
Калибровка мерной посуды
Номинальная емкость мерной посуды не всегда соответствует ее истинной емкости. Для повышения точности объемного анализа мерную посуду, используемую в лаборатории, необходимо калибровать. За единицу объема в метрической системе мер принимают «истинный литр», т.е. объем, занимаемый массой воды в 1 кг при температуре ее наибольшей плотности (т.е. при 3,98°С), взвешенной в безвоздушном пространстве.
В качестве стандартной температуры при калибровании мерной посуды в настоящее время принята температура +20 °С. «Нормальный литр» равен объему такого количества вещества, которое занимает при +20°С объем истинного литра.
Мерную посуду калибруют или проверяют, определяя вес чистой воды, содержащейся в ней, или вес воды, вылитой из нее, при определенной температуре; по весу воды рассчитывают емкость посуды.
Калибровка
мерных колб. Емкость мерной колбы проверяют путем
взвешивания на технических весах воды,
вмещаемой колбой.
Чистую сухую мерную колбу помещают на левую чашку весов. На эту же чашку ставят разновес, соответствующий весу воды в объеме калибруемой колбы. Затем уравновешивают весы и заполняют колбу дистиллированной водой, имеющей температуру окружающего воздуха. Следят за тем, чтобы при заполнении колбы капли воды не остались на стенке горла колбы выше метки (капли воды снимают фильтровальной бумагой). Колбу с водой взвешивают, уравновешивая весы снятием разновеса с левой чашки. Вес воды в колбе равен весу разновесов, снятых с левой чашки весов. (Если вес воды в колбе больше веса снятого разновеса, то для уравновешивания разновесы добавляют на правую чашку весов). Определение повторяют еще два-три раза.
Калибровка пипеток. Чтобы проверить емкость пипетки, надо взвесить на аналитических весах бюкс с крышкой.
Набрать
в пипетку дистиллированную воду до
черты (по нижнему мениску), перенести
ее во взвешенный бюкс.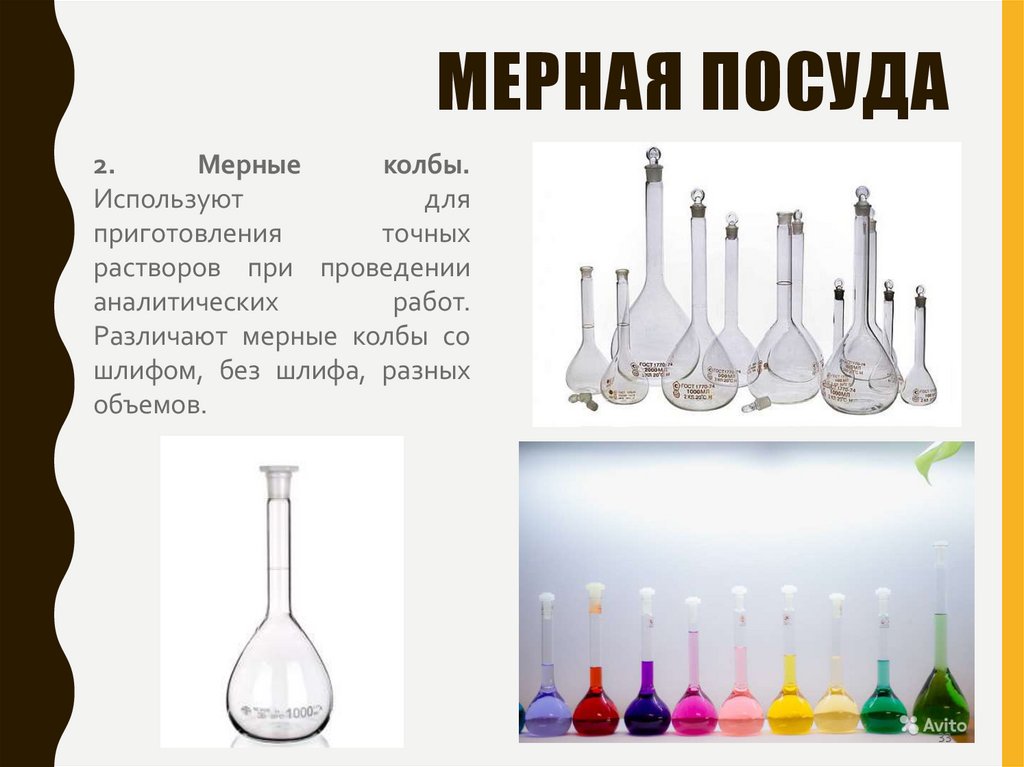 После опорожнения
пипетки выжидают еще 15 с и только после
этого отнимают кончик пипетки от стенки
сосуда. В кончике пипетки всегда1 остается
небольшое количество жидкости. На
это не обращают внимания, т.к. пипетка
градуируется на вытекание, и та капля,
которая остается в пипетке, не входит
в ее объем. Поэтому эту каплю из пипетки
не следует ни выдувать, ни выжимать.
После опорожнения
пипетки выжидают еще 15 с и только после
этого отнимают кончик пипетки от стенки
сосуда. В кончике пипетки всегда1 остается
небольшое количество жидкости. На
это не обращают внимания, т.к. пипетка
градуируется на вытекание, и та капля,
которая остается в пипетке, не входит
в ее объем. Поэтому эту каплю из пипетки
не следует ни выдувать, ни выжимать.
Бюкс, в который перенесли воду, закрыть крышкой и снова взвесить. Вес воды в объеме пипетки находят по разности двух взвешиваний. Процедуру определения емкости пипетки проводят трижды, используя для этого три отдельные сухие емкости, и берут среднее арифметическое из 3-х взвешиваний.
При калибровке микропипеток взвешиваемый объем должен превышать погрешность взвешивания в 100 раз, так при калибровке микропипеток вместимостью 10 мкл необходимо поместить во взвешенный бюкс не менее 5 ее объемов.
Калибровка
бюреток.
Процедура проверки емкости бюретки
такая же, как для пипеток, только
проделывать ее надо для каждого объема
последовательно, т.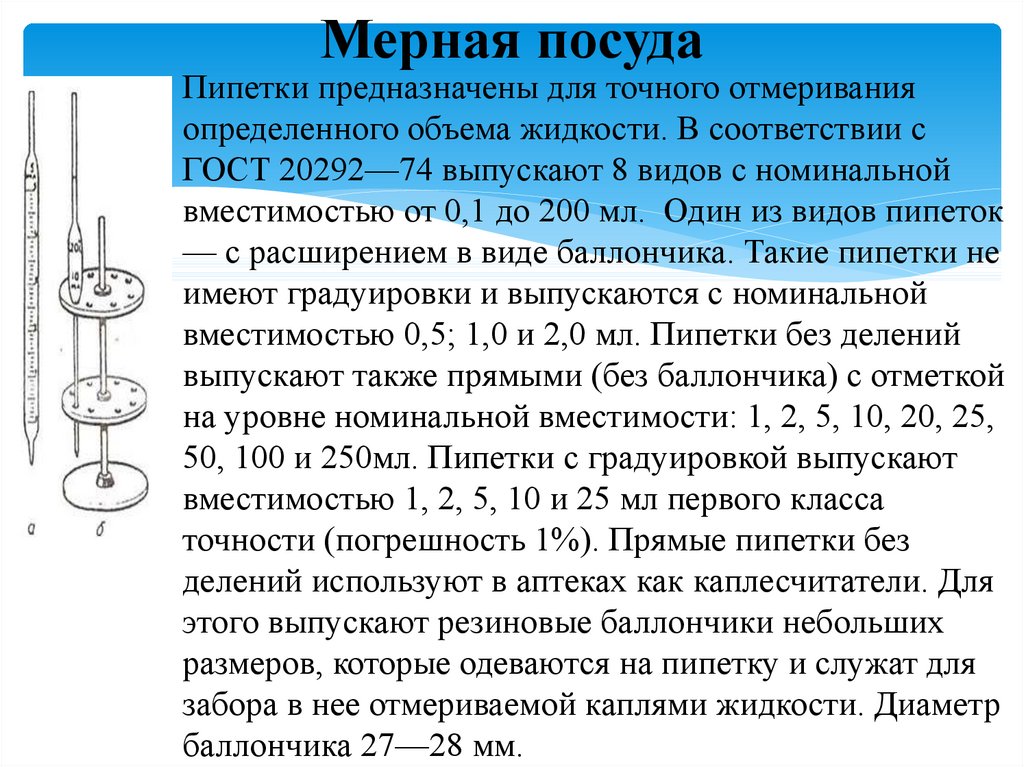 е. если бюретка
вместимостью 50 мл, то взвешивают три
раза 5 мл воды (спуская воду от нулевого
деления до 5) и находят поправку, затем
10 мл и т.д. до 50 мл. При использовании
автоматических микропипеток лучше
пользоваться одним дозатором для отбора
проб и калибратора, меняя только
наконечники.
е. если бюретка
вместимостью 50 мл, то взвешивают три
раза 5 мл воды (спуская воду от нулевого
деления до 5) и находят поправку, затем
10 мл и т.д. до 50 мл. При использовании
автоматических микропипеток лучше
пользоваться одним дозатором для отбора
проб и калибратора, меняя только
наконечники.
4.5. Проверка мерной посуды
Мерные колбы, пикнометры, пипетки и бюретки перед работой необходимо проверять. Массовое производство мерной посуды без паспортизации каждой ее единицы приводит к тому, что указанная на мерной посуде вместимость часто не соответствует действительной.
Перед проверкой мерную посуду тщательно моют и высушивают. Высушенную мерную посуду, используемую на «выливание» (пипетки и бюретки), перед проверкой смачивают чистой водой: наливают ее в проверяемую посуду и дают постоять 1-2 мин, после чего выливают, как и при обычном использовании.
Проверка мерной посуды заключается в определении массы чистой воды, не содержащей примесей и растворенного воздуха, налитой в посуду до метки (мерные колбы и пикнометры) или вылитой из нее (пипетки и бюретки) при данной температуре и атмосферном давлении. Для проверки микропипеток и микробюреток вместо воды применяют ртуть.
Для проверки микропипеток и микробюреток вместо воды применяют ртуть.
Масса, г | Поправка на атмосферное давление | Температура, °С | Масса, г | Поправка на атмосферное давление | ||
19 20 | 998,595 998,405 998,204 | 0,00140 0,00140 0,00139 | 21 22 | 997,992 997,770 | 0,00139 0,00138 | |
Таблица 4. Плотность ртути для разных температур и давлении 1 атм
Температура, «С | Плотность, г/см3 | Температура, °С | Плотность, г/см3 | |
18 | 13,5508 | 21 | 13,5434 | |
19 | 13,5483 | 22 | 13,5409 | |
20 | 13,5459 | |||
По найденной массе воды или ртути определяют истинную вместимость мерной посуды, используя таблицы плотности воды или ртути для измеренных температуры и давления.
Если атмосферное давление меньше 101325 Па = 760 торр = 1 атм, то на каждый 1 торр = 133,322 Па = 1 мм рт. ст. разницы прибавляют к найденному объему поправку, указанную в табл. 3. При атмосферном давлении, превышающем 101325 Па, поправку вычитают.
Например, масса воды в мерной колбе вместимостью 50 мл оказалась равной 49,560 г при 18 °С воздуха и давлении 100 кПа (=750 торр). Из табл. 3 находим, что при этой температуре воздуха, а следовательно, и воды, простоявшей в комнате и сравнявшей свою температуру с температурой воздуха, масса 1 л воды равна 998,595 г, т.е. масса 1 мл воды составляет 0,998595 г. Разделив 49,560 г на это число, находим, что вместимость взятой мерной колбы 49,6297 мл. Поправка на давление составляет (760-750)0,0014 =* 0,014 мл. Прибавим ее к вычисленному объему и получим: 49,6297 + 0,014 = 49,6437 мл, или округленно 49,64 мл. Отсюда поправка к указанной на мерной колбе вместимости будет 50,0 — 49,64 = 0,36 мл.
При проверке пипеток воду из них спускают в бюкс с крышкой (см. рис. 57) и взвешивают. Не выливая воду из бюкса, спускают в него снова полную пипетку и взвешивают. Так поступают и в третий раз. Из трех значений массы воды берут среднее.
При проверке бюреток измеряют массу всего ее объема, а затем — массу воды через каждые 10 мл. Для точной калибровки проверяют массу каждого миллилитра.
Проверенную мерную посуду лучше использовать только тому экспериментатору или аналитику, который ее проверял. Это будет залогом успеха в работе.
К оглавлению
Калибровка измерительного оборудования
МенюУслуги / Калибровка / Калибровка средств измерений
Аккредитованная калибровка средств измерения силы, давления, крутящего момента, температуры, вакуума, плотности, объема, гирь и противовесов — на месте и в лаборатории.
Калибровка измерительного оборудования на месте и в лабораториях
Force Technology предлагает многочисленные стандартные калибровки, проверки и консультации по калибровочному и измерительному оборудованию. Мы выполняем калибровку на месте, например, на вашем заводе.
Кроме того, у нас есть полностью оборудованные лаборатории, где мы также проводим лабораторную калибровку вашего измерительного оборудования.
Предлагаем калибровку на следующем измерительном оборудовании:
- Force
- Давление
- Крутящий момент
- Вакуум
- Твердость
- Машины для испытания материалов и бетона
- Температура влажность
- Плотность и вязкость
- Плотность газа
- Расход газа (высокое давление)
- Том
- Весы и мобильные системы взвешивания
- Поток – вода, газ и другие жидкости, кроме воды
В большинстве случаев мы можем настроить калибровку, консультации и сопутствующие услуги в соответствии с вашими конкретными потребностями.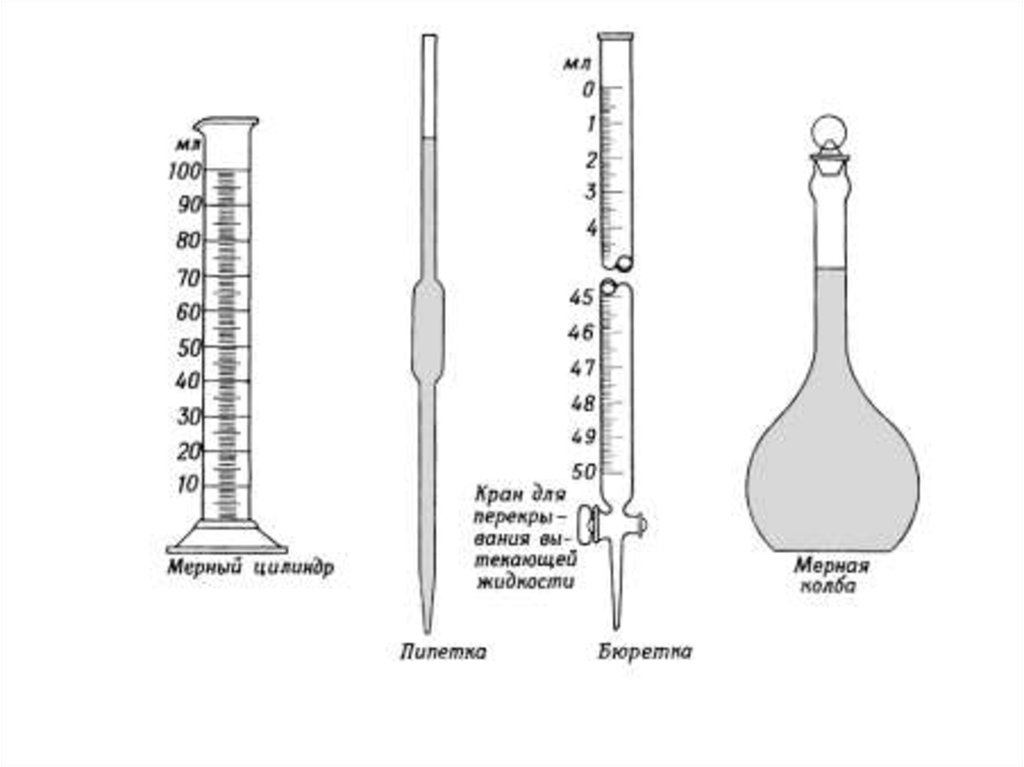 Калибровки могут проходить тогда, когда это удобно для вашего бизнеса, чтобы избежать простоев.
Калибровки могут проходить тогда, когда это удобно для вашего бизнеса, чтобы избежать простоев.
Кроме того, мы предлагаем бесплатную услугу подписки, посредством которой мы автоматически вызываем ваше измерительное оборудование для калибровки. Таким образом, вы можете быть уверены, что ваше измерительное оборудование всегда находится в пределах действующей калибровки.
Калибровка измерительного оборудования — это больше, чем соответствие требованиям
Калибровка измерительного оборудования имеет большое значение в дополнение к соответствию нормативным требованиям. Если ваше измерительное оборудование не откалибровано и не отрегулировано должным образом, вы можете не выполнить правильные измерения. Это может иметь серьезные экономические последствия для вас и ваших клиентов.
Калибровка измерительного оборудования помогает контролировать и оптимизировать измерения и, таким образом, минимизировать неопределенность между измеренным и считанным значением.
Кроме того, калибровка обеспечивает раннее обнаружение недостатков и дефектов измерительного оборудования, что может предотвратить неопределенность и обеспечить большую экономию.
Высочайший стандарт калибровки
Как клиент FORCE Technology, вы можете рассчитывать на то, что ваше оборудование будет откалибровано нашей командой экспертов с многолетним опытом работы в области калибровки. Наши специалисты поддерживают самые высокие стандарты в области калибровки благодаря:
- участие в национальных и международных проектах
- участие в работе по стандартизации
- работают и участвуют в группах опытных специалистов в различных областях.
Поскольку компания FORCE Technology является признанным институтом, наши сотрудники участвуют в работе национальных и международных комитетов, чтобы следить за развитием и обеспечивать удовлетворение ваших потребностей и потребностей других клиентов в аккредитованной калибровке.
Таким образом, вы, как клиент, можете быть уверены, что мы применяем новейшие и лучшие знания при калибровке вашего конкретного оборудования.
Не стесняйтесь обращаться к нам, если вам нужна калибровка или вы просто хотите узнать больше о наших услугах.
Мы предлагаем:
Установка
Установка для калибровки высокого давления
Посетите самую большую в мире замкнутую петлю. Калибровка под высоким давлением уникальна.
Объект
Лаборатория течения воды
Лаборатория расхода воды применяется для калибровки и утверждения типа счетчиков воды, технологических процессов и охлаждения.
Услуги
Аккредитованная калибровка расходомеров
Аккредитованная калибровка расходомеров для документирования ошибок и корректных показаний измерений.
Калибровка расходомеров под высоким давлением
Калибровка на крупнейшем в мире замкнутом контуре, где счетчики калибруются круглый год при стабильном давлении, расходе и. ..
..
Поверка средств измерений
Вы должны убедиться, что они были проверены.
Совет по измерению: Калибровка ваших инструментов
Представьте, каким был бы мир, если бы в нем отсутствовала система стандартизированных измерений: каждая петля, винт или гвоздь, продаваемые в вашем местном хозяйственном магазине, немного отличались бы по размеру, и работать с ними было бы сложно. быть кошмаром.
Слава богу, это не так. Независимо от того, работаете ли вы с метрической системой (метры, сантиметры и миллиметры) или с имперской системой (футы и дюймы), в нашем распоряжении есть различные измерительные инструменты — линейки, рулетки, линейки, штангенциркули и т. д. на протяжении всего процесса строительства. Они помогают создавать чертежи в масштабе, размещать столярные изделия, а также вырезать и обрабатывать детали с точными размерами — все шаги, необходимые для успешного завершения любого проекта.
Но, несмотря на важность достижения точных размеров, практически единственный совет, который получает большинство из нас, это «семь раз отмерь и один раз отрежь». Да, важно быть вдвойне уверенным во всех размерах, прежде чем резать детали, особенно когда вы собираетесь резать лист фанеры за 150 долларов! Но есть и другие уроки, которые можно усвоить при выполнении повседневных задач по измерению и компоновке, которые могут помочь предотвратить ошибки и сделать эти задачи проще и точнее. Хотя на эту тему можно сказать достаточно, чтобы заполнить целую книгу, в этой серии статей я поделюсь с вами некоторыми из моих любимых советов и методов измерения и разметки — некоторые из которых я усвоил на собственном горьком опыте — которые я я приобрел за 45 с лишним лет профессиональной работы с деревом. Давайте начнем с очень важного шага: убедитесь, что все ваши измерительные инструменты совпадают друг с другом.
Да, важно быть вдвойне уверенным во всех размерах, прежде чем резать детали, особенно когда вы собираетесь резать лист фанеры за 150 долларов! Но есть и другие уроки, которые можно усвоить при выполнении повседневных задач по измерению и компоновке, которые могут помочь предотвратить ошибки и сделать эти задачи проще и точнее. Хотя на эту тему можно сказать достаточно, чтобы заполнить целую книгу, в этой серии статей я поделюсь с вами некоторыми из моих любимых советов и методов измерения и разметки — некоторые из которых я усвоил на собственном горьком опыте — которые я я приобрел за 45 с лишним лет профессиональной работы с деревом. Давайте начнем с очень важного шага: убедитесь, что все ваши измерительные инструменты совпадают друг с другом.
Калибровка инструментов
Верный способ потерпеть неудачу при выполнении точных измерений — использовать инструменты с несовпадающими шкалами. Хотите верьте, хотите нет, но масштабы на различных линейках, рулетках, критериях, примерных площадях и т. д. часто сильно отличаются друг от друга. Итак, прежде чем приступить к следующему проекту, проведите простой тест: положите все масштабированные инструменты рядом друг с другом. сторону и сравните их. В первый раз, когда я сделал это, я был потрясен, увидев, что расстояние между делениями на некоторых из моих правил — даже на некоторых высококачественных — было немного другим! Решение было простым: я оставил только линейки, ленты и угольники с идеально совпадающими масштабами.
Хотите верьте, хотите нет, но масштабы на различных линейках, рулетках, критериях, примерных площадях и т. д. часто сильно отличаются друг от друга. Итак, прежде чем приступить к следующему проекту, проведите простой тест: положите все масштабированные инструменты рядом друг с другом. сторону и сравните их. В первый раз, когда я сделал это, я был потрясен, увидев, что расстояние между делениями на некоторых из моих правил — даже на некоторых высококачественных — было немного другим! Решение было простым: я оставил только линейки, ленты и угольники с идеально совпадающими масштабами.
При проверке рулетки убедитесь, что крючок на конце ленты полностью вытянут для внешних измерений и полностью вставлен для внутренних измерений. Не удивляйтесь, если даже ваша самая лучшая рулетка не будет точно измерять как внутренние, так и внешние измерения; конечные остановки большинства лент, как известно, подвержены ошибкам. В моем магазине я специально откалибровал пару рулеток, одну только для измерений снаружи, другую для внутренних измерений; Я сделал это, обжав заклепки, которые удерживают их концевые упоры на месте. Я также пометил ленты, чтобы не перепутать их. Наличие двух рулеток не только обеспечивает более точные измерения, но и устраняет классическую ошибку, которую совершали большинство столяров: чтобы избежать любой неточности, связанной с скользящим концевым упором, вы измеряете, совмещая метку 1 дюйм с одним концом/краем на заготовке, прочтите размер, а затем добавьте к нему один дюйм. Единственное, очень легко забыть об этом последнем шаге и в итоге получить детали, отрезанные ровно на один дюйм!0003
Я также пометил ленты, чтобы не перепутать их. Наличие двух рулеток не только обеспечивает более точные измерения, но и устраняет классическую ошибку, которую совершали большинство столяров: чтобы избежать любой неточности, связанной с скользящим концевым упором, вы измеряете, совмещая метку 1 дюйм с одним концом/краем на заготовке, прочтите размер, а затем добавьте к нему один дюйм. Единственное, очень легко забыть об этом последнем шаге и в итоге получить детали, отрезанные ровно на один дюйм!0003
Еще один шаг к обеспечению Измерение согласованности в вашей мастерской заключается в проверке и калибровке всех шкал на ваших станках, чтобы они соответствовали вашим правилам и лентам.Это включает в себя параллельные упоры на настольных пилах, концевые упоры на отрезных пилах, шкалы толщины на строгальных станках и т.