
Методичка2019.2
%PDF-1.4 % 1 0 obj > /OCGs [5 0 R] >> /Type /Catalog >> endobj 9 0 obj >> endobj 2 0 obj > stream GPL Ghostscript 9.052019-12-24T13:55:39+03:002019-12-24T13:55:07+03:00PDFCreator Version 1.6.22019-12-24T13:55:39+03:00uuid:5e210549-2897-11ea-0000-c989dcf0cf13uuid:73dcbfbd-bbd3-404c-8fff-994328593021application/pdf

ГОСТ 3212-92. Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров
- формат pdf
- размер 582.65 КБ
- добавлен 28 марта 2010 г.
ОКС 25.120.30
Взамен ГОСТ 3212-80, ГОСТ 3606-80, ГОСТ 11961-87
Действие С 01.07.93
Страниц 24 (А5)
Описание ГОСТ 3212-92 Настоящий стандарт распространяется на
модельные комплекты, предназначенные для изготовления песчаных
и оболочковых форм для получения отливок и устанавливает значения
формовочных уклонов, в том числе и для литья по
выплавляемым моделям, размеры стержневых знаков и допуски
размеров.
Стандарт не распространяется на модели элементов литниковой системы
(стояк, выпор, прибыль и др. ).
Смотрите также
- формат doc
- размер 189.
 63 КБ
63 КБ - добавлен 30 октября 2008 г.
Настоящий стандарт распространяется на метрические резьбы общего назначения с профилем по ГОСТ 9150, диаметрами и шагами по ГОСТ 8724 и ГОСТ 16967 и основными размерами по ГОСТ 24705 и ГОСТ 24706. Допуски для резьб диаметром менее 1 мм — по ГОСТ 9000.
Стандарт
- формат pdf
- размер 3.04 МБ
- добавлен 26 января 2009 г.
Настоящий стандарт распространяется на отливки из чёрных и цветных металлов и сплавов и устанавливает допуски размеров, формы, расположения и неровностей поверхности, допуски массы и припуски на обработку. Утратил силу в РФ с 01.07.2010
Стандарт
- формат pdf
- размер 697.
 01 КБ
01 КБ - добавлен 29 декабря 2011 г.
Настоящий стандарт распространяется на допуски и посадки деталей при размерах от 0,1 до 1мм. Переиздание 01.03.2004 с изм. 1;2
- формат doc
- размер 140.5 КБ
- добавлен 05 мая 2010 г.
Настоящий стандарт распространяется на металлические детали, изготовленные резанием, или детали, изготовленные формообразованием из листового металла, и устанавливает общие допуски для линейных и угловых размеров, если эти допуски не указаны непосредственно у номинальных размеров.
- формат doc
- размер 12.88 КБ
- добавлен 07 октября 2009 г.
Настоящий стандарт распространяется на металлические детали, изготовленные резанием, или детали, изготовленные формообразованием из листового металла, и устанавливает общие допуски для линейных и угловых размеров, если эти допуски не указаны непосредственно у номинальных размеров. Общие допуски по настоящему стандарту могут применяться также для неметаллических деталей и деталей, обрабатываемых способами, не относящимися к обработке резанием или…
Общие допуски по настоящему стандарту могут применяться также для неметаллических деталей и деталей, обрабатываемых способами, не относящимися к обработке резанием или…
- формат jpg
- размер 26.06 МБ
- добавлен 16 февраля 2010 г.
- формат pdf
- размер 131.54 КБ
- добавлен 25 января 2010 г.
Настоящий стандарт распространяется на машины литейные формовочные встряхивающие однопозиционные общего назначения грузоподъемностью до 10 т. Стандарт не распространяется на машины, входящие в формовочные установки и линии. (Измененная редакция, Изм. №2 — 4)
- формат djvu
- размер 704.57 КБ
- добавлен
11 октября 2009 г.

Припуски и допуски
Стандарт
- формат pdf
- размер 360.04 КБ
- добавлен 25 октября 2011 г.
Настоящий стандарт распространяется на метрическую резьбу с профилем по ГОСТ 9150-81, диаметром от 0,25 до 0,9 мм по ГОСТ 8724-81, основными размерами по ГОСТ 24705-81 и устанавливает допуски и предельные отклонения для посадок с зазором.
- формат doc, pdf
- размер 8.7 МБ
- добавлен 23 августа 2009 г.
ГОСТ-11708-82 Основные нормы взаимозаменяемости. Резьба., ГОСТ 8.050-73 Нормальные условия выполнения линейных и угловых измерений.
ГОСТ 26358-84 / Ауремо
ГОСТ Р 53464-2009 ГОСТ 1855-55 ГОСТ 26645-85 ГОСТ 1215-79 ГОСТ 26358-84 ГОСТ 21357-87 ГОСТ 4.439-86 ГОСТ 27208-87 ГОСТ 977-88 ГОСТ 3443-87
- гост-26358-84.pdf (144,74 КиБ)
ГОСТ 26358-84
ГОСТ 26358-84
Группа В81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЧУГУННЫЕ ОТЛИВКИ
Общие технические условия
Чугунные отливки. Общие характеристики
ОКП 41 1100
Дата введения 1986−01−01
Постановление Государственного комитета СССР по стандартам от 14 декабря 1984 г. N 4431 введение введено с 01.01.86 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
ВМЕСТО Общих технических требований ГОСТ отливки 1215-79, ГОСТ 1412-79, ГОСТ 1585-79, ГОСТ 7293-79, ГОСТ 7769- 82
ПЕРЕПЕЧАТАНИЕ.
С ИЗМЕНЕНИЯМИ, опубликованными в ИУС N 8, 1988 г.
Изменение, внесенное изготовителем в базу данных
Настоящий стандарт распространяется на отливки, полученные любым способом из нелегированного и легированного чугуна с пластинчатым, уплотненным или шаровидным графитом и ковкого литья железо.
Установленные настоящим стандартом показатели технического уровня предусмотрены для высшей и первой категорий качества.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Отливки чугунные должны соответствовать требованиям настоящего стандарта, ГОСТ 1215-79., ГОСТ 1412-85 и ГОСТ 1585-85, ГОСТ 7769-82, ГОСТ 7293-85.
1.2. Конфигурация отливок и марка чугуна должны соответствовать требованиям рабочего чертежа, разработанного по ГОСТ 3.1125-88.
1.3. Предельные отклонения по размерам и массе, а также припуски на механическую обработку — по ГОСТ 26645-85*.
________________
* На территории РФ документ недействителен. Действует ГОСТ Р 53464-2009, здесь и далее. — Обратите внимание на базу данных производителя.
— Обратите внимание на базу данных производителя.
Формование уклона в соответствии с конфигурацией отливки назначают ГОСТ 3212-92. Допуск прямолинейности плоских поверхностей должен быть не более 2/600.
1.4. Отливку необходимо очистить от песка и проникновения металла.
Бухты, наросты, прожилки, прибыли и литники должны быть удалены любым способом. Извлечение бухт, наростов, прожилок, приливов и литников должно быть зачищено в соответствии с требованиями чертежа отливки.
1.5. Отливки не должны иметь дефектов, ухудшающих их внешний вид. Допускаются незначительные дефекты по ГОСТ 19.200-80 в пределах припуска на механическую обработку.
1.6. В зависимости от назначения деталей в чертежах или в технических условиях на бетонирование по согласованию с потребителем допускается определять и нормировать дополнительные технологические и эксплуатационные свойства в соответствии с ГОСТ 4.439-86 и приложением настоящего стандарта.
(Изм. ИУС N 8-1988).
2. ПРАВИЛА ПРИЕМКИ
2.1. Для контроля соответствия отливок требованиям настоящего стандарта изготовитель проводит приемо-сдаточные испытания и периодические испытания.
2.2. Кастинги проходят вечеринки. Партия должна состоять из отливок из чугуна одной марки, полученных плавкой в печах периодического действия или в течение одной смены в условиях устойчивой вагранки или дуплексного процесса при постоянной загрузке, прошедших совместную термическую обработку и снабженных единый документ о качестве, содержащий следующие данные: товарный знак
или наименование изготовителя и его адрес;
номер чертежа и наименование отливки;
номер партии или плавки, объем партии;
марка чугуна и обозначение стандарта;
Результаты испытаний и печать отдела контроля качества.
2.3. Соответствие внешнего вида чертежу согласно пп.1.2, 1.4 наносится на каждую партию отливок.
2.4. Соответствие свойств, характеризующих марку чугуна, изготавливаемой партией отливок, нормам государственных стандартов на конкретную марку чугуна.
2.5. Размер отливки и вес проверяют на периодических испытаниях. Планировать и контролировать объем подбора партии комплекта ТО при бетонировании.
2.6. Периодичность, размер выборки и правила контроля дополнительных свойств выполняются по нормативам на конкретную продукцию и при их отсутствии на другую.
2.7. При неудовлетворительных результатах испытаний хотя бы по одному из показателей повторные испытания проводят на удвоенной выборке. Допускаются результаты неудовлетворительного повторного тестирования для установления полного контроля над кастингом. Отливку после исправления несоответствия свойств, структур или дефектов разрешается повторно отправлять на приемку.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Состояние поверхности отливки проверяют визуально.
3.2. Размер и массу отливок по ГОСТ 26645-85 проверяют измерительным инструментом и приспособлениями.
3.3. Контроль качества отливок и марок чугуна проводят в соответствии с требованиями настоящего стандарта, ГОСТ 1215-79, ГОСТ 1412-85 и ГОСТ 1585-85, ГОСТ 7293-85, ГОСТ 7769-82.
3.4. Испытания свойств, отдельных дополнительных требований чертежа или технических условий проводят по действующим стандартам, а при их отсутствии — по методикам, согласованным между изготовителем и потребителем.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
4.1. На отливку снабжают этикеткой с клеймами маркировки чугуна и указанием количества и массы отливок в партии.
4.2. Транспортную маркировку выполняют по ГОСТ 14192-96 и приказу ВЭД с нанесением манипулятивных знаков сверху, размеров и массы отдельных упаковок.
4.3. Отливки чугунные, при необходимости указанные в упаковке Упакованы в ящики по ГОСТ 2991-85 или ГОСТ 10198-91. Тип ящика выбирается в зависимости от габаритов и веса отливок, указанных в ТУ.
Размеры ящиков и размещение их на поддоне должны соответствовать ГОСТ 21140-88.
4.3.1. Отливки из высококремнистого чугуна под пакетом должны перемещаться щепой или жесткими распорками.
4.4. Заливка транспортеров всеми видами транспорта в соответствии с правилами погрузки, крепления, перевозки, действующими на данном виде транспорта.
4.4.1. Формирование транспортного пакета, указывающего на ТО и производится НТД.
4.4.2. Габаритные размеры и масса брутто транспортного пакета — ГОСТ 24597-81.
4.5. Условия консервации и хранения указываются в ТУ на конкретные отливки и должны соответствовать требованиям ГОСТ 9.014-78, ГОСТ 15150-69.
ЗАЯВЛЕНИЕ (ссылка). ПРИМЕР РАСЧЕТА ТРЕБОВАНИЙ УРОВНЯ ДЛЯ ОТЛИВКИ
APP
Ссылка
ПРИМЕР РАСЧЕТА ТРЕБОВАНИЙ УРОВНЯ ДЛЯ ОТЛИВКИ
1. Уровень основных и дополнительных требований (УТ), выраженный в процентах от суммы надбавок или скидок за их выполнение в определенной цене 25-01-81, 07-01-80 или 08-01-80 присвоенных к базовой цене одной тонны чугунного литья подходящего типа и способа литья. UT определяется производителем и отражается в маршрутизации.
2. При назначении дополнительных требований, не предусмотренных прейскурантами 07-01-80, 08-01-80, надбавка или скидка корректируется в соответствии с прейскурантом 25-01-81.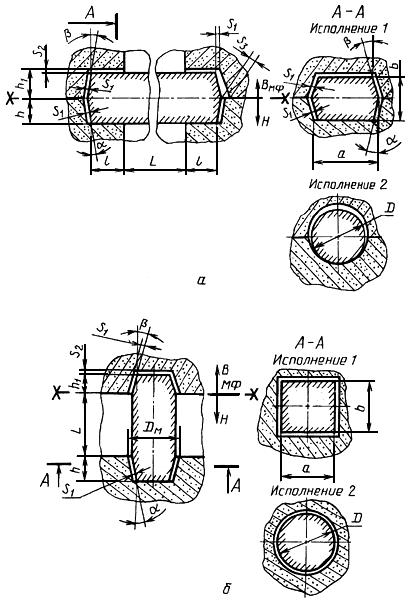
| Технические требования | Данные имени | |||
| Сетчатый ремень | Катушка | |||
| индикаторы | надбавки | индикаторы | припуски | |
| Литейный материал | СЧ20 ГОСТ 1412-85 | — | ЧН20Д2Ш ГОСТ 7769-82 | — |
| Группа сложности | Первый (песчаная форма) | — | Пятая (оболочка) | — |
| Базовая цена за тонну цена 25−01−81 | 187. (Ref.1−0015) | — | 1140 руб. для марки СЧ45 (поз.2−0046) | — |
| Химический состав: | Не контролируется | — | +20% никель | 820 руб. |
| +2% хрома | 10 руб. 20 коп. | |||
| +1% марганец | 4 руб. | |||
| +1% кремния | 3 рубля 50 копеек. | |||
| для фосфора менее 0,05% | +13% | |||
| Базовая цена с учетом допинга за тонну | 187 руб. | — | 1977 г. 70 копеек. | 837 руб. 70 коп. |
| Класс точности погоста 26645−85 | Третий | 0% | Первый | +10% |
| Группа серий | Четвертый | -6% | Третий | +15% |
| Вес массы отливки | До 5 % | -10% | — | — |
| Уменьшение веса отливок (меньшая толщина стенки) | — | — | До 25 % | +35%N0,27 * |
| Плавильный агрегат | Купол | 0% | Индуктив. печь печь | +5% |
| Механические свойства при комнатной температуре | Требование стандартных марок | 0% | , , МИБ | +3% |
| Регулирование и контроль ударной вязкости | — | — | До температуры минус 60 °С | +6% |
| Термическая обработка | — | — | Нормализация | +22% |
| Регулирование и контроль дефектов | Визуальный | +1% | Ультразвуковая толщина до 200 мм | 12,5% |
| Упаковка и хранение | Навалом на открытых площадках | 0% | Улучшенная производительность экспорта | +2% (4 руб./т) |
| Уровень требований к базовой цене тонны отливок | -15% ————— 187 руб. | +86% ———————- 1977 руб.  | ||