
Производство кабеля | Технология, разновидности, применение
Кабель – относительно простое изделие, которое представляет собой одну или несколько проводников (жил), изолированных друг от друга, или оптических волокон, заключенных в оболочку. В конструкции могут быть предусмотрены дополнительные элементы: заполнитель, сердечник, экран, проволочная или стальная броня, которые обеспечивают работоспособность кабеля в определенных условиях. В отличие от провода, кабель можно прокладывать в земле и под водой.
Как изготавливают кабель
Изготовление проводов и кабелей происходит на автоматизированной линии, где последовательно выполняются все этапы технологического процесса. В общем виде технология выглядит следующим образом:
- Берут материал для изготовления кабелей: медную или алюминиевую катанку.
- Катанку вытягивают до получения жилы нужного сечения, подвергают ее обжигу.
- Выполняют сплетение нескольких жил, если это предусмотрено технологией.

- После обжига полученную проволоку отправляют в экструдер, где на нее накладывают изоляцию.
- В экструдере полиэтилен или другой выбранный для изоляции материал нагревают до жидкого состояния и вместе с жилой выдавливают через головку.
- Готовый кабель оставляют остывать в специальной ванне и проверяют на проводимость электричества.

Виды кабеля
Кабельная продукция сегодня представлена очень широким ассортиментом. Кабели отличаются по следующим параметрам:
- количеству и материалу жил;
- наличию и типу изоляции;
- гибкости (для неподвижного или подвижного соединения).
Материал токопроводящих жил выбирают в зависимости от назначения: для оптических сигналов – пластмасса или стекло, а для передачи сигналов и электрической энергии – медь, алюминий, сталь, а еще золото, серебро и сплавы металлов. Чаще всего встречаются медные жилы, поскольку они обладают наилучшей электропроводимостью.
Также кабели классифицируются на виды в зависимости от назначения и сферы применения. По этим критериям выделяют следующие типы кабелей:
- силовые и несиловые;
- для стационарной и нестационарной прокладки;
- телефонные и телефонные распределительные;
- контрольные, связи, управления;
- радиочастотные и коаксиальные;
- оптические.
Силовые кабели могут быть рассчитаны на низкое (0,66-35 кВ) и высокое (110-750 кВ и выше) напряжение. Они могут иметь низкое дымовыделение и пониженную пожароопасность. Такие кабели используют для передачи электроэнергии от источника до конечного потребителя. Конкретный вид силового кабеля выбирают с учетом подключаемого объекта и условий монтажа.
В отдельную категорию выделяют греющие кабели:
- саморегулируемые,
- самоограничивающиеся,
- с постоянного мощностью параллельного типа,
- последовательного типа с полимерной изоляцией;
- с минеральной изоляцией.

Назначение и сферы применения
Без применения кабеля не обходится практически не одна сфера деятельности человека. Основная масса предназначена для распределения электрической энергии. Силовые кабели СИП используют для прокладки воздушных линий электропередач с целью передачи электричества от региональных распределительных сетей с напряжением от 110 кВ до потребителей, где напряжение составляет уже привычные 220/380 В.
Использование кабеля в строительстве заключается в подключении различных механизмов и машин. Силовой кабель применяют для распределения и передачи электроэнергии в электроустановках и агрегатах стационарного типа, работающих при номинальном напряжении 0,66 или 1 кВ.
Контрольные кабели используют для передачи информации в различных системах:
- защиты и сигнализации;
- измерения, контроля и учета;
- автоматики и телемеханики;
- управления;
- телевизионных и локальных вычислительных сетях.

Контрольные кабели нередко называют кабелями связи, поскольку он соединяют между собой управляющие устройства и объекты управления, измерительные трансформаторы и приборы измерения, объекты сигнализации и сигнальные устройства.
В промышленности кабель используют также для подачи электроэнергии к конечному потребителю. Без кабельной продукции не обходятся:
- аэро- и морские порты;
- атомные станции;
- железнодорожные станции;
- производственные предприятия;
- жилые дома и здания общественного назначения.
Основное применение кабеля в быту – прокладка электрической проводки в доме или квартире. С помощью кабеля к сети подключают различные приборы.
Сертификация и соответствие ГОСТ
Для подтверждения безопасности кабельную продукцию подвергают процедуре сертификации. Ее цель – проверить соответствие кабеля на соблюдение требованиям нормативных документов.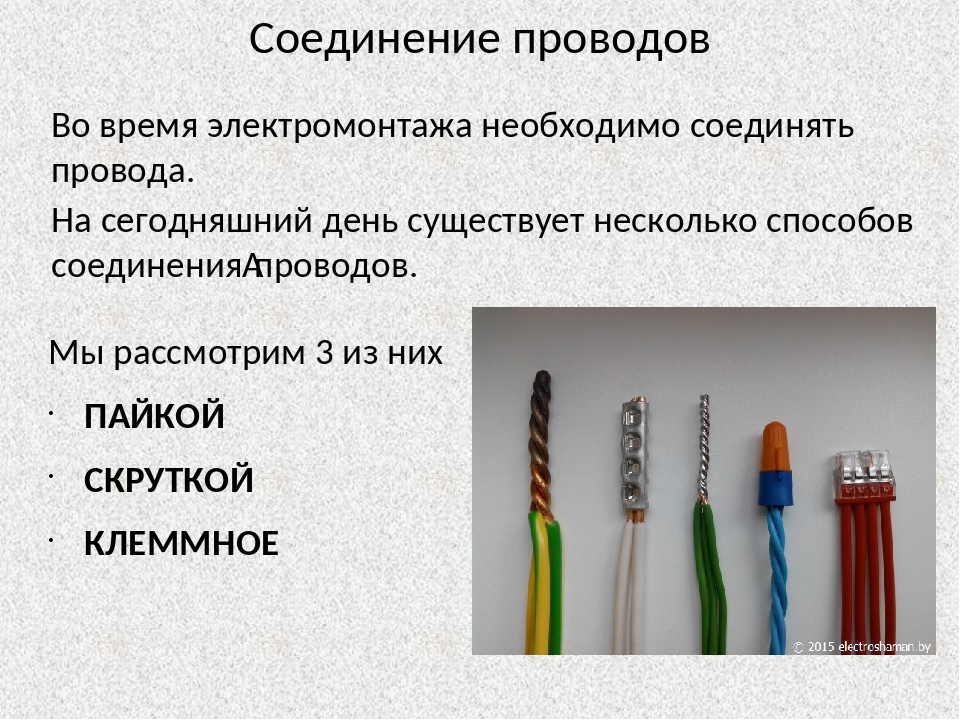
- Технический регламент Таможенного союза 004/2011 «О безопасности низковольтного оборудования».
- Национальные стандарты: ГОСТ 31947-2012, ГОСТ 31996-2012, ГОСТ 31565-2012, ГОСТ 18410-73 и другие в зависимости от конкретного вида кабеля.
Не менее важно наличие сертификатов на продажу кабельной продукции, которые гарантируют, что вы приобретаете товар от изготовителя. У компании «Бонком» есть соответствующие документы для реализации кабелей и проводов от известных производителей. Мы взаимодействуем с ними на постоянной основе и всегда проверяем качество продукции, поэтому вы можете купить кабель, соответствующий заявленным характеристикам. В ассортименте силовые, гибкие, контрольные, установочные, бытовые и другие виды кабелей, которые мы поставляем в разном объеме на любые объекты и предприятия.
назад
Как производят кабель. — Как это сделано, как это работает, как это устроено — LiveJournal
Процесс производства кабеля можно разделить на несколько этапов: поэтапное волочение и протяжка заготовки, наложение изоляции и оболочки, разбухтовка, отгрузка. Проследим последовательно:
Проследим последовательно:
Сначала общие виды двух цехов, в которых происходят основные этапы производства.
1. Цех волочения и скрутки стренги. Здесь происходит первичная обработка медной катанки, основного сырья для производства кабельно-проводниковой продукции (КПП).
2. Цех по наложению изоляции и оболочки. В этом цеху расположены экструзионные линии, где медные заготовки приобретают вид готового изделия.
На завод поступает медная ка́танка, которую изготавливают методом непрерывного литья и прокатки из медных катодов. Катанка — это грубая заготовка, обычно большого диаметра, которая используется для дальнейшего производства проволоки.
3. Машина грубого волочения ВМ-13. Предназначена для волочения медной катанки в проволоку. Волочением называется процесс холодной обработки металлов давлением, при котором обрабатываемая проволока или другая заготовка проходит через волочильный инструмент (волоку) и принимает форму и размеры его внутреннего канала с поперечным сечением меньше сечения заготовки.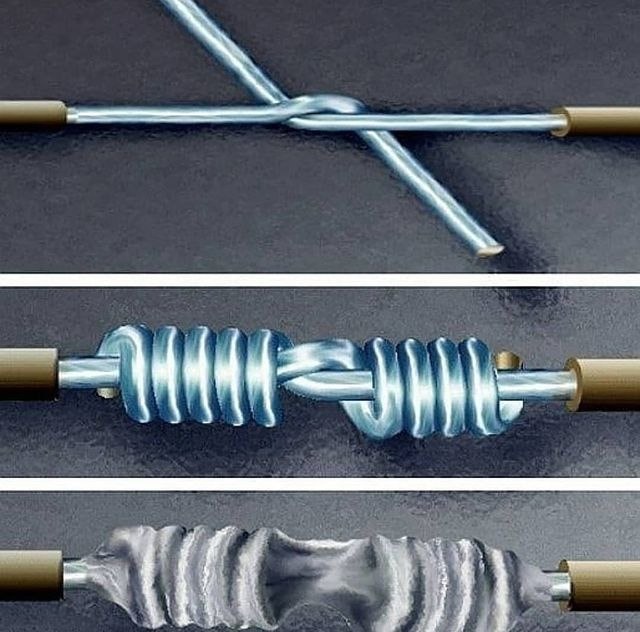 Уменьшение сечения приводит к увеличению длины проволоки. Данная машина предназначена для волочения с диаметра 9 мм до 1,6-4,3 мм.
Уменьшение сечения приводит к увеличению длины проволоки. Данная машина предназначена для волочения с диаметра 9 мм до 1,6-4,3 мм.
4. Общий вид волочильного комплекса Nihoff. 12-ти ручевая волочильная машина, предназаначенная для тонко-среднего волочения медной проволоки в пасьму. Это заготовка для дальнейшей скрутки в стренгу. Это начало производства гибкого многожильного кабеля.
5. При волочении происходит нагартовка, ухудшающая электропроводность проволоки. Также при волочении происходит изменение пластических свойств металла: он упрочняется (наклепывается), структура его изменяется, зерна металла измельчаются в направлении волочения, то есть образуется текстура. Снятие «наклепа» и получение мягкой проволоки, достигается нагревом металла до определенной температуры, выдержкой в течение заданного времени и охлаждающей комнатной температуры. При этом металл снова становится пластичным.
Термическая обработка металла, при которой ему возвращаются первоначальные свойства, называется отжигом. Температура и длительность отжига зависят от свойств и размеров проволоки. Для предохранения медной проволоки от окисления ее отжиг производят в специальных паровых или вакуумных печах. Проволоченная пасьма проходит через устройство «отжига на проход», которое позволяет экономить время, не используя отжиг в муфельной печи.
Температура и длительность отжига зависят от свойств и размеров проволоки. Для предохранения медной проволоки от окисления ее отжиг производят в специальных паровых или вакуумных печах. Проволоченная пасьма проходит через устройство «отжига на проход», которое позволяет экономить время, не используя отжиг в муфельной печи.
6. После отжига, готовая пасьма наматывается на технологическую тару. Здесь хорошо видно механизм раскладки, который состоит из привода и раскладчика. Укладка изделия происходит в результате смещения раскладчика вдоль оси приемной катушки за один ее оборот, равный диаметру принимаемого изделия. По мере уменьшения числа оборотов приемной катушки уменьшается и скорость перемещения раскладчика.
7. Пустые катушки.
8. На следующем этапе пасьма с нескольких активных отдатчиков подается в крутильную машину, где происходит скрутка пасьмы в стренгу, заготовку для производства проводов марок ПВС, ШВВП, ВП-3. Скрутка является одним из наиболее распространенных технологических процессов кабельного производства. Из отдельных проволок скручиваются токопроводящие жилы и неизолированные провода.
Скрутка является одним из наиболее распространенных технологических процессов кабельного производства. Из отдельных проволок скручиваются токопроводящие жилы и неизолированные провода.
Из изолированных жил скручиваются либо непосредственно кабели и провода, либо (при изготовлении кабелей связи) их составные части — группы, пучки, из которых в свою очередь скручиваются кабели. В этом процессе объединяются отдельные элементы (проволка, жилы, группы, пучки), при котором каждый из них располагается по винтовой линии вокруг центральных (одного или нескольких) элементов.
9. Внутренности крутильной машины с вращающимся приемным устройством. Перекрученные жилы наматываются на технологическую тару в готовую стренгу. Скрутка осуществляется в результате сочетания двух движений: прямолинейного (поступательного) и вращательного.
При этом вращение может производиться как по часовой стрелке, так и против нее. О направлении скрутки судят по расположению витков элементов в скрученном изделии. Скрутка называется левой, когда каждый элемент скрутки, если смотреть на него по направлению оси, идет справа–вверх–налево, и правой при траектории элемента слева–вверх–направо
Скрутка называется левой, когда каждый элемент скрутки, если смотреть на него по направлению оси, идет справа–вверх–налево, и правой при траектории элемента слева–вверх–направо
10. Рядом находится машина для тонко-среднего волочения DHC. В отличии от Nihoff, волочение в ней идет в одну жилу с отжигом на проход.
11. Заготовка полученная после волочения.
12. Она идет в машину скрутки стренги, через пассивный отдатчик. Отдатчики различаются на пассивные и активные по принципу отдачи заготовки с барабана. Основная задача отдатчика обеспечить равномерное сматывание заготовки при постоянной скорости и натяжении.
13. Элемент крутильной машины, через который проходит пасьма перед скруткой.
14.
15. Готовая стренга, подготовленная к наложению изоляции.
16. Активный отдатчик, с которого стренга подается на экструзионную линию..jpg)
17. ПВХ пластикат в гранулах. Материал для нанесения изоляции и оболочки. Поливинилхлоридный пластикат, применяемый в кабельной промышленности, представляет собой смесь поливинилхлоридной смолы (поливинилхлорида), получаемой полимеризацией хлористого винила с пластификаторами, стабилизаторами, наполнителями и другими компонентами.
18. Экструзионная линия. Агрегат для наложения изоляции и оболочек из пластмасс состоит из экструдера, отдающего, тягового и приемного устройств, охлаждающей ванны, контрольной и пускорегулирующей аппаратуры. С отдающего устройства проволока, скрученная жила или заготовка под оболочку поступает в головку экструдера. Тормозное приспособление отдающего устройства служит для постоянного натяжения жилы и предотвращения раскрутки барабана или катушки с проволокой при остановке агрегата или уменьшении скорости экструзии.
Сначала гранулы пластиката расплавляются в шнеке до однородной массы. Для лучшей адгезии и предотвращения образования на жиле воздушных включений, особенно при наложении полиэтиленовой изоляции, перед головкой экструдера устанавливают устройство для подогрева жилы электрическим током через систему роликов, на которые подается необходимое напряжение. Нагретая до 100–150°С жила поступает в головку экструдера.
Нагретая до 100–150°С жила поступает в головку экструдера.
19. Экструдер (червячный пресс). В головке экструдера расплавленная пластмасса выдавливается через кольцевой зазор между дорном и матрицей в виде оболочки и накладывается на провод.
20. Охлаждающая ванна с водопроводной водой, находящаяся за головкой экструдера, в которую попадает провод или кабель после наложения пластмассовой оболочки, должна иметь такую длину, чтобы при выбранном режиме охлаждения и скорости прессования изоляция или оболочка успевала по всей толщине охладиться до 60–70°С. Недостаточное охлаждение приводит к смещению жилы либо смятию изоляции и оболочки.
21. Пульт управления экструзионной линией.
22. После охлаждающей ванны провод поступает в устройство для обдувки воды и сушки, затем в тяговое устройство и через компенсаторы подается на приемный вал. При наложении изоляции перед компенсатором или тяговым устройством устанавливают аппарат сухого испытания напряжением.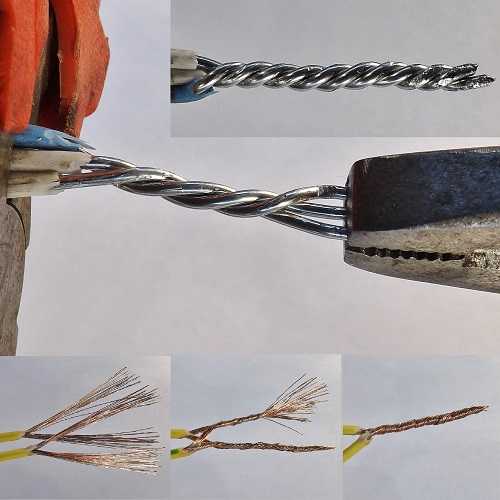
23.
24. Приемник экструзионной линии.
25. При изготовлении многожильного кабеля, отдельные изолированные жилы скручиваются. Скрутку изолированных жил в кабель при изготовлении силовых кабелей можно производить с откруткой и без открутки. При скрутке без открутки происходит самопроизвольное дополнительное закручивание жилы вокруг собственной оси. Это приводит к деформации фазной изоляции и, следовательно, к образованию дополнительных дефектов в ней в виде морщин и вмятин. Особенно это явление заметно при скрутке жил большого сечения и при больших толщинах изоляции.
Скруткой в закрутку называют такой процесс скрутки, при котором направление скрутки изолированных жил совпадает с направлением скрутки проволок в наружном повиве изолированной жилы. Под скруткой в раскрутку понимается такой процесс скрутки, при котором эти направления противоположны.
26. Скрутка предварительно подкрученных жил производится на обычных крутильных дисковых машинах, которые оборудуются специальным подкручивающим устройством.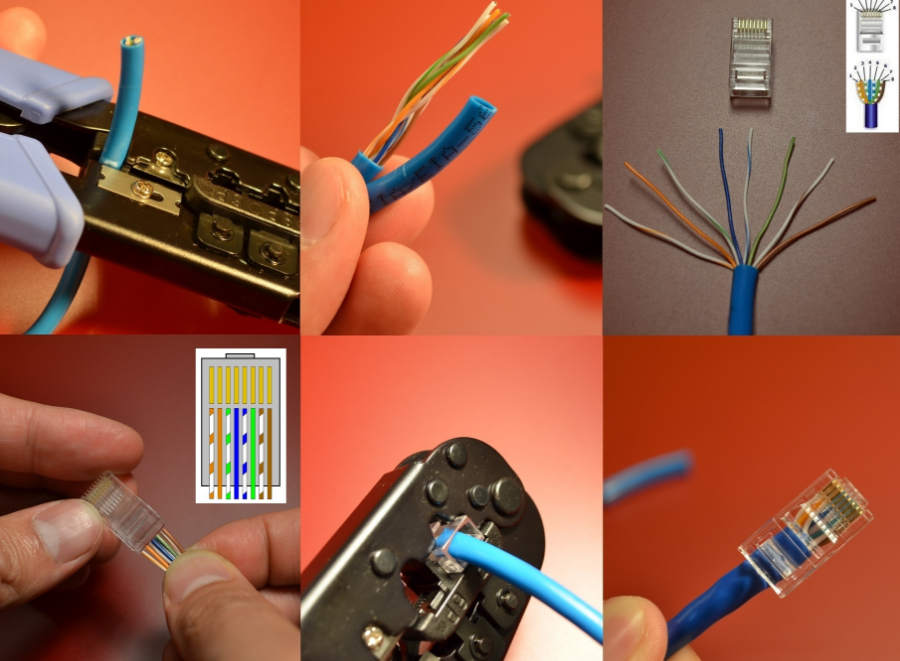 Часто это устройство совмещается с уплотняющим механизмом. При этом уплотняющие вальцы помимо вращения вокруг собственной оси вращаются вокруг оси кабеля. Фазная изоляция накладывается на предварительно подкрученную жилу, поэтому после общей скрутки, которая производится с откруткой, качество фазной изоляции не ухудшается.
Часто это устройство совмещается с уплотняющим механизмом. При этом уплотняющие вальцы помимо вращения вокруг собственной оси вращаются вокруг оси кабеля. Фазная изоляция накладывается на предварительно подкрученную жилу, поэтому после общей скрутки, которая производится с откруткой, качество фазной изоляции не ухудшается.
27. Скрученные жилы в дальнейшем поступают на экструзионную линию для нанесения общей изоляции.
28. После нанесения изоляции, кабель подается на разбухтовку. Здесь же он проходит ОТК и упаковывается.
29. Готовая продукция на отгрузке.
Взят у victorborisov в Кабельный завод
Читайте наше сообщество также вконтакте, где огромный выбор видеосюжетов по тематике «как это сделано» и в фейсбуке.
Tags: Москва, завод, кабель, производство
Почему провода? | Поговорим о науке
Спиральный медный провод (sykono, iStockphoto)Спиральный медный провод (sykono, iStockphoto)
H. L. Blachford Ltd. и Let’s Talk Science
L. Blachford Ltd. и Let’s Talk Science
5.14
Узнайте, как производятся и используются провода .
Почему провода?
Подумайте обо всех проводах, которыми вы пользуетесь каждый день. Провода являются большой частью нашей жизни, даже если мы не всегда осознаем это. Электрическая проводка, гитарные струны и скрепки — вот лишь несколько примеров проводов. Даже Интернет состоит из множества компьютеров, соединенных проводами. Провода настолько регулярно присутствуют в нашей жизни, что мы не всегда о них задумываемся.
Кабели Ethernet в большом центре обработки данных (Источник: Ultima_Gaina через iStockphoto).
Из чего сделаны провода?
Проволока изготовлена из металлов. Некоторые из используемых металлов включают сталь, медь, алюминий и серебро. Мы используем эти материалы для изготовления проводов из-за их свойств. Металлы имеют  Они также пластичны. Это означает, что их можно легко растянуть. Наконец, металлы являются хорошими проводниками тепла и электричества. Это означает, что электричество и тепло могут легко проходить через них.
Они также пластичны. Это означает, что их можно легко растянуть. Наконец, металлы являются хорошими проводниками тепла и электричества. Это означает, что электричество и тепло могут легко проходить через них.
Знаете ли вы?
Серебро – это элемент, который лучше всего проводит электричество.
Как делают провода?
Волочение проволоки это процесс, который часто используется для изготовления проволоки. Волочение проволоки включает уменьшение диаметра металлических стержней до желаемого диаметра
. Диаметр — это другое слово, обозначающее ширину круга или цилиндра. Провод 9Калибр 0025 – это диаметр проволоки. В процессе волочения проволоки можно производить проволоку самых разных размеров. Посмотрим, как это работает. Сначала кусок стали, называемый заготовкой, нагревают примерно до 2000°C. Это облегчает изменение его формы. Горячая заготовка проходит через ряд прокатных клетей, которые превращают металл в пруток диаметром 1-4 см. Затем стержень скручивают в катушки.
Затем стержень скручивают в катушки.
Змеевики оставляют охлаждаться на открытом воздухе. Каждая катушка весит около 700-900 кг! На змеевиках может образоваться поверхностная ржавчина, и они могут загрязниться во время хранения. Это должно быть очищено перед следующим шагом. Очистка включает в себя погружение катушки в раствор горячей воды с химическими веществами, которые удаляют любую поверхностную грязь.
Затем стержень проходит через ряд смазанных матриц . А 9Смазка 0025 — это материал, который делает предметы скользкими. В качестве смазки часто используется масло. Матрица — это инструмент, который используется для прессования, резки или придания формы материалу. Здесь штампы уменьшают большой диаметр стержня до проволоки меньшего диаметра. Провода могут выдерживать силу этого процесса, потому что они очень пластичны. Менее пластичный материал, такой как стекло, разобьется.
Провода могут выдерживать силу этого процесса, потому что они очень пластичны. Менее пластичный материал, такой как стекло, разобьется.
Dimco Indio умирает от Die India Manufacturing Co. в Баване, Дели, Индия (Источник: Die India Manufacturing Co.) В конце концов образуются тонкие нити. Смазочные материалы, например, производимые Blachford Chemical Group*, уменьшают трение и обеспечивают барьер при прохождении проволоки через фильеру. Смазочные материалы ускоряют процесс и продлевают срок службы штампов.
* Относится к Blachford Corporation и H.L. Blachford Ltd.
Схема коробки матрицы для сухой смазки (Источник: Henkel Corporation/David Gzesh) Для волочения стальной проволоки смазка представляет собой порошок. Коробка матрицы заполняется порошком, и проволока протягивается сначала через порошок, а затем через матрицу. Матрица имеет конус спереди. Его уменьшающийся диаметр заставляет слой смазки покрывать проволоку. На готовой проволоке останется легкая смазочная пленка, и перед ее дальнейшей переработкой в конечные продукты может потребоваться очистка.
На готовой проволоке останется легкая смазочная пленка, и перед ее дальнейшей переработкой в конечные продукты может потребоваться очистка.
Этот процесс может привести к образованию пыли. Эта пыль может представлять опасность взрыва пыли . Вот почему важно бороться с пылью при волочении проволоки.
Знаете ли вы?
Ученые Стэнфордского университета создали самый тонкий электрический провод в мире. Его ширина всего три атома.
Как мы используем провода?
Люди используют провода для создания многих других изделий. Например, гайки и болты изготовлены из стальной проволоки. Проволока, вытянутая до определенного диаметра, затем прессуется в форме болта или винта. Затем нижняя часть нанизывается на для создания спирали. Гвозди также изготавливаются из отрезков проволоки, сплющенных на одном конце и заостренных на другом конце.
Проволока, вытянутая до определенного диаметра, затем прессуется в форме болта или винта. Затем нижняя часть нанизывается на для создания спирали. Гвозди также изготавливаются из отрезков проволоки, сплющенных на одном конце и заостренных на другом конце.
Волоченая проволока также используется для изготовления обычных предметов, таких как скобы для бумажных степлеров. В этом случае очень тонкая проволока пропускается через квадратную матрицу, а не круглую, для придания окончательной формы. Затем его разрезают, сгибают и, в некоторых случаях, затачивают в готовый продукт. Скрепки также сделаны из проволоки, имеющей классическую форму.
Некоторые гитарные струны изготовлены из кусков стальной проволоки . Проволока вытягивается разного диаметра и прочности. Банджо и пианино также используют проволоку. Другими примерами изделий из стали, изготовленных из проволоки, являются стеллажи, ограждения, сварочная проволока и шприцевые иглы.
Знаете ли вы?
Прослушивание телефонных разговоров, или подслушивание частных разговоров, используется с 1890-х годов. Прослушка получила свое название от людей, подключающих подслушивающие устройства к проводам, по которым идет звук.
По некоторым проводам проходит электричество. Эти провода часто изготавливаются из меди или алюминия. Провода разных размеров несут разное количество электричества. Калибр провода определяет, сколько электрического тока он может нести. Кабели представляют собой группы проводов, связанных вместе. Провода, по которым проходит электричество, обернуты изолятором, например пластиком. Изоляция защищает людей от ударов током. Это также гарантирует, что электричество поступит в нужное место.
Линии электропередач высокого напряжения состоят из проволочных кабелей (Источник: RuudMorijn через iStockphoto).
Проволока также используется для изготовления украшений, например, серег. Серебряная и золотая проволоки формируются с использованием процесса, аналогичного описанному выше. Однако их часто рисуют вручную и создают в меньшем масштабе.
Это лишь некоторые из многих способов использования проводов. В следующий раз, когда вы подключите компьютер или воспользуетесь скрепкой, подумайте обо всех шагах, которые потребовались для его создания.
Let’s Talk Science высоко оценивает работу и вклад компании H.L Blachford Ltd. в разработку этого справочника.
О компании H.L Blachford Ltd.
H.L Blachford Ltd была основана в Монреале в 1921 году Генри Ллойдом Блачфордом и расширила свою деятельность, включив производственные площадки в США, Канаде и Великобритании. Blachford производит продукты на основе стеарата для различных отраслей промышленности, включая производство каучука, шин, металлического порошка, пластмасс, ПВХ, продуктов питания, волочение проволоки и металлообработку. Blachford также является ведущим производителем технологий контроля шума и вибрации, сверхпрочных резиновых ковриков и обивки потолка для транспортных средств и сельскохозяйственного оборудования.
Blachford также является ведущим производителем технологий контроля шума и вибрации, сверхпрочных резиновых ковриков и обивки потолка для транспортных средств и сельскохозяйственного оборудования.
Провод | Британика
wire
Посмотреть все СМИ
- Ключевые люди:
- Александр Колдер Жан Тэнгли
- Похожие темы:
- нанопроволока волочение проволоки
См. все связанные материалы →
проволока , нить или тонкий стержень, обычно очень гибкий и круглый в поперечном сечении, изготовленный из различных металлов и сплавов, включая железо, сталь, латунь, бронзу, медь, алюминий, цинк, золото, серебро , и платина. Используемые процессы в основном одинаковы.
Первое известное письмо, относящееся к проволоке и ее изготовлению, появляется в Библии (Исход 39:3): «И выковывали сусальное золото и разрезали на нити. . . ». Круглая проволока, вероятно, была сделана путем разрезания пластин на узкие полосы, которые затем были закованы и скруглены. Эти провода были очень короткими, и нужно было спаять или забить несколько кусков встык, чтобы получить значительную длину.
Эти провода были очень короткими, и нужно было спаять или забить несколько кусков встык, чтобы получить значительную длину.
На протяжении нескольких столетий проволоку протягивали через металлические матрицы вручную на короткие отрезки. Секция, которую нужно было нарисовать, была забита молотком до такой степени, чтобы ее можно было протолкнуть через отверстие в матрице. Проволочный волочильный станок брал его руками или щипцами и протягивал через матрицу, при этом степень обжатия ограничивалась силой проволочного волочильного станка. Для увеличения его силы использовались различные средства, например, его посадили на подвесной стул, чтобы, упираясь ногами в конструкцию, удерживающую кубик, он мог тянуть руками и толкать ногами. Проволоку большего размера приходилось изготавливать ковкой, прокаткой или обоими способами.
В 19 веке резко обострились требования к большим тоннажам и большой длине стальной и медной проволоки, особенно после изобретения стального каната, развития телеграфа в 1840-х годах и изобретения телефона и колючей проволоки позже в 1840-х годах. век. Этим требованиям отвечали бессемеровский и мартеновский процессы выплавки стали, новые машины и способы прокатки прутков.
век. Этим требованиям отвечали бессемеровский и мартеновский процессы выплавки стали, новые машины и способы прокатки прутков.
В настоящее время проволоку вытягивают из горячекатаного стального профиля, называемого стержнем. (Стержни из некоторых более мягких металлов могут быть изготовлены путем экструзии или литья вместо прокатки.) Стержни очищают от окалины (окислов, образующихся на поверхности) путем погружения в разбавленную серную кислоту. В зависимости от материала можно использовать другие кислоты или ванну с расплавленной солью, например, с гидридом натрия, а также механические скейлеры. Для очистки пружинной проволоки иногда используется пескоструйная обработка металлическим песком. После кислотной очистки металл промывают и погружают в раствор покрытия, такой как известковая эмульсия, бура или фосфат, чтобы нейтрализовать оставшуюся кислоту и действовать как смазка в последующих операциях волочения проволоки.
Процесс волочения проволоки состоит из заострения стержня, продевания заостренного конца через матрицу и прикрепления конца к волочильному блоку, как показано на рисунке.