
Пайка медных труб при монтаже
При монтаже коммуникационных систем пайка является одним из наиболее распространённых способов соединения медного трубопроката.
Процесс пайки медных труб заключается в нескольких этапах:
1. Подготовка к пайке.
Перед пайкой труба зачищается и затирается для очищения и выравнивания поверхности медной трубы, где будет, проводится пайка.
При зачистке следует учитывать, что для обработки медной трубы запрещено применение крупнозернистых шкурок и тем более металлических щёток, ведь эти материалы могут спровоцировать образование царапин на поверхности (это вредит пайке).
Если пойка проводится для труб трубопровода холодного, горячего водоснабжения, или отопления монтаж труб можно проводить без фитингов. Главное, чтобы вода в трубах не превышала 110 градусов.
2. Вторым этапом является собственно сборка соединительного узла.
Непосредственно пред сборкой, край трубы, который входит в фитинг (или другую трубу) необходимо покрыть тонким слоем флюса. Что защитит медь от окисления, в момент разогревания. Хотя некоторые виды припоев можно использовать без флюса (к таким относится медно-фосфорный припой).
При работе с флюсом следует обратить внимание, что он является агрессивным веществом, с высокой химической активностью. В связи с этим работать с этим веществом необходимо в перчатках, а наносить на поверхность кисточкой. Слой флюса должен быть тонким, лишнее удаляется.
После того, как флюс нанесён конец трубы вставляется в фитинг до упора (только небольшой зазор оставляется для припоя, не больше 0,4 мм.).
Если же фитинг не используется, то труба вставляется на расстояние равное диаметру трубы.
3. Прогрев соединения.
Соединительный узел прогревается равномерно по всему диаметру трубы.
Для данных целей используется паяльная лампа или газовая горелка, но всё же наиболее оптимальным и безопасным способом является прогревание при помощи промышленного (строительного) фена.
Прогревание должно быть оптимальным, не допускается чрезмерное прогревание или недостаточное.
4. Пайка шва.
После завершения предыдущего этапа, можно приступать непосредственно к пайке медной трубы.
5. Завершающий этап.
После того, как майка завершена, труба оставляется при комнатной температуре, в неподвижном состоянии, не менее одного часа.
После того, как вы выполнили все работы по пайке вам необходимо все трубы промыть горячей водой, что поможет удалить остатки флюса и других посторонних веществ.
При проведения работ по пайке медных труб необходимо соблюдать правила безопасности:
1. Особая осторожность требуется при работе с припоями, в состав которых входит кадмий и фтор. Испарение этих элементов опасно, что требует использовать респиратор.
2. Защитные очки и перчатки являются обязательным атрибутом, для человека, занимающегося пайкой.
3. Работа по прогреву с помощью газовой горелки требуют особой осторожности. Если данный атрибут для вас в новинку, обязательно ознакомьтесь с инструкцией по работе с горелкой.
Читайте так же:
Как разморозить замёрзшие трубы водопровода
Подбор профнастила для крыши
Пайка медных труб. Какой бывает припой и способы пайки
Если вам кажется, что паять медные трубы – это задание непосильное, то вы ошибаетесь. Тем не менее, нужно соблюдать определенные правила выполнения работ, так как соединение медных труб требует точности и внимания к каждой мелочи.
Медные трубы сегодня очень часто используются в системах отопления, а также горячего и холодного водопровода. Потому нужно знать, как паять медные трубы.
Чаще всего для сварки медной трубы используется капиллярная сварка. Способ сварки говорит сам о себе. В процессе соединения труб, жидкость, которой смазываются свариваемые части, поднимается вверх по капилляру.
Чтобы соединение было качественным, необходимо до блеска зачистить поверхности. В качестве смазки используются специальные флюсы-пасты. Можно не намазывать ими всю поверхность трубы. Например, достаточно будет намазать пастой трубу в нижней части спайки.
Полученная система медных труб будет качественной и надежной очень много лет. Систему можно даже залить бетоном, что недопустимо в случае резьбового соединения. Медные трубы паяются специальным припоем при температуре 450 градусов. Можно увеличивать температуру, но тут важно не превысить ее до уровня плавления материала. Сварка осуществляется силами адгезии, которые образуются при нагревании припоя и свариваемых поверхностей. Под воздействием капиллярных сил припой распределяется по поверхности сваренных частей.
Подбор материалов и оборудования
Для пайки медных труб понадобится набор для сварки меди, припой (твердый), газовая горелка, которой будет нагреваться труба.
Важно обращать внимание на такие показатели:
- максимальный диаметр свариваемых труб;
- жидкость, которая будет протекать в дальнейшем по трубам;
- цена, которая будет заплачена за выполнение работ и покупку материалов.
Инструменты
Прежде чем начинать варить медные трубы, необходимо провести их разметку. С помощью специального инструмента нарезаются куски нужной длины. Существует большое количество труборезов. В каждом случае подбирается инструмент, исходя из диаметра заготовки, которую нужно отрезать. Очень важно приобретать или использовать только качественные труборезы. Инструмент должен проводить не только отрез, но и снимать фаску. Чем качественнее ножницы, тем дороже они будут стоить.
Далее необходимо снять фаску на трубе. С помощью такой операции можно снять небольшие заусеницы с краев. Дело в том, что визуально они могут быть и не видны. Но при наполнении труб жидкостью увеличится давление. А это может привести к тому, что в местах, где были заусеницы, появится течь. Рекомендуется использовать круглый фаскосниматель. Чаще всего паяются трубы до 36 миллиметров в диаметре. Именно на столько и рассчитан этот инструмент.
С помощью такой операции можно снять небольшие заусеницы с краев. Дело в том, что визуально они могут быть и не видны. Но при наполнении труб жидкостью увеличится давление. А это может привести к тому, что в местах, где были заусеницы, появится течь. Рекомендуется использовать круглый фаскосниматель. Чаще всего паяются трубы до 36 миллиметров в диаметре. Именно на столько и рассчитан этот инструмент.
Фаскосниматель
С помощью расширителя увеличивается диаметр. Такая операция проводится при сварке труб без фитингов. Фитинги для медных труб стоят дорого, потому использование расширителя труб позволяет сэкономить средства. Когда труба будет расширена слегка, в нее вставляется другой конец. От того, какой у нее диаметр зависит выбор расширителя.
Очень важно подобрать правильный припой. Выбираем мягкие припои из красной бронзы или же из латуни. Для работы еще понадобится флюсовая паста. Для капиллярной пайки используются твердые припои. Такая сварка отлично подойдет для труб, которые будут проводить горячую воду или газ ( в системах холодильного оборудования и кондиционеров).
Самый эффективный вид припоя является тот, в котором содержится серебро. По праву сегодня данный метод сварки считается самым надежным. Отлично подходит для систем горячего и холодного водоснабжения, для газовых систем.
И, тем не менее, качество пайки зависти не от припоя и пасты. Все определяет температура и степень подготовки поверхностей. Но чтобы не беспокоиться о качестве, и как говориться, сделать работу «наверняка», можно применять фосфорно-медные припои. Они предотвращают появление зазоров, микротрещин в шве за счет того, что из места сварки полностью выводится кислород. Однако запрещается использовать данный припой для сварки металлов, которые в своем составе содержат более десяти процентов никеля.
Пайка медных труб своими руками
Прежде чем начинать пайку, нужно провести чистку поверхности.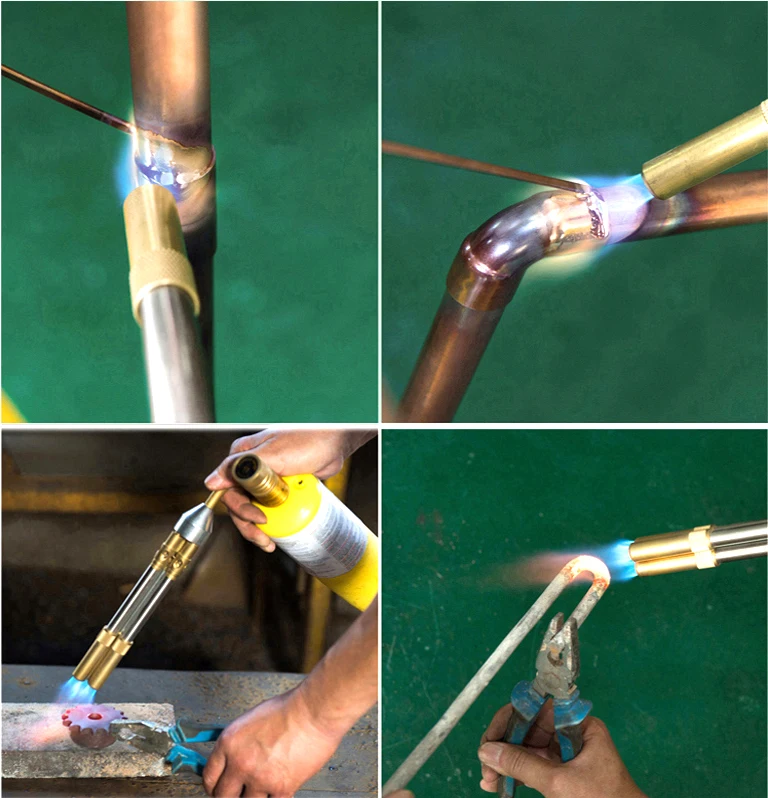 Важно отметить, что для зачистки поверхности не используются абразивные материалы типа наждачной бумаги. Нужно использовать только специальные щетки.
Важно отметить, что для зачистки поверхности не используются абразивные материалы типа наждачной бумаги. Нужно использовать только специальные щетки.
Чтобы сварка прошла качественно и надежно, нужно высушить и обезжирить поверхность. В противном случае припой может распадаться при воздействии давления и температуры, которая будет присутствовать в трубах при их работе.
В системах, которые не будут проводить жидкости и газы при температуре свыше 110 градусов, использовать фитинги не обязательно. Как уже говорили, труба расширяется с помощью труборасширителя. Трубу нужно расширить так, чтобы второй конец вошел в нее примерно на длину, равную диаметру изделия. Зазор на швах должен составлять 0,12 миллиметров.
Труба нагревается открытым огнем. Припой нагревать не нужно. Не преувеличивайте температуру плавления металла! Достаточно нагревать две соединенные трубы, а потом поднести припой, который сам расплавится от жара и равномерно затечет в соединение. Капиллярный процесс позволяет затекать припою в трубы. Однако ему помогает гладкая поверхность, которую мы заранее подготовили.
Итак, при пайке медных труб нужно нагревать изделия медленным огнем, который позволяет быстро и равномерно прогреть соединения. Поверхности обезжириваются и высушиваются. Тщательно проверяются зазоры. Наносить припой нужно по минимуму, однако, важно проконтролировать, чтобы его хватило для шва.
При проведении работ очень важно соблюдать технику безопасности. Во-первых, работы выполняются с открытым огнем. Если работа выполняется в помещении, то необходимо обеспечить защиту легковоспламеняющихся предметов. Под трубу подкладывается асбестовый щит. При нагревании труб и припоя выделяются некоторые газы, вредные для здоровья.
Потому важно, чтобы окна в помещении были открыты при проведении работ.
Что касается собственной безопасности: все работы проводятся в перчатках. Трубы нагреваются до высоких температур. Если случайно прикоснуться к ним, то можно получить сильный ожог.
Если случайно прикоснуться к ним, то можно получить сильный ожог.
Самостоятельно провести сварку работ впервые может быть очень тяжело. Для качественного выполнения работ рекомендуется пройти теоретический курс. Кроме того, можно на отдельных, так сказать, черновиках проверить свои навыки. В конце работы нужно проверять все соединения труб сначала визуально, а потом в деле. Для этого в систему подается жидкость. Если появилась течь, то работу нужно переделать.
Пайка медных труб мягким припоем
Медные трубы являются очень популярными элементами для создания качественного, надежного и долговечного трубопровода, обладающего многочисленными преимуществами. При его формировании возникает необходимость соединять отдельные части трубы друг с другом. Для этого наиболее оптимальным способом соединения считается пайка.
Медь является металлом, который идеально подвергается пайке. Дело в том, что поверхность таких изделий очень просто и легко очистить от всевозможных покрытий и загрязнений, налетов и ненужных слоев. Для этого не возникает необходимость пользоваться какими-либо специфическими и агрессивными средствами. С медью имеют отличную адгезию многие легкоплавкие материалы. Во время нагрева, который обязательно имеется во время процесса пайки, медь не вступает в реакции с различными веществами, находящиеся в воздухе, а также с самим кислородом. Благодаря этому при работе не нужны флюсы, которые считаются дорогостоящими и сложными. В результате, медные трубы могут легко подвергаться совершенно разным видам пайки.
Во время процедуры пайки применяется специальный капиллярный эффект, который представляет собой соединение атомов и молекул твердых предметов и жидкости в то время, когда происходит разделение этих сред. В результате данного эффекта поверхность медных труб смачивается. Смачивание заключается в том, что силы притяжения, имеющиеся различными молекулами металлов и припоя, становятся намного более высокими по сравнению с силами притяжения молекул только одного припоя, что приводит к тому, что жидкость как бы приваривается к покрытию твердого тела.
Смачивание заключается в том, что силы притяжения, имеющиеся различными молекулами металлов и припоя, становятся намного более высокими по сравнению с силами притяжения молекул только одного припоя, что приводит к тому, что жидкость как бы приваривается к покрытию твердого тела.
Основные разновидности изделий из меди
Медные трубы выпускаются в большом количестве видов. В первую очередь они отличаются друг от друга по диаметру, которые могут выражаться в дюймах или миллиметрах. Наиболее популярными считаются изделия 6 и 8, 10 и 12, 22 и 28, а также 42 и 48 мм.
Медные изделия обладают своей специфической маркировкой.
- Первоначально имеется буква «М», которая и квалифицируется предмет в качестве медного.
- После буквы имеется число, которое указывает на степень чистоты металла. Если имеется два ноля, то изделие считается высокочистым, если один ноль, то оно будет чистым, а если от единицы до трех, то его можно причислить к технически чистому.
- За числами снова идет буква, которая указывает на метод создания меди. Буква К обозначает катодный способ, У – катодный переплавленный, Р – раскисленный, Б – бескислородный, Ф – раскисленный с применением фосфора.
Дополнительно медные изделия отличаются друг от друга по марке. В разных марках может иметься различное содержание меди и примесей. Также в них может быть разное количество кислорода. Дополнительно вещества могут иметь разную степень раскисленности. В некоторых марках в составе имеется фосфор, а также в отдельных марках вовсе нет кислорода. Поэтому различные марки имеют существенные отличия в химическом составе. Следует перед приобретением тех или иных медных труб просмотреть в ГОСТе 52318 их назначение, чтобы не совершить ошибку с использование неподходящих для конкретных целей изделий.
Какие инструменты применяются в процессе пайки медных труб?
Данный процесс может быть реализован с помощью различных инструментов. Каждый из них имеет плюсы и минусы, а также для работы важно уметь правильно обращаться с выбранным вариантом. Можно выделить следующие самые популярные материалы для пайки:
Можно выделить следующие самые популярные материалы для пайки:
- Труборез для труб. Он разрезает трубы по длине. На рынке инструмент представлен в различных разновидностях, однако принцип действия у каждого вида является одинаковым. Для пайки необходимо зажать нужную часть трубы между лезвием трубореза и специальными роликами, которыми он оснащен. После этого нужно начинать вращать изделие в соответствии с диаметром трубы. При этом необходимо регулярно подтягивать специальный натяжной болт, причем, обычно на треть оборота после каждого полного оборота инструмента. Для полного разрезания трубы необходимо сделать 6 полных оборотов труборезом.
- Газовая горелка. Предназначается для низкотемпературной пайки трубы из меди. Она оснащается специальным припоем из олова. Горелки представлены в нескольких видах, причем они отличаются конструкцией и принципом действия. Не каждая газовая горелка для пайки медной трубы подходит, поэтому важно тщательно перед покупкой изучить инструкцию, чтобы убедиться, что выбранное изделие сможет осуществить пайку трубы. Самым важным параметром данного изделия считается наличие узконаправленного пламени. Нагревается медная труба с помощью этого инструмента буквально за несколько секунд, причем расход газа считается небольшим. Поэтому небольшая газовая горелка может обеспечить пайку большого количества участков трубы из меди. Горелка оснащается специальным баллоном, в который загружается пропан с бутаном.
- Металлическая шерсть. Этот инструмент используется для зачистки медной трубы. Для работы с ним не нужно прилагать много усилий, поскольку достаточно обжать одну часть трубы этим изделием, после чего труба вращается, что обеспечивает качественную и надежную зачистку. Кроме самих поверхностей необходимо выполнить зачистку внутреннего фитинга.
Выбор инструмента для пайки может быть разным, однако важно подобрать такое изделие, которое будет идеально справляться с поставленными задачами, поэтому будет обеспечивать идеальный результат.
Что нужно подготовить перед непосредственным процессом пайки?
Важно знать, какие материалы кроме инструментов должны быть подготовлены для этой процедуры. Сюда можно отнести:
- Припой, который обычно является оловянным. Он представлен на рынке в виде специальных катушек с проволокой из олова. Ее диаметр равняется 3 мм. Важно убедиться перед приобретением данного материала, чтобы в его составе полностью отсутствовал свинец. Применять этот вид припоя можно для водопровода или иных видов магистралей.
- Флюс. Этот материал считается очень важным для грамотного и идеального процесса пайки. Дело в том, что для хорошего соединения отдельных металлов припой должен растекаться при воздействии специальных капиллярных сил, что приводит к тому, что он оседает на металле. Процесс оседания по-другому называется смачиванием, но для его выполнения важно, чтоб поверхность была чистой и не окисленной. Также пайка должна защищаться от кислорода, чтобы обеспечился прочный и надежный шов. В результате, для улучшения адгезии меди и припоя, а также для повышения качества пайки, используются флюсы. Они представлены в несколько разновидностей, причем важно выбрать подходящий вариант. Не подходит для медных труб элемент из нержавеющей стали. Можно пользоваться канифолью, однако она сложна в применении.
Как происходит процесс пайки медной трубы?
Выбранный флюс наносится на трубу, которая должна быть заранее зачищена механическим способом. Далее надевается фитинг, после чего можно начинать нагревать изделие с применением газовой горелки. Как только медь под инструментом начнет изменять свою расцветку, нужно начинать применять припой. Он плавится очень быстро, а благодаря капиллярному эффекту быстро и хорошо попадает в специальное отверстие в фитинге.
Таким образом, процесс пайки медных труб считается достаточно простым и быстрым, если используются подходящие материалы и инструменты.
Нюансы пайки медных изделий
Во время данного процесса нужно учитывать несколько специфических нюансов и правил. К ним можно отнести:
К ним можно отнести:
- Важно знать, как припаять кран. Первоначально нужно помнить, что в узел входит компрессионные кольца и гайка, а также сам кран. Для пайки крана необходимо на внутреннюю сторону кольца нанести оптимальное количество флюса. Далее это место прогревается несколько секунд, после чего к нему прикладывается припой. После его полного остывания можно начинать скручивать элемент.
- Медь является металлом, который хорошо проводит тепло, поэтому расстояние от медной трубы при работе должно быть больше 30 см, чтобы не было ожогов.
- Во время процесса пайки флюс плавится, в результате чего образуется текучая смесь, которая может попасть на кожу или одежду. При такой ситуации нужно обязательно хорошо промыть место на коже, поскольку иначе можно получить серьезный химический ожог.
- Производить процесс пайки запрещается в одежде из синтетики, поскольку большинство элементов имеют в составе кислоту. Синтетические материалы являются легко воспламеняемыми, а также могут плавиться при высоких температурах.
- Проводить работу нужно в хорошо проветриваемом помещении.
Таким образом, для грамотного и оптимального процесса пайки необходимо знать, какие инструменты для этого должны использоваться, какие материалы должны применяться, как проходит сама процедура, а также какие требования и рекомендации должны учитываться.
Труба из меди, предназначенная для кондиционирования воздуха, представляет собой специальную бесшовную трубу, созданную из меди. Ее размеры полностью соответствуют специальной стандартной линейке, прописанной в специализированных документах. Она продается в мягком виде, причем в виде специальных катушек. Их размер обычно равняется 15 мм, причем на концах имеют заглушки, которые могут быть закрытыми или запрессованными.
Труба, продаваемая в бухтах, обычно используется в процессе установка кондиционеров, отличающихся либо небольшой, либо средней мощностью. Во время создания данных труб используется горячий отжиг, который обеспечивает более легкий и удобный процесс переработки основного сырья. В результате получается изделие, отличающееся хорошей пластичностью. Как только отжиг будет полностью выполнен, труба тщательно промывается, поскольку важно добиться того, чтобы все ее внутренние стенки были идеально чистыми.
В результате получается изделие, отличающееся хорошей пластичностью. Как только отжиг будет полностью выполнен, труба тщательно промывается, поскольку важно добиться того, чтобы все ее внутренние стенки были идеально чистыми.
В специальном американском стандарте ASTM B280 прописываются основные требования и условия применения и эксплуатации к качеству трубы. В соответствии с этим документом в изделии толщина стенок не должна отличаться от номинальной больше, чем на 10 процентов. Также представлены стандартные размеры и вес, диаметр и иные параметры, которым должно соответствовать изделие.
Мягкие медные трубы, которые полностью отвечают всем требованиям, выдерживают расширение с помощью специальных инструментов, которое называется вальцеванием.
Советы и рекомендации по использованию медных труб:
- На медной трубке, которая подверглась развальцовыванию, не должно быть никаких дефектов, которые могут быть представлены в виде трещин или перекосов. Они не должна быть видны как на внешних поверхностях, так и на внутренних.
- Все бухты должны закладываться в специальные полиэтиленовые заготовки, причем этот процесс выполняется, только под вакуумом. После того, как упакованная правильным образом труба загружается в коробку из картона, на эту упаковку должна наноситься правильная маркировка. Она должна отражать необходимые сведения о содержимом, к которым относится тип трубы и ее размер, а также иные ее важные параметры.
- Работать с медными трубами нужно только с помощью подходящих и качественных инструментов, обеспечивающими не только высокое качество монтажа, но и не позволяющими нарушить целостность изделия. В результате можно быть уверенным в надежности и долговечности полученной системы.
- При соединении медных труб используются фитинги. Их скрепление должно производиться с применением пайки и припоя, причем идеальным выбором для этого считаются стандартные газовые горелки.
| Наименование и техническая характеристика | Кол-во | Ед. изм. изм. | Материалы и оборудование, ₽ |
| Труба медная ⌀ 35 | 1,00 | м/пог | 1 408,80 ₽ |
| Труба медная ⌀ 28 | 1,00 | м/пог | 634,80 ₽ |
| Труба медная ⌀ 22 | 1,00 | м/пог | 570,80 ₽ |
| Труба медная ⌀ 15 | 1,00 | м/пог | 348,56 ₽ |
| Угол медный 45° ⌀ 35 | 1,00 | шт. | 614,00 ₽ |
| Угол медный 45° ⌀ 28 | 1,00 | шт. | 112,00 ₽ |
| Угол медный 45° ⌀ 22 | 1,00 | шт. | 86,00 ₽ |
| Угол медный 45° ⌀ 15 | 1,00 | шт. | 62,10 ₽ |
| Угол медный 90° ⌀ 35 | 1,00 | шт. | 627,00 ₽ |
| Угол медный 90° ⌀ 28 | 1,00 | шт. | 112,00 ₽ |
| Угол медный 90° ⌀ 22 | 1,00 | шт. | 86,00 ₽ |
| Угол медный 90° ⌀ 15 | 1,00 | шт. | 62,10 ₽ |
| Тройник медный ⌀ 35 | 1,00 | шт. | 680,00 ₽ |
| Тройник медный ⌀ 35*28*35 | 1,00 | шт. | 714,00 ₽ |
| Тройник медный ⌀ 35*22*35 | 1,00 | шт. | 714,00 ₽ |
| Тройник медный ⌀ 35*15*35 | 1,00 | шт. | 714,00 ₽ |
| Тройник медный ⌀ 28 | 1,00 | шт. | 156,00 ₽ |
| Тройник медный ⌀ 28*22*28 | 1,00 | шт. | 156,00 ₽ |
| Тройник медный ⌀ 28*15*28 | 1,00 | шт. | 156,00 ₽ |
| Тройник медный ⌀ 22 | 1,00 | шт. | 127,50 ₽ |
| Тройник медный ⌀ 22*15*22 | 1,00 | шт. | 127,50 ₽ |
| Тройник медный ⌀ 15 | 1,00 | шт. | 82,00 ₽ |
| Муфта медная ⌀ 35 | 1,00 | шт. | 214,00 ₽ |
| Муфта медная ⌀ 35*28 | 1,00 | шт. | 317,00 ₽ |
| Муфта медная ⌀ 35*22 | 1,00 | шт. | 317,00 ₽ |
| Муфта медная ⌀ 35*15 | 1,00 | шт. | 317,00 ₽ |
| Муфта медная ⌀ 28 | 1,00 | шт. | 63,00 ₽ |
| Муфта медная ⌀ 28*22 | 1,00 | шт. | 63,00 ₽ |
| Муфта медная ⌀ 28*15 | 1,00 | шт. | 63,00 ₽ |
| Муфта медная ⌀ 22 | 1,00 | шт. | 56,00 ₽ |
| Муфта медная ⌀ 22*15 | 1,00 | шт. | 56,00 ₽ |
| Муфта медная ⌀ 15 | 1,00 | шт. | 34,00 ₽ |
| Концевик латунный ⌀ 35*40 нар | 1,00 | шт. | 1 420,00 ₽ |
| Концевик латунный ⌀ 35*40 вн | 1,00 | шт. | 1 456,00 ₽ |
| Концевик латунный ⌀ 35*32 нар | 1,00 | шт. | 1 420,00 ₽ |
| Концевик латунный ⌀ 35*32 нар | 1,00 | шт. | 1 420,00 ₽ |
| Концевик латунный ⌀ 35*32 вн | 1,00 | шт. | 1 560,00 ₽ |
| Концевик латунный ⌀ 28*25 нар амер. | 1,00 | шт. | 720,00 ₽ |
| Концевик латунный ⌀ 28*25 вн амер. | 1,00 | шт. | 720,00 ₽ |
| Концевик латунный ⌀ 28*25 нар | 1,00 | шт. | 530,00 ₽ |
| Концевик латунный ⌀ 28*25 вн | 1,00 | шт. | 530,00 ₽ |
| Концевик латунный ⌀ 22*20 нар амер. | 1,00 | шт. | 620,00 ₽ |
| Концевик латунный ⌀ 22*20 вн амер. | 1,00 | шт. | 620,00 ₽ |
| Концевик латунный ⌀ 22*20 нар | 1,00 | шт. | 530,00 ₽ |
| Концевик латунный ⌀ 22*20 вн | 1,00 | шт. | 530,00 ₽ |
| Концевик латунный ⌀ 15*15 нар амер. | 1,00 | шт. | 396,00 ₽ |
| Концевик латунный ⌀ 15*15 вн амер. | 1,00 | шт. | 396,00 ₽ |
| Концевик латунный ⌀ 15*15 нар | 1,00 | шт. | 130,00 ₽ |
| Концевик латунный ⌀ 15*15 вн | 1,00 | шт. | 130,00 ₽ |
| Розетка водяная ⌀ 15*15 вн | 1,00 | шт. | 189,00 ₽ |
Пайка медных труб отопления своими руками
Доброго времени суток, уважаемый читатель или читательница.
В этой статье я расскажу вам правила пайки медных труб своими руками.
Сведения будут приведены максимально кратко в виде тезисов и разделены на подразделы для удобства восприятия. Итак, приступим!
Как разрезать медные трубы для отопления?
Чем резать медные трубыМедные трубы могут разрезаться при помощи различных инструментов:
- Ножовка по металлу.
- Дисковый труборез.
- Угловая шлифмашина — «Болгарка».
Выбор инструмента тут на ваш вкус. Наиболее удобным, из всего вышеописанного, является «болгарка».
При резке медных труб этим инструментом, вы потратите меньше всего времени.
Аккуратней всего медная труба разрезается при помощи дискового трубореза, но подходит он только для труб небольшого диаметра (обычно до 28 мм).
Как это делать смотрите на видео ниже:
Как загибать медные трубы для отопления?
Как загибать медные трубы отопления?Медные трубы можно гнуть, но нужно знать следующие правила:
- Без нагрева можно гнуть только трубы диаметром меньше 22 мм.
- Если необходимо получать загибы одинакового радиуса, то следует пользоваться специальными станками.
- Минимальный радиус загиба медных труб равен 6 наружным диаметрам.
- При загибе труб диаметром больше 22 мм, необходимо нагревать место загиба. Для сохранения внутреннего диаметра трубы, ее нужно предварительно заполнить песком.
- Рекомендуемая температура для отжига медных труб 650° С. При этом труба должна стать темно-красной, но лучше для определения температуры воспользоваться пирометром.
Чтобы иметь представление о том, как загибать медные трубы при помощи инструмента, посмотрите следующее видео:
Как паять медные трубы для отопления?
Как правильно паять медные трубы для отопленияПайка — основной метод соединения медных труб и фитингов.
Существует два метода пайки медных труб:
- Мягкая пайка медных труб — происходит при температуре ниже 450º С. Для мягкой пайки применяют припой из оловянной проволоки, который плавится при относительно низкой температуре и за счет капиллярного эффекта затягивается в пространство между трубой и фитингом. Непосредственно перед пайкой необходимо обработать внутреннюю поверхность раструба и наружную поверхность конца трубы до блеска и нанести флюс.
 Флюс защищает металл при нагреве, но после остывания соединения флюс нужно тщательно удалить с поверхности.
Флюс защищает металл при нагреве, но после остывания соединения флюс нужно тщательно удалить с поверхности. - Твердая пайка медных труб — происходит при температуре выше 450º С. Перед пайкой точно так же необходимо подготовить поверхности на конце трубы и в раструбе фитинга. Если осуществляется спайка двух медных деталей, то флюс можно не применять. При спайке меди с латунью или бронзой уже нужно применять специальный флюс твердой пайки. Припой для твердой пайки отличается от припоя для мягкой. Здесь применяют серебряный или медно-фосфорный припой в виде прутков. Твердая пайка применяется в системах с высокими температурами жидкости.
Для систем отопления и водоснабжения вполне подходит метод мягкой пайки, поэтому в домашних условиях нет смысла паять медь твердой пайкой.
Пайка медных труб: видео
Для того, чтобы лучше себе представлять процесс пайки меди, посмотрите следующее видео:
Прессовые соединения для медных труб отопления
Пресс соединения для медных трубСоединение медных труб при помощи прессовых соединений — самый быстрый и простой способ монтажа.
Его минусами являются необходимость применения специального дорогого инструмента (электрического пресса) и дороговизна фитингов.
Для систем домашнего отопления и водоснабжения метод опрессовки вполне подходит.
Если хотите увидеть как это происходит смотрите видео ниже:
Преимущества медных труб для отопления
Медь — очень хороший материал для отопления и водопровода.
Преимущества меди прежде всего состоит в стойкости к высоким температурам.
Медью можно сразу обвязывать твердотопливные котлы и подавать по ней перегретую воду под давлением (для промышленных нужд). И все это она стойко перенесет.
Монтаж медных труб не предполагает применения электро-дуговой или газовой сварки, а выполняется при помощи маленькой и удобной горелки или электрического пресса.
Такие методы монтажа гораздо проще и быстрее по времени, чем монтаж стальных трубопроводов.
В общем, пользуйтесь медью и не пожалеете! На этом все, пишите вопросы в комментариях, пользуйтесь кнопками социальных сетей!
Пайка и монтаж медных труб отопления и водоснабжения
Заказать монтаж
Обвязка котельной медью
Расценки на проведение монтажных работ с медными трубами в стандартной котельной до 45 кВт — 37 500 р. В стоимость включена обвязка котла, гидроаккумулятора, насосной группы и коллектора.
Монтаж медного отопления под ключ
Помимо всех прочих преимуществ, о которых общеизвестно (отличная теплопередача и долговечность оборудования и изделий из меди), немаловажным вопросом является внешний вид в дизайне трубопроводов, коллекторов, и фитингов из меди. Медные фитинги и трубы позволят смонтировать не только функциональную и надёжную систему, но и получать эстетическое удовольствие от оборудования с обвязкой медью, будь то радиатор, гребенка или любое другое котельное оборудование, которое ещё долгое время будет радовать своим видом хозяев и нравиться гостям.
Системы кондиционирования
Медь является важной частью установок кондиционирования и охлаждения, без которой невозможно смонтировать работающую систему. Монтаж систем кондиционирования производится опытными бригадами, себестоимость пайки стыков медных трубопроводов кондиционирования рассчитывается в зависимости от сложности проведения работ.
Монтаж водопровода медными трубами
Огромную роль в монтаже медных трубопроводов играет пайка соединений из меди, муфт, тройников. Правильно смонтированный трубопровод прослужит долго и будет надёжной частью системы отопления и водоснабжения. Помимо этого медь является отличным материалом для водоподведения с точки зрения санитарных и гигиенических норм в сантехнике.
Наши специалисты произведут прокладку трубопровода, в т.ч. и латунью, пайку соединений и монтаж медных труб для ваших систем отопления и водоснабжения. На этой странице можно ознакомиться со стоимостью на пайку меди и с расценками на монтаж медных трубопроводов мягкий и твёрдым припоем. При необходимости, наши инженеры-теплотехники произведут расчёт проекта отопления дома, подберут необходимое отопительное оборудование и произведут монтаж отопления дома под ключ.
Существуют некоторые нюансы использования медного трубопровода и медных фитингов, о которых рекомендуем проконсультироваться у специалистов. Например, тёплый пол лучше монтировать без применения медных труб с помощью трубопровода из сшитого полиэтилена, а дополнительную линию прокладывать от коллектора или непосредственно редукционным тройником или множество нюансов в прокладке трасс для кислорода.
Прайс-лист на монтаж и пайку медных труб
У нас вы можете заказать смету на выполнение работ по пайке меди. Стоимость от 5000 руб (зависит от объёма работ). Для составления потребуется проект отопления.
| № | Наименование | Стоимость, р |
| 1 | Установка коллектора с пайкой подводящих муфт | 2200 |
| 2 | Установка коллектора на цанговом соединении с установкой подводящих муфт | 1800 |
| 3 | Прокладка/монтаж медных труб за погонный метр | 1000 |
| 4 | Монтаж отвода, муфты (в т. ч. комбинированной) / тройника ч. комбинированной) / тройника |
900/1300 |
| 5 | Монтаж муфт и фитингов с цанговым соединением | 400 |
| 6 | Монтаж отводов/тройников с цанговым соединением | 700/900 |
| 7 | Монтаж настенного комплекта смесителя | 1500 |
| 8 | Срочный выезд и консультация | от 3000 |
| 9 | Выезд для ремонта медной трубы, спаечного соединения. | от 4000 |
| 10 | Демонтаж старых медных водопроводных труб за погонный метр без сохранения | 200 |
| 11 | Ремонт, реставрация медных водопроводных труб | от 5000 |
| 12 | Устранение серьезных дефектов (пайка) | 2800/4000 |
| 13 | Ремонт соединения медных труб при подводе к смесителям | 2750 |
| 14 | Ремонт, пайка медного водопровода от водонагревателя (простое/сложное соединение) | 800/4000 |
| 15 | Замены части треснувшей трубы на новую секцию без материала | 5000 |
| 16 | Замена фитингов трубы | 1900 |
| 17 | Накладывание бандажа на трубы из меди | 2000 |
| 18 | Пайка с помощью твердого припоя 1 шов | 1500 |
| 19 | Пайка медной трубы, подводки на полотенцесушитель/радиатор | 5500 |
| 20 | Прокладка/пайка трубопровода из медных труб в стеснённых условиях (узкий канал, близкое размещение трубопроводов и т.д.) | 3500/6500 |
| 21 | Ремонт крепления медных труб | 600 |
| 22 | Комплект крепления медных труб | 1250 |
Расчет работ
Гарантия на монтаж, прокладку и пайку медных труб — 1 год. Чтобы подобрать систему отопления частного дома, необходимо провести сравнительный анализ возможных вариантов, взвесить плюсы и минусы каждой, как монтаж, так и обслуживание. Предоставленные расценки на пайку оборудования являются альтернативой сборнику цен ФЕР и могут быть использованы для составления монтажной сметы на прокладку и пайку медицинских медных трубопроводов..
Чтобы подобрать систему отопления частного дома, необходимо провести сравнительный анализ возможных вариантов, взвесить плюсы и минусы каждой, как монтаж, так и обслуживание. Предоставленные расценки на пайку оборудования являются альтернативой сборнику цен ФЕР и могут быть использованы для составления монтажной сметы на прокладку и пайку медицинских медных трубопроводов..
Пайка медных труб – СтройМастерская
Как соединить медные трубы при помощи пайки, какие необходимы инструменты, фотографии и видео процесса пайки медной трубы и фитингов…
Водопроводом из меди уже ни кого не удивишь, однако, медный водопровод считается одним из самых надежных, и он легко реализуем в бытовых условиях.
Сегмент рынка медных фитингов и труб достаточно широко представлен в нашей торговле.
Соединения фитингов из меди могут быть как под опрессовку, так и рассчитанные для пайки.
В этом материале рассмотрим соединение трубы и фитингов из меди при помощи пайки с капиллярным эффектом.
Для проведения работ по пайке медной трубы нам понадобятся следующие инструменты
1. Переносная газов ая горелка
2. Припой
3. Металлическая губка или мелкая наждачная бумага
4.Приспособление для снятия фаски (грата)
5.Паста для пайки
6.Труборез для медных труб
7.Ерш металлический
8. Кисточка для нанесения паяльной пасты
С помощью трубореза отрезаем трубу необходимой длинны. Место среза должно быть прямое и ровное, а труба иметь правильную геометрию.
Приспособлением для снятия грата тщательно снимаем фаску как с внутренней, так и с наружней части трубы.
Металлической губкой или мелкой наждачной бумагой зачищаем внешнюю посадочную часть трубы ( место куда будет одеваться фитинг).
При помощи металлического ерша зачищаем внутреннюю часть фитинга (место куда будет вставляться труба). Если в этом фитинге имеются отводы, то пайку всех ответвлений фитинга желательно производить одновременно. Для этого подготавливаются все элементы труб (отрезанные по длине, зачищенные и обработанные паяльной пастой вставляются в фитинг) .
Если в этом фитинге имеются отводы, то пайку всех ответвлений фитинга желательно производить одновременно. Для этого подготавливаются все элементы труб (отрезанные по длине, зачищенные и обработанные паяльной пастой вставляются в фитинг) .
На зачищенную часть трубы и фитинга наносим тонким слоем паяльную пасту.
Вставляем в фитинг трубу (или несколько отрезков трубы). Излишки пасты удаляем при помощи ткани.
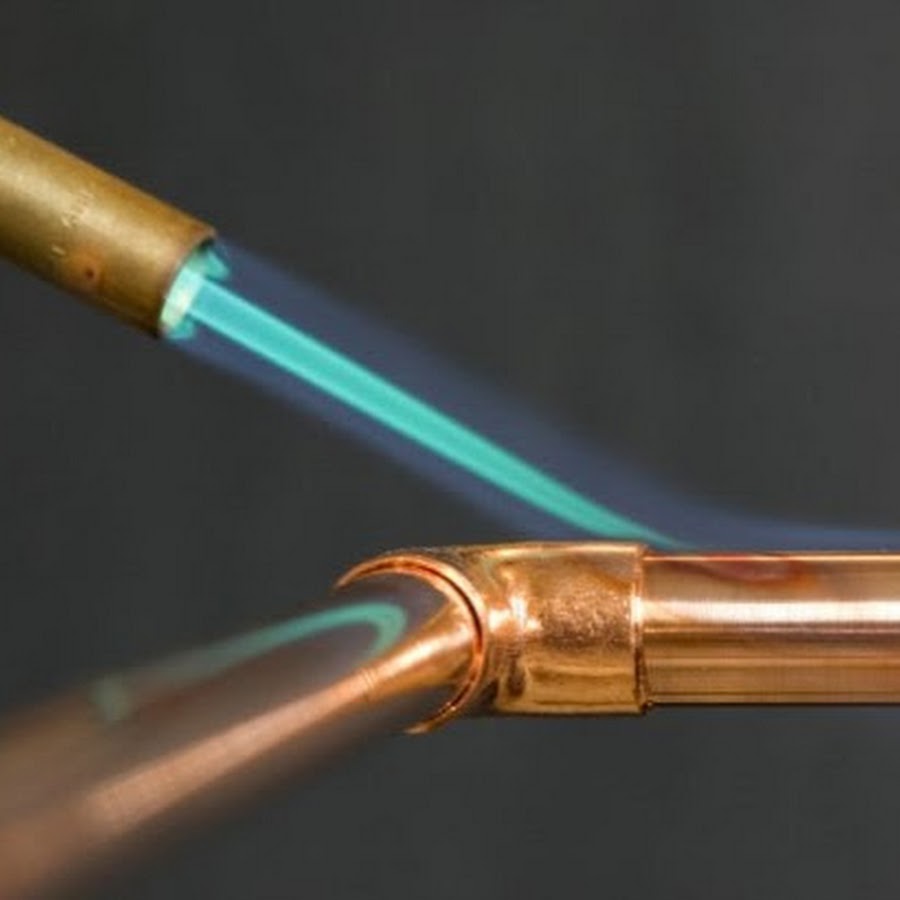
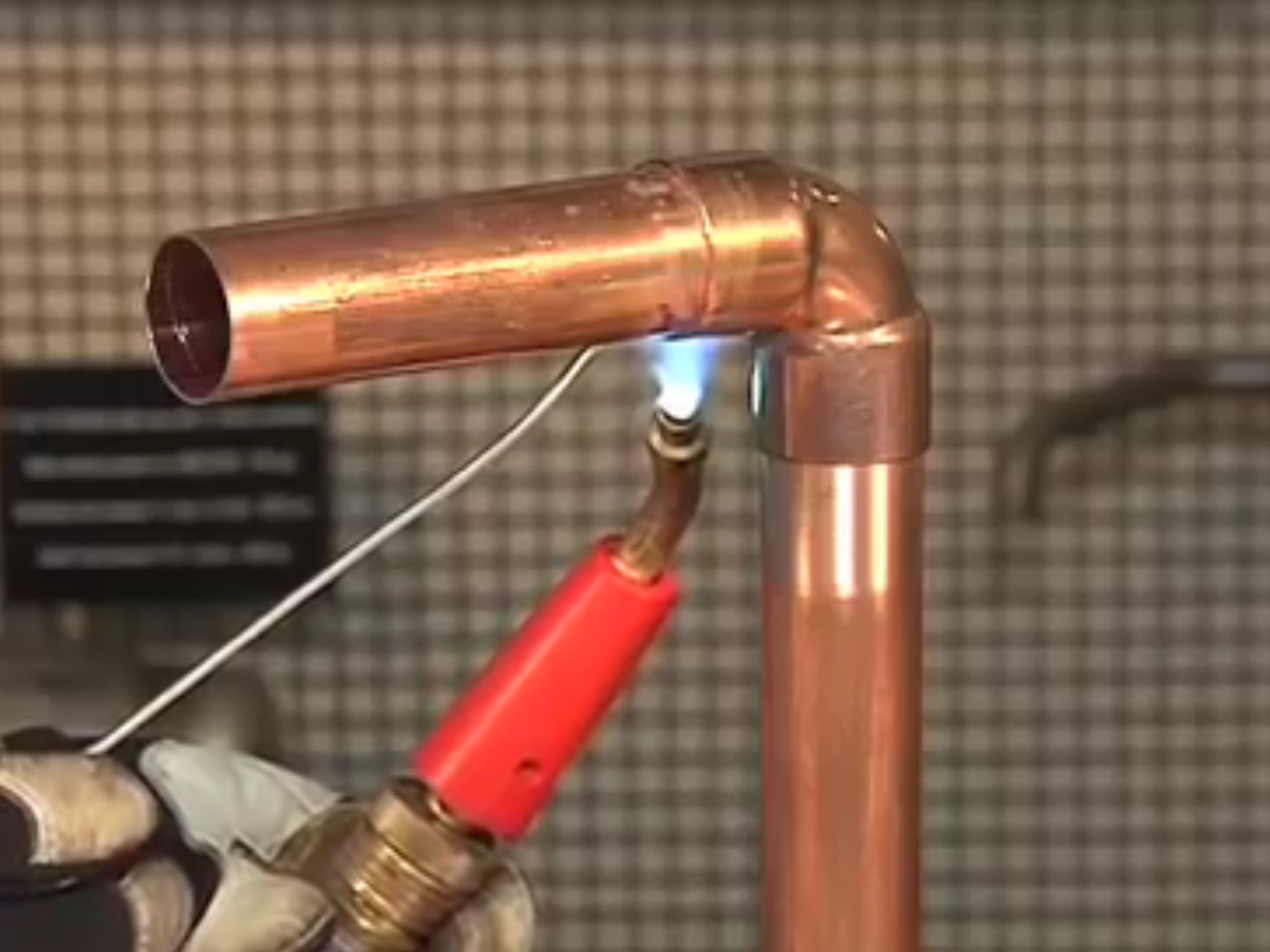
Разогреваем газовой горелкой фитинг с трубой, стараясь равномерно распределять тепло по всей площади фитинга. Как только температура нагрева фитинга станет достаточной — при прикосновении прутком припоя к месту пайки, припой начнет плавиться, и под воздействием капиллярного эффекта припой сам втянется в зазор между трубой и фитингом.
Горячий припой в виде подтеков и капель можно тут же удалить,протерев влажной тканью еще горячее соединение. Соединению необходимо время для охлаждения, поэтому место пайки желательно не трогать, дав какое-то время для затвердения припоя.
При нагреве фитинга и трубы будте внимательны, чрезмерный и длительный перегрев может повлечь за собой деформацию медных деталей.
При недогреве припой не будет втягиваться в зазор, он будет ложиться неровными фрагментами, не растекаясь как ему положено.
Для более быстрого остывания соединенных частей к месту пайки можно приложить мокрую ткань.
stroimasterskaya.ru
Смотреть видео, как паять медные трубы и фитинги
Читаем по теме:
статья — Технология монтажа обжимных фитингов
статья — Металлопластик, трубы и фитинги
статья — Как спрятать трубы в ванной?
Показать еще статьи из рубрики — СантехникаПОСЛЕДНИЕ СТАТЬИ
Что лучше и надёжней — бензопила, электрическая или аккумуляторная цепная пила Какой вариант цепной пилы лучше подойдёт для домашнего хозяйства? Какую выбрать — бензиновую, электропилу на 200 вольт или аккумуляторную?
Обзор вариантов, плюсы и минусы при выборе цепной пилы, для дома, дачи или работы. |
Светодиодная лампа, новая веха в энергосбережении Светодиод, в привычном всем понимании далеко не новое изобретение, и только в последние годы, все чаще стали появляться лампы, имеющие в своей основе этот полупроводник… Подробнее |
Два способа строительства подвалов Самыми распространенными технологиями возведения подвалов и полуподвальных помещений на сегодня считаются два подхода: с помощью бетонных блоков и монолитного армированного бетона… Подробнее |
Как отколеровать краску Цвет – одно из главнейших средств декорирования помещений. Никто не будет спорить, что цвет оказывает воздействие на настроение, работоспособность, аппетит, сон и т.д… Подробнее |
Подложка под ламинат из экструдированного пенополистирола Экструдированный пенополистирол – это общеизвестный материал. Данный материал широко используется в строительстве, а так же как подложка под ламинат или паркет… Подробнее |
Как приобрести сухую строганную доску? Каждый, кто начинает строительство дома, сталкивается с приобретением различных исходных материалов. Одним из таких стройматериалов является строганная доска… Подробнее |
Глубинный виброуплотнитель , вибратор бетона Как и из чего изготовить глубинный вибратор для укладки бетона своими руками… Подробнее |
Брусовой дом – два типа строительства Деревянная архитектура нашей страны берет свое начало в глубине веков и доносит до наших дней основные техники строительства малоэтажных домов. |
Вьющиеся растения на дачных участках Красота дачного и приусадебного участка зависит от его озеленения. Важную роль в нем играют вьющиеся растения. Какими же из них украшают свои участки владельцы дач и загородных домов Подробнее |
Обследование объектов для организации монтажных работ Обследование объектов – обязательный этап, предшествующий серьезным доработкам. Кроме того он позволяет оценить состояние сооружения, проконтролировать качество строительства и восстановить утраченную эксплуатационную документацию. Подробнее |
 Наряду с бревенчатыми срубами, в наши дни возводятся крепкие постройки из бруса, которые по своим характеристикам не уступают домам из бревен…
Наряду с бревенчатыми срубами, в наши дни возводятся крепкие постройки из бруса, которые по своим характеристикам не уступают домам из бревен…Пайка Медь и медные сплавы Пайка
Введение
Основная теория и техника пайки и пайки одинаковы для всех диаметров медных трубок. Единственными переменными являются присадочный металл, а также количество времени и тепла, необходимое для завершения данного соединения. Американское общество сварщиков определяет пайку как процесс соединения, который происходит при температуре ниже 840 ° F, а пайку — как процесс, который происходит при температуре выше 840 ° F, но ниже точки плавления основных металлов. На практике для медных систем большая часть пайки выполняется при температуре примерно от 350 ° F до 600 ° F, в то время как большая часть пайки выполняется при температуре от 1100 ° F до 1500 ° F.
Выбор между пайкой или пайкой обычно зависит от условий эксплуатации системы и требований действующих строительных норм. Паяные соединения обычно используются там, где рабочая температура не превышает 250 ° F, в то время как паяные соединения могут использоваться там, где требуется большая прочность соединения или где температура системы достигает 350 ° F.
Хотя паяные соединения в целом обеспечивают более высокую прочность соединения, отжиг трубы и фитинга в результате более высокого нагрева, используемого в процессе пайки, может привести к тому, что номинальное давление системы будет меньше, чем у паяного соединения.Этот факт следует учитывать при выборе того, какой процесс соединения использовать.
Хотя пайка и пайка являются наиболее распространенными методами соединения медных труб и фитингов, они часто наименее понятны.
Именно это непонимание может перерасти в плохую технику установки и привести к плохим или неисправным соединениям. Исследования распространенных причин повреждений суставов выявили несколько факторов, способствующих повреждению суставов, в том числе:
- • Неправильная подготовка стыка перед пайкой.
- • Отсутствие надлежащей опоры и / или подвешивания во время пайки или пайки.
- • Неправильный контроль тепла и распределение тепла на протяжении всего процесса соединения.
- • Неправильное нанесение припоя или припоя на стык.
- • На стык нанесено недостаточное количество присадочного металла.
- • Внезапное резкое охлаждение и / или стирание расплавленного присадочного металла после пайки или пайки.
- • Предварительное лужение стыков перед сборкой и пайкой.
Хотя операции пайки и пайки по своей сути просты, исключение или неправильное применение отдельной части процесса может означать разницу между хорошим соединением и отказом.
Процесс присоединения
Независимо от процесса, пайки или пайки, необходимо следовать одним и тем же основным этапам, с той лишь разницей, что используются флюсы, присадочные металлы и количество используемого тепла. Следующий процесс соединения очерчивает основные требования для последовательного выполнения высококачественного паяного или паяного соединения:
- • измерение и резка
- • нанесение присадочного металла
Измерение и резка
Отрежьте трубку до измеренной длины. Чтобы получить квадратный конец, можно разрезать разными способами. Точно измерьте длину каждого сегмента трубы. Неточность может ухудшить качество соединения. Если трубка слишком короткая, она не войдет в чашку фитинга до конца, и невозможно будет выполнить надлежащее соединение. Если отрезок трубы будет слишком длинным, это может вызвать деформацию системы, которая может повлиять на срок службы.
Чтобы получить квадратный конец, можно разрезать разными способами. Точно измерьте длину каждого сегмента трубы. Неточность может ухудшить качество соединения. Если трубка слишком короткая, она не войдет в чашку фитинга до конца, и невозможно будет выполнить надлежащее соединение. Если отрезок трубы будет слишком длинным, это может вызвать деформацию системы, которая может повлиять на срок службы.
Трубку можно разрезать дисковым труборезом (рис. 1), ножовкой, абразивным кругом, стационарной или переносной ленточной пилой.Необходимо следить за тем, чтобы труба не деформировалась во время резки. Независимо от метода, разрез должен быть перпендикулярен длине трубки, чтобы трубка правильно сидела в чашке фитинга.
Развертка
Разверните все обрезанные концы труб до полного внутреннего диаметра трубки, чтобы удалить небольшой заусенец, образовавшийся в процессе резки. Если эту шероховатую внутреннюю кромку не удалить расширением, может возникнуть эрозионная коррозия из-за локальной турбулентности и повышенной локальной скорости потока в трубе.Правильно развернутый кусок трубы обеспечивает ровную ламинарную поверхность с гладким ламинарным потоком.
Удалите все заусенцы на внешней стороне концов трубок, образовавшиеся в результате резки, чтобы обеспечить правильную сборку трубки в чашке фитинга.
К инструментам, используемым для развертывания концов трубок, относятся расширительное лезвие на трубореза, полукруглые или круглые файлы (рис. 2), карманный нож и подходящий инструмент для удаления заусенцев (рис. 3). При использовании мягкой трубки необходимо соблюдать осторожность, чтобы не деформировать конец трубки из-за чрезмерного давления.
Мягкая дрессировочная трубка в случае деформации может быть возвращена к округлости с помощью калибровочного инструмента, состоящего из пробки и калибровочного кольца.
Очистка
Удаление всех оксидов и поверхностных загрязнений с концов труб и переходных колпачков имеет решающее значение для правильного поступления присадочного металла в стык. Если их не удалить, это может помешать капиллярному действию и может снизить прочность сустава и вызвать разрушение.
Если их не удалить, это может помешать капиллярному действию и может снизить прочность сустава и вызвать разрушение.
Капиллярное пространство между трубкой и фитингом приблизительно равно 0.004 дюйма. Металлический наполнитель заполняет этот зазор за счет капиллярного действия. Это расстояние имеет решающее значение, поскольку оно определяет, будет ли надлежащий поток присадочного металла в зазор, обеспечивающий прочное соединение.
Слегка отшлифуйте (очистите) концы трубки, используя песчаную ткань или нейлоновые абразивные диски (Рисунок 4) на расстоянии, немного превышающем глубину чашки фитинга.
Очистите чашки фитинга, используя абразивную ткань, абразивные губки или подходящую щетку подходящего размера (Рисунок 5).
Медь — относительно мягкий металл.Если удалить слишком много материала с конца трубы или чашки фитинга, неплотная посадка может привести к плохому соединению.
Можно использовать химическую очистку, если концы трубок и фитинги тщательно промыты после очистки в соответствии с процедурой, предоставленной производителем химикатов. Не прикасайтесь к очищенной поверхности голыми руками или в масляных перчатках. Кожные масла, смазочные масла и жиры ухудшают сцепление присадочного металла.
Паяные соединения — флюсование
Используйте флюс для пайки, который растворяет и удаляет следы оксида с очищенных поверхностей, подлежащих соединению, защищает очищенные поверхности от повторного окисления во время нагрева и способствует смачиванию поверхностей припоем, как рекомендовано в общих требованиях ASTM B 813.Нанесите тонкий, равномерный слой флюса кистью на трубку и фитинг как можно скорее после очистки (рисунки 6 и 7).
ВНИМАНИЕ: Не наносить пальцами. Химические вещества, содержащиеся в флюсе, могут быть вредными при попадании в глаза, рот или открытые порезы.
Будьте осторожны при нанесении флюса. Небрежное обращение может вызвать проблемы спустя долгое время после установки системы. Если используется чрезмерное количество флюса, остатки флюса могут вызвать коррозию. В крайних случаях такая флюсовая коррозия может пробить стенку трубы, фитинга или и того, и другого.
Небрежное обращение может вызвать проблемы спустя долгое время после установки системы. Если используется чрезмерное количество флюса, остатки флюса могут вызвать коррозию. В крайних случаях такая флюсовая коррозия может пробить стенку трубы, фитинга или и того, и другого.
Сборка
Поддержите трубку и фитинг в сборе, чтобы обеспечить достаточное капиллярное пространство по всей окружности соединения. Равномерность капиллярного пространства обеспечит хороший капиллярный поток (Рисунок 12) расплавленного припоя. Чрезмерный зазор в стыках может привести к растрескиванию металлического припоя в условиях напряжения или вибрации. Вставьте конец трубки в чашку фитинга, убедившись, что трубка прилегает к основанию чашки фитинга. Небольшое вращательное движение обеспечивает равномерное покрытие флюсом.Удалите излишки флюса с внешней стороны стыка ватной тряпкой (Рисунок 8).
Отопление
Начните нагревание пламенем перпендикулярно трубке (Рисунок 12, позиция 1). Медная трубка передает исходное тепло в чашку фитинга для равномерного распределения тепла в области соединения. Степень предварительного нагрева зависит от размера стыка. Предварительный нагрев сборки должен охватывать всю окружность трубы, чтобы привести всю сборку в надлежащее состояние. ПРЕДУПРЕЖДЕНИЕ: При работе с открытым пламенем, высокими температурами и горючими газами необходимо соблюдать меры безопасности, как описано в ANSI / AWS Z49.1.
состояние предварительного нагрева. Однако для стыков в горизонтальном положении избегайте прямого предварительного нагрева верхней части стыка, чтобы избежать сгорания паяльного флюса. Естественная тенденция к повышению тепла обеспечит соответствующий предварительный нагрев верхней части сборки. Опыт покажет количество тепла и необходимое время.
Затем переместите пламя на чашку фитинга (Рисунок 12, позиция 2). Переместите пламя попеременно между чашкой фитинга и трубкой на расстояние, равное глубине чашки фитинга (Рисунок 12, позиция 3). Опять же, предварительно нагревая окружность сборки, как описано выше, с горелкой у основания чашки фитинга (рис. 12, позиция 4), прикоснитесь припоем к стыку. Если припой не плавится, удалите его и продолжайте нагрев.
Опять же, предварительно нагревая окружность сборки, как описано выше, с горелкой у основания чашки фитинга (рис. 12, позиция 4), прикоснитесь припоем к стыку. Если припой не плавится, удалите его и продолжайте нагрев.
ВНИМАНИЕ: Не перегревайте соединение и не направляйте пламя на поверхность чашки фитинга. Перегрев может сжечь флюс, что снизит его эффективность, и припой не попадет в соединение должным образом.
Когда припой расплавится, приложите тепло к основанию чашки, чтобы способствовать капиллярному действию в втягивании расплавленного припоя в чашку к источнику тепла.
Тепло обычно подается с помощью воздушно-топливной горелки (Рисунок 9). В таких горелках используется ацетилен или сжиженный газ. Также можно использовать инструменты для пайки сопротивлением (Рисунок 10). В них используются нагревательные электроды, и их следует учитывать, когда возникает проблема с открытым пламенем.
Рис. 12. Схема паяного соединения
Применение припоя
Теперь затвердевший припой в нижней части соединения создал эффективную перегородку, которая предотвратит вытекание припоя из соединения при заполнении боковых сторон и верхней части соединения.Для стыков в горизонтальном положении начните наносить припой немного не по центру в нижней части стыка (Рисунок 12, позиция a, и Рисунок 9). Когда припой начнет плавиться от тепла трубки и фитинга, протолкните припой прямо в соединение, удерживая горелку у основания фитинга и немного впереди точки нанесения припоя. Продолжайте эту технику через нижнюю часть фитинга и вверх с одной стороны к верху фитинга (Рисунок 12, позиция b).
Вернитесь в точку начала, слегка перекрывая друг друга (рисунок 12, позиция c), и продолжайте движение вверх по незавершенной стороне к вершине, снова, слегка перекрываясь (рисунок 12, позиция d). Во время пайки за точкой нанесения припоя могут появиться небольшие капли, указывая на то, что соединение до этого момента заполнено и больше не будет принимать припой. На протяжении всего процесса используются все три физических состояния припоя: твердое, пастообразное и жидкое.
На протяжении всего процесса используются все три физических состояния припоя: твердое, пастообразное и жидкое.
Для стыков в вертикальном положении выполните аналогичную последовательность проходов внахлест, начиная с любого удобного места.
Паяные соединения зависят от капиллярного действия, втягивающего сыпучий расплавленный припой в узкий зазор между фитингом и трубкой.
Расплавленный металлический припой втягивается в соединение за счет капиллярного действия независимо от того, идет ли поток припоя вверх, вниз или горизонтально.
Капиллярное действие наиболее эффективно, когда расстояние между соединяемыми поверхностями составляет от 0,002 дюйма до 0,005 дюйма. Некоторая свободная посадка допустима, но слишком свободная посадка может вызвать трудности с фитингами большего размера.
Для соединения медных трубок с клапанами с припоями следуйте инструкциям производителя. Клапан должен быть в открытом положении перед подачей тепла, и тепло следует направлять в первую очередь на трубку. Имеющиеся в продаже материалы для теплоотвода также могут использоваться для защиты чувствительных к температуре компонентов во время операции соединения.
Количество припоя, израсходованного при надлежащем заполнении капиллярного пространства между трубкой и коваными или литыми фитингами, можно оценить по таблице 1.Требуемый флюс обычно составляет 2 унции на фунт припоя.
Таблица 1: Требования к припоям для фитингов под давлением, длина в дюймах (1)
номинал или Стандартный размер (дюймы) | О. Д. из Трубка (дюймы) | Глубина чашки арматуры (дюймы) | Зазор шарнира (дюймы) | Вт в фунтах при. клиренс на 100 стыков | |||||||||
0,001 | 0,002 | 0,003 | 0,004 | 0,005 | 0,006 | 0,007 | 0,008 | 0,009 | 0,010 | ||||
| 1/4 | . 375 | .310 | 0,030 | .060 | .089 | .119 | . 149 | . 179 | . 208 | . 238 | ,268 | ,298 | .097 |
| 3/8 | . 500 | .380 | .049 | .097 | .146 | .195 | . 243 | ,292 | . 341 | ,389 | . 438 | . 486 | . 159 |
| 1/2 | .625 | . 500 | .080 | .160 | . 240 | .320 | .400 | . 480 | . 560 | .640 | . 720 | . 800 | 0,261 |
| 5/8 | . 750 750 | . 620 | .119 | . 238 | .357 | . 476 | . 595 | .714 | . 833 | . 952 | 1,072 | 1,191 | .389 |
| 3/4 | . 875 | . 750 | . 168 | .336 | . 504 | .672 | . 840 | 1,008 | 1,176 | 1,344 | 1,512 | 1,680 | . 548 |
| 1 | 1,125 | . 910 | . 262 | .524 | . 786 | 1,048 | 1,311 | 1,573 | 1,835 | 2,097 | 2,359 | 2,621 | . 856 |
| 1 ¼ | 1,375 | . 970 | . 341 | .683 | 1,024 | 1,366 | 1,707 | 2,049 | 2,390 | 2,732 | 3,073 | 3,415 | 1,115 |
| 1 ½ | 1. 625 625 | 1,090 | . 454 | . 907 | 1,361 | 1,814 | 2,268 | 2,721 | 3,175 | 3,628 | 4,082 | 4,535 | 1,480 |
| 2 | 2,125 | 1,340 | . 729 | 1.458 | 2,187 | 2.916 | 3,645 | 4,374 | 5,103 | 5,833 | 6,562 | 7,291 | 2,380 |
| 2 ½ | 2,625 | 1,470 | . 988 | 1,976 | 2,964 | 3,952 | 4,940 | 5,928 | 6,916 | 7,904 | 8,892 | 9,880 | 3,225 |
| 3 | 3,125 | 1.660 | 1,328 | 2,656 | 3,985 | 5,313 | 6,641 | 7,969 | 9,297 | 10,626 | 11,954 | 13,282 | 4,335 |
| 3 ½ | 3,625 | 1,910 | 1,773 | 3,546 | 5,318 | 7. 091 091 | 8,864 | 10,637 | 12,409 | 14,182 | 15,955 | 17,728 | 5.786 |
| 4 | 4,125 | 2,160 | 2,281 | 4,563 | 6,844 | 9,125 | 11,407 | 13,688 | 15,969 | 18,250 | 20,532 | 22,813 | 7,446 |
| 5 | 5,125 | 2,660 | 3.490 | 6,981 | 10,471 | 13,962 | 17,452 | 20,943 | 24,433 | 27,924 | 31,414 | 34,905 | 11,392 |
| 6 | 6,125 | 3,090 | 4,846 | 9,692 | 14,538 | 19,383 | 24,229 | 29.075 | 33,921 | 38,767 | 43,613 | 48,459 | 15. 815 815 |
| 8 | 8,125 | 3,970 | 8,259 | 16,518 | 24,777 | 33,035 | 41,294 | 49,553 | 57,812 | 66.071 | 74,330 | 82,589 | 26,955 |
| 10 | 10,125 | 4.000 | 10.370 | 20,739 | 31.109 | 41,478 | 51,848 | 62,218 | 72,587 | 82,957 | 93,326 | 103,696 | 33,845 |
| 12 | 12,125 | 4,500 | 13,970 | 27,940 | 41,910 | 55,881 | 69,851 | 83,821 | 97,791 | 111.761 | 125,731 | 139.701 | 45.596 |
Среднее фактическое потребление 2 | Для оценочных целей 3 | ||||||||||||
 010
010 2. Фактический расход зависит от качества изготовления
Фактический расход зависит от качества изготовления
3. Включает скидку в размере 100% на покрытие потерь и потерь
Примечание. Требования к флюсу обычно составляют 2 унции на фунт припоя.
Охлаждение и очистка
Дайте готовому стыку естественным образом остыть. Шоковое охлаждение водой может привести к повреждению или растрескиванию сустава. Когда остынет, удалите остатки флюса влажной тряпкой (Рисунок 11). По возможности, в зависимости от конечного использования, готовые системы следует промывать для удаления излишков флюса и мусора. Используйте флюс для пайки, соответствующий требованиям ASTM B 813
.Тестирование
Проверить целостность соединений всех завершенных сборок. Следуйте процедуре тестирования, предписанной применимыми правилами, регулирующими предполагаемое обслуживание.
Паяные соединения
Таблица 2: Присадочные металлы для пайки
AWS Классификация 1 | Основные элементы (%) | Температура ° F | ||||||
Серебро (Ag) | Фосфор (P) | Цинк (Zn) | Кадмий (Cd) | Олово (Sn) | Медь (Cu) | Solidus | Ликвидус | |
| BCup-2 | – | 7.00-7,5 | – | – | – | остаток | 1310 | 1460 |
| BCup-3 | 4,8-5,2 | 5,8-6,2 | – | – | – | остаток | 1190 | 1495 |
| BCup-4 | 5,8-6,2 | 7,0-7,5 | – | – | – | остаток | 1190 | 1325 |
| BCup-5 | 14.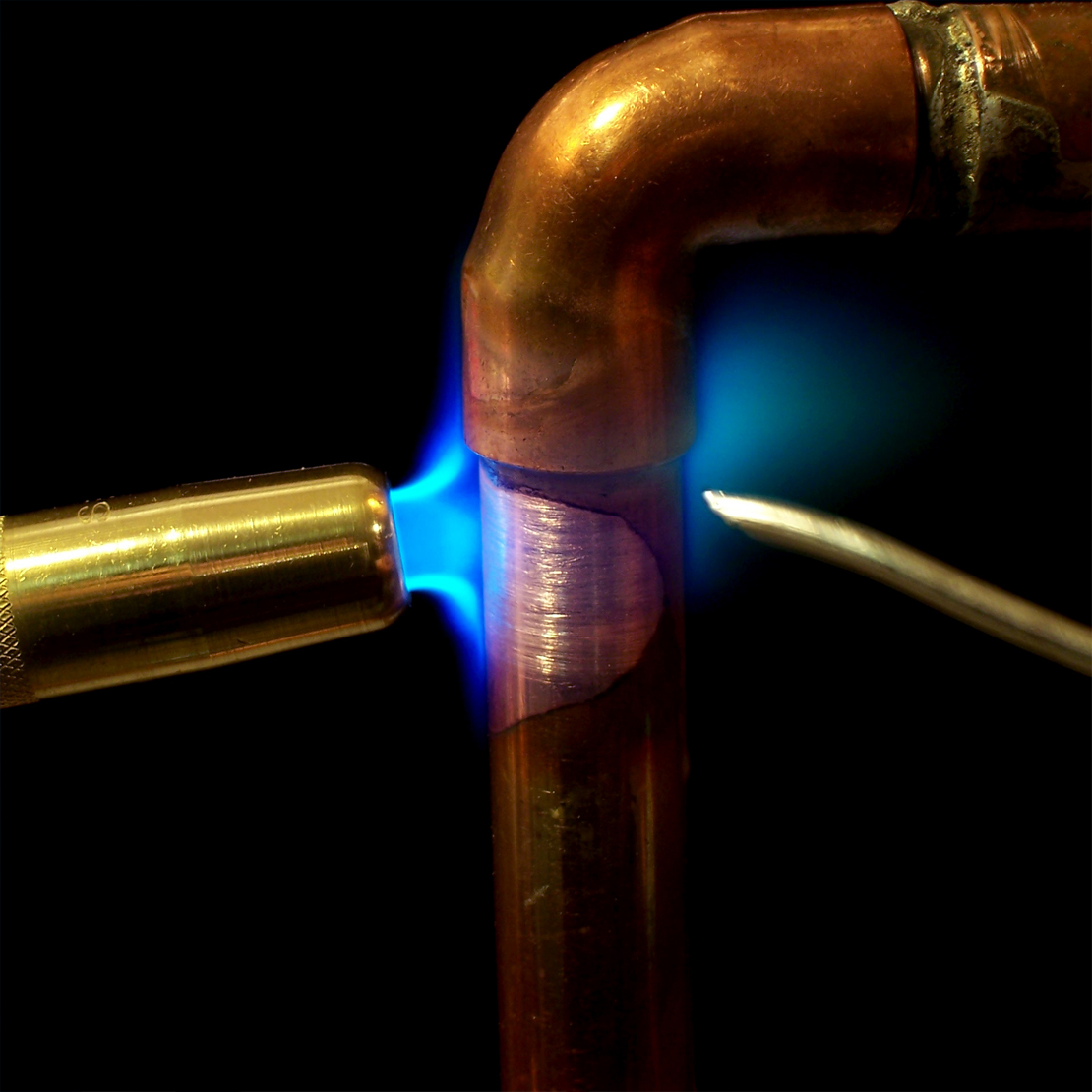 5-15,5 5-15,5 | 4,8-5,2 | – | – | – | остаток | 1190 | 1475 |
| БАг-1 2 | 44-46 | – | 14-18 | 23-25 2 | – | 14–16 | 1125 | 1145 |
| БАГ-2 2 | 34-36 | – | 19-23 | 17-19 2 | – | 25–27 | 1125 | 1295 |
| БАг-5 | 44-46 | – | 23–27 | – | – | 29-31 | 1225 | 1370 |
| БАг-7 | 55-57 | – | 15-19 | – | 4.5-5,5 | 21–23 | 1145 | 1205 |
2. ВНИМАНИЕ: БАГ-1 и БАг-2 содержат кадмий. Нагрев при пайке может привести к образованию высокотоксичных паров.
Избегать вдыхания паров. Используйте соответствующую вентиляцию. См. ANSI / ASC Z49 1 «Безопасность при сварке и резке».
Используйте соответствующую вентиляцию. См. ANSI / ASC Z49 1 «Безопасность при сварке и резке».
Прочные герметичные паяные соединения для медных трубок могут быть выполнены пайкой с присадочными металлами, плавящимися при температурах в диапазоне от 1100 ° F до 1500 ° F, как указано в таблице 2.Паяльные присадочные металлы иногда называют «твердыми припоями» или «серебряными припоями». Следует избегать этих сбивающих с толку терминов.
Температура, при которой присадочный металл начинает плавиться при нагревании, является температурой солидуса; температура ликвидуса — это более высокая температура, при которой присадочный металл полностью расплавляется. Температура ликвидуса — это минимальная температура, при которой будет происходить пайка.
Разница между солидусом и ликвидусом заключается в диапазоне плавления и может иметь значение при выборе присадочного металла.Он указывает рабочий диапазон для присадочного металла и скорость, с которой присадочный металл станет твердым после пайки. Присадочные металлы с узкими диапазонами, с серебром или без него, затвердевают быстрее и, следовательно, требуют осторожного нагрева. Рабочие диапазоны обычных присадочных металлов для пайки показаны на Рисунке 13a.
Рис. 13. Диапазоны температур плавления
Присадочные припои, подходящие для соединения медных труб, бывают двух классов: (1) сплавы серии BCuP, содержащие фосфор, и (2) сплавы серии BAg, содержащие высокое содержание серебра.Эти два класса различаются по своим характеристикам плавления, флюсования и текучести, и это следует учитывать при выборе присадочного металла (см. Таблицу 2). Хотя можно использовать любой из перечисленных присадочных металлов, эти
, наиболее часто используемые в сантехнических системах, системах охлаждения ОВК и пожарных спринклерных системах — это BCuP-2 (для жестких допусков), BCuP-3, 4 или 5 (где жесткие допуски не могут соблюдаться) и BAg-1, BAg-5 и BAg-7. . Присадочные материалы серии BCuP более экономичны, чем присадочные материалы серии BAg, и лучше подходят для применения в трубопроводах общего назначения.При соединении разнородных металлов следует использовать присадочные металлы серии BAg, либо требуются определенные характеристики присадочных металлов серии BAg. Для соединения медных труб любой из этих присадочных металлов обеспечит необходимую прочность при использовании со стандартными фитингами под пайку или имеющимися в продаже фитингами для пайки с короткой втулкой.
. Присадочные материалы серии BCuP более экономичны, чем присадочные материалы серии BAg, и лучше подходят для применения в трубопроводах общего назначения.При соединении разнородных металлов следует использовать присадочные металлы серии BAg, либо требуются определенные характеристики присадочных металлов серии BAg. Для соединения медных труб любой из этих присадочных металлов обеспечит необходимую прочность при использовании со стандартными фитингами под пайку или имеющимися в продаже фитингами для пайки с короткой втулкой.
Согласно Американскому сварочному обществу (AWS), прочность паяного соединения будет соответствовать или превышать прочность соединяемой трубы и фитинга, когда стык перекрывается и глубина проникновения присадочного металла как минимум в три раза превышает толщину сварного шва. более тонкий основной металл (трубка или штуцер) и хорошо развитый галтель.
Прочность соединения паяных медных трубок не сильно зависит от различных присадочных металлов, но в основном зависит от поддержания надлежащего зазора между внешней стороной трубки и чашкой фитинга. Медная трубка и фитинги под пайку точно изготовлены друг для друга, и допуски, разрешенные для каждой из них, гарантируют, что капиллярное пространство будет в пределах, необходимых для соединения с удовлетворительной прочностью.
Номинальное внутреннее рабочее давление систем паяных медных труб при рабочих температурах до 350 ° F (температура насыщенного пара при 120 фунт / кв. Дюйм) показано в таблице 3.Эти номинальные значения давления следует использовать только при сохранении правильного капиллярного пространства.
Таблица 3: Номинальные значения давления и температуры для соединений медных труб
Соединительный материал (4) | Рабочая температура, ИЗ | Тип фитинга | Максимальное рабочее избыточное давление (фунт / кв. | ||||
Номинал типоразмера, дюймы | |||||||
с 1/8 по 1 | с 11/4 по 2 | с 21/2 по 4 | 5–8 | 10–12 | |||
Сплав Sn50 50-50 оловянно-свинцовый припой (5) | 100 | Давление (2) | 200 | 175 | 150 | 135 | 100 |
DWV (3) | – | 95 | 80 | 70 | – | ||
150 | Давление (2) | 150 | 125 | 100 | 90 | 70 | |
DWV (3) | – | 70 | 55 | 45 | – | ||
200 | Давление (2) | 100 | 90 | 75 | 70 | 50 | |
DWV (3) | – | 50 | 40 | 35 | – | ||
250 | Давление (2) | 85 | 75 | 50 | 45 | 40 | |
DWV (3) | – | – | – | – | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Сплав Сб5 95-5 Припой олово-сурьма | 100 | Давление (2) | 1090 | 850 | 705 | 660 | 500 |
DWV (3) | – | 390 | 325 | 330 | – | ||
150 | Давление (2) | 625 | 485 | 405 | 375 | 285 | |
DWV (3) | – | 225 | 185 | 190 | – | ||
200 | Давление (2) | 505 | 395 | 325 | 305 | 230 | |
DWV (3) | – | 180 | 150 | 155 | – | ||
250 | Давление (2) | 270 | 210 | 175 | 165 | 125 | |
DWV (3) | – | 95 | 80 | 80 | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Сплав E | 100 | Давление (2) | 710 | 555 | 460 | 430 | 325 |
DWV (3) | – | 255 | 210 | 215 | – | ||
150 | Давление (2) | 475 | 370 | 305 | 285 | 215 | |
DWV (3) | – | 170 | 140 | 140 | – | ||
200 | Давление (2) | 375 | 290 | 240 | 225 | 170 | |
DWV (3) | – | 135 | 110 | 115 | – | ||
250 | Давление (2) | 320 | 250 | 205 | 195 | 145 | |
DWV (3) | – | 115 | 95 | 95 | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Сплав HB | 100 | Давление (2) | 1035 | 805 | 670 | 625 | 475 |
DWV (3) | – | 370 | 310 | 315 | – | ||
150 | Давление (2) | 710 | 555 | 460 | 430 | 325 | |
DWV (3) | – | 255 | 210 | 215 | – | ||
200 | Давление (2) | 440 | 345 | 285 | 265 | 200 | |
DWV (3) | – | 155 | 130 | 135 | – | ||
250 | Давление (2) | 430 | 335 | 275 | 260 | 195 | |
DWV (3) | – | 155 | 125 | 130 | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Соединительные материалы, плавящиеся при температуре 1100º F (6) или выше | Номинальное давление-температура в соответствии с используемыми материалами и процедурами (см. | ||||||
Насыщенный пар | Давление | 120 | 120 | 120 | 120 | 120 | |
 Дюйм) для водяных труб стандартного размера (1)
Дюйм) для водяных труб стандартного размера (1) Таблицу 3, Отожженные).
Таблицу 3, Отожженные). ПРИМЕЧАНИЕ: Для чрезвычайно низких рабочих температур в диапазоне от 0 ° F до минус 200 ° F рекомендуется использовать материал соединения, плавящийся при температуре 1100 ° F или выше (см. Примечание (6) ). .
(1) Стандартные размеры водяных трубок в соответствии с ASTM B 88.
(2) Номинальные параметры размером до 8 дюймов указаны в ASME B16.22 Фитинги для пайки из кованой меди и медных сплавов и ASME B16.18
Литая медь и Фитинги для пайки из медного сплава. Номинальные характеристики для размеров от 10 до 12 дюймов приведены в ASME B16.18 Фитинги для пайки из литой меди и медных сплавов.
(3) Использование дренажных фитингов под пайку из кованой меди и кованых медных сплавов по ASME B16.29 — DWV и ASME B16.23 Дренажные фитинги для пайки из литого медного сплава — DWV.
(4) Обозначения сплавов соответствуют ASTM B 32.
(5) Поправка к Закону о безопасной питьевой воде 1986 года запрещает использование в системах питьевой воды любого припоя с содержанием свинца более 0,2%.
(6) Эти соединительные материалы определены Американским сварочным обществом как припои.
Флюсы
Флюсы, используемые для пайки медных соединений, по составу отличаются от флюсов для пайки.Эти два типа нельзя использовать взаимозаменяемо.
Флюсы для пайки на водной основе; в то время как большинство флюсов для пайки имеют нефтяную основу. Подобно флюсам для пайки, флюсы для пайки растворяют и удаляют остаточные оксиды с поверхности металла, защищают металл от повторного окисления во время нагрева и способствуют смачиванию соединяемых поверхностей припоем.
Паяльные флюсы также позволяют мастеру определять температуру (рисунок 13b). Если внешняя часть фитинга и зона термического влияния трубки покрыты флюсом (в дополнение к концу трубки и чашке фитинга), окисление будет сведено к минимуму, а внешний вид соединения значительно улучшится.
Если внешняя часть фитинга и зона термического влияния трубки покрыты флюсом (в дополнение к концу трубки и чашке фитинга), окисление будет сведено к минимуму, а внешний вид соединения значительно улучшится.
Флюсы, наиболее подходящие для пайки меди и труб из медных сплавов, должны соответствовать требованиям стандарта AWS A5.31, тип FB3-A или FB3-C.
Рисунок 14 иллюстрирует необходимость использования флюса для различных типов труб из меди и медных сплавов, фитингов и присадочных металлов при пайке.
Рис. 14. Рекомендации по пайке
Сборка
Соберите соединение, вставив трубку в гнездо до упора и, если возможно, поверните.Узел должен иметь прочную опору, чтобы он оставался выровненным во время пайки.
Применение тепла и пайки
Нагрейте соединяемые детали, желательно с помощью газокислородной горелки с нейтральным пламенем. На меньших размерах иногда используется воздушное топливо. Сначала нагрейте трубку, начиная примерно на один дюйм от края фитинга, короткими движениями проводя пламя вокруг трубки под прямым углом к оси трубки (рис. 12, позиция 1).
Очень важно, чтобы пламя оставалось в движении и не оставалось в одной точке достаточно долго, чтобы повредить трубку.Флюс можно использовать в качестве ориентира для определения того, как долго нужно нагревать трубку. Поведение флюса во время цикла пайки показано на рисунке 13b.
Подключите пламя к штуцеру у основания чашки (Рисунок 12, позиция 2). Равномерно нагрейте, попеременно перемещая пламя от фитинга к трубке, пока поток не утихнет. Избегайте чрезмерного нагрева литой арматуры из-за возможности растрескивания.
Когда флюс станет жидким и прозрачным, начните перемещать пламя вперед и назад вдоль оси соединения, чтобы поддерживать тепло на соединяемых деталях, особенно в направлении основания чашки фитинга (Рисунок 12, позиция 3). Пламя должно постоянно двигаться, чтобы не допустить плавления трубки или фитинга.
Пламя должно постоянно двигаться, чтобы не допустить плавления трубки или фитинга.
Для труб диаметром 1 дюйм и более может быть трудно довести все соединение до температуры за один раз. Часто бывает желательно использовать кислородно-топливный нагревательный наконечник с несколькими отверстиями для поддержания более однородной температуры на больших площадях. Для больших размеров рекомендуется умеренный предварительный нагрев всего фитинга, а для более крупных диаметров может потребоваться использование второй горелки для поддержания равномерного предварительного нагрева всего фитинга в сборе.Затем можно продолжить нагревание, как описано выше.
Нанесите припой на место, где трубка входит в гнездо фитинга. При достижении надлежащей температуры присадочный металл будет легко течь в пространство между трубкой и патрубком фитинга, втягиваясь естественной силой капиллярного действия.
Держите пламя подальше от самого присадочного металла, когда он подается в шов.
Температура трубы и фитинга в месте стыка должна быть достаточно высокой, чтобы присадочный металл плавился.
Поддерживайте нагрев и фитинг, и трубку, перемещая пламя вперед и назад от одного к другому, пока присадочный металл втягивается в соединение.
Когда соединение выполнено должным образом, присадочный металл будет втягиваться в патрубок фитинга за счет капиллярного действия, и непрерывная кромка присадочного металла будет полностью видна вокруг стыка. Чтобы способствовать развитию этого галтеля во время пайки, пламя должно быть немного выше точки нанесения присадочного металла. Прекратите кормление, как только увидите готовое филе.
Горизонтальные и вертикальные швы
При пайке горизонтальных швов предпочтительно сначала нанести присадочный металл немного смещенным от центра в нижней части шва, проходя через нижнюю часть шва и продолжая вверх по стороне к верху шва. Затем вернитесь к начальной точке, слегка перекрывая друг друга, и продолжайте подниматься по незавершенной стороне к вершине, снова с небольшим перекрытием. Эта процедура идентична той, что используется для пайки.
Затем вернитесь к начальной точке, слегка перекрывая друг друга, и продолжайте подниматься по незавершенной стороне к вершине, снова с небольшим перекрытием. Эта процедура идентична той, что используется для пайки.
Также, как и при пайке, убедитесь, что операции совпадают.На вертикальных стыках неважно, где находится старт. Если отверстие патрубка направлено вниз, следует проявлять осторожность, чтобы не перегреть трубку, так как это может привести к стеканию припоя с внешней стороны трубки.
Удаление остатков
После охлаждения паяного соединения остатки флюса следует удалить чистой тканью, кистью или тампоном с теплой водой. Удалите все остатки флюса, чтобы избежать риска того, что затвердевший флюс временно сохранит давление и закроет плохо спаянное соединение.Кованые фитинги охлаждают легче, чем литые, но перед смачиванием всем фитингам следует дать остыть естественным путем.
Общие советы и предложения
Если присадочный металл не течет или имеет тенденцию к образованию комков, это указывает на окисление металлических поверхностей или недостаточный нагрев соединяемых деталей. Если трубка или фитинг начинают окисляться во время нагрева, флюса слишком мало. Если присадочный металл не входит в соединение и имеет тенденцию течь по внешней стороне любого элемента соединения, это указывает на то, что один элемент перегрет, а другой — недогрет.
Тестирование
Проверить целостность соединений всех завершенных сборок. Следуйте процедуре тестирования, предписанной применимыми правилами, регулирующими предполагаемое обслуживание.
Очистка
Для некоторых установок, таких как системы медицинского газа и ACR, требуется добавление инертного газа во время процесса пайки. Продувочный газ вытесняет кислород изнутри системы, когда она подвергается воздействию высоких температур пайки, и, следовательно, исключает возможность образования оксида на внутренней поверхности трубы.
Расходы продувочного газа и методы его применения должны быть включены в спецификации процедуры пайки для этих применений.
Для получения дополнительной информации о пайке и пайке медных труб и фитингов обращайтесь:
Copper Development Association Inc.
260 Мэдисон авеню
Нью-Йорк, Нью-Йорк 10016
Тел. 212 / 251-7200
Факс 212 / 251-7234
Составлено на основе информационных источников Copper Development Association Inc.(CDA) считает себя компетентным. Тем не менее, CDA не принимает на себя никакой ответственности или обязательств любого рода в связи с этой публикацией или ее использованием каким-либо лицом или организацией и не делает никаких заявлений или гарантий в настоящем документе.
Видео: Пайка и пайка фланцев из медного сплава
БОЗЕМАН, МТ. — Пограничный городок с населением всего 3400 человек в 1900 году, население Бозмана неуклонно росло до 28 210 человек в 2000 году, а затем резко выросло до 49 831 к 2019 году. область в Соединенных Штатах (как определено U.S. Office of Management and Budget) как в 2018, так и в 2019 году.
Давний магнит для любителей активного отдыха, Бозман стал технической Меккой в эпоху «цифровой экономики». Здесь процветают такие отрасли туризма, как гостеприимство и общественное питание, но якоря местной экономики являются два крупнейших работодателя Бозмана: Университет штата Монтана и компания Bozeman Health.
Bozeman Health состоит из двух больниц, нескольких специализированных лечебных центров, сети врачей и клиник неотложной помощи, амбулаторных лечебных учреждений, а также учреждений для престарелых и престарелых.
Центральным элементом Bozeman Health является больница Bozeman Health Hospital, некоммерческая общественная больница, обслуживающая юго-запад Монтаны. То, что начиналось более века назад как больница на 20 коек с одним врачом, теперь превратилось в учреждение на 88 коек, в котором работает около 200 врачей, представляющих 42 специальности.
По мере того, как Бозман рос за последние 100 с лишним лет, больница здоровья Бозмана росла вместе с ней. Поэтому, когда пришло время снова расти — на этот раз с добавлением трехэтажного отделения интенсивной терапии, — Bozeman Health обратилась к своим давним партнерам Williams Plumbing за работой с механическими системами.
Комплексные решения
Труба Aquatherm размером до 14 дюймов использовалась для охлаждения и бытовой воды в новой башне реанимации больницы Bozeman Health. AquathermWilliams Plumbing была основана в 1979 году. Сегодня, имея четыре филиала в Монтане, компания предлагает комплексную линию сантехники, гражданского строительства, HVAC, зеленой энергии, консалтинга, и сервисные решения.
«Мы обеспечим быстрое и вежливое обслуживание, завершим ваши проекты в срок, а наша опытная команда будет соответствовать или превосходить ваши стандарты качества», — обещает компания.
Когда компания Bozeman Health связалась с просьбой об установке системы трубопроводов для новой башни интенсивной терапии в больнице Bozeman Health Hospital, генеральный суперинтендант Том Хармон и остальная часть сантехнической бригады Williams были готовы.
Система охлаждения градирни ICU изначально была предназначена для труб из углеродистой стали для воды в системах водяного отопления и охлаждения, охлажденной воды и воды конденсатора, а также для некоторых хозяйственно-бытовых нужд.
Однако инженерная фирма проекта Cushing Terrell предоставила Bozeman Health инженерные рекомендации по другим материалам для снижения общей стоимости строительства.Эти рекомендации включали изменение спецификации для охлажденной и хозяйственно-бытовой воды на трубу Aquatherm. Как опытные установщики Aquatherm, Хармон и его команда остались очень довольны. Они были хорошо осведомлены о преимуществах Aquatherm перед сталью, включая его меньший вес и возможность изготовления на заказ на месте или за его пределами. Кроме того, для установок Aquatherm может потребоваться меньше рабочей силы, чем для установок из углеродистой стали, что часто приводит к более низкой общей стоимости установки по сравнению со сталью.
Хотя Кушинг Террелл изначально проектировал стальные трубы, в частности, в механическом помещении чиллера, где трубы большего размера (12 дюймов.и 14 дюймов) были напрямую подключены к узлам охладителя испарителя и конденсатора, трубопроводы Aquatherm представляли собой жизнеспособную альтернативу.
«За последние шесть лет я работал над несколькими крупными проектами Aquatherm как в больнице, так и в Государственном университете Монтаны, и могу сказать вам, что использование стали, вероятно, удвоило бы время и рабочую силу, необходимые для этого проекта», — сказал Хармон.
Система принимает форму
Проект трубопроводов в больнице Бозман состоит из примерно одной мили Aquatherm Blue Pipe ® и Aquatherm Green Pipe ® размером от половины дюйма.до 14 дюймов Другое оборудование включает в себя два 30-сильных насоса Taco, два 400-тонных охладителя York и две градирни Marley для гидравлической части, а также насосы Taco и водонагреватели Lochinvar для бытовой части. При работе двух чиллеров максимальный поток насосов на установке охлажденной воды составляет 1740 галлонов в минуту на испарителе и 2020 галлонов в минуту на конденсаторе.
Система охлажденной воды работает при температуре воды на входе 53 ° F / температуре воды на выходе 42 ° F. Он обеспечивает основной источник охлаждения для кондиционеров в башне интенсивной терапии, а также для операционных в больнице, где требуется низкая температура приточного воздуха.Вода в конденсаторе чиллера рассчитана на работу при 85 ° F EWT / 75 ° F LWT в зависимости от температуры наружного воздуха.
«Градирни используются только для охлаждения компрессора чиллера», — пояснил Хармон. «Вода в конденсаторе отводит тепло от компрессора, чтобы компрессор оставался холодным. Но это не обязательно должна быть холодная вода ».
Кроме того, чиллер York с магнитными подшипниками может работать как встроенный пластинчатый теплообменник для обеспечения естественного охлаждения в течение нескольких месяцев, когда охлаждение хладагента не требуется.
Хармон отметил, что, как и в случае с любой системой трубопроводов, тщательный дизайн системы и правильная эксплуатация являются ключевыми факторами, помогающими обеспечить успешные результаты и безотказную работу для конечного пользователя.
«Правильное планирование и проектирование всегда являются одними из наших главных приоритетов в любом проекте», — сказал он, добавив: «Мы не испытывали никаких проблем с Aquatherm, даже в установках горячего водоснабжения».
Чистота и отсутствие пламени
В Williams Plumbing работает около 75 монтажников, обученных Aquatherm.В этом проекте монтажная группа использовала термоядерное оборудование McElroy и Widos. Чистые, термоплавкие соединения представляют собой дополнительное преимущество использования трубы Aquatherm в больничном проекте.
«Поскольку изначально это была работа с углеродистой сталью, нам приходилось иметь дело с разрешениями на проведение огневых работ и уменьшением дыма при сварке», — сказал Хармон. «С трубкой Aquatherm нам не пришлось ничего делать. При работе с утюгами нет искр или открытого пламени, и даже при резке Aquatherm искры не образуются.Кроме того, мы не используем газ, клей или припой для соединения труб, а также не оставляем пыли или металлической стружки. С экологической точки зрения это намного более чистый продукт, чем сталь ».
С точки зрения конечного пользователя чистая установка Aquatherm помогает предотвратить проблемы при эксплуатации и техническом обслуживании.
«В Aquatherm никогда не бывает грязи и песка, которые вы получаете при сварке стали, и он не покрывается окалиной, как металлические трубы», — сказал Хармон. «Все, что нужно делать большинству конечных пользователей, — это периодически проверять уплотнительные кольца и работу шаровых кранов.”
Изготовление на заказ
Возможность изготовления Aquatherm на заказ или за его пределами представляет собой еще одно важное преимущество для клиентов больниц. У Williams Plumbing есть собственный производственный цех, где можно заранее подготовить сборки на основе проектных трехмерных чертежей BIM. Изготовленные по индивидуальному заказу узлы затем могут быть доставлены на строительную площадку и легко установлены благодаря их небольшому весу.
У Williams Plumbing есть собственный производственный цех, где можно заранее подготовить сборки на основе проектных трехмерных чертежей BIM. Изготовленные по индивидуальному заказу узлы затем могут быть доставлены на строительную площадку и легко установлены благодаря их небольшому весу.
Ким Пул, мастер производственного цеха в Williams Plumbing, говорит о трубах Aquatherm: «Они очень быстрые, очень эффективные и с ними приятно работать.Aquatherm.
Aquatherm предоставляет полную библиотеку семейств CAD и BIM, а также может обеспечить полное изготовление на своем предприятии в Юте. Это удобно, когда у подрядчика нет инструментов, рабочей силы или опыта для создания катушек или узлов.
«Дополнительным преимуществом использования Aquatherm является то, что он очень маневренный, — сказал Хармон. «В больнице все упаковано плотно, и не всегда можно найти сварщика или горелку в этих маленьких местах. Используя Aquatherm, мы обычно можем изготавливать катушки на месте, чтобы уместить любое пространство, с которым мы можем иметь дело, независимо от того, насколько тесным.”
В конечном счете, рост, подобный тому, что наблюдается в Бозмане, требует модернизации инфраструктуры для обслуживания растущего числа пациентов, и расширение больницы, безусловно, занимает важное место в любом таком списке.
Для получения дополнительной информации о Williams Plumbing и закулисного изучения их успешной установки трубы Aquatherm посмотрите это видео: https://aquatherm.com/videos/why-williams-plumbing-chooses-aquatherm
Справочник по пайке и пайке
Справочник по пайке и пайке Сварка Цветной Металлы Лечение Сварка Чугун Сварка Железо Металлы 4Продолжение на следующей странице…
Пайка медных трубок к фитингам На протяжении многих лет водопроводные системы устанавливаются в новых жилых домах и других зданиях, как правило, изготовлены из медных трубок и раструба- тип фурнитуры. Материалы для такой системы могут быть дороже, чем
стальная труба с резьбовыми соединениями,
но стоимость установки меньше благодаря гибкости трубок и
скорость и
легкость, с которой могут быть выполнены суставы. Кроме того, в системе нет проблем с ржавчиной,
и, вероятно, окажется без проблем
для жизни зданий.По тем же причинам большинство систем лучистого отопления
также используйте медные трубки. Больница
кислородные трубопроводные системы неизменно состоят из медных труб. Медные трубки
системы также используются в промышленных
установки для воды и других жидкостей, в некоторых случаях даже для пара. В то время как большинство меди
системы трубопроводов используют относительно
трубки малого диаметра в диапазоне от 1 см до 5 см (3/8 дюйма или 2 дюйма), некоторые промышленные
системы используют трубу как большую
размером 20 см (8 дюймов) или больше. В
фитинги, изготовленные для использования с медными трубками, могут быть либо коваными медными
или литая латунь.В любом случае
глубина штуцера, в который вставляется трубка, обычно достаточна
чтобы суставы полной прочности — по которым
мы имеем в виду соединения столь же крепкие, как и сама трубка при кратковременном воздействии
растягивающие усилия — могут быть восполнены
с припоями для пайки («мягкие припои») или припоями.
Потому что пайка происходит быстрее и
легче пайки, и потому что стоимость мягкого припоя меньше стоимости
припоя в большинстве случаев более
системы медных труб паять, а не паять.Уровни температуры
необходимые для пайки настолько малы, что
Горелки для кислородно-ацетиленовой сварки редко используются для выполнения паяных соединений.
Однако для паяных соединений кислородно-ацетиленовый
пламя имеет определенные преимущества перед газовым пламенем с более низкой температурой,
например, производимые ацетиленом воздухом
и воздушно-пропановые горелки.
Материалы для такой системы могут быть дороже, чем
стальная труба с резьбовыми соединениями,
но стоимость установки меньше благодаря гибкости трубок и
скорость и
легкость, с которой могут быть выполнены суставы. Кроме того, в системе нет проблем с ржавчиной,
и, вероятно, окажется без проблем
для жизни зданий.По тем же причинам большинство систем лучистого отопления
также используйте медные трубки. Больница
кислородные трубопроводные системы неизменно состоят из медных труб. Медные трубки
системы также используются в промышленных
установки для воды и других жидкостей, в некоторых случаях даже для пара. В то время как большинство меди
системы трубопроводов используют относительно
трубки малого диаметра в диапазоне от 1 см до 5 см (3/8 дюйма или 2 дюйма), некоторые промышленные
системы используют трубу как большую
размером 20 см (8 дюймов) или больше. В
фитинги, изготовленные для использования с медными трубками, могут быть либо коваными медными
или литая латунь.В любом случае
глубина штуцера, в который вставляется трубка, обычно достаточна
чтобы суставы полной прочности — по которым
мы имеем в виду соединения столь же крепкие, как и сама трубка при кратковременном воздействии
растягивающие усилия — могут быть восполнены
с припоями для пайки («мягкие припои») или припоями.
Потому что пайка происходит быстрее и
легче пайки, и потому что стоимость мягкого припоя меньше стоимости
припоя в большинстве случаев более
системы медных труб паять, а не паять.Уровни температуры
необходимые для пайки настолько малы, что
Горелки для кислородно-ацетиленовой сварки редко используются для выполнения паяных соединений.
Однако для паяных соединений кислородно-ацетиленовый
пламя имеет определенные преимущества перед газовым пламенем с более низкой температурой,
например, производимые ацетиленом воздухом
и воздушно-пропановые горелки.Лучший способ соединения медных труб для сжатого воздуха?
автор Lyn
(Орегон)
Привет, Джоди! Спасибо за ваш сайт. Я многому научился и искренне ценю очевидное время и усилия, которые вы вложили, чтобы сделать всех нас лучшими сварщиками.
Я многому научился и искренне ценю очевидное время и усилия, которые вы вложили, чтобы сделать всех нас лучшими сварщиками.
Я строю систему трубопроводов сжатого воздуха для своего магазина из медных трубок диаметром 3/4 дюйма. Я был готов пропитать стыки припоем, как вы делаете это для водопровода, но затем я прочитал рекомендацию от производителя труб, в которой говорилось, что пайка была предпочтительнее для сжатого воздуха.
Я новичок в TIG, на самом деле, я получу свой сварочный аппарат Everlast PowerTig 225LX завтра. (На мой выбор сильно повлияли ваши видеоролики о продуктах Everlast, спасибо!) Пайка медных труб — это разумная вещь, чтобы попробовать для новичка? Если да, то можете ли вы дать мне несколько советов относительно настроек, наполнителя, техники и т. д.? Если нет, можете ли вы порекомендовать альтернативы? Еще раз спасибо !!
————- ————————————-
Лин,
лично считаю что хороший пайка будет хорошо держаться.
Я знаю людей, которые использовали ПВХ без проблем, и хорошая пайка была бы намного прочнее, чем клей для ПВХ.
, но в целях безопасности, если вы хотите паять, вы можете использовать силфос, также называемый сильфосом
, он не требует флюса, поэтому внутренняя часть стыка становится чище, и работа выполняется быстрее.
Это то, что ребята из систем вентиляции и кондиционирования часто используют для пайки медных проводов.
вам понадобится медная труба и немного попрактиковаться, вы можете посмотреть на YouTube и найти несколько приличных видеороликов, чтобы понять, насколько горячей должна быть труба, прежде чем добавлять стержень и т. Д.
ОВКВ ребята, занимающиеся этим для жизни, используют кислородно-ацетиленовые или воздушно-ацетиленовые горелки, но вы, вероятно, могли бы обойтись небольшой пропановой горелкой, просто для нагрева каждого стыка потребуется больше времени.
один из ключевых моментов — использовать горелку, которая позволит пламени обволакивать стык и более равномерно распределять тепло. вы хотите избежать горячих точек, поэтому также держите фонарик в движении.
вы хотите избежать горячих точек, поэтому также держите фонарик в движении.
Если перегреть участок, он окислится и припой перестанет течь.
, поэтому очистите шов наждачной бумагой на обеих соединяемых поверхностях.
удачи,
jody
ps, я очень надеюсь, что ваша everlast машина вам подходит … пожалуйста, дайте мне знать
Калькулятор использования припоев для медных труб
Новый калькулятор Lucas-Milhaupt® позволяет легко и удобно оценить количество припоя или припоя, необходимого для водопровода или систем отопления, вентиляции и кондиционирования воздуха. Как вы можете использовать этот онлайн-инструмент?
- Повысьте точность оценки количества сплава, в котором вы нуждаетесь, — при наличии легко доступных размеров — для труб обычных размеров.
- Калькулятор легко определяет необходимый объем сплава на основе количества стыков, подлежащих пайке или пайке, максимального зазора между стандартными медными трубками и фитингами и глубины сдвига стандартных фитингов с учетом галтеля.
Обратите внимание, что фактический расход сплава может зависеть от размера соединения, способа нанесения и качества изготовления. Используйте кольца Lucas Milhaupt SilFos для постоянного расхода сплава и качества соединений для пайки медных труб с медными трубами или стандартных размеров труб HVACR.
Процесс
1. Ваш первый ввод в калькулятор — Тип трубки. Выберите «Сантехника» или «HVACR».
- При выборе Сантехника стандартные размеры медных трубок, основанные на ASTM B 88 (Стандартные спецификации для бесшовных медных водопроводных труб) и ASTM B 819 (Стандартные спецификации для бесшовных медных трубок для медицинских газовых систем), появляются в качестве вариантов, которые вы можете выбрать.
- Если вы выбираете HVACR, стандартные размеры медных трубок основаны на ASTM B280 (Стандартные спецификации для бесшовных медных труб для систем кондиционирования и охлаждения) и ASTM B 837 (Стандартные спецификации для бесшовных медных труб для природного газа и сжиженной нефти (LP) Системы распределения газового топлива) появляются как ваши варианты.

2. Теперь выберите из связанных размеров трубок для вашего водопровода или приложения HVACR.
3. Присадочный материал — припой и припой — это ваш следующий вклад. В раскрывающейся вкладке перечислены наиболее распространенные и рекомендуемые сплавы для пайки или пайки медных труб и фитингов в водопроводе или HVACR.
4. Затем параметр «Размер провода» позволяет вам выбирать из стандартных размеров, предлагаемых Lucas Milhaupt для каждого варианта присадочного материала, указанного в калькуляторе.
- Например, если вы выбираете Sil-Fos® в качестве присадочного материала, список из пяти вариантов позволяет вам выбрать: Круглый провод (внешний диаметр 0,094 дюйма и 0,125 дюйма), квадратный стержень (0,125 x 0,125 дюйма, поперечный диаметр). сечение), прямоугольный стержень (0,125 x 0,050 дюйма) и кольцо с наружным диаметром (круглая проволока).
5. Последний шаг в калькуляторе — это выбор количества стыков, которые вы хотите припаять или припаять.
- Если вы выберете параметры «Сплошная проволока», «Квадратный стержень» или «Прямоугольный стержень», выходные значения «Длина» и «Вес» появятся справа в калькуляторе.Эти выходные данные представляют собой длину сплава в форме прутка или сплошной проволоки плюс вес присадочного металла, необходимый для пайки желаемого количества соединений, вводимых в вычислитель.
- Если вы выберете опцию OD Ring (доступно только для Sil-Fos), справа отобразится выходное значение Ring Size. Данные в выходной ячейке размера кольца детализируют необходимое количество колец (на основе введенных вами данных о количестве соединений), размер наружного кольца и диаметр проволоки, использованной для изготовления наружного кольца.Кольца Sil-Fos доступны с наружным диаметром до 1-1 / 8 дюйма для водопровода и трубок HVACR.
- Другие ячейки выходных данных справа включают минимальный наружный диаметр трубы, максимальный внутренний диаметр фитинга и перекрытие (или глубину сдвига соединения) соединения медных труб.
 Эти выходные значения представляют собой размеры, используемые для определения длины, веса и размера кольца, необходимых для указанных размеров труб.
Эти выходные значения представляют собой размеры, используемые для определения длины, веса и размера кольца, необходимых для указанных размеров труб.
Попробуйте калькулятор медных труб Lucas-Milhaupt сегодня, чтобы быстро и легко оценить материалы для вашего следующего проекта или заказа.Добавьте страницу в избранное для быстрого и легкого доступа.
Ссылки
Для справки приведены данные из Справочника по медным трубам Ассоциации производителей меди. Данные о совместных размерах основаны на спецификациях ASTM. Пожалуйста, обратитесь к Таблице 9 в Справочнике по медным трубам для получения дополнительных данных о размерах.
Допуски фитингов (минимальный диаметр и максимальный диаметр) и глубина сдвига основаны на фитингах под пайку из литого сплава меди (ASME B16.18) и фитингов под пайку из кованой меди и медных сплавов (ASME B16.22).
ЗАКЛЮЧЕНИЕ:
Заказать припой или припой для соединения трубопроводов или трубопроводов HVACR стало проще и точнее с новым онлайн-калькулятором от Lucas Milhaupt. Вы можете эффективно оценить длину или вес сплава, необходимого для обычных размеров труб, определяемых по желаемой форме сплава и количеству соединений, которые необходимо паять или паять.
Для получения дополнительной информации об использовании сплавов и качестве паяных соединений см. Эти публикации Lucas-Milhaupt: Пайка с предварительно сформированными кольцами vs.Стержни с ручной подачей и сравнение паяльных колец и плоских стержней.
Мы рады предоставить экспертную информацию о Global Brazing Solutions® в наших блогах и обучающих видео. Не стесняйтесь поделиться этим сообщением с коллегами и сохраните наш блог в своем Избранном для удобства использования.
Вопросы по заказу материалов для сантехники или систем отопления, вентиляции и кондиционирования воздуха? Свяжитесь с нами для дальнейшей помощи. По вопросам, связанным с конкретными приложениями, обращайтесь в отдел технической поддержки Lucas-Milhaupt по телефону 800. 558.3856.
558.3856.
Источник: Справочник по медным трубам, опубликованный в 2010 г. компанией Copper Development Association Inc., 260 Madison Avenue, New York, NY 10016
Заявление об ограничении ответственности: Lucas-Milhaupt, Inc. считает, что информация, содержащаяся в данном документе, является надежной. Однако Lucas-Milhaupt предоставляет техническую информацию бесплатно, и пользователь должен использовать эту информацию по своему усмотрению и на свой риск. Результаты рассчитываются на основе номинальных значений, а фактические веса и размеры могут отличаться из-за вариаций размеров и химических допусков.
Как припаять медь к алюминиевым трубкам
38 Как припаять медь к алюминиевым трубкам многометаллическим припоем Super Alloy 1
Часто в холодильной промышленности необходимо соединить медные и алюминиевые трубки от испарителя. Невозможно? Наш Super Alloy 1 упрощает пайку меди с алюминием.
Начните с предварительной очистки алюминиевой и медной трубки, затем вставьте алюминиевую трубку в расширяющийся конец медной трубки.
Предварительно нагрейте медную и алюминиевую трубки, направляя тепло немного больше на медь, чем на алюминий (поскольку медь имеет более высокую температуру плавления, чем алюминий)
Окуните паяльный стержень в жидкий флюс Super Alloy 1 и нанесите флюс на всю площадь соединения со стержнем.
Нагрейте медную и алюминиевую трубки на мягком пламени, пока флюс не изменит цвет. Уникальный флюс Super Alloy 1 действует как ориентир температуры, переходя от медового цвета к коричневому цвету пива, когда основной металл достигает рабочей температуры 350 ° F.
Примените стержень из Super Alloy 1 и дайте ему пройти через соединение, чтобы создать гладкое аккуратное соединение, которое не только прочно и герметично, но и будет стоять неограниченно долго — при давлении 20 000 фунтов на квадратный дюйм. Полученная связка может иметь порошковое покрытие, гальваническое покрытие, полировку, окраску или форму, аналогичную основному металлу.
Super Alloy 1 — универсальный стержень, идеально подходящий для ремонта меди, тонкого алюминия, цинкового литья, металлической посуды, стали, нержавеющей стали, свинца, гальванизированного металла, латуни, замака, бронзы, олова, оцинкованной стали и «обезьяньего металла». — индивидуально или в любом сочетании.
СОВЕТЫ:
- Super Alloy 1 можно использовать с пропаном, паяльником, бутаном, газом MAPP, ацетиленом, оксиацетиленом
- Всегда не забывайте снижать подачу кислорода с помощью ацетилена
- Некоррозионный жидкий флюс легко удаляется теплой водой
Примечание : При использовании продуктов Muggy Weld соблюдайте все рекомендации AWS по безопасности и охране здоровья.
сантехника — Какие шаги необходимо предпринять перед пайкой медных труб на чердаке с утечкой?
Распыление воды из медной трубы на вашей фотографии будет означать 3/4 дюйма медную трубу для питьевой воды.Это можно отремонтировать, имея только базовые навыки работы с водопроводом и трубами. Может быть проще использовать припой, чем пайку медного стержня. Любой вариант приемлем, но поскольку вы спросили о пайке, я отвечу первым.
Вам понадобится газовая горелка Mapp с вихревым наконечником и медным стержнем. Оба должны быть доступны в хозяйственных магазинах. Начните с перекрытия потока воды для трубы. Если нет специального клапана, перекройте воду на счетчике на улице.
Откройте кран горячей и холодной воды раковины в любом месте ниже места утечки в трубе.Это позволит слить воду и сбросить давление. Возьмите горелку и медные стержни, а также колесо из тонкой проволоки, которое можно вставить в сверло, мелкую наждачную бумагу и либо кусок листового металла, либо кусок алюминиевой фольги. Наполните емкость объемом 1 галлон водой и поместите в нее тряпку.
Начните с очистки стенки медной трубы вокруг отверстия. Используйте проволочное колесо, вставленное в сверло, чтобы удалить окисление.