
Металлы. Метод испытания на срез
ОТРАСЛЕВОЙ СТАНДАРТ
МЕТАЛЛЫ.
МЕТОД ИСПЫТАНИЯ НА СРЕЗ
ОСТ 1.90148-74
ОТРАСЛЕВОЙ СТАНДАРТ
МЕТАЛЛЫ. | ОСТ 1.90148-74 Взамен инструкции № 377-51 |
Несоблюдение стандарта преследуется по закону
Настоящий стандарт устанавливает метод определения сопротивления срезу при температуре 20 ± 5 °C проволоки, заклепок, болтов и специальных образцов из черных и цветных металлов диаметром от 2 до 25 мм, имеющих временное сопротивление разрыву до 200 кгс/мм2.
1. Общие указания
1.1. Проволоку, болты, заклепки и специальные образцы испытывают на двойной срез.
Сопротивление срезу болтов и заклепок, длина которых не позволяет произвести испытание на двойной срез, определяют испытанием на одинарный срез или испытанием на двойной срез образцов-свидетелей, т.е. удлиненных болтов и заклепок, прошедших термическую обработку вместе с контролируемой партией.
1.2. Сопротивление срезу (tср) определяют с точностью до 0,1 кгс/мм2 по формулам:
при испытании на двойной срез
кгс/мм2
при испытании на одинарный срез
кгс/мм2,
где Р — наибольшая нагрузка, регистрируемая по силоизмерителю испытательной машины, кгс,
d — фактический исходный диаметр, мм
Peг. № ВИФС-3862 от 23/ХII 1974 г.
Разработан | Утвержден | Срок введения с 1/VII 1975 г. |
Срок действия: |
2. Подготовка к испытанию
2.1. Проволоку, болты и заклепки испытывают без обработки поверхности.
Специальные образцы для определения сопротивления срезу как расчетной характеристики материала изготавливают с чистотой поверхности не ниже 7 класса по ГОСТ 2789-59.
2.2. Минимальная длина отрезков проволоки, заклепок, болтов и специальных образцов, предназначенных для испытания на двойной срез, должна соответствовать длине, указанной в табл. 1, а предназначенных для испытания на одинарный срез — в табл. 2.
Таблица 1
Диаметр проволоки, заклепки, болта, специального образца, мм | Минимальная длина отрезка проволоки, заклепки, болта, специального образца, мм | Толщина, | |
ножа | щеки | ||
От 2 до 5 | 15 | 5 | 5 |
Св. 5 до 8 | 20 | 8 | 6 |
Св. 8 до 12 | 28 | 12 | 8 |
Св. 12 до 16 | 86 | 16 | 10 |
Св. 16 до 20 | 44 | 20 | 12 |
Св. 20 до 25 | 57 | 25 | 16 |
Таблица 2
Диаметр проволоки, заклепки, болта, мм | Минимальная длина отрезка проволоки, заклепки, болта, мм | Толщина ножа, мм |
От 2 до 5 | 8 | 4 |
Св. 5 до 8 | 12 | 6 |
Св. 8 до 12 | 16 | 8 |
Св. 12 до 16 | 24 | 12 |
Св. 16 до 20 | 32 | 16 |
Св. 20 до 25 | 40 | 20 |
2.3. Измерение диаметра проволоки, болтов, заклепок и специальных образцов производится с точностью до 0,01 мм.
3. Оборудование и приспособления
3.1. Испытание на срез проводят на разрывных или универсальных машинах всех систем в специальных приспособлениях.
3.2. Допускается проводить испытания на машинах, предназначенных только для сжатия.
3.3. Испытание на двойной срез проводят в приспособлениях, схемы которых приведены на рисунках 1 — 3.
Рис. 1 Схема приспособления для испытания на двойной срез с приложением растягивающего усилия
1 — щеки, 2 — корпус; 3 — нож; 4 — образец; 5 — вкладыш
Испытание на одинарный срез проводят в приспособлении, схема которого приведена на рис. 4.
Рис. 2. Схема приспособления для испытания на двойной срез с приложением сжимающего усилия:
1 — вкладыш; 2 — щеки; 3 — нож; 4 — образец; 5 — корпус
Рис. 3. Схема многоместного приспособления для испытания на двойной срез:
1 — отверстия для выталкивателя; 2 — отверстия для подвески; 3 — отверстия для образца; 4 — нож; 5 — щеки.
Рис. 4. Схема приспособления для испытания на одинарный срез:
1 — ножи; 2 — образец
3.4. Допускается проводить испытания на одинарный срез заклепок и проволоки диаметром от 2 до 6 мм с временным сопротивлением разрыву до 50 кгс/мм2
3.5. При испытании стальных и титановых изделий твердость ножей и щек приспособлений должна быть HRС ≥ 60, а при испытании алюминиевых изделий — HRC ≥ 50
3.6. Соприкасающиеся поверхности ножей и щек шлифуют.
3.7. По рабочим поверхностям щек и ножей в приспособлениях должна быть обеспечена скользящая посадка по 3 классу точности.
Рис. 5. Схема приспособления для испытания на одинарный срез проволоки и заклепок диаметром от 2 до 6 мм:
1 — наружный цилиндр; 2 — внутренний цилиндр; 3 — плита: 4 — шарик диаметром 10 мм.
3.8. Точность изготовления рабочих отверстий в приспособлениях должна отвечать 3 классу в системе отверстии. Оси отверстий должны находиться на одной прямой, перпендикулярной оси приспособления.
3.9. Толщина ножей и щек двусрезного приспособления должна соответствовать указанной в табл. 1, односрезного — в табл. 2.
При испытании на срез в приспособлении, изображенном на рис. 3, толщина щек и ножей должна быть выбрана по наибольшему диаметру испытываемого образца.
4. Проведение испытаний
4.1. При испытании на срез прилагается растягивающее или сжимающее усилие (см. соответственно рис. 1, 3, 4 и рис. 2, 5).
4.2. Установку нулевого показания силоизмерителя испытательной машины производят с вставленным в нее приспособлением для испытания на срез.
4.3. При правильной установке в машине приспособлений для испытания на срез не должно возникать трения между ножами и щеками, что проверяется при холостом ходе машины (без образца). Нулевое положение стрелки силоизмерителя при этом должно оставаться неизменным.
4.4. При посадке в отверстие приспособления допускается зазор, не превышающий 0,1 мм. Посадка с натягом не допускается.
4.5. Скорость перемещения ножа относительно щек при испытании на срез не должна превышать 10 мм/мин при рабочем ходе машины.
СОДЕРЖАНИЕ
1. Общие указания. 1 2. Подготовка к испытанию.. 1 3. Оборудование и приспособления. 2 4. Проведение испытаний. 4 |
standartgost.ru
ОСТ 1.90148-74 Металлы. Метод испытания на срез
ОТРАСЛЕВОЙ СТАНДАРТ
МЕТАЛЛЫ.
МЕТОД ИСПЫТАНИЯ НА СРЕЗ
ОСТ 1.90148-74
ОТРАСЛЕВОЙ СТАНДАРТ
МЕТАЛЛЫ. | ОСТ 1.90148-74 Взамен инструкции № 377-51 |
Несоблюдение стандарта преследуется по закону
Настоящий стандарт устанавливает метод определения сопротивления срезу при температуре 20 ± 5 °C проволоки, заклепок, болтов и специальных образцов из черных и цветных металлов диаметром от 2 до 25 мм, имеющих временное сопротивление разрыву до 200 кгс/мм2.
1. Общие указания
1.1. Проволоку, болты, заклепки и специальные образцы испытывают на двойной срез.
Сопротивление срезу болтов и заклепок, длина которых не позволяет произвести испытание на двойной срез, определяют испытанием на одинарный срез или испытанием на двойной срез образцов-свидетелей, т.е. удлиненных болтов и заклепок, прошедших термическую обработку вместе с контролируемой партией.
1.2. Сопротивление срезу (tср) определяют с точностью до 0,1
при испытании на двойной срез
кгс/мм2
при испытании на одинарный срез
кгс/мм2,
где Р — наибольшая нагрузка, регистрируемая по силоизмерителю испытательной машины, кгс,
d — фактический исходный диаметр, мм
Peг. № ВИФС-3862 от 23/ХII 1974 г.
Разработан | Утвержден | Срок введения с 1/VII 1975 г. |
Срок действия: |
2. Подготовка к испытанию
2.1. Проволоку, болты и заклепки испытывают без обработки поверхности.
Специальные образцы для определения сопротивления срезу как расчетной характеристики материала изготавливают с чистотой поверхности не ниже 7 класса по ГОСТ 2789-59.
2.2. Минимальная длина отрезков проволоки, заклепок, болтов и специальных образцов, предназначенных для испытания на двойной срез, должна соответствовать длине, указанной в табл. 1, а предназначенных для испытания на одинарный срез — в табл. 2.
Таблица 1
Диаметр проволоки, заклепки, болта, специального образца, мм | Минимальная длина отрезка проволоки, заклепки, болта, специального образца, мм | Толщина, мм | |
ножа | щеки | ||
От 2 до 5 | 15 | 5 | 5 |
Св. 5 до 8 | 20 | 8 | 6 |
Св. 8 до 12 | 28 | 12 | 8 |
Св. 12 до 16 | 86 | 16 | 10 |
Св. 16 до 20 | 44 | 20 | 12 |
Св. 20 до 25 | 57 | 25 | 16 |
Таблица 2
Диаметр проволоки, заклепки, болта, мм | Минимальная длина отрезка проволоки, заклепки, болта, мм | Толщина ножа, мм |
От 2 до 5 | 8 | 4 |
Св. 5 до 8 | 12 | 6 |
Св. 8 до 12 | 16 | 8 |
Св. 12 до 16 | 24 | 12 |
Св. 16 до 20 | 32 | 16 |
Св. 20 до 25 | 40 | 20 |
2.3. Измерение диаметра проволоки, болтов, заклепок и специальных образцов производится с точностью до 0,01 мм.
3. Оборудование и приспособления
3.1. Испытание на срез проводят на разрывных или универсальных машинах всех систем в специальных приспособлениях.
3.2. Допускается проводить испытания на машинах, предназначенных только для сжатия.
3.3. Испытание на двойной срез проводят в приспособлениях, схемы которых приведены на рисунках 1 — 3.
Рис. 1 Схема приспособления для испытания на двойной срез с приложением растягивающего усилия
1 — щеки, 2 — корпус; 3 — нож; 4 — образец; 5 — вкладыш
Испытание на одинарный срез проводят в приспособлении, схема которого приведена на рис. 4.
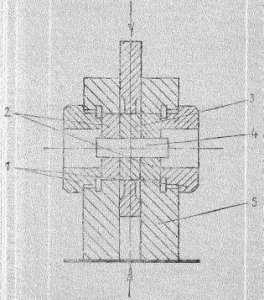
Рис. 2. Схема приспособления для испытания на двойной срез с приложением сжимающего усилия:
1 — вкладыш; 2 — щеки; 3 — нож; 4 — образец; 5 — корпус
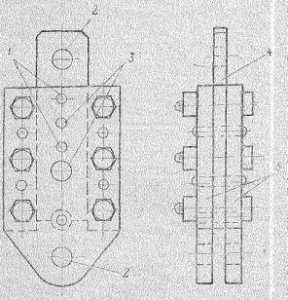
Рис. 3. Схема многоместного приспособления для испытания на двойной срез:
1 — отверстия для выталкивателя; 2 — отверстия для подвески; 3 — отверстия для образца; 4 — нож; 5 — щеки.
Рис. 4. Схема приспособления для испытания на одинарный срез:
1 — ножи; 2 — образец
3.4. Допускается проводить испытания на одинарный срез заклепок и проволоки диаметром от 2 до 6 мм с временным сопротивлением разрыву до 50 кгс/мм2 в приспособлении, схема которого приведена на рис. 5.
3.5. При испытании стальных и титановых изделий твердость ножей и щек приспособлений должна быть HRС ? 60, а при испытании алюминиевых изделий — HRC ? 50
3.6. Соприкасающиеся поверхности ножей и щек шлифуют.
3.7. По рабочим поверхностям щек и ножей в приспособлениях должна быть обеспечена скользящая посадка по 3 классу точности.
Рис. 5. Схема приспособления для испытания на одинарный срез проволоки и заклепок диаметром от 2 до 6 мм:
1 — наружный цилиндр; 2 — внутренний цилиндр; 3 — плита: 4 — шарик диаметром 10 мм.
3.8. Точность изготовления рабочих отверстий в приспособлениях должна отвечать 3 классу в системе отверстии. Оси отверстий должны находиться на одной прямой, перпендикулярной оси приспособления.
3.9. Толщина ножей и щек двусрезного приспособления должна соответствовать указанной в табл. 1, односрезного — в табл. 2.
При испытании на срез в приспособлении, изображенном на рис. 3, толщина щек и ножей должна быть выбрана по наибольшему диаметру испытываемого образца.
4. Проведение испытаний
4.1. При испытании на срез прилагается растягивающее или сжимающее усилие (см. соответственно рис. 1, 3, 4 и рис. 2, 5).
4.2. Установку нулевого показания силоизмерителя испытательной машины производят с вставленным в нее приспособлением для испытания на срез.
4.3. При правильной установке в машине приспособлений для испытания на срез не должно возникать трения между ножами и щеками, что проверяется при холостом ходе машины (без образца). Нулевое положение стрелки силоизмерителя при этом должно оставаться неизменным.
4.4. При посадке в отверстие приспособления допускается зазор, не превышающий 0,1 мм. Посадка с натягом не допускается.
4.5. Скорость перемещения ножа относительно щек при испытании на срез не должна превышать 10 мм/мин при рабочем ходе машины.
СОДЕРЖАНИЕ
1. Общие указания. 1 2. Подготовка к испытанию.. 1 3. Оборудование и приспособления. 2 4. Проведение испытаний. 4 |
www.opengost.ru
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
files.stroyinf.ru
ГОСТ 30322-95 (ИСО 8749-86) Штифты и насеченные штифты. Испытание на срез (аутентичен ГОСТ Р 50076-92 (ИСО 8749-86)), ГОСТ от 12 марта 1996 года №30322-95
ГОСТ 30322-95 (ИСО 8749-86)
ГОСТ Р 50076-92 (ИСО 8749-86)
Группа Г37
ОКП 16 8000
Дата введения 1993-01-01*
_________________
* Дополнительную информацию о введении в
действие см. ярлык «Примечания». —
Примечание изготовителя базы данных.
1 ПОДГОТОВЛЕН И ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
РАЗРАБОТЧИКИ
В.Г.Серегин, A.M.Свиридов, Ю.А.Алексеева
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 30.07.92 N 820
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 8749-86 «Штифты и насеченные штифты. Испытание на срез» и полностью ему соответствует
Постановлением Госстандарта России от 12 марта 1996 г. N 164 ГОСТ 30322-95 (ИСО 8749-86) введен в действие в качестве государственного стандарта Российской Федерации с момента принятия указанного постановления и признан имеющим одинаковую силу с ГОСТ Р 50076-92 (ИСО 8749-86) на территории Российской Федерации в связи с полной аутентичностью их содержания
3 ВВЕДЕН ВПЕРВЫЕ
1 Назначение и область применения
Настоящий стандарт устанавливает метод испытания на срез металлических штифтов с номинальным диаметром от 0,8 до 25 мм.
2 Сущность испытания
Испытание состоит в нагрузке штифта на двойной срез с применением соответствующего приспособления для испытания в испытательной машине и фиксированием максимальной нагрузки, приводящей к разрушению.
3 Метод и оборудование для испытания
Испытание на срез с помощью приспособления (типичное приспособление изображено на рисунке), в котором детали, удерживающие штифт, и деталь, служащая для приложения нагрузки, имеют отверстия с диаметрами, соответствующими номинальному диаметру штифта (допуск Н6), и твердость не менее 700 HV.
1 — штифт;
2 — нагрузка; 3 — срезающий блок; 4 — закаленный срезающий блок;
5 — закаленный поддерживающий блок; 6 — приспособление; 7 — прокладка;
8 — прокладки и направляющие срезающего блока; 9 — закаленные втулки
Зазор между удерживающей деталью и деталью, передающей нагрузку, должен быть не более 0,15 мм. Плоскости среза должны находиться на минимальном расстоянии, равном одному диаметру от концов штифта и двум диаметрам друг от друга.
Штифты, слишком короткие для испытания двойным срезом, испытываются одинарным одновременным срезом двух штифтов.
Пружинные штифты устанавливаются в испытательном приспособлении прорезью вверх.
Штифты должны испытываться до разрушения. Максимальная нагрузка, прилагаемая к штифту в момент разрушения или перед разрушением, считается двойной нагрузкой на срез.
После испытаний на срез штифтов трещины не допускаются.
Скорость при испытании должна быть не выше 13 мм/мин.
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2000
docs.cntd.ru
ГОСТ 10885-85
ГОСТ 10885-85
Группа В33
СТАЛЬ ЛИСТОВАЯ ГОРЯЧЕКАТАНАЯ ДВУХСЛОЙНАЯ КОРРОЗИОННО-СТОЙКАЯ
Технические условия
Hot-rolled corrosion-resistant clad steel sheets. Specifications
ОКП 09 9500
Дата введения 1986-07-01
1. РАЗРАБОТАН ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.08.85 N 2729
3. ВЗАМЕН ГОСТ 10885-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 380-2005 | 2.2 |
ГОСТ 492-2006 | 2.4 |
ГОСТ 1050-2013 | 2.2 |
ГОСТ 1497-84 | 4.11 |
ГОСТ 1577-93 | 2.6, 2.9 |
ГОСТ 5520-2017 | 2.2, 2.6, 2.9 |
ГОСТ 5521-93 | 2.9, 2.17, 2.18, 4.14 |
ГОСТ 5632-2014 | 2.4 |
ГОСТ 6032-2017 | 4.5, 4.13 |
ГОСТ 6689.1-92 | 4.1 |
ГОСТ 6689.2-92 | 4.1 |
ГОСТ 6689.3-92 | 4.1 |
ГОСТ 6689.4-92 | 4.1 |
ГОСТ 6689.5-92 | 4.1 |
ГОСТ 6689.6-92 | 4.1 |
ГОСТ 6689.7-92 | 4.1 |
ГОСТ 6689.8-92 | 4.1 |
ГОСТ 6689.9-92 | 4.1 |
ГОСТ 6689.10-92 | 4.1 |
ГОСТ 6689.11-92 | 4.1 |
ГОСТ 6689.12-92 | 4.1 |
ГОСТ 6689.13-92 | 4.1 |
ГОСТ 6689.14-92 | 4.1 |
ГОСТ 6689.15-92 | 4.1 |
ГОСТ 6689.16-92 | 4.1 |
ГОСТ 6689.17-92 | 4.1 |
ГОСТ 6689.18-92 | 4.1 |
ГОСТ 6689.19-92 | 4.1 |
ГОСТ 6689.20-92 | 4.1 |
ГОСТ 6689.21-92 | 4.1 |
ГОСТ 6689.22-92 | 4.1 |
ГОСТ 6689.24-92 | 4.1 |
ГОСТ 7268-82 | 4.12 |
ГОСТ 7564-97 | 4.4 |
ГОСТ 7565-81 | 3.6 |
ГОСТ 7566-2018 | 3.1, 3.8, 5.1 |
ГОСТ 9454-78 | 4.12 |
ГОСТ 10243-75 | 4.4, 4.8 |
ГОСТ 12344-2003 | 4.1 |
ГОСТ 12345-2001 | 4.1 |
ГОСТ 12346-78 | 4.1 |
ГОСТ 12347-77 | 4.1 |
ГОСТ 12348-78 | 4.1 |
ГОСТ 12349-83 | 4.1 |
ГОСТ 12350-78 | 4.1 |
ГОСТ 12351-2003 | 4.1 |
ГОСТ 12352-81 | 4.1 |
ГОСТ 12353-78 | 4.1 |
ГОСТ 12354-81 | 4.1 |
ГОСТ 12355-78 | 4.1 |
ГОСТ 12356-81 | 4.1 |
ГОСТ 12357-84 | 4.1 |
ГОСТ 12362-79 | 4.1 |
ГОСТ 12363-79 | 4.1 |
ГОСТ 12364-84 | 4.1 |
ГОСТ 12365-84 | 4.1 |
ГОСТ 14019-2003 | 4.9 |
ГОСТ 14637-89 | 2.6, 2.9 |
ГОСТ 19281-2014 | 2.2, 2.3, 2.6 |
ГОСТ 19903-2015 | 1.4, 1.5, 4.3 |
ГОСТ 20072-74 | 2.2, 2.3 |
ГОСТ 22727-88 | 4.15 |
ГОСТ 24982-81 | 4.13 |
ГОСТ 26877-2008 | 4.3 |
ГОСТ 28473-90 | 4.1 |
(Измененная редакция, Изм. N 2).
5. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ с Изменением N 1, утвержденными в сентябре 1988 г. (ИУС 1-89)
ВНЕСЕНО Изменение N 2, утвержденное и введенное в действие приказом Федерального агентства по техническому регулированию и метрологии от 19.02.2019 N 33-ст c 01.03.2019
Изменение N 2 внесено изготовителем базы данных по тексту ИУС N 4, 2019
Настоящий стандарт распространяется на горячекатаные двухслойные коррозионно-стойкие листы с основным слоем из нелегированной или легированной стали и плакирующим слоем из нержавеющих коррозионно-стойких сталей и сплавов, никеля и монель-металла.
(Измененная редакция, Изм. N 2).
1. СОРТАМЕНТ
1.1. Сталь подразделяют:
— по толщине коррозионно-стойкого слоя на нормальную и повышенную — К;
— по сплошности сцепления слоев на классы 01, 0, 1, 2, 3.
Толщину коррозионно-стойкого слоя и класс листов по сплошности сцепления слоев указывают в заказе.
(Измененная редакция, Изм. N 1).
1.2. Двухслойные листы изготовляют толщиной от 4 до 60 мм. По согласованию изготовителя с потребителем двухслойные листы изготовляют толщиной св. 60 до 120 мм. Толщина листов и коррозионно-стойкого слоя должна соответствовать указанной в табл.1.
Для листов толщиной св. 60 до 120 мм толщину коррозионно-стойкого слоя устанавливают по согласованию изготовителя с потребителем.
Таблица 1
В миллиметрах
Толщина листа | Толщина коррозионно-стойкого слоя | |
нормальная | повышенная | |
4 | 0,7-1,1 | — |
5 | 0,8-1,2 | |
6 | 1,0-1,6 | |
7 | 1,2-1,8 | |
8; 9 | 2,0-3,0 | |
10-15 | 2,0-3,0 | 3,0-4,0 |
16-21 | 2,5-3,5 | |
22-27 | 3,0-4,0 | — |
28-31 | 3,5-5,0 | |
32-60 | 4,0-6,0 | |
(Измененная редакция, Изм. N 1, 2).
1.3. Длина и ширина двухслойных листов должна соответствовать требованиям табл.2.
Допускается наличие до 20% листов от массы партии с отклонениями по длине до 30%.
Мерную длину в пределах, указанных в табл.2, устанавливают по требованию потребителя.
Таблица 2
В миллиметрах
Толщина листа | Минимальная и максимальная длина листа при ширине | ||||||||||||||||
1200 | 1300 | 1400 | 1500 | 1600 | 1700 | 1800 | 1900 | 2000 | 2100 | 2200 | 2300 | 2400 | 2500 | 2600 | 2700 | 2800 | |
4-5 | 4000 | 4000 | 4000 | 4000 | 4000 | 4000 | — | — | — | — | — | — | — | — | — | — | — |
6000 | 6000 | 6000 | 6000 | 6000 | 6000 | ||||||||||||
6-7 | 4000 | 4000 | 4000 | 4000 | 4000 | 4000 | |||||||||||
6000 | 6000 | 6000 | 6000 | 6000 | 6000 | ||||||||||||
8-10 | 4000 | 4000 | 4000 | 4000 | 4000 | 4000 | |||||||||||
7500 | 7600 | 7000 | 7000 | 6700 | 6300 | ||||||||||||
11-13 | 4000 | 4000 | 4000 | 4000 | 4000 | 4000 | |||||||||||
7100 | 7600 | 7000 | 6600 | 7500 | 7000 | ||||||||||||
14-17 | 4500 | 4500 | 4000 | 4000 | 4000 | 3700 | |||||||||||
6300 | 7700 | 7200 | 7000 | 6600 | 7200 | ||||||||||||
18-25 | 4300 | 4000 | 4000 | 3000 | 3200 | 3700 | 3600 | 3400 | 3300 | 3300 | 3400 | 3300 | 3400 | 3300 | 3300 | 3500 | |
6000 | 7200 | 6700 | 6200 | 5800 | 5500 | 8400 | 7900 | 7500 | 7100 | 6800 | 6500 | 6300 | 6100 | 5900 | 5700 | ||
26-40 | — | — | 4400 | 4100 | 3800 | 3600 | 3400 | 3200 | 3300 | 3200 | 3300 | 3200 | 3300 | 3300 | 3300 | 3300 | 3300 |
9400 | 8800 | 8300 | 7800 | 7400 | 7000 | 6600 | 6300 | 6000 | 5700 | 5500 | 5300 | 5100 | 4900 | 4700 | |||
41-50 | — | 4000 | 3600 | 3400 | 3200 | 3200 | 3300 | 3200 | 3200 | 3300 | 3200 | 3300 | 3400 | 3300 | — | ||
51-60 | 6200 | 5800 | 5500 | 5200 | 4900 | 4700 | 4500 | 4300 | 4100 | 3900 | 3700 | 3500 | 3400 | ||||
(Измененная редакция, Изм. N 2).
1.4. Предельные отклонения по толщине листов должны соответствовать:
— для листов, изготовленных пакетной прокаткой, толщиной от 4 до 7 мм включ. и для листов всех толщин, полученных другими методами, — по ГОСТ 19903, обычной точности прокатки;
— для листов толщиной от 8 до 60 мм включ., изготовленных методом пакетной прокатки, — требованиям табл.3;
Таблица 3
В миллиметрах
Толщина листа | Пред. отк. |
8 | ±0,8 |
9; 10 | ±0,9 |
11 | ±1,0 |
12-14 | ±1,1 |
15-17 | ±1,2 |
18; 19 | ±1,3 |
20-23 | ±1,4 |
24; 25 | ±1,5 |
26; 27 | ±1,6 |
28; 29 | ±1,7 |
30-33 | ±1,8 |
34-37 | ±1,9 |
38-41 | ±2,0 |
42-44 | ±2,1 |
45-47 | ±2,2 |
48; 49 | ±2,3 |
50-54 | ±2,4 |
55-60 | ±2,5 |
— для листов толщиной св. 60 до 120 мм — по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. N 1, 2).
1.5. Предельные отклонения по длине и ширине листов и косина реза — по ГОСТ 19903. Для двухслойных листов, изготовленных пакетной прокаткой, допускается превышение предельных отклонений по длине и ширине до норм, установленных для удвоенной толщины листа.
1.6. Отклонение от плоскостности на 1 м длины двухслойных листов толщиной 8 мм и более не должно превышать 15 мм. Для листов толщиной менее 8 мм отклонение от плоскостности не должно превышать 20 мм.
Пример условного обозначения двухслойной листовой стали толщиной 8 мм, шириной 1500 мм и длиной 6000 мм с основным слоем из стали марки Ст3сп, категории 2 по ГОСТ 14637 и коррозионно-стойким слоем из стали марки 12Х18Н10Т по ГОСТ 5632, без контроля сплошности сцепления слоев, с повышенной толщиной коррозионно-стойкого слоя:
То же, для двухслойной листовой стали толщиной 20 мм, шириной 1400 мм и длиной 4000 мм с основным слоем из стали марки 16ГС, категории 3 по ГОСТ 5520 и коррозионно-стойким слоем из стали марки 08Х13 по ГОСТ 5632, класса сплошности сцепления слоев 2, с нормальной толщиной коррозионно-стойкого слоя:
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Двухслойные листы изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Двухслойные листы изготовляют из сочетаний марок стали основного и плакирующего слоев, указанных в табл.4 знаком «+».
Таблица 4
Марка стали плакирующего слоя | Марки стали основного слоя | ||||||||||
Ст3сп | 10 | 20К | 09Г2 | 16ГС | 09Г2С | 10ХСНД | 10ХГСН1Д | 12МХ | 12ХМ | 10Х2М1 | |
08Х13 | + | — | + | + | + | + | — | — | + | + | — |
08Х17Т | — | — | — | — | — | ||||||
15Х25Т | |||||||||||
08Х18Н10Т | + | + | + | + | + | + | |||||
08Х18Н10Б | + | + | — | ||||||||
12Х18Н10Т | |||||||||||
12Х18М10Б | |||||||||||
10Х17Н13М2Т | — | — | — | — | — | ||||||
10X17h23M3T | |||||||||||
08Х17Н15М3Т | — | ||||||||||
08Х22Н6Т | — | ||||||||||
06ХН28МДТ | + | ||||||||||
docs.cntd.ru
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской област |
files.stroyinf.ru
Испытания на срез и сдвиг – Испытательный центр Кипсал
Промышленное оборудование и его комплектующие должны быть надежными, сохранять свою работоспособность и изначальные эксплуатационные свойства в рабочих условиях. Чтобы убедиться в том, что деталь не подведет в ответственный момент, необходимо знать, как она воспринимает увеличенные нагрузки, насколько высоко сопротивление механическому износу.
Цель испытаний
Компания «Кипсал» занимается проведением испытаний, используя только качественное оборудование, которое способно показать достоверные результаты. Благодаря возможности оформления индивидуального коммерческого предложения, каждый клиент сможет воспользоваться услугами с учетом собственных потребностей и нюансов производства (степени нагрузки, рабочих условий, типа деталей и т.д.).
Физико-механические испытания, которые способны установить сопротивляемость и стойкость объекта при испытании на сдвиг, выявляют степень прочности, проблемы с конкретными материалами в эксплуатационных условиях, предполагающих высокую степень нагрузки Это крайне важно для металлургической промышленности, машиностроения, и т.д., то есть в областях, которые предусматривают сохранение высокого уровня безопасности производства.
Благодаря испытаниям на срез проверяется степень сопротивляемости детали (болты, шпильки, анкеры, цилиндрические образцы проволоки и т.д.) разрушению в плоскости поперечного сечения. Все операции подобного типа производятся при помощи оборудования, работающего на растяжение или сжатие, универсальной технике, воспроизводящей комплекс испытаний. Получаемые значения зависит от условий опыта (скорость загружения и т.д.). Существует рекомендуемая скорость работы — не более 10мм\мин.
Все испытания на срез по ГОСТу обеспечивают точные результаты.
Испытание анкеров и болтов
Благодаря испытаниям анкеров на срез осуществляется расчет рекомендуемых нагрузок, которые способны повлиять на надежность подобного крепления. Опыт предполагает использование растягивающего или сжимающего усилия. Операции возможно проводить на одинарный и двойной срез. Для этого используется разное оборудование. В первом случае техника должна состоять из ножей и образца, во втором — щек, корпуса, ножей, образца и вкладыша.
При проведении испытаний болтов на срез с помощью использования специального оборудования, укомплектованного вилкой и диском, устанавливаются точные результаты. Произведение срезного усилия определяет, будет ли выбранный болт надежным в эксплуатационных условиях, не подведет ли при требующейся нагрузке не только в статичной конструкции, но и в оборудовании, которое подвергается постоянной вибрации или движению.
kipsal.ru