Сварочная дуга. Характеристика сварочной дуги
Сварочной дугой называют мощный, длительно существующий электрический разряд между находящимися под напряжением электродами в смеси газов и паров. Дуга характеризуется высокой температурой и большой плотностью тока. Сварочная дуга как потребитель энергии и источник питания дуги (сварочный трансформатор, генератор или выпрямитель) образует взаимно связанную энергетическую систему.
Различают два режима работы этой системы: 1) статический, когда величины напряжения и тока в системе в течение достаточно длительного времени не изменяются; 2) переходной (динамический), когда величины напряжения и тока в системе непрерывно изменяются. Однако во всех случаях режим горения сварочной дуги определяется током (IД), напряжением (UД), величиной промежутка между электродами (так называемым дуговым промежутком) и связью между ними.
В дуговом промежутке IД (рис.
Устойчивость сварочной дуги определяется соотношением между током и напряжением. Графическое изображение этой зависимости (рис. 2) при постоянной длине дуги называется статической вольт-амперной характеристикой дуги. На графике отчетливо видны три основных участка: увеличение тока на участке I сопровождается понижением напряжения на дуге; на участке II напряжение на дуге изменяется мало; на участке III напряжение возрастает. Режимы горения сварочной дуги, соответствующие первому участку, неустойчивы при напряжениях существующих источников питания. Практически сварочная дуга будет устойчивой на втором и третьем участках вольт-амперной характеристики.
Рис. 1. Сварочная дуга, горящая между неплавящимися электродами:а — схема дуги, б — зависимость напряжения дуги (Уд) от величины дугового промежутка (/д): 1 — анодная область, 2 — катодная область, 3 — столб дуги
Рис.2 Вольт-амперная характеристика дуги (ВАХ)
Показанная на рис. 2 вольт-амперная характеристика дуги снята при постоянной длине сварочной дуги. При сварке плавящимся электродом непрерывно меняется длина дугового промежутка. В этих случаях следует пользоваться характеристиками, определяющими зависимость между напряжением и током дуги при постоянной скорости подачи электродной проволоки (рис. 3, кривые 1 и 2). Каждой скорости подачи соответствует определенный диапазон токов, при котором устойчиво горит сварочная дуга и плавится электрод.
Эти закономерности справедливы для постоянного и переменного тока, так как род тока не влияет на форму вольт-амперных характеристик электрической дуги. На форму характеристики влияют геометрия и материал электродов, условия охлаждения столба дуги и характер среды, в которой происходит разряд.
Устойчивость сварочной дуги и режима сварки зависят от условий существования дугового разряда и свойств, параметров источников питания и электрической цепи. Внешней характеристикой источника питания (кривая 3 на рис. 3) называется зависимость напряжения на его зажимах от тока нагрузки. Различаются следующие внешние характеристики источников питания (рис. 4): падающая 1, полого-падающая 6, жесткая 5, возрастающая 3 и вертикальная 2.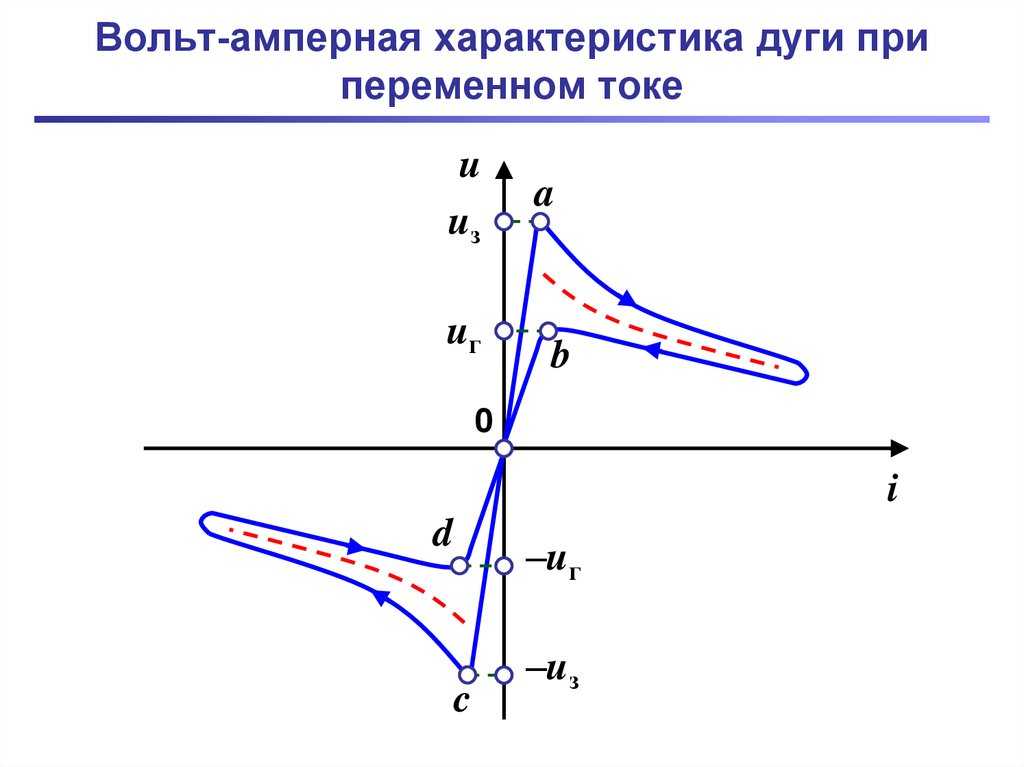
Рис.3 Вольт-амперная характеристика сварочной дуги (ВАХ) 1,2 при постоянной скорости подачи проволоки (характеристика устойчивой работы) и внешние характеристики источников питания 3, 4 и 5
Рис.4 Внешние характеристики источников питания 1, 2, 3, 5, 6 и вольт-амперные характеристики сварочной дуги 4, 7
Процесс сварки будет устойчив, если в течение длительного времени дуговой разряд существует непрерывно при заданных значениях напряжения и тока. Как видно из рис. 4, в точках А и В пересечения внешних характеристик дуги 7 и источника питания будет иметь место равновесие по току и напряжению. Если по какой-либо причине ток в сварочной дуге, соответствующий точке А, уменьшится, напряжение ее окажется меньше установившейся величины напряжения источника питания; это приведет к увеличению тока, т. е. к возврату в точку А. Наоборот, при случайном увеличении тока установившиеся напряжения источника питания оказываются меньше напряжения дуги; это приведет к уменьшению тока и, следовательно, к восстановлению режима горения сварочной дуги. Из аналогичных рассуждений ясно, что в точке Б сварочная дуга горит неустойчиво. Всякие случайные изменения тока развиваются до тех пор, пока он не достигнет величины, соответствующей точке устойчивого равновесия А или до обрыва дуги. При пологопадающей внешней характеристике (кривая 6) устойчивое горение дуги будет также происходить в точке А.
Если по какой-либо причине ток в сварочной дуге, соответствующий точке А, уменьшится, напряжение ее окажется меньше установившейся величины напряжения источника питания; это приведет к увеличению тока, т. е. к возврату в точку А. Наоборот, при случайном увеличении тока установившиеся напряжения источника питания оказываются меньше напряжения дуги; это приведет к уменьшению тока и, следовательно, к восстановлению режима горения сварочной дуги. Из аналогичных рассуждений ясно, что в точке Б сварочная дуга горит неустойчиво. Всякие случайные изменения тока развиваются до тех пор, пока он не достигнет величины, соответствующей точке устойчивого равновесия А или до обрыва дуги. При пологопадающей внешней характеристике (кривая 6) устойчивое горение дуги будет также происходить в точке А.
При работе на падающем участке вольт-амперной характеристики дуги внешняя характеристика источника в рабочей точке должна быть более крутопадающей, чем статическая характеристика сварочной дуги.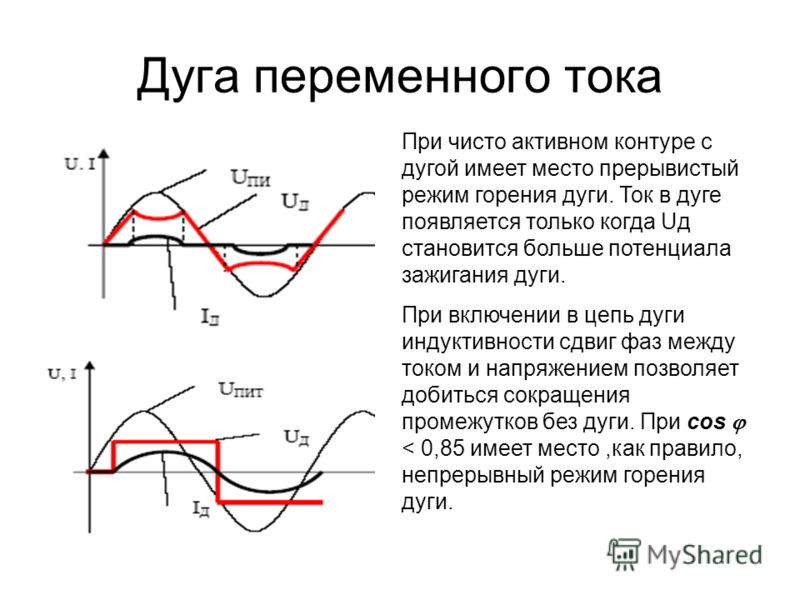 При возрастающих характеристиках дуги внешние характеристики источника могут быть жесткими 5 или даже возрастающими 3.
При возрастающих характеристиках дуги внешние характеристики источника могут быть жесткими 5 или даже возрастающими 3.
При ручной сварке, когда возможны изменения длины дуги, она должна обладать достаточным запасом устойчивости.
При прочих равных условиях запас устойчивости возрастает с ростом крутизны внешней характеристики источника питания. Поэтому для ручной сварки применяют источники с крутопадающими характеристиками: сварщик может удлинить дугу, не опасаясь, что она оборвется, или укоротить ее, не боясь чрезмерного увеличения тока.
Саморегулирование сварочной дуги. При автоматической или полуавтоматической сварке плавящимся электродом скорость подачи его (va) равна скорости плавления. При случайном уменьшении дугового промежутка (кривая 4 на рис. 4) ток увеличивается и проволока начнет плавиться быстрее. В итоге дуговой промежуток постепенно увеличится и сварочная дуга достигнет первоначальной длины. То же произойдет при случайном удлинении дуги.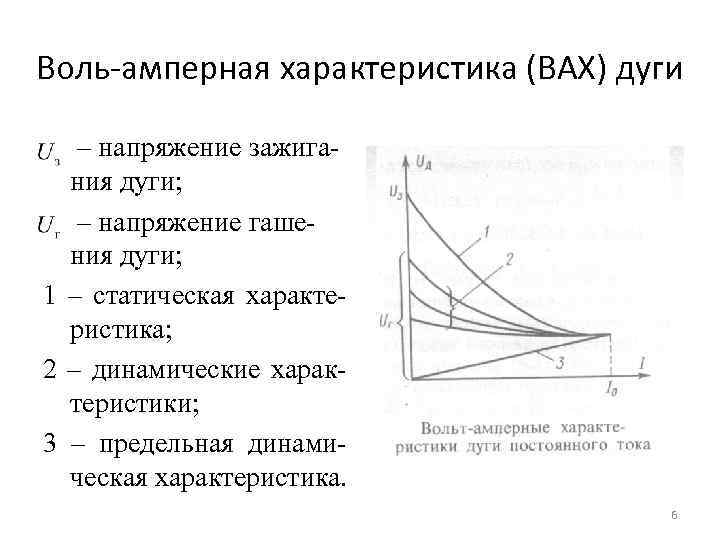 Это явление называется саморегулированием сварочной дуги, так как восстановление исходного режима происходит без воздействия какого-либо регулятора. Саморегулирование происходит тем активнее, чем положе внешняя характеристика источника питания и больше скорость подачи электрода. Поэтому для механизированной сварки плавящимся электродом следует выбирать источники питания с пологопадающими внешними характеристиками. При сварке на постоянном токе в защитных газах, когда статическая характеристика сварочной дуги приобретает возрастающую форму, для систем саморегулирования рационально применять источники с жесткой характеристикой. Однако их напряжение холостого хода невелико и может быть даже меньше рабочего напряжения дуги, что затрудняет ее первоначальное возбуждение. В этих случаях желательно применение источников питания, у которых внешняя характеристика в рабочей части жесткая или пологовозрастающая вольт-амперная характеристика, а напряжение холостого хода несколько повышенное, как это показано пунктиром на рис.
Это явление называется саморегулированием сварочной дуги, так как восстановление исходного режима происходит без воздействия какого-либо регулятора. Саморегулирование происходит тем активнее, чем положе внешняя характеристика источника питания и больше скорость подачи электрода. Поэтому для механизированной сварки плавящимся электродом следует выбирать источники питания с пологопадающими внешними характеристиками. При сварке на постоянном токе в защитных газах, когда статическая характеристика сварочной дуги приобретает возрастающую форму, для систем саморегулирования рационально применять источники с жесткой характеристикой. Однако их напряжение холостого хода невелико и может быть даже меньше рабочего напряжения дуги, что затрудняет ее первоначальное возбуждение. В этих случаях желательно применение источников питания, у которых внешняя характеристика в рабочей части жесткая или пологовозрастающая вольт-амперная характеристика, а напряжение холостого хода несколько повышенное, как это показано пунктиром на рис.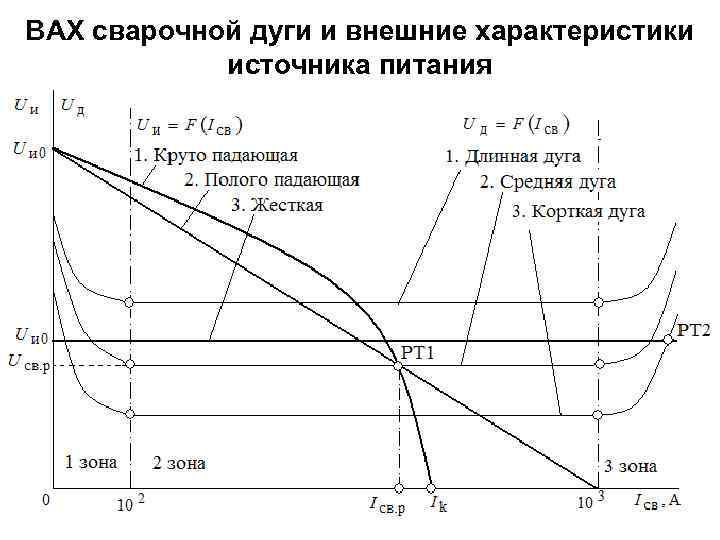
Сварочная дуга переменного тока требует от источников питания надежного повторного возбуждения сварочной дуги. Это достигается правильным выбором соотношений между напряжениями холостого хода, зажигания и горения дуги и параметрами сварочной цепи. Наиболее простой способ получения устойчивой сварочной дуги — включение в сварочную цепь реактивного сопротивления. Благодаря этому, в момент повторного возбуждения дуги напряжение на дуге может резко увеличиться (рис. 5) до значения напряжения зажигания (U3). Пунктирная кривая t/xx изображает напряжение источника питания при холостом ходе. При нагрузке, в связи с наличием реактивного сопротивления, сварочный ток отстает по времени от напряжения.
При обрыве дуги напряжение на дуговом промежутке должно подняться до величины, соответствующей мгновенному значению напряжения холостого хода источника питания. Благодаря отставанию тока от напряжения, такое напряжение оказывается достаточным для повторного возбуждения сварочной дуги (Un).
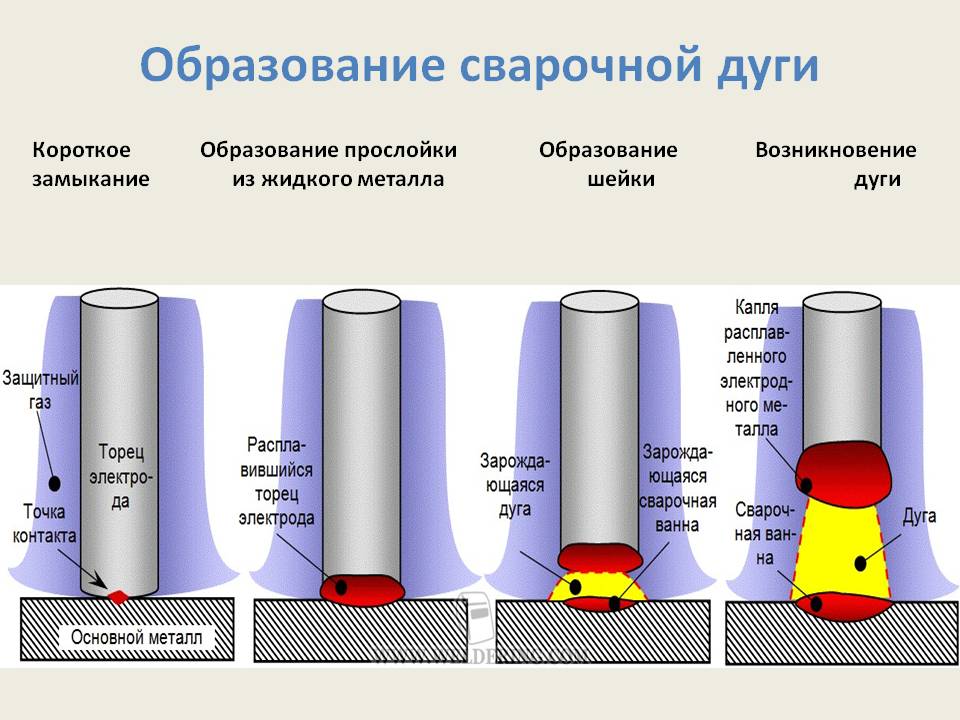
Перенос металла в сварочной дуге и требования к динамическим свойствам источников питания. Различают следующие виды переноса металла электрода в сварочную ванну: крупнокапельный, характерный для малых плотностей тока; мелкокапельный, струйный, когда металл стекает с электрода очень мелкими каплями. Капли расплавленного металла периодически замыкают дуговой промежуток, либо если не происходят короткие замыкания, периодически изменяют длину дуги. При большой плотности тока в электроде наблюдается мелкокапельный перенос металла, без заметных колебаний длины и напряжения сварочной дуги.
Напряжение, ток и длина дуги претерпевают периодические изменения от холостого хода к короткому замыканию; в рабочем режиме происходит горение дуги, образование и рост капли. В дальнейшем при коротком замыкании между каплей и ванной ток резко увеличивается. Это приводит к сжатию капли и к разрушению мостика между каплей и электродом. Напряжение почти мгновенно возрастает и сварочная дуга снова возбуждается, т.
Рис. 5 Осциллограмма тока и напряжения дуги при сварке переменным током.
При малой скорости нарастания тока в ванну поступает нерасплавленная проволока. Она сравнительно медленно разогревается па большом участке, которым затем разрушается. Если ток возрастает слишком быстро, мостик между ванной и каплей электродного металла быстро перегревается и разрушается со взрывом. Часть расплавленного металла разбрызгивается и не попадает в шов.
Чтобы избежать разбрызгивания, необходимо повысить электромагнитную инерцию источника питания путем увеличения индуктивности сварочной цепи.
Вольт-амперная характеристика дуги (ВАХ)
Справочник сварочных определений и терминов — Shindaiwa
Shindaiwa в Украине, поставки сварочного оборудования из Японии
Что такое вольт-амперная характеристика дуги (ВАХ), ее виды – падающая, жесткая, возрастающая. Возможность переключения типа ВАХ в сварочных агрегатах Shindaiwa.
Возможность переключения типа ВАХ в сварочных агрегатах Shindaiwa.
Статическая вольт-амперная характеристика дуги – показывает зависимость между установившимися значениями тока и напряжения дуги при постоянной ее длине. Электрическая дуга, как элемент цепи тока, обладает ярко выраженной нелинейностью, т. е. между ее током I и напряжением U нет пропорциональной связи. Зависимости U = f (I) при прочих неизменных условиях для таких элементов чаще всего изображаются в виде кривых, называемых вольт-амперными характеристиками (см. рис.).;Если величины U измерены в состояниях устойчивого равновесия разряда при разных токах, то характеристики называются статическими. Статическая характеристика дуги зависит от расстояния между электродами (длины дуги), материала электродов и параметров среды, в которой горит дуга.Построение вольт-амперных характеристик связано с большими трудностями не только из-за сложности измерения длины дуги между плавящимися электродами, но и поддержания неизменными прочих условий.
Статическая ВАХ имеет три области
×
- Первая область (I) характеризуется резким падением напряжения U на дуге с увеличением тока сварки I. Такая характеристика называется падающей и вызвана тем, что при увеличении тока сварки происходит увеличение площади, а следовательно, и электропроводности столба дуги.
- Во второй области (II) характеристики увеличения тока сварки не вызывают изменения напряжения дуги. Характеристика дуги на этом участке называется жесткой. Такое положение характеристики на этом участке происходит за счет увеличения сечения столба дуги, анодного и катодного пятен пропорционально величине сварочного тока. При этом плотность тока и падение напряжения на протяжении всего участка не зависят от изменения тока и остаются почти постоянными.
- В третьей области (III) с увеличением сварочного тока возрастает напряжение на дуге U.
 Такая характеристика называется возрастающей. При работе на этой характеристике плотность тока на электроде увеличивается без увеличения катодного пятна, при этом возрастает сопротивление столба дуги и напряжение на дуге увеличивается.
Такая характеристика называется возрастающей. При работе на этой характеристике плотность тока на электроде увеличивается без увеличения катодного пятна, при этом возрастает сопротивление столба дуги и напряжение на дуге увеличивается.
Зависимость напряжения на дуге от тока при быстром его изменении называется динамической вольт-амперной характеристикой.
При возрастании тока динамическая характеристика идет выше статической, так как при быстром росте тока сопротивление дуги падает медленнее, чем растет ток.
Для стабильного горения дуги необходимо, чтобы было равенство между напряжениями и токами дуги и источника питания.
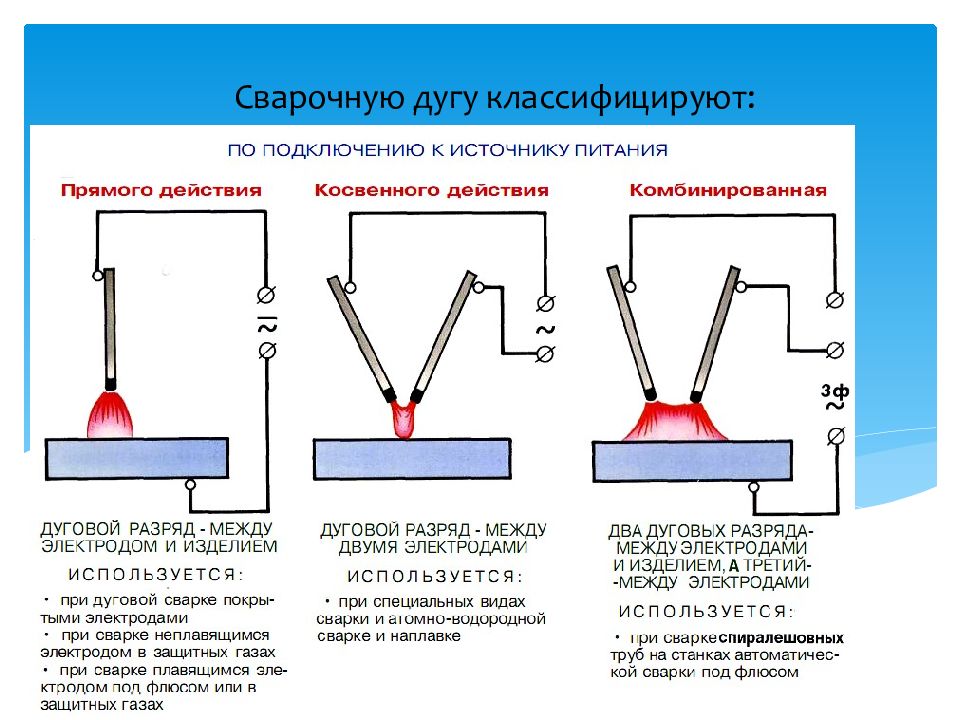
Источники питания с падающей и жесткой характеристиками применяют при ручной дуговой сварке, с возрастающей характеристикой – при полуавтоматической сварке, с жесткой и возрастающей – при автоматической сварке под флюсом и для наплавки.
Устойчивое горение сварочной дуги возможно только в том случае, когда источник питания сварочной дуги поддерживает постоянным необходимое напряжение при протекании тока по сварочной цепи.
В представленных на сайте сварочных агрегатах Shindaiwa предусмотрена возможность переключения типа ВАХ – СС (крутопадающая) и CV (жесткая). За счет этого агрегаты могут использоваться для многих видов сварочных работ (DGW500DM DGW400DMK DGW310MC).
Дата публикации: 15 07 2018 ✎
Дата последнего изменения: 01 06 2021
ЭЛЕКТРИЧЕСКАЯ ДУГА
Электрическая дуга представляет собой форму самоподдерживающегося газового разряда, т. е. разряда, для непрерывного горения которого не требуется внешний источник ионизации газа. Электрическая дуга горит между двумя электродами: положительным (анод) и отрицательным (катод). Если электрическая дуга питается от источника (переменного тока) с заданной частотой, то катод и анод сменяют друг друга с той же частотой. Термин «дуговой» обусловлен тем, что достаточно продолжительный разряд между горизонтальными электродами имеет дугообразную форму, обусловленную свободноконвективным вертикальным движением газа. Длинную электрическую дугу можно разделить на три области: проводящий столб, свойства которого на некотором расстоянии от электродов не зависят от физических явлений вблизи электродов; и две области вблизи электродов, а именно прианодную и прикатодную области. В приэлектродных областях обычно происходит заметное увеличение напряженности электрического поля по сравнению со столбом электрической дуги. Падения напряжения в этих областях называются катодными и анодными падениями напряжения. Их значения обычно не превышают 10 вольт.
Длинную электрическую дугу можно разделить на три области: проводящий столб, свойства которого на некотором расстоянии от электродов не зависят от физических явлений вблизи электродов; и две области вблизи электродов, а именно прианодную и прикатодную области. В приэлектродных областях обычно происходит заметное увеличение напряженности электрического поля по сравнению со столбом электрической дуги. Падения напряжения в этих областях называются катодными и анодными падениями напряжения. Их значения обычно не превышают 10 вольт.
В электродуговом столбе газ нагревается до высокой температуры, и его электропроводность объясняется в основном процессами термической ионизации. При давлениях выше атмосферного газ в столбе электрической дуги обычно находится в состоянии локального термодинамического равновесия.
Электрическая дуга, горящая в большом объеме газа и не подверженная влиянию внешних факторов (например, потока газа или приложенного магнитного поля), называется дугой свободного горения. Такая дуга обычно быстро и хаотично движется и меняет свою форму. В специальных устройствах, в частности в плазмотронах, можно иметь стационарную электрическую дугу (например, дугу, горящую в узком цилиндрическом изолирующем канале) или организовать ее движение упорядоченно. Такие электрические дуги называются стабилизированными дугами.
Такая дуга обычно быстро и хаотично движется и меняет свою форму. В специальных устройствах, в частности в плазмотронах, можно иметь стационарную электрическую дугу (например, дугу, горящую в узком цилиндрическом изолирующем канале) или организовать ее движение упорядоченно. Такие электрические дуги называются стабилизированными дугами.
Зависимость напряжения электрической дуги от ее тока называется вольтамперной характеристикой (ВАХ). ВАХ подразделяются на статические ВАХ, основанные на стационарных значениях тока и напряжения, и динамические ВАХ, которые связывают соответствующие мгновенные значения.
ВАХ большинства электрических дуг постоянного тока такова, что рост тока приводит к снижению напряжения (падающая характеристика, см. рис. 1, кривая 1) или к постоянному напряжению (независимая характеристика). Таким образом, электрическая дуга не подчиняется закону Ома и представляет собой нелинейный элемент электрической цепи. Для поддержания стабильного горения электрической дуги последовательно с дугой включается дополнительный резистор для увеличения наклона собственной ВАХ источника питания (см.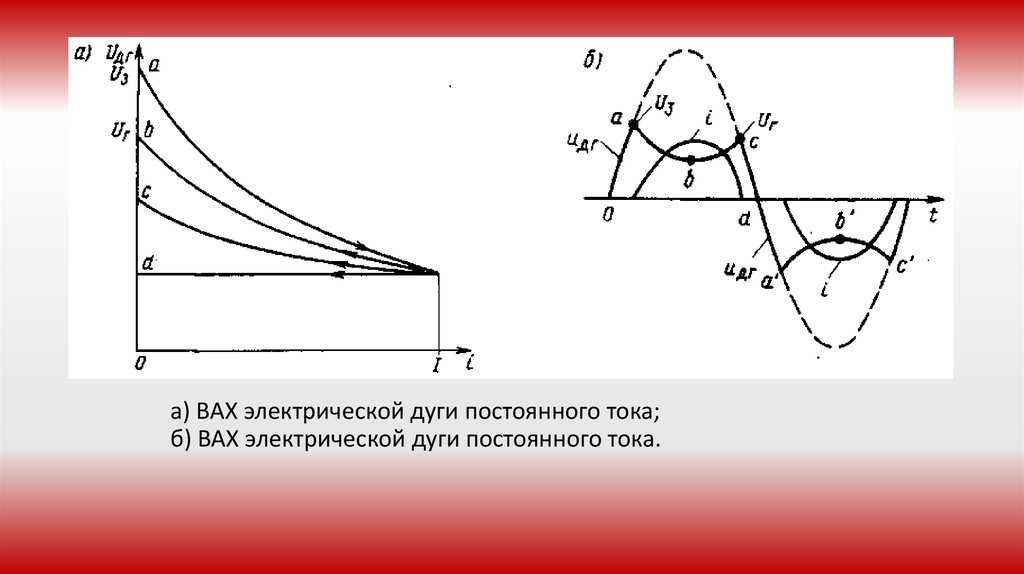 рис. 1: кривая 2 — ВАХ источника питания без резистора; кривая 3 — ВАХ источник питания с резистором). Точка А соответствует нестабильному горению электрической дуги, так как при случайном увеличении тока I a на величину ΔI возникает положительная разность потенциалов ΔV, которая вызывает дальнейшее увеличение тока, пока не будет достигнута точка B. Это соответствует устойчивому горению дуги при токе I b . Дополнительный резистор существенно снижает энергетическую эффективность электродугового устройства. Чтобы избежать этого недостатка, иногда используют специальные источники питания. Некоторые стабилизированные электрические дуги имеют возрастающую ВАХ; в этом случае можно существенно уменьшить величину резистора или вообще исключить его из цепи питания.
рис. 1: кривая 2 — ВАХ источника питания без резистора; кривая 3 — ВАХ источник питания с резистором). Точка А соответствует нестабильному горению электрической дуги, так как при случайном увеличении тока I a на величину ΔI возникает положительная разность потенциалов ΔV, которая вызывает дальнейшее увеличение тока, пока не будет достигнута точка B. Это соответствует устойчивому горению дуги при токе I b . Дополнительный резистор существенно снижает энергетическую эффективность электродугового устройства. Чтобы избежать этого недостатка, иногда используют специальные источники питания. Некоторые стабилизированные электрические дуги имеют возрастающую ВАХ; в этом случае можно существенно уменьшить величину резистора или вообще исключить его из цепи питания.
Рисунок 1. Вольт-амперные характеристики для электрических дуг (1 — «падающая» характеристика, 2 — ВАХ для источника питания без резистора, 3- ВАХ с резистором).
Для электрических дуг переменного тока зависимость тока от времени в течение каждого полупериода близка к синусоидальной; зависимость напряжения от времени обычно имеет форму, близкую к прямоугольной, с характерным резким пиком напряжения в месте возникновения (так называемый пик воспламенения).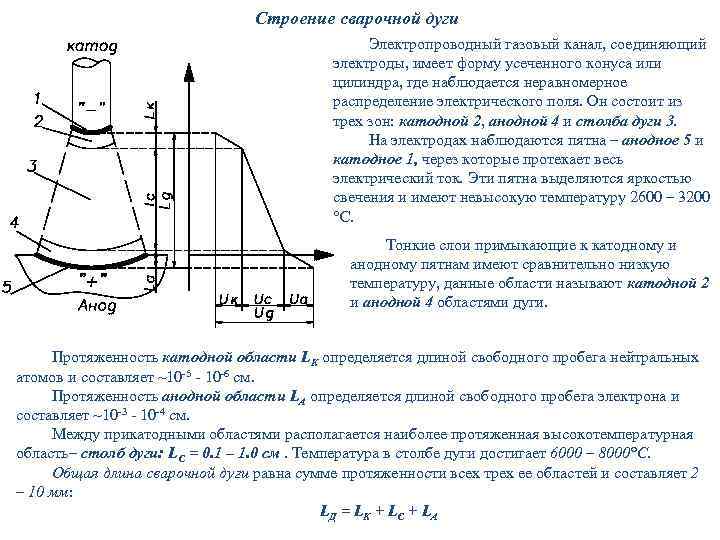 Динамическая ВАХ переменного тока имеет форму петли, что указывает на явление гистерезиса, вызванное тепловой инерцией столба электрической дуги. ВАХ, построенная по действующим значениям тока и напряжения, имеет ту же форму, что и дуга постоянного тока при тех же условиях. Поэтому для стабильного горения дуги переменного тока в цепь последовательно с дугой включают индукционную катушку (реже используют резистор). Преимущество индукционной катушки перед резистором состоит в том, что катушка имеет низкое сопротивление и, следовательно, не влияет на эффективность электродугового устройства. С другой стороны, это приводит к значительному снижению коэффициента мощности.
Динамическая ВАХ переменного тока имеет форму петли, что указывает на явление гистерезиса, вызванное тепловой инерцией столба электрической дуги. ВАХ, построенная по действующим значениям тока и напряжения, имеет ту же форму, что и дуга постоянного тока при тех же условиях. Поэтому для стабильного горения дуги переменного тока в цепь последовательно с дугой включают индукционную катушку (реже используют резистор). Преимущество индукционной катушки перед резистором состоит в том, что катушка имеет низкое сопротивление и, следовательно, не влияет на эффективность электродугового устройства. С другой стороны, это приводит к значительному снижению коэффициента мощности.
Электрическая дуга — это мощный высококонцентрированный источник тепла и света. Эти свойства электрической дуги определяют основные области ее применения. Электрические дуги широко применяются в различных сварочных аппаратах, в сталеплавильных дуговых печах и в плазмотронах. Дуговые источники света используются в различных осветительных приборах (например, в прожекторах). В кинопроекционной аппаратуре используются дуговые ксеноновые лампы высокого давления . Спектр света ксеноновой электрической дуги близок к солнечному свету, поэтому такие лампы дают «белый» свет и правильную цветопередачу.
В кинопроекционной аппаратуре используются дуговые ксеноновые лампы высокого давления . Спектр света ксеноновой электрической дуги близок к солнечному свету, поэтому такие лампы дают «белый» свет и правильную цветопередачу.
Характеристики электросталеплавильного производства
Перейти к основному содержанию
София ЧжанСофия Чжан
Менеджер по маркетингу|Ковш,ЭДП,Разливочный цех,IF и огнеупоры для конвертеров|Верим в безопасные решения|
Опубликовано 25 апреля 2021 г.
+ Подписаться
Основные характеристики и характеристики дуговой электропечи Производство стали
— Использование стального лома или сырой стали в качестве основного твердого материала, нет необходимости в огромной системе производства чугуна и коксования;
— Сырье используется в широком ассортименте, краткосрочное, прерывистое производство предполагается при планировании производства;
— Использование электрической энергии для плавки (переплавки) и нагревания, легкое получение высокой температуры, удобная и точная регулировка температуры, что способствует выплавке всех видов стали;
— Атмосфера печи (окислительная, восстановительная, нейтральная), степень вакуума, давление могут быть изменены; выход сплава высок, состав легко регулируется, а диапазон регулирования узок;
— Широкая технологичность, хорошее качество, возможность плавки различных видов высококачественной стали и легированной стали с низким содержанием P, S и O;
-Оборудование проще, технологический процесс короче, площадь участка небольшая, стоимость капитального строительства низкая, производство быстрое, загрязнение легко контролировать;
-Высокое энергопотребление, [Н], [Ч] высокое;
— Бурение ниже, чем у конвертеров, а расход электродов и огнеупоров выше, чем у других методов плавки.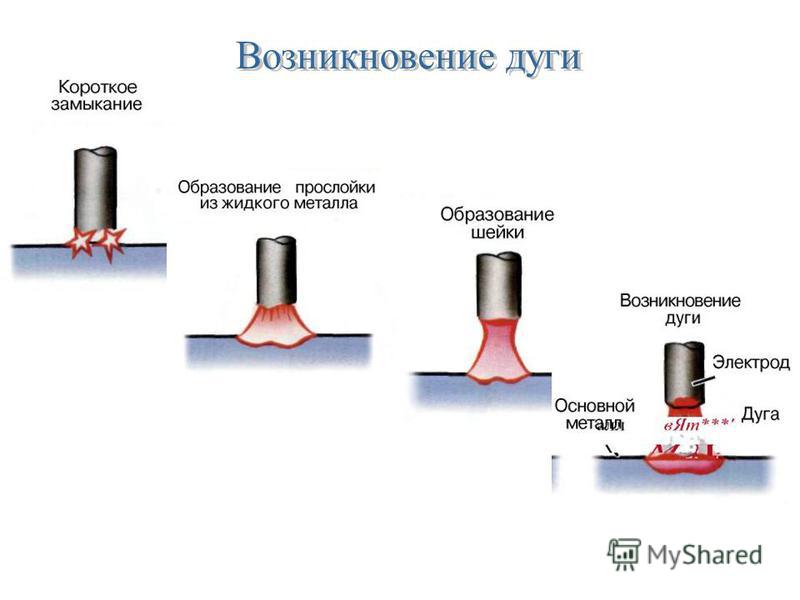
— Сталеплавильные электрические печи обычно находятся в щелочной агрессивной атмосфере во время рабочего процесса, поэтому огнеупоры, используемые в электрических печах, в основном представляют собой щелочные огнеупорные материалы, такие как кирпичи MgO-C, кирпичи MgO с педалью, кирпичи MgO-Cr 2 O₃ , набивные материалы MgO-CaO и т. д., небольшую часть составляют нейтральные огнеупорные материалы, такие как материалы Al 2 O3-C, материалы с высоким содержанием алюминия и т. д.
Основные рефрактерные разрушительные факторы в электрической дуговой печи
В целом основные разрушительные коэффициенты электрической печи: , эрозия, окисление, эрозия, смещение, ускорение и гидрирование 9969999999999999999999999999999999999. Среди них занимаемая площадь нацелена на окисление, химическую эрозию и эрозию.
(1) Химическое воздействие
Оксид железа (FeO) или кислотные компоненты в шлаке, такие как SiO 2, химически реагируют с CaO и MgO, как показано ниже:
Превышение реакции может превратить футеровку печи в шлак, что приведет к повреждению огнеупорного материала.
(2) Окисление
Окисление является одной из основных причин коррозии огнеупорных материалов футеровки электропечей. В этом процессе углеродсодержащая кислородная фракция (например, оксид железа, кислород и оксид магния) в огнеупорном материале окисляется, что приводит к обезуглероживанию и повреждению материала.
Оксид железа в шлаке реагирует с графитом или смолой/смолой на горячей поверхности кирпичной футеровки, или кислород разрушает графит или связующее вещество на холодной поверхности кирпичной футеровки. В обоих случаях прочность кирпича снижается, а шлак может быть эрозией расплавленной стали.
В реальных условиях атмосферы электропечи, начиная с температуры выше 1700°C, особенно вероятно протекание реакции (6). Образовавшиеся пары Mg легко диффундируют, и происходит разрушение тканей. Это один из основных факторов, вызывающих высокотемпературное повреждение углеродистых магнезиальных кирпичей.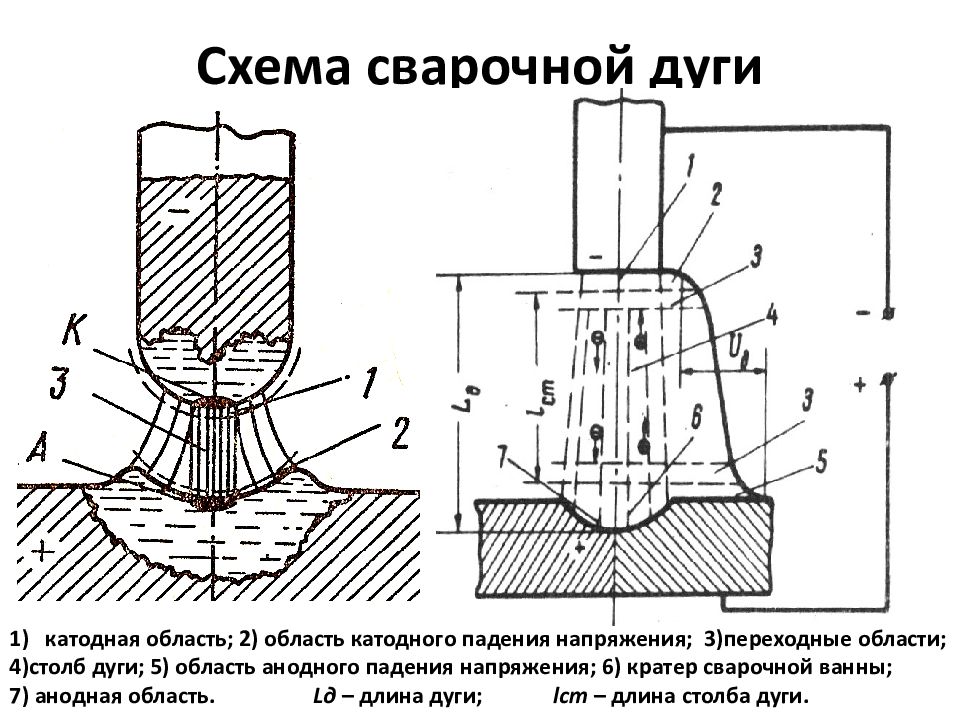
(3) Размыв или механический удар
Физическое повреждение возникает в результате стекания расплавленной стали или расплавленного шлака по поверхности огнеупорного материала и физического истирания или царапания футеровки печи. Эрозия и эрозия наиболее распространены на летке, шлакопроводе, электродном отверстии или вытяжной площадке электропечи.
Выкрашивание — сложный механизм повреждения огнеупорных материалов. Это вызвано быстрым нагревом и охлаждением огнеупорного материала футеровки, что вызывает напряжение в огнеупорном материале. Это напряжение часто превышает прочность огнеупорного материала, в результате чего возникают пересекающиеся и проникающие трещины, а фрагменты футеровки печи будут отслаиваться или полностью отваливаться. Такая ситуация обычно возникает на своде электропечи.
(4) Гидратация
Гидратация также является фактором разрушения огнеупорных материалов в электропечах. Во время эксплуатации вода легко проникает в крышку или стенку печи, и вода или пар могут вызвать коррозию огнеупорной футеровки печи. Оксид магния (или другие щелочные оксиды) и вода (или пар) гидратируются следующим образом.
Во время эксплуатации вода легко проникает в крышку или стенку печи, и вода или пар могут вызвать коррозию огнеупорной футеровки печи. Оксид магния (или другие щелочные оксиды) и вода (или пар) гидратируются следующим образом.
Реакция (7) приведет к значительному снижению эффективности огнеупоров и ухудшению проницаемости шлака и расплавленной стали.
Из приведенного выше анализа причин повреждений видно, что огнеупорные материалы, выбранные для каждой части сталеплавильной электропечи, имеют следующие требования к производительности:
- Хорошая химическая стабильность и стабильность объема;
- Состав материала не легко вступает в реакцию с расплавленной сталью и SiO₂, и образование конкреций нелегко;
- Обладает хорошей устойчивостью к быстрому холоду и жаре, его нелегко сломать и очистить;
- Высокая плотность, низкая пористость, равномерное распределение пор, расплавленная сталь не легко проникает;
- Высокая прочность, устойчивость к внешним механическим воздействиям и эрозии.

- МЫ ДОЛЖНЫ ЗНАТЬ О ПРОИЗВОДСТВЕ СТАЛИ
- ОПТИМИЗАЦИЯ ПРИМЕНЕНИЯ ПРОДУВОЧНОЙ ПРОБКИ
- ФУНКЦИЯ 9MAN LADLEER0046
- Выбор для слоя с изоляцией ковшей
- Работа для зоны зоны. Подходящий поставщик кирпичей MgO-C?
- Как выбрать огнеупорные кирпичи с высоким содержанием глинозема?
Восемь факторов, влияющих на огнеупорные материалы футеровки LRF
2 нояб. 2021 г.
Приготовили достаточно кирпичей MgO-C?
25 окт.
 2021 г.
2021 г.Причины появления кирпичей и усовершенствований линии шлака LRF
15 сент. 2021 г.
Состав для наполнения сопла
14 мая 2021 г.
Смесь очага EBT
10 марта 2021 г.
Типы промежуточных разливов
5 марта 2021 г.