Позиционный допуск
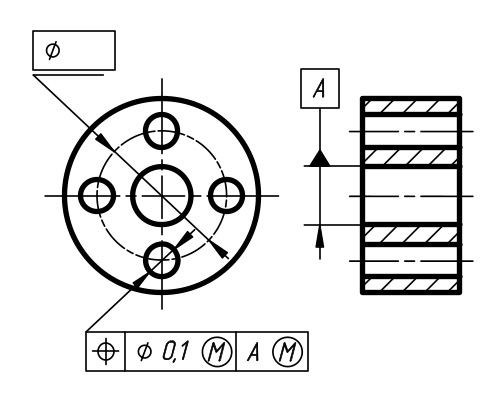
Позиционный допуск между осями отверстий обозначается знаком в виде окружности, которая пересекается, горизонтальной и вертикальной линиями. Позиционный допуск устанавливается для деталей входящих в одну сборочную группу при количестве отверстий более двух единиц. Позиционный допуск наносятся на чертежах для отверстий крепёжных деталей, отверстий выполняющих функцию центрирования, а так же для других координирующих осей данного типа. Поле позиционного допуска детали выбирается с учётом особенностей конструкции, позволяющей максимально обеспечить функциональное назначение изделия.
Позиционный допуск оси отверстия Ø0.2мм.
Позиционный допуск осей4-х отверстий Ø0.1мм
База – ось отверстия А.
Позиционный допуск 4-х отверстий Ø0.1мм.
Позиционный допуск Ø0.
на участке расположенном вне детали и выступающем на  1мм
1мм30мм от поверхности.
Качественный и быстрый раскрой металлического листа, выполняемый на профессиональном высокопроизводительном оборудовании, оснащенном по последнему слову техники, позволяет выполнять работы в автоматическом режиме, и обеспечивать минимально допустимые отклонения позиционного допуска и высокое качество поверхности вырезаемых отверстий.
Переналадка лазерной установки, оснащенной современной компьютеризированной высокоточной системой позиционирования, сопоставимо по времени с загрузкой, какой либо информации на обычный персональный компьютер. Установка листа на исходную позицию перед его обработкой, заключается лишь в доставке нужного материала, который следует просто положить на платформу станка. В массовом производстве используются так же специальные подающие устройства, которые автоматически меняют обрабатываемые листы, чем увеличивают производительность и обеспечивают безостановочную работу.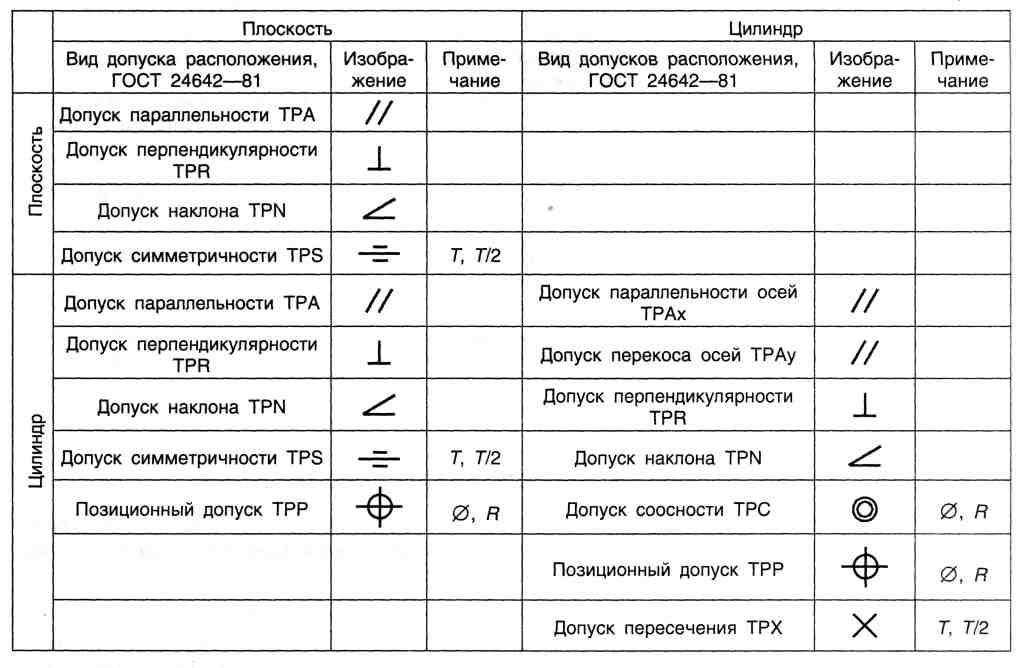
Современные промышленные лазеры способны развить большую мощность на небольшом сечении рабочего луча излучаемого специальной головкой, и составляет около 0,2 мм, минимальные диаметры отверстий, которые можно изготовить с применением этой технологи, составляет около от 0,5мм.
Раскрой листа с применением лазера, в отличие от механической обработки или плазменной резки, создаёт условия для рационального выполнения работ обеспечивающих минимальное количество отходов, за счёт малых величин припуска и позиционного допуска. Лазерная резка не требует технологической смены инструмента и его заточки, так как сам луч и есть инструмент, воздействующий на обрабатываемый материал.
За счёт отсутствия механического контакта, использование лазерного раскроя листового материала возможно и для обработки легкодеформируемых, нежестких форм вырезаемых деталей. Возможности лазерной резки, позволяет производить раскрой по сложному контуру с высокой скоростью обработки при достаточно хорошем качестве среза, зависящем от мощности излучения генерируемым лазерным устройством.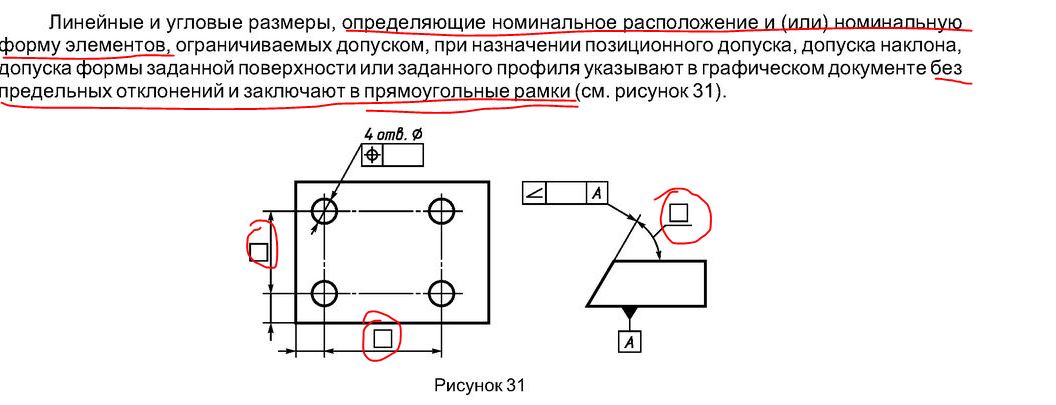
Применение высокотехнологических современных видов обработки листа не механическим методом, обеспечивает значительное сокращение времени, затрачиваемое на разработку начиная от идеи к воплощению.
Обозначения допусков формы и расположения поверхностей на чертежах. — Студопедия
Поделись
Чтобы установить единство в понимании требований на чертежах к отклонениям формы и расположения поверхностей и осей симметрии, по ГОСТ 2.308-79 приняты условные обозначения в виде графических символов (знаков). Для допусков формы и расположения поверхностей, не предусмотренных ГОСТ 2.308-79, вид допуска можно указать текстом, который должен содержать: наименование допуска, указание поверхности или другого элемента, для которого задается допуск, и числовые значения допуска в миллиметрах.
Все допуски разбиты на 3 группы: допуски формы, допуски расположения и суммарные допуски формы и расположения. В условных обозначениях допусков последних двух групп указывают базы, относительно которых задан допуск и оговаривает зависимые допуски расположения или формы.
Графические символы и числовые значения допусков формы и расположения помещают в прямоугольных рамках, которые соединяют выносную линию со стрелкой с контурной линией поверхности, если отклонение отсчитывают от нее; либо с размерной линией параметра или с осью симметрии, если отклонение относится к общей оси.
Прямоугольные рамки делят на две или три части. В первой части показывают знак допуска, во второй — его числовое значение. Третью часть рамки вводят тогда, когда нужно показать буквенное обозначение базовой поверхности, к которой относится отклонение или какое-либо необходимое еще обозначение.
Зависимый допуск обозначают буквой М в кружке, которую проставляют в прямоугольной рамке рядом с величиной допускаемого отклонения (рис. 10а).
а — предельных смещений осей отверстий от номинального расположения; б — предельных отклонений размеров, координирующих оси отверстий.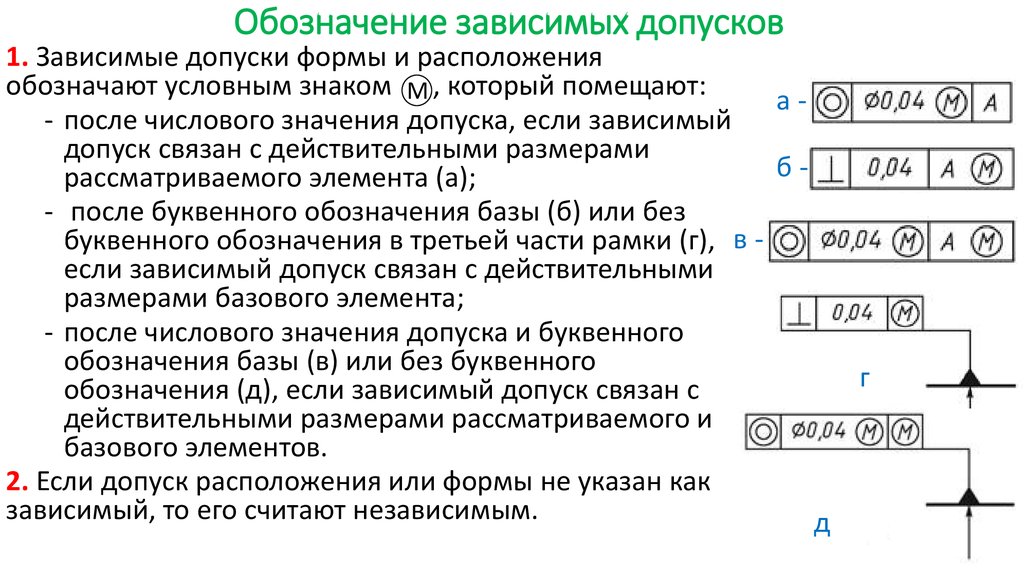
Рисунок 10. Простановка на чертеже допусков расположения осей отверстий
Согласно требований ГОСТ 2.308-79, если на чертеже имеются зависимые допуски, то букву М для них пишут и обозначают в кружочке. Если допуск расположения или формы не указан как зависимый, то его считают независимым. Примеры указания допусков формы и расположения поверхностей приведены в таблице 4.
Таблица 3 — Условные обозначения допусков формы и расположения поверхностей.
| Группа допусков | Вид допуска | Знак | |||
| Допуски формы | Допуск прямолинейности | ||||
| Допуск плоскостности | |||||
| Допуск круглости | |||||
| Допуск цилиндричности | |||||
| Допуск профиля продольного сечения | |||||
Допуски расположе
| Допуск параллельности | ||||
| Допуск перпендикулярности | |||||
| Допуск наклона | |||||
| Допуск соосности | |||||
| Допуск симметричности | |||||
| Позиционный допуск | |||||
| Допуск пересечения осей | |||||
| Суммарные допуски формы и расположения | Допуск радиального биения Допуск торцового биения | ||||
| Допуск биения в заданном направлении Допуск полного радиального биения Допуск полного торцового биения | |||||
| Допуск формы заданного профиля | |||||
| Допуск формы заданной поверхности |
Таблица 4 Примеры указаний на чертежах допусков формы и расположения поверхностей.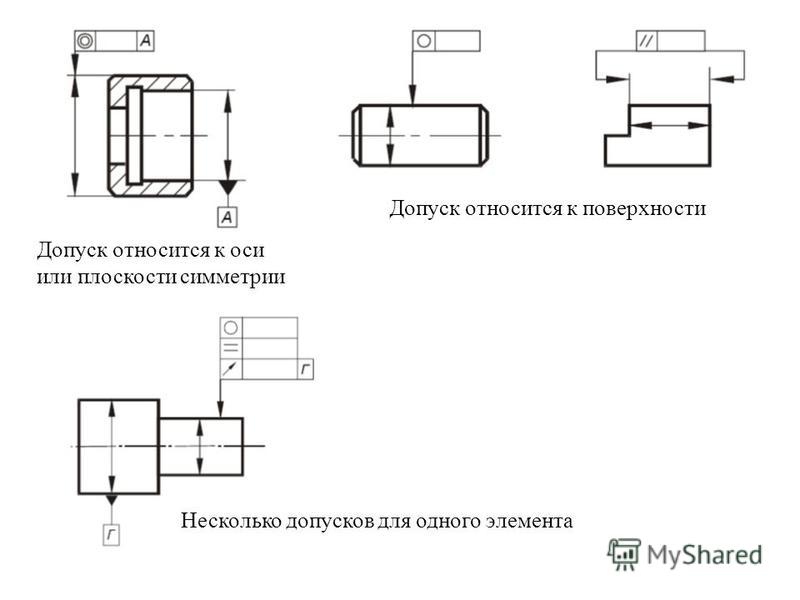
| Указание на чертеже | Пояснение | ||
| Допуск параллельности поверхности Б относительно базы А 0,01 мм на длине 100 мм | |||
| Допуск параллельности общей оси отверстий относительно базы А 0,01 мм | ||
| Допуск перпендикулярности поверхности Б относительно основания А 0,1 мм | |||
| Допуск перпендикулярности оси отверстия относительно базы А 0,1 мм (допуск зависимый) | |||
| Допуск соосности поверхностей А и Б 0,1 мм (допуск зависимый) | |||
| Допуск симметричности поверхностей Б и В Т0,14 (в диаметральном выражении – Т). База — ось отверстия А (допуск зависимый) | |||
| Допуск плоскостности поверхности А 0,06 мм | ||
| Допуск прямолинейности поверхности А 0,25 мм на всей длине и 0,1 мм на длине 300 мм | |||
| Допуск цилиндричности поверхности А 0,01 мм | ||
| Допуск круглости поверхности А 0,03 мм | |||
| Допуск цилиндричности поверхности А 0,01 мм, круглости — 0,004 мм | |||
| Допуск профиля продольного сечения поверхности А 0,01 мм | |||
| Допуск пересечения осей отверстий 0,06 мм в диаметральном выражении (Т) относительно оси отверстия А | |||
| Допуск радиального биения поверхности относительно общей оси поверхностей А и Б 0,14 мм | |||
| Позиционный допуск 8 отверстий 0,1 мм (допуск зависимый) в диаметральном выражении (Ø) |
Истинное положение – Допуск положения
GD&T Обозначение:Определение:
Истинное положение, или просто положение, как его называет стандарт ASME Y14. 5, определяется как общее допустимое отклонение, которое функция может иметь от своего « истинное» положение. « Истинное положение» — это точная координата или местоположение , определяемое базовыми размерами или другими способами, которые представляют номинальное значение. Другими словами, допуск GD&T «Позиция» — это то, насколько сильно местоположение вашего объекта может отличаться от его «Истинное положение» .
5, определяется как общее допустимое отклонение, которое функция может иметь от своего « истинное» положение. « Истинное положение» — это точная координата или местоположение , определяемое базовыми размерами или другими способами, которые представляют номинальное значение. Другими словами, допуск GD&T «Позиция» — это то, насколько сильно местоположение вашего объекта может отличаться от его «Истинное положение» .
Позиция — один из самых полезных и сложных символов в GD&T. Два метода использования позиции, обсуждаемые на этой странице, будут RFS или независимо от размера элемента и в зависимости от существенного условия (максимальное материальное состояние или наименьшее существенное состояние). Однако, поскольку это такой полезный символ, мы продолжим добавлять контент и примеры для других применений этого изящного маленького символа в ближайшие месяцы.
Применение:
Хотя это и неверно, мы озаглавили эту страницу и иногда ссылаемся на этот символ как на «Истинное положение», так как это обычно термин, на который ссылаются люди, когда ищут допуск положения.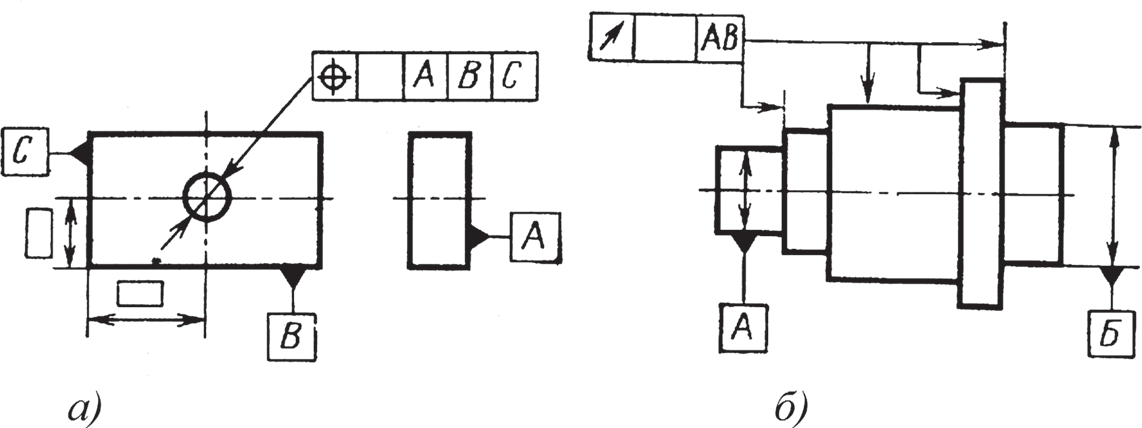 Однако в стандарте ASME Y14.5 это правильно называется просто «Позиция». Для ясности в отношении этих двух терминов ознакомьтесь с нашей статьей и видео здесь.
Однако в стандарте ASME Y14.5 это правильно называется просто «Позиция». Для ясности в отношении этих двух терминов ознакомьтесь с нашей статьей и видео здесь.
Позиция может быть применена к любому элементу размера (элементу с физическими размерами, например, отверстием, прорезью, бобышкой, выступом или сферой) и управлять центральными элементами этих элементов размера. См. приведенные выше центральные элементы отверстия, прорези и сферы. Расположение поверхностей должно контролироваться через профиль. Положение можно использовать с максимальным условием материала (MMC), минимальным состоянием материала (LMC), проекционными допусками и касательными плоскостями.
На изображении ниже вы можете видеть, как отверстие обозначается с помощью символа допуска положения. Тем не менее, это также может быть применено к любому элементу размера, требующему допуска местоположения, например штифту, бобышке или даже шпоночному пазу. При наличии отверстия в детали, например в массиве болтов, обычно вызывается истинное положение.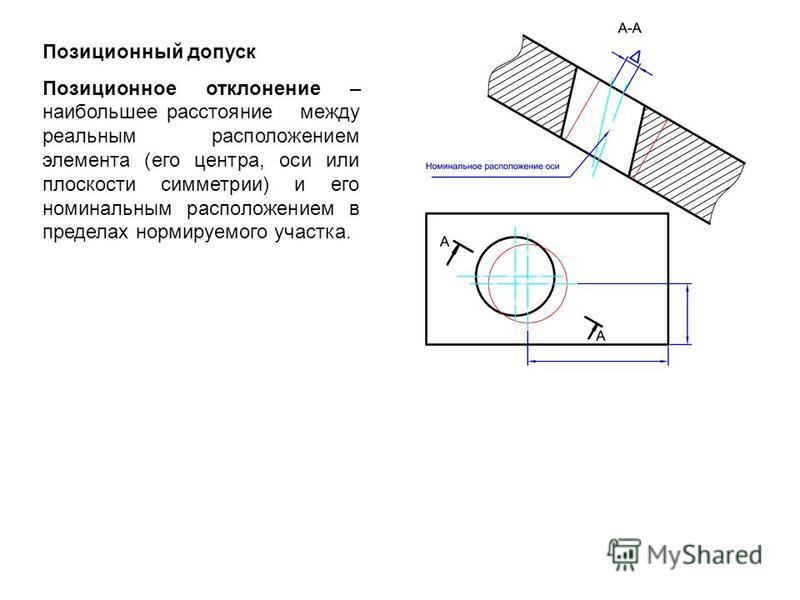 Его можно использовать практически везде, чтобы представляли объекты любого размера.
Его можно использовать практически везде, чтобы представляли объекты любого размера.
Положение относительно оси, точки или плоскости определяет, насколько объект может отличаться от заданного точного истинного местоположения. Опять же, True Position — это точное идеальное местоположение функции, расположен и сориентирован на опорную систему отсчета с использованием основных размеров .
Зона допуска положения
Допуск представляет собой трехмерную зону допуска, окружающую истинное положение. При указании допуска положения базовые элементы ссылаются на фрейм управления элементом. Это означает, что у вас будет точная точка, где положение должно быть относительно системы отсчета, и ваш допуск определяет, насколько далеко вы можете быть от нее. Положение чаще всего определяется двумя или тремя опорными элементами, чтобы точно определить и сориентировать истинное положение. Если элемент размера является цилиндрическим элементом, таким как отверстие в детали, значению размера в рамке управления элементом предшествует символ диаметра, представляющий круглую или цилиндрическую зону допуска.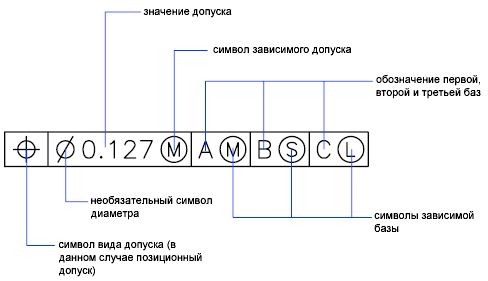
Цилиндрическая зона допуска будет проходить через толщину детали, если это отверстие. Вся ось элементов, средняя плоскость или точка должны быть расположены в пределах этой зоны допуска.
Для измерения или проверки элемента, относящегося к управлению положением, можно выполнить измерения по осям X и Y элемента относительно опорных элементов, вызываемых в кадре управления элементом. Эти измерения можно быстро преобразовать в общее диаметральное отклонение. Если ваше диаметральное отклонение меньше указанного допуска, функция проходит. Помните, что для того, чтобы зафиксировать отклонения ориентации, необходимо будет выполнить несколько измерений по «глубине» отверстия или элемента.
В приведенном выше примере измеренное отклонение отверстия составляет 0,003 дюйма по оси X и 0,002 дюйма по оси Y. Используя приведенную формулу, расчетное отклонение диаметра составляет 0,007 дюйма. Заявленный позиционный допуск составляет 0,008 дюйма, поэтому деталь соответствует спецификации и может быть принята.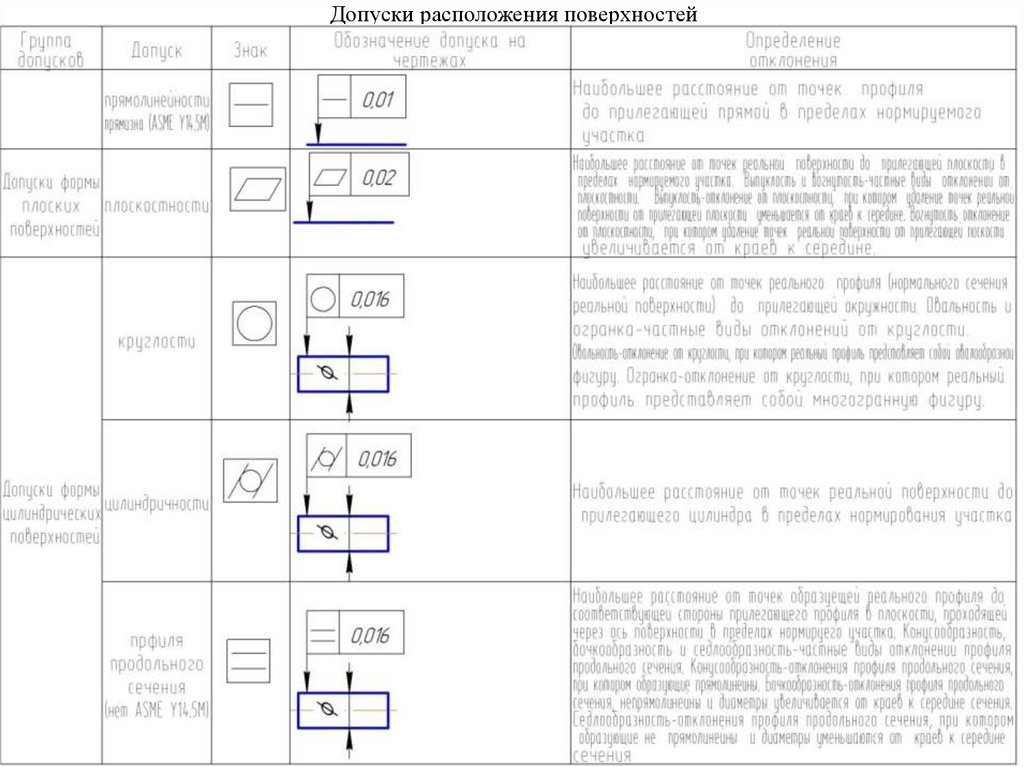
Положение элемента размера с MMC используется, когда функциональный датчик идеально подходит для проверки детали, обычно это используется, когда используется посадка с зазором с некоторыми своего рода застежка.
Если вы задаете элемент управления с помощью MMC, это позволяет допуску местоположения зависеть от размера элемента. Вы увидите положение, называемое MMC, очень часто в шаблонах болтов с зазором, где расположение всех болтов зависит от размера отверстия с зазором. LMC с положением немного менее распространен, но часто используется, когда требуется контролировать минимальную толщину стенки.
Позиция, используемая с максимальным состоянием материала, становится очень полезным элементом управления. Положение в сочетании с допуском размера этого элемента может одновременно управлять положением, ориентацией, формой и размером элемента. Положение MMC полезно для создания функциональных датчиков, которые можно использовать для быстрой вставки в деталь, чтобы увидеть, все ли в пределах спецификации.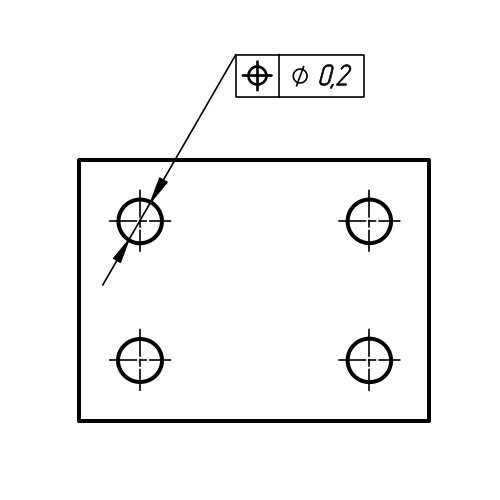 В то время как допуск положения сам по себе определяет, насколько далеко от истинного положения может находиться элемент , независимо от размера элемента, position в сочетании с MMC задает минимальный размер и позиционное расположение отверстия для сохранения функционального контроля. Это позволяет позиции детали зависеть от фактического размера элемента. Это достигается путем добавления к детали бонусного допуска. По мере приближения детали к MMC ограничения становятся более жесткими, и отверстие должно быть ближе к ее положению. Но, если отверстие немного больше (но все еще соответствует спецификации), оно может еще больше отклониться от своего истинного положения и по-прежнему обеспечивать правильную работу (например, прохождение болта).
В то время как допуск положения сам по себе определяет, насколько далеко от истинного положения может находиться элемент , независимо от размера элемента, position в сочетании с MMC задает минимальный размер и позиционное расположение отверстия для сохранения функционального контроля. Это позволяет позиции детали зависеть от фактического размера элемента. Это достигается путем добавления к детали бонусного допуска. По мере приближения детали к MMC ограничения становятся более жесткими, и отверстие должно быть ближе к ее положению. Но, если отверстие немного больше (но все еще соответствует спецификации), оно может еще больше отклониться от своего истинного положения и по-прежнему обеспечивать правильную работу (например, прохождение болта).
Зона допуска такая же, как и выше, трехмерный цилиндр с центром в истинном положении, на которое ссылаются базовые поверхности. Цилиндрическая зона допуска будет проходить через толщину детали и будет различаться по диаметру в зависимости от допустимого дополнительного допуска по отношению к фактическому размеру элемента.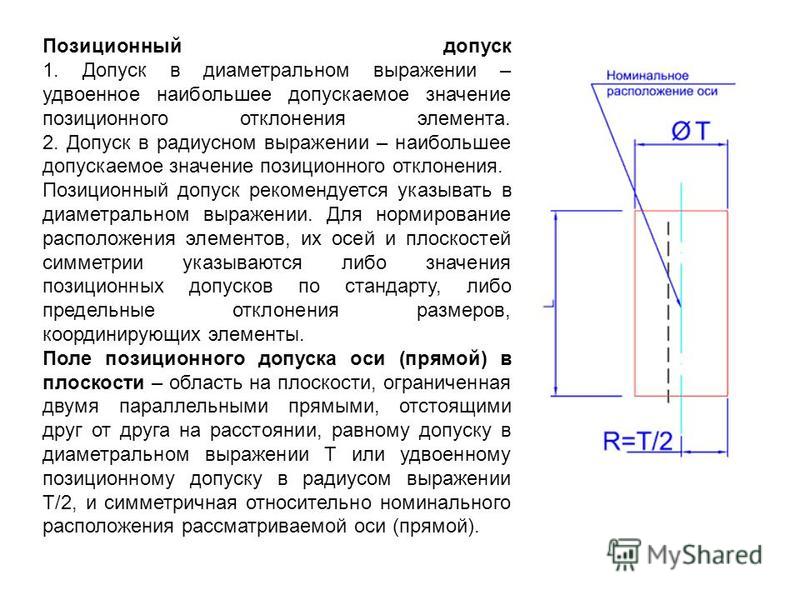
Бонусный раунд
Когда функциональный датчик используется для Позиции, любое отличие фактического размера элемента от максимального состояния материала будет дополнительным допуском. Бонусный допуск для положения затем увеличивается по мере приближения детали к LMC. Цель выноски о максимальном состоянии материала состоит в том, чтобы гарантировать, что, когда деталь находится в наихудших допусках, Позиция и Размер отверстия/штифта всегда будет соответствовать. Например, если у вас был большой размер отверстия, но все еще был в допуске (ближе к LMC), вы увеличиваете бонусный допуск для себя, увеличивая допуск положения. Теперь центр отверстия может больше смещаться из-за дополнительного допуска.
Бонусный допуск = (измеренный размер отверстия – размер отверстия MMC)
Примечание. Имейте в виду, что обратное верно для положительного элемента, такого как штифт, где меньше булавка означает, что у вас больше бонусной терпимости.
Когда деталь проверяется на предмет положения под элементом спецификации размера, обычно используется функциональный датчик, чтобы убедиться, что вся область функции находится в пределах спецификации. По сути, это моделирование наихудшего сценария границы сопрягаемых частей. Если у вас есть спецификация для максимального состояния материала, желаемое состояние заключается в том, что поверхность элемента не будет пересекать функциональную оболочку, известную как виртуальное состояние. Для MMC на отверстии это обычно означает границу «наихудшего сценария», при которой сборка еще возможна. Следующие формулы используются для создания датчика положения в MMC.
Фиксированное измерение внутреннего элемента
Для истинного положения под MMC отверстия :
Калибр Ø (штифт) = Мин. Ø отверстия (MMC) — Допуск истинного положения
15 Фиксированный калибр внешнего элемента
Для положения под MMC штифта :
Калибр Ø (калибр отверстия) = Макс.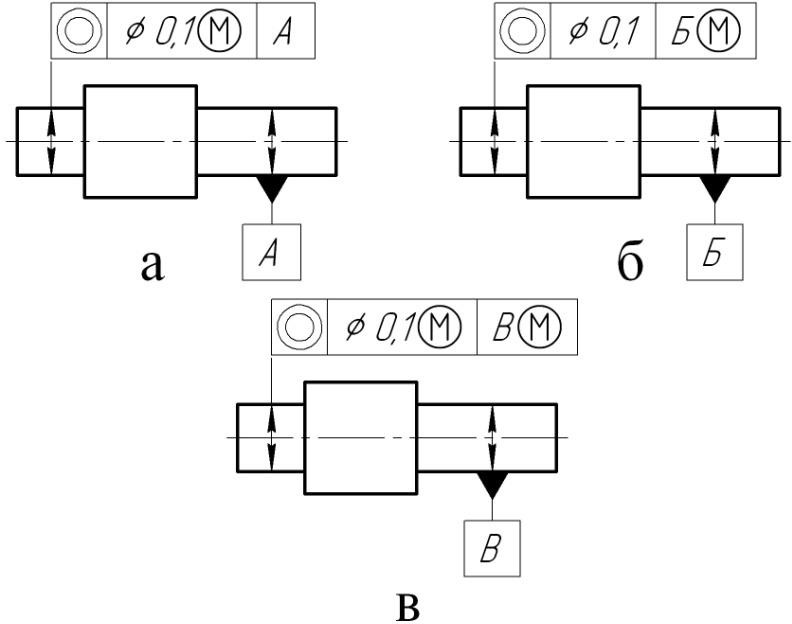 Ø штифта (MMC) + Допуск истинного положения даны на чертеже в качестве основных размеров. Все элементы датчика должны быть расположены в истинных позициях, но размеры должны соответствовать приведенным выше формулам.
Ø штифта (MMC) + Допуск истинного положения даны на чертеже в качестве основных размеров. Все элементы датчика должны быть расположены в истинных позициях, но размеры должны соответствовать приведенным выше формулам.
Помните, что чем дальше вы находитесь от MMC, когда на нее ссылаются в рамке управления функцией, тем больше бонусных допусков вам разрешено. Для отверстия, чем больше диаметр (ближе к LMC), тем больше дополнительный допуск для вашего истинного положения.
Вызывается с символом Ø или без него.
Позиция может быть вызвана двумя способами: либо как расстояние, либо по осям X и Y, либо, чаще всего, как диаметр. Когда положение вызывается как расстояние, вам разрешается отойти от допуска в направлении X или Y на разрешенный допуск. Однако в этом случае зона допуска образует квадрат. Это обычно нежелательно, так как углы квадрата дальше от центра, чем стороны. Это также удалило более 57% вашей зоны толерантности! Чаще всего положение относительно местоположения обозначается символом диаметра (Ø), который называется цилиндрической или круглой зоной допуска.
Запутались? Без проблем! Для получения более подробной информации о том, как бонусные допуски влияют на эти выноски, см. разделы Максимальное состояние материала . Или ознакомьтесь с нашим курсом GD&T , где мы подробно рассмотрим символ позиции!
Связь с другими символами GD&T:
Символ положения является позиционным символом для GD&T. Он находит особенности размера, а также контролирует ориентацию. В сочетании с допуском размера этого элемента они управляют размером, местоположением, ориентацией и формой. Однако он не может управлять расположением поверхностей, где вступает в действие профиль поверхности. Он действует так же, как и положение, однако он может управлять расположением, ориентацией и формой элементов поверхности.
Истинное положение управляет ориентацией, что означает, что оно уже управляет элементом так же, как Перпендикулярность, Параллелизм и Угловатость.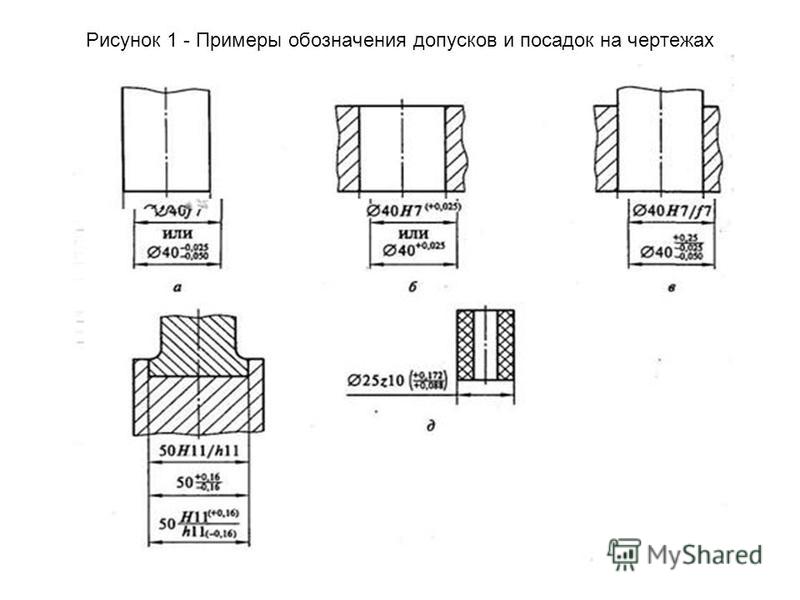 Допуск как положения, так и этих элементов управления ориентацией относится к цилиндрической оболочке центральной оси. Однако с истинным положением вы можете сделать допуск привязанным к нескольким базам, а не только к одной с перпендикулярностью оси, таким образом, также контролируя местоположение. Когда вы указываете истинное положение с помощью баз на грани и сторонах детали, также контролируется перпендикулярность.
Допуск как положения, так и этих элементов управления ориентацией относится к цилиндрической оболочке центральной оси. Однако с истинным положением вы можете сделать допуск привязанным к нескольким базам, а не только к одной с перпендикулярностью оси, таким образом, также контролируя местоположение. Когда вы указываете истинное положение с помощью баз на грани и сторонах детали, также контролируется перпендикулярность.
Специальные примечания:
Вот пример урока из нашего курса «Основы GD&T». Мы объясняем, почему гораздо лучше использовать допуск положения и базовые размеры, а не размещать объект с помощью системы координатных размеров.
Позиция, вероятно, является наиболее широко используемым символом в GD&T.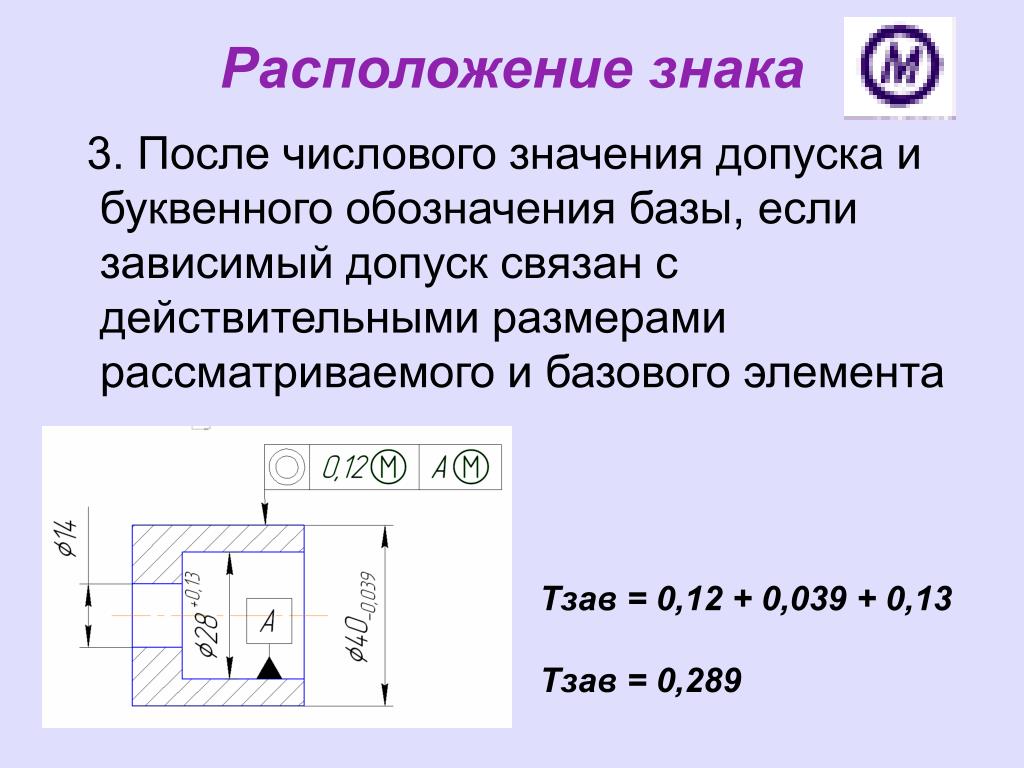 Если вам нужна дополнительная информация о позиции или любых других символах, вам следует ознакомиться с нашим курсом по основам GD&T. Если вам нравится упрощенный подход к GD&T на этом веб-сайте и в видео выше, обязательно свяжитесь с нами, чтобы узнать больше о курсе!
Если вам нужна дополнительная информация о позиции или любых других символах, вам следует ознакомиться с нашим курсом по основам GD&T. Если вам нравится упрощенный подход к GD&T на этом веб-сайте и в видео выше, обязательно свяжитесь с нами, чтобы узнать больше о курсе!
Будьте ведущим инженером в своей компании
Изучайте GD&T в удобном для вас темпе и уверенно применяйте их в реальном мире.
Пройдите обучение GD&T
Все символы
Допуск положения в сравнении с «истинным положением»
Многие люди называют символ положения GD&T «истинным положением». Однако на самом деле этот символ упоминается только как «Положение» в стандарте ASME Y14.5. Зачем проводить это различие? Поскольку «Истинное положение» относится к точное положение элемента, определяемое базовыми размерами, в то время как символ положения используется для обозначения позиционного допуска – допустимой величины отклонения этого элемента от его истинного положения.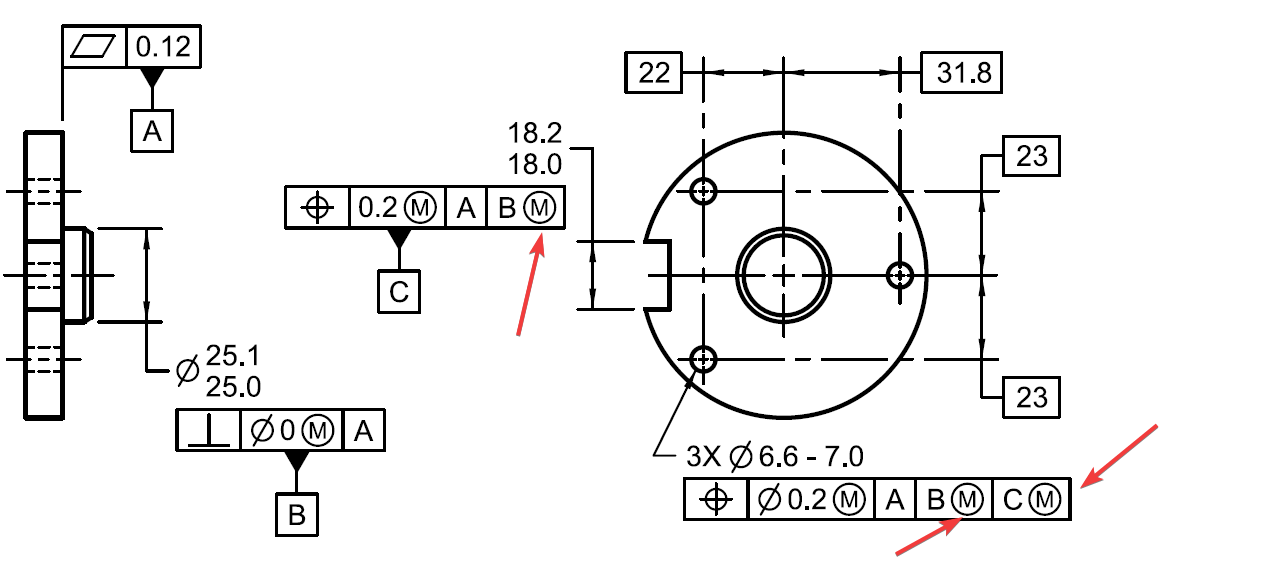
Разницу между истинной позицией и допустимой позицией можно проиллюстрировать метанием дротиков. Бросая дротики в яблочко, мы целимся точно в центр. Этот точный центр представляет Истинное Положение. Однако когда мы бросаем дротики, вполне вероятно, что большинство из них не попадут точно в центр яблочка. Какое расстояние от точного центра приемлемо? Это определяется допуском положения.
Давайте посмотрим на пример чертежа на рис. 1. Расположение отверстия в центре детали контролируется параметром «Позиция». Базовые размеры 2,5 дюйма от нижней части детали (базовый элемент B) и 2,5 дюйма от левой стороны (базовый элемент C) определяют идеальное положение оси отверстия — истинное положение отверстия. Допуск в этом месте указывается через рамку управления элементом для отверстия. Этот кадр управления элементом сообщает нам, что отверстие имеет допуск на диаметральное положение 0,005 дюйма.
Рис. 1. Чертеж детали с допуском положения GD&T на месте отверстия Позиция, центр яблочка, расположена по основным размерам, выделенным красным цветом.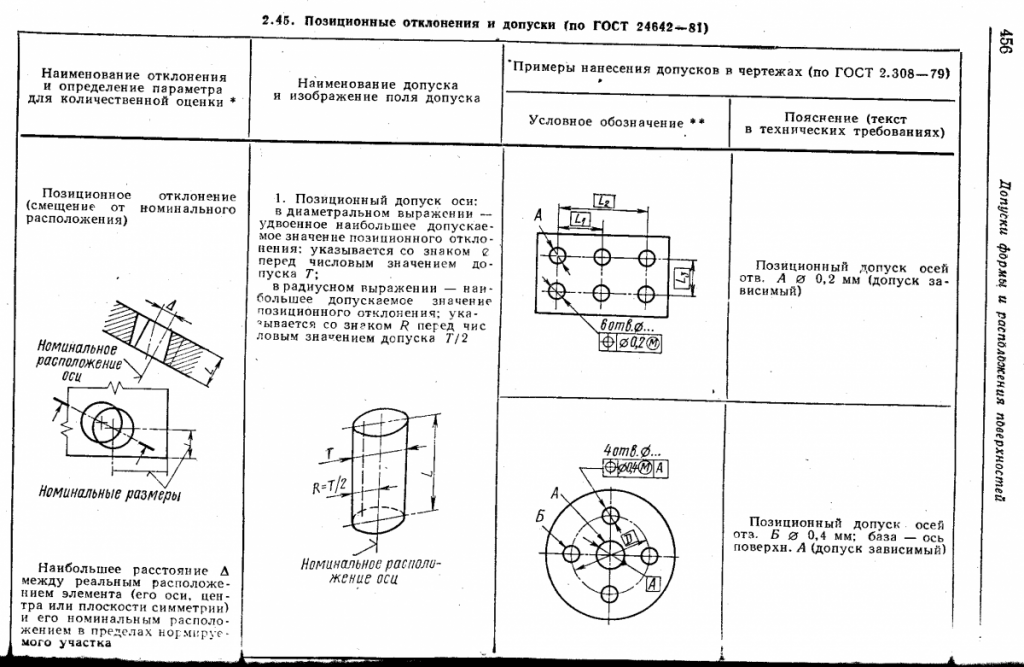 Допустимое отклонение положения показано синим кольцом вокруг истинного положения. Чтобы пройти проверку, измеренная ось отверстия должна находиться в пределах этой зоны допуска диаметрального положения.
Допустимое отклонение положения показано синим кольцом вокруг истинного положения. Чтобы пройти проверку, измеренная ось отверстия должна находиться в пределах этой зоны допуска диаметрального положения.
Рис. 2. Иллюстрация положения в виде яблочка
Следует отметить еще один момент: мы рассматриваем эту ось не просто как двухмерное положение. Измеренная ось этого отверстия должна полностью лежать внутри цилиндра, созданного этим допуском диаметрального положения, как показано на трехмерной модели, показанной на рисунке 3.
0015 Таким образом, True Position — это точное местоположение, к которому мы стремимся, а элемент управления Position сообщает нам позиционный допуск этого объекта. Более подробное обсуждение True Position и управления GD&T Position можно найти в видео Джейсона ниже: Перегружены сложностью обучения GD&T?
Изучайте GD&T в удобном для вас темпе и уверенно применяйте их в реальном мире.