
Нарезка резьбы на трубах — Добродушный Сантехник
Нарезка резьбы на трубах
Нарезка резьбы на трубах
Допустим имеется труба которую надо соединить с другой трубой. Можно конечно же воспользоваться и сваркой, но это возможно только если железяку с железякой надо соединять.
А если надо соединить металлическую трубу с пластиковой, то нужна резьба. Есть конечно же еще способы, например — гебо, но резьба получше будет.
В этом посте я расскажу о том, как я нарезаю резьбу на металлических трубах.
И так, имеем отрезанную трубу и очищенную от краски/грязи. Далее нам понадобится резьбонарезатель. Они могут быть ручными и электрическими.
Немного расскажу о электрическом:
Имеется вот такой комплект. 4 лерки ля разных диаметров и электрическое устройство. Вот пример его работы:
Он очень удобен, если резьбу надо нарезать на небольшом участке трубы, которая у вас в мастерской. В таком случае не надо ломать себе мозг — как же удержать трубу. Штука очень удобна, но не очень дешевая. Если вы режете резьбы пару раз в месяц — не стоит тратится на электрический резьбонарезатель. Есть у этого устройства и недостатки. Один из таких недостатков, это его быстрый нагрев и даже перегрев. Конечно, если надо нарезать одну резьбу, то нет проблем. Но если же вам понадобится сделать более двух сгонов (длинная резьба) хотя бы на дюймовой трубе, то для него это, непосильная задача. есть у него и еще один немаловажный недостаток, он слишком широк. Не надеть его на трубу, если она стоит близко к стене. По этому в таких местах, используем ручной резьбонарезатель или просто лерку.
В таком случае не надо ломать себе мозг — как же удержать трубу. Штука очень удобна, но не очень дешевая. Если вы режете резьбы пару раз в месяц — не стоит тратится на электрический резьбонарезатель. Есть у этого устройства и недостатки. Один из таких недостатков, это его быстрый нагрев и даже перегрев. Конечно, если надо нарезать одну резьбу, то нет проблем. Но если же вам понадобится сделать более двух сгонов (длинная резьба) хотя бы на дюймовой трубе, то для него это, непосильная задача. есть у него и еще один немаловажный недостаток, он слишком широк. Не надеть его на трубу, если она стоит близко к стене. По этому в таких местах, используем ручной резьбонарезатель или просто лерку.
Ручное устройство для нарезки резьб, немного покомпактней, но я обычно не использую даже ручной. Есть такая штука — шведка! Поехали:
Мы видим крашеную трубу. Труба должна быть чистой. Стрелкой показана неровность, это подтек строительного материала, который сверху еще и окрашен. Если этот слой не снять, то вы не сможете надеть лерку на трубу. Подчистили и берем лерку нужного размера:
Подчистили и берем лерку нужного размера:
На снимке, мы видим две лерки, хорошую и дешевую. Дешевая лерка режет резьбу хорошо, только пока новая, далее она не прорезает нужную глубину, следствии чего, закрутить что-то на такую резьбу, превращается в проблему. В некоторых случаях, имея две лерки, нам это облегчает задачу. Если первая не прорезает резьбу до нужной глубины, значит и крутить легче. Далее мы на эту же полу-резьбу ставим хорошую лерку и перегоняем вновь. Так делаем только в случае большого диаметра трубы, маленькие трубы режем сразу хорошей леркой. 🙂
И так, взяли лерку, почистили трубу и начинаем процесс нарезки резьбы, по часовой стрелке. Перед нарезкой, рекомендуется трубу немного смазать. Либо масло/смазка/тормозуха, либо специально предназначена для этого смазка. Вот вам кучка фото-примеров:
В итоге, должно получится вот так:
Нельзя резать резьбу «одним махом». Режьте ее постепенно, пол оборота вперед, потом чуток назад. В этом деле спешить не надо. Можно погнуть трубу и остаться без лерки.
В этом деле спешить не надо. Можно погнуть трубу и остаться без лерки.
После нарезки резьбы, попробуйте накрутить на неё то, что собираетесь монтировать. Так проверяется, на сколько хорошо нарезана резьба и достаточна ли её длинна. Если все хорошо заворачивается, можно уплотнять и монтировать.
Теперь немного он возможных нюансах. После того, как вы нарезали резьбу, возьмите фонарик и внимательно, со всех сторон, осмотрите новую резьбу. Дело тут вот в чем, если труба старая, то есть риск, что в швах резьбы могут образоваться прорези насквозь. Мало того, бывает что труба просто скручивается и часть нарезанной резьбы, остается в лерке. Это хреново. Достать ее от туда, оооооооочень трудно. (в таком случае лерку не разбирайте, а то превратится она в металлолом ибо регулировка резцов, очень тонкая). Если труба хреновая и нет возможности заменить трубу, не режте резьбу, установить гебо.
Что делать если лерка оказалась слишком длинной и резьбу не нарезать? Тогда надо просто отрезать кусок лерки, но оставить место, за что вы ее будете хватать:
Мало того, если вы отрежете ей весь «хвост», то ровно нарезать резьбу вам скорее всего не удастся. Этот самый «хвост» правильно направляет и выравнивает устройство нарезки резьбы/лерку.
Этот самый «хвост» правильно направляет и выравнивает устройство нарезки резьбы/лерку.
Пожалуй все пояснил о нарезке резьбы. Желаю успехов в этом деле.
___________________
Дополнение темы
Один из наших постоянных читателей, его имя Алексей, прислал фото еще одного устройства, с помощью которого он нарезает резьбу.
Спасибо Алексею. Далее его фото и комментарий:
Здравствуйте. Вот значит такая штука:
Лерка вытаскивается отдельно (в данном случае, она на пол дюйма). Но если вытащить кольцо-то можно вставить лерку на три четверти дюйма .
На направляющей есть тоже съёмное кольцо , которым можно отрегулировать внутренний диаметр направляющей. Под 3/4 или 1/2 дюйма.
Этой трещоткой можно резать резьбу на пол дюймовых трубах и на трубах диаметром три четверти.
Главное зацеп чтоб пошёл (Чтобы резьба начала резаться ровно) а потом можно и направляющую скрутить, если места мало для нее.
Устройство в разборе:
Устройство собрано для работы:
Эту трещотку можно перевернуть наоборот и резьбу нарезать почти вплотную.
Данная трещотка имеет реверс (тот отросток с колечком).
Выпускает Украина кажись. Я купил её (ну примерно)-за 18долларов .
Лерки продаются отдельно.
Как нарезать резьбу вручную плашкой и метчиком
- Главная
- Технологии ремонта
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
Содержание
- Нарезание наружной резьбы плашкой
- Нарезание внутренней резьбы метчиком
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
номинальный | минимальный | ||
5 | 0,8 | 4,92 | 4,82 |
6 | 1 | 5,89 | 5,79 |
8 | 1,25 | 7,87 | 7,76 |
10 | 1,5 | 9,85 | 9,73 |
12 | 1,75 | 11,83 | 11,7 |
14 | 2 | 13,8 | 13,67 |
16 | 2 | 15,8 | 15,67 |
18 | 2,5 | 17,8 | 17,62 |
20 | 2,5 | 19,8 | 19,62 |
22 | 2,5 | 21,8 | 21,62 |
24 | 3 | 23,79 | 23,57 |
27 | 3 | 26,79 | 26,57 |
30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску.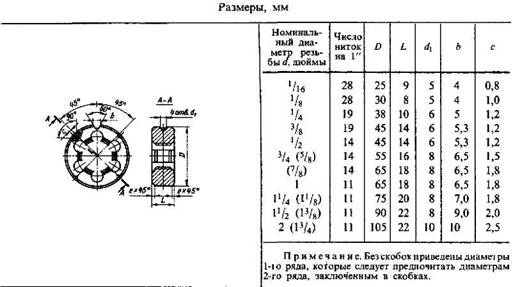 Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.
Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.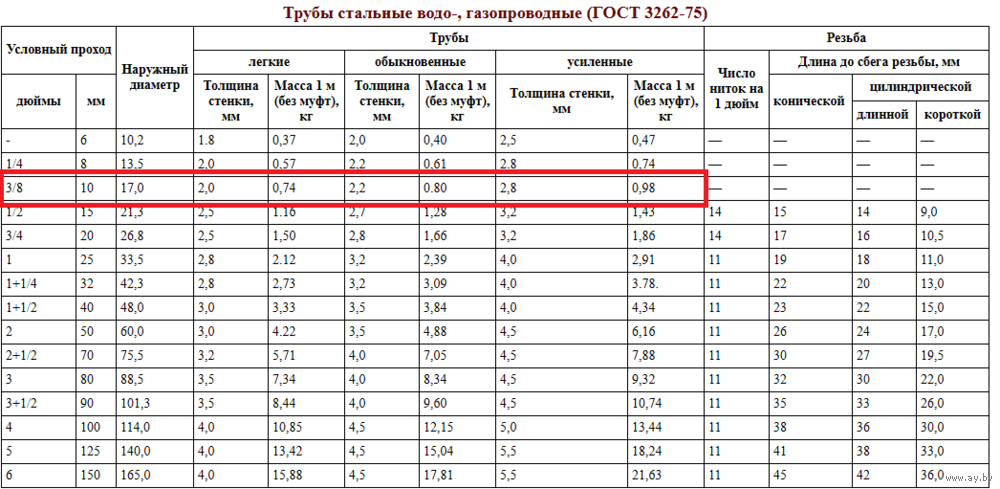
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
ПОДЕЛИТЬСЯ
Таблица размеров конической трубной резьбы по национальному стандарту NPT
Коническая трубная резьба по национальному стандарту Таблица размеров NPT
Стандартное оборудование ANSI
Производство
Процессы
приложений
и дизайн
Национальный стандарт Коническая трубная резьба Размер NPT
Диаграмма — включает данные как о внешней, так и о внутренней трубной резьбе.
Скорость конусности для всех резьб NPT составляет 1⁄16 (3⁄4 дюйма на
фут) измеряется изменением диаметра (трубной резьбы)
на расстоянии. Угол между конусом и центральной осью
трубы составляет 1° 47» 24″″ (1,7899°). Обычно используется
размеры 1/⁄8, 1/⁄4, 3/⁄8, 1⁄/2, 3⁄/4, 1, 1 1⁄/4,
1 1⁄/2 и 2 дюйма, которые чаще всего встречаются на трубах и фитингах.
поставщиков США. Иногда встречаются размеры меньше 1/⁄8 дюйма.
используется для сжатого воздуха, в то время как размеры более 2 дюймов
редко, из-за использования альтернативных методов соединения, что
используются с этими большими размерами. NPT определяется ANSI/ASME
стандарт B1.20.1.
Угол между конусом и центральной осью
трубы составляет 1° 47» 24″″ (1,7899°). Обычно используется
размеры 1/⁄8, 1/⁄4, 3/⁄8, 1⁄/2, 3⁄/4, 1, 1 1⁄/4,
1 1⁄/2 и 2 дюйма, которые чаще всего встречаются на трубах и фитингах.
поставщиков США. Иногда встречаются размеры меньше 1/⁄8 дюйма.
используется для сжатого воздуха, в то время как размеры более 2 дюймов
редко, из-за использования альтернативных методов соединения, что
используются с этими большими размерами. NPT определяется ANSI/ASME
стандарт B1.20.1.
Номинальный размер трубы слабо связан с внутренним диаметром трубы сортамента 40. Из-за толщины стенки трубы фактический диаметр резьбы больше, чем NPS, значительно так для малых NPS. Другие графики трубы имеют другую стенку толщина, но внешний диаметр (внешний диаметр) и профиль резьбы остаются одинаковые, поэтому внутренний диаметр трубы разный от номинального диаметра.
Родственный:
- Основные размеры конической трубы американского национального стандарта Резьба, NPT
- Формулы и калькулятор делительного диаметра NPT American National Стандартная коническая трубная резьба
Примечания: Ссылка ANSI/ASME B1. Все единицы измерения указаны в дюймах. |
 20.1-1983 (R1992)
20.1-1983 (R1992) Внешний диаметр D | Номинальный размер трубы | Резьба на дюйм (шаг) | Длина шага резьбы, P | Делительный диаметр в начале наружной резьбы E0 | Затягивание резьбы вручную Длина, L1 | Диаметр E1 | Максимальное зацепление резьбы L2 | Диаметр E2 |
0,3125 | 1⁄16 | 27 | 0,03704 | 0,27118 | 0,160 | 0,28118 | 0,2611 | 0,28750 |
0,405 | 1⁄8 | 27 | 0,03704 | 0,36351 | 0,1615 | 0,37360 | 0,2639 | 0,38000 |
0,540 | 1⁄4 | 18 | 0,05556 | 0,47739 | 0,2278 | 0,49163 | 0,4018 | 0,50250 |
0,675 | 3⁄8 | 18 | 0,05556 | 0,61201 | 0,240 | 0,62701 | 0,4078 | 0,63750 |
0,840 | 1/2 | 14 | 0,07143 | 0,75843 | 0,320 | 0,77843 | 0,5337 | 0,79179 |
1. | 3⁄4 | 14 | 0,07143 | 0,96768 | 0,339 | 0,98887 | 0,5457 | 1.00179 |
1,315 | 1 | 11 1/2 | 0,08696 | 1.21363 | 0,400 | 1.23863 | 0,6828 | 1.25630 |
1,660 | 1 1/4 | 11 1/2 | 0,08696 | 1.55713 | 0,420 | 1.58338 | 0,7068 | 1.60130 |
1.900 | 1 1/2 | 11 1/2 | 0,08696 | 1.79609 | 0,420 | 1.82234 | 0,7235 | 1.84130 |
2,375 | 2 | 11 1/2 | 0,08696 | 2. | 0,436 | 2,29627 | 0,7565 | 2.31630 |
2,875 | 2 1/2 | 8 | 0,12500 | 2,71953 | 0,682 | 2,76216 | 1.1375 | 2.79062 |
3.500 | 3 | 8 | 0,12500 | 3.34062 | 0,766 | 3.38850 | 1.2000 | 3.41562 |
4.000 | 3 1/2 | 8 | 0,12500 | 3,83750 | 0,821 | 3,88881 | 1.2500 | 3,91562 |
4.500 | 4 | 8 | 0,12500 | 4.33438 | 0,844 | 4. | 1.3000 | 4.41562 |
5,563 | 5 | 8 | 0,12500 | 5.39073 | 0,937 | 5.44929 | 1.4063 | 5.47862 |
6,625 | 6 | 8 | 0,12500 | 6.44609 | 0,958 | 6.50597 | 1,5125 | 6.54062 |
8,625 | 8 | 8 | 0,12500 | 8.43359 | 1,063 | 8.50003 | 1,7125 | 8.54062 |
10.750 | 10 | 8 | 0,12500 | 10.54531 | 1.210 | 10.62094 | 1,9250 | 10,66562 |
12. | 12 | 8 | 0,12500 | 12.53281 | 1.360 | 12.61781 | 2.1250 | 12.66562 |
14.000 | 14 | 8 | 0,12500 | 13.77500 | 1,562 | 13.87262 | 2,2500 | 13.91562 |
16.000 | 16 | 8 | 0,12500 | 15.76250 | 1,812 | 15.87575 | 2.4500 | 15.91562 |
18.000 | 18 | 8 | 0,12500 | 17,75000 | 2.000 | 17.87500 | 2,6500 | 17.91562 |
20. | 20 | 8 | 0,12500 | 19.73750 | 2,125 | 19.87031 | 2,8500 | 19.91562 |
24.000 | 24 | 8 | 0,12500 | 23.71250 | 2,375 | 23.86094 | 3.2500 | 23.91562 |
 050
050 26902
26902 38712
38712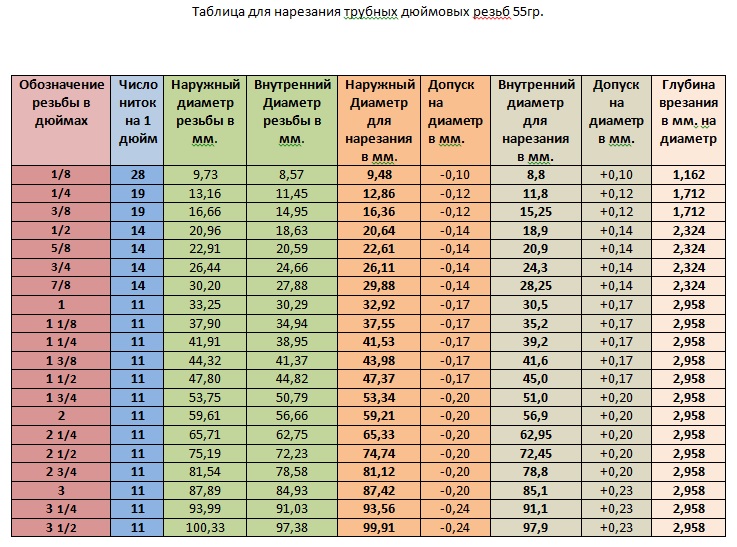 750
750 000
000Связанные
- Прямая трубная резьба Таблица таблиц ANSI Таблица размеров метчика и сверла для трубной резьбы
- ANSI NPT
- Конструкция наружной трубной резьбы, технические характеристики и допуски на трубную резьбу NPT
- Формулы и расчет диаметра шага трубной резьбы
- Внешняя британская трубная резьба (форма Уитворта) Табл. БС ЕН ИСО 228
- Таблица моментов затяжки при установке трубной резьбы
- Рекомендации по размерам сверл для трубной резьбы с внутренним сухим уплотнением
- Whitworth BS Таблица размеров трубной резьбы и метчиков DIN/ISO 228
Метчик для трубной резьбы и таблица размеров сверла ANSI NPT
Метчик для трубной резьбы и таблица размеров сверла ANSI
Данные по изготовлению и проектированию Меню
Метчик Machinist — Таблица сверления для резьбы размера ANSI
Метчик Machinist Метрическая резьба ISO — Таблица размеров сверла
Ниже приведена стандартная трубная резьба ANSI Рекомендуемый размер метчика и просверленное направляющее отверстие для конуса
Национальный конус трубной резьбы ( NPT ) — это стандарт США для конической резьбы, используемой на резьбовых трубах и фитингах. В отличие от прямой резьбы, которая имеется на болте, коническая резьба будет туго натягиваться и, следовательно, обеспечивать непроницаемое для жидкости уплотнение.
В отличие от прямой резьбы, которая имеется на болте, коническая резьба будет туго натягиваться и, следовательно, обеспечивать непроницаемое для жидкости уплотнение.
Трубы с резьбой могут обеспечить эффективное уплотнение для труб, по которым транспортируются жидкости, газы, пар и гидравлическая жидкость. Эти нити теперь используются в материалах, отличных от стали и латуни, включая ПТФЭ, нейлон, бронзу и чугун.
Конус резьбы NPT позволяет им образовывать уплотнение при закручивании, когда боковые стороны резьбы сжимаются друг относительно друга, в отличие от фитингов с параллельной/прямой резьбой или компрессионных фитингов, в которых резьба просто удерживает детали вместе и не обеспечивает печать. Поскольку тело резьбы сужается (0,75 дюйма / фут или 62,5 мм / м), больший диаметр продолжает сжиматься в меньший диаметр и, наконец, образует уплотнение (из-за конусности не остается зазора между вершинами и корнями резьбы). Это означает, что фитинги NPT должны быть без заусенцев и смазываться смазочным материалом, таким как смазочная паста или лента. Использование ленты также помогает ограничить коррозию резьбы, которая в противном случае может сделать разборку в будущем практически невозможной.
Использование ленты также помогает ограничить коррозию резьбы, которая в противном случае может сделать разборку в будущем практически невозможной.
Обычно используются размеры 1/⁄ 8, 1/4, 3/⁄ 8, 1/2, 3/4, 1, 1 1/⁄ 4, 1 1/2 и 2 дюйма, которые появляются на трубах и фитингах. большинством американских поставщиков. Размеры менее 1 ⁄ 8 дюймов иногда используются для сжатого воздуха, а размеры более 2 дюймов встречаются редко из-за использования альтернативных методов соединения, которые используются с этими большими размерами.
Связанные ресурсы:
Таблица размеров конической трубной резьбы национального стандарта NPT
| РАЗМЕРЫ КОНИЧЕСКОЙ ТРУБЫ — NPT | |
| РАЗМЕР ОТВОДА | РАЗМЕР СВЕРЛА |
| 1/8-27 | Р |
| 1/4-18 | 7/16 |
| 3/8-18 | 37/64 |
| 1/2-14 | 23/32 |
| 3/4-14 | 59/64 |
| 1″-11-1/2 | 1-5/32 |
| 1-1/4-11-1/2 | 1-1/2 |
| 1-1/2-11-1/2 | 1-47/64 |
| 2″-11-1/2 | 2-7/32 |
| 2-1/2-8 | 2-5/8 |
| 3″-8 | 3-1/4 |
| 3-1/2-8 | 3-3/4 |
| 4″-8 | 4-1/4 |
| РАЗМЕРЫ ПРЯМОЙ ТРУБЫ — NPS | |
| РАЗМЕР ОТВОДА | РАЗМЕР СВЕРЛА |
| 1/8-27 | С |
| 1/4-18 | 29/64 |
| 3/8-18 | 19/32 |
| 1/2-14 | 47/64 |
| 3/4-14 | 15/16 |
| 1″-11-1/2 | 1-3/16 |
| 1-1/4-11-1/2 | 1-33/64 |
| 1-1/2-11-1/2 | 1-3/4 |
| 2″-11-1/2 | 2-7/32 |
| 2-1/2-8 | 2-21/32 |
| 3″-8 | 3-9/32 |
| 3-1/2-8 | 3-25/32 |
| 4″-8 | 4-9/32 |
Родственные
- Метчик для резьбы слесаря - Таблица размеров сверла Размеры ANSI | Таблица размеров сверла (UNC, UNF и метрическая серия ISO)
- Whitworth BS Таблица размеров трубной резьбы и метчиков DIN/ISO 228 Таблица размеров метчика и сверла для трубной резьбы
- ANSI NPT
- Рекомендации по размерам сверл для внутренней резьбы для труб Dryseal Таблица размеров резьбы свечи зажигания
- Таблица технических характеристик оборудования в метрической системе ISO
- Размеры направляющих отверстий в листовом металле Таблица размеров метчиков и сверл ISO
- , серия с мелкой резьбой
- Таблица размеров винтовой резьбы Whitworth British BSW и BSF
- Внутренняя трубная резьба по британскому стандарту ISO (форма Уитворта) Табл.
