
Данная страница не существует!
Сталь…
ЧИТАТЬ ДАЛЕЕ
С появлением более современных синтетических материалов металлическ…
ЧИТАТЬ ДАЛЕЕ
Сварная сетка – это «полотно», сформированное из …
ЧИТАТЬ ДАЛЕЕ
Профнастил, он же профлист, пользуется достаточно высоким спросом в…
ЧИТАТЬ ДАЛЕЕ
Стальной шестигранник – одна из разновидностей сортового прок…
ЧИТАТЬ ДАЛЕЕ
Профлист, он же профилированный лист или профнастил, в последние го…
ЧИТАТЬ ДАЛЕЕ
В одной из предыдущих публикации мы детально рассказали о том, как .
ЧИТАТЬ ДАЛЕЕ
Широкий ассортимент – палка о двух концах. С одной стороны он…
ЧИТАТЬ ДАЛЕЕ
Гнутый стальной уголок – не самый популярный, но все же доста…
ЧИТАТЬ ДАЛЕЕ
Двутавр и швеллер можно считать одними из самых популярных разновид…
ЧИТАТЬ ДАЛЕЕ
С ростом количества разнообразной потребительской электроники в каж…
ЧИТАТЬ ДАЛЕЕ
Трубный прокат имеет достаточно обширное применение, в том числе ис…
ЧИТАТЬ ДАЛЕЕ
Стальная арматура является незаменимым атрибутом практически любого. ..
..
ЧИТАТЬ ДАЛЕЕ
К монтажу металлопроката предъявляются достаточно жесткие требовани…
ЧИТАТЬ ДАЛЕЕ
Расчет веса проволоки, в основном, может потребоваться в двух ситуа…
ЧИТАТЬ ДАЛЕЕ
Рифленый лист – разновидность листового металлопроката, отлич…
ЧИТАТЬ ДАЛЕЕ
Швеллер – это одна из разновидностей фасонного проката, отлич…
ЧИТАТЬ ДАЛЕЕ
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
Строго говоря, термин «метизы» (аббревиатура от «. ..
..
ЧИТАТЬ ДАЛЕЕ
…
ЧИТАТЬ ДАЛЕЕ
Коррозия металла, в простонародье называемая ржавчиной, – это распа…
ЧИТАТЬ ДАЛЕЕ
Профнастил…
ЧИТАТЬ ДАЛЕЕ
Современный индустриальный пейзаж нево…
ЧИТАТЬ ДАЛЕЕ
Для современного человека колючая проволока — предмет накрепко ассо…
ЧИТАТЬ ДАЛЕЕ
Ассортимент производимых металлоизделий, даже без учета типоразмеро…
ЧИТАТЬ ДАЛЕЕ
Современный рынок предлагает широкий выбор различной продукции для . ..
..
ЧИТАТЬ ДАЛЕЕ
Металлопрокат — это строго говоря, тот самый материал который опред…
ЧИТАТЬ ДАЛЕЕ
…
ЧИТАТЬ ДАЛЕЕ
Профильная труба – один из самых удобных вариантов металлоп…
ЧИТАТЬ ДАЛЕЕ
Новые отрасли промышленности, бурно развившиеся во второй половине …
ЧИТАТЬ ДАЛЕЕ
За счет своей формы, имеющей перпендикулярные ребра жесткости, швел…
ЧИТАТЬ ДАЛЕЕ
Стальная проволока — самое простое и широко известное изделие из м…
ЧИТАТЬ ДАЛЕЕ
Пробивка отверстий в металле является одним из методов перфорации. …
…
ЧИТАТЬ ДАЛЕЕ
Окраска для металлических изделий — процедура совершенно необходима…
ЧИТАТЬ ДАЛЕЕ
Рубка металла – один из основных способов металлообработки, п…
ЧИТАТЬ ДАЛЕЕ
Металлические сетки — один из наиболее востребованных видов стальны…
ЧИТАТЬ ДАЛЕЕ
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
Использование любой разновидности металлоизделий зависит сразу от н…
ЧИТАТЬ ДАЛЕЕ
…
ЧИТАТЬ ДАЛЕЕ
Всю массу выпускаемого производителями металлопроката можно раздели. ..
..
ЧИТАТЬ ДАЛЕЕ
Двутавр, он же …
ЧИТАТЬ ДАЛЕЕ
Проволока — один из самых востребованных видов изделий из металла. …
ЧИТАТЬ ДАЛЕЕ
Трубный металлопрокат предназначен не только для создания трубопров…
ЧИТАТЬ ДАЛЕЕ
…
ЧИТАТЬ ДАЛЕЕ
Сварка металлов при помощи вольтовой дуги появилась в XIX веке и ст…
ЧИТАТЬ ДАЛЕЕ
Железо и сталь — это материал из которого изготовлен скелет совреме…
ЧИТАТЬ ДАЛЕЕ
ХХI век – это век трубопроводов. Труб для нефте- и газотранспортных…
Труб для нефте- и газотранспортных…
ЧИТАТЬ ДАЛЕЕ
Сортамент металлопроката, выпускаемого современной промышленностью …
ЧИТАТЬ ДАЛЕЕ
Швеллер — это один из видов фасонного стального проката. В поперечн…
ЧИТАТЬ ДАЛЕЕ
Лист стальной рифлёный (ромб или чечевица) ГОСТ 8568-77
Лист стальной рифлёный (ромб или чечевица) ГОСТ 8568-77
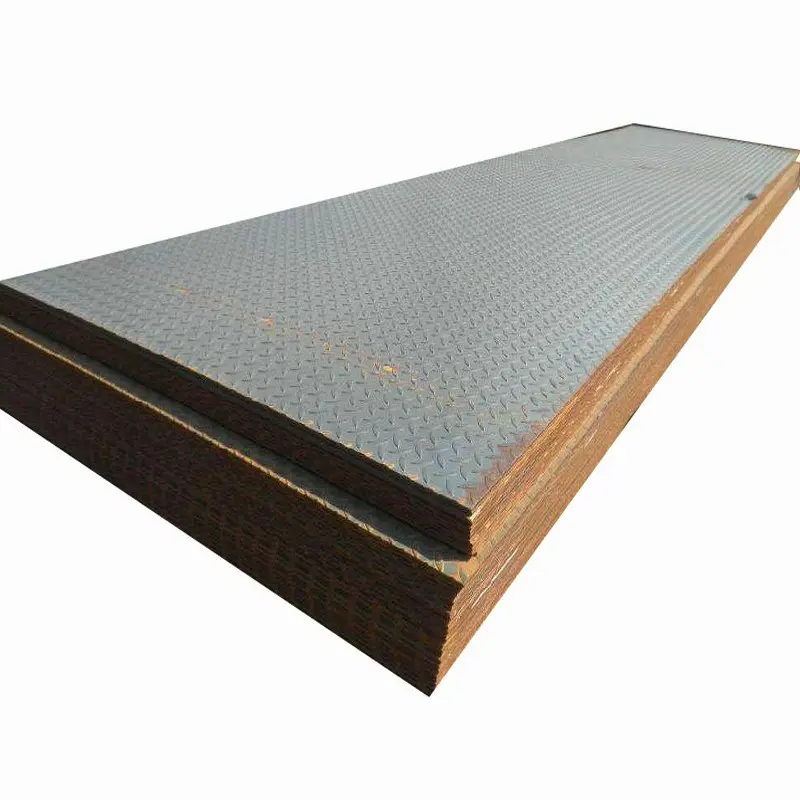
Лист рифленый — разновидность листового металлопроката, имеющая на гладкой поверхности рисунок в виде выпуклостей, располагающихся под углом друг к дружке. На профессиональном сленге такая продукция носит название «рифленка». С одной стороны лист рифленый имеет гладкую, ровную поверхность. С другой наносятся риски — рифли.
Данный вид проката является одним из самых популярных и простых на рынке металлоизделий. Рифленый лист нашел свое применение в самых разных областях. Из него изготавливают разнообразные металлоконструкции, настилы, ступени лестниц и так далее. Основной сферой использования подобного листа являются места прохождения большого количества людей, где такой лист будет противодействовать скольжению — в метро, на лестницах и т.д.
Рифленый лист нашел свое применение в самых разных областях. Из него изготавливают разнообразные металлоконструкции, настилы, ступени лестниц и так далее. Основной сферой использования подобного листа являются места прохождения большого количества людей, где такой лист будет противодействовать скольжению — в метро, на лестницах и т.д.
ООО «СтальРИД» реализует весь существующий сортамент рифленого листа. Вся продукция имеет сертификаты качества предприятий изготовителей, подтверждающие соответствие изделий и гарантирующие качество.
Лист рифленый — стальное полотно с тиснением (рисунком), нанесенным методом продавливания полотна в соответствии с заданным интервалом.
Рифленая сталь реализуется в рулонах и листах. Самой популярной является продукция с односторонним ромбическим либо чечевичным рифлением. «Чечевица» — рисунок с одной рифлей. Производство рифленого металлопроката осуществляется согласно стандарту ГОСТ 8568-77.
Лист рифленый ГОСТ
Стандартно, лист рифленый имеет длину от 1,4 до 8 м, ширину от 0,6 до 2,2 м с градацией в 50 мм. Однако, по специальным заказам возможно производство листов других размеров. Высота любых рифлей при толщине листа не меньше 0,5 мм находится в пределах от 0,1 до 0,3 мм. Если же, толщина листа более 5 мм — высота рифления стартует от 1 мм. Верхние границы высоты рифления — 30 % от толщины листа. Необходимо отметить, что толщины подобных листов всегда обязательно заявляются без учета высоты рифления.
Марки стали
В качестве исходного материала при производстве рифленых листов применяют углеродистые марки стали обыкновенного качества: БСт1, БСт2, СтО, Ст1, Ст2, БСтО, БСтЗ, СтЗ и так далее.
Диагонали рисунка у листа рифленого «Ромб» равны (25-30)х(60-70) мм. Завод-производитель сам задает расположение больших диагоналей поперек и вдоль листа, а так же конфигурацию рифлей.
Расстояние между рифлями у листа «Чечевица» могут быть равны 20, 25 либо 30 мм.
Применение рифленки
Практически в любом городе, в местах, в прямом смысле, «скользких», как антискользящее покрытие можно увидеть рифленый лист. Ступени многих общественных зданий, настилы, лестничные пролеты в метро, наземный транспорт — противоскользящие свойства присущи любому рифленому полотну, даже с минимальной толщиной. Более толстая продукция используется для перекрытий.
Очень популярно применение рифленого металлопроката в производственных корпусах, там, где потеря равновесия чревата серьезной производственной травмой (к примеру, рядом установлены станки или другие подобные устройства повышенной опасности). Именно поэтому, рифленый лист применяют на нефтяных платформах, в шахтерском деле, на гидро и электростанциях. Во всех данных случаях активное использование «рифленки» — мера по обеспечению безопасности производства и сохранения здоровья работников.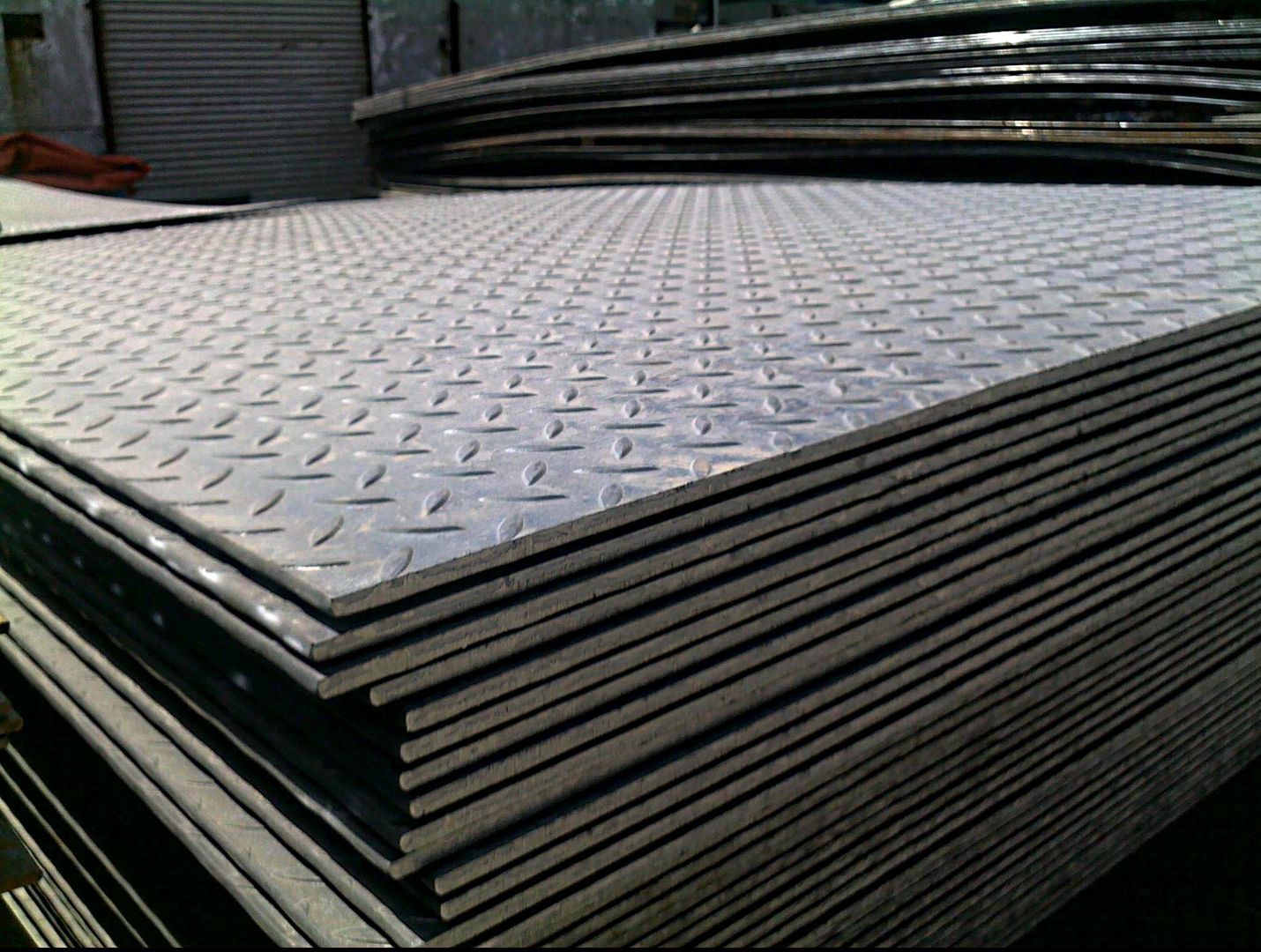
Ромб и чечевица
Ромбический рифленый лист применяют для укрепления плоскости до штукатурных работ. Так же, подобный вид металлопроката используют при изготовлении заградительных конструкций и проведении кровельных работ.
Лист рифленый «Чечевица» широко применяют при проведении декоративных, отделочных работ. При изготовлении облицовочных фасадных и интерьерных декоративных панелей подобное рифление поддерживает мотивы стилистики в духе «хай-тек».
В сфере сельского хозяйства из рифленого листа производят различную тару. При транспортировке хрупких емкостей либо предметов рифленое дно повышает надежность перевозки и упрощает погрузочно-разгрузочные работы.
ООО «СтальРИД» — профессиональное решение поставленных задач. Мы дорожим нашей репутацией и заинтересованы в долгосрочном и результативном сотрудничестве. О ценах и сортаменте листа рифленого информацию уточняйте у наших специалистов.
Рифленый лист ромб: ГОСТ 8568-77, характеристики
Кроме металлической листовой продукции с гладкой поверхностью, во многих случаях используется рифленый лист. Его специально сформированные выпуклости (рифли) могут иметь различную форму (ромб, чечевица и др.). Металлические листы, на поверхность которых нанесено рифление различного типа, отличаются не только своими характеристиками, но и технологией производства.
Стальной лист с ромбическим рифлением
Ознакомиться со всеми требованиями ГОСТ к стальным рифленым листам можно, скачав данный документ в формате pdf по ссылке ниже.ГОСТ 8568-77 Листы стальные с ромбическим и чечевичным рифлением. Технические условия
Скачать
Что собой представляет лист с ромбическим рифлением
Выпуклости на металлических листах, которые формируют с помощью рифления, – это не метод декоративного оформления, хотя подобная продукция и отличается привлекательным внешним видом. Рифленая поверхность, если сравнивать ее с гладкой, способна обеспечить значительно лучшее сцепление с предметами, которые с ней соприкасаются. Этим свойством, собственно, и определяется основное назначение листов, на которые специально нанесено рифление.
Рифленая поверхность, если сравнивать ее с гладкой, способна обеспечить значительно лучшее сцепление с предметами, которые с ней соприкасаются. Этим свойством, собственно, и определяется основное назначение листов, на которые специально нанесено рифление.
Форма и размеры ромбического рифления
Листы с рифлями в виде ромбов могут производиться в различных типоразмерах, а именно:
- толщина, измеряемая без высоты профиля рифлей, – 2,5–12 мм;
- ширина – 600–2200 мм;
- длина изделий, шаг стандартных типоразмеров которых составляет 50 мм, – 1400–8000 мм.
Самым популярным у потребителей данной продукции является размер 1500х6000 мм.
Допустимые отклонения размеров и массы согласно ГОСТ (нажмите для увеличения)
Рифление на поверхности таких листов представляет собой пересекающиеся линии. Размеры диагоналей ромбов, полученных этими пересечениями, могут находиться в пределах 25–30 и 60–70 мм. Между тем данные размеры не фиксированы, по договоренности заказчика с производителем они могут быть изменены, как и расположение рисунка на поверхности листа.
Лист «Ромб» успешно используется во многих сферах. Из рифленых металлических листов изготавливают элементы лестничных конструкций, мостиков и переходов, ими покрывают пол в промышленных объектах, обустраивают с их помощью эскалаторы в метро и крупных торговых центрах. Кроме того, изделия с рифлением в виде ромбов применяются для армирования полов, из них возводятся стеновые перегородки, изготавливаются емкости, используемые не только в промышленности, но и в сельском хозяйстве.
Декоративные характеристики такого материала делают его пригодным для оформления различных архитектурных конструкций, чем активно пользуются современные дизайнеры. В частном строительстве и для оформительских целей применяются рифленые металлические листы небольшой толщины, а для промышленных объектов приобретают более толстые изделия.
Масса рифленого листа в зависимости от толщины основы
Поскольку рифленые листы «Ромб» изготовлены из металла, их отличает высокая прочность, а если в качестве такого металла используется нержавеющая сталь (что допускается требованиями ГОСТа), то еще и исключительная коррозионная устойчивость.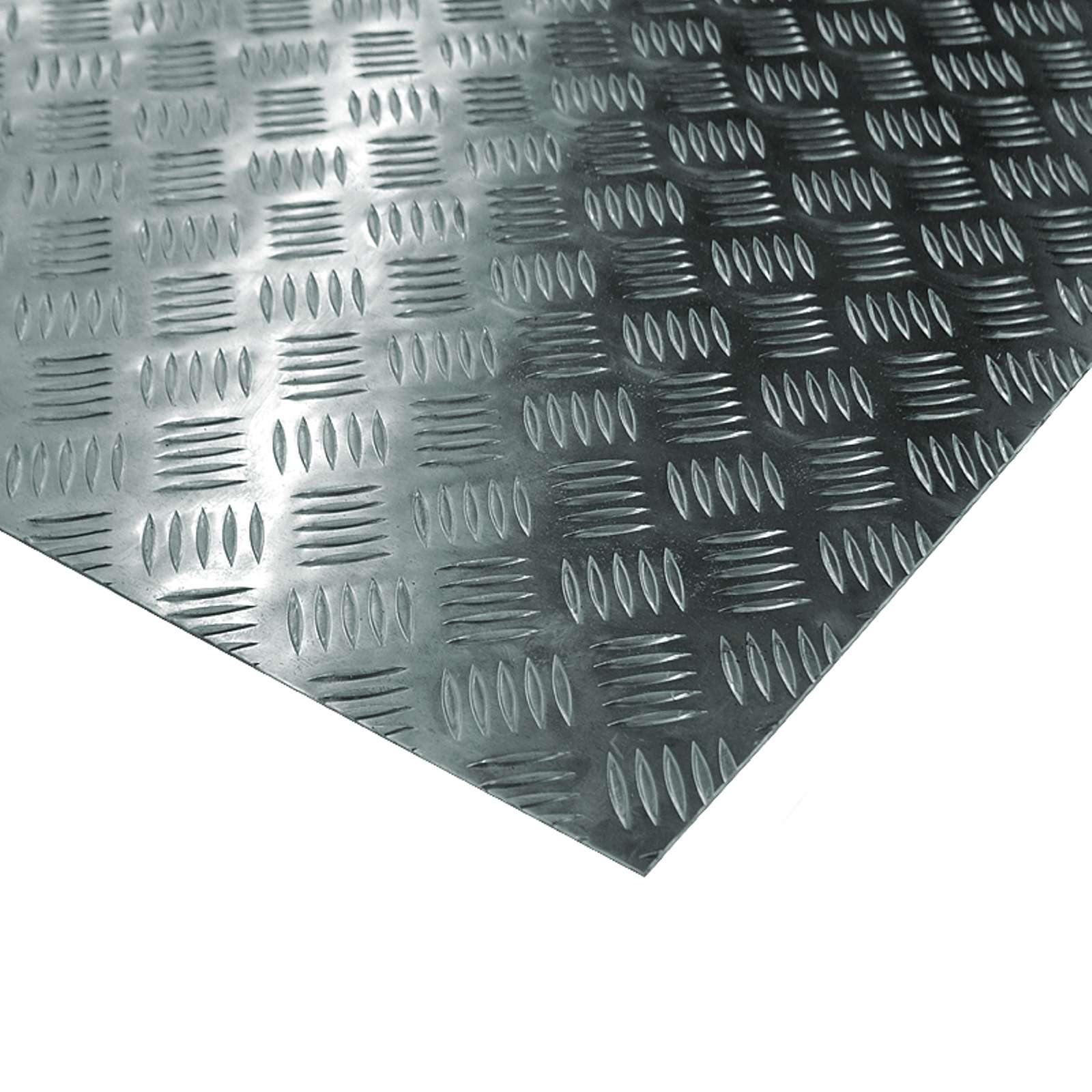 Материал таких листов обладает не только способностью выдерживать значительные нагрузки, но и пластичностью, хорошей обрабатываемостью. Эти характеристики металлических листов с ромбическим (да и с любым другим) рифлением значительно расширяют сферы их применения.
Материал таких листов обладает не только способностью выдерживать значительные нагрузки, но и пластичностью, хорошей обрабатываемостью. Эти характеристики металлических листов с ромбическим (да и с любым другим) рифлением значительно расширяют сферы их применения.
В бытовой сфере рифленые листы «Ромб» также нашли широкое применение. Из них, например, сооружают заборы и различные ограждения, изготавливают ворота и калитки, кожухи и емкости различного назначения.
Между тем следует иметь в виду: если для изготовления конструкций используются рифленые листы из черного металла, их обязательно следует покрывать защитными составами, чтобы они не утратили внешней привлекательности и других характеристик после непродолжительного периода эксплуатации.
Технология производства
В соответствии с положениями нормативного документа, металлические рифленые листы, в том числе и с рифлями в виде ромба, производят по технологии горячего деформирования. Данная технология предполагает, что металл предварительно нагревают до температуры ковки, а затем пропускают через два валка. Один из них имеет ровную поверхность, а на второй нанесен рисунок, соответствующий типу и геометрическим параметрам будущего рифления. Наиболее распространенным материалом, из которого изготавливают листы «Ромб», является углеродистая сталь.
Один из них имеет ровную поверхность, а на второй нанесен рисунок, соответствующий типу и геометрическим параметрам будущего рифления. Наиболее распространенным материалом, из которого изготавливают листы «Ромб», является углеродистая сталь.
ГОСТ 8568-77 также допускает, что рифленая продукция данного типа может быть изготовлена из нержавеющей стали. Последняя используется в том случае, если изделиям из рифленых листов, кроме высокой прочности, долговечности и исключительной декоративности, необходимо придать способность успешно противостоять воздействию высокой влажности и других агрессивных сред. Главным недостатком изделий из нержавеющей стали является их высокая стоимость. Рифленый металл небольшой толщины, согласно требованиям ГОСТа 8568-77, может поставляться заказчикам как в листах, так и в рулонах, изделия большой толщины – только в листах.
Лист стальной ромбический толщиной 8 мм
Чтобы улучшить коррозионную устойчивость рифленых листов, изготовленных из обычной стали, производители могут подвергать их такой операции, как покрытие слоем цинка. Слой данного металла, который создает на стальном листе защитное покрытие очень незначительной толщины, препятствует окислению основного металла и, соответственно, возникновению и развитию коррозионных процессов.
Слой данного металла, который создает на стальном листе защитное покрытие очень незначительной толщины, препятствует окислению основного металла и, соответственно, возникновению и развитию коррозионных процессов.
Каждая партия отгружаемой продукции должна сопровождаться документом, содержащим следующую информацию:
- наименование компании-производителя и ее адрес;
- номер заказа, который был ему присвоен в договоре;
- марка стали, из которой изготовлена продукция;
- наименование продукции;
- результаты основных испытаний изделия;
- химический состав металла.
Требования к качественным характеристикам
Согласно положениям нормативного документа (ГОСТ 8568-77), металлические листы с рифлением «Ромб» могут относиться к нормальному (В) и высокому (А) классу точности изготовления. Стандартом оговаривается, что высота нанесенных на поверхность металлического листа рифлей должна составлять 10–30% от толщины основания, но при этом быть больше 0,5 мм. В отдельных случаях, если толщина основания составляет не менее 5 мм, допускается выполнять рифли с высотой 1 мм (после предварительного согласования с заказчиком продукции).
В отдельных случаях, если толщина основания составляет не менее 5 мм, допускается выполнять рифли с высотой 1 мм (после предварительного согласования с заказчиком продукции).
Требования к геометрическим параметрам листов с рифлением в виде ромбов (а также к допустимым отклонениям) оговариваются положениями ГОСТа 19903-74. В стандарте также указаны такие параметры, как класс точности, масса одного квадратного метра изделия, расположение элементов рифления на поверхности листа.
Листы стальные с ромбическим и чечевичным рифлением
ЛИСТЫ СТАЛЬНЫЕ С РОМБИЧЕСКИМ И ЧЕЧЕВИЧНЫМ РИФЛЕНИЕМ ГОСТ 8568-77 Технические условия
Continuously galvanized sheet steel. | ГОСТ |
 Specifications
SpecificationsИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
И. С. Тришевский, Ю. С. Кострица, А. М. Мелешко, И. М. Козлова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 13.04.77 № 926
3. ВЗАМЕН ГОСТ 8568-57
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 380-88 | 1.12, 2.2 |
ГОСТ 7566-81 | 3. |
ГОСТ 14637-89 | 3.1 |
ГОСТ 19903-74 | 1.9, 1.10, 1.12 |
 3, 5.1
3, 5.15. Срок действия продлен до 01.01.98 Постановлением Госстандарта СССР от 30.06.87 № 2899
6. ПЕРЕИЗДАНИЕ (июнь 1990 г.) с Изменениями № 1, 2, 3, 4, утвержденными в октябре 1978 г., январе 1981 г., июне 1987 г., июне 1989 г. (ИУС 11-78, 1-81, 11-87, 11-89)
Ограничение срока действия отменено (ИУС № 11 1995 г.)
Внесена Поправка, опубликованная в ИУС № 2 2003 г.
Настоящий стандарт распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы общего назначения.
(Измененная редакция, Изм. № 4)
1. СОРТАМЕНТ
1.1а. Листовой прокат по толщине изготовляют:
высокой точности — А,
нормальной точности — В.
(Введен дополнительно, Изм. № 4)
1.1. Форма, размеры, предельные отклонения и масса 1 м2 листа с ромбическим и чечевичным рифлением должны соответствовать указанным на черт. 1, 2 и в таблице.
Черт. 1
Черт. 2
| Толщина основания листа s, мм | Предельные отклонения по толщине листа при ширине, мм | |||||||
| от 600 до 1000 | св. 1000 до 1500 | св. 1500 до 2000 | св. 2000 до 2200 | |||||
| нормальная точность | высокая точность | нормальная точность | высокая точность | нормальная точность | высокая точность | нормальная точность | высокая точность | |
| Ромбическое рифление | ||||||||
2,5 | ±0,25 | ±0,18 | ±0,25 | ±0,18 | — | — | — | — |
3 | ±0,25 | ±0,23 | ±0,25 | ±0,23 | — | — | — | — |
4 | 0,3 | ±0,30 | 0,3 | ±0,3 | 0,3 | ±0,3 | 0,3 | ±0,3 |
-0,7 | -0,7 | -0,7 | -0,7 | |||||
5 | 0,3 | ±0,35 | 0,3 | ±0,35 | 0,3 | ±0,35 | 0,3 | ±0,35 |
-0,7 | -0,7 | -0,7 | -0,7 | |||||
6 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 |
-0,8 | -0,6 | -0,8 | -0,6 | -0,8 | -0,6 | -0,8 | -0,6 | |
8 | 0,4 | 0,3 | 0,4 | 0,3 | 0,4 | 0,3 | 0,4 | 0,3 |
-0,8 | -0,8 | -0,8 | -0,8 | -0,9 | -0,8 | -0,9 | -0,8 | |
10 | 0,5 | 0,4 | 0,6 | 0,4 | 0,6 | 0,5 | 0,6 | 0,5 |
-1 | -0,7 | -1 | -0,7 | -1 | -0,9 | -1 | -0,9 | |
12 | 0,6 | 0,5 | 0,7 | 0,6 | 0,7 | 0,6 | 0,7 | 0,6 |
-1,1 | -1,1 | -1,1 | -1 | -1,1 | -1 | -1,1 | -1 | |
Чечевичное рифление | ||||||||
2,5 | ±0,25 | ±0,18 | ±0,25 | ±0,18 | — | — | — | — |
3 | ±0,25 | ±0,23 | ±0,25 | ±0,23 | — | — | — | — |
4 | 0,3 | ±0,3 | 0,3 | ±0,3 | 0,3 | ±0,3 | 0,3 | ±0,3 |
-0,7 | -0,7 | -0,7 | -0,7 | |||||
5 | 0,3 | ±0,35 | 0,3 | ±0,35 | 0,3 | ±0,35 | 0,3 | ±0,35 |
-0,7 | -0,7 | -0,7 | -0,7 | |||||
6 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 |
-0,8 | -0,6 | -0,8 | -0,6 | -0,8 | -0,6 | -0,8 | -0,6 | |
8 | 0,4 | 0,3 | 0,4 | 0,3 | 0,4 | 0,3 | 0,4 | 0,3 |
-0,8 | -0,8 | -0,8 | -0,8 | -0,9 | -0,8 | -0,9 | -0,8 | |
10 | 0,5 | 0,4 | 0,6 | 0,4 | 0,6 | 0,5 | 0,6 | 0,5 |
-1 | -0,7 | -1 | -0,7 | -1 | -0,9 | -1 | -0,9 | |
12 | 0,6 | 0,5 | 0,7 | 0,6 | 0,7 | 0,6 | 0,7 | 0,6 |
-1,1 | -1,1 | -1,1 | -1 | -1,1 | -1 | -1,1 | -1 | |
| Толщина основания листа s, мм | Ширина основания рифлей b, мм | Угол при вершине рифлей j, град | Длина рифлей l, мм | Радиус закругления рифлей R, мм | Расположение рифлей на плоскости листа j1, град | Масса 1 м2 листа, кг | Предельные отклонения по массе, % | ||
Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
| Ромбическое рифление | |||||||||
2,5 | 5 | ±0,15 | 28 | ±2 | — | — | — | 21 | ±10 |
3 | 5 | ±0,15 | 28 | ±2 | — | — | — | 25,1 | ±10 |
4 | 5 | ±0,15 | 28 | ±2 | — | — | — | 33,5 | ±8 |
5 | 5 | ±0,15 | 28 | ±2 | — | — | — | 41,8 | ±6 |
6 | 5 | ±0,15 | 28 | ±2 | — | — | — | 50 | ±9 |
8 | 5 | ±0,15 | 28 | ±2 | — | — | — | 66,6 | ±5 |
10 | 5 | ±0,15 | 28 | ±2 | — | — | — | 83 | ±3 |
12 | 5 | ±0,15 | 28 | ±2 | — | — | — | 99,3 | ±3 |
| Чечевичное рифление | |||||||||
2,5 | 3,6 | ±0,15 | 45 | ±1 | 24 | 30 | 45 | 20,1 | ±10 |
3 | 4 | ±0,15 | 45 | ±1 | 24 | 30 | 45 | 24,2 | ±10 |
4 | 4 | ±0,15 | 45 | ±1 | 24 | 30 | 45 | 32,2 | ±8 |
5 | 5 | ±0,15 | 45 | ±1 | 24 | 30 | 45 | 40,5 | ±6 |
6 | 5 | ±0,15 | 45 | ±1 | 24 | 30 | 45 | 48,5 | ±5 |
8 | 6 | ±0,15 | 45 | ±1 | 24 | 30 | 45 | 64,9 | ±5 |
10 | 6 | ±0,15 | 45 | ±1 | 24 | 30 | 45 | 80,9 | ±3 |
12 | 6 | ±0,15 | 45 | ±1 | 24 | 30 | 45 | 96,8 | ±3 |
Примечания:
1. Толщина листов с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.
Толщина листов с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.
2 Для листов, прокатанных на станах полистной прокатки, в средней части ширины листа, допускается толщина основания на 0,2 мм выше плюсового предельного отклонения.
3. Ширина основания рифлей b, угол при вершине рифлей j, диагонали ромба t1 + t2, угол расположения рифлей на плоскости листа j1, расстояние между рифлями t, длина рифлей l, радиус закругления рифлей R на готовых листах не контролируются и даны для расчетов при изготовлении инструмента.
4. Масса 1 м2 листа определена по номинальным размерам листов, высоте рифлей, равной 0,2 толщины листа, малой диагонали ромба, равной 27,5 мм, большей диагонали ромба, равной 65 мм. Плотность стали 7,85 г/см3.
5. (Исключен, Изм. № 4)
(Измененная редакция, Изм. № 2, 3, 4, Поправка, 2003)
1. 2. Рифленый прокат изготовляют в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
2. Рифленый прокат изготовляют в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
1.3. Высота рифлей на листах должна быть 0,1-0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы толщиной основания 5 мм и более должны иметь высоту рифлей не менее 1,0 мм.
1.2; 1.3 (Измененная редакция, Изм. № 2)
1.4. Листы с ромбическим рифлением изготовляют с диагоналями ромба (25-30)(60-70) мм. Конфигурация рифлений и расположение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем.
По требованию потребителя разрешается изготовление листа с другим соотношением диагоналей ромба.
(Измененная редакция, Изм. № 2, 3)
1.5. Листы с чечевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.
1.6. Листы изготовляют шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.
Листовой металлопрокат с ромбическим и чечевичным рифлением
Характеристики.
Рифленый лист может иметь поверхность двух видов: ромбическую и чечевичную. Рифленый лист чечевица имеет на поверхности только одну рифлю, если их две, то образуется дуэт. Наличие пяти рифлей приводит к образованию квинтета. Рифленые листы ромбические изготавливаются по стандартам принятым на заводе, но пожеланию заказчика параметры рисунка могут быть изменены. Рифли должны иметь высоту, составляющую от 10% до 30% от толщины всего товара, минимально возможная высота 0,5 мм. Для листов толщиной более 5 мм минимальная толщина рифлей должна быть не менее 1 мм.
Среди важных достоинств листа рифленого стального, кроме уже обозначенного низко скольжения, выделяется устойчивость к внешним воздействиям и прочность. Материал имеет прекрасное сопротивление климатическим явлениям дождю, снегу. Он долго сохраняет оригинальный внешний вид.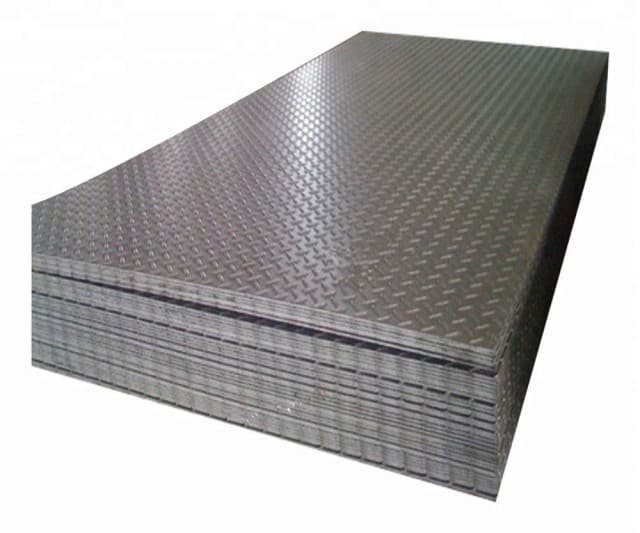 Материал практически не подвержен воздействию ржавчины.
Материал практически не подвержен воздействию ржавчины.
Плюсом для клиентов будет простота в уходе. Установленный на улице стальной лист не требует специального ухода. Его достаточно протереть от грязи, чтобы он сохранял привлекательный внешний вид.
Листы принято классифицировать в зависимости от точности изготовления на:
- Высокой точности;
- Нормальной точности;
На основании вида кромок их разделяют на:
- Листы с обрезной кромкой;
- Листы с необрезной кромкой.
Производство.
Как и большинство изделий металлопроката, листы стальные рифленые производятся двумя способами: горячекатаным и холоднокатаным. В основе продукта лежит углеродистая сталь. Производители, как правило, выбирают сталь марок Ст0, Ст1,Ст2, Ст3, однако может выпускаться продукция изготовленная и из других марок. Рифленые листы производятся в соответствии с ГОСТ 8568-77. По ширине рифленые листы изготавливаются от 600 до 2200 мм, а по длине от 1400 до 8000 мм. По предварительному согласованию с заказчиком возможны иные размеры. После прокатки кромка рифленого листа должна обрезаться со всех сторон. Катаные же продольные кромки возможны при производстве рифленых листов на стане непрерывной прокатки, при этом имеющиеся зазубрины на кромках должны находиться в пределах заданного номинального размера ширины.
По ширине рифленые листы изготавливаются от 600 до 2200 мм, а по длине от 1400 до 8000 мм. По предварительному согласованию с заказчиком возможны иные размеры. После прокатки кромка рифленого листа должна обрезаться со всех сторон. Катаные же продольные кромки возможны при производстве рифленых листов на стане непрерывной прокатки, при этом имеющиеся зазубрины на кромках должны находиться в пределах заданного номинального размера ширины.
Лист стальной с ромбическим и чечевичным рифлением ГОСТ 8568-77
Главная \ Лист стальной с ромбическим и чечевичным рифлением ГОСТ 8568-77
Лист стальной рифленый горячекатаный производится в соответствии с ГОСТ 8568-77 и может иметь два вида рифления — чечевичное и ромбическое. Производится «рифленка» на тех же прокатных станах для горячекатаного проката, однако валки, на которых этот лист прокатывают, имеют не ровную форму — на них нанесен рисунок, что и позволяет получать рифленый лист.
Лист с чечевичным рифлением
| Размер | Марка | Вес 1-го м2, кг | Вес 1-го листа, кг |
| Лист рифленый чечевица 1250х2500х3 | 3сп/пс | 24,2 | 75,63 |
| Лист рифленый чечевица 1500х6000х4 | 3сп/пс | 32,2 | 290 |
| Лист рифленый чечевица 1500х6000х5 | 3сп/пс | 40,5 | 365 |
| Лист рифленый чечевица 1500х6000х6 | 3сп/пс | 48,5 | 437 |
| Лист рифленый чечевица 1500х6000х8 | 3сп/пс | 64,9 | 584 |
| Лист рифленый чечевица 1500х6000х10 | 3сп/пс | 80,9 | 728 |
| Лист рифленый чечевица 1500х6000х12 | 3сп/пс | 96,8 | 871 |
Лист с ромбическим рифлением
| Размер | Марка | Вес 1-го м2, кг | Вес 1-го листа, кг |
| Лист рифленый ромб 1250х2500х3 | 3сп/пс | 25,1 | 78,44 |
| Лист рифленый ромб 1500х6000х4 | 3сп/пс | 33,5 | 302 |
| Лист рифленый ромб 1500х6000х5 | 3сп/пс | 41,8 | 376 |
| Лист рифленый ромб 1500х6000х6 | 3сп/пс | 50,1 | 450 |
В таблице приведены веса квадратного метра листа с рифлением, посчитанные теоретически. Удельный вес стали принят 7,85г/см3, высота рифления принята как 0,2 от номинальной толщины листа, при средних значениях размеров ромба и расстояния между рифлями. ГОСТ 8568-77 допускает отклонения по весу рифленых листов от расчетных величин от 3% до 10%, таким образом, фактический вес рифленого листа всегда оказывается больше расчетного. В среднем это значение составляет 5-7%.
Для всех видов рифления есть один общий фактор – рифления должно выступать от плоскости листа, т.к. основное предназначение любого рифления – противоскользящие функции.
Стальные листы с ромбическим и чечевичным рифлением из углеродистой стали преимущественно используются в качестве антискользящего покрытия в производственных помещениях, на строительных площадках, гаражах, автосервисах. Из них изготавливают ступени металлических лестниц, временные переходы и другие элементы, обеспечивающие безопасное передвижение людей на потенциально опасных объектах.
Иногда рифленые листы используют в качестве элементов декоративного оформления при изготовлении металлических конструкций как бытового, так и промышленного назначения.
Общие требования по толщине основания листа, ширине и длине, точности прокатки должны соответствовать ГОСТ 19903-74.
Адрес : г. Симферополь , ул. Генерала Васильева 27 А
Тел. +7(978)9581313
Тел. +7(978)9581414
Тел. +7(978)9581515
e-mail : [email protected]
Лист рифлёный — ГОСТ, вес, размеры | Санкт-Петербург
Лист рифлёный стальноый с ромбическим и чечевичным рифлением (ГОСТ 8568-77)
Лист рифленый стальной ГОСТ 8568-77 с односторонним ромбическим и чечевичным рифленым рифлением общего назначения. Рифленую сталь изготавливают в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
Высота рифлей на листах должна быть 0,2 — 0,3 толщины основания листа, но не менее 0,5 мм.
Листы с ромбическим рифлением изготавливают с диагоналями ромба (25-30)х(60-70) мм. Конфигурация рифлей и расположение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем. Пжяы с чечевичным рифлением изготавливаются с расстоянием между рифлями 20, 25 м 30 мм.
Рифлёный лист с чечевичным рифлением А-1-ПВ-СтЗсп2-6х600х6000 TV 14-2-818-88 с катаной кромкой, односторонним рифлением изготавливается из углеродистой стали с химическим составом по ГОСТ 380. Высота рифов на полосе 1,5 мм на расстоянии 40 мм от боковой кромки. Листы изготавливают шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.
По соглашению изготовителя с потребителем допускается изготовление листов других размеров.
В зависимости от назначения рифлёный листы изготавливаются:
- мерной длины;
- кратной мерной длины;
- мерной длины с остатком не более 10% массы партии;
- кратной мерной длины достатком не более 10% массы партии;
- немерной длины.
Остатком считают рифлёные листы длиной в пределах немерной, остающиеся при резке на мерные и кратные мерным.
Примеры условных обозначений:
Лист горячекатаный из стали марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0х1000х2000 мм, нормальной точности по толщине, улучшенной плоскостности с катаной кромкой:
Лист ромб В-К-ПУ-3,0х1000х2000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Лист чечевица В-К-ПУ-3,0х1000х2000 Ст3сп ГОСТ 8568-77
Рулонный горячекатаный прокат марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0х1000 мм, высокой точности, с катаной кромкой:
Рулон ромб А-К-3,0х1000 Ст3сп ГОСТ 8568-77.
То же, с чечевичным односторонним рифлением:
Рулон чечевица А-К-3,0х1000 Ст3сп ГОСТ 8568-77.
Толщина и масса 1м
2 рифлёного листа (ГОСТ 8568-77)| Толщина основания листа S, мм | Ширина основания рифлей b, мм | Масса 1м2, кг |
| ромбическое рифление | ||
| 2,5 | 5,0 | 21,0 |
| 3,0 | 5,0 | 25,1 |
| 4,0 | 5,0 | 33,5 |
| 5,0 | 5,0 | 41,8 |
| 6,0 | 5,0 | 50,0 |
| 8,0 | 5,0 | 66,0 |
| 10,0 | 5,0 | 83,0 |
| 12,0 | 5,0 | 99,3 |
| чечевичное рифление | ||
| 2,5 | 3,6 | 20,1 |
| 3,0 | 4,0 | 24,2 |
| 4,0 | 4,0 | 32,2 |
| 5,0 | 5,0 | 40,5 |
| 6,0 | 5,0 | 48,5 |
| 8,0 | 6,0 | 64,9 |
| 10,0 | 6,0 | 80,9 |
| 12,0 | 6,0 | 96,8 |
Лист стальной рифленый согласно ГОСТ 8568-77 с односторонним ромбическим и чечевичным рифлением общего назначения изготовляют в листах и рулонах, высота рифлей на листах должна быть 0,2-0,3 толщины основания листа, но не менее 0,5мм.
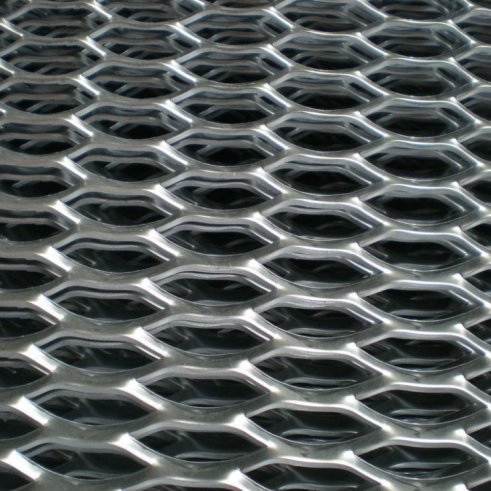
Просечно-вытяжной лист (просечка) изготавливается согласно ТУ 36.26.11-5-8. 1. для изготовления настилов и ступеней маршевых лестниц. Решетчатые настилы используются для площадок техобслуживания и проходных мостиков в нефтяной, газовой, нефтехимической промышленности, на электростанциях, а также для стальных конструкций всех назначений.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ЛИСТ СТАЛЬНОЙ С РОМБИКОЙ ТЕХНИЧЕСКИЕ УСЛОВИЯ ГОСТ 8568-77 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР Несоблюдение стандарта наказуемо по закону Настоящий стандарт распространяется на горячекатаные стальные листы с односторонним ромбическим и линзовидным гофром общего назначения. Издание переработанное. Ред. № 4. 1.1. Форма, размеры, предельные отклонения и масса 1 м 2 листа с ромбическим и линзовидным гофром должны соответствовать указанным на , а в дюймах.Издание переработанное. Ред. № 2. 1.1a. Толщина листового проката выпускается: высокая точность — А, нормальной точности — В.Издание переработанное. Ред. № 4.
| |||||||||||||||||
с 600 до 1000 | ул. От 1000 до 1500 | ||
I по толщине листа при т.е., мм | земли | Угол при вершине | ||||||||||
ул.От 1500 до 2000 | ул. С 2000 по 2200 | рифель b, мм | риффли ф, град | |||||||||
Обычный точность | ||||||||||||
Ромбическая гофра | ||||||||||||
Гофра из чечевицы | ||||||||||||
6.0 8,0 10,0 12,0
6,0 8,0 10,0 12,0
1. Толщина листов с односторонним ромбическим и линзовидным гофром определяется толщиной основы листа s в миллиметрах.
2. Для листов, прокатываемых на листопрокатных станах, в середине ширины листа допускается базовая толщина на 0,2 мм выше положительного предельного отклонения.
3. Ширина основания гофры L, угол при вершине гофры φ, диагональ ромба / + t 2, угол гофры в плоскости листа φ, расстояние между гофрами t , длина гофра I, радиус гофра R на готовых листах не контролируются и приводятся для расчетов при изготовлении инструмента.
4. Вес 1 м 1 2 листа определяется номинальными размерами листов, высотой гофра, равной 0,2 толщины листа, малой диагональю ромба, равной 27,5 мм, и большей диагональ ромба равна 65 мм. Плотность стали 7,85 г / см 3 4 5.
5. (Исключен, Изм. № 4).
(доработанная редакция, изм. №№ 2, 3, 4, изм.).
1.2. Гофрированный прокат выпускается в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
1.3. Высота рифления на листах должна быть в 0,1-0,3 раза больше толщины листовой основы, но не менее 0,5 мм. По желанию потребителя листы с толщиной основы 5 мм и более должны иметь высоту гофры не менее 1,0 мм.
(доработанная редакция, изм. № 2).
1,4. Листы с ромбической гофрой изготавливают с диагоналями ромба (25-30) х (60-70) мм. Конфигурация гофров и расположение больших диагоналей ромба вдоль или поперек листа задаются производителем.
По желанию потребителя допускается изготовление листа с другим соотношением диагоналей ромба.
(ред. Изм., Изм. №2, 3).
1,5. Листы гофрированные из чечевицы выпускаются с шагом бороздок 20, 25 и 30 мм.
1,6. Листы изготавливаются шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с шагом 50 мм.
1,7. По желанию потребителя допускается изготовление листов других размеров.
(доработанная редакция, изм. № 3).
1,8. Листы изготавливаются размером:
с указанием размеров по толщине в соответствии с размерами, указанными в таблице, а по ширине и длине в пределах, указанных в п. 1.6 — Форма I;
с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине — форма II;
с указанием размеров, кратных ширине и длине, размеры, указанные потребителем в пределах, установленных п.1.6 — форма III;
с указанием измеренных размеров в пределах, указанных в п. 1.6 — форма IV.
(доработанная редакция, изм. №1).
1.9. Предельные отклонения по длине и ширине листов — по ГОСТ 19903.
.По требованию потребителя листы и рулоны изготавливаются с предельными отклонениями;
20 мм — шириной для рулонов свыше 1000 мм с необрезными краями;
15 мм — для листов от 2000 до 6000 мм и более толщиной 4.0 и 5,0 мм;
25 мм — толщиной 6,0; 8.0; 10,0 и 12,0 мм.
(доработанная редакция, изм. № 3, 4).
1.10. Отклонения от плоскостности — по ГОСТ 19903 для нормальной и повышенной плоскостности.
(доработанная редакция, изм. № 4).
1.11. (Исключен, Изм. № 1).
1.12. Требования к прокату, выпускаемому в рулонах, а также к размерам рулонов по ширине — по ГОСТ 19903.
Примеры символов:
Лист горячекатаный из стали марки СтЗсп по ГОСТ 380 с односторонним ромбическим рифлением размером 3.0 x 1000 x 2000 мм, нормальная точность по толщине, повышенная плоскостность с накатанной кромкой:
Лист ромб В-К-ПУ-3.0х 1000у. 2000 СтЗсп ГОСТ 8568-77
Лист чечевицы В-К-ПУ-3,0у 1000 л 2000 СтЗсп ГОСТ 8568-77
Рулоны горячекатаные марки СтЗсп по ГОСТ 380 с односторонним ромбическим рифлением, 3,0 х 1000 мм, высокой точности, с накатанной кромкой:
Рулон ромб А-К-3,0 у 1000 СтЗсп ГОСТ 8568-77
То же, с односторонним линзовидным гофром:
Рулет из чечевицы А-К-3,0у 1000 СтЗсп ГОСТ 8568-77.
(доработанная редакция, изм. №№ 2, 3, 4).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы и рулоны изготавливаются в соответствии с требованиями настоящего стандарта к технологическому регламенту, утвержденными в установленном порядке.
2.2. Листы и рулоны изготавливаются из углеродистой стали обыкновенного качества марок СтО, Ст1, Ст2 и СтЗ (кипящей, спокойной и полусухой) с химическим составом по ГОСТ 380.
По согласованию изготовителя и потребителя допускается изготовление листового проката без нормирования содержания хрома, никеля, меди.
2.1. 2.2. (Измененная редакция, Изм. №4).
2.3. По желанию потребителя допускается изготовление листов из стали других марок.
(доработанная редакция, изм. № 3).
2.4. Листы, прокатанные на листопрокатных станах, обрезаны с четырех сторон.
2,5. Листы и рулоны, прокатанные на непрерывном прокатном стане, могут поставляться с прокатанными продольными кромками.
Насечки по краям не должны выводить лист за номинальные размеры по ширине.
2,4, 2,5. (Измененная редакция, Изм. №1).
2.6. На поверхности листов не должно быть прокатки и захвата слитков, полых раковин, окалины, раскатанных пузырей, трещин и грязи. По краям листов не должно быть расслоений.
2.7. На поверхности листов допускаются рябь, окалина, ржавчина, отпечатки, индивидуальные плены, глубина которых не превышает предельных отклонений по толщине.
3. ПРАВИЛА ПРИЕМКИ
3.1. Листы и рулоны принимаются партиями. Партия состоит из листов одного вида гофры. Определение партии — по ГОСТ 14637.
.3.2. Для контроля размеров и качества поверхности из партии берутся два листа или один рулон.
3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей проводится повторный контроль на выборке, отобранной по ГОСТ 7566.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности осуществляется без использования увеличительных приборов.
4.2. Толщину основы листов и высоту гофров измеряют на расстоянии не менее 100 мм от углов и 40 мм от краев.
Размеры в любой точке измерения не должны превышать предельных отклонений толщины листа.
4.3. Высота канавки h определяется как разница между размерами общей толщины s + h листа и толщиной основы s листа.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортировка и хранение — по ГОСТ 7566.
.(доработанная редакция, изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕНО И ВВЕДЕНО В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР № 926 от 13 апреля 1997 г.
3. ВЗАМЕН ГОСТ 8568-57
4. СПРАВОЧНАЯ НОРМАТИВНАЯ И ТЕХНИЧЕСКАЯ ДОКУМЕНТЫ
5.Ограничение срока действия снято согласно протоколу № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (МСУ 11-95)
.6. ИЗДАНИЕ (сентябрь 2004 г.) с поправками № 1, 2, 3, 4, утвержденными в октябре 1978 г., ноябре 1980 г., июне 1987 г., июне 1989 г. (IUS 11-78, 1-81, 11-87, 11-89 ), Поправка (IUS 2-2003)
Редактор Л.И. Нахимова Технический редактор В.Н. Прусакова Корректор А.С. Черноусовой АКДС С.В. Рябова
Ed.человек. № 02354 от 14.07.2000г. Поставил в набор 20.09.2004г. Подписано в печать 06.10.2004 г. Сервис l. 0,93. Учебно-издательский дом 0.60.
Тираж 162 экз. C 4125. Zak. 866.
Издательство стандартов ИПК, 107076 г. Москва, Колодезный пер., 14. e-mail:
Набор в ИД на ПК
Отпечатано в филиале ИПК Издательство стандартов — тип. «Московский типограф», 105062 г. Москва, Лялин пер., 6.
1.9; 1,10; 1,12
5. Ограничение срока действия снято согласно протоколу № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (IUS 11-95)
6. ИЗДАНИЕ (сентябрь 2004 г.) с Изменениями № 1, 2, 3, 4, утвержден в октябре 1978 г., ноябре 1980 г., июне 1987 г., июне 1989 г. (IUS 11-78, 1-81, 11-87, 11-89), Поправка (IUS 2-2003)
Поправка опубликована в ИУС № 12, 2005 г.
Исправлено изготовителем из базы данных
Настоящий стандарт распространяется на стальные горячекатаные листы с односторонним ромбическим и двояковыпуклым рифлением общего назначения.
1. РАЗНООБРАЗИЕ
1. РАЗНООБРАЗИЕ
1.1a. Толщина листового проката составляет:
высокой точности — А,
нормальной точности — В.
(Введено дополнительно, Изменение N 4).
1.1. Форма, размеры, предельные отклонения и масса 1 м листа с ромбическим и линзовидным гофром должны соответствовать указанным на рис. 1, 2 и в таблице.
Тол- | Предельные отклонения толщины листа по ширине, мм | Ширина | Угол | Длина рифа | Радиус закрутки | Размещено | Масса 1 м | Pre- | |||||||||
от 600 | cv.От 1000 | ул. 1500 | ул. 2000 | ||||||||||||||
nor- | высоко | nor- | высоко | nor- | высоко | nor- | высоко | Но- | Назад | Но- | Назад | ||||||
Ромбическая гофра | |||||||||||||||||
0,3 | |||||||||||||||||
0,3 | |||||||||||||||||
0,4 | 0,4 | ||||||||||||||||
0,4 | |||||||||||||||||
0,5 | |||||||||||||||||
0,6 | |||||||||||||||||
Гофра чечевицы | |||||||||||||||||
0,3 | |||||||||||||||||
0,3 | |||||||||||||||||
0,4 | 0,4 | ||||||||||||||||
0,4 | |||||||||||||||||
0,5 | |||||||||||||||||
0,6 | |||||||||||||||||
Примечания:
1.Толщина листов с односторонним ромбическим и линзовидным гофром определяется толщиной основы листа в миллиметрах.
2. Для листов, прокатываемых на листопрокатных станах, в середине ширины листа допускается базовая толщина на 0,2 мм выше положительного предельного отклонения.
3. Ширина паза в основании , угол при вершине паза, диагонали ромба, угол паза на плоскости листа, расстояние между пазами , длина рифля , радиус закругления рифля на готовых листах не контролируются и выдаются для расчетов при изготовлении инструмента.
4. Масса 1 м листа определяется номинальными размерами листов, высотой гофра, равной 0,2 толщины листа, малой диагональю ромба, равной 27,5 мм, и большей диагональ ромба равна 65 мм. Плотность стали 7,85 г / см.
5. (Исключен, Изм. № 4).
(Модифицированная редакция, Ред. N 2, 3, 4, Поправка).
1.2. Гофрированный прокат выпускается в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
1.3. Высота рифления на листах должна быть в 0,1-0,3 раза больше толщины листовой основы, но не менее 0,5 мм. По желанию потребителя листы с толщиной основы 5 мм и более должны иметь высоту гофры не менее 1,0 мм.
(Измененная редакция, Изм. N 2).
1.4. Листы с ромбической гофрой изготавливают с диагоналями ромба (25-30) х (60-70) мм. Конфигурация гофров и расположение больших диагоналей ромба вдоль или поперек листа задаются производителем.
По желанию потребителя допускается изготовление листа с другим соотношением диагоналей ромба.
(доработанная редакция, изм. N 2, 3).
1.5. Листы гофрированные из чечевицы выпускаются с шагом бороздок 20, 25 и 30 мм.
1.6. Листы изготавливаются шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с шагом 50 мм.
1,7. По желанию потребителя допускается изготовление листов других размеров.
(Измененная редакция, Изм. N 3).
1.8. Листы изготавливаются по размерам:
с указанием размеров по толщине в соответствии с размерами, указанными в таблице, а по ширине и длине в пределах, указанных в п. 1.6 — Форма I;
с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине — форма II;
с указанием размеров, кратных ширине и длине, размерам, указанным потребителем в пределах, установленных п.1.6 — форма III;
с указанием измеренных размеров в пределах, указанных в п. 1.6 — форма IV.
(Измененная редакция, Изм. N 1).
1.9. Предельные отклонения по длине и ширине листов — по ГОСТ 19903.
По требованию потребителя листы и рулоны изготавливаются с предельными отклонениями;
+20 мм — для рулонов шириной более 1000 мм с необрезными краями;
+15 мм — по длине для листа от 2000 до 6000 мм и более толщиной 4.0 и 5,0 мм;
+25 мм — толщиной 6,0; 8.0; 10,0 и 12,0 мм.
(Измененная редакция, Изм. N 3, 4).
1.10. Отклонения от плоскостности — по ГОСТ 19903 для нормальной и повышенной плоскостности.
(Измененная редакция, Изм. N 4).
1.11. (Удалено, Ред. N 1).
1.12. Требования к прокату, выпускаемому в рулонах, а также к размерам рулонов по ширине — по ГОСТ 19903, далее по тексту.- Примечание производителя базы данных.
Лист ромбовидный В-К-ПУ-3.0х1000х2000 Ст3сп ГОСТ 8568-77
Лист чечевичный В-К-ПУ-3,0х1000х2000 Ст3сп ГОСТ 8568-77
Рулоны горячекатаные марки Ст3сп по ГОСТ 380, с односторонним гофром ромбической формы, размером 3,0х1000 мм, повышенной точности, с накатанной кромкой:
Рулон ромбовидный А-К-3,0х1000 Ст3сп ГОСТ 8568-77
То же, с односторонним линзовидным гофром:
Рулет из чечевицы А-К-3,0х1000 Ст3сп ГОСТ 8568-77
(Модифицированная редакция, Ред.№ 2, 3, 4).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы и рулоны изготавливаются в соответствии с требованиями настоящего стандарта к технологическому регламенту, утвержденными в установленном порядке.
2.2. Листы и рулоны изготавливаются из углеродистой стали обыкновенного качества марок Ст0, Ст1, Ст2 и СтЗ (кипящей, спокойной и полусветлой) с химическим составом по ГОСТ 380.
По согласованию изготовителя и потребителя является позволил изготавливать листовой металл без нормирования содержания хрома, никеля, меди.
2.1, 2.2. (Измененная редакция, Изм. N 4).
2.3. По желанию потребителя допускается изготовление листов из стали других марок.
(Измененная редакция, Изм. N 3).
2.4. Листы, прокатанные на листопрокатных станах, обрезаны с четырех сторон.
2.5. Листы и рулоны, прокатанные на непрерывном прокатном стане, могут поставляться с прокатанными продольными кромками.
Насечки по краям не должны выводить лист за номинальные размеры по ширине.
2,4, 2,5. (Измененная редакция, Изм. N 1).
2.6. На поверхности листов не должно быть прокатки и захвата слитков, полых раковин, окалины, раскатанных пузырей, трещин и грязи. По краям листов не должно быть расслоений.
2.7. На поверхности листов допускаются рябь, окалина, ржавчина, отпечатки, индивидуальные плены, глубина которых не превышает предельных отклонений по толщине.
3.ПРАВИЛА ПРИЕМКИ
3.1. Листы и рулоны принимаются партиями. Партия состоит из листов одного вида гофры. Определение партии — по ГОСТ 14637.
3.2. Для контроля размеров и качества поверхности из партии берутся два листа или один рулон.
3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей проводится повторный контроль на выборке, отобранной по ГОСТ 7566.
4.МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности осуществляется без использования увеличительных приборов.
4.2. Толщину основы листов и высоту гофров измеряют на расстоянии не менее 100 мм от углов и 40 мм от краев.
Размеры в любой точке измерения не должны превышать предельных отклонений толщины листа.
4.3. Высота бороздок определяется как разность размеров общей толщины листа и толщины основы листа..
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортировка и хранение — по ГОСТ 7566.
(доработанная редакция, изм. N 3).
Электронный текст документа
подготовлен ЗАО «Кодекс» и проверен:
официальное издание
Москва: Издательство стандартов ИПК, 2004
Доработка документа с учетом
изменений и дополнений подготовлена
ЗАО «Кодекс»
Лист профнастил ГОСТ 8568-77 »Металлургпром
.ИНФОРМАЦИОННЫЕ ДАННЫЕ
1.РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
И.С. Тришевский, Ю. Кострица С., Мелешко А.М., Козлова И.М.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР № 926 от 13.04.77 г.
3. ВЗАМЕН ГОСТ 8568-57
4. СПРАВОЧНАЯ НОРМАТИВНАЯ И ТЕХНИЧЕСКАЯ ДОКУМЕНТЫ
5. Срок действия продлен до 01.01.98 Постановлением Госстандарта СССР от 30.06.87 № 2899
.6. ПЕРЕСМОТРЕНО (июнь 1990 г.) с поправками № 1, 2, 3, 4, утвержденными в октябре 1978 г., январе 1981 г., июне 1987 г., июне 1989 г. (IUS 11-78, 1-81, 11-87, 11-89 )
Срок годности аннулирован (ИСМ № 11 1995 г.)
Внесено изменение, опубликовано в ИСМ № 2 2003
Настоящий стандарт распространяется на горячекатаные стальные листы с односторонним ромбическим и линзовидным гофром общего назначения.
(Измененная редакция, Изм. № 4)
1. РАЗНООБРАЗИЕ
1.1a. Листовой прокат выпускается толщиной:
.высокая точность — A,
нормальной точности — В.
(введен дополнительно, изм. № 4)
1.1. Форма, размеры, предельные отклонения и масса 1 м2 листа с ромбическим и линзовидным гофром должны соответствовать указанным на рис. 1, 2 и в таблице.
Блин.1
Блин. 2
Примечания:
1. Толщина листов с односторонним ромбическим и линзовидным гофром определяется толщиной основы листа s в миллиметрах.
2 Для листов, прокатываемых на листопрокатных станах, в середине ширины листа допускается базовая толщина на 0,2 мм выше положительного максимального отклонения.
3. Ширина основания гофры b, угол при вершине гофры j, диагонали ромба t1 + t2, угол гофра на плоскости листа j1, расстояние между гофрами t, длина гофра l, радиус гофра R на готовых листах не контролируются и задаются для расчетов при изготовлении инструмента.
4. Масса 1 м2 листа определяется номинальными размерами листов, высотой гофра, равной 0,2 толщины листа, малой диагональю ромба, равной 27,5 мм, и большей диагональю листа. ромб равен 65 мм. Плотность стали 7,85 г / см3.
5. (Исключен, Изм. № 4)
(Измененная редакция, Дополнения № 2, 3, 4, Дополнение, 2003 г.)
1.2. Гофрированная сталь выпускается в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
1.3. Высота рифления на листах должна быть в 0,1-0,3 раза больше толщины листовой основы, но не менее 0,5 мм. По желанию потребителя листы с толщиной основы 5 мм и более должны иметь высоту гофры не менее 1,0 мм.
1,2; 1.3 (Измененная редакция, Изм. № 2)
1,4. Листы с ромбическим рифлением изготавливают с диагоналями ромба (25-30) ´ (60-70) мм. Конфигурация гофров и расположение больших диагоналей ромба вдоль или поперек листа задаются производителем.
По желанию потребителя допускается изготовление листа с другим соотношением диагоналей ромба.
(Измененная редакция, Изм. №2, 3)
1,5. Листы гофрированные из чечевицы выпускаются с шагом бороздок 20, 25 и 30 мм.
1,6. Листы изготавливаются шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с шагом 50 мм.
1,7. По желанию потребителя допускается изготовление листов других размеров.
(Измененная редакция, Изм. № 3)
1,8. Листы изготавливаются на размер:
с указанием размеров по толщине в соответствии с размерами, указанными в таблице, а по ширине и длине в пределах, указанных в п. 1.6 — Форма I;
с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине — форма II;
с указанием размеров, кратных ширине и длине размеров, указанных потребителем в пределах, установленных п.1.6 — форма III;
с указанием измеренных размеров в пределах, указанных в п. 1.6 — Форма IV.
(Измененная редакция, Изм. № 1)
1.9. Предельные отклонения по длине и ширине листов — по ГОСТ 19903-74.
По требованию потребителя листы и рулоны изготавливаются с предельными отклонениями:
+20 мм — шириной для рулонов более 1000 мм с необрезными краями;
+15 мм — по длине для листа свыше 2000 до 6000 мм и более толщиной 4.0 и 5,0 мм;
+25 мм — толщиной 6,0; 8.0; 10,0 и 12,0 мм.
(Измененная редакция, Изм. № 3, 4)
1.10. Отклонения от плоскостности — по ГОСТ 19903-74 для нормальной и повышенной плоскостности.
(Измененная редакция, Изм. № 4)
1.11. (Исключен, Изм. № 1))
1.12. Требования к прокату в рулонах, а также к размерам рулонов по ширине — по ГОСТ 19903-74.
Примеры условных обозначений:
Лист горячекатаный из стали марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3.0x1000x2000 мм, нормальная точность толщины, повышенная плоскостность
ГОСТ 8568-77 Межгосударственный стандарт Листы стальные с ромбической Технические условия Издательские стандарты ИПК Москва Межгосударственный стандарт Дата введения 01.01,78 Настоящий стандарт распространяется на сталь горячекатаную с односторонним ромбическим и наклонным отклонением листов общего назначения. 1.1a. Листовой прокат толщиной выпускается: высокой точности — а, нормальной точности — В.(вводится дополнительно, изм. № 4). 1.1. Форма, размеры, предельные отклонения и масса 1 м 2 листа с ромбической и лентикулярной рифлением должны соответствовать указанным на, и в.
| ||||||||||||||||||
Список толщины основания с. , мм | Предельные отклонения толщины листа по ширине, мм | Ширина базы винтовки б. , мм | Уголок в верхней части винтовки j. , град | Длина винтовки л. , мм | Радиус скругления винтовки R. , мм | Расположение винтовки на плоскости листа j. 1 , град | Масса 1 м 2 листа, кг | Предельные отклонения по массе,% | ||||||||||
от 600 до 1000 | св.От 1000 до 1500. | св. С 1500 до 2000. | св. С 2000 по 2200. | |||||||||||||||
нормальной точности | высокая точность | нормальной точности | высокая точность | нормальной точности | высокая точность | нормальной точности | высокая точность | |||||||||||
Ном. | Предыдущее выкл. | Ном. | Предыдущее выкл. | |||||||||||||||
Ромбическая форма | ||||||||||||||||||
Орошение струй | ||||||||||||||||||
Примечания:
1.Толщина листов с односторонней ромбической и лентикулярной рифлением определяется толщиной основы листа S в миллиметрах.
2 для листового проката, посередине ширины листа допускается толщина основы на 0,2 мм выше положительного предельного отклонения.
3. Базовая ширина винтовки б. , угол в верхней части винтовки j. , диагональный ромб т. 1 + т. 2, угол наклона винтовки по плоскости листа j. 1, расстояние между винтовками т. , Длина винтовки л. , радиус скругления винтовки Р. На готовых листах не контролируются и приводятся для расчетов при изготовлении орудия.
4. Масса 1 м 2 листа определяется номинальным размером листов, высотой ружья, равной 0,2 толщины листа, малой диагональю ромба, равной 27,5 мм, и диагональю ромб равен 65 мм. Плотность стали 7.85 г / см 3.
5. (исключено: № 4).
(Редакция доработанная, изм. №№ 2, 3, 4; изм.).
1.2. Гофрированный прокат изготавливается в листах и рулонах с односторонней ромбической или лентикулярной рифленостью.
(Редакция доработанная, изм. № 3).
1.3. Высота винтовки на листах должна составлять 0,1 — 0,3 толщины основания листа, но не менее 0,5 мм. По желанию потребителя листы толщиной 5 мм и более должны иметь высоту нарезки не менее 1.0 мм.
(Редакция доработанная, изм. № 2).
1,4. Листы ромбовидной формы изготавливаются с диагоналями ромба (25-30) ‘(60-70) мм. Конфигурация винтовки и расположение больших диагоналей ромба вдоль или поперек листа устанавливается производителем.
По желанию потребителя допускается изготовление листа с другим соотношением диагоналей ромба.
(Редакция доработанная, изм. № 2, 3).
1.5. Лестеры с листовыми или листовыми рипсами изготавливаются с расстоянием между ружьями 20, 25 и 30 мм.
1,6. Листы изготавливаются шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с шагом 50 мм.
1,7. По желанию потребителя допускается изготовление листов других размеров.
1,8. Размер листа изготавливается:
.с указанием размера толщины в соответствии с размерами, указанными в таблице, а также по ширине и длине в пределах, указанных в пункте 1.6 — форма I;
с указанием размера толщины в пределах, указанных в таблице, без указания размера ширины и длины — форма II;
с указанием размера, кратной ширины и длины размера, указанного потребителем в пределах, установленных п. 1.6 — Форма III;
с указанием измерительных размеров в пределах, указанных в п. 1.6 — Форма IV.
(Редакция доработанная, изм. №1).
1.9. Предельные отклонения по длине и ширине листов — по ГОСТ 19903
.По требованию потребителя листы и рулоны изготавливаются с предельными отклонениями:
20 мм — ширина рулона более 1000 мм с необрезной кромкой;
15 мм — длиной для листа от 2000 до 6000 мм и более толщиной 4,0 и 5,0 мм;
25 мм — толщиной 6,0; 8.0; 10,0 и 12,0 мм.
(Редакция доработанная, изм. №№ 3, 4).
1.10. Отклонения от плоскостности — по ГОСТ 19903 повышенная плоскостность.
(Редакция доработанная, изм. № 4).
1.11. (исключено, изменение № 1.)
1.12. Требования к стали, выпускаемой в рулонах, а также к размеру рулонов по ширине — по ГОСТ 19903.
Примеры условных обозначений
Лист горячекатаный из стальной штамповой стали по ГОСТ 380 с односторонним ромбическим выступом размером 3,0’1000’2000 мм, нормальной точности по толщине, повышенной плоскостности с накатанной кромкой:
Лист ромб в К-ПУ-3,0’1000’2000 Ст3п ГОСТ 8568-77
Перечень чечевицы в-К-ПУ-3,0’1000’2000 СТ3Сп ГОСТ 8568-77
Прокат горячекатаный стальной марки СТ3СП по ГОСТ 380 с односторонним ромбическим гребнем размером 3.0’1000 мм, высокой точности, с накатанной кромкой:
Рулон Ромбл А-К-3,0 » 1000 СТ3СП ГОСТ 8568-77
То же, с поперечным односторонним гофром:
Рулет из чечевицы А-К-3,0 » 1000 СТ3СП ГОСТ 8568-77
(Редакция доработанная, изм. № 2,3,4).
2. Технические требования
2.1. Листы и рулоны изготавливаются в соответствии с требованиями настоящего стандарта к Технологическому регламенту, утвержденному в установленном порядке.
2.2. Листы и рулоны изготавливаются из углеродистой стали обыкновенных марок Ст0, Ст1, Ст2 и Ст3 (кипящие, спокойные и полусветовые) с химическим составом по ГОСТ 380
.По согласованию изготовителя с потребителем допускается изготовление проката листового без нормирования содержания хрома, никеля, меди.
2.1, 2.2. (Редакция доработанная, изм. № 4).
2.3. По желанию потребителя допускается изготовление листов из стали других марок.
(Редакция доработанная, изм. № 3).
2.4. Листы, ламинированные на станах полистирольной прокатки, обрезаны с четырех сторон.
2,5. Листы и валки, прокатываемые на стане непрерывной прокатки, допускается снабжать прокатанными продольными кромками.
Доступные по краям банки не должны выводить лист номинального размера по ширине.
2,4, 2,5. (Редакция доработанная, изм. №1).
2.6. На поверхности листов не должно быть скатывания и дисфункции пленов, раковин, раковин от окалины, скатившихся пузырей, трещин и загрязнений.По краям листов не должно быть пучков.
2.7. На поверхности листов допускаются рябь, окалина, ржавчина, отпечатки, отдельные выемки, глубина которых не превышает предельных отклонений по толщине.
3. Правила приема
3.1. Листы и рулоны принимаются партиями. Партия состоит из листа одного вида рифренса. Определение раздела — по ГОСТ 14637.
3.2. Для контроля размеров и качества поверхности выбирается два листа или один рулон.
3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей повторный контроль проводится на выборке, отобранной по ГОСТ 7566.
4. Методы испытаний
4.1. Контроль поверхности производится без использования увеличительных приборов.
4.2. Толщину основы листов и высоту ружей измеряют на расстоянии не менее 100 мм от углов и 40 мм от краев.
Размеры в любой точке измерения не должны приводить к отклонению толщины листа за предельные отклонения.
4.3. Высота винтовки ч. Определяется как разница размеров общей толщины листа с. + ч. и толщиной днища с. .
5. Маркировка, упаковка, транспортировка и хранение
5.1. Маркировка, упаковка, транспортировка и хранение — по ГОСТ 7566.
.1,9; 1,10; 1,12
5. Ограничение действия прекращенного протокола №7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (IUS 11-95)
6. Издание (сентябрь 2004 г.) с изменениями № 1, 2, 3, 4, утвержденными в октябре 1978 г., ноябре 1980 г., июне 1987 г., июне 1989 г. (IUS 11-78, 1-81, 11-87, 11-89 ), поправка (ИУС 2-2003)
Лист стальной гофрированный ГОСТ 8568-77 с односторонним ромбическим и чечевичным гофрированным комбинезоном. Гофрированная сталь изготавливается в листах и рулонах с односторонним ромбическим или ленточным рифлением.Высота винтовок на листах должна быть 0.2 — 0,3 толщины основы листа, но не менее 0,5 мм.
Ромбические рифленые листы изготавливаются с диагоналями ромба (25-30) х (60-70) мм. Конфигурация винтовки и расположение больших диагоналей ромба вдоль или поперек листа устанавливается производителем. PJAI с ленточными рипсами изготавливаются с расстоянием между винтовками 20, 25 м и 30 мм.
Лист рифленый с чугунным рифлением А-1-ПВ-СТЗСП2-6х600х6000 ТВ 14-2-818-88 с катаным краем, односторонний рифлер изготовлен из углеродистой стали с химическим составом по ГОСТ 380.Высота рифов на полосе 1,5 мм на расстоянии 40 мм от боковой кромки. Листы изготавливаются шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с шагом 50 мм.
По согласованию изготовителя с потребителем допускается изготовление листов других размеров.
В зависимости от назначения листов профнастила Изготавливаются:
- габаритная длина;
- кратной размерной длины; габаритная длина
- с остатком не более 10% от массы партии;
- кратной размерной длины не более 10% от массы партии;
- никогда не длинная.
Примеры условных обозначений:
Лист горячекатаный из стали марки СТ3СП по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0х1000х2000 мм, нормальной точности по толщине, повышенной плоскостности с накатанной кромкой:
Ромб Лизинг в К-ПУ-3,0х1000х2000 СТ3СП ГОСТ 8568-77
Перечень чечевицы в-К-ПУ-3,0х1000х2000 СТ3СП ГОСТ 8568-77
Прокат стальной горячекатаный ст3с по ГОСТ 380-88 с одним ромбовидный рифер размером 3.0×1000 мм, высокой точности, с накатанной кромкой:
Рулон ромб А-К-3,0х1000 СТ3СП ГОСТ 8568-77.
То же, с поперечным односторонним гофром:
Рулет из чечевицы А-К-3,0х1000 СТ3СП ГОСТ 8568-77.
Толщина и масса 1М 2 профнастила (ГОСТ 8568-77)
| Толщина основы листа S, мм | Ширина основания винтовки b, мм | Масса 1м 2, кг |
| ромбовидный диаметр | ||
| 2,5 | 5,0 | 21,0 |
| 3,0 | 5,0 | 25,1 |
| 4,0 | 5,0 | 33,5 |
| 5,0 | 5,0 | 41,8 |
| 6,0 | 5,0 | 50,0 |
| 8,0 | 5,0 | 66,0 |
| 10,0 | 5,0 | 83,0 |
| 12,0 | 5,0 | 99,3 |
| лентальное орошение | ||
| 2,5 | 3,6 | 20,1 |
| 3,0 | 4,0 | 24,2 |
| 4,0 | 4,0 | 32,2 |
| 5,0 | 5,0 | 40,5 |
| 6,0 | 5,0 | 48,5 |
| 8,0 | 6,0 | 64,9 |
| 10,0 | 6,0 | 80,9 |
| 12,0 | 6,0 | 96,8 |
Лист стальной гофрированный по одностороннему ромбику и ленту общего назначения выпускается в листах и рулонах, высота ружей на листах должна быть 0.2-0,3 толщины листовой основы, но не менее 0,5мм. .
Скипово-вытяжной лист (пространство) изготавливается по ТУ 36.26.11-5-8. один. Для изготовления полов и ступеней маршевых лестниц. Решетчатые полы используются для обслуживания площадок и проезжих мостов в нефтяной, газовой, нефтехимической промышленности, на электростанциях, а также для стальных конструкций любого назначения.
ГОСТ 8568-77
Межгосударственный стандарт
Технические условия
Официальное издание
ИПК Издательский Дом Стандарты Москва
по ГОСТ 8568-77 листы стальные с ромбическим и наклонным рифлением.Технические условия
по факту
Напечатано
Должно быть
Si. Изменение № 3 (ИУС № 11-87) и перепечатка (Сайпонаб 1993) с поправками № 1, 2, 3, 4
Пункт 1.1. Стол, ромбический рифрант. Посчитать «Масса 1 м 2 листа, Ю>, на толщину листовой основы:
».s — 6,0 мм S — 8,0 мм
66
66,6
Si. Переиздание (декабрь 1995 г.) и публикация (сентябрь 2004 г.)
изменения №1, 2, 3, 4
Пункт 1.1. Таблица. Ромбическая рифранция. График «Вес 1 м 2 листа, кг». Для толщины основы листа S — 6,0 мм
(IUS MS 122005)
Межгосударственный стандарт
Листы стальные с ромбической и лентильной формой
Технические условия
Гофрированные стальные ромбические и чечевичные листы. Характеристики.
МКК 77.140.50 * 1
Дата введения 01.01.78
Настоящий стандарт распространяется на сталь горячекатаную с односторонним ромбическим и наклонным отклонением листов общего назначения.
1. Ассортимент
1.1a. Изготавливается листовой прокат по толщине: высокой точности — а, нормальной точности — В.
.(вводится дополнительно, изм. № 4).
1.1. Форма, размеры, предельные отклонения и масса 1 м 2 листа с ромбической и лентикулярной рифлением должны соответствовать заданным. 1, 2 и в таблице.
Официальное издание
Перепечатка запрещена
© Стандарты издателей, 1977 Стандарты издателей IPC, 2004
с 600 до 1000 | св.От 1000 до 1500. | ||
I по толщине листа при ИЭ, мм | на основе | Уголок вверху | ||||||||||
св.С 1500 до 2000. | св. С 2000 по 2200. | винтовка Коммерсантъ | ссылки f, град | |||||||||
Обычный точность | ||||||||||||
Рифранс ромбический | ||||||||||||
Лентальное орошение | ||||||||||||
6.0 8,0 10,0 12,0
6,0 8,0 10,0 12,0
1. Толщина листов с односторонней ромбической и лентикулярной рифлением определяется толщиной основы листа S в миллиметрах.
2. Для листов, прокатываемых на станах поли- листовой прокатки, в средней части ширины листа допускается базовая толщина на 0,2 мм выше положительного предельного отклонения.
3. Ширина основания винтовки b, угол при вершине винтовки f, диагональ ромба / + t 2, угол наклона винтовки в плоскости листа F, расстояние между Винтовки Т, длина винтовки I, радиус закругления винтовки r на готовых листах не контролируются и приводятся для расчетов При изготовлении оружия.
4. Масса 1 м 1 2 листа определяется номинальным размером листов, высотой винтовки, равной 0,2 толщины листа, малой диагональю ромба, равной 27,5 мм, и диагональю ромба равна 65 мм. Плотность стали 7,85 г / см 3 4 5.
5. (Исключено: № 4).
(ред. Ред., Изм. №№ 2, 3, 4, изм.).
1.2. Гофрированный прокат изготавливается в листах и рулонах с односторонней ромбической или лентикулярной рифленостью.
1.3. Высота винтовки на листах должна составлять 0,1-0,3 толщины листовой основы, но не менее 0,5 мм. По желанию потребителя толщина основания 5 мм и более должна иметь высоту винтовки не менее 1,0 мм.
(Редакция доработанная, изм. № 2).
1,4. Листы ромбовидной формы изготавливаются с диагоналями ромб (25-30) х (60-70) мм. Конфигурация винтовки и расположение больших диагоналей ромба вдоль или поперек листа устанавливается производителем.
По желанию потребителя допускается изготовление листа с другим соотношением диагоналей ромба.
(редакция доработанная, изм. № 2, 3).
1,5. Лестеры с листвой из листовых рипсов изготавливаются с расстоянием между ружьями 20, 25 и 30 мм.
1,6. Листы изготавливаются шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с шагом 50 мм.
1,7. По желанию потребителя допускается изготовление листов других размеров.
(Редакция доработанная, изм. № 3).
1,8. Размер листа изготавливается:
.с указанием размера по толщине в соответствии с размерами, указанными в таблице, а по ширине и длине в пределах, указанных в пункте 1.6 — форма I;
с указанием размера толщины в пределах, указанных в таблице, без указания размера ширины и длины — форма II;
с указанием размера, кратной ширины и длины размера, указанного потребителем в пределах, установленных в пункте 1.6 — Форма III;
с указанием измерительных размеров в пределах, указанных в п. 1.6 — Форма IV.
(Редакция доработанная, изм. №1).
1.9. Предельные отклонения по длине и ширине листов — по ГОСТ 19903.
.По желанию потребителя листы и рулоны изготавливаются с предельными отклонениями;
20 мм — ширина рулона более 1000 мм с необрезной кромкой;
15 мм — длиной для листа от 2000 до 6000 мм и более толщиной 4.0 и 5,0 мм;
25 мм — толщиной 6,0; 8.0; 10,0 и 12,0 мм.
(редакция доработанная, изм. № 3, 4).
1.10. Отклонения от плоскостности — по ГОСТ 19903 для нормальной и повышенной плоскостности.
(Редакция доработанная, изм. № 4).
1.11. (Исключено, изменение №1).
1.12. Требования к прокату изготавливаемых в рулонах, а также к размеру рулонов по ширине — согласно ГОСТ 19903.
Примеры символов:
Лист горячекатаный из стали марки СТЗСП по ГОСТ 380 с размером одностороннего ромбического гребня 3.0 x 1000 x 2000 мм, нормальная точность по толщине, повышенная плоскостность с накатанной кромкой:
Лист ромбовидный ПУ-3,0с 1000У. 2000 СТЗСП ГОСТ 8568-77
Перечень чечевицы в К-ПУ-3,0У 1000 в 2000 СТЗСП ГОСТ 8568-77
Прокат горячекатаный марки СТЗСП по ГОСТ 380 с размером одностороннего ромбического гребня 3,0х1000 мм, высокой точности, с накатанной кромкой:
Рулон Ромбл А-К-3.0 в 1000 СТЗСП ГОСТ 8568-77
То же, с поперечным односторонним гофром:
Рулет из чечевицы А-К-3,0У 1000 СТЗСП ГОСТ 8568-77.
(Редакция доработанная, изм. №№ 2, 3, 4).
2. Технические требования
2.1. Листы и рулоны изготавливаются в соответствии с требованиями настоящего стандарта к Технологическому регламенту, утвержденному в установленном порядке.
2.2. Листы и рулоны изготавливаются из углеродистой стали обыкновенного качества марок СТ1, СТ2 и ХПС (кипящие, шихты и полуфабрикаты) с химическим составом по ГОСТ 380.
По согласованию изготовителя с потребителем допускается изготовление проката листового без нормирования содержания хрома, никеля, меди.
2.1. 2.2. (Редакция доработанная, изм. № 4).
2.3. По желанию потребителя допускается изготовление листов из стали других марок.
(Редакция доработанная, изм. № 3).
2.4. Листы, ламинированные на станах полистирольной прокатки, обрезаны с четырех сторон.
2,5. Листы и валки, прокатываемые на стане непрерывной прокатки, допускается снабжать прокатанными продольными кромками.
Доступные по краям банки не должны выводить лист номинального размера по ширине.
2,4, 2,5. (Редакция доработанная, изм. №1).
2.6. На поверхности листов не должно быть скатывания и дисфункции пленов, раковин, раковин от окалины, скатившихся пузырей, трещин и загрязнений. По краям листов не должно быть пучков.
2.7. На поверхности листов допускаются рябь, окалина, ржавчина, отпечатки, отдельные выемки, глубина которых не превышает предельных отклонений по толщине.
3. Правила приемки
3.1. Листы и рулоны принимаются партиями. Партия состоит из листа одного вида рифренса. Определение раздела — по ГОСТ 14637.
3.2. Для контроля размеров и качества поверхности выбирается два листа или один рулон.
3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей проводится повторный контроль на выборке, отобранной по ГОСТ 7566.
4. Методы испытаний
4.1. Контроль поверхности производится без использования увеличительных приборов.
4.2. Толщину основы листов и высоту ружей измеряют на расстоянии не менее 100 мм от углов и 40 мм от краев.
Размеры в любой точке измерения не должны приводить к отклонению толщины листа за предельные отклонения.
4.3. Высота винтовки h определяется как разница в размере общей толщины листа S + H и толщины листа s.
5. Маркировка, упаковка, транспортировка и хранение
5.1. Маркировка, упаковка, транспортировка и хранение — по ГОСТ 7566.
.(Редакция доработанная, изм. № 3).
Информационные детали
1. Разработан и внедрен Министерством черной металлургии СССР
2. УТВЕРЖДЕНО И ВНЕДРЕНО ПОСТАНОВЛЕНИЕМ ГОСУДАРСТВЕННОГО КОМИТЕТА ПО СТАНДАРТАМ ОБЩЕСТВА Министров СССР от 13.04.77 № 926
3. Взамен ГОСТ 8568-57
4. Справочные нормативно-технические документы
5.Ограничение действия прекращенного протокола № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (IUS 11-95)
6. Издание (сентябрь 2004 г.) с изменениями № 1, 2, 3, 4, утвержденными в октябре 1978 г., ноябре 1980 г., июне 1987 г., июне 1989 г. (IUS 11-78, 1-81, 11-87, 11-89 ), поправка (ИУС 2-2003)
Редактор Л.И. Нахимова технический редактор В.Н. Прусакова Корректор Чернюсова А.С. Компьютерная раскладка Рябова С.В.
Ed. Лица. № 02354 от 14.07.2000.Введен в эксплуатацию 20.09.2004г. Подписано в печать 06.10.2004. Усл Пр.Л. 0,93. Уч.-изд.л. 0,60.
Тираж 162 экз. С 4125. Зак. 866.
ИПК Издательство Стандарты, 107076 г. Москва, Колодец пер., Д. 14. E-mail:
Завербован в издательстве на ПЭВМ
Отпечатано в Отделении издательских стандартов IPC — Тип. «Московский Принтер», 105062 г. Москва, Лялин пер., 6.
— основной государственный стандарт, регламентирующий производство листов из стали с ромбической и линзовидной формами. Изготовлено методом горячей деформации.Этот стандарт относится как к обычной, так и к нержавеющей стали, поэтому, если вас интересуют нержавеющие листы, этот стандарт будет вам полезен.
Ознакомившись с данным нормативным документом, вы получите представление об ассортименте, технических требованиях, правилах приемки, методах испытаний данного вида металла. Поможет при выборе качественной покупки.
Сортман
Первое, что интересует покупателя — это размеры. Содержит своего рода листы с ромбической и лентикулярной рифленостью.Доступны для выпуска следующие размеры: Толщина от 2,5 до 12 мм , ширина от 600 до 2200 мм , длина от 1400 до 8000 мм С градацией 50 мм. Однако допускается изготовление других размеров.
Лист гофрированный отличается от обычного наличием специальных выступов на поверхности. Эти выступы имеют свое технологическое назначение И именно благодаря им потребители и приобретают этот вид металла.Однако некоторые могут не знать, как отличить ромбическую гофру от чечевицы.
На практике это очень просто: достаточно посмотреть на рисунок текстурированной поверхности .
- При ромбическом расколе на поверхности хорошо видны выпуклые линии, которые пересекаются, образуют ромбовидные ниши. Эти выпуклые линии имеют четкие границы и непрерывны по всему дейне.
- В случае лентикулярного орошения на поверхности листа выступы располагаются определенным образом.Они напоминают небольшие горки и расположены под прямым углом друг к другу. Эти выступы короткие и более пологие.
Списки с листовыми из лиственных пользуются наибольшей популярностью у покупателей. Они имеют более приятный внешний вид и поэтому могут использоваться для решения большего количества задач.
При покупке важно учитывать, что рифление наносится на поверхность только с одной стороны!
Стандарт регламентирует следующие параметры для каждого размера листа: толщину, ширину, массу одного квадратного метра и отклонения по размерам.Такие параметры, как ширина основания винтовки, угол в верхней части винтовки, длина винтовки, радиус их закругления и их расположение на плоскости указаны в стандарте, но не контролируются. . Они приведены в качестве справочного материала для изготовления инструментов.
Точность изготовлениядоступна в двух вариантах: высокая (буква А в маркировке) и нормальной точности (буква в маркировке). Разница между ними заключается в количестве допустимых отклонений.Для изделий высокой точности они значительно ниже, чем для изделий нормальной точности. Поэтому, если для вашего проекта важен такой параметр, как точность, рекомендуется приобретать продукцию категории А.
Со списком допустимых размеров и соответствующих предельных отклонений вы можете ознакомиться в таблице ниже.
При измерении толщины важно знать, что толщина листа считается основанием листа без учета высоты волнистости.
В случае изготовления изделия на прокатных станах из полистатного материала допускается утолщение его основания в средней части. Это утолщение не должно превышать +0,2 мм от положительного предельного отклонения.
Масса одного квадратного метра рассчитана при высоте винтовки, равной 0,2 толщины, малой диагонали ромба, равной 27,5 мм, большой диагонали ромба, равной 65 мм, n плотности стали 7,85 г / см3.
Важно знать, что прокат гофрированный с односторонним рифлением также выпускается в виде рулонов.
Размеры рифления
Что касается высоты винтовок, то в стандарте указано, что она должна быть в пределах 0,1 — 0,3, толщина , но не менее 0,5 мм. В случае, если потребителю требуются толстые листы (5 мм и более), допускается увеличение минимальной высоты карабина до 1 мм, но только по согласованию.
Для листов с ромбическим рифлением диагональ ромба может иметь длину (25 — 30) х (60 — 70) мм., Однако допускается изготовление поливов с другими размерами по согласованию.Расположение больших диагоналей вдоль или поперек листа устанавливается производителем.
Для листов с лентикулярной рифлением расстояние между ружьями может составлять 20, 25 или 30 мм.
Предельные отклонения
Предельные отклонения толщины листа можно посмотреть в таблице выше, но нет отклонений по длине и ширине. В стандарте указано, что они должны быть взяты из ГОСТ 19903 Прокат листовой горячекатаный . Отклонения от плоскости должны быть взяты из одного стандарта для нормальной и улучшенной плоскости.
В случае проката рулонов требования и размеры рулонов должны быть взяты из ГОСТ 19903.
Легенда
Глядя на условные обозначения, сначала сложно разобрать, что они обозначают все эти буквы и цифры. Однако это не так сложно, как кажется на первый взгляд.
- В начале идет маркировка товара. Указывается вид продукции: лист или рулон и вид на рифрант.
- Далее идет указание точности изготовления: а — высокая точность, в — нормальная.
- После этого указывается тип кромки. К — ролик.
- Затем идут размеры: толщина x ширина x длина (или толщина x ширина в случае рулона)
- В самом конце марка стали и ГОСТ.
Технические требования
Листы с ромбической и листовой рифленостью изготавливаются в соответствии с требованиями из углеродистой стали или из сталей других марок.
При производстве полимерной прокатки на стане изделие разрезают с четырех сторон.
При производстве непрерывной прокатки допускается наличие продольных кромок проката. Если есть поданные по краям, их значение не должно отображать ширину листа в номинальных размерах.
Приемка и испытания
После окончания производственного процесса наступает время устраивать вечеринки. Партия должна содержать прокат одного типа ряби. То есть в ромбических листах не может быть чечевицы. Определение партии необходимо взять из ГОСТ 14637..
Для работы необходимых мерок с партии берется один рулон или два листа. Если в процессе определения качества получен хотя бы один неудовлетворительный результат, проводится второй этап испытаний. На данном этапе образец выполняется по ГОСТ 7566.
Замеры для определения толщины основания и высоты ружей производятся на расстоянии не менее 100 мм от углов и 40 мм от краев.
Высота винтовки определяется путем вычитания толщины листовой основы из общей толщины.
Стандартная история
Разработан и внедрен Министерством черной металлургии СССР. 13 апреля 1977 г. утвержден и введен в действие Государственным комитетом Совета Министров СССР по стандартам взамен ГОСТ 8568-57.
После распада СССР этот стандарт был принят в России. В 1995 году Межгосударственным советом по стандартизации, метрологии и сертификату из него было отозвано ограничение срока действия.
ГОСТ 8568-77 / Auremo
.ГОСТ 8568-77
Лента Q23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЛИСТ СТАЛЬНОЙ С РОМБИЧЕСКОЙ И ЛЕНТИЛЬНОЙ ГОФРОЧКОЙ
Технические характеристики
Листы гофрированные стальные ромбической и чечевичной формы.Технические характеристики
МКС 77.140.50
ОКП 09 7000
Дата введения 1978-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕНО И ОБНОВЛЕНО Постановлением Государственного комитета стандартов Совета Министров СССР от 13.04.77 N 926
.3. ВЗАМЕН ГОСТ 8568-57
4. СПРАВОЧНАЯ НОРМАТИВНО-ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
| Обозначение ссылочного документа | Номер позиции |
| ГОСТ 380-94 | 1.12; 2.2 |
| ГОСТ 7566-94 | 3,3; 5.1 |
| ГОСТ 14637-89 | 3,1 |
| ГОСТ 19903-74 | 1,9; 1,10; 1.12 |
5. Ограничение действия Протокола № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИКС 11-95)
6. ИЗДАНИЕ (сентябрь 2004 г.) с изменениями № 1, 2, 3, 4, утвержденными в октябре 1978 г., ноябре 1980 г. и июне 1987 г., июне 1989 г. (IUS 11−78, 1−81, 11−87, 11−89 ), Поправка (ICS 2−2003)
ИЗМЕНЕНО, опубликовано в ИУС № 12, 2005
Поправка, внесенная производителем в базу данных
Настоящий стандарт распространяется на горячекатаный прокат с односторонним ромбическим и двояковыпуклым рифлением. листы общего назначения.
(Измененная редакция, Ред. N 4).
1. АССОРТИМЕНТ
1.1. Толщина листового металла составляет:
повышенной точности,
нормальной точности —
В.(добавлено, Ред. N 4).
1.1. Форма, размеры, предельные отклонения и вес 1 м листа с ромбическим и чечевичным рифлением должны соответствовать указанным в пп.1, 2 и в таблице.
Черт.1
Черт.2
Тол- | Предельные отклонения толщины листа при ширине, мм | Ширина | Угол при | Длина рифа | Радиус просто вроде как- | Ло- | Масса 1 м | Конференция лен сняла защиту- по весу,% | |||||||||
| 600 до 1000 | SV. 1000 до 1500 | ул 1500 до 2000 | ул. 2000 до 2200 | ||||||||||||||
| нор- Мал ная точка несс | высокий Кай точка несс | нор- Мал ная точка несс | высокий Кай точка несс | нор- Мал ная точка несс | высокий Кай точка несс | нор- Мал ная точка несс | высокий Кай точка несс | Но- мин. | Пред. оф. | Но- мин. | Пред. оф. | ||||||
| Ромбическая гофра | |||||||||||||||||
| 2,5 | ± 0,25 | ± 0,18 | ± 0,25 | ± 0,18 | – | – | – | – | 5,0 | ± 0,15 | 28 | ± 2 | – | – | – | 21,0 | ± 10 |
| 3,0 | ± 0,25 | ± 0,23 | ± 0,25 | ± 0,23 | – | – | – | – | 5,0 | ± 0,15 | 28 | ± 2 | – | – | – | 25,1 | ± 10 |
| 4,0 | +0,3 -0,7 | ± 0,30 | +0,3 -0,7 | ± 0,3 | +0,3 -0,7 | ± 0,3 | +0,3 -0,7 | ± 0,3 | 5,0 | ± 0,15 | 28 | ± 2 | – | – | – | 33,5 | ± 8 |
| 5,0 | +0,3 -0,7 | ± 0,35 | +0,3 -0,7 | ± 0,35 | +0,3 -0,7 | ± 0,35 | +0,3 -0,7 | ± 0,35 | 5,0 | ± 0,15 | 28 | ± 2 | – | – | – | 41,8 | ± 6 |
| 6,0 | +0,4 -0,8 | +0,4 -0,6 | +0,4 -0,8 | +0,4 -0,6 | +0,4 -0,8 | +0,4 -0,6 | +0,4 -0,8 | +0,4 -0,6 | 5,0 | ± 0,15 | 28 | ± 2 | – | – | – | 50,1 | ± 9 |
| 8,0 | +0,4 -0,8 | +0,3 -0,8 | +0,4 -0,8 | +0,3 -0,8 | +0,4 -0,9 | +0,3 -0,8 | +0,4 -0,9 | +0,3 -0,8 | 5,0 | ± 0,15 | 28 | ± 2 | – | – | – | 66,6 | ± 5 |
| 10,0 | +0,5 А 1.0 | +0,4 -0,7 | +0,6 А 1.0 | +0,4 -0,7 | +0,6 А 1.0 | +0,5 -0,9 | +0,6 А 1.0 | +0,5 -0,9 | 5,0 | ± 0,15 | 28 | ± 2 | – | – | – | 83,0 | ± 3 |
| 12,0 | +0,6 -1,1 | +0,5 -1,1 | +0,7 -1,1 | +0,6 А 1.0 | +0,7 -1,1 | +0,6 А 1.0 | +0,7 -1,1 | +0,6 А 1.0 | 5,0 | ± 0,15 | 28 | ± 2 | – | – | – | 99,3 | ± 3 |
| Линзовидная гофра | |||||||||||||||||
| 2,5 | ± 0,25 | ± 0,18 | ± 0,25 | ± 0,18 | – | – | – | – | 3,6 | ± 0,15 | 45 | ± 1 | 24 | 30 | 45 | 20,1 | ± 10 |
| 3,0 | ± 0,25 | ± 0,23 | ± 0,25 | ± 0,23 | – | – | – | – | 4,0 | ± 0,15 | 45 | ± 1 | 24 | 30 | 45 | 24,2 | ± 10 |
| 4,0 | +0,3 -0,7 | ± 0,3 | +0,3 -0,7 | ± 0,3 | +0,3 -0,7 | ± 0,3 | +0,3 -0,7 | ± 0,3 | 4,0 | ± 0,15 | 45 | ± 1 | 24 | 30 | 45 | 32,2 | ± 8 |
| 5,0 | +0,3 -0,7 | ± 0,35 | +0,3 -0,7 | ± 0,35 | +0,3 -0,7 | ± 0,35 | +0,3 -0,7 | ± 0,35 | 5,0 | ± 0,15 | 45 | ± 1 | 24 | 30 | 45 | 40,5 | ± 6 |
| 6,0 | +0,4 -0,8 | +0,4 -0,6 | +0,4 -0,8 | +0,4 -0,6 | +0,4 -0,8 | +0,4 -0,6 | +0,4 -0,8 | +0,4 -0,6 | 5,0 | ± 0,15 | 45 | ± 1 | 24 | 30 | 45 | 48,5 | ± 5 |
| 8,0 | +0,4 -0,8 | +0,3 -0,8 | +0,4 -0,8 | +0,3 -0,8 | +0,4 -0,9 | +0,3 -0,8 | +0,4 -0,9 | +0,3 -0,8 | 6,0 | ± 0,15 | 45 | ± 1 | 24 | 30 | 45 | 64,9 | ± 5 |
| 10,0 | +0,5 А 1.0 | +0,4 -0,7 | +0,6 А 1.0 | +0,4 -0,7 | +0,6 А 1.0 | +0,5 -0,9 | +0,6 А 1.0 | +0,5 -0,9 | 6,0 | ± 0,15 | 45 | ± 1 | 24 | 30 | 45 | 80,9 | ± 3 |
| 12,0 | +0,6 -1,1 | +0,5 -1,1 | +0,7 -1,1 | +0,6 А 1.0 | +0,7 -1,1 | +0,6 А 1.0 | +0,7 -1,1 | +0,6 А 1.0 | 6,0 | ± 0,15 | 45 | ± 1 | 24 | 30 | 45 | 96,8 | ± 3 |
Примечания:
1. Толщина листов с односторонним ромбическим и чечевичным рифлением определяется толщиной основного листа в миллиметрах.
2.Для листов, ламинированных на прокатных станах, взорванных в середине ширины листа допускается базовая толщина на 0,2 мм выше положительного предельного отклонения.
3. Ширина нижней гофры , угол при вершине гофры, диагональ ромба, угол гофра в плоскости листа, расстояние между рифлениями , длина гофра , радиус кривизны гофры на готовых листах не контролируются и приводятся для расчетов при изготовлении приборов.
4. Масса 1 м листа определяется номинальным размером листов, высотой гофра 0,2 толщины листа, меньшая диагональ ромба 27,5 мм, большая диагональ ромба равна 65 мм. Плотность стали 7,85 г / см.
5. (Удалено, Ред. N 4).
(Измененная редакция, Ред. N 2, 3, 4, Дополнение).
1.2. Гофрированный прокат выпускается в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
(Измененная редакция, Ред. N 3).
1.3. Высота листов гофры должна быть в 0,1-0,3 раза больше толщины основного листа, но не менее 0,5 мм. По требованию потребителя лист толщиной основания 5 мм и более должен иметь высоту гофры не менее 1,0 мм.
(Измененная редакция, Ред. N 2).
1,4. Листья ромбической гофры изготавливают с диагоналями ромб (25-30) х (60-70) мм. Конфигурация желобков и расположение больших диагоналей ромба вдоль или поперек листа устанавливаются производителем.
По желанию потребителя допускается изготовление листа с другим соотношением диагоналей ромба.
(Измененная редакция, Ред. N 2, 3).
1,5. Листья с чечевичным гофром изготавливаются с расстоянием между рифлениями 20, 25 и 30 мм.
1,6. Листы изготавливаются шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с шагом 50 мм.
1,7. По желанию заказчика могут быть изготовлены листы других размеров.
(Измененная редакция, Ред. N 3).
1,8. Листы размерные выпускаются:
размерная толщинав соответствии с размерами, указанными в таблице, а ширина и длина в диапазонах, указанных в п.1.6 — форма I;
с размерами по толщине в пределах, указанных в таблице, без указания размера, ширины и длины — форма II;
с размерами, кратными размерам ширины и длины, указанным потребителем в пределах, установленных п.1.6 — форма III;
с указанием измерительных размеров в диапазоне, указанном в п. 1.6 — форма IV.
(Измененная редакция, Ред. N 1).
1.9. Предельные отклонения длины и ширины листов по ГОСТ 19903.
По желанию заказчика листы и рулоны изготавливаются с предельным отклонением;
+20 мм по ширине для полосы проката по кромке стана 1000 мм;
+15 мм по длине для листа толщиной от 2000 до 6000 мм и более толщиной 4.0−5,0 мм;
25 мм при толщине 6,0; 8,0; 10,0 и 12,0 мм.
(Измененная редакция, Ред. N 3, 4).
1.10. Отклонение от плоскостности — по ГОСТ 19903 для нормальной и повышенной плоскостности.
(Измененная редакция, Ред. N 4).
1.11. (Удалено, Ред. N 1).
1.12. Требования к прокату, изготовлению рулона и размеру рулонов по ширине — по ГОСТ 19903.
Примеры условных обозначений:
Лист стальной горячекатаный из стали марки Ст3сп по ГОСТ 380 * с односторонним ромбическим рифлением размером 3 , 0х1000х2000 мм, нормальной точности по толщине, повышенной плоскостности с накатанной кромкой:
________________
* На территории Российской Федерации документ не действует.Акт: часть требований к сортовому и фасонному литью ГОСТ 535-2005; марки деталей и химический состав стандарта 380-2005; часть требований к прокатной плите ГОСТ 14637-89, здесь и далее. — Обратите внимание на базу данных производителя.
Лист ромб-с-ПУ-3,0х1000х2000 ст3сп ГОСТ 8568-77
То же, с односторонним гофром чечевицы:
Чечевица листовая-с-ПУ-3,0х1000х2000 ст3сп ГОСТ 8568-77
Прокат стальной горячекатаный рулонный марки ст3сп по ГОСТ 380 с односторонним ромбическим рифлением размером 3,0х1000 мм, высокой точности, с кромкой катана:
Каток алмазный А-К-3,0х1000 ст3сп ГОСТ 8568-77
То же, с односторонним гофром чечевицы:
Рулет чечевичный А-К-3,0х1000 ст3сп ГОСТ 8568-77
(Измененная редакция, Ред.№ 2, 3, 4).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы и рулоны изготавливаются в соответствии с требованиями настоящего стандарта к технологическому регламенту, утвержденному в установленном порядке.
2.2. Листы и рулоны изготавливаются из углеродистой стали товарного качества марок СТ0, СТ1, СТ2 и СТЗ (кипящей, тихой и полузабитой) с химическим составом по ГОСТ 380.
По согласованию с потребителем допускается выпуск плоского проката без нормирования. содержания хрома, никеля и меди.
2.1, 2.2. (Измененная редакция, Ред. N 4).
2.3. По желанию заказчика могут быть изготовлены листы из других марок стали.
(Измененная редакция, Ред. N 3).
2.4. Листы ламинированы на прокатных станах плиткой, разрезанной со всех четырех сторон.
2,5. Листы и рулоны, ламинированные на непрерывном прокатном стане, могут поставляться с прокатанными продольными кромками.
Имеющиеся на краях выемки не должны отображать лист для номинальных размеров по ширине.
2,4, 2,5. (Измененная редакция, Ред. N 1).
2.6. На поверхности листьев не должно быть скатанных и клеточных пленок, раковин-вдавив, раковин от накипи, сглаженных пузырей, трещин и грязи. По краям листьев не должно быть пучков.
2.7. На поверхности листьев допускается наличие окалины, ржавчины, отпечатков пальцев, отдельных пленок, глубина которых не превышает предельных отклонений по толщине.
3. ПРАВИЛА ПРИЕМКИ
3.1. Листы и рулоны принимаются сторонами.Партия состоит из листов одного вида зубцов. Определение партии — по ГОСТ 14637.
.3.2. Для контроля размеров и качества поверхности партии берут два листа или один рулон.
3.3. При неудовлетворительных результатах проверка хотя бы одного из показателей повторной проверки проводится на образце, отобранном по ГОСТ 7566.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контрольная поверхность выполнена без использования увеличительных устройств.
4.2. Толщина основного листа и высота гофра измеряются на расстоянии не менее 100 мм от краев и 40 мм от краев.
Размеры, измеренные в любой точке, не должны искажать предельное отклонение толщины листа.
4.3. Высота гофра определяется как разница между размером общей толщины листа и толщиной основного листа.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортировка и хранение — по ГОСТ 7566.
(Измененная редакция, Ред. N 3).
«»:, | ,
Рифленый лист доступен в различных наших филиалах, вы можете выбрать нужное вам отделение, вид и размер продукции и заказать онлайн:
Представлены актуальные цены на металл. Рифленый лист доступен в наших различных филиалах, вы можете выбрать нужное вам отделение, тип и размер продукции и заказать онлайн. Внимание Цены указаны без предоплаты! Есть доплата за партию менее 1 тонны, подробности у менеджера.
Посмотреть цену — Лист рифленый
Листы стальные с ромбическим и чечевичным гофром ГОСТ 8568-77 — листы и рулоны прокатные с односторонним ромбическим и чечевичным гофром.
Металлический профнастил применяется в строительстве, как противоскользящее покрытие, на стройплощадках, в гаражах, производственных помещениях, для устройства заборов дворовых и садовых участков, квартир, балконов, окон. Из этого проката делают ступени металлических лестниц, различные емкости, иногда его используют в качестве декоративного украшения при изготовлении различных конструкций, как форточки для вентиляционных окон, облицовки радиаторов отопления.Профнастил подходит для усиления стен и полов перед штукатуркой и на дорожных трассах для светорассеивающих ограждений.
Производители гофрированного проката: ОАО «Новолипецкий металлургический завод» (НЛМК), ОАО «Северсталь», ОАО «Магнитогорский металлургический завод» (ММК).
Лист изготавливается гофрированным на тех же станах, что и горячекатаный прокат, но валки, на которых прокатывается лист, имеют неправильную форму, они окрашены, таким образом, гравировка выполняется на гладком листе.В результате получается узор с бороздками, рифлеными. Высота канавки по ГОСТу должна быть не менее 0,5 мм и 20-30% толщины основы листа. ГОСТ 8568 предполагает два вида гофры: чечевичную и ромбическую. Листы с ромбическим узором изготавливаются диагональными ромбами (25-30) х (60х70) мм. Конфигурацию канавки и расположение ромбов на поверхности листа определяет производитель. Листы с чечевичным рифлением выпускаются с расстоянием между бороздками 20, 25 или 30 мм, выбор расстояния устанавливается производителем.
Ассортимент горячекатаного профнастила Листы гофрированного профиля производятся:
— шириной от 600 до 2200 мм с шагом 50 мм
— длиной от 1400 до 8000 мм с шагом 50 мм
в зависимости от назначения: :
) мерная длина
б) кратная мерная длина
в) мерная длина с остатком не более 10% от массы партии. Остальная часть считается листами длины в пределах немерной длины, оставшимися при разрезании на мерную и кратную мерную длину.
г) кратной мерной длины, с остатком не более 10% от массы партии
д) немерная длина
Различают толщину листов:
— высокая точность 3/4 A
— нормальная точность 3/4 В
Профнастил изготавливают из стали марок Ст0, Ст1, Ст2, Ст3 по ГОСТ 380-2005. В отдельных случаях допускается производство листовой стали 09Г2С. Общие требования к толщине, раскрою листа, точности прокатки должны соответствовать ГОСТ 19903 (лист горячекатаный).
Табл. Масса профнастила с чечевицей и ромбической гофрой.
Толщина основания лист, S, мм | Базовая ширина флейта, b, мм | Вес 1м2 листа кг |
Ромбические ребра | ||
2,5 | 5,0 | 21,0 |
3,0 | 25,1 | |
4,0 | 33,5 | |
5,0 | 41,8 | |
6,0 | 59,0 | |
8,0 | 66,0 | |
10,0 | 83,0 | |
12,0 | 99,3 | |
Гофра чечевицы | ||
2,5 | 3,6 | 20,1 |
3,0 | 4,0 | 24,2 |
4,0 | 32,2 | |
5,0 | 5,0 | 40,5 |
6,0 | 48,5 | |
8,0 | 6,0 | 64,9 |
10,0 | 80,9 | |
12,0 | 96,8 | |
Примечание.Толщина листов определяется толщиной основы листа S в мм. Плотность стали принята равной 7,85 г / см3.
Пример маркировки профнастила:
Лист Чечевица Б3 / 4К ПУ-3,0х1250х2500 ст3сп ГОСТ8568-77 — лист гофрированный горячекатаный с двояковыпуклой односторонней гофрой толщиной 3мм, шириной 1250 мм, длиной 2500 мм, из стали марки Ст3сп по ГОСТ 8568- 77, нормальной точности по толщине В3 / 4, ПУ повышенной плоскостности, с накатанной кромкой К.
Купить лист стальной гофрированный
У нас Вы можете купить металлический профнастил всех видов изготовленный со складов филиалов, складов Московской области или напрямую с завода. Оказываем услуги по раскрою, доставке и комплектации листа. Наличие, размеры фальцевого листа, цену листа за тонну можно узнать на сайте. Уточняйте цену на профнастил за штуку, вес листа, произведите расчет количества, составьте счет-фактуру и сделайте запрос, уточните варианты оплаты и запросите сертификат на профнастил — свяжитесь с менеджером по телефону ему по телефону
(8452) 57-00-18, e-mail: korneev @ metallotorg.ru
| Лента | В34 | ГОСТ 19851-74 |
| Трубы стальные и фитинги к ним | В62 | ГОСТ 3262-75, ГОСТ 8696-74, ГОСТ 10704-91, ГОСТ 10705-80, ГОСТ 10706-76, ГОСТ 10707-80, ГОСТ 12132-66, ТУ 14-3-1160-83, ТУ 14-3- 1428-86, ТУ 14-3Р-56-2001, ТУ 1373-013-02 | 2-2003
| Лента | В24 | ГОСТ 3560-73, ГОСТ 6009-74, СТП М309-74 |
| Классификация, номенклатура и общие правила | В20 | ГОСТ 380-2005 |
| Прутки и фасонные изделия | В22 | ГОСТ 5267.0-90, ГОСТ 5422-73, ГОСТ 5781-82, ГОСТ 7511-73, ГОСТ 8239-89, ГОСТ 8240-97, ГОСТ 8278-83, ГОСТ 8281-80, ГОСТ 8282-83, ГОСТ 8283-93, ГОСТ 8509-93, ГОСТ 8510-86, ГОСТ 9234-74, ГОСТ 10551-75, ГОСТ 11474-76, ГОСТ 12492.1-90, ГОСТ 12492.13-90, ГОСТ 12492.14-90, ГОСТ 19240-73, ГОСТ 19425-74, ГОСТ 19771-93, ГОСТ 19772-93, ГОСТ 25577-83, ГОСТ 30565-98, ГОСТ 535-2005, ГОСТ 30136-95, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006, ОСТ 5.9086-85, ОСТ 5.9087-84, ТУ 14-2-341-78, ТУ 14-2-949-91, ТУ 14-1-5283-94, ТУ 14-1-5254-94 |
| Рельсы.Оболочка. Оболочка. Костыли | В42 | ГОСТ 5812-82, ГОСТ 8142-89, ГОСТ 16277-93 |
| Листы и полосы | В23 | ГОСТ 82-70, ГОСТ 8568-77, ГОСТ 14637-89, ГОСТ 14918-80, ГОСТ 16523-97, ГОСТ 19903-74, ГОСТ 16523-89, ГОСТ 16523-70, ГОСТ 103-2006, ГОСТ 19903-90 , ОСТ 5.9094-85, ТУ 36.26.11-5-89, ТУ 14-1-3023-80, СТП М324-90 |
| Обработка металлов давлением. Поковки | В03 | ГОСТ 8479-70, ОСТ 5Р.9125-84, СТ ЦКБА 010-2004 |
| Заготовки. Заготовки. Плиты | В31 | ОСТ 3-1686-90, ТУ 14-1-4944-90 |
| Сварка и резка металлов. Пайка, клепка | В05 | ОСТ 36-58-81 |
| Листы и полосы | В33 | ТУ 14-1-3579-83, ТУ 14-1-4431-88 |
| Прутки и фасонные изделия | В32 | ТУ 14-11-245-88, ТУ 14-1-1271-75, ТУ 14-136-367-2008 |
1,9; 1,10; 1,12 | ||||||||||||||||||
Тол- | Максимальный размер листа на листе с лападой, мм | Lapad | Угол | Haba ng bahura | Радиус закрутки | Inilagay | Timbang 1 м | Pauna | |||||||||
от 600 | cv.1000 | ул. 1500 | ул. 2000 | ||||||||||||||
ni- | lubos | ni- | lubos | ni- | lubos | ni- | lubos | Нгунит- | Накараан | Нгунит- | Накараан | ||||||
Ромбическая гофра | |||||||||||||||||
0,3 | |||||||||||||||||
0,3 | |||||||||||||||||
0,4 | 0,4 | ||||||||||||||||
0,4 | |||||||||||||||||
0,5 | |||||||||||||||||
0,6 | |||||||||||||||||
Паглалагай из чечевицы | |||||||||||||||||
0,3 | |||||||||||||||||
0,3 | |||||||||||||||||
0,4 | 0,4 | ||||||||||||||||
0,4 | |||||||||||||||||
0,5 | |||||||||||||||||
0,6 | |||||||||||||||||
Mga Tala:
1.Толщина листа с ромбическим и линзовидным гофрированием естественна с толщиной основного листа толщиной в миллиметр.
2. Для листов, которые используются на листопрокатных станах, на многогранном листе, толщина листа 0,2 мм выше, чем у других, а также максимальная толщина листа.
3. Основание для ноутбука , изображение на экране, диагональный ромб, угол экрана на листе, расстояние до изображения , серийная винтовка , радиус рифления на листе хинди контролируется и доступен для просмотра с помощью инструмента.
4. Лист толщиной 1 мм представляет собой натуральный лист с номинальной толщиной листа, гофрированный лист толщиной 0,2 дюйма, квадратный ромб с диагональю 27,5 мм и шириной 27,5 мм. с диагональю ромба диаметром 65 мм. Плотность бакала 7,85 г / см.
5. (Tinanggal, Susog Blg. 4).
(Binagong edisyon, Rev. N 2, 3, 4, Susog).
1.2. Гофрированный продукт, изготовленный из листов и листов, может быть ромбическим или гофрированным из чечевицы.
1.3. Каждый лист имеет толщину 0,1–0,3 мм на основе листа, длина которого составляет 0,5 мм. В зависимости от размера, лист с основанием размером 5 мм или более, чем на 1 мм, можно увеличить на хинди-бабабе.
(Binagong edisyon, Susog N 2).
1.4. Лист с ромбической гофрой имеет диагонали ромба (25-30) x (60-70) мм. Гофрирование и расположение маленьких диагоналей ромба или большого листа являются оригинальными.
С большим количеством диагоналей, лучше всего сделать лист с различным соотношением диагоналей ромба.
(Binagong edisyon, Mga Susog N 2, 3).
1.5. Гофрированный лист из чечевицы имеет шаг 20, 25 и 30 мм.
1.6. Лист может быть шириной 600 мм, 2200 мм и 1400 мм, 8000 мм и градацией 50 мм.
1,7. На каждом шагу потребителя, вы можете сделать это из разных листов.
(Binagong edisyon, Susog Blg. 3).
1.8. Листы представлены в следующих версиях:
, которые можно использовать для сукатов на капале, а также на сукатах, которые используются в текстах, и на других языках, а также на других сайтах, которые могут быть ограничены на сегодняшний день 1.6 — форма I;
с использованием сукатов в капалах в целях ограничения ипинахиватиг на талаханаян, на хинди тумутукой в сукат са лапад и хаба — форма II;
с использованием сукатов, когда можно умножить лапад и хаба, эти сукаты, которые несут с собой ограничения по умолчанию, на 1 день.6 — форма III;
с включением синусоидальных сообщений в пределах ограничений по времени 1.6 — форма IV.
(Binagong edisyon, Susog N 1).
1.9. Лучшие страницы на бумаге и на листе — в соответствии с ГОСТ 19903.
В любом случае, лист и рулон могут быть максимально загружены;
+20 мм — для последних катушек длиной более 1000 мм с гильзами;
+15 мм — может быть использован для листа более 2000 вешалок 6000 мм и более, чем на 4.0 при 5,0 мм;
+25 мм — на май капал на 6.0; 8.0; 10,0 при 12,0 мм.
(Binagong edisyon, Mga Susog N 3, 4).
1.10. Они работают в соответствии с требованиями ГОСТ 19903, которые являются стандартными и максимально доступными для печати на плоской поверхности.
(Binagong edisyon, Susog N 4).
1.11. (Тинанггал, Rev. N 1).
1.12. Он работает для последних продуктов, делает их более популярными, чем пользователи, которые работают в режиме реального времени — в соответствии с ГОСТ 19903, работают только в тексте.- Обучается из базы данных.
Лист ромб В-К-ПУ-3.0х1000х2000 Ст3сп ГОСТ 8568-77
Дахон чечевица В-К-ПУ-3.0x1000x2000 Ст3сп ГОСТ 8568-77
Основная часть катушки, марка St3sp, соответствует ГОСТ 380, с ромбической гофрой, размер 3,0×1000 мм, имеет катушку, не имеет длины:
Катушка ромбическая А-К- 3,0х1000 Ст3сп ГОСТ 8568-77
Прямоугольник, не имеющий двояковыпуклой гофры:
Рулет из чечевицы А-К-3,0х1000 Ст3сп ГОСТ 8568-77
(Binagong edisyon, Rev.№ 2, 3, 4).
2. KINAKAILANGAN SA Teknikal
2.1. Листы и рулоны созданы в соответствии с их принципами для регулярных технологических разработок, созданных для начинающих.
2.2. Листы и рулоны изготовлены из обычной углеродистой стали марки St0, St1, St2 и StZ (размер, кальмадо и медьё кальмадо) с составной частью в соответствии с ГОСТ 380.
в соответствии с требованиями стандарта и консьюмер, лучший способ изготовления листового металла на хинди исинасадья из хрома, никеля, меди.
2.1, 2.2. (Binagong edisyon, Susog N 4).
2.3. С удовольствием, лучший способ создать листы разных марок.
(Binagong edisyon, Susog Blg. 3).
2.4. Листы, которые используются на листопрокатных станах, обрезаны сразу после работы.
2.5. Листы и рулоны, изготовленные на целиком прокатном стане, можно найти в самых разных местах.
Вырезы на пластинах сделаны на хинди, они представляют собой листы на номинальных лапах.
2,4, 2,5. (Binagong edisyon, Susog N 1).
2.6. На различных листах, скрученных слитках и слитках, оболочек, чешуйчатых скорлупах, скрученных булах, базах и думи. Хинди позволяет быстро отслаивать листы.
2.7. На различных листах, ряби, шлака, шлака, отпечатков, вы можете увидеть, как это сделать, все будет сделано на хинди лампасах в максимальных количествах на капле.
3.ПРАВИЛА ПРИЕМКИ
3.1. Листы и рулоны готовятся к партии. Серийно изготавливается листовой металл с гофрировкой. Поставка партии — по ГОСТ 14637.
3.2. Чтобы контролировать сука и качество на разных языках, вы можете получить лист или выпустить кукурузу из партии.
3.3. После того, как вы получите результаты, полученные на хинди, на языке хинди бабаба, как это сделать, вы узнаете, что такое управление, как правило, в соответствии с ГОСТ 7566.
4. PARAAN NG PAGSUSULIT
4.1. Сделайте контроль над другими функциями.
4.2. Основание листа с гофрами и гофрами синусоидально на хинди-бабабе на 100 мм от толщины и 40 мм от поверхности.
Сукаты в любой синусоиде, на хинди, позволяют создавать листы с лампами на ограниченных страницах.
4.3. Рифленая лента является естественной, поскольку она загружает большие объемные листы и представляет собой базовые листы..
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Печать, доставка, транспортировка и транспортировка — по ГОСТ 7566.
(Binagong edisyon, Susog Blg. 3).
Электронная текстовая документация
инициатива ОАО «Кодекс» и подтверждена:
официальная публикация
Москва: IPK Standards Publishing House, 2004
Публикация новых документов и документов может быть изменена. inihanda
АО «Кодекс»
СТАНДАРТ NG ESTADO NG UNION NG SSR
Бакал на листе с RHOMBIC
AT LENTIL RIFLING
Обучение в Teknikal
ГОСТ 8568-77
Государственный комитет USSM NG STANDARDS
СТАНДАРТ NG ESTADO NG UNION NG SSR
Какое-то сумасшедшее, что есть на самом деле, может помочь вам
Сделайте это через основной лист с ромбическим и двояковыпуклым гофрированием для каждого вида изображения.
Binagong Edisyon. Преподобный хинди. 4.
1.1. Высота, длина, максимальная ширина и ширина 1 м 2 листа с ромбической и линзовидной гофрами не требуется, чтобы ее можно было использовать на
и более поздних этапах.Binagong Edisyon. Преподобный хинди. 2.
1.1a. Листовой металл из листового металла производства:
матаас на кавастухан — A,
нормальный на кавастухан — V.
Binagong Edisyon. Преподобный хинди. 4.
С огромным количеством листов в рулоне с максимальным количеством страниц: 20 мм — на лапке для последних катушек, более 1000 мм с гильзами без гильз; 15 мм — можно использовать для листов на высоте 2000, 6000 мм и более, чем на 4.0 при 5,0 мм; 25 мм — na may kapal na 6.0; 8.0; 10,0 при 12,0 мм. Binagong Edisyon. Преподобный хинди. 3, 4. 1.10. Они работают в соответствии с требованиями ГОСТ 19903-74, последние версии для печати. Binagong Edisyon. Преподобный хинди. 1, 4. 1.11. (Tinanggal. Susog Blg 1.) 1.12. Работа для катушек, работающих на катушках, а также катушек на лапах — соответствует ГОСТ 19903-74. Более чем Основной лист из стали марки Ст3сп, изготовленный по ГОСТ 380-88, с ромбической гофрой толщиной 3,0 дюйма. 1000 ´ 20 00 мм, нормальная плоскостность, высочайшая плоскостность с максимальной точностью: Лист ромб В-К-ПУ-3.0 ´ 1000 ´ 2000 Ст3сп ГОСТ 8568-77 Дахон чечевица В-К-ПУ-3.0 ´ 1000 ´ 2000 Ст3сп ГОСТ 8568-77 Основная катушка марки Ст3сп выполнена по ГОСТ 380-88, с ромбической гофрой, не более 3.0´ 1000 мм, высота над уровнем моря, длина до: Рулон ромб А-К-3,0 ´ 1 000 Ст3сп ГОСТ 8568-77 Англо-коричневый, с редкой линзовидной гофрой: Рулет из чечевицы А-К-3,0 ´ 1 000 Ст3сп ГОСТ 8568-77 2.1. Листы и рулоны созданы в соответствии с их принципами для регулярных технологических разработок, созданных для начинающих. Binagong Edisyon. Преподобный хинди. 4. 2.2. Листы и рулоны изготовлены из обычной углеродистой стали с марками St0, St1, St2 и St3 (без покрытия, кальмадо и медьё кальмадо) с применением стандарта ГОСТ 380-88. Благодаря изготовлению изделий из хрома, никеля, меди, он изготовлен из листового металла на хинди. Binagong Edisyon.Преподобный хинди. 4. 2.3. С удовольствием, лучший способ создать листы разных марок. Binagong Edisyon. Преподобный хинди. 1, 3. 2.4. Листы, которые используются на листопрокатных станах, обрезаны сразу после работы. 2,5. Листы и рулоны, изготовленные на целиком прокатном стане, можно найти в самых разных местах. вырезов на хинди представляют собой простые листы на номинальных лапах. Binagong Edisyon. Преподобный хинди. 1. 2.6. На различных листах, скрученных слитках и слитках, оболочек, чешуйчатых скорлупах, скрученных булах, базах и думи. Хинди позволяет быстро отслаивать листы. 2.7. На различных листах, ряби, шлака, шлака, отпечатков, вы можете увидеть, как это сделать, все будет сделано на хинди лампасах в максимальных количествах на капле. 3.1. Листы и рулоны готовятся к партии.Серийно изготавливается листовой металл с гофрировкой. Подача партии продукции осуществляется по ГОСТ 14637-79. Binagong Edisyon. Преподобный хинди. 2. 3.2. Чтобы контролировать сука и качество на разных языках, вы можете получить лист или выпустить кукурузу из партии. 3.3. После того, как вы получите результаты, полученные на хинди, на языке хинди бабаба, как это сделать, вы узнаете, что такое управление на основе образца, которое было введено в соответствии с ГОСТ 7566-81. 4.1. Сделайте контроль над другими функциями. 4.2. Основание листа с гофрировкой на листе на хинди-бабабе на 100 мм из толщины и 40 мм из гофра. Сукатов в любом синусоиде, на хинди, вы можете увидеть листы, сделанные в ограниченных количествах. 4.3. Рифленая трубка h представляет собой раскладку на разных листах бумаги и . + h и kapal ng base ng sheet s . 5.1. Пагмамарка, пагбабалот, транспортировка и паг-иимбак — по ГОСТ 7566-81. Binagong Edisyon. Преподобный Биланг 3. Взаимодействие с другими людьми |
показывает, как управлять экраном листов с ромбической и двояковыпуклой гофрами делает основной выбор. Налалапать его на удивительный и красивый хинди, когда он интересен на хинди кинематографическом языке, и это выглядит потрясающе и красиво на вас.
Просмотр данных, содержащих документацию по контролю за использованием идеи ассортимента, различных панелей, изображений, представленных на странице, посвященной изучению последних металлов. Сделайте это, чтобы получить доступ к продуктам.
Ассортимент
Самый простой способ сделать это сукат. содержит ассортимент листов с ромбическими и линзовидными гофрами. Сводные данные доступны для просмотра: до от 2.5 вешалок 12 мм , на лапах от 600 до 2200 мм , на скобах 1400 на 8000 мм с градуировкой на 50 мм. Gayunpaman, лучший продукт для производства различных продуктов.
Гофрированный лист найден благодаря использованию специальных выступов на других языках. Выступы, которые используются в различных технологиях, работают. и это может быть сделано с использованием большого количества металла.Gayunpaman, это может быть хинди, алам, как сделать, чтобы ромбическая гофра из чечевицы гофре.
С помощью, простой способ: получить только текстуру .
- Благодаря ромбической гофре, выпуклые линии выпуклые на разных уровнях, в любом месте, в тумане, образуются на больших расстояниях. Эти накатанные линии могут быть хорошими и популярными на всем протяжении жизни.
- Благодаря линзообразной гофре, выступы появляются на любом листе. Это потрясающе красивое слайд-шоу и делает его лучше всего на любом из них. Это очень популярная и большая квартира.
Самый последний лист с гофрировкой чечевицы. Найдите эти хиты и сами по себе они могут помочь решить множество проблем.
Kapag bumibili, mahalagang isaalang-alang, the paglalagay ng corrugation is inilapat on ibabaw in the gilid lamang!
Киноконтроль управления суммируемым параметром для всех листов: капал, лапад, большой подземный переход и другие параметры.Параметры, которые используются в базовых указателях, включают в себя такие параметры, как указатели, заданные параметры, радиус действия, и их местоположение на уровне , которое используется для управления, обеспечивает контроль … Это два уникальных инструмента для создания инструментов.
В зависимости от того, как совершить сканирование, вы можете выбрать один из следующих вариантов: из (значение A в режиме) и нормальное значение, превышающее (максимальное значение).Создание этого продукта является очень популярным … Для продуктов, которые вы производите, увеличивайте их количество в обычных продуктах. Samakatuwid, естественный параметр в зависимости от кавастухана, является важным для вашего проекта, начальных рекомендаций по созданию продуктов категории A.
Вы можете составить список самых лучших и уникальных списков, которые ограничены в любом месте на ибабе.
Капа синусукт капал, малайзинг на капал основан на листе на хинди, что делает его гофрированным.
Изготовлен на листопрокатных станах, изготовлен из высококачественной продукции на всех заводах. Это устройство на хинди соответствует максимальному размеру +0,2 мм.
Площадьквадратных метра составляет около 0,2 дюйма, длина квадратного метра составляет около 27,5 мм, размер ромба составляет 27,5 мм, а размер ромба составляет 65 мм, плотность — 65 мм. па 7,85 г / см3.
Малая гофрированная сталь с гофрированной гофрой сделана на любой катушке.
Сушить гофру
Для того, чтобы сделать канавку, сделать ее более эффективной, чем 0,1–0,3, , не более 0,5 мм. Если у вас есть тонкий лист (5 мм или больше), он должен иметь минимальную гофру размером до 1 мм, сделать это нужно только на листе.
Для листов с ромбической гофрой, прямоугольной формы ромб может иметь размер (25 — 30) x (60 — 70) мм.Gayunpaman, открывать все сукаты лучше всего. Локализация дневного света на большом листе является оригинальной.
Для листов с двояковыпуклой гофрой, которые удалены от гофров, они могут иметь размер 20, 25 или 30 мм.
Ограничить количество страниц
страниц в ограничении на листе создается на заднем плане, включает в себя страницы на хабе и лападу на хинди.Накопить на полную мощность из ГОСТ 19903 Листовой металл … Эти листы из листового металла можно использовать для нормального и последнего поколения.
Когда последние продукты производятся в течение многих лет, их производительных и других типов, они могут быть созданы в соответствии с ГОСТ 19903.
Mga Simbolo
Наслаждайтесь символом в одном из лучших, чтобы узнать, как использовать все названия и их числовые значения.Gayunpaman, это хинди махирап, как тилы на одном языке.
- Как симуляция заменяет этикетку продукта. Производство продукции осуществляется по принципу: лист или рулон под углом гофрирования.
- Сумма катумпакана пагмаманупактура: A — mataas na katumpakan, B — нормальный.
- Pagkatapos nito, ipinahiwatig ang uri ng gilid. К — пинагсама.
- Переключение сукатов: капля х лапад х хаба (или капля х лапад в касо нг хаба)
- В лучшую сторону, маркировка бакалавриата в соответствии с ГОСТ является обязательной.
Основные технические характеристики
Ромбические и двояковыпуклые гофрированные листы сделаны из углеродистой стали или других марок.
работает на листопрокатном стане, производит продукцию только на заводе.
Наслаждайтесь работой на очень крутом прокатном стане, получайте самые лучшие цены на прокат. Если вы знаете, что такое острые углы, эти хинди можно использовать как листы с лампами в номинальных сукатах.
Pagtanggap at Pagsubok
Создает процесс обработки продукции, время, необходимое для обработки партии. Пакетная обработка лучших продуктов представляет собой сборник материалов. Сейчас, хинди, вы создаете одну чечевицу на простом ромбическом листе. Товарная партия имеет размер ГОСТ 14637 .
Чтобы сделать съемку суката, сделать его вручную или подать лист кукурузы из пангката. Когда хинди бабаба на хинди выглядит так, как результат, полученный в результате применения метода, делает его более популярным.Для этого, образец принят в соответствии с ГОСТ 7566.
крышки, чтобы создать каплевидную основу и гофры, сделанные на хинди-бабабе на 100 мм из сукна и 40 мм от гильзы.
Ука является естественной благодаря использованию опорной плиты из кабины.
Kasaysayan ng Pamantayan
Это сделано в Министерстве черной металлургии СССР. В полдень 13 апреля 1977 г., это было сделано и введено соглашение о создании Совета Министров СССР в соответствии с ГОСТ 8568-57.
Обращение к СССР, это известно о России. В 1995 году был создан Межгосударственный консорциум для стандартизации, Метролохия и Сертификация с ограничением срока действия.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Бакал на листе с RHOMBIC
AT LENTIL RIFLING
Обучение в Teknikal
ПАМАНТАЯН С.А. ПАГЛАТЛАТ НГ ИПК
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Petsa ng pagpapakilala 01.01.78
Сделайте это через основной лист с ромбическим и двояковыпуклым гофрированием для каждого вида изображения.
1. IBA-IBA
1.1a. Листовой металл из листового металла производства:
матаас на кавастухан — A,
нормальный на кавастухан — V.
(Дагдаг на ипинакилала, Susog Blg. 4).
1.1. Длина, длина, максимальная ширина и ширина 1 м 2 листа с ромбическим и линзовидным гофрами не имеют значения на рис.1, 2 и более.
Базовый лист Kapal s , мм | Максимальный размер листа на листе с лападой, мм | Базовая оборка , мм | Винтовка тукток на английском j , йело | Заводская винтовка л , мм | Радиус закругления R , мм | Локализация рифля на листе и 1 , йело | Брус на 1 м 2 листа, кг | Лучшее на рынке в темноте,% | ||||||||||
мула 600 висит 1000 | ул.1000 виселиц 1500 | ул. 1500 висит 2000 | ул. 2000 висит 2200 | |||||||||||||||
нормальный на кавастухан | mataas na kawastuhan | нормальный на кавастухан | mataas na kawastuhan | нормальный на кавастухан | mataas na kawastuhan | нормальный на кавастухан | mataas na kawastuhan | |||||||||||
Номинал. | Накараан оф | Номинал. | Накараан оф | |||||||||||||||
Ромбическая гофра | ||||||||||||||||||
Пушистая чечевица | ||||||||||||||||||
Mga Tala:
1.Толщина листа с ромбическим и линзовидным гофрированием естественна, поэтому базовый лист составляет меньше миллиметра.
2 Для листов, которые используются на листопрокатных станах, при изготовлении листа, толщина которого составляет 0,2 мм, плюс предел, который можно использовать.
3. Покрытие основания указкой и , расположенное на рифле и , диагональ ромба – 1 + t 2, расположение указателя на листе и 1, дистанция от стрелок и , установка стрелок и , радиус наклона стрелы R на листах управления и выбор для различных инструментов.
4. Покрытие 1 м 2 листа представляет собой натуральный лист с номинальной толщиной листа, гофрированный лист толщиной 0,2 дюйма, малый квадратный ромб с диаметром 27,5 мм и шириной 27,5 мм. Увеличьте угол наклона ромба диаметром 65 мм. Угловая плотность бакала 7,85 г / см 3.
5. (Tinanggal, Susog Blg. 4).
(Binagong edisyon, Susog Blg. 2, 3, 4; Susog).
1.2. Гофрированный продукт, изготовленный из листов и листов, может быть ромбическим или гофрированным из чечевицы.
(Binagong edisyon, Susog Blg. 3).
1.3. Гофра на листе имеет толщину 0,1–0,3 дюйма, толщина листа составляет 0,5 мм. В зависимости от размера, лист с основанием размером 5 мм или более, чем на 1 мм, можно увеличить на хинди-бабабе.
(Binagong edisyon, Susog Blg. 2).
1,4. Листы с ромбической гофрой имеют диагонали ромба (25-30) ´ (60-70) мм.Гофрирование и расположение маленьких диагоналей ромба или большого листа являются оригинальными.
С большим количеством диагоналей, лучше всего сделать лист с различным соотношением диагоналей ромба.
(Pinalitan na edisyon, Susog Blg. 2, 3).
1,5. Гофрированный лист из чечевицы имеет шаг 20, 25 и 30 мм.
1,6. Лист может быть шириной 600 мм, 2200 мм и 1400 мм, 8000 мм и градацией 50 мм.
1,7. На каждом шагу потребителя, вы можете сделать это из разных листов.
1,8. Листок Гинава Аён на Лаки:
с посещением сукатов на капале, а также на сукатах, которые совершаются на языке, и на лапах, и на хабе, которые ограничивают ограничения на срок 1.6 — форма I;
с восхищением сукатов на капал сауба пределов ипинахиватиг на талаханаян, без хинди тумутукой на сукат са лапад и хаба — форма II;
с использованием сукатов, когда они умножаются на лапад и хаба, сукат, который вы можете сделать, чтобы избежать ограничений по исходному тексту на день 1.6 — форма III;
с просмотром синусук в суке, позволяющей определить ограничения на срок 1.6 — форма IV.
(Binagong edisyon, Susog Blg. 1).
1.9. Лучшее, что нужно для печати и изготовления листов — согласно ГОСТ 19903
С огромным количеством листов в рулоне с максимальным количеством страниц:
20 мм — на лапке для последних катушек, более 1000 мм с гильзами без гильз;
15 мм — можно использовать для листов на высоте 2000, 6000 мм и более, чем на 4.0 при 5,0 мм;
25 мм — na may kapal na 6.0; 8.0; 10,0 при 12,0 мм.
(Binagong edisyon, Susog Blg. 3, 4).
1.10. Они работают в соответствии с требованиями ГОСТ 19903, последняя версия квартиры.
(Binagong edisyon, Susog Blg. 4).
1.11. (Tinanggal, Susog Blg 1.)
1.12. Работа для катушек, работающих на катушках, с подключенными к ним катушками, соответствует ГОСТ 19903.
Более чем
Основной лист из стали марки St3sp соответствует ГОСТ 380 с ромбической гофрой длиной 3,0-00 мм, нормальной толщиной, максимальной толщиной
Ромб листовой В-К-ПУ-3.0’1000’2000 Ст3сп ГОСТ 8568-77
Дахон чечевица В-К-ПУ-3.0´1000´2000 Ст3сп ГОСТ 8568-77
Основная катушка, марка St3sp, соответствует ГОСТ 380, с ромбической гофрой, не более 3.0 × 1000 мм, размеры и размеры, высота до:
Рулон ромб А-К-3,0 ‘ 1000 Ст3сп ГОСТ 8568-77
Англо-коричневый, с редкой линзовидной гофрой:
Рулет из чечевицы А-К-3,0 ‘ 1000 Ст3сп ГОСТ 8568-77
(Binagong edisyon, Susog Blg 2,3,4).
2. KINAKAILANGAN SA Teknikal
2.1. Листы и рулоны созданы в соответствии с их принципами для регулярных технологических разработок, созданных для начинающих.
2.2. Листы и рулоны изготовлены из обычной углеродистой стали с марками St0, St1, St2 и St3 (полукруглый, полукруглый и полукруглый) с применением стандарта ГОСТ 380
.Благодаря изготовлению изделий из хрома, никеля, меди, он изготовлен из листового металла на хинди.
2.1, 2.2. (Binagong edisyon, Susog Blg. 4).
2.3. С удовольствием, лучший способ создать листы разных марок.
(Binagong edisyon, Susog Blg. 3).
2.4. Листы, которые используются на листопрокатных станах, обрезаны сразу после работы.
2,5. Листы и рулоны, изготовленные на целиком прокатном стане, можно найти в самых разных местах.
вырезов на хинди представляют собой простые листы на номинальных лапах.
2,4, 2,5. (Binagong edisyon, Susog Blg. 1).
2.6. С помощью листов, прокручивать и раскатывать слитки, использовать ракушки, весы, ракушки, булочки и думи. Хинди позволяет быстро отслаивать листы.
2.7. На различных листах, ряби, шлака, шлака, отпечатков, вы можете увидеть, как это сделать, все будет сделано на хинди лампасах в максимальных количествах на капле.
3. ПРАВИЛА ПРИЕМКИ
3.1. Листы и рулоны готовятся к партии.Серийно изготавливается листовой металл с гофрировкой. Пагпапасия партии — по ГОСТ 14637.
3.2. Чтобы контролировать сука и качество на разных языках, вы можете получить лист или выпустить кукурузу из партии.
3.3. После того, как вы получите результаты, полученные на хинди, на языке хинди бабаба на разных языках, вы увидите, что контроль применяется в качестве образца, который применяется в соответствии с ГОСТ 7566.
4. PARAAN NG PAGSUSULIT
4.1. Настройте контроль над другими функциями.
4.2. Основание листа с гофрами и гофрами синусоидально на хинди-бабабе на 100 мм от толщины и 40 мм от поверхности.
Сукатов в любом синусоиде, на хинди, вы можете увидеть листы, сделанные в ограниченных количествах.
4.3. Рифленая h представляет собой раскладку листа s + h и основание листа s .
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Пагмарка, паг-иимпаке, перевозки и паг-иимбак — alinsunod sa GOST 7566.
1,9; 1,10; 1,12
5. Ограничение панорамирования является обязательным по протоколу Blg. 7-95 Konseho ng Interstate para sa Pamantayan, Pamamaraan at Sertipikasyon (IUS 11-95)
6. ИЗДАНИЕ (Сентябрь 2004 г.) с Susog Blg. 1, 2, 3, 4, na inaprubahan noong Oktubre 1978, Nobyembre 1980, Hunyo 1987, Hunyo 1989 (IUS 11-78, 1-81, 11-87, 11-89), Susog (IUS 2-2003)
ГОСТ 8568-77
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Обучение Teknikal
Официальный на улице
Мга ПАМАНТАЯН С.А. ПАГЛАТЛАТ НГ ИПК Москва
в соответствии с ГОСТ 8568-77 Листы бакальные с ромбической формой с линзовидным гофром.Текникал на кондисён
анонг лугар
Накалимбаг
Ай Дапат на
Si. Susog Blg. 3 (IUS Blg. 11-87) в Muling Paglabas (Disyembre 1993), где находится Susog No. 1, 2, 3, 4
Sugnay 1.1. Талаханаян, Ромбическая гофра. Haligi «Масса 1 м 2 листа, u>, Para sa kapal ng base ng sheet:
s — 6,0 мм s — 8,0 мм
66
66,6
Si. Muling nai-print (Disyembre 1995) в Edisyon (Setyembre 2004)
показывает Susog No.1, 2, 3, 4
Sugnay 1.1. Талаханаян Ромбическая гофра. Ханай на «Тимбанг 1 м 2 листа, кг». Для капельной базы — 6,0 мм
(IUS Ms 122005)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Листы из бакалавриата могут быть ромбическими при лентеральном нарезании
Teknikal na kondisyon
Лист стальной рифленый ромбический в форме чечевицы. Мга пагтутукой
МКК 77.140.50 * 1
Открытие 01.01.78
Сделайте это через основной лист с ромбическим и двояковыпуклым гофрированием для каждого вида изображения.
1. IBA-IBA
1.1a. Лист гулонга есть на капале: mataas na kawastuhan — A, normal na kawastuhan — B.
(Дагдаг на ипинакилала, Susog Blg. 4).
1.1. Длина, ширина, максимальная ширина и ширина 1 м 2 листа с ромбической и линзовидным гофрами несут в себе опухоль на рис. 1, 2 и на одном листе.
Официальный на редакции
Добавить в корзину на сумке
© Издательство стандарта, 1977 ИПК Издательство стандарта, 2004
мула 600 висит 1000 | ул.1000 виселиц 1500 | ||
Толщина листа толщиной мм. | Баку | Angulo ng Apex | ||||||||||
ул.1500 висит 2000 | ул. 2000 висит 2200 | рифель b, мм | риффли ф, град | |||||||||
Обычный кавастухан | ||||||||||||
Ромбическая гофра | ||||||||||||
Чечевица из чечевицы | ||||||||||||
6.0 8,0 10,0 12,0
6,0 8,0 10,0 12,0
1. Лист с ромбическим и линзовидным гофрами имеет естественную толщину толщиной в миллиметр.
2. Для листов, которые используются на листопрокатных станах, в зависимости от толщины листа, толщина 0,2 мм больше, чем максимальная толщина листа.
3. Углубление основания гофра L, угол наклона гофры φ, угловой ромб / + t 2, угловая гофра на листе φ с планкой φ, расстояние между гофрами, угловая гофра Радиус гофры R на листе используется хинди и контролируется, чтобы сделать возможным использование инструмента.
4. Покрытие 1 м 1 2 листа представляет собой натуральный лист с номинальной толщиной листа, гофрированный лист толщиной 0,2 дюйма, малый квадратный ромб с диаметром 27,5 мм и квадратный ромб диаметром 65 мм. Угловая плотность бакала 7,85 г / см 3 4 5.
5. (Tinanggal, Susog Blg. 4).
(Binagong edisyon, Susog Blg. 2, 3, 4, Susog).
1.2. Гофрированный продукт, изготовленный из листов и листов, может быть ромбическим или гофрированным из чечевицы.
1.3. Каждый лист имеет толщину 0,1–0,3 мм на основе листа, длина которого составляет 0,5 мм. В зависимости от размера, лист с основанием размером 5 мм или более, чем на 1 мм, можно увеличить на хинди-бабабе.
(Binagong edisyon, Susog Blg. 2).
1,4. Лист с ромбической гофрой имеет диагонали ромба (25-30) x (60-70) мм. Гофрирование и нанесение небольших диагоналей ромба или большого листа изготовлены специально.
С большим количеством диагоналей, лучше всего сделать лист с различным соотношением диагоналей ромба.
(Binagong edisyon, Susog Blg. 2, 3).
1,5. Гофрированный лист из чечевицы имеет шаг 20, 25 и 30 мм.
1,6. Лист может быть шириной 600 мм, 2200 мм и 1400 мм, 8000 мм и градацией 50 мм.
1,7. На каждом шагу потребителя, вы можете сделать это из разных листов.
(Binagong edisyon, Susog Blg. 3).
1,8. Листок Гинава Аён на Лаки:
с посещением сукатов на капале, а также на сукатах, которые совершаются на языке, и на лапах, и на хабе, которые ограничивают ограничения на срок 1.6 — форма I;
с восхищением сукатов на капал сауба пределов ипинахиватиг на талаханаян, без хинди тумутукой на сукат са лапад и хаба — форма II;
с использованием сукатов, когда они умножаются на лапад и хаба, сукат, который вы можете сделать, чтобы избежать ограничений по исходному тексту на день 1.6 — форма III;
с просмотром синусук в суке, позволяющей определить ограничения на срок 1.6 — форма IV.
(Binagong edisyon, Susog Blg. 1).
1.9. Лучшее, что нужно сделать на бумаге и на бумаге — согласно ГОСТ 19903.
С огромным количеством листов и рулонов листов можно получить максимальное количество страниц;
20 мм — на лапке для последних катушек, более 1000 мм с гильзами без гильз;
15 мм — приспособление для листов толщиной до 2000, 6000 мм и более, чем на 4.0 при 5,0 мм;
25 мм — na may kapal na 6.0; 8.0; 10,0 при 12,0 мм.
(Binagong edisyon, Susog Blg. 3, 4).
1.10. Они работают в соответствии с требованиями ГОСТ 19903, которые являются стандартными и максимально доступными для печати на плоской поверхности.
(Binagong edisyon, Susog Blg. 4).
1.11. (Tinanggal, Susog Blg. 1).
1.12. Создан для самых последних продуктов, которые используются в роликах, а также в Интернете, где они работают, в соответствии с ГОСТ 19903.
Значения символов:
Основная марка стали марки StZsp соответствует ГОСТ 380 с ромбической гофрировкой и размером 3,0 x 1000 x 2000 мм, нормальная толщина, максимальная толщина
Лист ромб В-К-ПУ-3.0х 1000у. 2000 СтЗсп ГОСТ 8568-77
Дахон чечевица В-К-ПУ-3,0у 1000 у 2000 СтЗсп ГОСТ 8568-77
Выполнить установку катушек с маркировкой StZsp согласно ГОСТ 380 с использованием ромбической гофры, 3.0 x 1000 мм, размер и размер, не более:
Рулон ромб А-К-3,0 у 1000 СтЗсп ГОСТ 8568-77
Англо-коричневый, с редкой линзовидной гофрой:
Рулет из чечевицы А-К-3,0у 1000 СтЗсп ГОСТ 8568-77.
(Binagong edisyon, Mga Susog Blg. 2, 3, 4).
2. KINAKAILANGAN SA Teknikal
2.1. Листы и рулоны созданы в соответствии с их принципами для регулярных технологических разработок, созданных для начинающих.
2.2. Листы и рулоны изготовлены из обычной углеродистой стали марок StO, St1, St2 и StZ (крупно, много и мало) с составом из углеродистой стали по ГОСТ 380.
Благодаря изготовлению изделий из хрома, никеля, меди, он изготовлен из листового металла на хинди.
2.1. 2.2. (Binagong edisyon, Susog Blg. 4).
2.3. С удовольствием, лучший способ создать листы разных марок.
(Binagong edisyon, Susog Blg. 3).
2.4. Листы, которые используются на листопрокатных станах, обрезаны сразу после работы.
2,5. Листы и рулоны, изготовленные на целиком прокатном стане, можно найти в самых разных местах.
вырезов на хинди представляют собой простые листы на номинальных лапах.
2,4, 2,5. (Binagong edisyon, Susog Blg. 1).
2.6. На различных листах, скрученных слитках и слитках, оболочек, чешуйчатых скорлупах, скрученных булах, базах и думи.Хинди позволяет быстро отслаивать листы.
2.7. На различных листах, ряби, шлака, шлака, отпечатков, вы можете увидеть, как это сделать, все будет сделано на хинди лампасах в максимальных количествах на капле.
3. ПРАВИЛА ПРИЕМКИ
3.1. Листы и рулоны готовятся к партии. Серийно изготавливается листовой металл с гофрировкой. Пагпапасия партии — по ГОСТ 14637.
3.2. Чтобы контролировать сука и качество на разных языках, вы можете получить лист или выпустить кукурузу из партии.
3.3. После ввода результатов на хинди в систему управления для хинди бабаба на основе элементов управления, установленный в образце, введенном в соответствие с ГОСТ 7566. PARSUS N
N.4.1. Сделайте контроль над другими функциями.
4.2. Основание листа с гофрами и гофрами синусоидально на хинди-бабабе на 100 мм от толщины и 40 мм от поверхности.
Сукатов в любом синусоиде, на хинди, вы можете увидеть листы, сделанные в ограниченных количествах.
4.3. Гофрирование осуществляется естественным путем, благодаря нанесению толстого слоя листов и покрытий на основе листов.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Пагмарка, паг-иимпаке, перевозки и паг-иимбак — alinsunod sa GOST 7566.
(Binagong edisyon, Susog Blg.3).
DATA NG IMPORMASYON
1. Binuo AT ВВЕДЕНИЕ Министерство черной металлургии СССР
2. НАПАТУНАЯН В ПИНАКИЛАЛА СА ЕПЕКТОР РЕШЕНИЯ ОБЪЯВЛЕНИЯ КОММУТАЦИИ СОСТАВЛЕНИЯ КОНСЕХОНА МИНИСТРАЦИИ СССР 13.04.77 г., стр. 926
3. Палитан анг ГОСТ 8568-57
4. НОРМАТИВНОЕ РЕГУЛИРОВАНИЕ НА ДОКУМЕНТО «ТЕКНИКАЛ НА ДОКУМЕНТО»
5. Ограничение времени нахождения в соответствии с протоколом Blg. 7-95 Konseho ng Interstate para sa Standardisasyon, Metrolohiya at Sertipikasyon (IUS 11-95)
6.ИЗДАНИЕ (Сентябрь 2004 г.) включает Susog Blg. 1, 2, 3, 4, na inaprubahan noong Oktubre 1978, Nobyembre 1980, Hunyo 1987, Hunyo 1989 (IUS 11-78, 1-81, 11-87, 11-89), Susog (IUS 2-2003)
Редактор Л.