э42А и Э46А?
Практически все здания класса последствий СС3 находятся в сейсмической зоне, исключение г. Суммы. У таких зданий повышенные требования металлу конструкций к показателям по пластичности, ударной вязкости и относительного удлинения.
Это по ГОСТ, а что в украинских нормах?
Более четкое указание в украинских нормах соответствия типа электродов Э42А и марок УОНИ 13/45 для сталей от С235 до С275 включительно, можно увидеть в таблице Д.1 ДБН В.2.6-198:2014 Сталеві конструкції. Норми проектування
В наличии еще Текст ДСТУ EN ISO 2560:2014 Матеріали зварювальні. Eлектроди покриті для ручного дугового зварювання нелегованих та дрібнозернистих сталей. Класифікація (EN ISO 2560_2009, IDT)
Казалось бы вот оно! Этот норматив должен был бы раскрыть все ответы на интересующие вопросы (во всяком случае так говорит название документа). Но это не так. Во первых официальный документ полностью на английском языке. Но в сети можно найти версию с переводом на украинский язык. Во вторых информация в этом документе «куцая» и не является заменой ГОСТ 9467-75. Кроме того параметры которые изложены в ГОСТ 9467-75 и собственно отображены в типе электрода не возможно сопоставить с тем, что есть в таблице 1а ДСТУ EN ISO 2560:2014.
Но это не так. Во первых официальный документ полностью на английском языке. Но в сети можно найти версию с переводом на украинский язык. Во вторых информация в этом документе «куцая» и не является заменой ГОСТ 9467-75. Кроме того параметры которые изложены в ГОСТ 9467-75 и собственно отображены в типе электрода не возможно сопоставить с тем, что есть в таблице 1а ДСТУ EN ISO 2560:2014.
Посмотрим, насколько возможно применение ДСТУ EN ISO 2560:2014 как норматива.
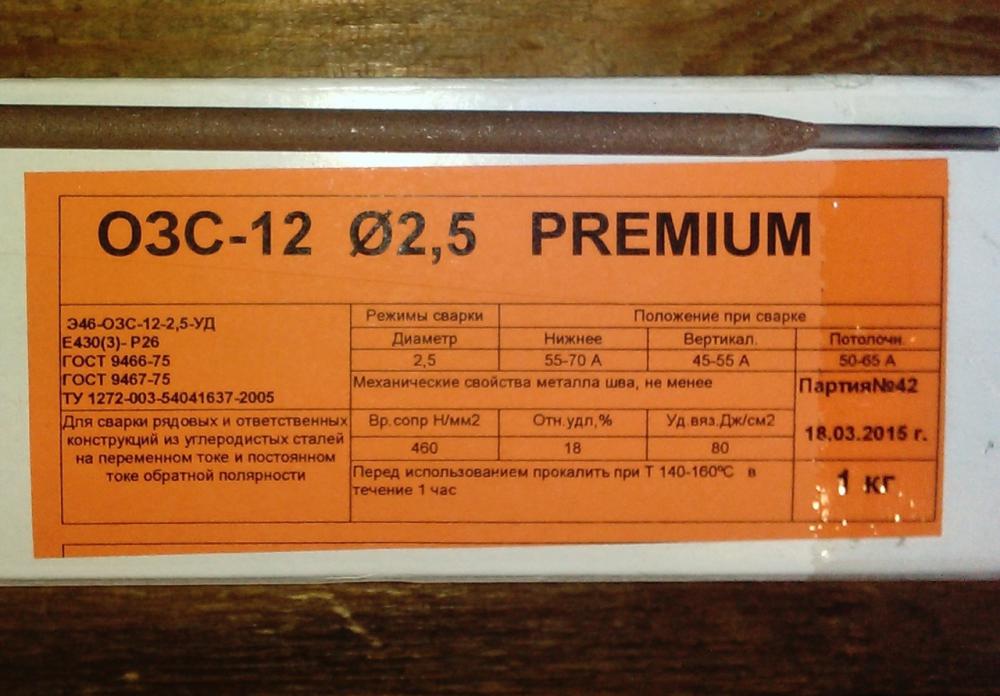
Выполним «прямое» сравнение по параметру предела прочности на растяжение — тогда Э42 VS E35 не вписывается в интервал. Классифицируем электрод по временному сопротивлению разрыва (предел прочности при растяжении). Берем электрод Э42А. это 42кгс/мм2 = 412 МПа. то есть в параметры Е35 не вписались, таких значений в таблице вообще нет. Старт Е35 начинается с 440МПа. Движемся дальше. Электрод Э46А 46кгс/мм2=451МПа. Вот здесь попадаем в Е35.
итого имеем: Э42А по ДСТУ EN ISO 2560-2014 не классифицируется.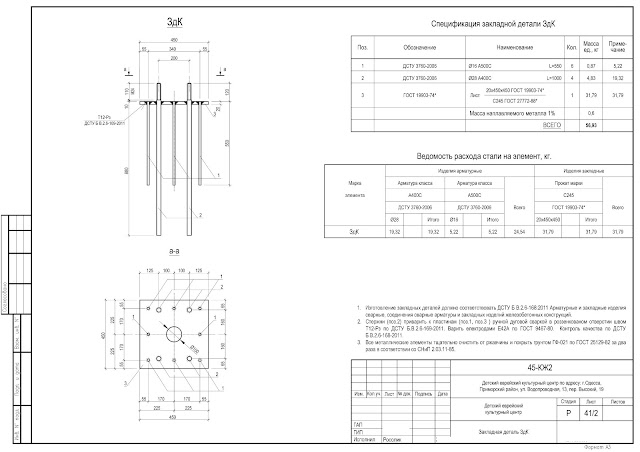 Э46А= Е35
Э46А= Е35
Для себя делаю следующий вывод, что достаточно сослаться на таблицу Д.1 ДБН В.2.6-198:2014 Сталеві конструкції. Норми проектування. Это действующий норматив и есть четкое указание на необходимый тип электрода — УОНИ 13/45, УОНИ 13/45А
Если же анализировать с точки зрения прочности по металлу шва, то получим следующие результаты
Э42 VS E35:
Rwun = 410 МПа < 440 МПа (подходит)
δ = 18% < 22% (подходит)
Rwf = 180 МПа < 440*0.55/1.25 = 195 МПа (подходит)
Э42А VS E35:
Rwun = 410 МПа < 440 МПа (подходит)
δ = 22% = 22% (подходит)
Rwf = 180 МПа < 440*0.55/1.25 = 195 МПа (подходит)
Э46 VS E38:
Rwun = 450 МПа < 470 МПа (подходит)
δ = 18% < 20% (подходит)
Rwf = 200 МПа < 470*0.55/1.25 = 205 МПа (подходит)
Э46А VS E38:
Rwun = 450 МПа < 470 МПа (подходит)
δ = 22% > 20% (не подходит)
Rwf = 200 МПа < 470*0. 55/1.25 = 205 МПа (подходит)
55/1.25 = 205 МПа (подходит)
Э50 VS E42:
Rwun = 490 МПа < 500 МПа (подходит)
δ = 16% < 20% (подходит)
Rwf = 215 МПа > 500*0.55/1.35 = 205 МПа (не подходит)
Здесь меняется коэффициент γwm, так как Rwun > 490 МПа, согласно таблице 7.3 ДБН В.2.6-198:2014. Нужно менять границы применения коэффициента γwm. Или принимать E46
Э50А VS E42:
Rwun = 490 МПа < 500 МПа (подходит)
δ = 20% = 20% (подходит)
Rwf = 215 МПа > 500*0.55/1.35 = 205 МПа (не подходит)
Здесь меняется коэффициент γwm, так как Rwun > 490 МПа, согласно таблице 7.3 ДБН В.2.6-198:2014. Нужно менять границы применения коэффициента γwm. Или принимать E46
Ещё нужно сравнить ударную вязкость. Тоже не все будет гладко . В ДСТУ EN ISO 2560-2014 эти значения напрямую не приведены.
После того, как увидели (во время авторского) что на строительной площадке использовали какие то обычные электроды, я начал конкретно указывать марку. Да, не забывайте, что кроме заводчан, условие по электродам должны соблюдаться и на строй. площадке. Так вот заводчане скорее всего как раз справятся с задачей, то строительная площадка под огромным вопросом
Да, не забывайте, что кроме заводчан, условие по электродам должны соблюдаться и на строй. площадке. Так вот заводчане скорее всего как раз справятся с задачей, то строительная площадка под огромным вопросом
Электроды РС-48.18 — РСЭ
Применение:
Предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей.
Применяются в строительстве, судостроении, сварке труб, котлов, сосудов под давлением
Внимание:
При сварке могут выделяться вредные для здоровья пары и газы! Избегайте вдыхания этих паров и газов! Обеспечьте надлежащую вентиляцию! Необходимо использовать специальную защиту для глаз, тела и органов дыхания!
Общее руководство:
Прокаливание сварочных электродов перед сваркой длится 1 час при температуре 350°С.
Перед сваркой поверхность должна быть очищена от ржавчины, масла и других загрязнений.
Сварка должна производиться короткой дугой.
Рекомендуемый ток (DC*)
| Диаметр (мм) | Ф3. 2 2 | Ф4.0 |
| Длина (мм) | 350 | 400 |
| Ток (А) | 80-140 | 110-210 |
Химический состав %
| С | Мн | Си | С | Р | Ni | Пн | В | ||
| Требуемое значение | ≤0,15 | ≤1,60 | ≤0,75 | ≤0,035 | ≤0,035 | ≤0,30 | ≤0,20 | ≤0,30 | ≤0,08 |
| Фактическое значение | 0,06 | 1,00 | 0,30 | 0,015 | 0,020 | 0,030 | 0,035 | 0,005 | 0,004 |
Механические свойства наплавленного металла
| Временное сопротивление МПа | Предел текучести МПа | Удлинение (%) | Ударная вязкость Дж/см2, -30℃ | |
| Требуемое значение | ≥490 | ≥400 | ≥22 | ≥80 |
| Фактическое значение | 590 | 480 | 28 | 160 |
МЕТАЛЛ, СВАРОЧНЫЕ МАТЕРИАЛЫ И ОБОРУДОВАНИЕ
МЕТАЛЛ, СВАРОЧНЫЕ МАТЕРИАЛЫ И ОБОРУДОВАНИЕ и мы вам перезвоним

Минск. Беларусь
+375 17
+375 29 387 01 43
, г. Минск, 220118, Республика Беларусь
собственное производство и доставка по всей беларуси
сварочная проволока
Обмотка: массой 5, 18 и 250 кг
Диаметр: от 1,0 до 2,0 мм
Стержни: длина 1 мНазначение: сварка конструкций из углеродистой и низколегированной стали
В деталяхОбмотка: массой 5, 18 и 250 кг
Диаметр: от 1,0 до 2,0 мм
Стержни: длина 1 мНазначение: сварка конструкций из углеродистой и низколегированной стали
В деталяхНамотка: массой 5, 18 кг
Диаметр: от 1,0 до 1,6 мм
Стержни: длина 1 мНазначение: автоматическая (полуавтоматическая) сварка нержавеющих сталей на постоянном токе обратной полярности
В деталяхНамотка и диаметр: по требованию Заказчика
Стержни: длина 1 мНазначение: сварка конструкций под флюсовый камень автоматической и газовой сваркой
В деталяхэлектроды
Диаметр стержня: 2,5–5,0 мм
Диаметр покрытия: 3,63–8,0 мм
Длина: 350, 450 ммНазначение: сварка конструкций из углеродистой и низколегированной стали
В деталяхДиаметр стержня: 2,5–5,0 мм
Диаметр покрытия: 3,63–8,0 мм
Длина: 350, 450 ммНазначение: сварка конструкций ответственных объектов из углеродистой и низколегированной стали
В деталяхДиаметр стержня: 2,5–5,0 мм
Диаметр покрытия: 3,63–8,0 мм
Длина: 350, 450 ммНазначение: сварка высоколегированных сталей с особыми характеристиками
В деталяхДиаметр стержня: 2,5–5,0 мм
Диаметр покрытия: 3,63–8,0 мм
Длина: 350, 450 ммНазначение: Облицовка штампов всех типов, изнашиваемых деталей
В деталяхДиаметр: от 0,8 до 6,0 мм
Масса и намотка: по требованию ЗаказчикаНазначение: производство гвоздей, сетки и забора
В деталяхДиаметр: от 1,2 до 6,0 мм
Упаковка и смазка: по требованию ЗаказчикаНазначение: используется в производстве винтовых пружин
В деталяхРазмер ячейки: 50х50 мм и более
Высота: от 1 до 3 мНазначение: для забора, теплоизоляционных работ
В деталяхДиаметр: от 2,5 до 4,0 мм
Длина: от 50 до 120 ммНазначение: используется в здании
В деталях- Промышленное оборудование с микропроцессорным управлением сварочным циклом
Назначение: инверторная ручная дуговая сварка
В деталях Промышленные полуавтоматические инверторы для дуговой сварки металлов в защитных газахНазначение: полуавтоматическая сварка в среде защитных газов
В деталях Промышленные тиристоры для дуговой сварки металлов в среде защитных газовНазначение: дуговая сварка на постоянном токе в среде защитных газов
В деталях Промышленные тиристоры для ручной дуговой сварки металламиНазначение: дуговая сварка на постоянном токе
В деталях Промышленное оборудование для дуговой сварки и ручной сваркиНазначение: дуговая сварка consutrode, ручная дуговая сварка
В деталях Аппараты контактной точечной сварки с программируемым контроллером сваркиНазначение: металлоконструкции повышенной прочности
В деталях Станки плазменной резкиНазначение: резка металла
В деталях
Мы гарантируем качество
Мы поставляем только надежную продукцию, которую производим сами. Мы постоянно улучшаем качество нашей продукции, развиваемся, учимся, участвуем в международных конкурсах и выставках.
Мы постоянно улучшаем качество нашей продукции, развиваемся, учимся, участвуем в международных конкурсах и выставках.
Мы руководствуемся опытом
Наша компания на рынке уже более 20 лет. Мы умеем производить качественный продукт, добиваться поставленных целей. Нас считают надежным партнером.
Мы предлагаем лучшие цены
Мы производим продукцию, оптимальную по соотношению цена-качество. Наше оборудование и материалы успешно конкурируют с европейскими и азиатскими брендами.
Мы используем расширенный
технологии
Наши специалисты постоянно повышают свой профессиональный уровень. Сотрудники учатся и проходят аттестацию за границей.
Мы с вами, пока вы
, пока вы не получите наш выход
Осуществляем гарантийное обслуживание нашей продукции. Если у вас есть вопросы по работоспособности нашего оборудования, вы можете обратиться в наши сервисные центры.
Получить деловое предложениеСтать клиентом ООО «Оливер»
1Вы обращаетесь по номеру
или связываетесь с нами 2
Наш менеджер
свяжется с Вами для
более точных деталей 3
Мы отправляем вам
бизнес
предложение 4
Заключаем
договор 5
Мы поставляем
нашу продукцию
Получить деловое предложение
Наш сервисный центр осуществляет всю подготовку перед продажей и обслуживанием сварочного оборудования.
Наши специалисты проходят обучение и стажировку в Германии, Франции, Китае, Южной Корее.
Показать на Google Картах Адрес нашего сервисного центра:
220116, Минский р-н, г. Мачулищи, (от Слуцкого шоссе)
Тел.: +375 29 1830392, +375 17 5102687, +375 17 2257565
e-mail: [email protected]
Время работы: ПН-ПТ 8.30-16.30
2007
СВАРКА И РЕЗКА
2008
СВАРКА И РЕЗКА
2009
СВАРКА И РЕЗКА
2010
БУДПРАГРЭС
2011
СВАРКА И РЕЗКА
2012
БУДПРАГРЭС
2013
СВАРКА И РЕЗКА
2014
СВАРКА И РЕЗКА
За время нашего сотрудничества компания «Оливер» зарекомендовала себя как надежный поставщик металлопроката, в частности оцинкованной стали и проволоки.Индивидуальный подход и внимательность – это нормальная манера поведения их менеджеров. Это наверняка облегчает и ускоряет работу…
Г-н Наруцкий, генеральный директор ОАО «Бектеплоизоляция»
Выражаем благодарность компании «Оливер Лтд» в лице директора г. Юрашевичу за своевременную поставку металлопродукции на наше предприятие. Нас привлекает их стиль работы, выражающийся во всестороннем обслуживании, своевременных поставках, высоком качестве продукции…
Г-н Таран, заместитель директора ОАО «Белэнергозащита»
ООО «Оливер» является постоянным поставщиком оцинкованной проволоки на наше предприятие с 2000 года по настоящее время… Выражаем благодарность компании за своевременные поставки, хорошее качество и высокий уровень обслуживания…
Начальник «Белтелеком»
Проволока оцинкованная Д. 1,2 мм реализует качественные сварные швы низколегированных и малоуглеродистых сталей. Рекомендуется применять на ответственных объектах с повышенными требованиями к.
