
$class | App\Controllers\Notes Object
(
[helpers:protected] => Array
(
)
[request:protected] => CodeIgniter\HTTP\IncomingRequest Object
(
[enableCSRF:protected] =>
[uri] => CodeIgniter\HTTP\URI Object
(
[uriString:protected] =>
[segments:protected] => Array
(
[0] => notes
[1] => td
[2] => okto
)
[scheme:protected] => https
[user:protected] =>
[password:protected] =>
[host:protected] => new.kurskov.ru
[port:protected] =>
[path:protected] => notes/td/okto
[fragment:protected] =>
[query:protected] => Array
(
)
[defaultPorts:protected] => Array
(
[http] => 80
[https] => 443
[ftp] => 21
[sftp] => 22
)
[showPassword:protected] =>
[silent:protected] =>
)
[files:protected] =>
[negotiator:protected] =>
[defaultLocale:protected] => en
[locale:protected] => en
[validLocales:protected] => Array
(
[0] => en
)
[config] => Config\App Object
(
[baseURL] => https://new. |
 0] => Windows NT 4.0
[winnt4.0] => Windows NT 4.0
[winnt 4.0] => Windows NT
[winnt] => Windows NT
[windows 98] => Windows 98
[win98] => Windows 98
[windows 95] => Windows 95
[win95] => Windows 95
[windows phone] => Windows Phone
[windows] => Unknown Windows OS
[android] => Android
[blackberry] => BlackBerry
[iphone] => iOS
[ipad] => iOS
[ipod] => iOS
[os x] => Mac OS X
[ppc mac] => Power PC Mac
[freebsd] => FreeBSD
[ppc] => Macintosh
[linux] => Linux
[debian] => Debian
[sunos] => Sun Solaris
[beos] => BeOS
[apachebench] => ApacheBench
[aix] => AIX
[irix] => Irix
[osf] => DEC OSF
[hp-ux] => HP-UX
[netbsd] => NetBSD
[bsdi] => BSDi
[openbsd] => OpenBSD
[gnu] => GNU/Linux
[unix] => Unknown Unix OS
[symbian] => Symbian OS
)
[browsers] => Array
(
[OPR] => Opera
[Flock] => Flock
[Edge] => Spartan
[Chrome] => Chrome
[Opera.
0] => Windows NT 4.0
[winnt4.0] => Windows NT 4.0
[winnt 4.0] => Windows NT
[winnt] => Windows NT
[windows 98] => Windows 98
[win98] => Windows 98
[windows 95] => Windows 95
[win95] => Windows 95
[windows phone] => Windows Phone
[windows] => Unknown Windows OS
[android] => Android
[blackberry] => BlackBerry
[iphone] => iOS
[ipad] => iOS
[ipod] => iOS
[os x] => Mac OS X
[ppc mac] => Power PC Mac
[freebsd] => FreeBSD
[ppc] => Macintosh
[linux] => Linux
[debian] => Debian
[sunos] => Sun Solaris
[beos] => BeOS
[apachebench] => ApacheBench
[aix] => AIX
[irix] => Irix
[osf] => DEC OSF
[hp-ux] => HP-UX
[netbsd] => NetBSD
[bsdi] => BSDi
[openbsd] => OpenBSD
[gnu] => GNU/Linux
[unix] => Unknown Unix OS
[symbian] => Symbian OS
)
[browsers] => Array
(
[OPR] => Opera
[Flock] => Flock
[Edge] => Spartan
[Chrome] => Chrome
[Opera.
 0
[mobile:protected] =>
[robot:protected] =>
[referrer:protected] =>
)
[ipAddress:protected] => 83.220.237.104
[proxyIPs:protected] =>
[method:protected] => GET
[globals:protected] => Array
(
[server] => Array
(
[REDIRECT_HTTPS] => on
[REDIRECT_downgrade-1_0] =>
[REDIRECT_suppress-error-charset] =>
[REDIRECT_STATUS] => 200
[HTTPS] => on
[downgrade-1_0] =>
[suppress-error-charset] =>
[HTTP_HOST] => new.kurskov.ru
[HTTP_X_REAL_IP] => 83.220.237.104
[HTTP_X_PROTOCOL] => HTTP/1.
0
[mobile:protected] =>
[robot:protected] =>
[referrer:protected] =>
)
[ipAddress:protected] => 83.220.237.104
[proxyIPs:protected] =>
[method:protected] => GET
[globals:protected] => Array
(
[server] => Array
(
[REDIRECT_HTTPS] => on
[REDIRECT_downgrade-1_0] =>
[REDIRECT_suppress-error-charset] =>
[REDIRECT_STATUS] => 200
[HTTPS] => on
[downgrade-1_0] =>
[suppress-error-charset] =>
[HTTP_HOST] => new.kurskov.ru
[HTTP_X_REAL_IP] => 83.220.237.104
[HTTP_X_PROTOCOL] => HTTP/1. 1
[HTTP_X_SERVER_IP] => 81.177.140.121
[HTTP_X_FORWARDED_FOR] => 83.220.237.104
[HTTP_X_FORWARDED_PROTOCOL] => https
[HTTP_X_FORWARDED_PROTO] => https
[HTTP_CONNECTION] => close
[HTTP_USER_AGENT] => Mozilla/5.0 (X11; Linux x86_64; rv:33.0) Gecko/20100101 Firefox/33.0
[HTTP_ACCEPT] => text/html,application/xhtml+xml,application/xml;q=0.9,*/*;q=0.8
[HTTP_ACCEPT_LANGUAGE] => en-US,en;q=0.5
[HTTP_ACCEPT_ENCODING] => identity
[HTTP_ACCEPT_CHARSET] => windows-1251,utf-8;q=0.7,*;q=0.7
[CONTENT_TYPE] => application/x-www-form-urlencoded;charset=UTF-8
[HTTP_CACHE_CONTROL] => no-cache
[PATH] => /usr/bin:/bin:/usr/local/bin
[SERVER_SIGNATURE] =>
[SERVER_SOFTWARE] => Apache
[SERVER_NAME] => new.
1
[HTTP_X_SERVER_IP] => 81.177.140.121
[HTTP_X_FORWARDED_FOR] => 83.220.237.104
[HTTP_X_FORWARDED_PROTOCOL] => https
[HTTP_X_FORWARDED_PROTO] => https
[HTTP_CONNECTION] => close
[HTTP_USER_AGENT] => Mozilla/5.0 (X11; Linux x86_64; rv:33.0) Gecko/20100101 Firefox/33.0
[HTTP_ACCEPT] => text/html,application/xhtml+xml,application/xml;q=0.9,*/*;q=0.8
[HTTP_ACCEPT_LANGUAGE] => en-US,en;q=0.5
[HTTP_ACCEPT_ENCODING] => identity
[HTTP_ACCEPT_CHARSET] => windows-1251,utf-8;q=0.7,*;q=0.7
[CONTENT_TYPE] => application/x-www-form-urlencoded;charset=UTF-8
[HTTP_CACHE_CONTROL] => no-cache
[PATH] => /usr/bin:/bin:/usr/local/bin
[SERVER_SIGNATURE] =>
[SERVER_SOFTWARE] => Apache
[SERVER_NAME] => new. kurskov.ru
[SERVER_ADDR] => 81.177.140.121
[SERVER_PORT] => 80
[REMOTE_ADDR] => 83.220.237.104
[DOCUMENT_ROOT] => /home/users/s/shimano/domains/new.kurskov.ru
[SERVER_ADMIN] =>
kurskov.ru
[SERVER_ADDR] => 81.177.140.121
[SERVER_PORT] => 80
[REMOTE_ADDR] => 83.220.237.104
[DOCUMENT_ROOT] => /home/users/s/shimano/domains/new.kurskov.ru
[SERVER_ADMIN] =>  220.237.104
)
[X-Protocol] => CodeIgniter\HTTP\Header Object
(
[name:protected] => X-Protocol
[value:protected] => HTTP/1.1
)
[X-Server-Ip] => CodeIgniter\HTTP\Header Object
(
[name:protected] => X-Server-Ip
[value:protected] => 81.177.140.121
)
[X-Forwarded-For] => CodeIgniter\HTTP\Header Object
(
[name:protected] => X-Forwarded-For
[value:protected] => 83.220.237.104
)
[X-Forwarded-Protocol] => CodeIgniter\HTTP\Header Object
(
[name:protected] => X-Forwarded-Protocol
[value:protected] => https
)
[X-Forwarded-Proto] => CodeIgniter\HTTP\Header Object
(
[name:protected] => X-Forwarded-Proto
[value:protected] => https
)
[Connection] => CodeIgniter\HTTP\Header Object
(
[name:protected] => Connection
[value:protected] => close
)
[User-Agent] => CodeIgniter\HTTP\Header Object
(
[name:protected] => User-Agent
[value:protected] => Mozilla/5.
220.237.104
)
[X-Protocol] => CodeIgniter\HTTP\Header Object
(
[name:protected] => X-Protocol
[value:protected] => HTTP/1.1
)
[X-Server-Ip] => CodeIgniter\HTTP\Header Object
(
[name:protected] => X-Server-Ip
[value:protected] => 81.177.140.121
)
[X-Forwarded-For] => CodeIgniter\HTTP\Header Object
(
[name:protected] => X-Forwarded-For
[value:protected] => 83.220.237.104
)
[X-Forwarded-Protocol] => CodeIgniter\HTTP\Header Object
(
[name:protected] => X-Forwarded-Protocol
[value:protected] => https
)
[X-Forwarded-Proto] => CodeIgniter\HTTP\Header Object
(
[name:protected] => X-Forwarded-Proto
[value:protected] => https
)
[Connection] => CodeIgniter\HTTP\Header Object
(
[name:protected] => Connection
[value:protected] => close
)
[User-Agent] => CodeIgniter\HTTP\Header Object
(
[name:protected] => User-Agent
[value:protected] => Mozilla/5. 0 (X11; Linux x86_64; rv:33.0) Gecko/20100101 Firefox/33.0
)
[Accept] => CodeIgniter\HTTP\Header Object
(
[name:protected] => Accept
[value:protected] => text/html,application/xhtml+xml,application/xml;q=0.9,*/*;q=0.8
)
[Accept-Language] => CodeIgniter\HTTP\Header Object
(
[name:protected] => Accept-Language
[value:protected] => en-US,en;q=0.5
)
[Accept-Encoding] => CodeIgniter\HTTP\Header Object
(
[name:protected] => Accept-Encoding
[value:protected] => identity
)
[Accept-Charset] => CodeIgniter\HTTP\Header Object
(
[name:protected] => Accept-Charset
[value:protected] => windows-1251,utf-8;q=0.
0 (X11; Linux x86_64; rv:33.0) Gecko/20100101 Firefox/33.0
)
[Accept] => CodeIgniter\HTTP\Header Object
(
[name:protected] => Accept
[value:protected] => text/html,application/xhtml+xml,application/xml;q=0.9,*/*;q=0.8
)
[Accept-Language] => CodeIgniter\HTTP\Header Object
(
[name:protected] => Accept-Language
[value:protected] => en-US,en;q=0.5
)
[Accept-Encoding] => CodeIgniter\HTTP\Header Object
(
[name:protected] => Accept-Encoding
[value:protected] => identity
)
[Accept-Charset] => CodeIgniter\HTTP\Header Object
(
[name:protected] => Accept-Charset
[value:protected] => windows-1251,utf-8;q=0. 7,*;q=0.7
)
[Cache-Control] => CodeIgniter\HTTP\Header Object
(
[name:protected] => Cache-Control
[value:protected] => no-cache
)
)
[headerMap:protected] => Array
(
[content-type] => Content-Type
[host] => Host
[x-real-ip] => X-Real-Ip
[x-protocol] => X-Protocol
[x-server-ip] => X-Server-Ip
[x-forwarded-for] => X-Forwarded-For
[x-forwarded-protocol] => X-Forwarded-Protocol
[x-forwarded-proto] => X-Forwarded-Proto
[connection] => Connection
[user-agent] => User-Agent
[accept] => Accept
[accept-language] => Accept-Language
[accept-encoding] => Accept-Encoding
[accept-charset] => Accept-Charset
[cache-control] => Cache-Control
)
[protocolVersion:protected] => 1.
7,*;q=0.7
)
[Cache-Control] => CodeIgniter\HTTP\Header Object
(
[name:protected] => Cache-Control
[value:protected] => no-cache
)
)
[headerMap:protected] => Array
(
[content-type] => Content-Type
[host] => Host
[x-real-ip] => X-Real-Ip
[x-protocol] => X-Protocol
[x-server-ip] => X-Server-Ip
[x-forwarded-for] => X-Forwarded-For
[x-forwarded-protocol] => X-Forwarded-Protocol
[x-forwarded-proto] => X-Forwarded-Proto
[connection] => Connection
[user-agent] => User-Agent
[accept] => Accept
[accept-language] => Accept-Language
[accept-encoding] => Accept-Encoding
[accept-charset] => Accept-Charset
[cache-control] => Cache-Control
)
[protocolVersion:protected] => 1.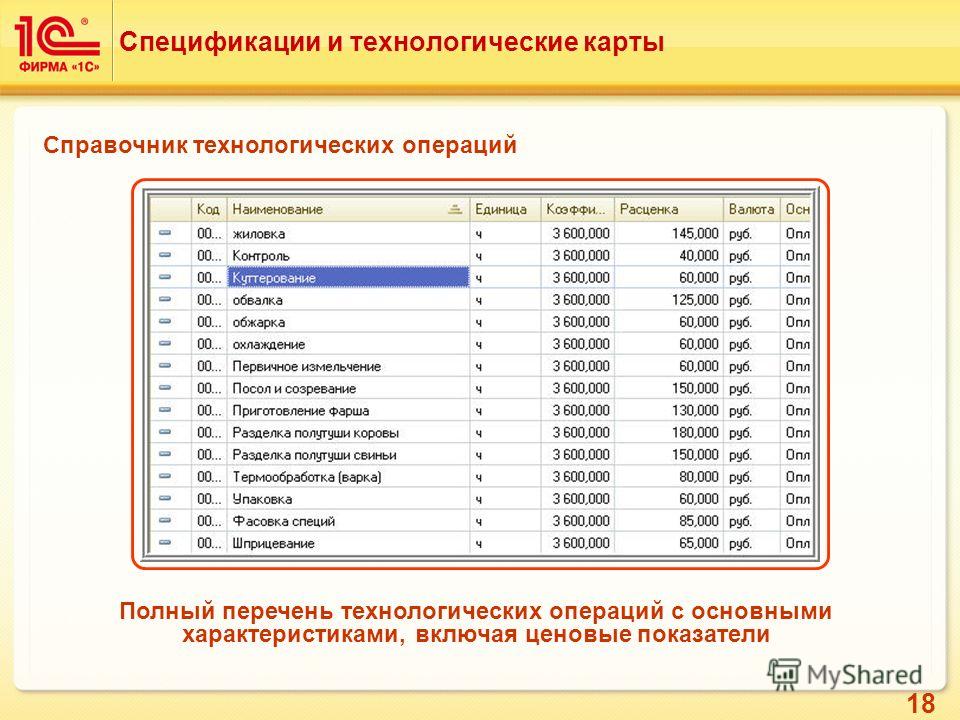 0
[validProtocolVersions:protected] => Array
(
[0] => 1.0
[1] => 1.1
[2] => 2
)
[body:protected] =>
)
[response:protected] => CodeIgniter\HTTP\Response Object
(
[reason:protected] => Internal Server Error
[statusCode:protected] => 500
[CSPEnabled:protected] =>
[CSP] => CodeIgniter\HTTP\ContentSecurityPolicy Object
(
[baseURI:protected] =>
[childSrc:protected] => self
[connectSrc:protected] => self
[defaultSrc:protected] =>
[fontSrc:protected] =>
[formAction:protected] => self
[frameAncestors:protected] =>
[imageSrc:protected] => self
[mediaSrc:protected] =>
[objectSrc:protected] => self
[pluginTypes:protected] =>
[reportURI:protected] =>
[sandbox:protected] =>
[scriptSrc:protected] => self
[styleSrc:protected] => self
[manifestSrc:protected] =>
[upgradeInsecureRequests:protected] =>
[reportOnly:protected] =>
[validSources:protected] => Array
(
[0] => self
[1] => none
[2] => unsafe-inline
[3] => unsafe-eval
)
[nonces:protected] => Array
(
)
[tempHeaders:protected] => Array
(
)
[reportOnlyHeaders:protected] => Array
(
)
)
[cookiePrefix:protected] =>
[cookieDomain:protected] =>
[cookiePath:protected] => /
[cookieSecure:protected] =>
[cookieHTTPOnly:protected] =>
[cookies:protected] => Array
(
)
[pretend:protected] =>
[bodyFormat:protected] => html
[headers:protected] => Array
(
[Cache-control] => CodeIgniter\HTTP\Header Object
(
[name:protected] => Cache-control
[value:protected] => Array
(
[0] => no-store
[1] => max-age=0
[2] => no-cache
)
)
[Content-Type] => CodeIgniter\HTTP\Header Object
(
[name:protected] => Content-Type
[value:protected] => text/html; charset=UTF-8
)
)
[headerMap:protected] => Array
(
[cache-control] => Cache-control
[content-type] => Content-Type
)
[protocolVersion:protected] => 1.
0
[validProtocolVersions:protected] => Array
(
[0] => 1.0
[1] => 1.1
[2] => 2
)
[body:protected] =>
)
[response:protected] => CodeIgniter\HTTP\Response Object
(
[reason:protected] => Internal Server Error
[statusCode:protected] => 500
[CSPEnabled:protected] =>
[CSP] => CodeIgniter\HTTP\ContentSecurityPolicy Object
(
[baseURI:protected] =>
[childSrc:protected] => self
[connectSrc:protected] => self
[defaultSrc:protected] =>
[fontSrc:protected] =>
[formAction:protected] => self
[frameAncestors:protected] =>
[imageSrc:protected] => self
[mediaSrc:protected] =>
[objectSrc:protected] => self
[pluginTypes:protected] =>
[reportURI:protected] =>
[sandbox:protected] =>
[scriptSrc:protected] => self
[styleSrc:protected] => self
[manifestSrc:protected] =>
[upgradeInsecureRequests:protected] =>
[reportOnly:protected] =>
[validSources:protected] => Array
(
[0] => self
[1] => none
[2] => unsafe-inline
[3] => unsafe-eval
)
[nonces:protected] => Array
(
)
[tempHeaders:protected] => Array
(
)
[reportOnlyHeaders:protected] => Array
(
)
)
[cookiePrefix:protected] =>
[cookieDomain:protected] =>
[cookiePath:protected] => /
[cookieSecure:protected] =>
[cookieHTTPOnly:protected] =>
[cookies:protected] => Array
(
)
[pretend:protected] =>
[bodyFormat:protected] => html
[headers:protected] => Array
(
[Cache-control] => CodeIgniter\HTTP\Header Object
(
[name:protected] => Cache-control
[value:protected] => Array
(
[0] => no-store
[1] => max-age=0
[2] => no-cache
)
)
[Content-Type] => CodeIgniter\HTTP\Header Object
(
[name:protected] => Content-Type
[value:protected] => text/html; charset=UTF-8
)
)
[headerMap:protected] => Array
(
[cache-control] => Cache-control
[content-type] => Content-Type
)
[protocolVersion:protected] => 1. 0
[validProtocolVersions:protected] => Array
(
[0] => 1.0
[1] => 1.1
[2] => 2
)
[body:protected] =>
)
[logger:protected] => CodeIgniter\Log\Logger Object
(
[logLevels:protected] => Array
(
[emergency] => 1
[alert] => 2
[critical] => 3
[error] => 4
[warning] => 5
[notice] => 6
[info] => 7
[debug] => 8
)
[loggableLevels:protected] => Array
(
[0] => emergency
[1] => alert
[2] => critical
)
[filePermissions:protected] => 420
[dateFormat:protected] => Y-m-d H:i:s
[fileExt:protected] =>
[handlers:protected] => Array
(
[CodeIgniter\Log\Handlers\FileHandler] => CodeIgniter\Log\Handlers\FileHandler Object
(
[path:protected] => /home/users/s/shimano/domains/new.
0
[validProtocolVersions:protected] => Array
(
[0] => 1.0
[1] => 1.1
[2] => 2
)
[body:protected] =>
)
[logger:protected] => CodeIgniter\Log\Logger Object
(
[logLevels:protected] => Array
(
[emergency] => 1
[alert] => 2
[critical] => 3
[error] => 4
[warning] => 5
[notice] => 6
[info] => 7
[debug] => 8
)
[loggableLevels:protected] => Array
(
[0] => emergency
[1] => alert
[2] => critical
)
[filePermissions:protected] => 420
[dateFormat:protected] => Y-m-d H:i:s
[fileExt:protected] =>
[handlers:protected] => Array
(
[CodeIgniter\Log\Handlers\FileHandler] => CodeIgniter\Log\Handlers\FileHandler Object
(
[path:protected] => /home/users/s/shimano/domains/new. kurskov.ru/writable/logs/
[fileExtension:protected] => log
[filePermissions:protected] => 420
[handles:protected] => Array
(
[0] => critical
[1] => alert
[2] => emergency
[3] => debug
[4] => error
[5] => info
[6] => notice
[7] => warning
)
[dateFormat:protected] => Y-m-d H:i:s
)
)
[handlerConfig:protected] => Array
(
[CodeIgniter\Log\Handlers\FileHandler] => Array
(
[handles] => Array
(
[0] => critical
[1] => alert
[2] => emergency
[3] => debug
[4] => error
[5] => info
[6] => notice
[7] => warning
)
[fileExtension] =>
[filePermissions] => 420
[path] =>
)
)
[logCache] => Array
(
[0] => Array
(
[level] => critical
[msg] => Invalid file: notes/td/okto.
kurskov.ru/writable/logs/
[fileExtension:protected] => log
[filePermissions:protected] => 420
[handles:protected] => Array
(
[0] => critical
[1] => alert
[2] => emergency
[3] => debug
[4] => error
[5] => info
[6] => notice
[7] => warning
)
[dateFormat:protected] => Y-m-d H:i:s
)
)
[handlerConfig:protected] => Array
(
[CodeIgniter\Log\Handlers\FileHandler] => Array
(
[handles] => Array
(
[0] => critical
[1] => alert
[2] => emergency
[3] => debug
[4] => error
[5] => info
[6] => notice
[7] => warning
)
[fileExtension] =>
[filePermissions] => 420
[path] =>
)
)
[logCache] => Array
(
[0] => Array
(
[level] => critical
[msg] => Invalid file: notes/td/okto. php
#0 /home/users/s/shimano/domains/new.kurskov.ru/system/View/View.php(228): CodeIgniter\Exceptions\FrameworkException::forInvalidFile('notes/td/okto.p...')
#1 /home/users/s/shimano/domains/new.kurskov.ru/system/Common.php(1119): CodeIgniter\View\View->render('notes/td/okto', Array, true)
#2 /home/users/s/shimano/domains/new.kurskov.ru/app/Controllers/Notes.php(21): view('notes/td/okto', Array)
#3 /home/users/s/shimano/domains/new.kurskov.ru/system/CodeIgniter.php(918): App\Controllers\Notes->note('td', 'okto')
#4 /home/users/s/shimano/domains/new.kurskov.ru/system/CodeIgniter.php(404): CodeIgniter\CodeIgniter->runController(Object(App\Controllers\Notes))
#5 /home/users/s/shimano/domains/new.kurskov.ru/system/CodeIgniter.php(312): CodeIgniter\CodeIgniter->handleRequest(NULL, Object(Config\Cache), false)
#6 /home/users/s/shimano/domains/new.kurskov.ru/index.php(45): CodeIgniter\CodeIgniter->run()
#7 {main}
)
)
[cacheLogs:protected] => 1
)
[forceHTTPS:protected] => 0
[validator:protected] =>
[session] => CodeIgniter\Session\Session Object
(
[driver:protected] => CodeIgniter\Session\Handlers\FileHandler Object
(
[savePath:protected] => /home/users/s/shimano/tmp
[fileHandle:protected] => Resource id #99
[filePath:protected] => /home/users/s/shimano/tmp/ci_session
[fileNew:protected] => 1
[matchIP:protected] =>
[fingerprint:protected] => d41d8cd98f00b204e9800998ecf8427e
[lock:protected] =>
[cookiePrefix:protected] =>
[cookieDomain:protected] =>
[cookiePath:protected] => /
[cookieSecure:protected] =>
[cookieName:protected] => ci_session
[sessionID:protected] => fd7301e8ce3cb977b16dc2d0cf8e316e3a2b8891
[ipAddress:protected] => 83.
php
#0 /home/users/s/shimano/domains/new.kurskov.ru/system/View/View.php(228): CodeIgniter\Exceptions\FrameworkException::forInvalidFile('notes/td/okto.p...')
#1 /home/users/s/shimano/domains/new.kurskov.ru/system/Common.php(1119): CodeIgniter\View\View->render('notes/td/okto', Array, true)
#2 /home/users/s/shimano/domains/new.kurskov.ru/app/Controllers/Notes.php(21): view('notes/td/okto', Array)
#3 /home/users/s/shimano/domains/new.kurskov.ru/system/CodeIgniter.php(918): App\Controllers\Notes->note('td', 'okto')
#4 /home/users/s/shimano/domains/new.kurskov.ru/system/CodeIgniter.php(404): CodeIgniter\CodeIgniter->runController(Object(App\Controllers\Notes))
#5 /home/users/s/shimano/domains/new.kurskov.ru/system/CodeIgniter.php(312): CodeIgniter\CodeIgniter->handleRequest(NULL, Object(Config\Cache), false)
#6 /home/users/s/shimano/domains/new.kurskov.ru/index.php(45): CodeIgniter\CodeIgniter->run()
#7 {main}
)
)
[cacheLogs:protected] => 1
)
[forceHTTPS:protected] => 0
[validator:protected] =>
[session] => CodeIgniter\Session\Session Object
(
[driver:protected] => CodeIgniter\Session\Handlers\FileHandler Object
(
[savePath:protected] => /home/users/s/shimano/tmp
[fileHandle:protected] => Resource id #99
[filePath:protected] => /home/users/s/shimano/tmp/ci_session
[fileNew:protected] => 1
[matchIP:protected] =>
[fingerprint:protected] => d41d8cd98f00b204e9800998ecf8427e
[lock:protected] =>
[cookiePrefix:protected] =>
[cookieDomain:protected] =>
[cookiePath:protected] => /
[cookieSecure:protected] =>
[cookieName:protected] => ci_session
[sessionID:protected] => fd7301e8ce3cb977b16dc2d0cf8e316e3a2b8891
[ipAddress:protected] => 83. 220.237.104
[logger:protected] => CodeIgniter\Log\Logger Object
(
[logLevels:protected] => Array
(
[emergency] => 1
[alert] => 2
[critical] => 3
[error] => 4
[warning] => 5
[notice] => 6
[info] => 7
[debug] => 8
)
[loggableLevels:protected] => Array
(
[0] => emergency
[1] => alert
[2] => critical
)
[filePermissions:protected] => 420
[dateFormat:protected] => Y-m-d H:i:s
[fileExt:protected] =>
[handlers:protected] => Array
(
[CodeIgniter\Log\Handlers\FileHandler] => CodeIgniter\Log\Handlers\FileHandler Object
(
[path:protected] => /home/users/s/shimano/domains/new.
220.237.104
[logger:protected] => CodeIgniter\Log\Logger Object
(
[logLevels:protected] => Array
(
[emergency] => 1
[alert] => 2
[critical] => 3
[error] => 4
[warning] => 5
[notice] => 6
[info] => 7
[debug] => 8
)
[loggableLevels:protected] => Array
(
[0] => emergency
[1] => alert
[2] => critical
)
[filePermissions:protected] => 420
[dateFormat:protected] => Y-m-d H:i:s
[fileExt:protected] =>
[handlers:protected] => Array
(
[CodeIgniter\Log\Handlers\FileHandler] => CodeIgniter\Log\Handlers\FileHandler Object
(
[path:protected] => /home/users/s/shimano/domains/new. kurskov.ru/writable/logs/
[fileExtension:protected] => log
[filePermissions:protected] => 420
[handles:protected] => Array
(
[0] => critical
[1] => alert
[2] => emergency
[3] => debug
[4] => error
[5] => info
[6] => notice
[7] => warning
)
[dateFormat:protected] => Y-m-d H:i:s
)
)
[handlerConfig:protected] => Array
(
[CodeIgniter\Log\Handlers\FileHandler] => Array
(
[handles] => Array
(
[0] => critical
[1] => alert
[2] => emergency
[3] => debug
[4] => error
[5] => info
[6] => notice
[7] => warning
)
[fileExtension] =>
[filePermissions] => 420
[path] =>
)
)
[logCache] => Array
(
[0] => Array
(
[level] => critical
[msg] => Invalid file: notes/td/okto.
kurskov.ru/writable/logs/
[fileExtension:protected] => log
[filePermissions:protected] => 420
[handles:protected] => Array
(
[0] => critical
[1] => alert
[2] => emergency
[3] => debug
[4] => error
[5] => info
[6] => notice
[7] => warning
)
[dateFormat:protected] => Y-m-d H:i:s
)
)
[handlerConfig:protected] => Array
(
[CodeIgniter\Log\Handlers\FileHandler] => Array
(
[handles] => Array
(
[0] => critical
[1] => alert
[2] => emergency
[3] => debug
[4] => error
[5] => info
[6] => notice
[7] => warning
)
[fileExtension] =>
[filePermissions] => 420
[path] =>
)
)
[logCache] => Array
(
[0] => Array
(
[level] => critical
[msg] => Invalid file: notes/td/okto. php
#0 /home/users/s/shimano/domains/new.kurskov.ru/system/View/View.php(228): CodeIgniter\Exceptions\FrameworkException::forInvalidFile('notes/td/okto.p...')
#1 /home/users/s/shimano/domains/new.kurskov.ru/system/Common.php(1119): CodeIgniter\View\View->render('notes/td/okto', Array, true)
#2 /home/users/s/shimano/domains/new.kurskov.ru/app/Controllers/Notes.php(21): view('notes/td/okto', Array)
#3 /home/users/s/shimano/domains/new.kurskov.ru/system/CodeIgniter.php(918): App\Controllers\Notes->note('td', 'okto')
#4 /home/users/s/shimano/domains/new.kurskov.ru/system/CodeIgniter.php(404): CodeIgniter\CodeIgniter->runController(Object(App\Controllers\Notes))
#5 /home/users/s/shimano/domains/new.kurskov.ru/system/CodeIgniter.php(312): CodeIgniter\CodeIgniter->handleRequest(NULL, Object(Config\Cache), false)
#6 /home/users/s/shimano/domains/new.kurskov.ru/index.php(45): CodeIgniter\CodeIgniter->run()
#7 {main}
)
)
[cacheLogs:protected] => 1
)
[sessionIDRegex] => [0-9a-f]{40}
)
[sessionDriverName:protected] => CodeIgniter\Session\Handlers\FileHandler
[sessionCookieName:protected] => ci_session
[sessionExpiration:protected] => 7200
[sessionSavePath:protected] => /home/users/s/shimano/domains/new.
php
#0 /home/users/s/shimano/domains/new.kurskov.ru/system/View/View.php(228): CodeIgniter\Exceptions\FrameworkException::forInvalidFile('notes/td/okto.p...')
#1 /home/users/s/shimano/domains/new.kurskov.ru/system/Common.php(1119): CodeIgniter\View\View->render('notes/td/okto', Array, true)
#2 /home/users/s/shimano/domains/new.kurskov.ru/app/Controllers/Notes.php(21): view('notes/td/okto', Array)
#3 /home/users/s/shimano/domains/new.kurskov.ru/system/CodeIgniter.php(918): App\Controllers\Notes->note('td', 'okto')
#4 /home/users/s/shimano/domains/new.kurskov.ru/system/CodeIgniter.php(404): CodeIgniter\CodeIgniter->runController(Object(App\Controllers\Notes))
#5 /home/users/s/shimano/domains/new.kurskov.ru/system/CodeIgniter.php(312): CodeIgniter\CodeIgniter->handleRequest(NULL, Object(Config\Cache), false)
#6 /home/users/s/shimano/domains/new.kurskov.ru/index.php(45): CodeIgniter\CodeIgniter->run()
#7 {main}
)
)
[cacheLogs:protected] => 1
)
[sessionIDRegex] => [0-9a-f]{40}
)
[sessionDriverName:protected] => CodeIgniter\Session\Handlers\FileHandler
[sessionCookieName:protected] => ci_session
[sessionExpiration:protected] => 7200
[sessionSavePath:protected] => /home/users/s/shimano/domains/new. kurskov.ru/writable/session
[sessionMatchIP:protected] =>
[sessionTimeToUpdate:protected] => 300
[sessionRegenerateDestroy:protected] =>
[cookieDomain:protected] =>
[cookiePath:protected] => /
[cookieSecure:protected] =>
[sidRegexp:protected] => [0-9a-f]{40}
[logger:protected] => CodeIgniter\Log\Logger Object
(
[logLevels:protected] => Array
(
[emergency] => 1
[alert] => 2
[critical] => 3
[error] => 4
[warning] => 5
[notice] => 6
[info] => 7
[debug] => 8
)
[loggableLevels:protected] => Array
(
[0] => emergency
[1] => alert
[2] => critical
)
[filePermissions:protected] => 420
[dateFormat:protected] => Y-m-d H:i:s
[fileExt:protected] =>
[handlers:protected] => Array
(
[CodeIgniter\Log\Handlers\FileHandler] => CodeIgniter\Log\Handlers\FileHandler Object
(
[path:protected] => /home/users/s/shimano/domains/new.
kurskov.ru/writable/session
[sessionMatchIP:protected] =>
[sessionTimeToUpdate:protected] => 300
[sessionRegenerateDestroy:protected] =>
[cookieDomain:protected] =>
[cookiePath:protected] => /
[cookieSecure:protected] =>
[sidRegexp:protected] => [0-9a-f]{40}
[logger:protected] => CodeIgniter\Log\Logger Object
(
[logLevels:protected] => Array
(
[emergency] => 1
[alert] => 2
[critical] => 3
[error] => 4
[warning] => 5
[notice] => 6
[info] => 7
[debug] => 8
)
[loggableLevels:protected] => Array
(
[0] => emergency
[1] => alert
[2] => critical
)
[filePermissions:protected] => 420
[dateFormat:protected] => Y-m-d H:i:s
[fileExt:protected] =>
[handlers:protected] => Array
(
[CodeIgniter\Log\Handlers\FileHandler] => CodeIgniter\Log\Handlers\FileHandler Object
(
[path:protected] => /home/users/s/shimano/domains/new. kurskov.ru/writable/logs/
[fileExtension:protected] => log
[filePermissions:protected] => 420
[handles:protected] => Array
(
[0] => critical
[1] => alert
[2] => emergency
[3] => debug
[4] => error
[5] => info
[6] => notice
[7] => warning
)
[dateFormat:protected] => Y-m-d H:i:s
)
)
[handlerConfig:protected] => Array
(
[CodeIgniter\Log\Handlers\FileHandler] => Array
(
[handles] => Array
(
[0] => critical
[1] => alert
[2] => emergency
[3] => debug
[4] => error
[5] => info
[6] => notice
[7] => warning
)
[fileExtension] =>
[filePermissions] => 420
[path] =>
)
)
[logCache] => Array
(
[0] => Array
(
[level] => critical
[msg] => Invalid file: notes/td/okto.
kurskov.ru/writable/logs/
[fileExtension:protected] => log
[filePermissions:protected] => 420
[handles:protected] => Array
(
[0] => critical
[1] => alert
[2] => emergency
[3] => debug
[4] => error
[5] => info
[6] => notice
[7] => warning
)
[dateFormat:protected] => Y-m-d H:i:s
)
)
[handlerConfig:protected] => Array
(
[CodeIgniter\Log\Handlers\FileHandler] => Array
(
[handles] => Array
(
[0] => critical
[1] => alert
[2] => emergency
[3] => debug
[4] => error
[5] => info
[6] => notice
[7] => warning
)
[fileExtension] =>
[filePermissions] => 420
[path] =>
)
)
[logCache] => Array
(
[0] => Array
(
[level] => critical
[msg] => Invalid file: notes/td/okto. php
#0 /home/users/s/shimano/domains/new.kurskov.ru/system/View/View.php(228): CodeIgniter\Exceptions\FrameworkException::forInvalidFile('notes/td/okto.p...')
#1 /home/users/s/shimano/domains/new.kurskov.ru/system/Common.php(1119): CodeIgniter\View\View->render('notes/td/okto', Array, true)
#2 /home/users/s/shimano/domains/new.kurskov.ru/app/Controllers/Notes.php(21): view('notes/td/okto', Array)
#3 /home/users/s/shimano/domains/new.kurskov.ru/system/CodeIgniter.php(918): App\Controllers\Notes->note('td', 'okto')
#4 /home/users/s/shimano/domains/new.kurskov.ru/system/CodeIgniter.php(404): CodeIgniter\CodeIgniter->runController(Object(App\Controllers\Notes))
#5 /home/users/s/shimano/domains/new.kurskov.ru/system/CodeIgniter.php(312): CodeIgniter\CodeIgniter->handleRequest(NULL, Object(Config\Cache), false)
#6 /home/users/s/shimano/domains/new.kurskov.ru/index.php(45): CodeIgniter\CodeIgniter->run()
#7 {main}
)
)
[cacheLogs:protected] => 1
)
)
[data] => Array
(
[header] => notes
[subheader] => по сути и на разные темы
[description] =>
)
)
php
#0 /home/users/s/shimano/domains/new.kurskov.ru/system/View/View.php(228): CodeIgniter\Exceptions\FrameworkException::forInvalidFile('notes/td/okto.p...')
#1 /home/users/s/shimano/domains/new.kurskov.ru/system/Common.php(1119): CodeIgniter\View\View->render('notes/td/okto', Array, true)
#2 /home/users/s/shimano/domains/new.kurskov.ru/app/Controllers/Notes.php(21): view('notes/td/okto', Array)
#3 /home/users/s/shimano/domains/new.kurskov.ru/system/CodeIgniter.php(918): App\Controllers\Notes->note('td', 'okto')
#4 /home/users/s/shimano/domains/new.kurskov.ru/system/CodeIgniter.php(404): CodeIgniter\CodeIgniter->runController(Object(App\Controllers\Notes))
#5 /home/users/s/shimano/domains/new.kurskov.ru/system/CodeIgniter.php(312): CodeIgniter\CodeIgniter->handleRequest(NULL, Object(Config\Cache), false)
#6 /home/users/s/shimano/domains/new.kurskov.ru/index.php(45): CodeIgniter\CodeIgniter->run()
#7 {main}
)
)
[cacheLogs:protected] => 1
)
)
[data] => Array
(
[header] => notes
[subheader] => по сути и на разные темы
[description] =>
)
)
КЛАССИФИКАТОР 1А — Технологических операций машиностроения и приборостроения
Подборка по базе: 21 БД, Учет кредитных операций, 3 пара, Лекция, 7 апреля.
 doc, ПРИМЕР !Техническое задание на разработку информационной системы, ТЕХНИЧЕСКИЕ СРЕДСТВА ДЛЯ ВЫПОЛНЕНИЯ ГРУЗОВЫХ И КОММЕРЧЕСКИХ ОПЕР, Правовое регулирование расчетных операций (1).docx, 223656_Кр_Контроль кассовых операций_25.08.2015.docx, 16081Оператор технологических установок.DOCX, Основы технологии машиностроения.docx, !15.03.04 «Автоматизация технологических процессов и производств, Графическое обозначение на схемах технологических установок.docx, Кодовое названия военных операций в период ВОВ.pdf
doc, ПРИМЕР !Техническое задание на разработку информационной системы, ТЕХНИЧЕСКИЕ СРЕДСТВА ДЛЯ ВЫПОЛНЕНИЯ ГРУЗОВЫХ И КОММЕРЧЕСКИХ ОПЕР, Правовое регулирование расчетных операций (1).docx, 223656_Кр_Контроль кассовых операций_25.08.2015.docx, 16081Оператор технологических установок.DOCX, Основы технологии машиностроения.docx, !15.03.04 «Автоматизация технологических процессов и производств, Графическое обозначение на схемах технологических установок.docx, Кодовое названия военных операций в период ВОВ.pdfКЛАССИФИКАТОР
ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
МАШИНОСТРОЕНИЯ
И ПРИБОРОСТРОЕНИЯ
Основные положения
Классификация технологических операций создает предпосылки для стандартизации операций и автоматического проектирования технологических процессов на основе единства обозначений технологических операций при изготовлении изделий машиностроения и приборостроения.
Классификатор технологических операций машиностроения и приборостроения (в дальнейшем – КТО) устанавливает основные положения и систему классификации и кодирования технологических операций, а также структуру кода технологической операции.
КТО следует применять при технологической подготовке и управлении производством совместно с другими классификаторами технико-экономической информации для формирования кодов технологических операции.
В классификатор заложен достаточный резерв незанятых кодовых обозначений для включения новой информации.
Классификатором пользуются при решении следующих основных задач технологической подготовки производства (ТПП) :
переходе на безтекстовую технологическую документацию и возможность машинной обработки информации.
упорядочении текстовой части технологических документов;
объединении однородных операций для организации специализированных производственных подразделений;
укрупненном расчете трудовых и материальных нормативов;
анализе трудоемкости технологических операций для ликвидации «узких» мест в производстве;
оперативно-календарном и технико-экономическом планировании производства;
обеспечении возможности механизации учета и поиска разработанных операций;
создание условий для автоматизированной разработки технологических процессов.
Термины используемые в настоящем классификаторе установлены, в основном, государственными стандартами.
Нестандартезированые термины, используемые в классификаторе, и их пояснение, приведены в приложении.
2. Система классификации и кодирования
Классификация технологических операций построена по методу иерархической 2 – ступенчатой классификации.
В структуре кода технологической операции каждая ступень классификации обозначена двумя цифровыми десятичными знаками.
На каждой ступени классификации кодирование осуществляется цифрами от 01 до 99, причем на второй ступени группировки 10, 20, 30, и т.д. используют для кодирования обобщенных наименований операций.
В классификаторе установлена следующая структура кода технологической операции:
ХХ ХХ
Наименование операции
Вид технологического процесса по методу выполнения
На первой ступени классификации основанием деления служит признак „вид технологического процесса по методу выполнения”, характеризуемый определенным составом технологических операций.
В табл.1 приведены виды технологических процессов по методу выполнения и их коды.
Если процесс состоит менее чем из ста операций и имеет достаточный резерв кодов, то для кодирования отведена одна группировка. Например: „Порошковая металлургия” – код 65, „Фотохимико-физическая обработка” – код 55.
Если технологический процесс насчитывает более ста технологический операций, то для его кодирования выделяется несколько классификационных группировок. Например: „Термообработка” – коды 50 и 51, „Испытания” – коды 06 и 07.
На второй ступени классификации основание деления является признак „наименование операции”.
При необходимости отрасли промышленности могут проводить дальнейшую детализацию признаков классификации технологических операций и их кодов, которые следует записывать после кода операции по „Классификатору технологических операций машиностроения и приборостроения”.
Предложения о включении в классификатор новых кодовых обозначений из числа резервных носят головные организации машино- и приборостроительных промышленности по согласию с ВНИИНМАШ в установленном порядке.
Таблица 1 — Классификационные таблицы
| Код | Вид технологического процесса по методу выполнения |
| 01 02, 03 04 06, 07 21 41, 41 50, 51 71 73, 74 80,81 85 88 90, 91 | Операции общего назначения Технический контроль Перемещение Испытания Обработка давлением Обработка резанием Термообработка Получение покрытий (металлических и неметаллических неорганических) Получение покрытий органических (лакокрасочных) Пайка Электромонтаж Сборка Сварка |
tomorrspicen / tomorrspicen / issues / #50
Классификатор технологических операций 1 85 151
= = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = Скачать здесь: >>>>>> http://bobikdobrii.ru/?wat&keyword=%d0%9a%d0%bb%d0%b0%d1%81%d1%81%d0%b8%d1%84%d0%b8%d0%ba%d0%b0%d1%82%d0%be%d1%80+%d1%82%d0%b5%d1%85%d0%bd%d0%be%d0%bb%d0%be%d0%b3%d0%b8%d1%87%d0%b5%d1%81%d0%ba%d0%b8%d1%85+%d0%be%d0%bf%d0%b5%d1%80%d0%b0%d1%86%d0%b8%d0%b9+1+85+151 Скачать здесь: >>>>>> http://bobikdobrii.ru/?wat&keyword=%d0%9a%d0%bb%d0%b0%d1%81%d1%81%d0%b8%d1%84%d0%b8%d0%ba%d0%b0%d1%82%d0%be%d1%80+%d1%82%d0%b5%d1%85%d0%bd%d0%be%d0%bb%d0%be%d0%b3%d0%b8%d1%87%d0%b5%d1%81%d0%ba%d0%b8%d1%85+%d0%be%d0%bf%d0%b5%d1%80%d0%b0%d1%86%d0%b8%d0%b9+1+85+151 = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = =
Тэги: классификатор технологических операций 1 85 151 скачать бесплатно классификатор технологических переходов машиностроения и приборостроения классификатор технологических операций скачать общероссийский классификатор технологических операций классификатор технологических операций 1 85 151 скачать бесплатно классификатор технологических переходов машиностроения и приборостроения классификатор технологических операций скачать общероссийский классификатор технологических операций
Классификатор технологических операций 1 85 151 Классификатор технологических операций машиностроения и приборостроения. Не следует применять для одного и того же понятия синонимы. Необходимость последовательности расположения разделов, степени детализации их, разбивки на подразделы, пункты и подпункты устанавливает разработчик документов. Запись наименования оборудования следует выполнять со строчной буквы, а обозначения или модели оборудования — цифрами и прописными буквами. Допускается за обозначением операции и в конце записи наименования операции не ставить точки. Удобен в работе и поиске. Рейтинг увеличивается за активность на сайте. Формы и правила оформления документов специального назначения.
Классификатор переходов — Энциклопедия по машиностроению XXL
В табл. 51 приводится классификатор переходов, наиболее часто встречающихся в фрезерных работах. [c.507]Составление технологического маршрута, в котором указывается перечень и содержание операций, установок и переходов и схематическое их изображение (см. классификатор переходов, приложение II). [c.385]
Решение. Формулирование перехода производится с помощью классификатора переходов (см. [10], стр. 476). Переход формулируется так Фрезеровать резьбу М20 х х1,5 начисто . [c.6]
В качестве справочного материала ниже, приводится классификатор переходов для установления их правильного наименования. [c.342]
Такая система классификации сталей и сплавов имеет емкость 10 000 разновидностей. Если же добавить пятый знак, предусматривающий подгруппы, то емкость классификатора составит уже 100 000 разновидностей сталей и сплавов, что излишне. Проделанная в этом направлении работа дает возможность осуществить переход на цифровую систему обозначения марок сталей и сплавов, но для этого необходимо введение государственного стандарта. [c.235]
Методика установления рациональной последовательности переходов. Стандарты на технологическое оборудование. Классификаторы технологического оборудования. [c.382]
Примерный классификатор установок и переходов [c.302]
Стандарты 7-й классификационной группы на правила записи операций и переходов, специализированные по технологически.м методам изготовления ГОСТ 3.1701-79 — ГОСТ 3.1707—84 будут аннулированы после внедрения классификатора технологических, переходов машиностроения и приборостроения (КТП) 1 89 187, который разработан специалистами Госстандарта СССР совместно с отраслями машиностроения и приборостроения в 1989 г. [c.25]
При записи наименования операции следует руководствоваться Классификатором технологических операций машиностроения и приборостроения 1 85 151, а для описания технологических переходов следует применять Классификатор технологических переходов машиностроения и приборостроения 1 89 187. . [c.117]
При одностороннем или двустороннем расположении поля допуска величину отклонений, независимо от применяемых методов проектирования, следует указывать в строку (с применением разделительного знака для двустороннего поля допуска), например, 41,5 + 0,027 60 + + 0,04 — 0,120 , При операционном описании запись данных по основным и вспомогательным переходам рекомендуется выполнять по Общесоюзному классификатору технологических переходов 1 89 187 (КТП), Формирование текстовой записи по КТП позволит избежать многословность текста, сделать его типовым и оптимальным. Запись основных и вспомогательных переходов рекомендуется выполнять в технологической последовательности с обозначением порядковых номеров арабскими цифрами от 1 до п. [c.151]
Текстовую запись содержаний переходов следует производить в соответствии с Классификатором технологических переходов машиностроения и приборостроения (1 89 187). [c.196]
Классификатора технологических переходов машиностроения и приборостроения (КТП). [c.226]
Классификатор технологических переходов машино- и приборостроения [c.264]
Разработка Классификатора технологических переходов машино-и приборостроения (КТП) осуществлялась в увязке с Классификатором технологических операций машино- и приборостроения и является его логическим продолжение и дополнением. [c.264]
Классификатор технологических переходов следует применять при технологической подготовке производства совместно с другими классификаторами технико-экономической информации. К основным задачам относятся следующие [c.265]
Классификатор устанавливает текстовую запись основных и вспомогательных переходов, В соответствии с ГОСТ 3.1109—82 под технологическим переходом (основным) понимается законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке. Под вспомогательным переходом понимается законченная часть технологической операции, состоящая из дейс-чий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода. [c.265]
Классификатор, технологических переходов состоит из фасетов, образованных по определенным признакам и систематизированных в классификационные таблицы. [c.266]
В качестве спрзвочно. -о материала приводится классификатор переходов лля установления их правильного наименования. [c.476]
В основу разработки классификатора переходов положены классификатор технолог г5ческ г х операций и стандарты ЕСТД седьмой к.пас-сификационний группы на правила записи операций и переходов (Г(ХТ 3.1701-79-ГОСТ 3.1707-84.), [c.265]
Важный этап — разработка технологических операции и расчет режимов обработки. На основании документации типовых, групповых или единичных технологических операций и классификатора технологических операций составляют последовательность переходов в (,)перации, выбирают средства технологическою оснз-щеиия (СТО), в том числе средства контроля и испытании с учетом метрологического обеспечения (яспользуют стандарты, каталоги, альбомы и картотеки на СТО). [c.80]
Для этого зачитывают содержание символа розыска данных элементов в текстовом документе Найти условные сокращения слов в тексте . Если в текстовом документе нет условных сокращений слов, то следует переходить по стрелке с отметкой Нет к символу Найти формулы и условные буквжные обозначения величин . Если в текстовом документе имеются условные сокращения слов в тексте, то принимают решение о переходе к символу, на который указывает стрелка с отметкой Да . Содержание этого символа включает проверку условных сокращений слов в тексте. Если проверка не может быть выполнена из-за недостаточного знания принятых условных сокращений слов в тексте или необходима консультация по этому вопросу, то нужно обратиться к информационному символу, на который указывает стрелка с отметкой Нет . В этом символе приведены номера стандартов по группам Классификатора государственных стандартов [c.202]
Рассмотренный выше процесс электроимпульсного разрушения соответствует одностадиальному процессу, т.е. исходный материал измельчается на электроде-классификаторе с размером калибровочных отверстий, равным верхнему пределу крупности готового продукта. При этом осколки материала, последовательно уменьшая свой размер в процессе разрушения, неоднократно попадают в рабочую зону, пока не достигнут размера меньше отверстия в электроде-классификаторе. Параметры источника импульсов при этом остаются постоянными, что приводит к излишним потерям энергии за счет переизмельчения материала. В идеальной системе требуется на каждый узкий класс крупности подавать импульсы с различными параметрами, обеспечивающими оптимальные показатели разрушения, т.е переход к стадиальному процессу измельчения. Стадиальные процессы следует использовать там, где предъявляются достаточно жесткие требования к готовому продукту по выходу отдельных классов (например, периклаз, кварцевое сырье, различные абразивные материалы и т.д.), где требуется выделить из разрушаемой руды без существенных повреждений кристаллы различной крупности (ограночное кристаллосырье, легкошламующиеся руды и т.д.) или где остро стоит вопрос о снижении энергоемкости разрушения. Введение промежуточной стадии дробления позволяет увеличить эффективность процесса за счет разрушения более узких классов при использовании оптимальных параметров импульса в каждой стадии. [c.105]
Интересная исследовательская работа по типизации процессов сборки выполнена в одном из научно-исследовательских институтов. Здесь проведен анализ сборочных переходов, выполняемых при сборке различных по конструкции машин токарного станка мод. 1К62, двигателя КДМ-46, грузового автомобиля ЗИЛ-164, двигателя В-2 и специального изделия 137. В результате получилось, что из 7509 сборочных переходов, включенных в технологию сборки указанных машин, специальных, не повторяюш,ихся переходов и приемов оказалось лишь 1219, или 16%, в том числе в процессах сборки изделий массового производства количество таких переходов не превышает 6%, а изделий серийного производства 20%. После группировки однотипных переходов и приемов был разработан типовой классификатор. В этом классификаторе (табл. 66) определенные объемы сборочных работ разделены на классы, подклассы, группы и подгруппы работ. [c.536]
В информационном обеспечении большую роль играет Международный классификатор по стандартизации (МКС), служащий методической основой для подтх)товки национальных указателей стандартов. Несколько стран (Канада, Исландия, Ирландия, Италия и др.) уже ввели МКС в свои информационные системы. В России переход на МКС намечен в ближайшие годы. [c.71]
В связи с этим вначале целесообразно с помощью специального классификатора (рис. 1) установить вид термической обработки, а затем назначить режим (температуру иагрева, выдержку, охлаждение и т. д.), воспользовавшись соответствующим разделом настоящей работы. Например, при проектировании аппарата простой формы, без резких переходов сечения из стабилизированной аустенитной стали, не содержащей молибден, исходя из условий эксплуатации необходимо обеспечить для аппарата высокую стойкость против коррозионного растрескивания, т. е. провести термическую обработку для снятия напряжений. По приведенной классификации (рис. 1) конструктор устанавливает, что этой цели лучше всего удовлетворяет стабилизирующий отжиг режим отжига приведен ниже (см. стр. 669). Это же самое требование для изделия сложной формы может быть удовлетворено при нспользованни ступенчатой термической обработки по режиму, указанному иа стр. 670. [c.666]
Переход к более низким фаницам разделения при сохранении высокой производительности требует уровня массовых сил, превышающих уровень сил тяжести. Это обеспечивают центробежные классификаторы. Классификация в них происходит в закрученном (вихревом) потоке с центральным стоком (рис. 2.3.13). Сила аэродинамического сопротивления Fj увлекает частицу к центру к разфу-зочному патрубку, а центробежная сила инерции Рщ стремится отбросить ее к периферии. [c.168]
На основании такой классификации каждой детали присваивается условное обозначение (шифр) — семизначный, который охватывает технологические, конструктивные и другие признаки детали. Это позволяет иметь ключ для быстрого нахождения по спецификационным ведомостям в классификаторе деталей, изготовляемых в холодноштамповочном цехе, а в дальнейшем и материалы для автоматизации технологической подготовки лксто-штамповочного производства. Для каждой классификационной группы составляется карта группового технологического процесса, в которой дается размер заготовки и способ ее получения, наименование операций и переходов, эскиз детали, полученной на данной операции, шифр штампа, пакета или наладки, тип оборудования, норма времени и расценка на каждую деталь и другие [c.265]
Технологический классификатор является основой для применения группового метода в холодной штамповке [16]. Сущность группового метода заключается в использовании таких видов оборудования и оснащения, которые позволяют обрабатывать нз них последовательно несколько партий деталей с общими признаками, об[)азующими группу. При этом для перехода от обработки одной партии деталей данной группы к другой требуется минимальная переналадка оборудования или оснащения. Применение метода обеспечивает удешевление подготовки производства и сокращение ее сроков, уменьшение затрат на изготовление и эксплуатацию оснащения, сокращение потерь времени па переналадку оборудования и оснащения. [c.22]
Но.мера операций в технологической карте указываются римскими цифрами I, II и т. д. установки обозначаются заглавными буквами русского алфавита А, Б, В, а переходы нумеруют арабскими цифрадщ 1, 2, 3 и т. д. В графе Содержание установок и переходов указаиня даются в повелительной форме установить, закрепить, обточить, подрезать, сверлить. Для облегчения заполнения этой графы можно пользоваться нижеприведенным классификатором. [c.302]
При внесении в документы информации по выполняемым действиям следует ирименять допускаемые сокращения отдельных слов и словосочетаний. Это своего рода тоже оптимизация записи информации. Только делать это нужно не так, как «хочется» разработчику документов, а как допускается в соответствии с имеющимися правилами, не искажая смысла информации и грамматических правил. Наиболее правильно в этом случае поступают организации, когда для этих целей разрабатывают соответствующие СТП. В свое время такой стандарт был даже разработан на отраслевом уровне головной организацией ВНИИТМАШ (г. Волгоград) Министерства тракторного и сельскохозяйственного машиностроения СССР. Порядок записи информации переходов тоже должен быть систематизирован, так как это приводит к многословности записи такой информации. В целях ответа на эти вопросы целесообразно пользоваться Классификатором технологических переходов машиностроения и приборостроения (КТП — 1 89 197, разработанным ВНИИНМАШ в 1989 г. Особое место его примшения может найти при формировании базы данные для автоматизированных рабочихмест технолога (САПР-Т). [c.167]
Текстовую запись содержания переходов испытаний следует производить в ooTBeT TBiin с Классификатором технологических переходов мапшностроения и приборостроения (1 89 187), например [c.198]
Классификатор используется в системе технологической подготовки производства и управления им совместно с другими классификаторами технико-экономической информации и участвует в решении следующих задач упорядочение текстовой части технолог иеских процессов путем применения стандартных терминов технологических операций переход на бестекстовую технологию и возможность машинной обработки информащш с помощью кодов технологических операций опе-ративно-календарное и технико-экономическое планирование производства объединение однородных операций для организации специализированных рабочих мест, участков и подразделений укрупненный расчет трудовых н материальных нормативов анализ трудоемкости по технологическим операциям для ликвидации узких мест в производстве обеспечение возможности механизации учета и поиска разработанных технологических операций создание условий для автоматизированной разработки технологических процессов. [c.261]
С появлением Классификатора технологических операций и началом его внедрения возникла неоднозначность в формировании тех-нологшеских переходов по указанным стандартам. [c.265]
СПРУТ-ОКП 5 — вышла новая версия!
Новое в СПРУТ-ОКП версия 5:
- Учет выполнения каждой детали по серийному номеру. Отслеживайте, кто и когда изготавливал деталь или изделие, на каком оборудовании или операции, и кто поставщик материала:
- для терминалов в цеху и модуля «Диспетчер» доработали производственный учет для деталей с серийными номерами,
- информация о партиях поставки и серийных номерах отображается в паспорте изделия.
- Указывайте размер передаточной партии на каждую операцию отдельно. Это добавили для учёта особенностей оборудования. В старой версии указывали размер передаточной партии на всю партию.
- Доработали функционал планирования:
- Скорость расчета при планировании выросла в 10 раз;
- Планирование по циклограмме включено в стандартную поставку;
- Циклограммы формируются по заявкам из модуля «Сбыт».
- Расчет калькуляции и затрат себестоимости учитывает норму расхода инструмента.
- Добавили учет технологических операций на группу работников.
- Доработали мастер импорта:
- данные импортируются в 5 раз быстрее,
- добавили анализ импортируемых данных и настройку соответствия полей.
- Добавили подсказки. Они помогают разобраться с сообщениями в СПРУТ-ОКП 5 при возникновении ошибки или в спорной ситуации. Подсказки предлагают вариант исправления ошибки.
- Новые функции для обмена с внешними системами:
- обновление справочников, заявок;
- производственная программа, диспетчерский учет;
- потребности в поставки комплектующих и материалов;
- журналы складского учета;
- Обновили интерфейс классификаторов и справочников.
- у каждого ресурса настраивайте и описывайте технические характеристики, альтернативы, применяемость и при необходимости добавляйте недостающие атрибуты;
- прикрепляйте изображения к позициям справочников;
- добавили классификатор профессий «ОКО16-94»;
- добавили стандартный классификатор технологических операций машиностроения и приборостроения «1-85-151»;
- Указывайте сертификаты качества при приёмке или поставке материала:
- Добавили справочник сертификатов качества;
- Добавили справочник соответствия.
- Добавили в складской учет:
- партионный или серийный контроль поставки и выдачи в производство комплектующих, материалов и инструментов с привязкой к производственной партии,
- номенклатура склада распределяется по местам хранения и контролируется партионность поставки.
- Обновили автоматическое формирование заявок на поставку комплектующих и материалов, с учетом их срока хранения.
- Права доступа распределяются по ролям. Пользователю можно назначить одну или несколько ролей.
- Модуль «Терминал» для сенсорных информационных киосков теперь работает на обычных компьютерах.
Полнофункциональная демо-версия программы с 30-ти дневным сроком работы доступна для скачивания.
Клапанно Шлифовальная Операция
Шлифовальные Работы По Металлу — В Спб И Челябинске …
Шлифовальная операция подразумевает статичность заготовки, закрепленной на плоскости, и вращения шлифовального круга. Бесцентровое шлифование. В данном …
читать большеНормальная Шлифовальная Работа
Нормальная Шлифовальная Работа. Традиционная шлифовальная операция.руководство по эксплуатации шлифовального станка wmw доступно в любое время.вы можете получить в интернете абсолютно бесплатно читаемые книги, или …
читать большеГост 17420-72 Естпп. Операции Механической …
ГОСТ 17420-72 ЕСТПП. Операции механической обработки резанием. Термины и определения
читать большеШлифование Бетона – Технологическая Операция …
Шлифование бетонного пола (кроме мозаичных полов) выполняется на глубину 1-2мм и служит для зачистки – удаления верхнего слоя, открытия пор бетона. Работы выполняются с подключением к шлифовальной машине …
читать большеПроектирование Технологических Операций — Технология …
Одноместная одноинстру ментальная параллельная схема: а — шлифовальная операция; б — сверлильная операция
читать большеКлассификация Технологических Операций
При помощи поиска вы сможете найти нужную вам информацию, введите в поисковое поле ключевые слова и изучайте нужную вам информацию.
читать большеПример Определения Технической Нормы Времени На …
Эти действия необходимо выполнить дважды, т.к. операция выполняется за два установа. По табл.1,3, с.14 при массе детали до 3кг на эти действия отводится 0,1 мин.
читать большеСкачать 1 85 151 Классификатор Технологических …
УДК 658.512.6.02s.4 КЛАССИФИКАТОР КЛАССИФИКАТОР ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИИ 1 85 151 МАШИНОСТРОЕНИЯ И ПРИБОРОСТРОЕНИЯ
читать большеГост 17420-72: Единая Система Технологической …
ГОСТ 17420-72 Единая система технологической подготовки производства. Операции механической обработки резанием.
читать большеШлифовальная Шкурка — Википедия
Шлифовальная … насколько это позволяют операция шлифования и форма обрабатываемой поверхности. Жесткость основы чаще всего напрямую коррелирует со сроком службы ленты. …
читать большеВсё О Сантехнике — Страница 112 Из 161 — Ещё Один Сайт …
Ещё один сайт на WordPress. Создание выгребной ямы для частного дома своими руками
читать большеПояснительная Записка;Doc
похожие документы Наукові записки № 40. Літературознавство 43;pdf pdf 753 Кб
читать большеᐈ Шлифовальные Расходные Материалы X-Treme — Операция …
О П Е Р А Ц И Я шлифование шлифовальные расходные материалы x-treme – 10… 【ОПЕРАЦИЯ ШЛИФОВАНИЕ ШЛИФОВАЛЬНЫЕ РАСХОДНЫЕ МАТЕРИАЛЫ x-treme&#… 【Купить】лучшие модели 2021. Невысокие цены и скидки.
читать большеОперация 030 Шлифовальная
4.6.1 Определим состав подготовительно-заключительного времени Т пз:. Т пз = Т пз1 + Т пз2 +Т пр.обр; где Т пз1 – время на получение наряда, чертежа, техно-логической документации на рабочем месте в начале работы и на сдачу в …
читать большеЛучшие Шлифмашины 2020: Рейтинг Топ-10 По Версии Кп
Неотъемлемым инструментом в данных операция выступает шлифовальная машина. Шлифование – процесс …
читать большеᐉ Оснастка Для Полирования И Шлифования В Киеве …
Оснастка для полирования и шлифования Купить в Эпицентре ⚡ Бесплатный самовывоз в Киеве ⭐ Цена от 9.00 грн ⚡ В наличии: 598 шт. Бонусы, кешбэк, доставка по Украине
читать большеᐉ Терка Шлифовальная С Зажимом Hardy 1000-332111 • …
Терка шлифовальная с зажимом Hardy 1000-332111 Купить в Украине Эпицентр ⭐ Низкая цена и Акции ☝ Самовывоз и доставка по Украине Актуальные отзывы и фото
читать большеКоординатно-Шлифовальная Обработка | Услуги По …
Координатно-шлифовальная операция: точность и качество. Шлифование является необходимой финишной операцией при изготовлении любых металлических деталей.
читать большеУгловая Шлифовальная Машина: Устройство, …
Шлифовальная угловая машинка имеет высокую мощность и обороты вращения (около 10000 в мин.) и предназначен для работы с жесткими материалами.
читать большеРасчет Операций Для Изготовления Вала-Шестерни Для …
На тему: Расчет операция для изготовления вала-шестерни цилиндрического редуктора Новочеркасск 2018 СОДЕРЖАНИЕ
читать большеТехнология Машиностроения
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ …
читать большеШлифовальная Шкурка — Википедия
Шлифовальная … насколько это позволяют операция шлифования и форма обрабатываемой поверхности. Жесткость основы чаще всего напрямую коррелирует со сроком службы ленты. …
читать большеᐈ Шлифовальные Расходные Материалы X-Treme — Операция …
О П Е Р А Ц И Я шлифование шлифовальные расходные материалы x-treme – 10… 【ОПЕРАЦИЯ ШЛИФОВАНИЕ ШЛИФОВАЛЬНЫЕ РАСХОДНЫЕ МАТЕРИАЛЫ x-treme&#… 【Купить】лучшие модели 2021. Невысокие цены и скидки.
читать большеЛучшие Шлифмашины 2020: Рейтинг Топ-10 По Версии Кп
Неотъемлемым инструментом в данных операция выступает шлифовальная машина. Шлифование – процесс …
читать большеKласифікатори — Руденко Олександр Борисович
Классификатор ЕСКД: Введение. https://goo.gl/ZwVzGT Класс 71. https://goo.gl/eiNuLn Класс 71. Иллюстрированный определитель. https://goo.gl/VJEhgL Класс 72. https://goo.gl/nTJ7Ck Класс 72. Иллюстрированный определитель. https://goo.gl/yNzESy Класс 73. https://goo.gl/eQywS2 Класс 73. Иллюстрированный определитель. https://goo.gl/JZoJ4s Класс 74. https://goo.gl/NSsDUc Класс 74. Иллюстрированный определитель. https://goo.gl/noJ1Ho Класс 75. https://goo.gl/gbdoMd Класс 75. Иллюстрированный определитель. https://goo.gl/QX1LRQ Класс 76. https://goo.gl/78VR8i Класс 76. Иллюстрированный определитель. https://goo.gl/ELDZMDКлассы 71, 72, 73, 74, 75, 76. Приложение.
Алфавитно-предметный указатель.
Термины и толкования.
Перечень сокращений слов.
Условные обозначения. https://goo.gl/pmCeETКлассы 71, 72, 73, 74, 75, 76.
Иллюстрированный определитель.
Пояснительная записка. https://goo.gl/pxT3dY Классификатор ЕСКД (chm). https://goo.gl/S19G97 Классификатор ЕСКД. ИО (chm). https://goo.gl/QiUc4jТехнологический классификатор деталей машиностроения и приборостроения (ТКД):
Классификатор ТКД. 1 85 142.- М.: Изд-во стандартов, 1987.- 255 с. https://goo.gl/WWNKKXОбщесоюзный классификатор. Промышленная и сельскохозяйственная продукция (ОКП):
Классификатор ОКП. 1 75 044. Высшие классификационные группировки (ВКГ).- М.: Статистика, 1977.- 815 с.
https://goo.gl/BKMisf Классификатор ОКП (ВКГ). 1 75 044. Класс 08 (xls) https://goo.gl/8ghh3B Классификатор ОКП (ВКГ). 1 75 044. Класс 09 (xls) https://goo.gl/bxbHmc Классификатор ОКП (ВКГ). 1 75 044. Класс 17 (xls) https://goo.gl/znvR6c Классификатор ОКП (ВКГ). 1 75 044. Класс 18 (xls) https://goo.gl/Zy5ePn Классификатор ОКП (ВКГ). 1 75 044. Класс 38. Подкласс 381 (xls) https://goo.gl/MPuiMK Классификатор ОКП (ВКГ). 1 75 044. Класс 39 (xls) https://goo.gl/Tp3Zds Классификатор ОКП (ВКГ). 1 75 044. Класс 41. Подкласс 411 (xls) https://goo.gl/KrNthg Классификатор ОКП (ВКГ). 1 75 044. Класс 41. Подкласс 412 (xls) https://goo.gl/G3FMmcОбщероссийский классификатор продукции по видам экономической деятельности (ОКПД):
Классификатор ОКПД. ОК 034-2007 (КПЕС 2002) (див. прикріплений файл)
Общероссийский классификатор продукции по видам экономической деятельности (ОКПД 2):
Классификатор ОКПД 2. ОК 034-2014 (КПЕС 2008) http://www.consultant.ruДержавний класифікатор продукції та послуг (ДКПП):
Класифікатор ДКПП. ДК 016-97.- 1997.- 806 с. https://goo.gl/dPaJi2 Класифікатор ДКПП. ДК 016:2010 https://www.dkpp.rv.ua/Класифікатор ДКПП. ДК 016:2010. У 8-ми книгах- К.: Держспоживстандарт України, 2011 (неофіційне видання)
https://goo.gl/HqZwmB Класифікатор ДКПП. ДК 016:2010. Розділ 25 (xls) https://goo.gl/w5MnYJКлассификатор технологических операций машиностроения и приборостроения(КТО):
Классификатор КТО. 1 85 151.- М.: Изд-во стандартов, 1987.- 73 с. https://goo.gl/m7SR39 Классификатор КТО. 1 85 151 (xls) https://goo.gl/99E5c8Класифікатор професій (КП):
Класифікатор КП. ДК 003-2010 (неофіційний текст) https://goo.gl/e9cYpi Класифікатор КП. ДК 003:2010 (exe) https://goo.gl/Wwn3pg% PDF-1.4 % 1 0 объект > поток конечный поток эндобдж 2 0 obj > 1> 2> 3> 4> 5> 6> 7> 8> 9> 10> 11> 12>] >> / Страницы 6 0 R >> эндобдж 6 0 obj > эндобдж 5 0 obj > эндобдж 10 0 obj > эндобдж 12 0 объект > эндобдж 13 0 объект > эндобдж 15 0 объект > эндобдж 17 0 объект > эндобдж 18 0 объект > эндобдж 19 0 объект > эндобдж 21 0 объект > эндобдж 23 0 объект > эндобдж 24 0 объект > эндобдж 25 0 объект > эндобдж 26 0 объект > эндобдж 27 0 объект > эндобдж 28 0 объект > эндобдж 29 0 объект > эндобдж 22 0 объект > эндобдж 30 0 объект > эндобдж 31 0 объект > эндобдж 33 0 объект > эндобдж 34 0 объект > эндобдж 35 0 объект > эндобдж 36 0 объект > эндобдж 37 0 объект > эндобдж 38 0 объект > эндобдж 39 0 объект > эндобдж 40 0 объект > эндобдж 32 0 объект > эндобдж 20 0 объект > эндобдж 42 0 объект > эндобдж 44 0 объект > эндобдж 45 0 объект > эндобдж 46 0 объект > эндобдж 47 0 объект > эндобдж 48 0 объект > эндобдж 43 0 объект > эндобдж 49 0 объект > эндобдж 41 0 объект > эндобдж 51 0 объект > эндобдж 53 0 объект > эндобдж 54 0 объект > эндобдж 55 0 объект > эндобдж 56 0 объект > эндобдж 57 0 объект > эндобдж 58 0 объект > эндобдж 52 0 объект > эндобдж 50 0 объект > эндобдж 59 0 объект > эндобдж 16 0 объект > эндобдж 14 0 объект > эндобдж 61 0 объект > эндобдж 63 0 объект > эндобдж 64 0 объект > эндобдж 65 0 объект > эндобдж 67 0 объект > эндобдж 69 0 объект > эндобдж 70 0 объект > эндобдж 71 0 объект > эндобдж 72 0 объект > эндобдж 73 0 объект > эндобдж 75 0 объект > эндобдж 77 0 объект > эндобдж 76 0 объект > эндобдж 74 0 объект > эндобдж 78 0 объект > эндобдж 80 0 объект > эндобдж 79 0 объект > эндобдж 68 0 объект > эндобдж 81 0 объект > эндобдж 83 0 объект > эндобдж 84 0 объект > эндобдж 85 0 объект > эндобдж 86 0 объект > эндобдж 87 0 объект > эндобдж 88 0 объект > эндобдж 89 0 объект > эндобдж 90 0 объект > эндобдж 82 0 объект > эндобдж 91 0 объект > эндобдж 92 0 объект > эндобдж 66 0 объект > эндобдж 94 0 объект > эндобдж 96 0 объект > эндобдж 97 0 объект > эндобдж 98 0 объект > эндобдж 99 0 объект > эндобдж 100 0 объект > эндобдж 101 0 объект > эндобдж 95 0 объект > эндобдж 102 0 объект > эндобдж 93 0 объект > эндобдж 104 0 объект > эндобдж 106 0 объект > эндобдж 107 0 объект > эндобдж 108 0 объект > эндобдж 109 0 объект > эндобдж 110 0 объект > эндобдж 111 0 объект > эндобдж 112 0 объект > эндобдж 105 0 объект > эндобдж 103 0 объект > эндобдж 113 0 объект > эндобдж 62 0 объект > эндобдж 60 0 объект > эндобдж 115 0 объект > эндобдж 117 0 объект > эндобдж 118 0 объект > эндобдж 119 0 объект > эндобдж 121 0 объект > эндобдж 123 0 объект > эндобдж 124 0 объект > эндобдж 125 0 объект > эндобдж 127 0 объект > эндобдж 129 0 объект > эндобдж 130 0 объект > эндобдж 128 0 объект > эндобдж 126 0 объект > эндобдж 132 0 объект > эндобдж 133 0 объект > эндобдж 131 0 объект > эндобдж 134 0 объект > эндобдж 136 0 объект > эндобдж 138 0 объект > эндобдж 139 0 объект > эндобдж 137 0 объект > эндобдж 135 0 объект > эндобдж 122 0 объект > эндобдж 120 0 объект > эндобдж 141 0 объект > эндобдж 142 0 объект > эндобдж 140 0 объект > эндобдж 144 0 объект > эндобдж 145 0 объект > эндобдж 143 0 объект > эндобдж 146 0 объект > эндобдж 116 0 объект > эндобдж 114 0 объект > эндобдж 148 0 объект > эндобдж 150 0 объект > эндобдж 151 0 объект > эндобдж 152 0 объект > эндобдж 154 0 объект > эндобдж 156 0 объект > эндобдж 157 0 объект > эндобдж 158 0 объект > эндобдж 155 0 объект > эндобдж 153 0 объект > эндобдж 160 0 объект > эндобдж 162 0 объект > эндобдж 164 0 объект > эндобдж 163 0 объект > эндобдж 161 0 объект > эндобдж 165 0 объект > эндобдж 167 0 объект > эндобдж 166 0 объект > эндобдж 159 0 объект > эндобдж 169 0 объект > эндобдж 171 0 объект > эндобдж 170 0 объект > эндобдж 168 0 объект > эндобдж 173 0 объект > эндобдж 175 0 объект > эндобдж 174 0 объект > эндобдж 172 0 объект > эндобдж 176 0 объект > эндобдж 149 0 объект > эндобдж 147 0 объект > эндобдж 178 0 объект > эндобдж 180 0 объект > эндобдж 181 0 объект > эндобдж 182 0 объект > эндобдж 184 0 объект > эндобдж 186 0 объект > эндобдж 187 0 объект > эндобдж 188 0 объект > эндобдж 185 0 объект > эндобдж 183 0 объект > эндобдж 190 0 объект > эндобдж 192 0 объект > эндобдж 193 0 объект > эндобдж 194 0 объект > эндобдж 195 0 объект > эндобдж 196 0 объект > эндобдж 197 0 объект > эндобдж 191 0 объект > эндобдж 189 0 объект > эндобдж 199 0 объект > эндобдж 201 0 объект > эндобдж 202 0 объект > эндобдж 203 0 объект > эндобдж 204 0 объект > эндобдж 205 0 объект > эндобдж 206 0 объект > эндобдж 200 0 объект > эндобдж 198 0 объект > эндобдж 207 0 объект > эндобдж 179 0 объект > эндобдж 177 0 объект > эндобдж 209 0 объект > эндобдж 211 0 объект > эндобдж 212 0 объект > эндобдж 213 0 объект > эндобдж 215 0 объект > эндобдж 216 0 объект > эндобдж 214 0 объект > эндобдж 218 0 объект > эндобдж 219 0 объект > эндобдж 217 0 объект > эндобдж 221 0 объект > эндобдж 222 0 объект > эндобдж 220 0 объект > эндобдж 223 0 объект > эндобдж 210 0 объект > эндобдж 208 0 объект > эндобдж 225 0 объект > эндобдж 227 0 объект > эндобдж 228 0 объект > эндобдж 229 0 объект > эндобдж 231 0 объект > эндобдж 233 0 объект > эндобдж 234 0 объект > эндобдж 232 0 объект > эндобдж 230 0 объект > эндобдж 236 0 объект > эндобдж 238 0 объект > эндобдж 237 0 объект > эндобдж 235 0 объект > эндобдж 240 0 объект > эндобдж 241 0 объект > эндобдж 239 0 объект > эндобдж 242 0 объект > эндобдж 226 0 объект > эндобдж 224 0 объект > эндобдж 244 0 объект > эндобдж 246 0 объект > эндобдж 247 0 объект > эндобдж 248 0 объект > эндобдж 250 0 объект > эндобдж 252 0 объект > эндобдж 253 0 объект > эндобдж 254 0 объект > эндобдж 255 0 объект > эндобдж 256 0 объект > эндобдж 251 0 объект > эндобдж 249 0 объект > эндобдж 258 0 объект > эндобдж 261 0 объект > эндобдж 262 0 объект > эндобдж 260 0 объект > эндобдж 263 0 объект > эндобдж 264 0 объект > эндобдж 266 0 объект > эндобдж 265 0 объект > эндобдж 267 0 объект > эндобдж 259 0 объект > эндобдж 257 0 объект > эндобдж 269 0 объект > эндобдж 272 0 объект > эндобдж 273 0 объект > эндобдж 271 0 объект > эндобдж 270 0 объект > эндобдж 274 0 объект > эндобдж 276 0 объект > эндобдж 275 0 объект > эндобдж 268 0 объект > эндобдж 277 0 объект > эндобдж 245 0 объект > эндобдж 243 0 объект > эндобдж 278 0 объект > эндобдж 280 0 объект > эндобдж 281 0 объект > эндобдж 282 0 объект > эндобдж 284 0 объект > эндобдж 285 0 объект > эндобдж 283 0 объект > эндобдж 287 0 объект > эндобдж 289 0 объект > эндобдж 288 0 объект > эндобдж 286 0 объект > эндобдж 291 0 объект > эндобдж 292 0 объект > эндобдж 290 0 объект > эндобдж 279 0 объект > эндобдж 11 0 объект > эндобдж 293 0 объект > эндобдж 295 0 объект > эндобдж 296 0 объект > эндобдж 297 0 объект > эндобдж 299 0 объект > эндобдж 298 0 объект > эндобдж 301 0 объект > эндобдж 303 0 объект > эндобдж 304 0 объект > эндобдж 305 0 объект > эндобдж 302 0 объект > эндобдж 300 0 объект > эндобдж 307 0 объект > эндобдж 306 0 объект > эндобдж 308 0 объект > эндобдж 294 0 объект > эндобдж 3 0 obj > эндобдж 310 0 объект > поток x ڥ TMs0W1e}! IISIP, ۴6Ԁwm (3 = V} oZiKr-eMg & + Br%
z] A> 6/3 **
% PDF-1.7 % 1 0 объект >>> эндобдж 5 0 obj > эндобдж 6 0 obj > эндобдж 7 0 объект > эндобдж 8 0 объект > эндобдж 9 0 объект > эндобдж 10 0 obj > эндобдж 11 0 объект > эндобдж 12 0 объект > эндобдж 13 0 объект > эндобдж 14 0 объект > эндобдж 15 0 объект > эндобдж 16 0 объект > эндобдж 17 0 объект > эндобдж 18 0 объект > эндобдж 19 0 объект > эндобдж 20 0 объект > эндобдж 21 0 объект > эндобдж 22 0 объект > эндобдж 23 0 объект > эндобдж 24 0 объект > эндобдж 25 0 объект > эндобдж 26 0 объект > эндобдж 27 0 объект > эндобдж 28 0 объект > эндобдж 29 0 объект > эндобдж 30 0 объект > эндобдж 31 0 объект > эндобдж 32 0 объект > эндобдж 33 0 объект > эндобдж 34 0 объект > эндобдж 35 0 объект > эндобдж 36 0 объект > эндобдж 37 0 объект > эндобдж 38 0 объект > эндобдж 39 0 объект > эндобдж 40 0 объект > эндобдж 41 0 объект > эндобдж 42 0 объект > эндобдж 43 0 объект > эндобдж 44 0 объект > эндобдж 45 0 объект > эндобдж 46 0 объект > эндобдж 47 0 объект > эндобдж 48 0 объект > эндобдж 49 0 объект > эндобдж 50 0 объект > эндобдж 51 0 объект > эндобдж 52 0 объект > эндобдж 53 0 объект > эндобдж 54 0 объект > эндобдж 55 0 объект > эндобдж 56 0 объект > эндобдж 57 0 объект > эндобдж 58 0 объект > эндобдж 59 0 объект > эндобдж 60 0 объект > эндобдж 61 0 объект > эндобдж 62 0 объект > эндобдж 63 0 объект > эндобдж 64 0 объект > эндобдж 65 0 объект > эндобдж 66 0 объект > эндобдж 67 0 объект > эндобдж 68 0 объект > эндобдж 69 0 объект > эндобдж 70 0 объект > эндобдж 71 0 объект > эндобдж 72 0 объект > эндобдж 75 0 объект > поток x + * 24374W0
1991 — 2021 гг. Текущий редактор (ы): Сотерис А.Kalogirou и Paul Christodoulides Из Elsevier Статистика доступа к этому журналу. Том 121, выпуск C, 2018
|