
Медные трубы: инструкция пайки медных соединений (мягким припоем)
Главная страница » Медные трубы: инструкция пайки медных соединений (мягким припоем)
Специалистами пайка определяется как группа процессов соединения, посредством которых достигается объединение материалов нагреванием до температуры пайки. При этом используется присадочный металл (припой), обладающий ликвидусом (состоянием плавления), не превышающим 450°C и солидусом (твёрдым состоянием) ниже основных металлов. На практике большая доля работы пайкой выполняется при температурах 175 — 315°C. Как выполняются соединения медных труб пайкой припоем? Ниже по тексту представлена инструкция на пайку медных труб, учитывающая все детали процесса.
СОДЕРЖИМОЕ ПУБЛИКАЦИИ :
Последовательность подготовки и проведения операций пайки
Для получения удовлетворительных, непрерывных соединений пайкой, необходимо соблюдать последовательность подготовки и проведения операций. Технологическая последовательность основана на стандартной практике ASTM B 828 и выстраивается следующими функциями подготовки и операциями:
- измерение и резка,
- развертывание,
- очистка,
- применение флюса,
- сборка и поддержка,
- нагрев,
- применение припоя,
- охлаждение и чистка,
- тестирование.
Инструкция на производство пайки медных труб и фитингов
Методика пайки по инструкции позволяет получить герметичные паяные соединения между трубой и фитингами из меди и медного сплава, как в цеховых, так и в полевых условиях. Навыки и знания инструкции необходимы для получения качественно спаянного соединения. Поэтому рассмотрим технологическую инструкцию пайки, в первую очередь, мягким припоем.
Подготовительная часть: измерение медной трубы и резка
Необходимо точно измерить длину каждого сегмента медной трубы. Следует подчеркнуть: неточность измерений сопровождается риском снижения качества соединения. Если медная труба чрезмерно коротка, то есть не достигает дна чашки фитинга, такое соединение характеризуется неправильным. Напротив, когда отрезок медной трубы чрезмерно длинный, появляется риск деформации узла, что негативно влияет на срок службы паяного соединения.
ТРУБА МЕДЬ
 Проведение замеров сегментов соединительного узла – процедура необходимая для точного формирования монтажного участка на основе медных труб и фитингов
Проведение замеров сегментов соединительного узла – процедура необходимая для точного формирования монтажного участка на основе медных труб и фитинговРазрезать медную трубу на измеренную длину. Резку допускается выполнять различными способами, но с учётом получения обрезанного торца ровно под прямым углом. Трубу медную рекомендуется резать дисковым ножом. Также допустимо применять:
- ножовку,
- абразивный круг,
- стационарную или переносную ленточную пилу.
Следует принять меры по исключению возможных деформаций стенок в процессе резки медной трубы.
ТРУБОРЕЗ
 Часто используемый механический ручной инструмент – труборез дисковый, при помощи которого удобно, быстро и просто делать ровный отрез по всей окружности медной трубы
Часто используемый механический ручной инструмент – труборез дисковый, при помощи которого удобно, быстро и просто делать ровный отрез по всей окружности медной трубыПодготовительная часть: развёртывание области отреза
Требуется развернуть отрезанные торцы медной трубы до полного внутреннего диаметра, тем самым удалить микроскопические заусенцы, неизбежно образующиеся в процессе операции резки. Если шероховатую внутреннюю кромку не удалить путём развертывания, существует риск возникновения эрозионной коррозии по причине локальной турбулентности и увеличенной локальной скорости потока в трубе.
Правильно развернутая область медной трубы обеспечивает гладкую поверхность для хода агента во внутренней области. Также следует удалить заусенцы на наружной стороне отрезанной области медной трубы после операции резки, обеспечив тем самым надлежащее сочленение с чашей фитинга.
РАЗВЁРТКА
Развёртка внутренней области по торцевому отрезу медной трубы – другими словами, очистка внутренней стенки по линии отреза от заусенцев и выравнивание кромки по кругуИнструменты, используемые для разворачивания трубных торцов, включают:
- полукруглые или круглые напильники,
- карманный складной нож,
- другой подходящий инструмент удаления заусенцев.
Если работы проводятся с мягкой (отожженной) медной трубой, необходимо соблюдать осторожность, так как есть риск деформирования конечной части медной трубы приложенными усиленными действиями. На случай непреднамеренной деформации мягкой медной трубы, округлость можно восстановить с помощью калибровочного инструмента — пробки и калибровочной муфты.
Подготовительная часть: очистка области пайки
Удаление оксидов и поверхностного загрязнения на концевых (в местах реза) частях медных труб и установочных фитингов имеет решающее значение для корректного распределения припоя в области соединения. Невыполнение очистки соответствующим образом приводит к снижению капиллярного эффекта и, в конечном итоге, снижает прочность спаянного узла.
Поэтому требуется лёгкая шлифовка (зачистка) концевой области медной трубы, как правило, посредством стандартной наждачной бумаги, нейлоновых абразивных прокладок, металлической щётки. Шлифовка производится на участке поверхности, немного превышающем глубину чашек установочных фитингов.
НАЖДАК
 Зачистка трубной поверхности посредством классического обрабатывающего материала – наждачной бумаги. Для производства работы, как правило, применяется мелкозернистая «шкурка»
Зачистка трубной поверхности посредством классического обрабатывающего материала – наждачной бумаги. Для производства работы, как правило, применяется мелкозернистая «шкурка»Капиллярное пространство между телом медной трубы и телом фитинга составляет приблизительно 0,1 мм. Припоем этот зазор заполняется благодаря капиллярному действию. Размер зазора является критическим параметром, определяющим эффективность заполнения зазора припоем и, как следствие, прочность соединения.
Медь — относительно мягкий металл. Очевидно, когда с конца трубки или фитинга снимается чрезмерное количество материала, слишком свободная посадка деталей способна привести к соединению низкого качества.
Допускается химическая очистка сочетаемых поверхностей, если концевые части медной трубы и фитинга тщательно промыть после такой операции. Как правило, производители химических средств очистки предоставляют инструкции на этот счёт.
ЁРШИК
 Выполнение очистки внутренней поверхности фитинга – составляющего компонента соединения, формирующего рабочий узел сегмента системы
Выполнение очистки внутренней поверхности фитинга – составляющего компонента соединения, формирующего рабочий узел сегмента системыНе следует прикасаться к уже очищенным поверхностям медных деталей голыми руками или масляными перчатками. Жировые отложения кожи рук, а также любые смазочные масла, попадающие на зачищенные поверхности сочленяемых деталей, ухудшают процесс пайки.
Подготовительная часть: применение флюса под пайку
Процесс создания паяных соединений обязательно предполагает использование флюса. Благодаря обработке поверхностей флюсом, дополнительно растворяются и удаляются следы оксида с поверхностей, подлежащих соединению.
Нанесением флюса очищенные поверхности защищаются от окисления в момент нагревания горелкой. Флюс способствует лучшему смачиванию поверхностей металлическим припоем, поэтому однозначно рекомендуется инструкциями ASTM B 813.
ФЛЮС СЕРЕБРО
 Наложение флюса на тело медной трубы в области сопряжения конечной части с чашей фитинга. Аналогичное действие проводят внутри фитинга. Используется рабочая кисточка и защитные перчатки
Наложение флюса на тело медной трубы в области сопряжения конечной части с чашей фитинга. Аналогичное действие проводят внутри фитинга. Используется рабочая кисточка и защитные перчаткиНаносить тонкий ровный слой флюса на поверхность медной трубы и фитинга рекомендуется специальной кистью. Эту процедуру желательно проводить немедленно после выполнения операции очистки, дабы исключить образования новых окислов (чистая медь окисляется очень быстро).
Флюс нельзя наносить пальцами. Химические вещества, присутствующие в составе флюса, способны вызвать негативные реакции при попадании в глаза, рот или на открытые раны.
Кроме того, чрезмерное количество флюса, остаток этого вещества после пайки, нередко способствует образованию коррозии, приводящей к перфорированию стенки медной трубы, фитинга или обеих частей соединения.
Подготовительная часть: сборка медного узла под пайку
Вставить концевую часть медной трубы внутрь чашки фитинга. Убедиться в плотном прилегании торца медной трубы к основанию чашки фитинга. Вращательным движением провернуть медную трубу на четверть-половину оборота, что обеспечит равномерное покрытие внутреннего сегмента флюсом.
Удалить излишки флюса с наружной поверхности медной трубы и фитинга с помощью технической ветоши. Зафиксировать медную трубу и фитинг в сборе, обеспечивая тем самым равномерное капиллярное пространство по окружности соединения.
ТРУБА ФИТИНГ
 Соединительный узел на основе комплектующих деталей трубы и фитинга собирается в единое целое. Медную трубу слегка проворачивают в чаше фитинга, излишки флюса снимают ветошью
Соединительный узел на основе комплектующих деталей трубы и фитинга собирается в единое целое. Медную трубу слегка проворачивают в чаше фитинга, излишки флюса снимают ветошьюРавномерность капиллярного пространства обеспечит качественное капиллярное течение расплавленного припоя. Следует помнить, чрезмерный зазор стыка приводит к растрескиванию припоя в условиях напряжения или вибрации. Сделанное соединение фактически готово к пайке. Процесс пайки рекомендуется провести, не откладывая на долгое время.
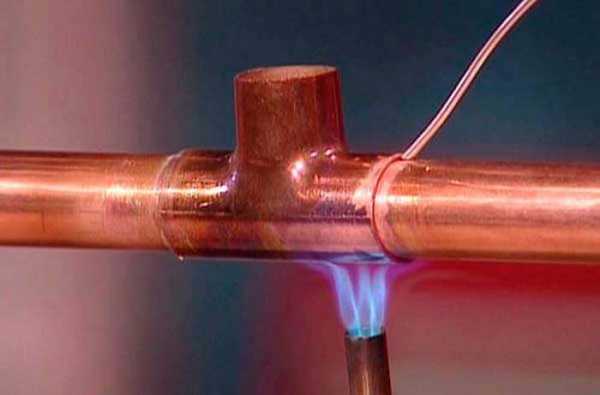
Исполнительная часть: нагрев узла медного соединения
При работе с открытым пламенем, высокими температурами и легковоспламеняющимися газами необходимо следовать инструкции ANSI / AWS Z49.1 и аналогичной. Нагрев собранного узла выполняют пламенем газовой горелки, направленным перпендикулярного по отношению к медной трубе.
Медная труба отводит начальное тепло на чашку фитинга, тепло равномерно распределяется по всей области соединительного узла. Степень предварительного нагрева зависит от размера собранного узла.
Предварительный нагрев узла выполняют равномерной проводкой пламени горелки по всей окружности медной трубы, с целью достижения надлежащей температуры для полной области соединения.
ГОРЕЛКА
 Процедура предварительного нагрева соединяемых деталей узла имеет свои особенности. В частности, нагрев осуществляется от нижней части к верхней с упором именно на нижнюю область
Процедура предварительного нагрева соединяемых деталей узла имеет свои особенности. В частности, нагрев осуществляется от нижней части к верхней с упором именно на нижнюю областьВыполняя соединения горизонтального монтажа, следует избегать непосредственного предварительного нагрева верхней части узла. Такая техника поможет избежать пригорания флюса. Естественная тенденция повышения температуры обеспечит достаточный предварительный нагрев верхней части сборки. Затем пламя горелки перемещают на чашку фитинга.
Прикладывают пламя грелки попеременно к чашке фитинга и медной трубе на расстоянии, равном глубине чаши фитинга. Опять же, предварительно нагревая окружность узла, как описано выше с помощью горелки у основания установочной чашки, периодически контактируют прутком припоя с телом медной трубы. Нагрев продолжают до момента начала плавления припоя.
Недопустим перегрев соединения и направление пламени во внутреннюю лицевую область чашки фитинга. Перегревом сжигается флюс, резко снижается эффективность пайки, припой не затекает в зазор соединения должным образом.
Когда припой начинает плавиться в момент прикладывания к медной трубе, тепло горелки переводят в область основания «стакана» узла. Этот маневр усиливает капиллярное действие на втягивание расплавленного припоя по направлению к источнику тепла.
ПАЯЛЬНИК
 Вариант пайки трубы и фитинга посредством инструмента с электрическим нагревом. Так называемая пайка электрическим сопротивлением характерна отсутствием открытого пламени
Вариант пайки трубы и фитинга посредством инструмента с электрическим нагревом. Так называемая пайка электрическим сопротивлением характерна отсутствием открытого пламениНагрев под пайку медного соединения, как правило, организуется при помощи воздушно-топливной горелки. Инструменты подобного рода действуют на ацетилене или на сжиженном нефтяном газе (LP, LPG — Liquefied Petroleum Gas, MAP).
Также допустимо использовать инструменты под пайку электрическим сопротивлением. Контактная пайка сопротивлением на медных трубах работает на основе электродов и применяется в случае невозможности пайки открытым пламенем.
Исполнительная часть: инструкция на применение припоя
Пайка соединений в горизонтальном положении, предполагает начальную закладку припоя в точке несколько смещённой от центра нижнего сегмента соединения. Как только припой начнёт расплавляться при контакте с нагретыми поверхностями медной трубы и фитинга, следует направить пруток припоя непосредственно в щель зазора соединения.
ОЛОВЯННЫЙ
 Периодически в процессе предварительного прогрева проверяют достижение границы рабочей температуры – начала плавления прутка припоя, и начинают пайку как только температура пайки достигнута
Периодически в процессе предварительного прогрева проверяют достижение границы рабочей температуры – начала плавления прутка припоя, и начинают пайку как только температура пайки достигнутаПламя газовой горелки при этом удерживают у основания фитинга и немного впереди точки нанесения припоя. Такой техникой наложения припоя выполняют проход пайки от нижней части фитинга к верхней части с одной из двух сторон узла.
Далее возвращаются к начальной точке, и продолжают пайку на другой стороне узла аналогичной техникой наложения припоя. В процессе пайки медной трубы и фитинга допускается образование небольших шариков припоя за точкой нанесения. Эти образования указывают на заполнение припоем сегмента пайки – своеобразный сигнал перехода на следующий уровень.
Соединения в вертикальном положении медной трубы выполняют аналогичной последовательностью проходов, начиная с любого удобного места. Паяные соединения зависят от капиллярного действия, затягивающего расплавленный припой в узкий зазор между фитингом и медной трубой. Расплавленный металлический припой втягивается в соединение капиллярным действием независимо от направления потока припоя — восходящего, нисходящего, горизонтального.
Капиллярное действие наиболее эффективно, когда расстояние между соединяемыми поверхностями составляет 0,1 — 0,15 мм. Допускается некоторое ослабление посадки деталей узла, но слишком слабая посадка может вызвать затруднения пайки, особенно с фитингами большего размера. Для соединения медной трубки с контактным кольцом крана рекомендуется пользоваться инструкциями производителя. При подаче тепла кран переводят в частично открытое положение, и в первую очередь прогревают область медной трубы.
Коммерчески доступные теплоотводящие материалы рекомендуется инструкцией использовать для защиты чувствительных к температуре компонентов узла соединения. Количество припоя, потребляемого при адекватном заполнении капиллярного пространства между трубкой, коваными / литыми фитингами, определяется исходя из размеров узла. Есть технические таблицы расхода. Потребность флюса на пайку обычно составляет 50-55 г на килограмм припоя.
Заключительная часть: охлаждение, очистка, тестирование
После завершения процесса пайки завершённое соединение остужается естественным образом. Принудительное охлаждение водой недопустимо, так как способно привести к негативной нагрузке на спаянный узел.
Как только соединение остынет, удалить остатки флюса влажной ветошью. По возможности готовую систему рекомендуется промыть с целью исключения избыточного потока и удаления мусора.
Проверить завершённый узел на целостность соединения. Точно следовать инструкции на процедуру тестирования, в соответствии действующими нормами и регламентирующими нормативами.
Видео-практика пайки соединений меди
Визуально при помощи видеоролика ниже процедура пайки демонстрируется самым подробным образом. Этот урок поможет проще овладеть опытом выполнения работы:
При помощи информации: CDA
zetsila.ru
Правила и процесс пайки медных труб своими руками
Трубопроводы из меди используются в самых различных бытовых и промышленных областях. Этот материал прост в монтаже, а также весьма долговечен, что делает его особенно привлекательным при монтаже многих инженерных систем. Трубопроводы, использующие в основе медь, используются в водопроводных системах, газо- и нефтепроводах. Они состоят из нескольких металлических элементов, требующих надежного соединения. Именно пайка медных труб, выполненная с полным соблюдением технологии, обеспечивает качественное, герметичное присоединение составных частей.
Прежде чем запаять медную трубку своими силами, подготавливаются необходимые инструменты и материалы. Самостоятельный ремонт будет стоить намного дешевле, чем привлекать специалиста. Имея дома небольшой комплект инструментов, можно значительно сэкономить семейный бюджет.
Свойства медной продукции
Промышленность выпускает два типа трубных изделий из меди (не менее 95% основного материала): отожженного типа, не отожженные. Технология пайки медных труб зависит именно от их вида и использует соответствующее оборудование. Отожженные изделия проходят после формовки финальную термическую обработку при +600-700 °С. Она восстанавливает эластичные свойства, а также способствует повышению их характеристик – они могут выдерживать давление замерзшей воды.
При этом их прочность заметно понижается при увеличении температуры нагрева. Пайка медной трубы зависит от ее физических свойств. Не отожженные изделия выпускаются мерными штангами длиной 3, а также 5 м, отожженные – бухтами, содержащими трубы по 25 либо 50 м. Чтобы правильно припаять медную трубку в домашних условиях, рекомендуется просмотреть видео, объясняющее, как припаять элемент.
Технология пайки и этапы работ
При монтаже бытовых систем, предполагающих пайку медных трубок твердым припоем, может применяться и мягкий материал. Область соединения прогревается до +250-300 °С, что позволяет припою равномерно растекаться по поверхности. При этом не допускается длительное воздействие данных температур на материал.
Использование мягкого спаивания предусматривает возникновение капиллярного эффекта. Припой равномерно растекается на всей обрабатываемой области вне зависимости от ее положения. Между фитингом и трубкой максимальный зазор рекомендуется выдерживать не более 0,1-0,15 мм. Именно эти значения обеспечат надежную фиксацию соединения при использовании припоя.
Технология паяния методами, которые используют низкотемпературное воздействие, применяется наиболее широко. Он используется при монтаже комплексов отопления и водопроводов, которые эксплуатируются при температуре до +110 °С. Процесс пайки медной трубы высокотемпературным методом использует твердые припои, а также применяется в сетях, предназначенных для высокого давления, с повышенными термальными нагрузками.
Подготовительный этап
На первоначальном этапе выполняется подготовка рабочего места для пайки медных труб, а также расположение необходимого инструмента и приспособлений. Обязательно наличие зажимов либо вспомогательных приспособлений. Соединение спаиваемых деталей должно иметь плотное прилегание. Края спайки медных труб обязательно обрабатываются напильником, абразивом либо шлифовальной шкуркой для создания ровного среза. Данная операция проводится как с внешней поверхностью, так и с внутренней трубной частью.
Выбор необходимых инструментов и материалов
Выполнение трубных соединений из меди предполагает использование определенного оснащения. К нему относится паяльник для медных труб либо горелка, соответствующий припой и флюс, механический труборез, приспособление для снятия фасок, разнообразные детали для соединений (фитинги), а также вспомогательное оборудование.
Инструменты, необходимые для пайки, не отличаются высокой стоимостью и требуют всего лишь небольшой практики для использования. Перед началом основных работ желательно провести небольшую тренировку на обрезках для получения необходимых навыков. Это предоставит возможность освоить технологию со всеми нюансами выполнения ремонта.

Припои и флюсы
Для надежного соединения трубочек из меди применяют специальный припой для спаивания, а также флюс для обезжиривания области соединения. Этот состав обеспечивает прочное и герметичное соединение соединяемых участков. При использовании твердого и мягкого припоев в быту применяются составы с оловом, содержащие висмут, медь, серебро, сурьму. Наиболее качественными считаются соединения с серебром, однако они имеют высокую стоимость.
Вспомогательные материалы
Пайка медных труб невозможна без использования дополнительных принадлежностей. К главным элементам относится труборез либо ножовка с полотном по металлу. Для точного позиционирования изделия используется плотницкое стусло.
Для зачистки кромок применяются ершики, а также щетки, шлифовальная шкурка. С ее помощью обрабатываются как внутренние края изделия, так и внешние. Регулировать необходимый температурный режим можно феном, направляя струю горячего воздуха в рабочую область.
Процесс и методы пайки
Ремонт трубопроводных комплексов предполагает использование системы при термических нагрузках до +110 °С. При этом соединение элементов выполняется при значениях гораздо больших данного значения – +250-300 °С. Именно за счет пайки медных труб своими руками при данных температурах герметично соединяет стыковочные детали. Использование обычного паяльника недостаточно для промышленных ремонтов, поэтому на производстве применяются газовые горелки.
На начальном этапе соединяемые элементы закрепляются, подготавливаются их соединяемые кромки. После обработки флюсом выполняется спаивание соединяемых частей. По окончании процесса место скрепления остужается, защищается для удаления остатков флюса.
В зависимости от технологических особенностей выполняется низкотемпературное спаивание либо высокотемпературное воздействие на деталь. Эта разница заключается в использовании термической обработки до +250 °С или же выше данного значения.

Как правильно паять медь газовой горелкой
Ремонт трубопроводов в домашних условиях производится специальными горелками ручного типа, создающими воздушный поток достаточно высокой температуры (порядка +1100 °С). Качественный инструмент имеет специальный вентиль для регуляции длины пламени, а также функцию пьезоподжига. К примеру, пайка радиатора кондиционера с таким оснащенным прибором выполняется легко и быстро.
При использовании полупрофессиональных, а также бытовых моделей следует внимательно относиться к температурным показателям и вовремя отключать прибор. Эти элементы не предназначены для длительного использования.
Техника пайки паяльником
Перед тем как спаивать медные трубки паяльником следует зачистить соединяемые области. По завершении механической обработки наносится флюс при помощи кисточки, и детали соединяются. Небольшое прокручивание позволит материалу равномерно распределиться по поверхности. Для закрепления медных труб используется паяльник. Электропаяльником обрабатываются скрепляемые участки для равномерного распределения припоя. По окончании процедуры соединяемый участок охлаждается и освобождается от излишков флюса.
Низкотемпературная пайка
Выполнение спаивания изделий из меди методом низкотемпературного метода производится пропановыми горелками. Чтобы понять, как правильно проводить пайку медных трубок с их помощью, следует ознакомиться с технологическим процессом. Температурный нагрев места соединения достигает порядка +2500 °С. Контактируемый участок находится в постоянном движении, что предоставляет возможность его равномерного прогревания. Использование капиллярного эффекта значительно ускоряет процесс и делает его более качественным.
Высокотемпературная пайка
Данный метод используется при показателях температуры порядка +7000-9000 °С. Пайка медных трубок осуществляется газовыми горелками в любом пространственном положении. При этом теплота равномерно распределяется по всему обрабатываемому участку. При температурной разнице соединяемых элементов припой перемещается к основному источнику теплоты, минуя соединительный зазор.
Достоинства сварного метода соединения
Выполнив пайку медных трубок своими руками с соблюдением технологии, соединению можно обеспечить высокую долговечность и прочностью. При этом соединения весьма доступны и просты в эксплуатации. Перед тем как спаять медные трубки в бытовых условиях, рекомендуется ознакомиться с технологией работ. Трубкой, спаянной в домашних условиях, можно надежно пользоваться десятилетиями. Использование разнообразных сварочных режимов предоставляет возможность для выбора приемлемых условий сварного соединения.
Меры безопасности
Спаивание трубопроводов из меди требует соблюдения мер безопасности как при использовании электроинструмента, так и при работе с газовым оборудованием. Заранее позаботьтесь об элементарных средствах пожаротушения, защитной амуниции. В месте проведения работ следует оборудовать хорошую вентиляцию. Любые работы необходимо проводить исключительно в соответствующей спецодежде.
oxmetall.ru
как паять своими руками твердым припоем
Решили использовать медные трубы в обустройстве системы водопровода? Хотите создать в ванной интересный стиль стимпанк, но не знаете, как паять медные трубы? Руководство по выполнению работ для новичков предложено в материале ниже.
Медь, хоть и отличается высокой стоимостью в отличие от полимеров, все же представляет собой качественный материал для устройства водоснабжающей коммуникации. К преимуществам меди можно отнести высокую прочность, эстетическую привлекательность, неподверженность коррозии, склонность к эксплуатации при высоком давлении и отличную теплопроводность. Медный трубопровод будет работать верой и правдой не один десяток лет.
Немного о меди

Медь — мягкий металлический сплав, который еще в древние времена с удовольствием использовали чеканщики для своих работ. Сегодня медь не менее востребована. Трубы из такого сплава — неотъемлемая часть систем отопления и кондиционирования. Водопровод также может быть устроен с использованием медных элементов.
Для монтажа магистрали используют метод пайки, в процессе которого элементы меди соединяются с припоем. Этот материал из мягких видов металлов расплавляется под воздействием определенных температур и формирует единое герметичное соединение.
Важно: пайка медных труб своими руками — задача не сложная. Главное правильно подобрать припой и определить температуру пайки. При этом стоит знать, что при своей высокой стоимости медные трубы не требуют дополнительных соединительных элементов. То есть медь можно соединить в единую магистраль и при этом сэкономить на покупке фитингов, муфт и пр.
О том, как паять медные трубы, и как это сделать правильно в домашних условиях, в нашем материале ниже с подробной видео-инструкцией.
Методы паяния труб из меди
Пайка медных труб своими руками может проводиться двумя методами:
Рекомендуем к прочтению:
- Низкозмпературный способ. Самый часто используемый в домашних условиях. Здесь пайка происходит с использованием мягкого припоя из олова, свинца или их сплавов с добавлением серебра. Температура пайки может достигать максимум 450 градусов при выполнении работ.
- Высокотемпературный метод. Его еще называют пайка медных труб твердым припоем. В этом случае чтобы расплавить припой и добиться соединения элементов магистрали нужно достичь температуры нагрева горелки в пределах 600-900 градусов.
Инструменты, необходимые для выполнения работ

Чтобы грамотно спаять медные трубы системы водопровода, необходимо запастись таким набором инструментов:
- Труборез. Необходим для идеально ровного реза участков трубы перед пайкой. Благодаря такому инструменту внутренний просвет трубы и её окружность при резке не нарушаются.
- Фаскосниматель. Используется для зачистки края среза и его закругления вовнутрь трубы для качественного стыкования водопроводной магистрали из нескольких кусков трубы.
- Труборасширитель. Его применяют в том случае, если спаивание медных труб водопровода будет проводиться без применения фитингов и муфт. Труборасширитель расширяет один конец трубы до нужного диаметра таким образом, чтобы в него плотно входит отрез другой тубы.
- Щетка и ерш для качественной зачистки спаянных труб от окиси.
- Отражатель. Рабочий элемент, который крепят на сопло горелки, чтобы пламя не повредило другие близрасположенные предметы.
- Газовая горелка. Именно она подаёт пламя на участок спаиваемой тубы.
О том, какую именно горелку нужно подготовить, разбираем ниже.
Горелка газовая

Для того чтобы правильно спаять водопроводные трубы из меди, нужно заготовить соответствующий тип горелки. Они делятся на несколько видов:
- Приспособление с одноразовым баллоном для бытового применения;
- Горелка с установленным стационарным баллоном;
- Ацетилен-кислородная горелка, пригодная для пайки труб из меди. Именно её и нужно отыскать для выполнения работ.
В свою очередь горелка для плавления припоя и пайки меди может отличаться мощностью. Выбирать нужно в зависимости от того, каким припоем вы будет работать (мягким или твёрдым).
- Для пайки мягким припоем можно брать маломощную полупрофессиональную горелку с газом термофеном. Такой инструмент развивает температуру до 650 градусов при горении пламени. Отличительная особенность такого приспособления в том, что здесь можно регулировать температуру подачи пламени, и она при этом будет оставаться заданно-стабильной.
- Пайку медных труб водопровода твёрдым припоем можно проводить только профессиональными горелками.
Припой
Для выполнения надёжной пайки необходимо приобрести припой. Он бывает двух видов — твёрдый и мягкий.
Рекомендуем к прочтению:
- Твёрдый припой производят в форме длинных стержней. Такой припой можно использовать для пайки труб горячего водопровода, газоснабжения, кондиционирования или для магистрали, работающей при высоком давлении. Температура пайки такого припоя достигает 900 градусов. Самыми распространенными видами твёрдого припоя считаются медно-фосфорный самофлюсующийся сплав Cu94 P6 и сплав Cu92 P6 Ag2 с добавкой серебра из фосфора и меди.
Важно: такой твёрдый припой имеет в своём составе 6%-ную добавку фосфора, что снижает температуру пайки до 750 градусов.
- Припой мягкий производят в форме тонкой проволоки диаметром 2-3 мм. Такой припой применяют при пайке водопровода своими руками в быту.
- Существует также специальная паста, именуемая флюс. Выпускается в банках. Её необходимо использовать для качественной очистки стыков труб, снятия окиси со шва после пайки и улучшения характеристик плавления припоя. При этом флюс бывает как для пайки при высоких температурах (свыше 450 градусов), так и для пайки при низких температурах (до 450 градусов).
Важно: флюс способствует лучшему сцеплению припоя с медью.
Помимо всех инструментов, припоя и флюса необходимо также подготовить фитинги, если есть необходимость осуществлять повороты и изгибы водопроводной магистрали. Все фитинги имеют регламентированный диаметр и соответствуют ГОСТ. Стоимость фитингов и переходников достаточно демократична.
Выполняем пайку труб

Технология пайки медной магистрали выглядит таким образом:
- Труборезом отрезаем нужные участки трубы и зачищаем края фаскоснимателем.
- Если будет использоваться фитинг, то и его края, и края тубы качественно обезжириваем. Если фитинг не используется, то край одной трубы расширяем труборасширителем.
- Примеряем детали для обзора ровности стыков.
- Теперь края туб обрабатываем тонким слоем флюса со стороны стыков.
Важно: если будет проводиться высокотемпературная пайка с использованием самофлюсующегося припоя, то здесь флюс не нужен.
- Теперь включаем газовую горелку и качественно прогреваем трубы в местах стыков до заданной температуры.
- После этого в места зазоров укладываем припой. При этом стоит следить за тем, чтобы припой плавился строго от нагретой трубы, а не от пламени горелки. Края туб тщательно прижимаем.
- После того как тубы остынут, удаляем остатки флюса и окиси с медной поверхности тряпочкой.
Важно: стоит знать, что прогревание тубы и плавление припоя происходят в течение 5 минут. Поэтому важно не перегреть трубы.
Совет: если паяются два близко расположенных друг к другу участка трубы, то уже обработанную часть магистрали нужно охладить смоченной в холодной воде ветошью. Иначе есть риск, что спаянное соединение при нагреве следующего участка трубы разойдётся под воздействием высокой температуры.
Избегаем ошибок

При пайке медных туб мастера-новички часто допускают ряд распространенных ошибок. Таковыми являются:
- Слабый прогрев элементов магистрали, вследствие чего плавление припоя происходит неполностью. Такое соединение разрушится при любой нагрузке.
- Чрезмерный перегрев медного сплава, наоборот, ведет к разрушению слоя флюса. Это, в свою очередь, приведет к образованию окиси и окалины на поверхности металла. Такой эффект также приведет к разрушению соединения.
- Игнорирование мер безопасности. Поскольку работа ведется с химическими элементами и при высоких температурах, то следует надевать защитные перчатки и маску.
- Собираясь проверить соединение, стоит убедиться, что туба в месте пайки остыла.
- При процедуре пайки стоит обеспечить хорошую вентиляцию помещения. Этого требует технология выполнения работ, поскольку пайка выполняется с применением агрессивных кислотных веществ.
- Защитная одежда из грубой ткани также не будет лишней, поскольку есть риск попадания на тело искр пламени и частичек припоя, что может привести к ожогу.
Совет: если сомневаетесь в правильности прогрева труб до нужной температуры, пригласите опытного мастера для получения практики. Профессионал точно знает, в течение какого времени медь прогревается до определенных температур.
Видео: технология спаивания медных туб
vodakanazer.ru