
обратный провод — это… Что такое обратный провод?
- обратный провод
обратный провод
—7.6.50. В качестве обратного провода, соединяющего свариваемое изделие с источником сварочного тока в указанных в 7.6.48 установках стационарного использования, могут служить гибкие и жесткие провода, а также, где это возможно, стальные или алюминиевые шины любого профиля достаточного сечения, сварочные плиты, стеллажи и свариваемая конструкция (см. также 7.6.51 и 7.6.52).
В электросварочных установках с переносными и передвижными сварочными трансформаторами обратный провод должен быть изолированным так же, как и прямой, присоединяемый к электрододержателю.
Элементы, используемые в качестве обратного провода, должно надежно соединяться сваркой или с помощью болтов, струбцин либо зажимов.
7.6.51. В установках для автоматической дуговой сварки в случае необходимости (например, при сварке круговых швов) допускается соединение обратного провода со свариваемым изделием при помощи скользящего контакта соответствующей конструкции.
7.6.52. В качестве обратного провода не допускается использование металлических строительных конструкций зданий, трубопроводов и технологического оборудования, а также проводников сети заземления.[ПУЭ]
Параллельные тексты EN-RU
Direct current supply gives also the great advantage of having the contact line consisting of a single conductor since the rails provide the return conductor.
[ABB]Еще одно преимущество применения постоянного тока в рельсовом транспорте заключается в том, что используется только один контактный провод, поскольку функцию обратного провода выполняют рельсы.
[Перевод Интент]Тематики
- транспорт в целом
EN
- return
- return cable
- return conductor
- return line
- return wire
Справочник технического переводчика.
 – Интент.
2009-2013.
– Интент.
2009-2013.- обратный пробой
- предоставление идентификационных карточек
ОБРАТНЫЙ ПРОВОД — служит для возвращения электр. тока к своему источнику. На электрифицированных дорогах О. п. являются рельсы жел. дор. пути. В цепях связи и сигнализации в качестве О. п. часто служит земля. Технический железнодорожный словарь. М.:… … Технический железнодорожный словарь
обратный провод — grįžtamasis laidas statusas T sritis automatika atitikmenys: angl. return conductor vok. Rückleiter, m rus. обратный провод, m pranc. fil de retour, m … Automatikos terminų žodynas
обратный провод — atgalinis laidas statusas T sritis radioelektronika atitikmenys: angl. return conductor vok. Rückleiter, m rus. обратный провод, m pranc. fil de retour, m … Radioelektronikos terminų žodynas
обратный провод (в тяговой сети с отсасывающими трансформаторами) — — [Я.
 Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999] Тематики электротехника, основные понятия EN negative feeder … Справочник технического переводчика
Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999] Тематики электротехника, основные понятия EN negative feeder … Справочник технического переводчикаобщий обратный провод — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999] Тематики электротехника, основные понятия EN common return … Справочник технического переводчика
Особенности производства электросварочных работ — 9.3.5. Особенности производства электросварочных работ : электросварочные установки разрешается присоединять к электросети коллекторов через индивидуальный отключающий аппарат и приборы защиты (подключение должен производить электротехнический… … Словарь-справочник терминов нормативно-технической документации
трамвай — я; м. [англ. tramway] Городская наземная электрическая железная дорога; поезд для такой дороги или вагон.
 Т. номер 6. В городке нет трамвая. Сесть в т., на т. Ехать в трамвае, на трамвае. Трамваи ещё не ходят. ◁ Трамвайный, ая, ое. Т. вагон. Т ая … Энциклопедический словарь
Т. номер 6. В городке нет трамвая. Сесть в т., на т. Ехать в трамвае, на трамвае. Трамваи ещё не ходят. ◁ Трамвайный, ая, ое. Т. вагон. Т ая … Энциклопедический словарьВысоковольтная линия постоянного тока — (HVDC) используется для передачи больших электрических мощностей по сравнению с системами переменного тока. При передаче электроэнергии на большие расстояния устройства системы HVDC менее дороги и имеют более низкие электрические потери. Даже при … Википедия
земля, используемая в качестве обратного провода — Нрк. обратный провод земля Путь электрического тока между заземляющими устройствами, образуемый Землей и проводниками или проводящими частями. [ГОСТ Р МЭК 60050 826 2009] EN earth return path ground return path (US) electrically conductive path… … Справочник технического переводчика
Отсасывающий трансформатор — специализированный Трансформатор, предназначенный для уменьшения влияния электромагнитного поля однофазного переменного тока, протекающего по проводам контактной сети (См.
 Контактная сеть), на воздушные и кабельные линии связи,… … Большая советская энциклопедия
Контактная сеть), на воздушные и кабельные линии связи,… … Большая советская энциклопедия
Смотреть что такое «обратный провод» в других словарях:
Обратный проводник — Большая Энциклопедия Нефти и Газа, статья, страница 1
Обратный проводник
Cтраница 1
Обратный проводник от свариваемого изделия к источнику тока должен быть аналогичным основному проводу, присоединенному к электрододержателю. [1]
Обратный проводник от свариваемого изделия к источнику тока должен быть аналогичным основному проводу, присоединенному к электрододержателю. [2]
В качестве обратного проводника, соединяющего свариваемое изделие с источником сварочного тока, могут служить стальные или алюминиевые шины любого профиля, сварочные плиты, стеллажи и сама свариваемая конструкция при условии, если их сечение обеспечивает безопасное по условиям нагрева протекание тока.
В качестве обратного проводника, соединяющего свариваемое изделие с источником сварочного тока в установках стационарного использования, могут служить гибкие и жесткие провода, а также, где это возможно, стальные или алюминиевые шины любого профиля достаточного сечения, сварочные плиты, стеллажи и свариваемая конструкция. [4]
Использование в качестве обратного проводника внутренних железнодорожных путей, сети заземления или зануления, а также металлических конструкций зданий, коммуникаций и технологического оборудования не разрешается. В этих случаях сварка должна производиться с применением двух проводов. [5]
Использование в качестве обратного проводника внутренних железнодорожных путей, сети заземления или зануления, а также металлических конструкций зданий, коммуникаций и технологического оборудования не разрешается.
Использование в качестве обратного проводника внутренних железнодорожных путей, сети заземления или зануления, а также металлических конструкций зданий, коммуникаций и технологического оборудования не разрешается. В этих случаях сварка должна производиться с применением двух проводов. [7]
Не допускается использовать в качестве обратного проводника сети заземления, а также металлические конструкции зданий, трубопроводов и технологического оборудования. [8]
Не допускается использование в качестве обратного проводника проводников сети заземления, а также металлических строительных конструкций зданий, трубопроводов и технологического оборудования. Как исключение, допускается использование для этой цели при монтажных и ремонтных работах металлических строительных конструкций зданий ( в том числе подкрановых путей) при условии, что вся цепь обратного провода находится в пределах видимости и может быть проверена от источника питания до места сварочных работ.
Не допускается использование в качестве обратного проводника проводников сети заземления, а также металлических строительных конструкций зданий, трубопроводов и технологического оборудования. Как исключение, допускается использование для этой цели при монтажных и ремонтных работах металлических строительных конструкций зданий ( в том числе подкрановых путей) при условии, что вся цепь обратного провода находится в пределах видимости и может быть проверена от источника питания до места сварочных работ. [10]
Не допускается использование в качестве обратного проводника проводников сети заземления, а также металлических строительных конструкций зданий, трубопроводов и технологического оборудования. Как исключение, допускается использование для этой цели при монтажных и ремонтных работах металлических строительных конструкций зданий ( в том числе подкрановых путей) при условии, что вся цепь обратного провода находится в пределах видимости и может быть проверена от источника питания до места сварочных работ. [11]
[11]
Не допускается использование в качестве обратного проводника проводников сети заземления, а также металлических строительных конструкций зданий, трубопроводов и технологического оборудования. Как исключение, допускается использование для этой цели при монтажных и ремонтных работах металлических строительных конструкций зданий ( в том числе подкрановых путей) при условии, что вся цепь обратного провода находится в пределах видимости и может быть проверена от источника питания до места сварочных работ. [12]
Не допускается использование в качестве обратного проводника проводников сети заземления, а та же металлических строительных конструкций зданий, трубопроводов и технологического оборудования. Как исключение, допускается использование для; этой цели при монтажных и ремонтных работах металлических: строительных конструкций зданий ( в том числе подкрановых путей) при условии, что вся цепь обратного провода находится в пределах видимости и может быть проверена от источника питания до места сварочных работ. [13]
[13]
Не допускается использование в качестве обратного проводника проводников сети заземления, а также металлических строительных конструкций зданий, трубопроводов и технологического оборудования. Как исключение, допускается использование для этой цели при монтажных и ремонтных работах металлических строительных конструкций зданий ( в том числе подкрановых путей) при условии, что вся цепь обратного провода находится в пределах видимости и может быть проверена от источника питания до места сварочных работ. [14]
Страницы: 1 2 3
ПУЭ 7. Правила устройства электроустановок. Издание 7
7.6.45. Проходы между однопостовыми источниками сварочного тока — преобразователями (статическими и двигатель-генераторными) установок сварки (резки, наплавки) плавлением должны быть шириной не менее 0,8 м и между многопостовыми — не менее 1,5 м. Расстояние от одно- и многопостовых источников сварочного тока до стены должно быть не менее 0,5 м.
Расстояние от одно- и многопостовых источников сварочного тока до стены должно быть не менее 0,5 м.
Проходы между группами сварочных трансформаторов должны быть шириной не менее 1 м. Расстояние между сварочными трансформаторами, стоящими рядом в одной группе, должно быть не менее 0,1 м.
Регулятор сварочного тока (если он выполнен в отдельной оболочке) следует устанавливать рядом со сварочным трансформатором или над ним. Установка сварочного трансформатора над регулятором тока не допускается.
7.6.46. Проходы с каждой стороны стеллажа для выполнения ручных сварочных работ на крупных деталях или конструкциях должны быть шириной не менее 1 м. Столы для мелких сварочных работ допускается примыкать с одной стороны непосредственно к стене кабины, с других сторон должны быть проходы шириной не менее 1 м. Кроме того, в сварочной мастерской (на участке) должны быть предусмотрены проходы, ширина которых устанавливается в зависимости от числа работающих, но не менее 1 м.
7. 6.47. Проходы с каждой стороны установки автоматической дуговой сварки под флюсом крупных изделий, а также установок дуговой сварки в защитном газе, плазменной, электронно-лучевой и лазерной сварки должны быть шириной не менее 1,5 м.
6.47. Проходы с каждой стороны установки автоматической дуговой сварки под флюсом крупных изделий, а также установок дуговой сварки в защитном газе, плазменной, электронно-лучевой и лазерной сварки должны быть шириной не менее 1,5 м.
7.6.48. Дня подвода тока от источника сварочного тока к электрододержателю установки ручной дуговой сварки (резки, наплавки) или к дуговой плазменной горелке прямого действия установки плазменной резки (сварки) должен применяться гибкий провод с резиновой изоляцией и в резиновой оболочке. Применение проводов с изоляцией или в оболочке из материалов, распространяющих горение, не допускается.
7.6.49. Электрические проводки установок и аппаратов, предназначенных для дуговой сварки ответственных конструкций судовых секций, несущих конструкций зданий, мостов, летательных аппаратов, подвижного состава железных дорог и других средств передвижения, сосудов, котлов и трубопроводов на давление более 5 МПа, трубопроводов для токсичных веществ и т.п., должны быть выполнены проводами с медными жилами.
7.6.50. В качестве обратного провода, соединяющего свариваемое изделие с источником сварочного тока в указанных в 7.6.48 установках стационарного использования, могут служить гибкие и жесткие провода, а также, где это возможно, стальные или алюминиевые шины любого профиля достаточного сечения, сварочные плиты, стеллаж и свариваемая конструкция (см. также 7.6.51-7.6.52).
В электросварочных установках с переносными и передвижными сварочными трансформаторами обратный провод должен быть изолированным так же, как и прямой, присоединяемый к электрододержателю.
Элементы, используемые в качестве обратного провода, должны надежно соединяться сваркой или с помощью болтов, струбцин либо зажимов.
7.6.51. В установках для автоматической дуговой сварки в случае необходимости (например, при сварке круговых швов) допускается соединение обратного провода со свариваемым изделием с помощью скользящего контакта соответствующей конструкции.
7.6.52. В качестве обратного провода не допускается использование металлических строительных конструкций зданий, трубопроводов, технологического оборудования, а также проводников сети заземления.
7.6.53. Электрододержатели для ручной дуговой сварки и резки металлическим и угольным электродами должны удовлетворять требованиям действующих стандартов.
7.6.54. Напряжение холостого хода источников сварочного тока установок дуговой сварки при номинальном напряжении питающей электрической сети не должно превышать для источников постоянного тока 100 В (среднее значение) и для источников переменного тока (действующее значение):
- 80 В — для установок ручной и полуавтоматической дуговой сварки на номинальный сварочный ток 630 А;
- 100 В — для установок автоматической дуговой сварки на номинальный сварочный ток 1000 А;
- 120 В — для установок автоматической дуговой сварки на номинальный сварочный ток 1600 А;
- 140 В — для установок автоматической дуговой сварки на номинальный сварочный ток 2000 А.
В цепи сварочного тока допускаются кратковременные пики напряжения при обрыве дуги длительностью не более 0,5 с.
7.6.55. Для возбуждения дуги в установках дуговой сварки (резки) без предварительного замыкания сварочной цепи между электродом и свариваемым изделием и повышения стабильности горения дуги допускается применение преобразователей повышенной частоты (осцилляторов).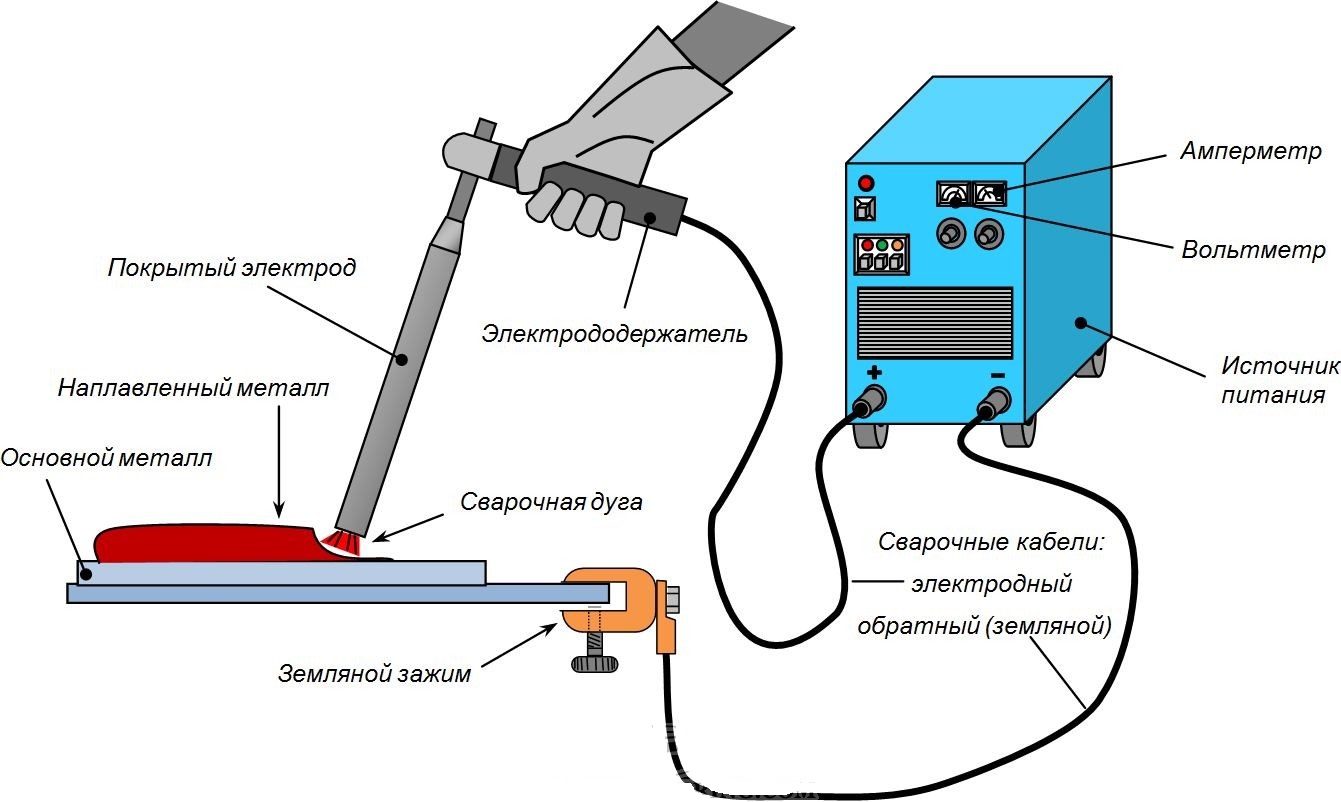
Для повышения устойчивости горения дуги переменного тока допускается применение в установках дуговой сварки (резки) импульсных генераторов, резко поднимающих напряжение между электродом и свариваемым изделием в момент повторного возбуждения дуги. Импульсный генератор не должен увеличивать напряжение холостого хода сварочного трансформатора более чем на 1 В (действующее значение).
7.6.56. Номинальное напряжение электродвигателей и электротехнических устройств, расположенных на переносных частях электросварочных автоматов и полуавтоматов, должно быть не выше 50 В переменного или 110 В постоянного тока. Электродвигатели и электротехнические устройства переменного тока должны подключаться к питающей сети через понижающий трансформатор с заземленной вторичной обмоткой или через разделительный трансформатор, являющийся частью сварочного устройства. Корпуса электродвигателей и электротехнических устройств при этом допускается не заземлять. Электродвигатели и электротехнические устройства, расположенные на частях стационарных и передвижных электросварочных автоматов, смонтированных на стационарных установках, допускается питать от сети 220 и 380 В переменного тока или 220 и 440 В постоянного тока при обязательном заземлении их корпусов, которые должны быть электрически изолированы от частей, гальванически связанных со сварочной цепью.
7.6.57. Напряжение холостого хода источника сварочного тока установок плазменной обработки при номинальном напряжении сети должны быть не выше:
- 500 В — для установок автоматической резки, напыления и плазменно-механической обработки;
- 300 В — для установок полуавтоматической резки или напыления;
- 180 В — для установок ручной резки, сварки или наплавки.
7.6.58. Установки для автоматической плазменной резки должны иметь блокировку, исключающую шунтирование замыкающих контактов в цепи питания катушки коммутационного аппарата без электрической дуги.
7.6.59. Управление процессом механизированной плазменной резки должно быть дистанционным. Напряжение холостого хода на дуговую головку до появления «дежурной» дуги должно подаваться включением коммутационного аппарата при нажатии кнопки «Пуск», не имеющей самоблокировки. Кнопка «Пуск» должна блокироваться автоматически после возбуждения «дежурной» дуги.
7.6.60. Источники питания сварочным током электронных пушек установок электронно-лучевой сварки должны иметь разрядник, установленный между выводом положительного полюса выпрямителя и его заземленным корпусом. Кроме того, для предотвращения пробоев изоляции цепей низшего напряжения установки и изоляции в питающей электрической сети, к которой установка присоединяется, вызванных наведенными зарядами в первичных обмотках повышающих трансформаторов, между выводами первичной обмотки и землей должны включаться конденсаторы или приниматься другие меры защиты.
Кроме того, для предотвращения пробоев изоляции цепей низшего напряжения установки и изоляции в питающей электрической сети, к которой установка присоединяется, вызванных наведенными зарядами в первичных обмотках повышающих трансформаторов, между выводами первичной обмотки и землей должны включаться конденсаторы или приниматься другие меры защиты.
7.6.61. Сварочные электронно-лучевые установки должны иметь защиту от жесткого и мягкого рентгеновского излучения, обеспечивающую их полную радиационную безопасность, при которой уровень излучения на рабочих местах должен быть не выше допускаемого действующими нормативами для лиц, не работающих с источниками ионизирующих излучений.
Глава 7.6. Электросварочные установки / Eleco
ОБЛАСТЬ ПРИМЕНЕНИЯ. ОПРЕДЕЛЕНИЯ
7.6.1. Настоящая глава Правил распространяется на оборудуемые и используемые в закрытых помещениях или на открытом воздухе стационарные, переносные и передвижные электросварочные установки, предназначенные для выполнения электротехнологических процессов сварки, наплавки, напыления и резки (разделительной и поверхностной) плавлением и сварки с применением давления, в том числе:
дуговой и плазменной сварки, наплавки, напыления, резки;
атомно-водородной сварки;
электронно-лучевой сварки;
лазерной сварки и резки (сварки и резки световым лучом),
электрошлаковой сварки;
сварки контактным разогревом;
контактной или диффузионной сварки, дугоконтактной сварки.
Требования настоящей главы относятся к электросварочным установкам при использовании в них плавящихся или неплавящихся электродов, при обработке (соединении, резке и др.) металлических или неметаллических материалов в воздушной среде или среде газа (аргона, гелия, углекислого газа, азота и др.) либо водяного пара при давлении атмосферном, повышенном или пониженном (в том числе в вакууме), а также под водой или под слоем флюса.
7.6.2. Электросварочные установки должны удовлетворять требованиям других глав Правил в той мере, в какой они не изменены настоящей главой.
7.6.3. Электросварочные установки представляют собой совокупность функционально связанных между собой специальных электросварочных и общего назначения электротехнических и механических элементов, а также кабельных линий, электропроводок, токопроводов для внешних соединений этих элементов. Все устройства, используемые для электросварочных установок, должны быть изготовлены согласно утвержденной в установленном порядке технической документации и соответствовать действующим стандартам.
Выполнение работ на электросварочных установках должно предусматриваться в соответствии с требованиями ГОСТ 12.3.003-86 «Работы сварочные. Требования безопасности» или правил технической эксплуатации электроустановок.
7.6.4. В зависимости от вида источника питания электроэнергией различают: автономные электросварочные установки, снабженные индивидуальными двигателями внутреннего сгорания (карбюраторными — бензиновыми или дизельными), и электросварочные установки, получающие питание от электрических сетей, в том числе присоединяемых к передвижным электростанциям.
7.6.5. Подача электрической энергии для обеспечения поступления необходимого количества теплоты в зону плавления или нагрева металла (или неметаллического материала) до пластического состояния для проведения указанных в 7.6.1 процессов осуществляется в электросварочных установках с использованием специальных электротехнических устройств, называемых источниками сварочного тока.
Электрические цепи электросварочных установок от выходных зажимов сварочных трансформаторов или преобразователей, предназначенные для прохождения сварочного тока, называются сварочными цепями.
7.6.6. Электросварочные установки по степени механизации на них технологических операций разделяются на установки, на которых эти операции выполняются вручную, установки полуавтоматические (когда автоматически поддерживается электрический режим сварки, а остальные операции выполняются вручную) и установки автоматические.
7.6.7. Комплекс оборудования, приспособлений для выполнения электротехнологических процессов, указанных в 7.6.1, и рабочего места сварщика называется сварочным постом.
В состав стационарного сварочного поста для ручной сварки входят сварочный стол с тисками и приспособлениями или манипулятор.
7.6.8. Источники сварочного тока могут питать один или несколько сварочных постов; соответственно они называются однопостовыми или многопостовыми источниками сварочного тока.
ОБЩИЕ ТРЕБОВАНИЯ
7.6.9. Оборудование электросварочных установок должно иметь исполнение, соответствующее условиям окружающей среды. Конструкция и расположение этого оборудования, ограждений и блокировок должны не допускать возможности его механического повреждения, а также случайных прикосновений к вращающимся или находящимся под напряжением частям. Исключение допускается для электрододержателей установок ручной дуговой сварки, резки и наплавки, а также для мундштуков, горелок для дуговой сварки и других деталей, находящихся под сварочным напряжением.
Конструкция и расположение этого оборудования, ограждений и блокировок должны не допускать возможности его механического повреждения, а также случайных прикосновений к вращающимся или находящимся под напряжением частям. Исключение допускается для электрододержателей установок ручной дуговой сварки, резки и наплавки, а также для мундштуков, горелок для дуговой сварки и других деталей, находящихся под сварочным напряжением.
7.6.10. Размещение оборудования электросварочных установок, его узлов и механизмов, а также органов управления должно обеспечивать свободный, удобный и безопасный доступ к ним. Кроме того, расположение органов управления должно обеспечивать возможность быстрого отключения оборудования и остановки всех его механизмов.
7.6.11. Для электросварочных установок, оборудование которых требует оперативного обслуживания на высоте более 2 м, должны быть выполнены рабочие площадки, огражденные перилами, с постоянными лестницами. Площадки, ограждения и лестницы должны быть выполнены из несгораемых материалов, настил рабочей площадки должен иметь покрытие из диэлектрического материала, не распространяющего горение.
7.6.12. Все органы управления электросварочными установками, не имеющие фиксаторов положения, должны быть оборудованы ограждениями, исключающими случайное их включение или отключение.
7.6.13. В качестве источников сварочного тока должны применяться только специально для этого предназначенные и удовлетворяющие требованиям действующих стандартов сварочные трансформаторы или преобразователи статические или двигатель-генераторные с электродвигателями или двигателями внутреннего сгорания. Питание сварочной дуги электрошлаковой ванны и контактной сварки непосредственно от силовой, осветительной или контактной электрической сети не допускается.
Агрегаты переносных или передвижных электросварочных установок допускается располагать на автомобильном или тракторном прицепе или тележке, которые должны быть оборудованы тормозами.
7.6.14. Схема включения нескольких источников сварочного тока при работе их на одну сварочную дугу, электрошлаковую ванну или сопротивление контактной сварки должна исключать возможность возникновения между изделием и электродом напряжения, превышающего наибольшее напряжение холостого хода одного из источников сварочного тока.
7.6.15. Электрическая нагрузка нескольких однофазных источников сварочного тока должна по возможности равномерно распределяться между фазами трехфазной сети.
7.6.16. Однопостовой источник сварочного тока, как правило, должен располагаться на расстоянии не далее 15 м от сварочного поста.
7.6.17. Напряжение первичной цепи электросварочной установки должно быть не выше 660 В, эта цепь должна содержать коммутационный (отключающий) и защитный электрические аппараты (аппарат). Сварочные цепи не должны иметь электрических соединений с цепями, присоединяемыми к сети (в том числе с питаемыми от сети обмотками возбуждения генераторов преобразователей).
7.6.18. Электросварочные установки с многопостовым источником сварочного тока должны иметь устройство (автоматический выключатель, предохранители) для защиты источника от перегрузки, а также коммутационный и защитный электрические аппараты (аппарат) на каждой линии, отходящей к сварочному посту.
7.6.19. Для определения значения сварочного тока электросварочная установка должна иметь измерительный прибор. Электросварочная установка с однопостовым источником сварочного тока может не иметь измерительного прибора при наличии в источнике сварочного тока шкалы на регуляторе тока.
Электросварочная установка с однопостовым источником сварочного тока может не иметь измерительного прибора при наличии в источнике сварочного тока шкалы на регуляторе тока.
7.6.20. Переносные и передвижные электросварочные установки (кроме автономных) следует присоединять к электрическим сетям непосредственно кабелем или кабелем через троллеи. Длина троллейных проводников не нормируется, их сечение должно быть выбрано с учетом мощности источника сварочного тока.
7.6.21. Присоединение переносной или передвижной электросварочной установки непосредственно к стационарной электрической сети должно осуществляться с использованием коммутационного и защитного аппаратов (аппарата) с разъемными или разборными контактными соединениями. Обязательно наличие блокировки, исключающей возможность размыкания и замыкания этих соединений, присоединения (отсоединения) жил кабельной линии (проводов) при включенном положении коммутационного аппарата.
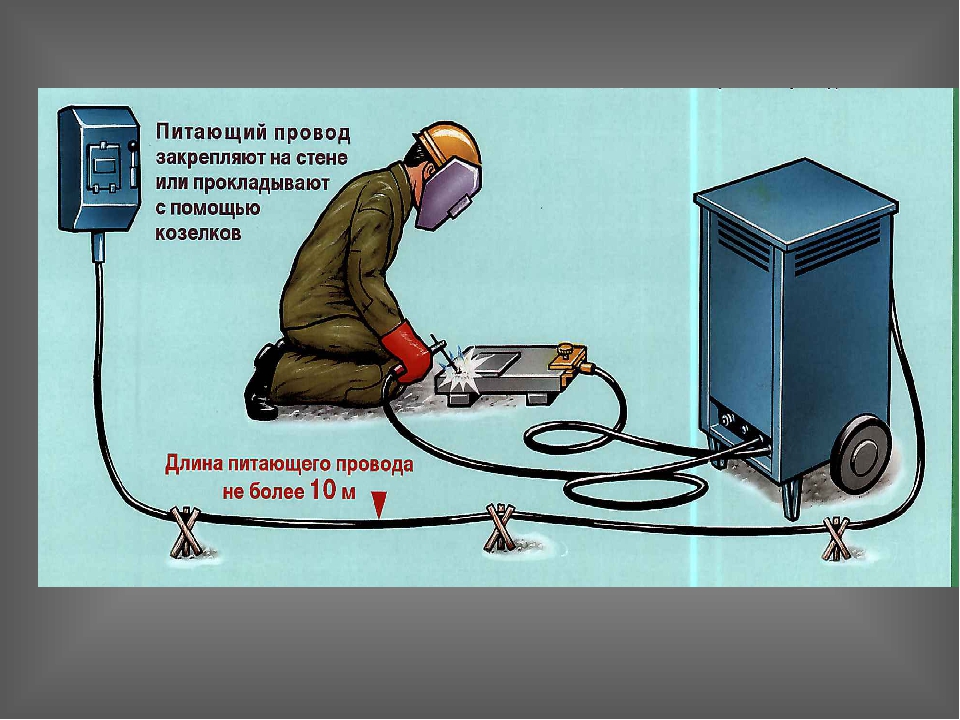
7.6.22. Кабельная линия первичной цепи переносной (передвижной) электросварочной установки от коммутационного аппарата до источника сварочного тока должна выполняться переносным гибким шланговым кабелем с алюминиевыми или медными жилами, с изоляцией и в оболочке (шланге) из не распространяющей горение резины или пластмассы. Источник сварочного тока должен располагаться на таком расстоянии от коммутационного аппарата, при котором длина соединяющего их гибкого кабеля не превышает 10-15 м.
Источник сварочного тока должен располагаться на таком расстоянии от коммутационного аппарата, при котором длина соединяющего их гибкого кабеля не превышает 10-15 м.
7.6.23. Сварочные автоматы или полуавтоматы с дистанционным регулированием режима работы источника сварочного тока рекомендуется оборудовать двумя комплектами органов управления регулирующими устройствами (рукояток, кнопок и т. п.), устанавливаемых один у источника сварочного тока и второй на пульте или щите управления сварочным автоматом или полуавтоматом. Для возможности выбора вида управления регулятором (местного или дистанционного) должен быть установлен переключатель, снабженный механическим замком (с ключом).
7.6.24. Если двери (дверцы) шкафов и корпусов сварочного оборудования (машин), содержащих неизолированные токоведущие части, находящиеся под напряжением выше 42 В переменного или выше 110 В постоянного тока, не имеют блокировки, обеспечивающей снятие напряжения при их открывании, то эти двери (дверцы) должны быть оборудованы замками со специальными ключами.
7.6.25. В электросварочных установках кроме заземления (зануления) корпусов и других металлических нетоковедущих частей оборудования (согласно требованиям гл. 1.7), как правило, должно быть предусмотрено заземление одного из зажимов (выводов) вторичной цепи источников сварочного тока: сварочных трансформаторов, статических преобразователей и тех двигатель-генераторных преобразователей, у которых обмотки возбуждения генераторов присоединяются к электрической сети без разделительных трансформаторов (см. также 7.6.27).
В электросварочных установках, в которых дуга горит между электродом и электропроводящим изделием, следует заземлять (занулять) зажим вторичной цепи источника сварочного тока, соединяемый проводником (обратным проводом) с изделием.
7.6.26. Сварочное электрооборудование для присоединения заземляющего (зануляющего) проводника должно иметь болт (винт, шпильку) и вокруг него контактную площадку, расположенную в доступном месте, с надписью «Земля»(или с условным знаком заземления по ГОСТ 21130-75).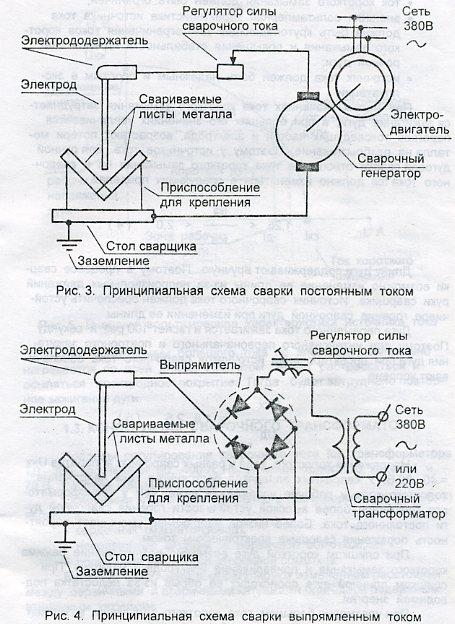
Втычные соединители проводов для включения в электрическую цепь выше 42 В переменного тока и выше 110 В постоянного тока переносных пультов управления сварочных автоматов или полуавтоматов должны иметь заземляющие контакты.
7.6.27. Электросварочные установки, в которых по условиям электротехнологического процесса не может быть выполнено заземление (зануление) согласно 7.6.25, а также переносные и передвижные электросварочные установки, заземление (зануление) оборудования которых представляет значительные трудности, должны быть снабжены устройствами защитного отключения (см. также 1.7.42).
7.6.28. Конденсаторы, используемые в электросварочных установках в целях накопления энергии для сварочных импульсов, должны иметь устройство для автоматической разрядки при снятии защитного кожуха или при открывании дверей шкафов, в которых установлены конденсаторы.
7.6.29. При водяном охлаждении элементов электросварочных установок должна быть предусмотрена возможность контроля за состоянием охлаждающей системы применением воронок для стока воды или струйных реле. В системах водяного охлаждения автоматов (полуавтоматов) рекомендуется использовать реле давления, струйные или температуры (два последних применяются на выходе воды из охлаждающих устройств) с работой реле на сигнал. Если прекращение протока или перегрев охлаждающей воды может привести к аварийному повреждению оборудования, должно быть обеспечено автоматическое отключение установки.
В системах водяного охлаждения автоматов (полуавтоматов) рекомендуется использовать реле давления, струйные или температуры (два последних применяются на выходе воды из охлаждающих устройств) с работой реле на сигнал. Если прекращение протока или перегрев охлаждающей воды может привести к аварийному повреждению оборудования, должно быть обеспечено автоматическое отключение установки.
В системах водяного охлаждения, в которых возможен перенос по трубопроводам потенциала, опасного для обслуживающего персонала, должны быть предусмотрены изолирующие шланги (длину шлангов выбирают согласно 7.5.29).
Расположение разъемных соединений и шлангов системы водяного охлаждения должно исключать возможность попадания струи воды на электрооборудование (источник сварочного тока или др.) при снятии или повреждении шлангов.
ТРЕБОВАНИЯ К ПОМЕЩЕНИЯМ ДЛЯ ЭЛЕКТРОСВАРОЧНЫХ УСТАНОВОК И СВАРОЧНЫХ ПОСТОВ
7.6.30. Здания и вентиляционные устройства сборочно-сварочных цехов и участков, в которых размещаются электросварочные установки и сварочные посты, должны отвечать требованиям действующих стандартов, санитарных правил и противопожарных инструкций, а также СНиП.
Сварочное производство следует относить к соответствующей квалификации по СНиП 21-01-97 Госстроя России, за исключением производств с электросварочными установками, использующими такие газы (например, водород), которые могут образовывать с воздухом взрывоопасные смеси.
7.6.31. Для электросварочных установок и сварочных постов, предназначенных для постоянных электросварочных работ в зданиях вне сборочно-сварочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения со стенками из несгораемых материалов. Площадь и объем таких помещений и системы их вентиляции должны соответствовать требованиям действующих санитарных правил и СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
7.6.32. Сварочные посты допускается размещать во взрыво- и пожароопасных зонах только для временных электросварочных работ, выполняемых с соблюдением требований, изложенных в действующих положениях и инструкциях, согласованных с ГУГПС МВД России и утвержденных Госгортехнадзором России.
7.6.33. В помещениях для электросварочных установок должны быть предусмотрены достаточные по ширине проходы, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно, но не менее 0,8 м.
7.6.34. Площадь отдельного помещения для электросварочных установок должна быть не менее 10 м, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м на каждый сварочный пост.
7.6.35. Сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в непожароопасных цехах должны быть размещены в специальных кабинах со стенками из несгораемого материала. Глубина кабины должна быть не менее двойной длины, а ширина — не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2х1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены.
Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом — 50 мм, а при сварке в среде защитных газов — 300 мм. В случае движения над кабиной мостового крана верх кабины должен быть закрыт сеткой с ячейками не более 50х50 мм.
В случае движения над кабиной мостового крана верх кабины должен быть закрыт сеткой с ячейками не более 50х50 мм.
7.6.36. Выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке допускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из несгораемых материалов высотой не менее 1,8 м.
7.6.37. Электросварочные установки при систематической сварке на них изделий массой более 20 кг должны быть оборудованы соответствующими подъемно-транспортными устройствами для облегчения установки и транспортировки свариваемых изделий.
7.6.38. Искусственное освещение электросварочных установок сборочно-сварочных цехов, участков, мастерских и отдельных сварочных постов (сварочных кабин) и мест сварки должно соответствовать требованиям СНиП 23-05-95 «Естественное и искусственное освещение» и других нормативных документов, утвержденных или согласованных Госстроем России и министерствами и ведомствами Российской Федерации в установленном порядке.
7.6.39. На электросварочных установках при ручной сварке толстообмазанными электродами, электрошлаковой сварке, сварке под флюсом и при автоматической сварке открытой дугой должен быть предусмотрен отсос газов непосредственно вблизи дуги или электрода.
7.6.40. На сварочных постах при сварке открытой дугой и под флюсом внутри резервуаров, закрытых полостей и конструкций должно обеспечиваться вентилирование соответственно характеру выполняемых работ. При невозможности осуществления необходимого вентилирования следует предусматривать принудительную подачу чистого воздуха под маску сварщика в количестве 6-8 м/ч.
7.6.41. Над переносными и передвижными электросварочными установками, находящимися на открытом воздухе, должны быть сооружены навесы из несгораемых материалов для защиты рабочего места сварщика и электросварочного оборудования от атмосферных осадков.
Навесы допускается не сооружать, если электрооборудование электросварочной установки имеет оболочки со степенью защиты, соответствующей условиям работы в наружных установках, и во время дождя и снегопада электросварочные работы будут прекращаться.
УСТАНОВКИ ЭЛЕКТРИЧЕСКОЙ СВАРКИ (РЕЗКИ, НАПЛАВКИ) ПЛАВЛЕНИЕМ
7.6.42. Проходы между однопостовыми источниками сварочного тока — преобразователями (статическими и двигатель-генераторными) установок сварки (резки, наплавки) плавлением — должны быть шириной не менее 0,8 м, между многопостовыми — не менее 1,5 м, расстояние от одно- и многопостовых источников сварочного тока до стены должно быть не менее 0,5 м.
Проходы между группами сварочных трансформаторов должны иметь ширину не менее 1 м. Расстояние между сварочными трансформаторами, стоящими рядом в одной группе, должно быть не менее 0,1 м, между сварочным трансформатором и ацетиленовым генератором — не менее 3 м.
Сварочные провода следует располагать от трубопроводов кислорода на расстоянии не менее 0,5 м, а от трубопроводов ацетилена и других горючих газов — не менее 1 м.
Регулятор сварочного тока может устанавливаться рядом со сварным трансформатором или над ним. Установка сварочного трансформатора над регулятором тока не допускается.
7.6.43. Проходы с каждой стороны стеллажа для выполнения ручных сварочных работ на крупных деталях или конструкциях должны быть шириной не менее 1 м. Столы для мелких сварочных работ могут примыкать с одной стороны непосредственно к стене кабины; проходы с других сторон стола должны быть не менее 1 м. Кроме того, в сварочной мастерской должны быть предусмотрены проходы, ширина которых устанавливается в зависимости от числа работающих, но не менее 1 м.
7.6.44. Проходы с каждой стороны установки автоматической дуговой сварки под флюсом крупных изделий, а также установок дуговой сварки в защитном газе, плазменной, электронно-лучевой сварки и сварки световым лучом должны быть шириной не менее 1,5 м.
7.6.45. Для подвода тока от источника сварочного тока к электрододержателю установки ручной дуговой сварки (резки, наплавки) или к дуговой плазменной горелке прямого действия установки плазменной резки (сварки) должен применяться сварочный гибкий провод с резиновой изоляцией и в резиновой оболочке. Применение проводов с изоляцией или в оболочке из полиэтилена и других полимерных материалов, распространяющих горение, не допускается.
Применение проводов с изоляцией или в оболочке из полиэтилена и других полимерных материалов, распространяющих горение, не допускается.
7.6.46. Электрические проводки установок и аппаратов, предназначенных для дуговой сварки ответственных конструкций: судовых секций, несущих конструкций здания, мостов, летательных аппаратов, подвижного состава железных дорог и других средств передвижения, сосудов, котлов и трубопроводов на давление более 5 МПа (50 кгс/см), трубопроводов для токсичных веществ и т.п. — должны быть выполнены проводами с медными жилами.
7.6.47. В качестве обратного проводника, соединяющего свариваемое изделие с источником сварочного тока в указанных в 7.6.45 установках стационарного использования, могут служить гибкие и жесткие провода, а также, где это возможно, стальные или алюминиевые шины любого профиля достаточного сечения, сварочные плиты, стеллажи и свариваемая конструкция (см. также 7.6.48 и 7.6.49).
В электросварочных установках с переносными и передвижными сварочными трансформаторами обратный провод должен быть изолированным так же, как и прямой провод, присоединяемый к электрододержателю.
Соединение между собой отдельных элементов, используемых в качестве обратного провода, должно выполняться сваркой или с помощью болтов, струбцин, зажимов.
7.6.48. В установках для автоматической дуговой сварки в случае необходимости (например, при сварке круговых швов) допускается соединение обратного провода со свариваемым изделием при помощи скользящего контакта соответствующей конструкции.
7.6.49. Нe допускается использование в качестве обратного проводника проводников сети заземления, а также металлических строительных конструкций зданий, трубопроводов и технологического оборудования. Как исключение, допускается использование для этой цели при монтажных и ремонтных работах металлических строительных конструкций зданий (в том числе подкрановых путей) при условии, что вся цепь обратного провода находится в пределах видимости и может быть проверена от источника питания до места сварочных работ.
7.6.50. Электрододержатели для ручной дуговой сварки и резки металлическим и угольным электродами должны удовлетворять требованиям действующих стандартов.
7.6.51. Напряжение холостого хода источника сварочного тока установок дуговой сварки при номинальном напряжении сети не должно превышать для источников переменного тока при ручной и полуавтоматической дуговой сварке 80 В (действующее значение), при автоматической дуговой сварке 140 В, для источников постоянного тока (среднее значение) 100 В. В цепи сварочного тока генераторов допускаются кратковременные пики напряжения при обрыве дуги длительностью не более 0,5 с.
7.6.52. Для возбуждения дуги в установках дуговой сварки (резки) без предварительного замыкания сварочной цепи между электродом и свариваемым изделием и повышения стабильности горения дуги допускается применение преобразователей повышенной частоты (осцилляторов).
Для повышения устойчивости горения дуги переменного тока допускается применение в установках дуговой сварки (резки) импульсных генераторов, резко поднимающих напряжение между электродом и свариваемым изделием в момент повторного возбуждения дуги. Импульсный генератор не должен увеличивать напряжение холостого хода сварочного трансформатора более чем на 1 В (действующее значение).
Импульсный генератор не должен увеличивать напряжение холостого хода сварочного трансформатора более чем на 1 В (действующее значение).
7.6.53. Электродвигатель переменного тока подвижной сварочной головки сварочных автоматов и полуавтоматов должен получать питание только через понижающий трансформатор со вторичной обмоткой напряжением не выше 42 В, электрически изолированной от первичной обмотки. Один из выводов вторичной цепи такого трансформатора должен быть наглухо заземлен. Корпус электродвигателя допускается при этом не заземлять. Номинальное напряжение электродвигателя постоянного тока не должно превышать 110 В.
В стационарных автоматах с неподвижной сварочной головкой допускается питание электродвигателя переменного тока непосредственно от сети напряжением 220 или 380 В и электродвигателя постоянного тока от сети 220 и 440 В при обязательном заземлении их корпусов, которые должны быть электрически изолированы от токоведущих частей, гальванически связанных с электродом.
7.6.54. Напряжение холостого хода источников сварочного тока установок плазменной обработки при номинальном напряжении сети не должно превышать для установок автоматической резки 500 В, для установок полуавтоматической резки или напыления 300 В, для установок ручной резки, сварки или наплавки 180 В.
7.6.55. Установки для автоматической плазменной резки должны иметь блокировку, исключающую шунтирование замыкающих контактов в цепи питания обмотки коммутационного аппарата без электрической дуги.
7.6.56. Управление процессом механизированной плазменной резки должно быть дистанционным. Напряжение холостого хода на дуговую головку до появления «дежурной» дуги должно подаваться коммутационным аппаратом при включении кнопки «Пуск», не имеющей самоблокировки. Кнопка «Пуск» должна блокироваться автоматически после возбуждения «дежурной» дуги.
7.6.57. Источники питания сварочным током электронных пушек установок электронно-лучевой сварки должны иметь разрядник, установленный между выводом положительного полюса выпрямителя и его заземленным корпусом. Кроме того, для предотвращения пробоев изоляции цепей низшего напряжения установки и изоляции электрической сети, к которой установка присоединяется, вызванных наведенными зарядами в первичных обмотках повышающих трансформаторов, между выводами первичной обмотки и землей должны включаться конденсаторы.
Кроме того, для предотвращения пробоев изоляции цепей низшего напряжения установки и изоляции электрической сети, к которой установка присоединяется, вызванных наведенными зарядами в первичных обмотках повышающих трансформаторов, между выводами первичной обмотки и землей должны включаться конденсаторы.
7.6.58. Электронно-лучевые установки должны иметь защиту от рентгеновского излучения, обеспечивающую их полную радиационную безопасность, при которой уровень излучения на рабочих местах не должен превышать допускаемого действующими нормативами для лиц, не работающих с источниками ионизирующих излучений.
УСТАНОВКИ ЭЛЕКТРИЧЕСКОЙ СВАРКИ С ПРИМЕНЕНИЕМ ДАВЛЕНИЯ
7.6.59. Ширина проходов между машинами точечной, роликовой (линейной) и рельефной сварки с расположением рабочих мест одно против другого должна быть не менее 2 м, а между машинами стыковой сварки — не менее 3 м. При расположении машин тыльными сторонами одна по отношению к другой ширина прохода должна быть не менее 1 м, при расположении передними и тыльными сторонами — не менее 1,5 м.
7.6.60. Машины контактной сварки методом сопротивления и контактной сварки оплавлением должны быть оборудованы ограждающими устройствами (предохраняющими обслуживающий персонал от выплесков металла и искр и позволяющими безопасно вести наблюдение за процессом сварки), а также устройствами для интенсивной местной вытяжной вентиляции.
7.6.61. Для подвода тока к специальным передвижным или подвесным машинам контактной сварки, используемым для сварки громоздких конструкций в труднодоступных местах, должен применяться гибкий шланговый кабель (провод) с изоляцией и в оболочке (шланге) из не распространяющей горение резины или пластмассы.
7.6.62. В подвесных машинах контактной сварки один проводник сварочной цепи должен быть соединен с корпусом подвесного трансформатора, а корпус этого трансформатора должен быть заземлен.
7.6.63. Вторичное напряжение холостого хода сварочного трансформатора машины контактной сварки при номинальном напряжении сети не должно превышать 42 В.
7.6.64. В подвесных машинах точечной и роликовой сварки со встроенными сварочными трансформаторами напряжением цепей управления, расположенных непосредственно на сварочных клещах, при номинальном напряжении сети не должно превышать 42 В для цепей переменного и 110 В для цепей постоянного тока. Такие машины должны быть включены в сеть через разделительный трансформатор и иметь блокировку, допускающую включение силовой цепи только при заземленном корпусе машины. Один из зажимов сварочной цепи должен быть соединен с корпусом машины. Подвод тока к подвесным машинам допускается выполнять проводниками с водяным охлаждением.
Прокладка проводов, требования к изоляции
Изоляция проводов должна быть защищена от механических повреждений. Применение электросварочных проводов с поврежденной оплеткой и изоляцией запрещается. При повреждении оплетки провода его следует заключить в резиновый шланг.
Сварочные провода должны соединяться сваркой, пайкой или с помощью соединительных муфт с изолирующей оболочкой. Места сварных и паяных соединений проводов должны быть тщательно изолированы. В качестве обратного провода, соединяющего свариваемое изделие с источником сварочного тока, могут служить гибкие провода, а также, где это возможно, стальные шины любого профиля достаточного сечения, сварочные плиты, стеллажи и сама свариваемая конструкция.
Использование в качестве обратного провода сети заземления, металлических строительных конструкций зданий, коммуникаций и несварочного технологического оборудования запрещается. Зажим вторичной обмотки сварочного трансформатора, к которому подключается обратный провод, а также аналогичные зажимы сварочных выпрямителей и генераторов, у которых обмотки возбуждения подключаются к распределительной электрической сети без разделительного трансформатора, следует заземлять.
В передвижных сварочных установках обратный провод должен быть изолирован так же, как и провод, подсоединенный к электрододержателю. Исключение составляют случаи, когда само изделие является обратным проводом. Соединение отдельных элементов, используемых в качестве обратного провода, должно выполняться тщательно (сваркой или с помощью болтов, струбцин или зажимов). В установках для автоматической дуговой сварки в случае необходимости (например, при выполнении круговых швов) допускается соединение обратного провода со свариваемым изделием с помощью скользящего контакта.
Соединение отдельных элементов, используемых в качестве обратного провода, должно выполняться тщательно (сваркой или с помощью болтов, струбцин или зажимов). В установках для автоматической дуговой сварки в случае необходимости (например, при выполнении круговых швов) допускается соединение обратного провода со свариваемым изделием с помощью скользящего контакта.
Все открытые части сварочной установки, находящиеся под напряжением питающей сети, и вращающиеся части оборудования должны быть надежно ограждены.
На органах управления сварочным оборудованием должны быть четкие надписи или условные знаки, указывающие на их функциональное назначение. Все органы управления сварочным оборудованием должны иметь надежные фиксаторы или ограждения, исключающие самопроизвольное или случайное их включение (или отключение). Штепсельные соединения проводов для включения в электросеть переносных пультов управления электросварочных автоматов и полуавтоматов должны иметь заземляющие контакты.
Если при автоматической или полуавтоматической сварке корпус сварочной головки находится под напряжением дуги, то маховички, рукоятки и детали, к которым сварщик прикасается в процессе сварки, должны быть выполнены из изоляционного материала или надежно изолированы от корпуса головки.
Сварочные установки, а также все вспомогательные приборы и аппараты к ним, устанавливаемые на открытом воздухе, должны быть в брызго-пылезащищенном исполнении. Над сварочными установками незащищенного исполнения, находящимся на открытом воздухе, должны быть сооружены навесы из несгораемых материалов, исключающие попадание осадков на рабочее место сварщика или на сварочное оборудование.
Питание электродвигателей переменного тока сварочной головки допускается только через понижающий трансформатор со вторичным напряжением не выше 36 В. Один из выводов вторичной цепи такого трансформатора должен быть наглухо заземлен. Корпус электродвигателя сварочной головки при этом не заземляется, за исключением работы в особо опасных помещениях.
В автоматах специального исполнения с неподвижной сварочной головкой допускается питание электродвигателя головки непосредственно от сети при обязательном заземлении корпуса электродвигателя головки. При этом корпус электродвигателя должен быть изолирован от корпуса головки.
Напряжение электродвигателей постоянного тока должно быть не выше 48 В. Допускается применение электродвигателей постоянного тока напряжением до 110 В при условии надежного металлического контакта между электродвигателем и корпусом автомата. Корпус автомата должен иметь электрическую связь с заземлением через вторичную обмотку сварочного трансформатора или через размыкающий блок-контакт аппарата, включающего силовую цепь автомата.
Все электросварочные установки с источниками переменного и постоянного тока, предназначенные для сварки в особо опасных условиях ( например, внутри металлических емкостей, в колодцах, туннелях, на понтонах, в котлах, отсеках судов, при наружных работах ), должны быть снабжены устройствами автоматического отключения напряжения холостого хода или ограничения его до напряжения 12 В с выдержкой времени не более 0,5 с.
Все электросварочные установки, предназначенные для работы в помещениях с повышенной опасностью и имеющие напряжение холостого хода выше 36 В, также должны быть оснащены устройствами автоматического отключения напряжения холостого хода или его ограничения до безопасной в данных условиях величины. Узлы сварочного оборудования, содержащие конденсаторы, должны иметь устройства для автоматической разрядки конденсаторов.
Узлы сварочного оборудования, содержащие конденсаторы, должны иметь устройства для автоматической разрядки конденсаторов.
Для стационарно установленных светильников местного освещения напряжения не должны превышать 36 В, а для переносных светильников – 12 В.
Закрытые пространства резервуаров, котлов, металлических емкостей, отсеков судов и т.п. при сварочных работах должны освещаться светильниками, установленными снаружи свариваемого объекта, или ручными переносными лампами соответствующего исполнения при напряжении не более 12 В. Трансформатор для переносных ламп должен устанавливаться вне свариваемого объекта; его вторичная обмотка должна быть заземлена. Применение автотрансформаторов для понижения напряжения питания светильников запрещается.
Сопротивление изоляции электросварочных установок должно соответствовать требованиям ПУЭ. Сопротивление изоляции установки измеряют при текущих ремонтах в соответствии с ГОСТом на эксплуатируемое электросварочное оборудование.
Сроки текущих и капитальных ремонтов сварочных установок определяет лицо, ответственное за электрохозяйство предприятия, исходя из местных условий и режима эксплуатации установки, а также указаний завода-изготовителя. После капитального ремонта электросварочной установки изоляции должна быть проверена на электрическую прочность. Осмотры и чистка электросварочных установок и пусковой аппаратуры производятся не реже 1 раза в месяц. Запрещается производить ремонт сварочных установок под напряжением.
После капитального ремонта электросварочной установки изоляции должна быть проверена на электрическую прочность. Осмотры и чистка электросварочных установок и пусковой аппаратуры производятся не реже 1 раза в месяц. Запрещается производить ремонт сварочных установок под напряжением.
Размещение электросварочного оборудования в цехе должно обеспечивать удобство и безопасность его эксплуатации и обслуживания. В помещениях должны быть предусмотрены достаточные по ширине (не менее 1 м) проходы, обеспечивающие удобство и безопасность при сварочных работах и доставке изделий к месту сварки и обратно. Проходы между стационарными однопостовыми сварочными агрегатами (трансформаторами, выпрямителями или преобразователями) должны быть шириной не менее 1 м.
При установке агрегата у стены расстояние от стены до агрегата должно быть не менее 0,5 м. Многопостовые агрегаты и установки из нескольких сварочных агрегатов должны располагаться в отдельном помещении или в части общего производственного помещения, отделенной постоянными перегородками, решетками, сетками и т. п. высотой не менее 1,7 м. Проходы между стационарными многопостовыми сварочными агрегатами должны быть шириной не менее 1,5 м. Пункт питания электросварочной установки должен располагаться по возможности вблизи от нее. Разрешается размещать сварочные трансформаторы и регуляторы тока на подвижной тележке, несущей сварочную головку.
Регулятор сварочного тока можно устанавливать непосредственно рядом с трансформатором или над ним. Установка сварочного трансформатора над регулятором тока запрещается.
Проходы с каждой стороны стенда для выполнения ручных сварочных работ на крупных деталях и конструкциях должны быть шириной не менее 1 м. Столы для мелких сварочных работ могут примыкать с одной стороны непосредственно к стене кабины; проходы около стола с других его сторон должны быть шириной не менее 1 м.
Проходы с каждой стороны установки для автоматической сварки под флюсом крупных изделий должны быть шириной не менее 1,5 м. Проходы между точечными и шовными машинами с расположением рабочих мест друг против друга должны быть шириной не менее 2 м, а между стыковыми машинами – не менее 3 м. При расположении перечисленных машин тыльными сторонами друг к другу ширина проходов должна быть не менее 1 м, а при расположении передними и тыльными сторонами друг к другу – не менее 1,5 м.
При расположении перечисленных машин тыльными сторонами друг к другу ширина проходов должна быть не менее 1 м, а при расположении передними и тыльными сторонами друг к другу – не менее 1,5 м.
Элементы сварочного оборудования, расположенные на высоте более 2 м и требующие оперативного обслуживания, должны иметь освещенные рабочие площадки с настилом из диэлектрического материала и лестницы с перилами, установленные на надежном креплении и изготовленные из несгораемых материалов.
Сварочные посты должны быть снабжены приспособлениями (штативами т.п.) для укладки на них электрододержателей при кратковременных перерывах в работе.
Перед присоединением сварочной установки следует произвести внешний осмотр всей установки и убедиться в ее исправности. Особое внимание при этом надо обратить на состояние контактов и заземляющих проводников, исправность изоляции рабочих проводов, наличие и исправность защитных средств. При обнаружении каких-либо неисправностей сварочную установку включать запрещается.
По окончании работ при дуговой сварке источник питания отключают от электросети, провод с электрододержателем отсоединяют от источника питания и убирают в ящик из теплостойкого материала. При сварке на постоянном токе сначала отключают цепь постоянного тока, затем переменного.
Передвижные сварочные установки необходимо отсоединять от сети на время их передвижения.
В дополнение к перечисленным мерам электробезопасности для электросварщиков и лиц, обслуживающих электросварочное оборудование, обязательно применять средства индивидуальной защиты.
Типичные нарушения требований охраны труда при эксплуатации электрогазосварочного оборудования
При выполнении электросварочных работ и обслуживании электросварочной установки следует выполнять требования нормативных правовых актов, устанавливающих требования технической эксплуатации электроустановок потребителей, а также указания по эксплуатации и безопасному обслуживанию, изложенные в инструкции организации-изготовителя.
Кроме того, электросварочные и газосварочные работы следует проводить в соответствии с установленными требованиями по организации безопасного ведения огневых работ.
Огневые работы, а также техническое обслуживание, испытание и ремонт используемого при проведении указанных работ оборудования относятся к работам с повышенной опасностью.
Электросварочные, газосварочные и другие огневые работы на временных рабочих местах, где имеются горючие вещества и материалы, должны проводиться по наряду-допуску, выданному руководителем организации, индивидуальным предпринимателем или лицом, имеющим право выдачи наряда-допуска. Перечень должностей, имеющих право выдачи наряда-допуска, определяется руководителем организации, индивидуальным предпринимателем.
К работе на электросварочных установках допускаются лица, имеющие соответствующие удостоверения и квалификационную группу по электробезопасности не ниже второй. Кроме того, к выполнению огневых работ должны допускаться работающие, прошедшие медицинский осмотр, инструктаж, стажировку и проверку знаний по вопросам охраны труда.
Размещение сварочного оборудования должно обеспечивать безопасный и свободный доступ к нему.
Рабочие площадки возле электросварочных агрегатов должны выполняться из диэлектрических материалов.
Постоянные электросварочные работы в зданиях должны производиться в специально отведенных для этого вентилируемых помещениях.
Подключать сварочные агрегаты в отделениях и цехах производства можно только к специальным сварочным постам, которые должны быть всегда закрыты на замок. Подключение других токоприемников к этим постам запрещается.
Схема присоединения нескольких сварочных трансформаторов или генераторов при работе на одну сварочную дугу должна исключать возможность получения между изделиями и электродом напряжения холостого хода, превышающего напряжение холостого хода из источников питания сварочной дуги.
Присоединение трансформатора к электросети должно выполняться согласно маркировке выводов на зажимах.
Корпус сварочного агрегата, а также зажим вторичной обмотки сварочного трансформатора, к которому подключается провод, идущий к изделию (обратный провод), должен быть заземлен на общий контур заземления.
Необходимо отметить, что использовать в качестве обратного провода контур заземления, трубы санитарно-технических сетей (водопроводов, газопроводов), металлические конструкции зданий и технологического оборудования запрещается.
В передвижных сварочных трансформаторах обратный провод должен быть изолированным так же, как и провод, присоединенный к электрододержателю.
Присоединение обратного провода к свариваемому изделию осуществляется без применения механических зажимов.
Последовательное включение в заземляющий проводник нескольких заземляющих частей установки запрещается.
В передвижных электросварочных установках для подключения их к сети следует предусматривать блокирование рубильника, исключающее возможность отсоединения провода от зажимов, находящихся под напряжением.
Обращаем внимание, что сварочные установки на время их передвижения необходимо отсоединять от сети.
Подключение и отключение от сети электросварочных установок, а также наблюдение за их исправным состоянием в процессе эксплуатации должно осуществляться работником, имеющим соответствующую квалификацию.
Перед присоединением сварочной установки следует произвести внешний осмотр всей установки и убедиться в ее исправности. Особое внимание при этом надо обращать на состояние контактов и заземляющих проводников, исправность изоляции рабочих проводов, наличие и исправность защитных средств. При обнаружении каких-либо неисправностей сварочную установку включать запрещается.
Эксплуатация электросварочного аппарата с поврежденным кабелем, не прошедшего своевременную проверку.
При прокладке проводов и при каждом их перемещении принимаются меры против повреждения изоляции, а также соприкосновения проводов с водой, маслом, стальными канатами, шлангами от ацетиленового аппарата, газопламенной аппаратуры и горячими трубопроводами.
Металлические части электросварочных установок, не находящиеся под напряжением во время работы, а также свариваемые изделия и конструкции должны быть заземлены. Заземление электросварочных установок выполняется до включения их в электросеть.
Электросварочные установки, применяемые для сварки в особо опасных условиях (внутри металлических емкостей, в трубопроводах, колодцах, тоннелях, котлах), а также электросварочные установки, предназначенные для работы в помещениях с повышенной опасностью и имеющие напряжение холостого хода выше 42 В, должны быть оснащены устройствами автоматического отключения напряжения холостого хода или ограничения его до напряжения 12 В с выдержкой времени не более 0,5 с.
При производстве электросварочных работ внутри емкостного сооружения сварочное оборудование располагается снаружи, оно должно быть оборудовано устройствами автоматического отключения напряжения холостого хода при разрыве сварочной цепи (при ручной сварке переменным током), оба сварочных провода должны иметь надежную изоляцию.
Кроме того, необходимо обеспечивать непрерывное проветривание емкости. В случае невозможности применения вентиляции работа должна производиться в шланговых противогазах, при этом длина шланга не должна превышать 10 м.
При смене электродов в процессе сварки их остатки (огарки) следует складывать только в специальный металлический ящик, устанавливаемый у места проведения сварочных работ.
Работать на переносных лестницах и стремянках при выполнении электросварочных работ не допускается.
Также запрещается производить какие-либо ремонты сварочных установок, находящихся под напряжением.
Конструкция сварочного электрододержателя должна соответствовать требованиям технических нормативных правовых актов по устройству электроустановок и других технических нормативных правовых актов.
Применяется самодельный электрододержатель.
По окончании работ при дуговой сварке источник питания отключают от электросети, провод с электрододержателем отсоединяют от источника питания и убирают в ящик из теплостойкого материала.
В мастерских, кабинах, рабочих местах сварки должны вывешиваться плакаты, предупреждающие о возможности облучения глаз и кожи работающих. Постоянные места электросварочных работ должны ограждаться светонепроницаемыми щитами или завесами из несгораемого материала.
Постоянные места электросварочных работ должны ограждаться светонепроницаемыми щитами или завесами из несгораемого материала.
В помещениях, где выполняются сварочные работы, запрещается хранить легковоспламеняющиеся вещества и материалы.
Также запрещается производить сварочные работы на закрытых сосудах, находящихся под давлением (котлы, баллоны, трубопроводы), или сосудах, содержащих воспламеняющиеся или взрывоопасные вещества.
Электросварка и резка цистерн, баков, бочек, резервуаров и других емкостей из-под горючих и легковоспламеняющихся жидкостей, а также горючих и взрывоопасных газов без тщательной предварительной очистки, пропаривания этих емкостей и удаления газов вентилированием не допускаются. Проведение сварочных работ в указанных емкостях разрешается работником, ответственным за безопасное проведение работ, после личной проверки качества очистки емкостей. Сварка должна проводиться при открытых люках, пробках, лазах и так далее.
Напоминаем, что безопасность при эксплуатации оборудования обеспечивается, в том числе путем проведения своевременного и качественного технического обслуживания и ремонта, испытаний, осмотров, технических освидетельствований оборудования в порядке и сроки, установленные эксплуатационными документами организаций-изготовителей, техническими нормативными правовыми актами для оборудования конкретных групп, видов, моделей (марок).
Эксплуатация газосварочных установок с неисправными манометрами.
Проходы между сварочными агрегатами и с каждой стороны стеллажа или стола для выполнения ручных сварочных работ необходимо устанавливать шириной не менее 1,5 м. Во время газосварочных работ газовые баллоны следует устанавливать в специальные стойки в вертикальном положении и прочно крепить их хомутами или цепями. В летнее время необходимо защищать их от нагрева солнечных лучей. Хранение газового баллона осуществляется без его установки в контейнер, стойку, исключающие возможность его опрокидывания, находящегося под прямыми солнечными лучами. Кроме того, на баллоне отсутствуют отличительные надписи.Наполненные и порожние баллоны должны быть предохранены от соприкосновения с токоведущими проводами. Расстояние между баллонами и токоведущим проводом должно быть не менее 1 м.
Присоединение редуктора к баллону следует проводить специальным ключом, постоянно находящимся у работника.
Газосварочные шланги, составленные из различных отрезков (более двух стыков), использовать запрещается.
Шланги на соединительных ниппелях аппаратуры (горелок, резаков, редукторов) должны быть надежно закреплены.
Обращаем внимание, что шланги должны применяться в соответствии с их назначением. Не допускается использование кислородных шлангов для подачи ацетилена или наоборот.
Длина газосварочных шлангов не должна превышать 20 м. Минимальная длина отрезков стыкуемых шлангов должна быть не менее 3 м, количество стыков в шлангах не должно быть более двух.
Применение пропан-бутановой смеси для работ в замкнутых объемах может быть допущено только при условии обеспечения средствами вентиляции рабочей зоны под наблюдением ответственного работника.
Необходимо отметить, что горючие газы, не обладающие запахом, запрещается применять для газосварочных работ.
Также информируем, что при проведении газосварочных и газорезательных работ запрещается эксплуатировать газовые баллоны, не имеющие надписей с указанием наименования находящегося в них газа, а также оставлять без надзора заполненные газом баллоны и ацетиленовый генератор при перерывах в работе. По окончании работ их необходимо убрать в отведенные места для хранения.
По окончании работ их необходимо убрать в отведенные места для хранения.
Замерзшие ацетиленовые генераторы и вентили газовых баллонов допускается отогревать только паром или горячей водой, не имеющей следов масла.
Отогревать переносные генераторы в помещении допускается на расстоянии не менее 10 м от источников открытого огня и при наличии вентиляции.
В месте выполнения огневых работ должны быть первичные средства пожаротушения.
Обратноступенчатый способ сварки и его преимущества
Обратноступенчатым называется особенный вид сварки. При его применении весь шов разделяют на участки, а затем каждый из них заваривают поочередно в направлении, противоположном увеличению его длины. Окончание конкретной ступени совпадает с началом предыдущей. Обратноступенчатый способ сварки предполагает предварительное разделение всей протяженности свариваемого шва на одинаковые участки. Их размер зависит от размера шва.
Виды швов
Сварные швы в зависимости от длины делятся на короткие, средние и большие. Максимальная длина первых — 300 мм. Средние находятся в диапазоне от этой величины до 1000 мм. А длинные, соответственно, обладают протяженностью свыше 1000 мм. Принадлежность к каждому из видов определяет способ сваривания.
Максимальная длина первых — 300 мм. Средние находятся в диапазоне от этой величины до 1000 мм. А длинные, соответственно, обладают протяженностью свыше 1000 мм. Принадлежность к каждому из видов определяет способ сваривания.
Короткие сваривают в одном и том же направлении, перемещая электрод беспрерывно. Средние делят на некоторое количество одинаковых ступеней. Затем сварку производят одним из двух способов: от середины к краям или в одном направлении.
Длину ступени выбирают таким образом, чтобы при ее сварке расходовались 2-4 электрода. Обратноступенчатый способ сварки длинных швов осуществляется от середины шва к его краям. Вторым вариантом является сварка вразброс.
Преимущества метода
Важно понимать, для каких целей используется схема обратноступенчатой сварки. Обратноступенчатая сварка является эффективным методом сведения к минимуму деформаций и напряжений, возникающих при работе. Кроме того, такой способ помогает избегать коробления свариваемых деталей.
Напряжение внутри детали появляется вследствие неодинакового нагревания и понижения температуры различных ее частей, когда происходит их сжатие и расширение. Уменьшение размеров сварочной ванны как следствие ее усадки может привести к деформациям частей металлических изделий, граничащих со швом. Это происходит потому, что при остывании она сужается, что приводит к растягиванию ближайших слоев металла и появлению в них перекосов.
При грамотном выполнении работы напряжения внутри хотя и присутствуют, но сильных деформаций свариваемых изделий не вызывают. Данный способ уменьшает внутренние напряжения. При наложении соседних маленьких участков шва деформации в них имеют противоположные направления.
Выполнение обратноступенчатого метода
Метод предполагает применение электродов, имеющих большой диаметр. Разновидностями обратноступенчатой сварки являются движение от середины шва к краям и вразброс.
При работе необходимо соблюдать существующие правила электробезопасности. Все виды электросварочного оборудования должны иметь паспорт с отметкой о последней дате поверки и инструкцию по эксплуатации.
Все виды электросварочного оборудования должны иметь паспорт с отметкой о последней дате поверки и инструкцию по эксплуатации.
Обратный провод
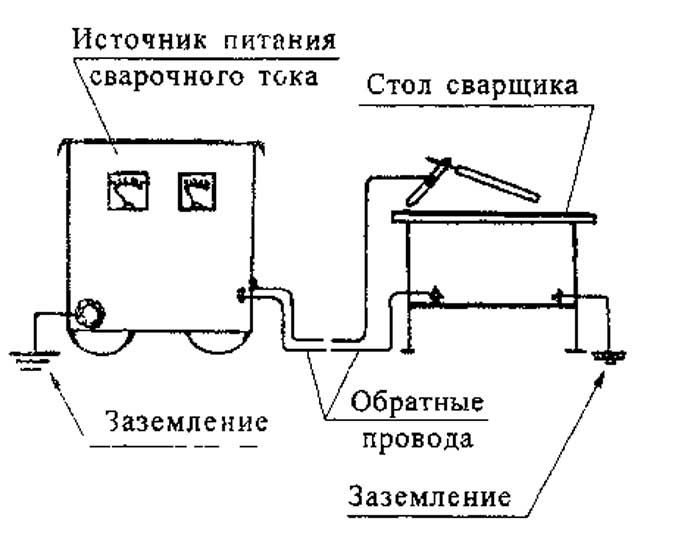
Необходимо разбираться в такой тонкости, как обратный провод, и что допустимо применять в его качестве при сварке. Обратный провод при сварочных работах — это провод, обеспечивающий соединение с источниками тока. В качестве него используются:
- провода — жесткие и гибкие;
- шины в виде полосок минимального сечения 40х4 мм из стали или алюминия;
- сварочные плиты.
Обратный провод обязан иметь такую же изоляцию, как и прямой. Элементы, которые используются для него, должны быть надежно соединены между собой.
Интересное видео
Безопасность заземления и дуговой сварки
Какое отношение имеет заземление к безопасности дуговой сварки?
Заземление электрических цепей — это мера безопасности, которая задокументирована в различных нормах и стандартах. Типовая установка для дуговой сварки может состоять из нескольких электрических цепей. Применение и соблюдение надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Сопутствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления.Обсуждаются важные вопросы заземления в типичной сварочной среде.
Типовая установка для дуговой сварки может состоять из нескольких электрических цепей. Применение и соблюдение надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Сопутствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления.Обсуждаются важные вопросы заземления в типичной сварочной среде.
Заземление сварочного аппарата
Сварочные аппараты, в которых используется гибкий шнур и вилка, или те, которые постоянно подключены к системе электроснабжения, содержат заземляющий провод. Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод обратно через систему распределения электроэнергии, мы бы обнаружили, что он подключен к земле, и обычно через металлический стержень, вбитый в землю.
Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод обратно через систему распределения электроэнергии, мы бы обнаружили, что он подключен к земле, и обычно через металлический стержень, вбитый в землю.
Назначение заземления корпуса оборудования — обеспечить одинаковый потенциал металлического корпуса сварочного аппарата и заземления. Когда они имеют одинаковый потенциал, человек не испытает поражения электрическим током при прикосновении к двум точкам.Заземление корпуса также ограничивает напряжение на корпусе в случае выхода из строя изоляции внутри оборудования.
Допустимая токовая нагрузка заземляющего проводника согласована с устройством максимального тока системы электроснабжения. Согласование допустимой токовой нагрузки позволяет заземляющему проводнику оставаться неповрежденным даже в случае электрического повреждения сварочного аппарата.
Некоторые сварочные аппараты могут иметь конструкцию с двойной изоляцией. В этом случае подключение заземляющего провода не требуется.В сварочном аппарате этого типа используется дополнительная изоляция для защиты пользователя от ударов. Наличие двойной изоляции обозначается символом «прямоугольник в прямоугольнике» на паспортной табличке.
Для небольших сварочных аппаратов, в которых используется вилка на конце шнура питания, подключение заземляющего провода выполняется автоматически, когда сварочный аппарат подключается к розетке.Штырь заземления вилки замыкает розетку. Не рекомендуется использовать адаптеры, которые эффективно удаляют заземляющий контакт на вилке. Кроме того, не отрезайте и не вынимайте заземляющий штифт из вилки. Без подключения все преимущества безопасности заземляющего проводника теряются.
Тестеры цепей розеток легко проверит целостность заземляющего проводника.Тестеры розеточных цепей для цепей на 120 В можно приобрести в магазинах электроснабжения или хозяйственных магазинах; эти недорогие тестовые устройства подключаются к электрической розетке. Световые индикаторы показывают наличие цепи заземления в розетке, а также другие проверки цепи. Если тестовое устройство показывает отсутствие заземления или другие проблемы с цепью, обратитесь за помощью к квалифицированному электрику. Это простой тест, который следует проводить периодически. Проконсультируйтесь с квалифицированным электриком для проверки цепей с напряжением более 120 вольт.
Заземление заготовки
Сварочная цепь состоит из всего проводящего материала, через который должен проходить сварочный ток. Сварочный ток протекает через клеммы сварочного аппарата, сварочные кабели, соединение деталей, горелку, горелку, электрододержатель и деталь. Сварочная цепь не заземлена внутри сварочного аппарата, а изолирована от земли. Как заземлить сварочную цепь?
Сварочный ток протекает через клеммы сварочного аппарата, сварочные кабели, соединение деталей, горелку, горелку, электрододержатель и деталь. Сварочная цепь не заземлена внутри сварочного аппарата, а изолирована от земли. Как заземлить сварочную цепь?
Согласно ANSI Z49.1, «Безопасность при сварке, резке и смежных процессах», заготовка или металлический стол, на который она опирается, должны быть заземлены. Мы должны подключить заготовку или рабочий стол к подходящему заземлению, например, к металлическому каркасу здания. Заземление должно быть независимым или отдельным от соединения сварочной цепи.
Заземление заготовки имеет те же преимущества, что и заземление корпуса сварочного аппарата.Когда деталь заземлена, она имеет такой же потенциал, как и другие заземленные объекты в этой области. В случае нарушения изоляции в аппарате для дуговой сварки или другом оборудовании напряжение между заготовкой и землей будет ограничено. Обратите внимание, что возможно получение незаземленной детали, но для этого требуется разрешение квалифицированного специалиста.
Обратите внимание, что возможно получение незаземленной детали, но для этого требуется разрешение квалифицированного специалиста.
Соединение детали не является зажимом заземления
«Зажим заземления» и «провод заземления» — общие термины, используемые многими сварщиками.Заготовка присоединяется к сварочному кабелю обычно с помощью подпружиненного зажима или винтового зажима. К сожалению, многие сварщики часто ошибочно называют соединение заготовки «заземляющим зажимом», а кабель массы неправильно называют «заземляющим проводом». Сварочный кабель не обеспечивает заземления к изделию. Заземление осуществляется отдельно от соединения с заготовкой.
Высокочастотное заземление
В некоторых сварочных аппаратах используются цепи запуска и стабилизации, содержащие высокочастотное напряжение.Это обычное явление для аппаратов для сварки вольфрамовым электродом в среде инертного газа (TIG). Высокочастотное напряжение может иметь частотные составляющие, которые простираются до мегагерцовой области. Напротив, сварочное напряжение может составлять всего 60 Гц.
Напротив, сварочное напряжение может составлять всего 60 Гц.
Высокочастотные сигналы имеют тенденцию выходить за пределы зоны сварки. Эти сигналы могут создавать помехи для находящегося поблизости радио и телевидения или другого электрического оборудования. Один из способов минимизировать излучение высокочастотных сигналов — заземлить сварочную цепь.В руководстве по эксплуатации сварочного аппарата будут конкретные инструкции о том, как заземлить сварочную цепь и компоненты в окружающей среде, чтобы минимизировать радиационное воздействие.
Заземление переносных и устанавливаемых на транспортных средствах сварочных генераторов
Переносные и устанавливаемые на транспортных средствах генераторы для дуговой сварки часто могут обеспечивать вспомогательное питание 120 и 240 вольт. Эти генераторы используются в удаленных местах вдали от системы распределения электроэнергии. Удобное заземление обычно недоступно для подключения.Следует ли заземлить корпус генератора?
Правила заземления зависят от конкретного использования и конструкции вспомогательного генератора энергии. Большинство приложений попадают в одну из двух категорий, кратко описанных ниже:
Большинство приложений попадают в одну из двух категорий, кратко описанных ниже:
1. При соблюдении всех этих требований заземлять корпус генератора не требуется:
- Генератор устанавливается на грузовик или прицеп
- Вспомогательная энергия берется из розеток на генераторе с помощью шнура и вилки
- Розетки имеют заземляющий штифт
- Рама генератора прикреплена или электрически соединена с рамой грузовика или прицепа
2.Если выполняется одно из этих условий, корпус генератора необходимо заземлить:
- Генератор подключен к внутренней электропроводке. Например, для подачи электроэнергии в дом во время отключения электроэнергии.
- Вспомогательный источник питания жестко подключается к генератору без использования шнуров и вилок.
В приведенном выше резюме не входят детали, и читателю рекомендуется ознакомиться со своими местными электротехническими нормативами и ANSI / NFPA 70, «Национальными электротехническими правилами», чтобы узнать подробности.
Заземление удлинительного шнура
Удлинители следует периодически проверять на целостность заземления. Удлинители ведут тяжелую жизнь, лежа на земле; они находятся под ногами и подвержены повреждениям. Использование тестера цепи розетки подтвердит, что все соединения внутри шнура, вилки и розетки исправны.
Опасность поражения электрическим током в сварочной цепи
Использование надлежащего заземления в сварочной среде является хорошей практикой, но это не исключает возможности поражения электрическим током.Сварочный контур запитывается сварочным напряжением. Человек получит электрошок, если он станет электрическим путем в сварочной цепи. Необходимо принять меры по изоляции сварщика от сварочной цепи. Используйте сухие изоляционные перчатки и другие изоляционные средства. Также сохраняйте изоляцию на сварочных кабелях, держателях электродов, горелках и горелках для обеспечения защиты.
Аналогичным образом можно предотвратить поражение электрическим током от системы электроснабжения. Правильный уход за электрооборудованием и удлинителями изолирует сварщика от источников электрического тока.
Правильный уход за электрооборудованием и удлинителями изолирует сварщика от источников электрического тока.
Источники информации
- Американское сварочное общество, ANSI Z49.1: 2005 «Безопасность при сварке, резке и смежных процессах».
- Национальная ассоциация противопожарной защиты, NFPA 70, «Национальный электротехнический кодекс», 2005 г.
- Американское общество сварщиков, Информационный бюллетень по безопасности и охране здоровья № 29, «Заземление переносных и установленных на транспортных средствах сварочных генераторов», июль 2004 г.
- Американское сварочное общество, AWS A3.0-2001, «Стандартные термины и определения в сварке».»
Электробезопасность: Ответы по охране труда
Электрошок
Тело человека проводит электричество. Даже слабые токи могут вызвать серьезные последствия для здоровья. Спазмы, ожоги, паралич мышц или смерть могут произойти в зависимости от силы тока, протекающего по телу, его маршрута и продолжительности воздействия.
Национальный институт безопасности и гигиены труда (NIOSH) сообщает, что стандартные рабочие напряжения создают токи, проходящие через человеческое тело в миллиамперном (мА) диапазоне (1000 мА = 1 А).Расчетное влияние переменного тока 60 Гц, проходящего через грудную клетку, показано в таблице 1.
Расчетное влияние переменного тока 60 Гц | |
1 мА | Barely perceble |
16 мА | Максимальный ток, который средний мужчина может схватить и «отпустить» |
20 мА | Паралич дыхательных мышц |
Порог фибрилляции желудочков | |
2 А | Остановка сердца и повреждение внутренних органов |
15/20 А | Обычный f или выключатель размыкает цепь * |
* Контакт с током 20 миллиампер может быть фатальным.В качестве ориентира обычный домашний автоматический выключатель может быть рассчитан на 15, 20 или 30 ампер.
Завершение цепи через тело
- Если человек коснется токоведущего проводника, ток может протечь через тело к земле и вызвать электрический ток.
- Человек может получить опасность поражения электрическим током, если случайно руки или другая часть тела образуют перемычку между источником сварочного тока (например, сварочный электрод под напряжением) и возвратным током (например, заготовкой) сварочной схемы / оборудования.
- Повышенный электрический контакт с землей увеличивает риск поражения электрическим током.
- Небольшие удары могут удивить вас и заставить вас поскользнуться и упасть, возможно, с высоты.
Объяснение сварки MIG | Узнайте, как выполнить сварку MIG
Сварочный кабель предназначен для передачи мощности (напряжения), поступающей от аппарата, для создания сварочной дуги. Дуга зажигается, когда непрерывно подаваемый сварочный проволочный электрод соприкасается с заготовкой или поверхностями соединения.Ниже показан типичный фонарик с «лебединой шеей». Вы увидите, что неотъемлемой частью конструкции горелки является трубка подачи газа. Подача газа продолжается во время сварки и прекращается, когда сварка прекращается.
* На изображении выше видно, что горелка состоит из армированного кабеля, источника газа, спускового крючка, гильзы горелки, сопла и контактного наконечника.
Бронированные кабели обеспечивают защиту источника электроэнергии и транспортного средства для подачи электроэнергии к головке горелки.Это также позволяет подаче газа и сварочной проволоке добраться до места назначения, которое проходит через контактный наконечник и вокруг него, из сопла в сварочную ванну. При нажатии и удерживании курка включается все, включая электричество, газ и подачу проволоки. Чтобы начать сварку, нажмите и удерживайте спусковой крючок, а для прекращения сварки отпустите спусковой крючок. Отпускание мгновенно останавливает все.
Гильза горелки защищает сварочную проволоку во время сварки и предотвращает перегиб и неправильную подачу проволоки в сварочную ванну.Сварочная проволока пластична и может легко деформироваться из-за скручивания или скручивания сварочного провода. Контактный наконечник заряжает провод, когда он проходит через отверстие в конце наконечника. Контактный наконечник сделан из меди, потому что медь является хорошим проводником электричества. Контактный наконечник или, что более важно, отверстие на конце должно быть такого же размера, как диаметр сварочной проволоки. Они бывают диаметром 0,6 мм, 0,8 мм, 1,0 мм, 1,2 мм, 1,6 мм и 2,4 мм.
Когда начинается сварка, также включается газовый экран с внешним питанием.Газовая защита должна быть направлена локально на поверхности сварного шва, чтобы создать газовый карман, который удаляет атмосферу из шва. Наша атмосфера вредна для сварного шва. Сварочная проволока выполняет две функции; он является источником тепла и обеспечивает расходуемый присадочный материал, необходимый для усиления сварного соединения. Он имеет те же размеры, что и контактный наконечник, и должен быть совместим с типом свариваемого материала (основной металл), т. Е. Для сварки нержавеющей стали должна использоваться проволока из нержавеющей стали, для сварки алюминия и алюминиевой проволоки необходимо использовать проволоку для сварки углем. стали использовать проволоку из углеродистой стали.При нажатии на спусковой крючок происходит что-то еще. Ролики в источнике питания активируются и тянут проволоку с катушки. Они состоят из гладкого верхнего ролика и нижнего ролика с канавками, а также механизма натяжения проволоки. Обратите внимание, что рифленый ролик будет иметь две канавки. Канавка должна быть такого же размера, как диаметр проволоки. Это важно для правильной подачи проволочного электрода
Обратный сварочный провод возвращает электропитание к источнику питания и проходит к утвержденному электрическому заземлению через машину и его выключатель.Перед чтением Урока 3 о настройке вашей машины MIG set и доведении ее до оптимального уровня, изучите особенности, обсуждаемые в этой статье. Кроме того, помните, что вы узнали из Урока 1 о собственной защите и, в частности, об электробезопасности.
Основные меры безопасности и меры предосторожности
Безопасность судов в море зависит от знаний, навыков и самостоятельности экипажа при выполнении работ по техническому обслуживанию и ремонту во время рейса и между постановкой в сухой док.Для их владельцев суда также зависят от здорового и компетентного экипажа, чтобы свести к минимуму производственные травмы, непредвиденные расходы и время нахождения судна вне дома.
Техническое обслуживание во время рейса является неотъемлемой частью работы члена экипажа, а такие задачи, как сварка на борту, являются обычным делом. Даже в этом случае важно, чтобы бригада, выполняющая сварочные работы на борту, выполняла это в соответствии со строгими принципами безопасности. Последствия несоблюдения правил техники безопасности или несоблюдения технического обслуживания оборудования могут быть очень серьезными.Для экипажа существует риск получения травм и долгосрочной опасности для здоровья.
Для судна риски для безопасности и целостности оборудования столь же серьезны, и в конечном итоге, если судно будет повреждено или перенаправлено из-за проблем со здоровьем или оборудованием, последствия могут быть также финансовыми. Крайне важно, чтобы со сварочным оборудованием и газами обращались безопасно и надежно — безопасность при эксплуатации всегда должна быть приоритетом. Вот правила техники безопасности и меры предосторожности, которые экипаж должен соблюдать до и во время электродуговой сварки на борту.
Переменный ток
Переменный ток (AC) всегда будет доступен на борту судна от электросети, но экипаж должен принять во внимание оборудование, которое им предлагается использовать, и принять соответствующие решения.
Доступны два типа сварочных аппаратов; трансформатор, который принимает переменный ток и подает переменный, но с более низким напряжением, и выпрямительные / инверторные машины, которые преобразуют переменный ток в постоянный ток (DC) на выходе при более низком напряжении.
Мы советуем экипажу избегать использования переменного тока при сварке на борту судна.Это связано с тем, что в случае случайного поражения электрическим током через тело человека передается переменный ток, что может вызвать судороги, которые могут привести к остановке сердца. Напротив, по поверхности сварщика будет протекать постоянный ток, если он случайно окажется частью электрической цепи.
Напряжение и частота
Основное назначение всех сварочных аппаратов — снизить высокое напряжение до подходящего безопасного рабочего напряжения. Рабочее напряжение сварочного аппарата называется напряжением холостого хода (OCV) или иногда называется напряжением без нагрузки.Определение OCV — это напряжение между выводами сварочного аппарата, который включен, но не используется.
В Кодексе правил безопасной работы для моряков торгового флота Управления морского судоходства и береговой охраны Великобритании указано, что максимальное напряжение должно быть следующим:
Для выпрямителей и инверторов постоянного тока: макс. 70 В постоянного тока
Для трансформаторов переменного тока макс. 25 В переменного тока
Поэтому первое, что должен проверить любой член экипажа перед началом работы, — это соответствие сварочного аппарата на борту этим значениям.На большинстве сварочных аппаратов это указано на табличке оборудования.
WSS также рекомендует избегать использования сварочных аппаратов, которые используют высокие частоты (HF) для запуска процесса вольфрамового инертного газа (TIG). ВЧ могут создавать помехи для оборудования радиосвязи, а также могут мешать управлению пуском / остановом оборудования с электронным управлением, такого как насосы. Доступны низковольтные системы запуска TIG, использующие процесс «подъемной дуги», и поэтому нет необходимости использовать ВЧ для запуска процесса сварки.
Соответствие
В Европейском Союзе и на судах, плавающих под флагом стран-членов ЕС, экипаж также должен проверить, соответствует ли машина знаку соответствия европейскому (CE). Это форма «паспорта», которая позволяет товарам беспрепятственно перемещаться в Европу и по всей Европе, а также гарантирует, что машина соответствует директивам и стандартам ЕС по электрооборудованию.
Стандарты, которым должно соответствовать сварочное оборудование в странах-членах ЕС, следующие:
EN 60974-10 Европейские нормы электромагнитной совместимости.
EN 60974-1 / 5 Европейские нормы для аппаратов для дуговой сварки: источники тока для сварки.
Операторам также следует обратить внимание на знак «S», указывающий на то, что оборудование подходит для использования в зонах с повышенной опасностью поражения электрическим током. Это особенно важно при работе в потенциально влажных, влажных и стесненных местах, таких как двойное дно или балластные цистерны.
Обратный кабель
Еще одна область, требующая определенности, — это использование таких терминов, как «земля» и «земля».Обратный кабель сварочного аппарата часто называют землей или заземлением, но это не так.
Термины «земля» и «заземление» используются в электротехнике США для обозначения электрического оборудования, которое надежно соединено с землей по соображениям безопасности. В Великобритании эквивалентными терминами являются «земля» и «заземление».
Обратный кабель аппарата для дуговой сварки пропускает столько же тока, сколько и сам сварочный кабель. Сварочный и обратный кабели являются частью электрической цепи.В результате для безопасной сварки бригадир должен использовать возвратный зажим и кабель, которые должны быть размещены как можно ближе к месту сварки.
Размещение возвратного зажима на ближайшем утюге с лампочкой приведет к тому, что корпус корабля окажется живым в этой области, что создаст риск поражения электрическим током. Фактически сварщик будет стоять на обратном пути, возможно, в некачественной обуви, в грязных перчатках, во влажных условиях, возможно, в соленой воде (отличный проводник электричества).
Если он лежит на животе или на спине в потном комбинезоне, он подвергает большие части тела действию живой палубы.Если сварочный кабель плохо изолирован, то использование корпуса в качестве обратного кабеля также может вызвать короткое замыкание, создавая искры и риск взрыва. Такая операция в сочетании с использованием трансформатора, подающего переменный ток с высоким OCV, может быть фатальной для сварщика.
Следует также помнить, что подключение обратного кабеля непосредственно к корпусу судна может также вызвать прохождение тока через шарикоподшипники и поршни, что приведет к повреждению. При сварке оборудования двигателя бригадир всегда должен протягивать обратный кабель и зажим к месту сварки и закреплять его как можно ближе к зоне сварки.
Будьте в безопасности при сварке
Во избежание поражения электрическим током и риска поражения электрическим током, а также для обеспечения безопасной работы судовой персонал должен принимать следующие меры предосторожности:
- Используйте только источники питания постоянного тока с OCV ниже 70 вольт;
- Поместите возвратный зажим и кабель как можно ближе к месту сварки;
- Помните, что через обратный кабель проходит столько же тока, сколько через сварочный кабель;
- Использование корпуса в качестве возвратного кондуктора противоречит правилам государства флага;
- Носите сухую изолированную защитную одежду и перчатки в хорошем состоянии, меняя их по мере необходимости, чтобы они оставались сухими;
- Изолируйте себя от обрабатываемой детали и обратного кабеля, надев обувь на резиновой подошве или встаньте на сухой изолированный коврик.Не прикасайтесь к возвратной коробке никакими другими частями тела;
- Используйте полностью изолированные держатели электродов;
- Не используйте изношенные, поврежденные кабели, кабели недостаточного размера или плохо сращенные;
- Не обматывайте тело кабелями, по которым идет ток;
- Не прикасайтесь к электроду под напряжением голыми руками;
- Выключайте все оборудование, когда оно не используется;
- Используйте только исправное оборудование. Отремонтируйте или замените поврежденные детали перед дальнейшим использованием;
- Следует избегать влажных условий труда.Даже потоотделение снижает сопротивляемость организма поражению электрическим током.
Эти моменты могут показаться очевидными, но, по нашему опыту, часто бывают случаи, когда бригада работает небезопасно. Результаты могут быть серьезными — и наиболее серьезными для задействованного экипажа.
Пример 1
Судовой слесарь настраивал свое сварочное оборудование, и, когда он устанавливал хлыст на питатель, одна рука коснулась металлического сопла хлыста, а другая рука касалась проволоки из питателя.Это замкнуло электрическую цепь, которая позволила электричеству 80 вольт пройти через его грудь. Сотрудник получил ожоги рук и был доставлен в больницу для лечения.
Пример использования 2
Судовой слесарь прибыл на борт корабля в начале смены и обнаружил на палубе воду после ночного ливня. Он знал об опасности поражения электрическим током, поэтому остановился на комингсе вокруг дверного проема, прежде чем потянуться к сварочному аппарату. К сожалению, его ботинки и рабочие перчатки были уже мокрыми.Когда сотрудник прикоснулся к сварочному аппарату, он замкнул цепь, и через него прошел ток, получив травмы, которые потребовали лечения в больнице.
Пример использования 3
Член экипажа вернулся на палубу корабля после ливня. Он торопился перевезти сварочный аппарат и закончить работу до обеда. Слесарь знал, что нельзя стоять в воде при работе с электрооборудованием, но он не заметил, что тонкая фанера, на которой он стоял, погрузилась в воду в тот момент, когда он наступил на нее.Его одежда и ботинки были уже мокрыми от бури. Когда он прикоснулся к оборудованию, цепь замкнулась, и по его телу прошел ток. Его тоже пришлось доставить в больницу на лечение.
Посетите наш каталог сварочной продукции
eli5 в чем причина заземления при дуговой сварке? : Сварка
Ладно …
У всех сварщиков есть дом, в котором они живут: для отдыха и релаксации. Сварщики уходят из дома, чтобы поработать. Эти сварщики работают над проектами весь день, используя свою энергию для сварки металла, перемещения деталей и т. Д.Закончив день (полностью израсходованный), они возвращаются домой той же дорогой, чтобы отдохнуть. Цикл повторяется изо дня в день. Без дороги сварщики не могут ездить на работу и обратно.
По сути, электричество работает так же. У электронов есть дом (батарея или другой источник энергии, например сварочный аппарат). Они оставляют сварочный аппарат заряженными через электрод, чтобы передать свою энергию куску металла, который нагревает и расплавляет металл. После разряда эти электроны возвращаются через зажим заземления в свой дом (аккумулятор, источник питания и т. Д.).) для перезарядки, снова вернувшись назад, чтобы продолжить плавление металла по тому же пути. Это называется замкнутым контуром.
Без этого заземляющего зажима им некуда возвращаться, и они отказываются работать, так как сопротивление слишком велико, чтобы добраться туда и обратно. Это называется разомкнутой цепью, так как на пути рабочих или электронов есть промежуток или разрыв.
В некоторых случаях электричество может работать без «замкнутой цепи». Вы когда-нибудь испытывали статические удары? Здесь вы накопили слишком много заряженных электронов и коснулись чего-то, что заземляет вас или имеет меньше заряженных электронов.Единственная разница здесь в том, что вы накопили столько энергии, что эти электроны вытесняются из вас, что приводит к шоку. (забавный факт: эти разряды обычно составляют сотни тысяч вольт, что позволяет вам поражать (и быть пораженным) вещами с видимым зазором. Они не причиняют никакого ущерба, потому что им не хватает тока, чтобы нанести какой-либо ущерб). Сварщики перевернуты, они имеют огромное количество тока, но им не хватает напряжения, чтобы преодолеть сопротивление (в основном) в человеческом теле в сухом состоянии (это важно, не сваривайте, когда намокло!).
Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 УРОК ГРУППЫ ЭСАБ ИНК. II 2.2.2.5 Хотя полярность влияет на проникновение и скорости выгорания электродное покрытие также имеет сильное влияние на характеристики дуги. Характеристики индивидуальных электродов будет обсуждаться в успешных уроках. 2.2.3 Электрод Держатель — Электрододержатель подключается к сварочному кабелю и направляет сварочный ток к электроду. Изолированная ручка используется для направления электрода. над сварным швом и подать электрод над сварным швом и введите электрод в сварной шов лужу по мере ее употребления.Держатели электродов доступны в разных размерах. и имеют рейтинг их пропускная способность по току. 2.2.4 Земля Зажим — Зажим заземления используется для подключения кабеля заземления к работе. кусок. Может быть подключен напрямую к работе или к столу или приспособлению, на котором работа позиционируется. Быть частью сварочной цепи, зажим заземления должен выдерживать сварочный ток без перегрева из-за электрического сопротивления.2.2.5 Сварка Кабели — Кабель электрода и кабель заземления являются важными частями сварочный контур. Они должны быть очень гибкими и иметь прочную термостойкую изоляцию. Подключения на держателе электрода, зажим заземления, а на клеммах источника питания должны быть припаяны или хорошо обжат, чтобы обеспечить низкое электрическое сопротивление. Поперечный площадь кабеля должен быть достаточного размера, чтобы выдерживать сварочный ток с минимальным напряжением. уронить.Увеличение длина кабеля требует увеличения диаметра кабеля для уменьшения сопротивления и падение напряжения. Таблица в На рис. 4 показан рекомендуемый кабель американского калибра проводов (AWG). размер, используемый для различных сварочных токов и длин кабелей. Общая длина кабеля (провод заземления плюс Вывод электрода) вверх до 50 футов. до 100 футов до 250 футов до 500 футов кабеля Напряжение Кабель Напряжение Кабель Напряжение Кабель Размер напряжения Размер капли Размер капли Размер капли Падение 20 до 180 # 3 1.8 # 2 2.9 # 1 5.7 # 0 9,1 180 От 30 до 250 ампер # 2 1.8 # 1 2.5 # 0 5.0 # 0 9.9 200 Ампер 60 к 375 # 0 1.7 # 0 3.0 # 00 5.9 # 000 9,3 300 Ампер 80 до 500 # 00 1,8 # 000 2.5 # 0000 5.0 # 0000 9,9 400 Ампер от 100 до 600 # 00 2.0 # 0000 2.5 … … … 500 Напряжение тока ампер Указанные капли не включают капли, вызванные плохим подключением, держателем электрода, или рабочий металл Сварка Диапазон услуг (Амперы) Напряжение Падение Фигурное На РИСУНКЕ 4 2.2,6 Покрытый Электроды — В экранированных электродах используются различные типы покрытых электродов. металлическая дуговая сварка. Электроды используемые для сварки низкоуглеродистых или углеродистых сталей существенно отличаются от те, которые используются для сварки низколегированных сплавов и нержавеющие стали. Подробная информация о конкретных типах будет рассматривается в последующих уроках.Зажимы заземления… почему вы никогда не получите хороший сварной шов с плохим зажимом
Состояние, качество и конструкция зажима заземления важнее, чем вы думаете…Мы часто видим множество проблем с качеством сварки и эксплуатационными характеристиками сварочного аппарата, вызванными заземляющими зажимами, которые либо а) находятся в плохом состоянии, либо б) плохо спроектированы зажимами.Да, это базовое оборудование, но оно может иметь решающее значение!
Во-первых, давайте прямо:Нет, зажим заземления — это не просто аксессуар для скрепления металла! ВСЕ сварочный ток проходит через зажим заземления . Без хорошего заземления производительность сварщика и сварочного аппарата будет снижена … это может означать только одно: сварной шов низкого качества.
Что произойдет, если зажим заземления в плохом состоянии или плохого качества?Если зажим заземления не в хорошем состоянии, это приведет к утечке или ограничению сварочного тока.Или, другими словами, это вызовет падение выходного сварочного напряжения… как будто кто-то меняет настройки на вашем сварочном аппарате. (Например, при сварке MIG скорость подачи проволоки может увеличиваться).
Часто первой реакцией оператора является изменение настроек машины для компенсации, а не устранение реальной причины проблемы.
Как это происходит?Помните; ВСЕ сварочный ток проходит через зажим заземления.Или, если взять кабельный наконечник, весь ток проходит через наконечник. Если проушина плохо прилегает к зажиму или кабелю, очевидно, что это ограничит сварочный ток.
Обычно есть 3 области «соединения» на зажиме заземления, которые могут вызвать утечку / блокировку тока;
Кабель к зажиму, обычно кабельный наконечник: наконечники, вероятно, являются худшим нарушителем! Их может быть трудно установить должным образом, кабель может выскочить из наконечника, болт / вывод наконечника может ослабнуть и т. Д. И т. Д.!
Внутри самого зажима: сломанные или изношенные детали, плохая конструкция зажима.
Присоединение зажима к работе: может быть нарушено из-за слабой зажимной пружины, изношенных или сломанных губок зажима, коррозии зажима и т. Д.
При возникновении проблемы «соединения» в зажиме заземления соответствующий компонент начинает нагреваться. Затем нагрев ускорит возникновение первоначальной проблемы, вызывая дальнейшее разрушение соединения, которое затем вызывает больше тепла, и цикл продолжается.
Плохое качество соединения = Ограничение сварочного тока = Перегрев = Проблема усугубляется
Итак, каков ответ?
До : Регулярно проверяйте зажим заземления. Убедитесь, что кабельный наконечник надежно закреплен и закреплен болтами. Замените зажим, если он вышел из строя, например: слабая пружина, сломанные детали, продолжающийся перегрев и т. Д.
Не : просто встряхните зажим и снова прикрепите его.. это не решит проблему
Do : Используйте только качественные заземляющие зажимы с хорошей конструкцией.
Что такое хороший зажим заземления?
Platinum EC500H — один из самых продаваемых зажимов заземления. Это простой, но очень эффективный дизайн, который устраняет многие из проблем, о которых мы уже упоминали. И это очень легко установить; кабельный наконечник не требуется!
Щелкните здесь, чтобы получить дополнительную информацию о зажиме Platinum EC500H
Или просмотрите наш полный ассортимент зажимов заземления здесь
Этот блог предназначен для помощи в следующих вопросах: Проблемы и проблемы с зажимом заземления и зажима заземления при сварке MIG, MMA, Stick и TIG // Проблемы с качеством сварки // Почему мои настройки скорости подачи проволоки меняются, когда я не касаюсь своего аппарата контролирует? // Почему скорость моей проволоки колеблется, меняется, ускоряется и замедляется? // Почему мои настройки сварочного напряжения (нагрева) или силы тока меняются, когда я не касаюсь органов управления своего аппарата // Где я могу найти качественный прочный зажим заземления с длительным сроком службы для моего сварщика? // Какой лучший зажим заземления?
.