Мини сварочный аппарат 12 В
С помощью этого простого сварочного аппарата вы сможете резать тонкие металлы, сваривать медные провода, наносить гравировку на металлическую поверхность. Без проблем можно найти и другие применения. Такой мини сварочный аппарат возможно питать напряжением 12-24 В.
В основе сварочного аппарата лежит высоковольтный преобразователь высокой частоты. Построенный по принципу блокинг-генератора с глубокой трансформаторной обратной связью. Генератор формирует кратковременные электрические импульсы, повторяющиеся через сравнительно большие интервалы. Частота тактирования лежит в пределах 10-100 кГц.
Коэффициент трансформации этой схемы будет 1 к 25. Это значит, что если подать на схему напряжение 20 В, то на выходе должно быть порядка 500 В. Это не совсем так. Так как любой импульсный трансформаторный источник или генератор без нагрузки имеет мощные высоковольтные импульсы, достигающие напряжения 30000 В! Поэтому, если вы разберете любую импульсную китайскую зарядку, то увидите параллельно выходному конденсатору подпаянный резистор.
Поэтому, внимание! Напряжение на выходе трансформатора опасно для жизни!
Схема мини сварочного аппарата
Необходимые детали:
- Трансформатор – самодельный, порядок изготовления описан ниже.
- Резисторы – мощностью 0,5-2 Вт.
- Транзистор был использован FP1016, но его трудно найти из-за его специфичности. Можно заменить на транзистор 2SB1587, КТ825, КТ837, КТ835 или кт829 с изменением полярности источника питания. Подойдет и другой транзистор с током коллектора от 7 А, напряжением коллектор-эмиттер от 150 В, с большим коэффициентом усиления (составной транзистор).
Транзистор обязательно нужно устанавливать теплоотвод. Хоть этого нет на схеме, но будет неплохо поставить фильтрующий конденсатор параллельно источнику, чтобы все помехи от работы блокинг-генератора не полезли в источник.
Изготовление трансформатора
Трансформатор намотан на куске ферритового стержня от радиоприемника.
- Обмотка коллектора – 20 витков провода 1 мм.
- Обмотка базы – 5 витков поводом 0,5-1 мм.
- Высоковольтная обмотка – 500 витков поводом 0,14-0,25 мм.
Все обмотки мотаются в одну сторону. Сначала коллекторная обмотка, по верх неё обмотка базы. Затем следует трехслойная изоляция из белой изоленты. Далее наматываем высоковольтную обмотку, 1 слой 125 витков потом изоляция, затем повторяем. Итого должно получиться 4 слоя, что равно 500 виткам. Сверху так же изолируем белой изолентой в несколько слоев.
Собираем схему. Если все исправно – должно запуститься все без проблем. Так как рабочая частота генератора превышает звуковую частоту, то писк при работе вы не услышите, так что не стоит прикасаться к выходу трансформатора руками.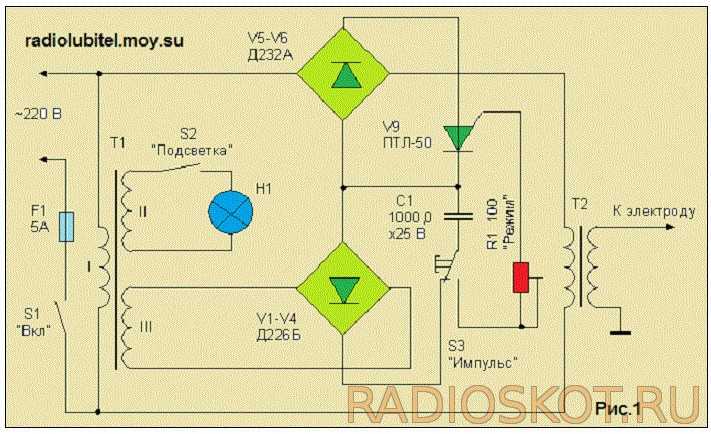
Запуск генератора начните с напряжения 12 Вольт и при необходимости повышайте.
Дуга зажигается с расстояния 1 см, что свидетельствует о напряжении 30 кВ. Высокая частота не дает разорваться горящей дуге, вследствие чего дуга горит очень стабильно. При использовании медного электрода при близком контакте с другим электродом образуется плазменная среда (плазма меди) в результате чего повышается температура дуговой сварки-резки.
Испытания сварочного аппарата резкой и сваркой
Режем дугой лезвие от бритвы.
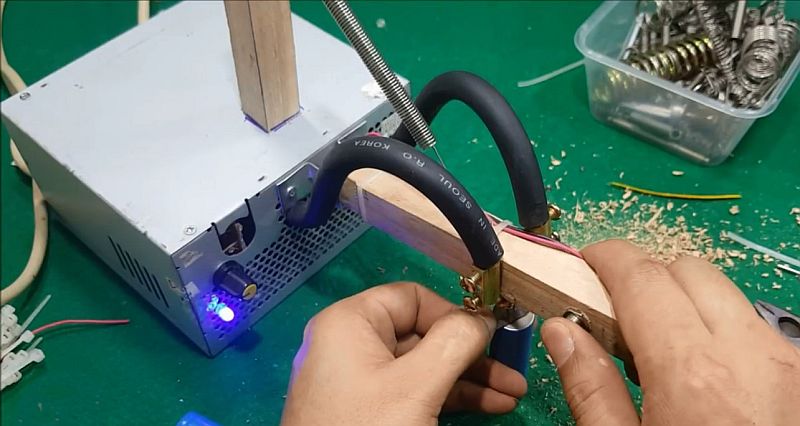
Сплавляем медные провода, толщиной до 1 мм.
В роли электрода использовалась толстая медная проволока. Он зажат в деревянной спичке, так как сухое дерево является и хорошим изолятором.
Если вам понравился этот небольшой сварочный аппарат, то вы можете сделать его и больших размеров, и мощности. Но будьте крайне осторожны.
Но будьте крайне осторожны.
Также для увеличения мощности можно собрать генератор по двухтактной схеме, да ещё и на полевых транзисторах, как тут – Простой индукционный нагреватель 12 В. В этом случае мощность будет порядочная.
Также не стоит смотреть на яркие разряды дуги не вооруженным взглядом, используйте специальные защитные очки.
Смотрите видео изготовления сварочного аппарата на блокинг-генераторе
Автор видеосамоделки — Artym Kositsyn
Сварочный аппарат своими руками: простая инструкция по сборке
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:

- Распилите магнитопровод и снимите высоковольтную обмотку, Рис. 1: распилите сердечник
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки. Рис. 3: удалите токовые шунты
- Для вторичной катушки возьмите медную шину сечением 10мм2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника. Рис. 4: намотайте вторичную обмотку на каркас
- Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода. Рис. 5: сделайте диэлектрическую прокладку
- Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.
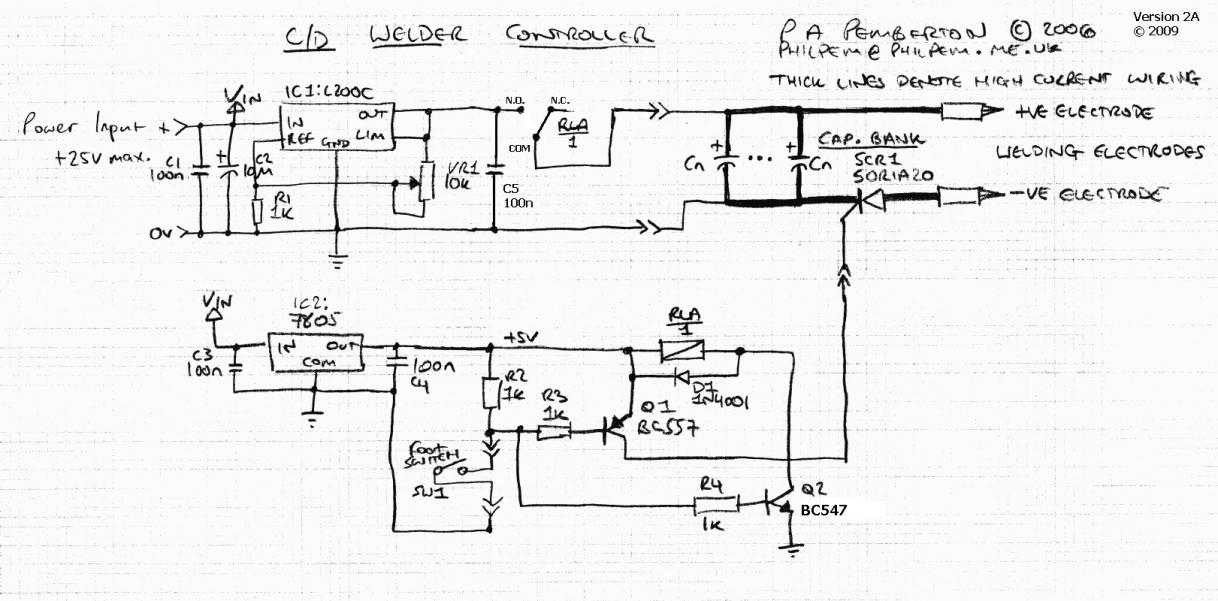 Рис. 6: поместите катушку в магнитопровод
Рис. 6: поместите катушку в магнитопровод - Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям. Рис. 7: подключите шнур питания и кабели
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройстваПроцесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения. Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора. Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста. Рис. 13: подключите силовые конденсаторы
- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Видео инструкции
Машины для стыковой сварки, запасные части и обслуживание
НАДЕЖНЫЕ МАШИНЫ.СПЕЦИАЛИЗИРОВАННАЯ ПОДДЕРЖКА.
Сварить
Постоянно
Улучшить
Безопасность
Увеличить
Практический результат
Исключительно
Обслуживание клиентов
Найдите подходящие аппараты для стыковой сварки
Ваши потребностиВыберите свои требования для стальной, медной, алюминиевой проволоки, стержня или кабеля, сплошного или многожильного, латуни и сплавов
Металл
Железо Никель Нержавеющая сталь Стальное кольцо Стальная полоса Титан Цветные металлы Алюминий Латунь Бронза МедьКонструкция
Все строительствоFlatRingSolidStrandedПромышленность
Производители корзин Производители вешалок Производители крепежа Производители заборов/ограждений Производители ручного инструмента Производители канцелярских товаровАрматурная арматураТележки для покупокПроизводители пружинПроизводители шинПроизводители трубПроизводители трубПроизводители сварочных материаловПроизводители проволоки и кабеляПроволочная сеткаПроизводители проволочных канатовПроизводители проволочной опалубки
Micro Weld
Сварочные аппараты для стыковой сварки При соединении металла вам нужен бесшовный и прочный шов, способный выдерживать самые жесткие нагрузки. Вы сосредоточены на том, чтобы обеспечить движение линии, не беспокоясь о поломке сварочных аппаратов, проблемах безопасности из-за «отремонтированного» оборудования или о том, что имеющееся у вас оборудование просрочено для модернизации или замены. Мы знаем, насколько важно для вашего бизнеса иметь правильное оборудование, которое обеспечивает бесперебойную сварку. Мы предлагаем широкий ассортимент аппаратов для стыковой сварки и подходящие детали, обучение и модернизацию, которые вам необходимы, чтобы вы перестали беспокоиться о своих аппаратах для стыковой сварки и сосредоточились на увеличении прибыли.
Вы сосредоточены на том, чтобы обеспечить движение линии, не беспокоясь о поломке сварочных аппаратов, проблемах безопасности из-за «отремонтированного» оборудования или о том, что имеющееся у вас оборудование просрочено для модернизации или замены. Мы знаем, насколько важно для вашего бизнеса иметь правильное оборудование, которое обеспечивает бесперебойную сварку. Мы предлагаем широкий ассортимент аппаратов для стыковой сварки и подходящие детали, обучение и модернизацию, которые вам необходимы, чтобы вы перестали беспокоиться о своих аппаратах для стыковой сварки и сосредоточились на увеличении прибыли.
ТРЕБУЕТСЯ МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ
Чтобы обеспечить движение линии и безопасность ваших сотрудников, недостаточно просто купить машину для стыковой сварки.
В Micro Weld мы стремимся помочь вам добиться успеха, предоставляя вам необходимое оборудование и ресурсы, помимо покупки сварочного аппарата.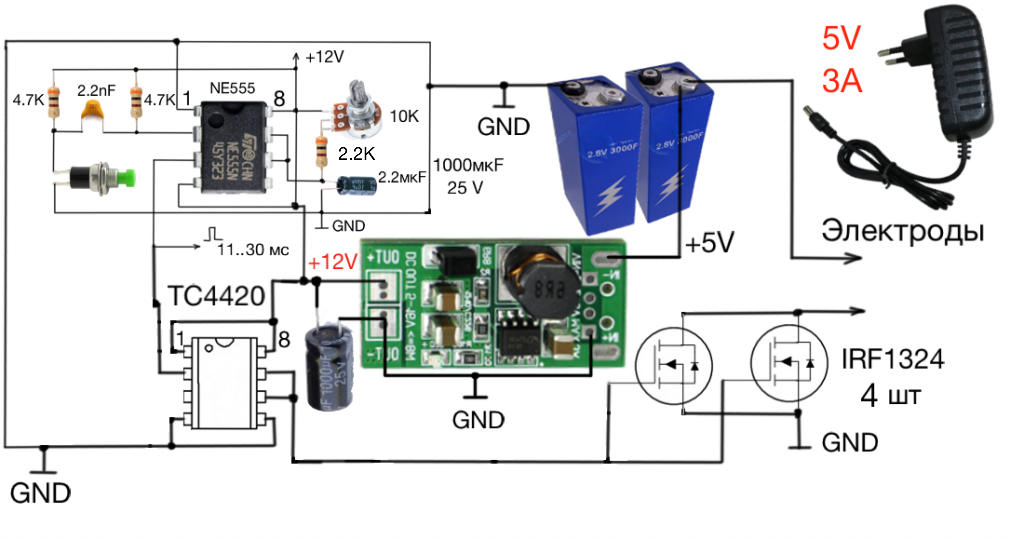
Обучение
Если у вас есть новое сварочное оборудование, модернизированное оборудование или вы расширили свою бригаду сварщиков, постоянное обучение обеспечит безопасность ваших сотрудников и работоспособность вашего стыкового сварщика. Виртуально или лично мы создаем программу обучения, которая соответствует вашим потребностям и вашему графику.
Техническое обслуживание и ремонт
Самостоятельный ремонт оборудования может стоить вам больше, чем вы сэкономите. Лично или виртуально мы можем помочь вашей команде с техническим обслуживанием и ремонтом, чтобы ваше оборудование работало правильно, продлевая срок службы вашей машины.
Заводская установка
Вы купили аппарат для стыковой сварки. Что теперь? Мы можем помочь вам настроить параметры вашего оборудования и провести предварительное обучение вашей команды, чтобы вы могли начать сварку.
Запасные части
Замена оборудования случайными деталями, найденными на вашем объекте, может поставить под угрозу работу машины и повысить уровень безопасности. Мы предоставляем запасные части для вашего аппарата для стыковой сварки и оказываем поддержку в его правильной установке, чтобы ваше оборудование было отремонтировано с первого раза.
Мы предоставляем запасные части для вашего аппарата для стыковой сварки и оказываем поддержку в его правильной установке, чтобы ваше оборудование было отремонтировано с первого раза.
Узнать больше
Модернизация аппарата для стыковой сваркидля повышения точности и производительности модели
Обновите свои аппараты для стыковой сварки Micro Weld с помощью аксессуаров мирового класса для обеспечения безопасности и технологий. Вы получите надежные сварочные аппараты того же качества с необходимыми функциями безопасности, обеспечивающими единообразие для каждой машины и согласованность при каждом обучении.
- Новые крышки и компоненты для защиты пальцев
- Переключатель блокировки на задней панели доступа
- Твердотельный терморегулятор
- Цепь управления 24 В
- Электрические педали
- Стационарные устройства управления потоком
- Кнопка аварийной остановки / Главный подрядчик
- Поворотный переключатель на шлеме
Что говорят наши клиенты
Недавно Адам Форе приехал на завод Okonite в Оранжбурге, Южная Каролина, чтобы помочь нам PM нескольким сварщикам, а также дать обзор и критический анализ наших методов сварки. Адам очень компетентный и знающий специалист по сварке. Адам провел нас через процесс ПТО, и мы вернули несколько сварщиков в наилучшее состояние. В целом он был доволен тем, как мы настраивали наши сварочные аппараты, и это было большим облегчением. Он также предоставил несколько дополнительных очень полезных указаний и рекомендаций, некоторые из которых мы реализовали, а некоторые планируем реализовать. Визит Адама стоил денег. Мы надеемся, что Micro Weld планирует нанять и обучить еще одного или двух компетентных и профессиональных техников, обученных Адамом, чтобы они взяли бразды правления в свои руки, когда он уйдет на пенсию!
Адам очень компетентный и знающий специалист по сварке. Адам провел нас через процесс ПТО, и мы вернули несколько сварщиков в наилучшее состояние. В целом он был доволен тем, как мы настраивали наши сварочные аппараты, и это было большим облегчением. Он также предоставил несколько дополнительных очень полезных указаний и рекомендаций, некоторые из которых мы реализовали, а некоторые планируем реализовать. Визит Адама стоил денег. Мы надеемся, что Micro Weld планирует нанять и обучить еще одного или двух компетентных и профессиональных техников, обученных Адамом, чтобы они взяли бразды правления в свои руки, когда он уйдет на пенсию!
Майк Сен-Жан | Инженер-технолог в
The Okonite Company Схема мини-сварочного аппаратадля небольших сварочных работ
Сварочный аппарат — это электрическое устройство, способное генерировать очень большой ток при относительно низком постоянном напряжении. Этот высокий выходной ток можно использовать для создания нужных сварочных дуг и сварных соединений. Сварочный шов создается путем плавления сварочного стержня в зоне шва за счет сильноточного короткого замыкания, создаваемого сварочным аппаратом.
Сварочный шов создается путем плавления сварочного стержня в зоне шва за счет сильноточного короткого замыкания, создаваемого сварочным аппаратом.
Небольшой сварочный аппарат можно собрать из нескольких обычных трансформаторов на 5 ампер и нескольких сильноточных мостовых выпрямителей. Давайте научимся это делать.
Как показано на следующем рисунке, мы использовали 4 трансформатора 25-0-25 В 5 А, соединенных параллельно, для получения достаточно хорошего тока 20 А для целей сварки.
Рекомендуется только для небольших сварных швов.
Вторичная обмотка трансформаторов соединена параллельно с сильноточными мостовыми выпрямителями.
Мостовой выпрямитель преобразует переменный ток в постоянный и дополнительно повышает напряжение 25+25 = 50 В до более высокого пикового уровня 50 x 1,41 = 70 В. при 20 ампер, что соответствует 70 x 20 = 1400 Вт мощности, что достаточно для создания сильных сварочных дуг на небольших стыках.
Мостовые выпрямители должны быть рассчитаны на 10 А каждый.
Либо вы можете использовать 10-амперные диоды для создания мостовых выпрямителей, либо вы можете использовать готовые 10-амперные модули мостовых выпрямителей для сборки.
Использование емкостного метода
Предупреждение. Прикосновение к следующей цепи емкостной сварки чрезвычайно опасно, так как вся цепь не изолирована от сети переменного тока, и поэтому она строго не рекомендуется для сварки.
Читать только в образовательных целях и для получения знаний о схеме емкостного высоковольтного сильноточного генератора.
Небольшая схема самодельного сварочного аппарата — это то, что большинство новых любителей и инженеров-механиков искали бы для решения своих случайных сварочных работ на рабочем столе.
Мини-сварочный аппарат без использования сложных схем, вероятно, может быть построен с использованием емкостного источника питания, как показано на следующей схеме:
ВНИМАНИЕ: Схема мини-сварочного аппарата, показанная ниже, не изолирована от сети и может убить человека в течение нескольких секунд, поэтому при обращении с этим оборудованием, находящимся под напряжением, рекомендуется соблюдать крайнюю осторожность.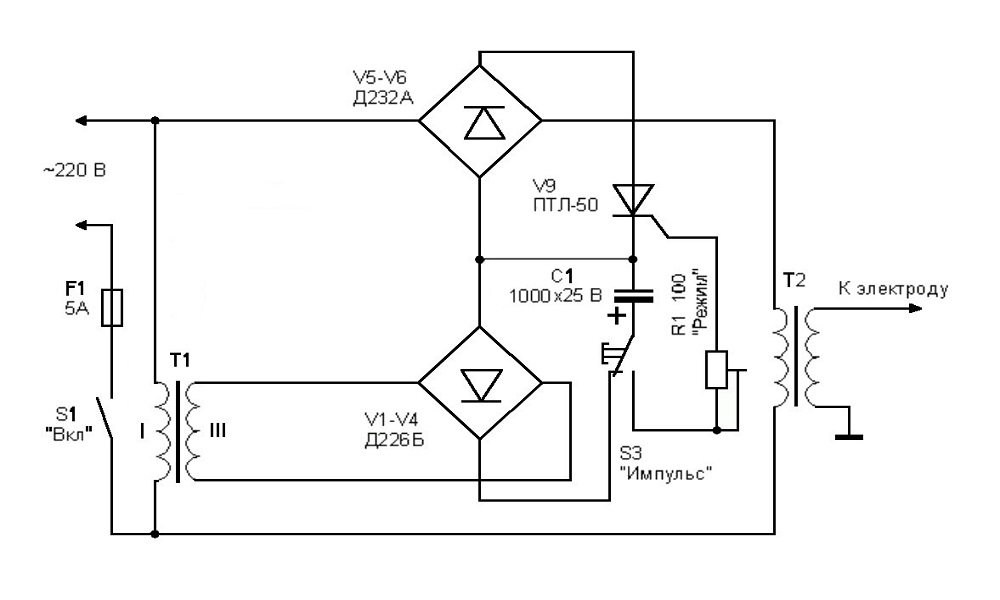
Идея, показанная выше, представляет собой обычную емкостную схему питания, включающую крайние по номиналу конденсаторы.
Работа схемы
На входе мы видим мощный конденсатор 500 мкФ/400 В, а на выходе конденсатор аналогичного номинала, предназначенный для усиления тока.
Наиболее важным параметром сварочной системы является большой ток, так что в месте короткого замыкания над рассматриваемым металлическим соединением может образоваться чрезвычайно высокая температура.
Генерация сильного тока может быть достигнута либо с помощью трансформатора высокой мощности, либо с помощью его версии SMPS, которую мы обсуждали в первом абзаце.
Трансформатор может быть слишком громоздким и тяжелым, а схема импульсного источника питания слишком сложной для новичков, единственный альтернативный способ добиться сварки большим током с помощью относительно простой конструкции — это, возможно, использование сильноточного емкостного источника питания, как показано выше.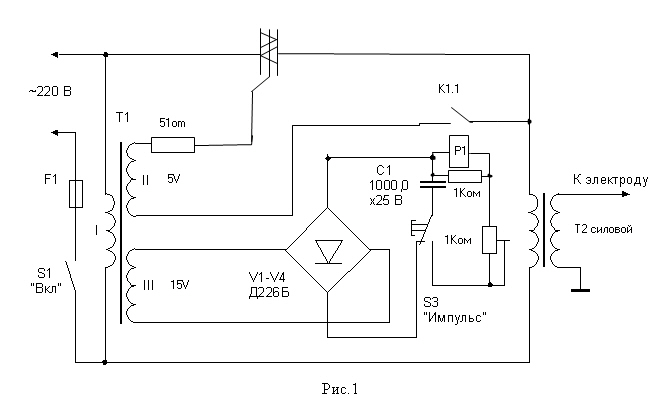
Конденсатор 500 мкФ/400 В может генерировать всплески тока до 36 А при 220 В, а усиленный конденсатором выходного фильтра этот ток может вызывать серьезные сварочные действия.
Вы можете проверить вышеупомянутые характеристики, используя следующие два калькулятора программного обеспечения:
Калькулятор реактивного сопротивления
Калькулятор закона Ома
Показанная кнопка позволяет пользователю выполнять сварочные работы с помощью коротких замыканий, а не с помощью непрерывного дугового разряда. , что может быть опасно и в любом случае не рекомендуется при сварочных работах.
Входной конденсатор 500 мкФ/400 В выглядит массивным и может быть недоступен на рынке, поэтому его можно построить, используя 500 конденсаторов PPC 1 мкФ/400 В, соединенных параллельно, это может занять некоторое пространство, но все же метод легко достижимо.
Используйте неполярные конденсаторы
Желательно, чтобы этот конденсатор был неполярным, однако, поскольку диод расположен последовательно, конденсатор с электролитом также может без проблем использоваться для этой цели.