
Пайка медных труб водопровода своими руками: технология пайки и видео
Установка системы трубопроводов из меди похожа на монтаж любого домашнего трубопровода, как, к примеру, из металлопластика или полипропилена. Но один из основных вопросов, как паять медные трубы своими руками, требует более подробного рассмотрения.Сегодня технологии предоставляют большой ассортимент стройматериалов для сантехнических работ: медь, сталь, пластик разных видов и т. д. Их отличают стоимость, физические свойства, возможности применения и особенности монтажа, но определить худший или лучший материал невозможно. Трубы из меди для трубопровода довольно дороги, и требуют к себе большего внимания во время эксплуатации, но надежны, экологически безопасны и универсальны, а также удобны для монтажа своими руками.
Монтаж медного трубопровода
Установка отопительной системы или трубопровода из меди, практически ничем отличается монтажа отопления или трубопровода из других материалов.
На начальном этапе нужна продуманная схема трассы, с тщательно выверенными соединениями и углами. Не забывайте: схема обязана иметь соединение с трубами главного стояка через дополнительные выводы для будущей сантехники, приборы учета, шаровые краны.
Выбор размеров и типов медных труб: неотожженные и отожженные, с резьбой 3/4 либо 3/8, со стенками разной толщины. От этих показателей будет зависеть масса медной трубы, а соответственно, и вес всей конструкции трубопровода в общем, но смысл монтажа в целом не поменяется.
Выбор техники крепления: обжимные фитинги или пайка. Выбор будет только за вами, но коротко скажем: надежность крепления фитингов не отличается хорошими показателями. Это крепление все время требует контроля, а фитинги – периодической подтяжки, при этом, если паять медные трубы – это значит обеспечить им непременную герметичность и долговременную.
Основное различие – это технология пайки при помощи мягкого припоя: она требует специального оборудования и определенных навыков.
Техника пайки мягким припоем
Прежде чем паять, нужно сказать пару слов о теории: если процедура пайки будет осознанной, то и многие нюансы будут ясными в процессе выполнения работ, поэтому есть смысл посмотреть пайка медных труб видео.В домашних условиях при монтаже трубопровода применяется так называемая «мягкая» пайка: участки пайки разогреваются до 240-310С, что дает возможность мягкому припою (как правило, олову) расплавиться, но такие температуры небезопасны и для меди, потому это действие обязано быть недолговременным и направленным.
Зачистка перед процессом пайки – это не просто эстетическая манипуляция, а непременное условие, которое даст возможность удалить продукты окисления на металле и наиболее эффективно сделать пайку меди.
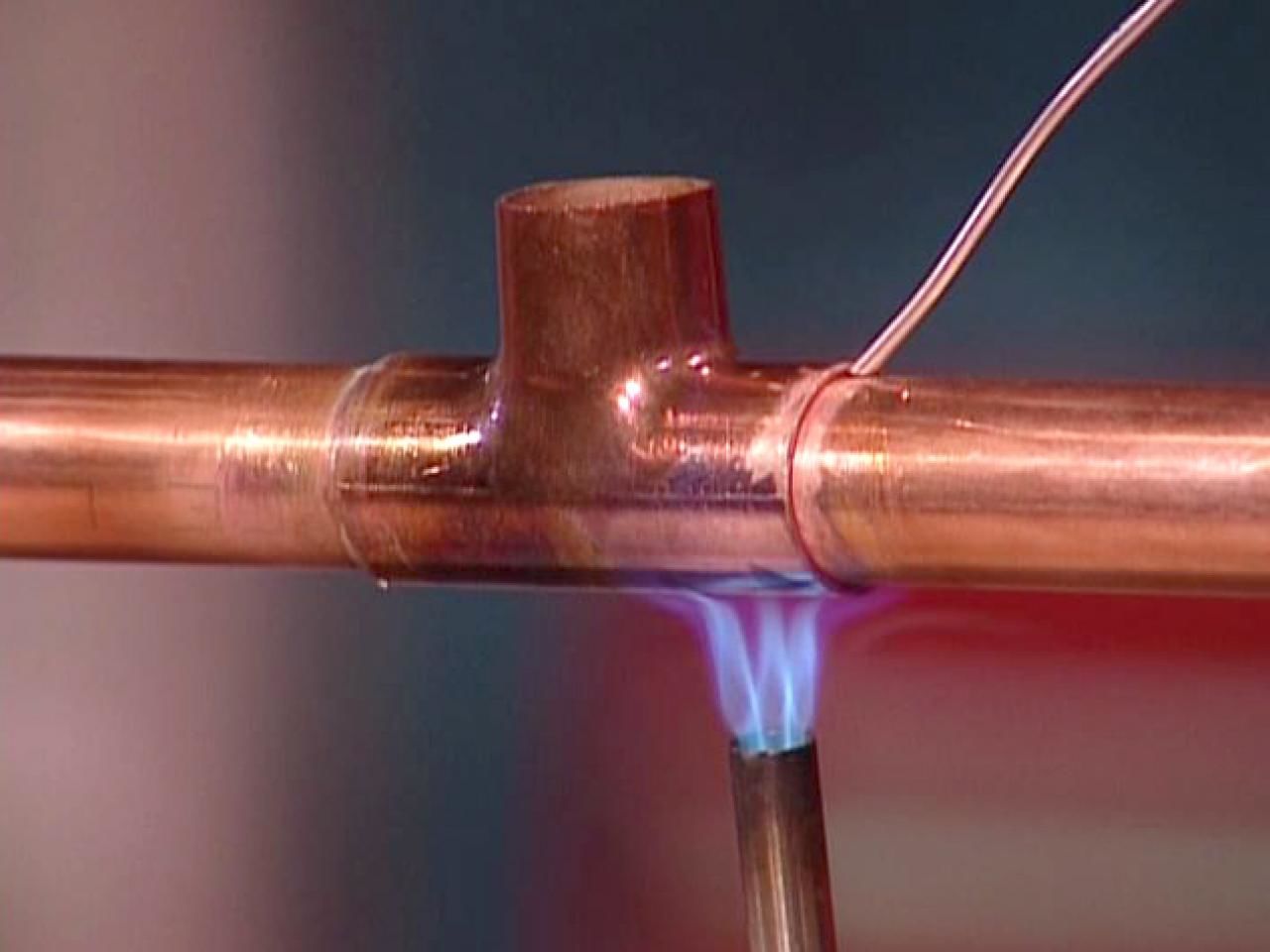
При мягкой пайке появляется капиллярный эффект, когда раскаленный припой, мягкий для пайки, равномерно растекается по всей плоскости соединения вне зависимости от того, в каком положении установленная деталь – вертикальном или горизонтальном.
Оптимальный зазор между стенками фитинга и трубы строго регламентирован – 0,10-0,15 миллиметров: расстояние больше, потребует большего количества припоя либо не создаст капиллярного эффекта, меньшая – образует препятствие для нормального растекания олова.
Материалы и инструменты для пайки
Газовая горелка – это основной инструмент для пайки. Есть множество видов горелок, выбор лучше всего остановить на горелке с пьезоподжигом и возможностью регулировать пламя. Также понадобятся:
- Флюс для пайки – это паста, которой обрабатывают поверхность фитинга и трубных изделий, чтобы она разъела оксидные пленки на поверхности соединяемых частей, защитила медное основание от окисления при нагревании и обеспечила влажность поверхностей во время растворения припоя.
- Припой для пайки – как правило, это олово в форме катушек или прутков проволоки.
- Труборез и труборасширитель – устройство для увеличения диаметра труб при установленных деталях одна в одну.

- Фаскосниматель – инструмент для удаления фаски, избавления от вероятных заусенцев.
- Фитинги – соединительные части разных конфигураций.
- Стальная щетка и ершик для чистки внешней и внутренней сторон труб и фитингов.
Инструмент для пайки труб из меди не отличается исключительностью и дороговизной. Но требует определенных усилий, чтобы получить навыки по использованию: лучше всего потренироваться на кусках труб, чтобы понять тонкости метода и технологии.
Инструкция пайки мягким припоем
Внимание: край трубы и непосредственно труба обязаны быть идеально ровными и прямыми – от этого будет зависеть качество крепления деталей, потому для резки труб лучше всего использовать труборез.
- При помощи труборасширителя сделайте больше диаметр фитинга, при помощи фаскоснимателя – очистите края трубы.
- Ершиком отполировать внутреннюю часть фитинга, щеткой наружную часть трубы.
- Кисточкой нанести на фитинг и трубу пасту для пайки – флюс – и тут же присоединить детали, избегая попадания какого-либо вида загрязнений.

- Горелкой для пайки аккуратно прогревать соединение, перемещаясь по всей плоскости. Критерий хорошего прогрева – изменение цвета пасты.
- Завершить нагревание соединяемых деталей, нанести припой по всей поверхности соединения. Пламенем горелки нельзя трогать проволоку припоя: припой обязан расплавиться на медной поверхности трубы, именно от ее температуры без вмешательства огня.
- Подождать естественного остывания стыка – без каких-либо средств для охлаждения.
- Непременно убрать остатки пасты с труб влажной губкой. Ее воздействие нужно лишь при пайке: она разрушает защитный слой основания меди.
Внимание: детали при пайке и временно после нее обязаны быть хорошо зафиксированы, так как паять трубы из меди можно лишь в неподвижном положении.
Стык на месте крепления деталей обязан быть плотным и ровным. Проверить результат можно будет лишь при включении достаточного давления воды в трубопроводе, но, если пайка прошла хорошо, надежность соединения никак не снижается от температуры воды, вероятных перепадов давления или от времени.
Крепление медных труб с другими материалами
Существует несколько важных нюансов, связанных с возможностями соединения медных конструкций с изделиями из других металлов:
- Крепление меди и оцинкованной стали может негативно сказаться на состоянии трубопровода из оцинкованной стали: химические реакции между цинком и медью приводят к разрушению первого.
- Крепления меди со сталью, пластиком и латунью безопасны и не образуют коррозии металлов.
Потому если есть необходимость крепления медной и оцинкованной труб, то его можно сделать лишь с помощью латунного фитинга и лишь в одном направлении: по циркуляции воды от оцинкованной в медную трубы.
Медные трубы крепятся с пластиковыми или стальными лишь с помощью латунных отжимных фитингов. Основное крепление системы происходит с помощью зажимного кольца и зажимной гайки фитинга: они прикручиваются на стандартное количество оборотов, указанное в техническом сопровождении фитинга, и непременно периодически проверяются во время эксплуатации на наличие вероятных протечек или ослаблений.
Мифы о медном трубопроводе
Из-за отсутствия привычки к меди в роли материала для систем газо-, водоснабжения и отопления, у современного отечественного потребителя есть определенное недоверие к данному металлу. Есть два мифа:
- Трубы из меди опасны при контакте с хлорированной водой. Безусловно, медь, начиная реакцию с элементами хлора, окисляется, но появляющаяся внутри трубопровода пленка, наоборот, защищает трубы от различных химических действий и абсолютно безопасна для организма человека.
- Медный трубопровод дорого стоит и непрактичен, невзирая на высокую стоимость. Непрактичность объясняют вероятным окислением наружной стороны труб, при этом внутри медные трубы также окисляются, но коррозии совершенно неподвержены. Более дорогая цена медных труб с лихвой покрывается долговечностью материалов и простотой установки своими руками.
Но такие мифы можно разрушить только многолетней практикой. Не зря этот металл применяли в системах водопровода еще несколько веков назад, и до сих пор в европейских странах медь имеет заслуженное признание.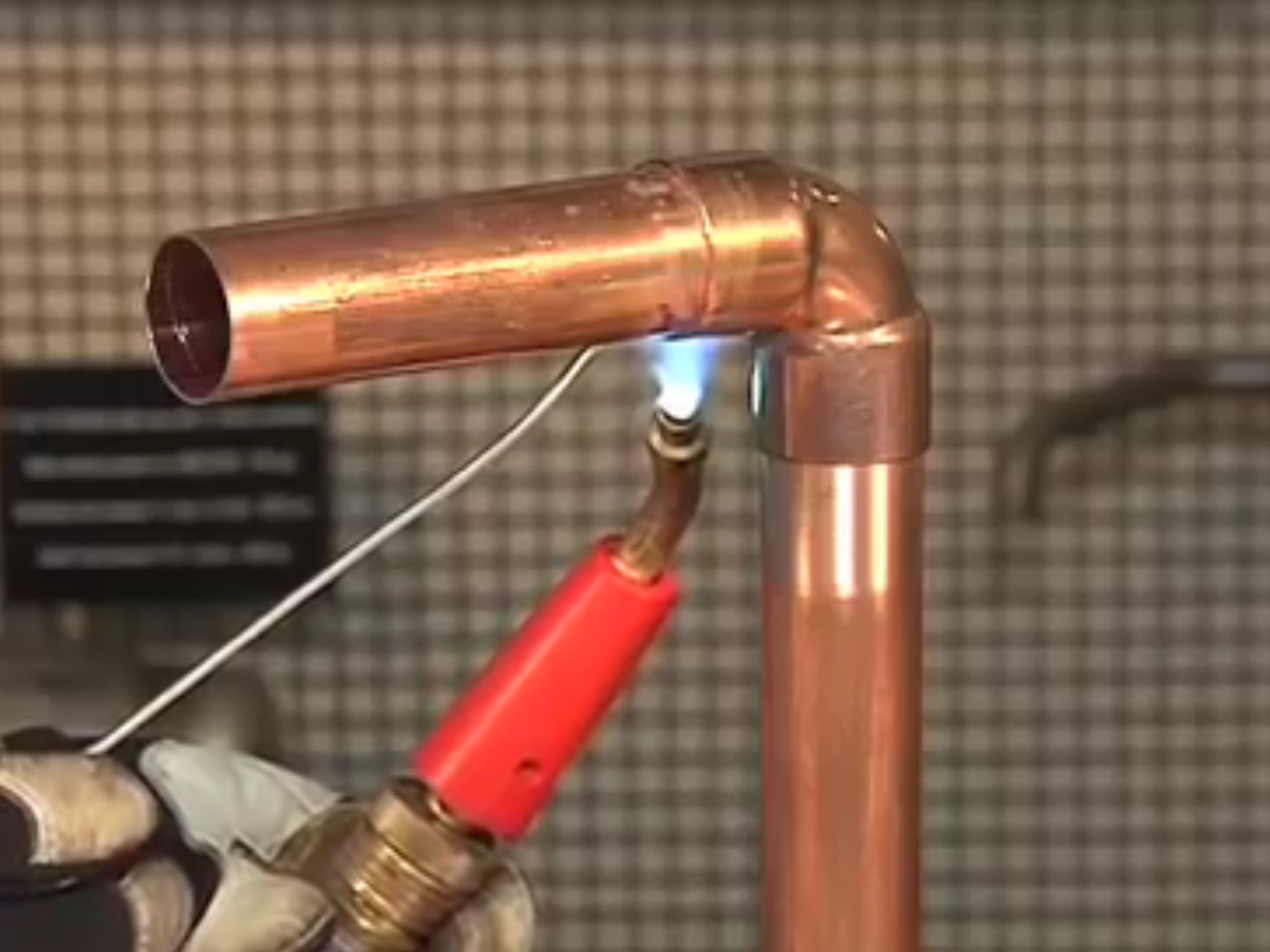 За счет удобства установки и качества материалов, медные трубы для домашнего водопровода более предпочтительны, и непременно найдут новых почитателей в нашей стране.
За счет удобства установки и качества материалов, медные трубы для домашнего водопровода более предпочтительны, и непременно найдут новых почитателей в нашей стране.
Пайка медных труб своими руками
Элементы системы отопления требуют особого ухода, к каждому элементу следует относиться очень внимательно. Установка трубопровода – это дело ответственное, поэтому совершать ее нужно с детальной точностью. К тому же трубопровод является самой важной частью системы отопления. При его монтаже нужно обязательно соблюдать технику безопасности.
Перед тем как начать установку, тщательно все спланируйте. Сначала подберите необходимые инструменты и детали. Для монтажа трубопровода очень важно использовать точные замеры, поэтому далее необходимо произвести расчеты.
Измерьте диаметр оригинала либо используйте для этих целей чертежный вариант. Для установки возьмите стандартные трубы из меди, которые применяются в строительстве, их диаметр должен составлять 12-18 мм.
Для установки возьмите стандартные трубы из меди, которые применяются в строительстве, их диаметр должен составлять 12-18 мм.
К свойствам медных труб относятся бактерицидность и устойчивость как к резким перепадам температуры и давления, так и к коррозии. Особенность медных труб в том, что через них не проникает ультрафиолетовое излучение, поэтому они обладают низким тепловым коэффициентом.
Фитинги для медных труб
Для монтажа трубопровода вам понадобятся следующие материалы:
— отводы,
— переходной тройник (15х12х15),
— обычный тройник (по 18 мм со всех сторон),
— цанговое соединение (разборное, на 10 мм),
— 2 муфты, переходы и водорозетки с ушками (около 15 мм)
Угол отводов должен иметь 90°, верх должен составлять 18 мм, а низ – 15 мм. Вам понадобятся муфты – редукционная (около 18 мм) и соединительная (15-18 мм), а также переходы – с резьбы на трубы и с труб на резьбу.
Для эффективной работы нужно на долгое время обеспечить надежное отключение системы отопления. Убедитесь в том, что она действительно отключена, чтобы избежать неприятных ситуаций. Перед началом пайки медных труб своими руками сделайте в нужных местах штробы, то есть проемы.
Убедитесь в том, что она действительно отключена, чтобы избежать неприятных ситуаций. Перед началом пайки медных труб своими руками сделайте в нужных местах штробы, то есть проемы.
Теперь можете приступать к процессу спайки соединений труб с водорозетками. Уберите со стены распределительный шкаф металлопластиковой системы, позже вы сможете заменить ее на медную – она более устойчива к воздействиям внешней среды.
При монтаже медных труб отопления желательно поменять все детали, так как существует вероятность того, что в процессе строительства могли прийти в неисправность основные приборы, но иногда происходит так, что распределитель просто не подходит к установленным трубам.
Для придания трубам изгиба применяют специальную технологию. Мягкие трубы будет легко изогнуть, а вот с твердыми немного сложнее: их сначала необходимо прогреть в том месте, в котором планируется делать сгиб, после чего трубы нужно согнуть и сразу же быстро охладить.
Сгибы делаются с целью уменьшения количества отходов.
Плавный сгиб гарантирует уменьшение сопротивления воды, а значит – снижение вероятности загрязнения.

Далее припаиваются трубы и фитинги – это достаточно важная часть основного процесса. Трубу прогревают в нужном месте, после чего ее спаивают горелкой с другой трубой, которая также предварительно прогревается. Соединения труб плотно состыковываются. Граница спайки должна быть четкой на всем промежутке сплава.
Пайка медных труб
Когда все трубы уже припаяны, их прокладывают в подготовленные ранее штробы. Чтобы при термической обработке для деформации и снижения теплопередачи не возникло проблем со стачиванием стенок труб, их необходимо изолировать от других материалов. Не забывайте про осторожность, устанавливая на стену трубы для крепления радиатора. Изоляция проводится скотчем либо вспенивающимся материалом, слой изоляционного материала должен быть толщиной примерно 2 мм. В водорозетку до конечной сборки системы обязательно должен быть вкручен глушитель.

Осталось прикрепить радиаторы, после чего их необходимо подключить к общей системе. Запрещено использовать для медной системы отопления радиаторы из алюминия, потому что в результате такой установки произойдет сбой системы. Но если вы использовали не биметаллические и чугунные радиаторы отопления, то можете подобрать подходящий переходник, и тогда никакой угрозы существовать не будет.
Хотя в отопительной системе и использовались трубы из меди, коррозия всегда найдет лазейки. Чтобы снизить риск развития коррозии, соедините редактор со стальной трубкой. Когда к редактору присоединены ручной регулятор и другие приборы, изолируйте повторно трубы выхода.
Таким же образом вы можете установить трубы в ванной, гараже и других помещениях, в которых имеется индивидуальное отопление. При монтаже трубопровода в ванной комнате сначала перекрывают доступ воды, потом меняют вентиляцию, устанавливают фильтры и переходники. Смотрим видео.
Далее всю конструкцию спаивают, разделяющие и соединяющие трубки крепят наверх и спаивают их с нижними трубами. В гараже трубы устанавливаются так же, только сточных труб и фильтров понадобится больше, чтобы отопление и подача воды были более надежными.
В гараже трубы устанавливаются так же, только сточных труб и фильтров понадобится больше, чтобы отопление и подача воды были более надежными.
Читайте также:
Пайка медных труб своими руками
Медь лучше паять, чем варить, по нескольким причинам: простота и оперативность проведения работ, нет необходимости в дорогом оборудовании, соединения получаются прочными, надежными и стойкими к высоким температурным и механическим нагрузкам.
Низкотемпературная пайка
Применяется для организации систем водоснабжения, отопления, кондиционирования. Выполняется обычно пропановыми горелками. Температура разогрева трубы: 200-250 градусов. При мягком припое пламя горелки требуется постоянно перемещать, чтобы нагрев соединения был равномерным.
Пример низкотемпературной пайки
Для мягкого припоя используются припои типа S-Sn97Ag5 (L-SnAg5) и S-Sn97Cu3 (L-SnCu3). Данные припои отлично подходят для систем отопления и кондиционеров, ведь они обеспечивают стойкость к коррозии и механическим повреждениям.
Как осуществляется пайка систем отопления и кондиционеров? В случае если припой не плавится при касании прутком, нагрев следует продолжить. Важно постоянно перемещать пламя. Когда припой начинает плавиться, следует пламя убрать и подождать, пока припой не заполнит монтажный зазор. Заполнение зазора происходит полностью, а потому не следует вводить дополнительные объемы припоя, так как это даст излишки, которые могут затечь внутрь соединения.
Что еще важно знать, осуществляя пайку медных труб на отопление и иные системы? Если вы применяете в работе стандартные прутки припоя, объем мягкого припоя должен быть равен диаметру трубы. Для удобства требуемый участок припоя загибается Г-образно. Более подробно о низкотемпературной пайке вы можете посмотреть в специальном видео.
Преимущества данного способа: прочность меди не ухудшается. Недостатки данного способа: худшие механические характеристики.
Высокотемпературная пайка
Применяется в тех случаях, когда систему планируется эксплуатировать при высоких температурных нагрузках (выше 110 градусов). Данный способ часто используется для организации отопительных систем. Твердая пайка выполняется исключительно газопламенным способом, так как для выполнения соединения требуется температура не ниже 700 градусов.
Данный способ часто используется для организации отопительных систем. Твердая пайка выполняется исключительно газопламенным способом, так как для выполнения соединения требуется температура не ниже 700 градусов.
Прибор для высокотемпературной пайки
При применении медно-фосфорного припоя можно обойтись без флюса. Пламя горелки должно быть средним. Требуемая температура пламени: 750-900 градусов. Медные трубы следует нагревать равномерно, причем соединяемые детали могут находиться в любом положении.
При равномерном нагреве концов изделий припой хорошо заполнит монтажный зазор. Проверять готовность соединения можно прутком твердого припоя (по окончании работ он должен плавиться). Для повышения качества работ пруток следует предварительно прогреть.
Именно при этом способе можно использовать строительный фен. Применяется он вместо горелки. Строительный фен можно задействовать только при пайке медных труб небольших размеров. Эксплуатировать фен просто, достаточно применять тот же алгоритм работы, что и при манипуляциях с горелкой. Обучающее видео позволит вам разобраться во всех нюансах пайки.
Обучающее видео позволит вам разобраться во всех нюансах пайки.
Преимущества твердого припоя: высокая прочность шва, можно применять в системах, эксплуатируемых при высокой температуре, возможно уменьшение ширины соединения относительно мягкого припоя. Недостатки твердого припоя: происходит отжиг меди, для выполнения работы своими руками требуется опыт и квалификация, в ином случае изделие можно перегреть, что приведет к разрывам.
Флюс
Флюсы представляют собой активные химические вещества, необходимые для проведения качественной пайки. Они позволяют улучшить растекание припоя, очищают медь от разного рода загрязнений, образуют защитное покрытие от воздействия кислорода.
Флюс для пайки алюминия
При низкотемпературном способе соединения используются низкотемпературные флюсы. При высокотемпературном способе соединения флюсы не требуется, достаточно очистить поверхность перед работой.
Важно: По окончании работ флюс должен быть обязательно удален.
В ином случае существует риск возникновения коррозий.
Как выполняется пайка медных труб своими руками?
Труборез
Требуемые инструменты: труборез, фаскосниматель, труборасширитель, стальной ершик для чистки внутренних поверхностей медных труб, щетка для зачистки соединений,газовая горелка или фен, припой.
Рассмотрим, как паять медные трубы своими руками:
- Посредством трубореза отрезаем трубу необходимой длины. Щеткой снимаем заусеницы, внутреннюю поверхность изделия чистим ершиком;
- Посредством труборасширителя расширяем 2-ой отрезок изделия до требуемого диаметра. Помните, что детали трубопровода должны входить друг в друга с небольшим зазором;
- Щеткой чистим края расширенного элемента трубопровода от загрязнений и заусениц;
- Равномерно наносим флюс на деталь медного трубопровода меньшего диаметра;
- Соединяем обе детали трубопровода. Влажной тканью удаляем излишки флюса;
- Равномерно прогреваем соединение.
 Когда флюс будет серебристым, работу можно заканчивать;
Когда флюс будет серебристым, работу можно заканчивать; - К линии стыка деталей трубопровода подносим припой. После того, как он расплавится, припой должен остыть естественным
путем. Дуть на него не нужно;
- По остывании припоя протираем соединение влажной материей. Мера эта нужна затем, чтобы удалить остатки химических веществ.
Научиться паять медные детали трубопровода своими руками просто. Достаточно соблюдать инструкции. Однако если что-то так и осталось для вас непонятным, вы всегда можете включить обучающее видео, где детально рассмотрено, как паять медные трубы.
как паять своими руками твердым припоем
Решили использовать медные трубы в обустройстве системы водопровода? Хотите создать в ванной интересный стиль стимпанк, но не знаете, как паять медные трубы? Руководство по выполнению работ для новичков предложено в материале ниже.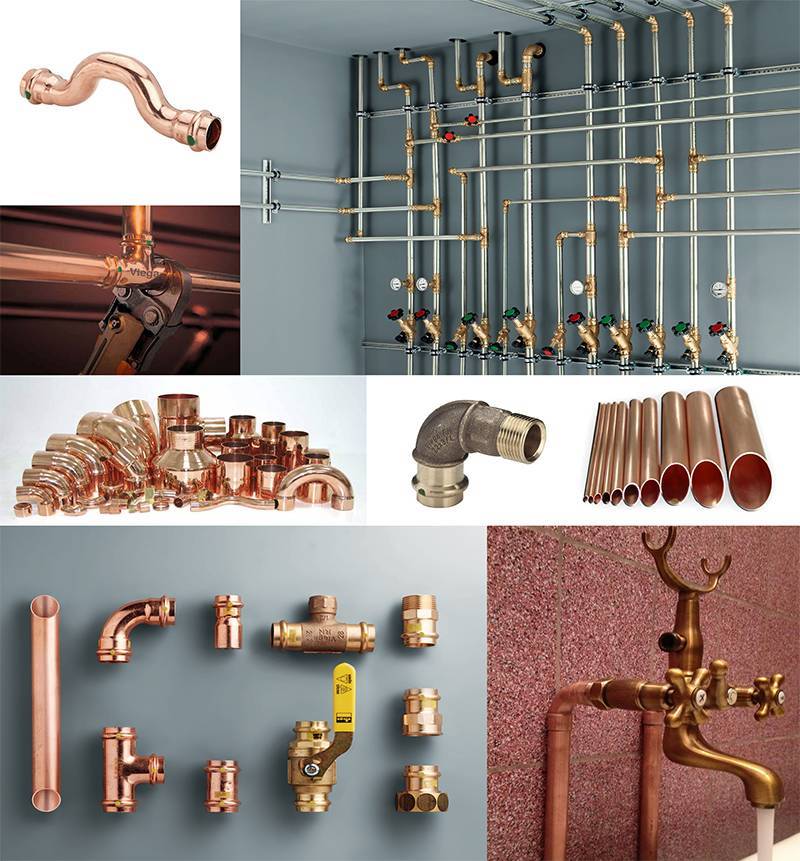
Медь, хоть и отличается высокой стоимостью в отличие от полимеров, все же представляет собой качественный материал для устройства водоснабжающей коммуникации. К преимуществам меди можно отнести высокую прочность, эстетическую привлекательность, неподверженность коррозии, склонность к эксплуатации при высоком давлении и отличную теплопроводность. Медный трубопровод будет работать верой и правдой не один десяток лет.
Немного о меди
Медь — мягкий металлический сплав, который еще в древние времена с удовольствием использовали чеканщики для своих работ. Сегодня медь не менее востребована. Трубы из такого сплава — неотъемлемая часть систем отопления и кондиционирования. Водопровод также может быть устроен с использованием медных элементов.
Для монтажа магистрали используют метод пайки, в процессе которого элементы меди соединяются с припоем. Этот материал из мягких видов металлов расплавляется под воздействием определенных температур и формирует единое герметичное соединение.
Важно: пайка медных труб своими руками — задача не сложная. Главное правильно подобрать припой и определить температуру пайки. При этом стоит знать, что при своей высокой стоимости медные трубы не требуют дополнительных соединительных элементов. То есть медь можно соединить в единую магистраль и при этом сэкономить на покупке фитингов, муфт и пр.
О том, как паять медные трубы, и как это сделать правильно в домашних условиях, в нашем материале ниже с подробной видео-инструкцией.
Методы паяния труб из меди
Пайка медных труб своими руками может проводиться двумя методами:
Рекомендуем к прочтению:
- Низкозмпературный способ. Самый часто используемый в домашних условиях. Здесь пайка происходит с использованием мягкого припоя из олова, свинца или их сплавов с добавлением серебра. Температура пайки может достигать максимум 450 градусов при выполнении работ.
- Высокотемпературный метод. Его еще называют пайка медных труб твердым припоем.
 В этом случае чтобы расплавить припой и добиться соединения элементов магистрали нужно достичь температуры нагрева горелки в пределах 600-900 градусов.
В этом случае чтобы расплавить припой и добиться соединения элементов магистрали нужно достичь температуры нагрева горелки в пределах 600-900 градусов.
Инструменты, необходимые для выполнения работ
Чтобы грамотно спаять медные трубы системы водопровода, необходимо запастись таким набором инструментов:
- Труборез. Необходим для идеально ровного реза участков трубы перед пайкой. Благодаря такому инструменту внутренний просвет трубы и её окружность при резке не нарушаются.
- Фаскосниматель. Используется для зачистки края среза и его закругления вовнутрь трубы для качественного стыкования водопроводной магистрали из нескольких кусков трубы.
- Труборасширитель. Его применяют в том случае, если спаивание медных труб водопровода будет проводиться без применения фитингов и муфт. Труборасширитель расширяет один конец трубы до нужного диаметра таким образом, чтобы в него плотно входит отрез другой тубы.
- Щетка и ерш для качественной зачистки спаянных труб от окиси.

- Отражатель. Рабочий элемент, который крепят на сопло горелки, чтобы пламя не повредило другие близрасположенные предметы.
- Газовая горелка. Именно она подаёт пламя на участок спаиваемой тубы.
О том, какую именно горелку нужно подготовить, разбираем ниже.
Горелка газовая
Для того чтобы правильно спаять водопроводные трубы из меди, нужно заготовить соответствующий тип горелки. Они делятся на несколько видов:
- Приспособление с одноразовым баллоном для бытового применения;
- Горелка с установленным стационарным баллоном;
- Ацетилен-кислородная горелка, пригодная для пайки труб из меди. Именно её и нужно отыскать для выполнения работ.
В свою очередь горелка для плавления припоя и пайки меди может отличаться мощностью. Выбирать нужно в зависимости от того, каким припоем вы будет работать (мягким или твёрдым).
- Для пайки мягким припоем можно брать маломощную полупрофессиональную горелку с газом термофеном.
 Такой инструмент развивает температуру до 650 градусов при горении пламени. Отличительная особенность такого приспособления в том, что здесь можно регулировать температуру подачи пламени, и она при этом будет оставаться заданно-стабильной.
Такой инструмент развивает температуру до 650 градусов при горении пламени. Отличительная особенность такого приспособления в том, что здесь можно регулировать температуру подачи пламени, и она при этом будет оставаться заданно-стабильной. - Пайку медных труб водопровода твёрдым припоем можно проводить только профессиональными горелками.
Припой
Для выполнения надёжной пайки необходимо приобрести припой. Он бывает двух видов — твёрдый и мягкий.
Рекомендуем к прочтению:
- Твёрдый припой производят в форме длинных стержней. Такой припой можно использовать для пайки труб горячего водопровода, газоснабжения, кондиционирования или для магистрали, работающей при высоком давлении. Температура пайки такого припоя достигает 900 градусов. Самыми распространенными видами твёрдого припоя считаются медно-фосфорный самофлюсующийся сплав Cu94 P6 и сплав Cu92 P6 Ag2 с добавкой серебра из фосфора и меди.
Важно: такой твёрдый припой имеет в своём составе 6%-ную добавку фосфора, что снижает температуру пайки до 750 градусов.

- Припой мягкий производят в форме тонкой проволоки диаметром 2-3 мм. Такой припой применяют при пайке водопровода своими руками в быту.
- Существует также специальная паста, именуемая флюс. Выпускается в банках. Её необходимо использовать для качественной очистки стыков труб, снятия окиси со шва после пайки и улучшения характеристик плавления припоя. При этом флюс бывает как для пайки при высоких температурах (свыше 450 градусов), так и для пайки при низких температурах (до 450 градусов).
Важно: флюс способствует лучшему сцеплению припоя с медью.
Помимо всех инструментов, припоя и флюса необходимо также подготовить фитинги, если есть необходимость осуществлять повороты и изгибы водопроводной магистрали. Все фитинги имеют регламентированный диаметр и соответствуют ГОСТ. Стоимость фитингов и переходников достаточно демократична.
Выполняем пайку труб
Технология пайки медной магистрали выглядит таким образом:
- Труборезом отрезаем нужные участки трубы и зачищаем края фаскоснимателем.

- Если будет использоваться фитинг, то и его края, и края тубы качественно обезжириваем. Если фитинг не используется, то край одной трубы расширяем труборасширителем.
- Примеряем детали для обзора ровности стыков.
- Теперь края туб обрабатываем тонким слоем флюса со стороны стыков.
Важно: если будет проводиться высокотемпературная пайка с использованием самофлюсующегося припоя, то здесь флюс не нужен.
- Теперь включаем газовую горелку и качественно прогреваем трубы в местах стыков до заданной температуры.
- После этого в места зазоров укладываем припой. При этом стоит следить за тем, чтобы припой плавился строго от нагретой трубы, а не от пламени горелки. Края туб тщательно прижимаем.
- После того как тубы остынут, удаляем остатки флюса и окиси с медной поверхности тряпочкой.
Важно: стоит знать, что прогревание тубы и плавление припоя происходят в течение 5 минут. Поэтому важно не перегреть трубы.

Совет: если паяются два близко расположенных друг к другу участка трубы, то уже обработанную часть магистрали нужно охладить смоченной в холодной воде ветошью. Иначе есть риск, что спаянное соединение при нагреве следующего участка трубы разойдётся под воздействием высокой температуры.
Избегаем ошибок
При пайке медных туб мастера-новички часто допускают ряд распространенных ошибок. Таковыми являются:
- Слабый прогрев элементов магистрали, вследствие чего плавление припоя происходит неполностью. Такое соединение разрушится при любой нагрузке.
- Чрезмерный перегрев медного сплава, наоборот, ведет к разрушению слоя флюса. Это, в свою очередь, приведет к образованию окиси и окалины на поверхности металла. Такой эффект также приведет к разрушению соединения.
- Игнорирование мер безопасности. Поскольку работа ведется с химическими элементами и при высоких температурах, то следует надевать защитные перчатки и маску.

- Собираясь проверить соединение, стоит убедиться, что туба в месте пайки остыла.
- При процедуре пайки стоит обеспечить хорошую вентиляцию помещения. Этого требует технология выполнения работ, поскольку пайка выполняется с применением агрессивных кислотных веществ.
- Защитная одежда из грубой ткани также не будет лишней, поскольку есть риск попадания на тело искр пламени и частичек припоя, что может привести к ожогу.
Совет: если сомневаетесь в правильности прогрева труб до нужной температуры, пригласите опытного мастера для получения практики. Профессионал точно знает, в течение какого времени медь прогревается до определенных температур.
Видео: технология спаивания медных туб
Пайка медных труб своими руками
Если Вы еще точно не знаете, какой материал лучше всего применить для обустройства водопровода, стоит обратить внимание на медные трубы. Это экологически чистые трубы, поддающиеся коррозии меньше, чем стальные. Единственным минусом можно назвать то, что трубы нужно паять, дабы водопровод был выполнен качественно. Но эта проблема уходит на второй план, если известна технология выполнения данного процесса. Поэтому дальше речь пойдет о том, как паять медные трубы.
Это экологически чистые трубы, поддающиеся коррозии меньше, чем стальные. Единственным минусом можно назвать то, что трубы нужно паять, дабы водопровод был выполнен качественно. Но эта проблема уходит на второй план, если известна технология выполнения данного процесса. Поэтому дальше речь пойдет о том, как паять медные трубы.
Пайка – сложный физико-химический процесс: взаимодействие при нагреве припоя и твердого паяемого материала. В результате, припой расплавляется, растекается по поверхности детали, кристаллизуется и получается неразъемное соединение.
Применение медных труб для водопровода не носит единичный характер, поскольку это надежный и долговечный материал, выдерживающий давление 40 атмосфер, устойчивый к воздействию высоких, низких температур.
Как вариант, для монтажа медных труб можно применить метод резьбовых соединений, но пайка получила более широкое распространение. Следует заметить, что вообще-то, пайка медных труб может осуществляться несколькими способами, к примеру, высокотемпературная, низкотемпературная пайка.
Примерно через 40-60 секунд шов нагревается
[include title=»РСЯ — в записи»]
Что касается водоснабжения, самый лучший вариант – низкотемпературная пайка, то есть менее 450 градусов. В качестве припоев используются легкоплавкие металлы, например, олово. Почему в сантехнике отдается предпочтение именно этому методу? Потому что при низкотемпературной пайке не происходит отжиг металла, безопасность проведения работ выше, да и с малыми диаметрами работать удобнее.
Важно: свинцовые припои в питьевом водоснабжении запрещены, потому что они токсичные.
Перечень инструментов, применяемых при пайке, не очень длинный. Все нужное можно купить в любом магазине товаров сантехники:
- припой для труб – в виде проволоки, прутиков. Припой плавится при более низких температурах, поэтому он пригоден для соединения двух элементов;
- кисть для очистки – она используется для очистки труб, внутренней части фитингов;
Важно: как альтернативный вариант, можно применить мелкую шлифовальную шкурку.

- пропановая горелка, сварочный механизм переключения – применяется для того, чтобы нагреть фитинг и трубу;
- жаропрочная прокладка;
- естественно, медные трубы, фитинги;
- ножовка по металлу: резка труб;
- ручной калибратор – измерение диаметра. Наличие данного инструмента необязательное, но желательное.
Как правильно паять медные трубы? Первый шаг – зачистка поверхностей. С помощью кисти очищается внешняя поверхность трубы, внутренняя поверхность фитинга. Детали очищаются от возможных загрязнений, пока на них не появится блеск.
Очистка — важный процесс, которым не в коем случае нельзя пренебрегать
Следующий этап – шлифовка трубы и фитинга, поскольку небольшие частички металла препятствуют легкому соединению. Соединительные части водопровода должны быть сухими, а если детали плотно не прилегают, необходимо очистить поверхность на большое расстояние – используется кисть либо мелкая шлифовальная шкурка.
Дальше следует нанести флюс на внешнюю сторону трубы и внутрь фитинга – в процессе пайки флюс испарится, и место припоя превратиться в шов: образуется уплотнение по всему периметру.
Затем нужно зажечь горелку, включить средний огонь. Большинство горелок вырабатывает большое пламя при наклоне вниз, по этой причине необходимо быть осторожным. Пламя направляется на шов, через 20-60 секунд он нагреется.
На припой нужно нажать, чтобы между трубой и фитингом образовался монтажный зазор: шов нагреется, припой расплавится, произойдет эффект капиллярного воздействия.
Важно: пламя необходимо планомерно передвигать вокруг всего соединения, чтобы не перегревался какой-то один участок.
Окончательный этап – следует выключить высокую температуру, дать трубе охладиться. Излишки флюса обязательно очищаются (система промывается), потому что в противном случае может возникнуть коррозия и появится крошечное отверстие, дающее утечку.
[include title=»РСЯ — в записи»]
Важно: хороший способ проверки качества работы – оказание давления посредством включения воды, конечно, после полного остывания припоя.
Здесь можно назвать такие моменты:
- обязательное условие успешного окончания процесса – равномерный прогрев всего соединения;
- если человек занимается пайкой профессионально, достаточность нагрева определяется цветом металла и появлением дыма флюса.
 Если пайку проводит новичок, следует прутком коснуться припоя, если он еще не плавится, нагрев продолжается;
Если пайку проводит новичок, следует прутком коснуться припоя, если он еще не плавится, нагрев продолжается; - как только припой начал плавиться, необходимо отвести пламя в сторону, чтобы припоем заполнился монтажный зазор;
- не нужно вводить излишнее количество припоя. Во-первых, это расточительно, во-вторых, затекание излишков припоя внутрь трубы крайне нежелательно;
Так выглядит качественно выполненная работа
- необходимо избегать эффекта «перегревания». Это может привести к разрушению флюса, к тому же он потеряет способность растворять/удалять оксиды. В большинстве случаев, именно данный процесс является причиной неудовлетворительного качества пайки. К таким же результатам приводит плохая механическая очистка.
Пайка медных труб своими руками – ответственная работа, но если все сделано правильно, шов получится плотным, а водопровод будет долго служить.
Пайка медных трубок газовой горелкой и твердым припоем: Виды и инструменты +Фото и Видео
Соединение металла при помощи припоя применяется с древних времен. Многие мастера стараются самостоятельно выполнять подобные работы, дабы сэкономить деньги и быть уверенными в качестве выполненной работы. Пайка медных труб при помощи газовой горелки заставит поволноваться даже доку.
Неправильный монтаж, может привести к не герметичности трубы, и даже к пожару. Если четко следовать инструкции, правильно подобрать нужный качественный материал и надлежащие инструменты, оборудовать рабочее место, то можно избежать всех казусов.
Как сделать качественную пайку медных труб расскажем в статье.
Содержание статьи:
О навыке и умении пайки
Конечно, не обязательно обладать умением пайки, но приобрести это навык желательно. Медные трубы сейчас применяются редко для оборудования системы водопровода из-за своей дороговизны. Несмотря на это, они считаются лучшим материалом.
Медные трубы сейчас применяются редко для оборудования системы водопровода из-за своей дороговизны. Несмотря на это, они считаются лучшим материалом.
Медь гибкая, долговечная, легко поддается пайке. Медную систему можно бетонировать, с ней ни чего не случиться. Все затраты окупятся одним сроком службы. К тому же умение паять пригодится не только для создания водопроводной системы.
Как паять медные трубы
С чего начать газовую пайку медных труб?
Существует два вида пайки
- 1.высокотемпературная
- 2.капиллярная низкотемпературная
Принцип
Пайка медных изделий при высокой температуре – это монтаж деталей при температуре превышающей + 450 градусов. Припоем выступают тугоплавкие материалы: медь или серебро. Они создают очень твердое и качественное соединение не подверженное температурному воздействию.
Твердая и мягкая пайки
Особенность данного припоя в том, что остывать он должен естественным образом, без воздействия вспомогательного охлаждения. Именно это дает высокое качество соединения.
Именно это дает высокое качество соединения.
Такую пайку называют – твердой. Такой вид соединения применяют для изделий 12 -159 мм диаметром. Высокотемпературная пайка идеально подходит при монтаже отопительной системы.
Главное из достоинств, что можно подсоединить дополнительный отвод не прибегая к демонтажу.
Низкотемпературная – мягкая пайка
Этот вид пайки производится ниже +450 градусов. Для припоя применяют такие металлы, как олово или свинец. Соединительный шов может быть от 7 мм до 50 мм. Из-за использования данного вида припоя, называют пайку мягкой. Конечно оно не такое прочное, как при пайке выше +450 градусов, но так же обладает своими преимуществами.
Мягкую пайку хорошо применять для монтажа деталей с не большим диаметром.
Низкотемпературная пайка более безопасная.
Возможен монтаж низкотемпературной пайкой труб для системы отопления, при соблюдении условия, что температура отопительной магистрали будет ниже +130 градусов.
Инструмент для пайки
Изначально надо подготовить все необходимое для работы.
- Флюс. Он необходим для смазки деталей перед монтажом и удаления оксидов, увеличения адгезии, понижается натяжение. Вид флюса зависит от типа спайки.
- Припой. Вид металла припоя зависит от выбранного варианта пайки. Высокотемпературная пайка: серебро или медь. При мягком соединении: олово или свинец.
Любой вид припоя производится в проволочном виде 3мм диаметром. Для сварки при высокой температуре, на упаковке присутствует надпись «Lead Free» то есть без свинца.
- Труборез. Им нарезаются детали необходимой величины.
Важно подобрать инструмент надлежащего качества. Медь — мягкий металл, использование плохого инструмента может привести к деформации материала.
- Фаскосниматель. Им удаляются все заусенцы.
- Газовая горелка с узконаправленным пламенем.
Оборудование работает на пропане и бутане или на чистом бутане.
Также соединение можно производить электрическим паяльником для такого типа соединения. Этот способ допускается для любого вида пайки.
- Маркер или карандаш. То чем оставлять разметки.
- Рулетка, молоток, уровень
Очередность выполнения операций пайки газовой горелкой
- Отрезаем изделие по замеру. Деталь держим четко перпендикулярно к инструменту для ровного среза. Зажимаем изделие и делаем вращательные движения труборезом. В конце очередного оборота натяжной болт затягиваем на одну треть. Заусенцы при правильно выполненном срезе образуются только внутри изделия. В итоге получается труда с минимальной неровностью.
- Снимаем все заусенцы.
 Иначе детали не соединятся герметично и плотно.
Иначе детали не соединятся герметично и плотно. - По тому же принципу готовим другую деталь.
- Вставляем детали одну в другую. Смотрим, все ли подходит.
- Зачищаем
- Обезжириваем.
Обратите внимание, размер соединения ровняться диаметру трубы.
- Смазываем флюсом поверхности изделий. Кисточкой или другим приспособлением, внимательно наносим реагент на внешнюю поверхность изделия, равномерно распределяем. Лишний флюс не допустим.
- После нанесения флюса детали надо соединить, очень оперативно, чтобы исключить попадание соринок. Соединяем с помощью вращения, до упора.
- При низкотемпературной пайке – пламя горелки должно попадать точно на стык. Образующееся пятно надо все время перемещать, для равномерного нагрева. Припоем периодически касаемся шва. Когда детали разогреты до нужной температуры, он начнет плавиться. Как процесс плавки начался, убираем горелку. Даем припою растечься.
Обратите внимание, данный вид соединения, не допускает нагрева припоя, металл соединения плавиться от тепла деталей.
- Как только припой заполнит стык, даем остыть.
Важно. Не допустить перегрева меди. В этом варианте флюс утратит свойства, что негативно отразится на качестве выполненной работы.
- Высокотемпературная пайка газовой горелкой производится аналогично. Только рекомендуется разогревать детали быстро. Оптимальное пламя ярко – синее. Как только медь станет темно-бордового цвета – это знак качественного прогрева. В это момент наносим припой. Он должен быстро расплавиться от температуры деталей и заполнить все зазоры.
Для более комфортного нанесения припоя, его можно подогреть горелкой.
- После выполнения работы. Даем остыть. Естественным образом.
- Остывшую поверхность тщательно очищаем от остатков флюса.
ВНИМАНИЕ!!!! Не трогайте изделие, пока оно не остынет. Можно получить сильный ожог. Не брызгайте на него воду, что бы проверить температуру. Остывшую трубу видно по цвету.

БЕЗОПАСНОСТЬ
- Не берите детали голыми руками. Мель обладает высокой теплопроводностью. Используйте специальные инструменты или защитные перчатки
- Очень аккуратно работайте с флюсом. Агрессивный состав. Если попал на кожу. Промойте большим количеством воды.
- Одежда. Ни какой синтетики и легковоспламеняющихся тканей.
- Флюс при нагревании испаряется. Пары ядовиты. Оденьте респиратор. Помещение должно быть проветриваемым.
- Всю конструкцию соберите на полу и только после этого начинайте монтаж.
Для того чтобы избавиться от лишних припоя и флюса с внутренней поверхности изделия, промойте их водой разной температуры.
Частые ошибки при совершении пайки медных труб газовой горелкой
- Внешние недостатки на соединительных частях
- Плохая очистка труб
- Малая ширина зазора
- Плохой прогрев
- Не равномерно нанесен флюс
- Перегрев.
 Сгорание флюса
Сгорание флюса - Ожоги при проверке трубы
- Нарушение норм безопасности
Прежде чем начать работать, попробуйте соединить несколько мелких деталей 3-4 шт. Это значительно повысит уровень.
Пайка медных труб — видео урок
Для пайки медных труб используется в основном 2 способа. Высокотемпературная пайка используется в тех случаях, когда на водопровод ожидается повышенная нагрузка. Для бытового применения медных труб обычно используется низкотемпературная пайка, видео внизу этой статьи конкретно демонстрирует, как правильно ее производить.
Подготовительные работы
Самое главное на подготовительном этапе добиться постоянного зазора между соединяемыми поверхностями. Поверхности должны быть абсолютно ровными и гладкими. Поэтому следует удалить все заусеницы и неровности. Монтаж медных труб на видео осуществляется после того, как поверхность хорошо подготовлена. Срез трубы должен быть строго перпендикулярно оси, чтобы этого добиться, нужно использовать для резки труб только специальный инструмент.
При необходимости нужно очистить спаиваемую поверхность от окисной пленки или механических загрязнений. Для этого используют наждачную бумагу или металлическую щетку, а затем протирают поверхность сухой тряпочкой.
Нанесение флюса
Флюс – это специальное химическое вещество, которое наносят на зачищенную поверхность трубы, во избежание ее окисления. Флюс наносят только снаружи на ту часть трубы, которая будет в дальнейшем соединена с раструбом или фитингом. Внимательно посмотрите, как производится спайка медных труб на видео.
После того, как флюс был нанесен, нужно сразу же соединить детали, чтобы на влажную поверхность не попали посторонние частицы.
Низкотемпературная пайка
Для нагрева труб используют специальную пропановую горелку. Трубу разогревают до 200-250 градусов. Горелку постоянно перемещают, чтобы добиться равномерного нагрева всей свариваемой поверхности.
Трубу разогревают до 200-250 градусов. Горелку постоянно перемещают, чтобы добиться равномерного нагрева всей свариваемой поверхности.
Достаточность нагрева можно проверить, коснувшись капиллярной щели прутком припоя. Опытные мастера могут определить степень нагрева по цвету поверхности и появлению дыма от флюса.
Монтаж медных труб, видео это хорошо демонстрирует, не такой уж простой процесс, но при достаточной теоретической и практической подготовке его вполне можно освоить.
Пайка медных труб водопровода своими руками: технология пайки и видео
Установка системы трубопроводов из меди, похожа на монтаж любого домашнего трубопровода, как, например, из металлопластика или полипропилена. Но один из основных вопросов, как паять медные трубы своими руками, требует более подробного рассмотрения. Сегодня технологии предоставит большой ассортимент стройматериалов для сантехнических работ: медь, сталь, пластик разных видов и т.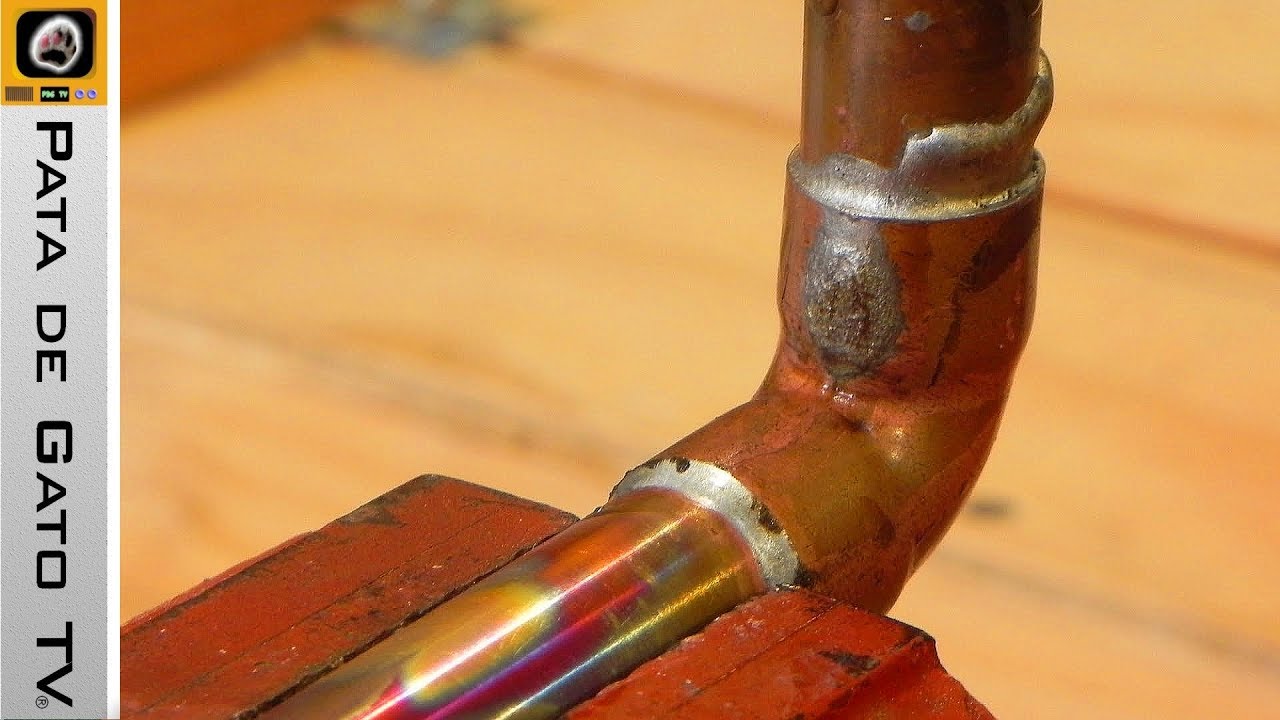 д. Их отличают стоимость, физические свойства, возможности применения и особенности монтажа.Безопасны, безопасны, безопасны, безопасны и универсальны, а также удобны для монтажа своими руками.
д. Их отличают стоимость, физические свойства, возможности применения и особенности монтажа.Безопасны, безопасны, безопасны, безопасны и универсальны, а также удобны для монтажа своими руками.
Монтаж медного трубопровода
Установка отопительной системы или трубопровода из меди, практически ничем отличается монтаж или трубопровода из других материалов.На начальном этапе нужна продуманная схема трассы , с тщательно выверенными соединениями и углами.Не забывайте: схема обязана иметь соединение с трубами главного стояка через дополнительные выводы для будущей сантехники, приборы учета, шаровые краны.
Выбор размеров и типов медных труб: неотожженные и отожженные, с резьбой 3/4 либо 3/8, со стенками разной толщины. От этих показателей будет зависеть масса медной трубы, соответственно, и вес всей конструкции трубопровода в общем, но смысл монтажа в целом не поменяется.
Выбор техники крепления: обжимные фитинги или пайка . Выбор будет только за вами, но коротко скажем: надежность крепления фитингов не отличается хорошими показателями. Это крепление все время требует контроля, а фитинги — периодической подтяжки, при этом, если паять медные трубы — это значит обеспечить им непременную герметичность и долговременную.
Выбор будет только за вами, но коротко скажем: надежность крепления фитингов не отличается хорошими показателями. Это крепление все время требует контроля, а фитинги — периодической подтяжки, при этом, если паять медные трубы — это значит обеспечить им непременную герметичность и долговременную.
Основное различие — это технология пайки при помощи мягкого припоя: она требует специального оборудования и навыков.
Техника пайки мягким припоем
Прежде чем паять, нужно сказать пару слов о теории: если процедура будет осознанной, то и многие нюансы будут ясными в процессе выполнения работ, поэтому есть смысл посмотреть пайка медных труб видео.В условиях домашних приставок применяемая так называемая «мягкая» пайка: участки пайки разогреваются до 240-310С , что дает возможность мягкому припою (как правило, олову) расплавиться, но такие температуры небезопасны и для меди, потому что это действие обязано быть недолговременным и направленным.
Зачистка перед процессом пайки — это не просто эстетическая манипуляция, это непременное условие, которое даст возможность удалить продукты окисления на металле и наиболее эффективно сделать пайку меди.
При мягкой пайке появляется капиллярный эффект , когда раскаленный припой, мягкий для пайки, равномерно растекается по всей плоскости соединения вне зависимости от того, в каком положении установленная деталь — вертикальном или горизонтальном.
Оптимальный зазор между стенками фитинга и трубы строго регламентирован — 0,10-0,15 миллиметров: расстояние больше, потребует большего количества припоя, либо не создаст капиллярного эффекта, меньшая — образует препятствие для нормального растекания олова.
Материалы и инструменты для пайки
Газовая горелка — это основной инструмент для пайки. Есть набор видов горелок, выбор лучше всего остановить на горелке с пьезоподжигом , используя и регулировать пламя. Также понадобятся:
- Флюс для пайки — это паста, которая обрабатывает поверхность фитинга и трубных изделий, чтобы она разъела оксидные пленки на поверхности соединяемых частей, защитила медное основание от окисления при нагревании и обеспечила влажность во время растворения припоя.

- Припой для пайки — как правило, это олово в форме катушек или прутков проволоки.
- Труборез и труборасширитель — устройство для увеличения диаметра труб при деталях одна в одну.
- Фаскосниматель — инструмент для удаления фаски, избавления от вероятных заусенцев.
- Фитинги — соединительные части разных конфигураций.
- Стальная щетка и ершик для чистки внешней и внутренней сторон труб и фитингов.
Инструмент для пайки трубок из не отличается исключительностью и дороговизной.Чтобы понять методы и технологии, используются методы определения параметров, чтобы получить методы использования: лучше всего потренироваться на кусках труб .
Инструкция пайки мягким припоем
Внимание: край трубы и непосредственно труба должны быть идеально ровными и прямыми — от этого будет зависеть качество крепления деталей, потому что для резки труб лучше всего использовать труборез .
- При помощи труборасширителя сделайте больше диаметр фитинга, при помощи фаскоснимателя — очистите края трубы.

- Ершиком отполировать внутреннюю часть фитинга, щеткой наружную часть трубы.
- Кисточкой нанести на фитинг и трубу пасту для пайки — флюс — и тут же присоединить детали, избегая попадания какого-либо вида загрязнений.
- Горелкой для пайки аккуратно прогревать соединение, перемещаясь по всей плоскости. Критерий хорошего прогрева — изменение цвета пасты.
- Завершить нагревание соединяемых деталей, нанести припой по всей поверхности соединения. Пламенем горелки нельзя трогать проволоку припоя: припой обязан расплавиться на медной поверхности трубы, именно от ее температуры без вмешательства огня.
- Подождать естественного остывания стыка — без каких-либо средств для охлаждения.
- Непременно убрать остатки пасты с трубной влажной губкой. Ее воздействие лишь при пайке: она разрушает защитный слой основания меди.
Внимание: детали при пайке и временно после нее должны быть зафиксированы зафиксированы, так как паять трубы из меди можно лишь в неподвижном положении.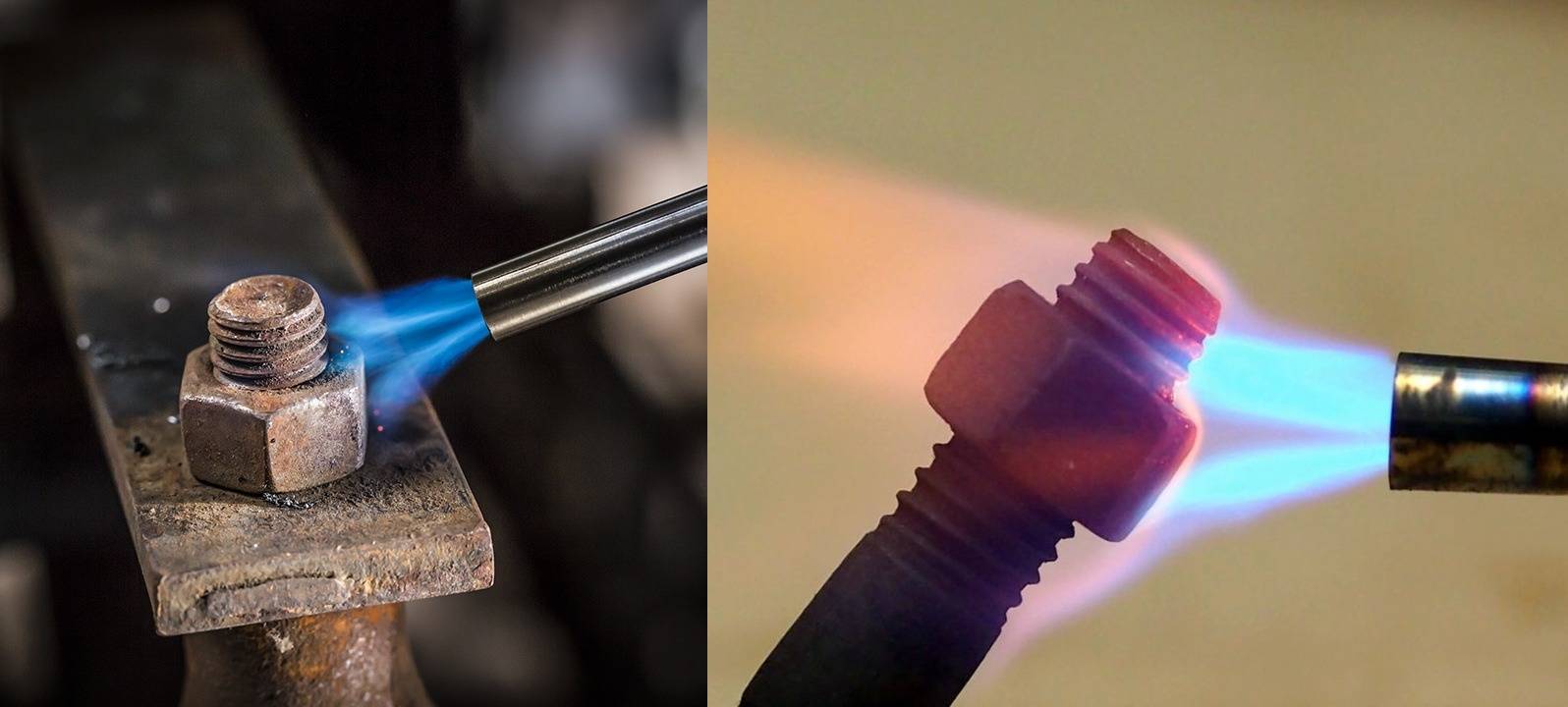
Стык на месте крепления деталей обязан быть плотным и ровным . Проверить результат можно будет лишь при условии обеспечения достаточного давления воды в трубопроводе, но, если пайка прошла хорошо, надежность соединения никак не снижается от температуры воды, вероятных перепадов давления или от времени.
Крепление медных труб другими материалами
Существует несколько важных нюансов , вызывающих возможности соединения медных конструкций из других металлов:
- Крепление меди и оцинкованной стали может негативаться на состоянии трубопровода из оцинкованной: химические стали между цинком и медью приводят к разрушению первого.
- Крепления меди со сталью, пластик и латунью безопасны и не образуют коррозии металлов.
. Если есть необходимость крепления медной и оцинкованной труб, то его можно сделать лишь с помощью латунного фитинга и в одном направлении: по циркуляции воды от оцинкованной в медной трубе.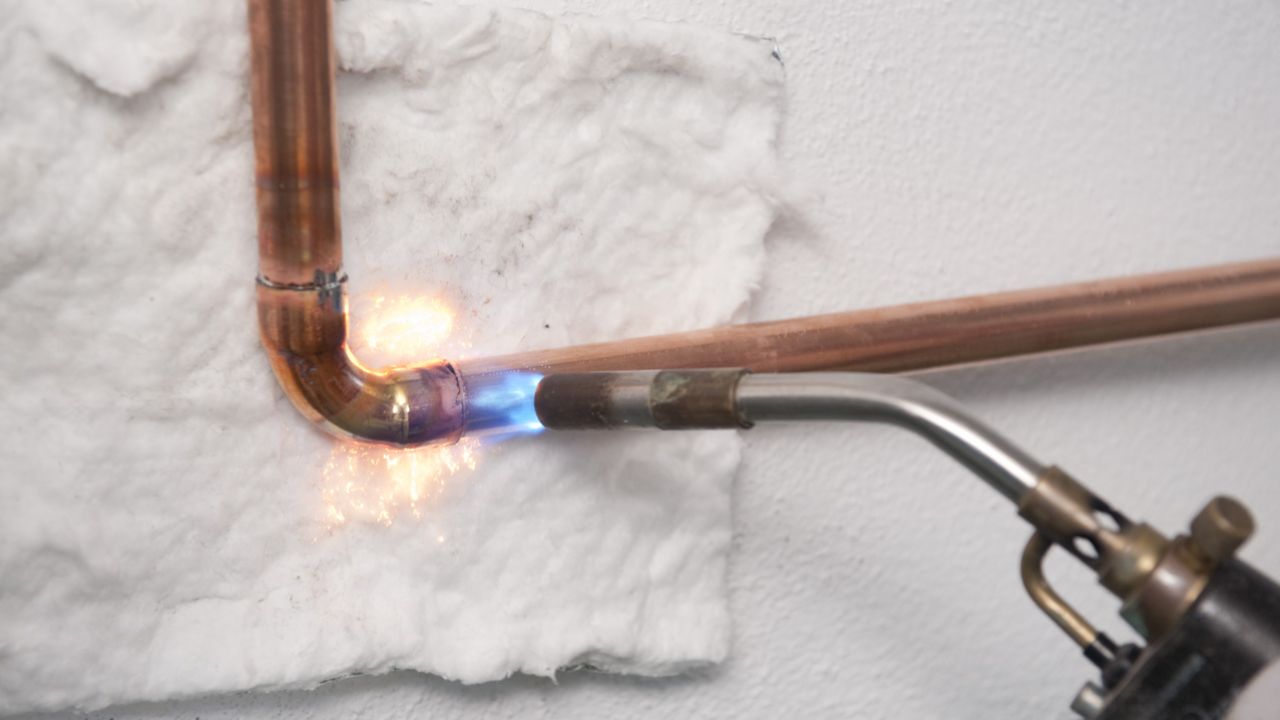
Медные трубы крепятся с пластиковыми или стальными лишь с помощью латунных отжимных фитингов. Основное крепление системы происходит с помощью зажимного кольца и зажимной гайки: они прикручиваются на стандартное количество оборотов, указанное в техническом сопровождении фитинга, и периодически проверяются во время эксплуатации на вероятных протечек или ослаблений.
Мифы о медном трубопроводе
Из-за отсутствия привычки к меди в роли материалов для систем газо-, водоснабжения и отопления, у современного отечественного потребителя есть определенное недоверие к данному металлу . Есть два мифа:
- Трубы из опасны при контакте с хлорированной водой. Безусловно, происходит движение через различные опасные механизмы пленочной пленкой.
- Медный трубопровод дорого стоит и непрактичен, невзирая на высокую стоимость. Непрактичность объясняется вероятным окислением наружной стороны труб. Более дорогая цена медных труб с лихвой покрывается долговечностью материалов и простотой установки своими руками.

Но такие мифы можно разрушить только многолетней практикой . Не зря этот металл применяется в системах водопровода еще несколько веков назад, и до сих пор в европейских странах медь имеет заслуженное признание.За счет удобства установки и качества материалов, медные трубы для домашнего водопровода более предпочтительны, и непременно найдут новых почитателей в нашей стране.
Оцените статью: Поделитесь с друзьями!Припой для пайки медных труб: твердый припой, флюс, горелка
Присоединить разнообразные жесткие изделия можно с помощью процесса припаивания, который сопровождается сложными процессами с химической и физической точки зрения. В наши дни владельцы домов и квартир монтируют в своих жилищах трубы в основном из медного или алюминиевого материала (см.Алюминиевая труба). При этом часто возникает необходимость не только правильно установить медные элементы трубных систем, и качественно их отремонтировать. Для этого обязательно придется приобрести специальный инструмент, оснащение и материалы. Неотъемлемой деталью при паянии труб является припой, при подборе которого необходимо учесть ряд важных замечаний.
Для этого обязательно придется приобрести специальный инструмент, оснащение и материалы. Неотъемлемой деталью при паянии труб является припой, при подборе которого необходимо учесть ряд важных замечаний.
Как подбирать припой?
При паянии медных изделий применяются как мягкие, так и твердые виды припоев. В случае использования мягкого припоя для соединения труб из меди достичь достижения температуры в пределах 4250С.При припаивании твердых видов припоя следует достичь рабочей температуры для паяния до 460-5600С. В этих случаях используется газовая горелка.
Вариант тиноля определяется в зависимости от процентного содержания меди и других элементов в составе сплава. В случае наличия в сплаве такого элемента, как серебро, тиноль считается серебряным. Следует знать, что при увеличении в составе увеличивается его температура плавления и улучшается обтекание участка припаивания и смачиваемость.
Увеличить качество присоединения труб из меди можно при использовании припоев медно-фосфорного типа, но при этом у них возрастет температура плавки и снизится смачиваемость, по сравнению с серебряными тинолями.
В процессе припаивания медных деталей посредством припоя медно-фосфорного типа использовать флюс нет необходимости. При обычном присоединении медных изделий между собой, а также меди с бронзовыми элементами обязательно используется флюс. Микрозазор при употреблении серебряных тинолей должен находиться в пределах 0-0,15 мм, а в случае применения припоев медно-фосфорного типа — 0,025-0,15 мм.
Медно-фосфорный тип припоя
Трехкомпонентные припои медно-фосфорного типа с процентным содержанием серебра до 15% применяются при воздействии высокой температуры в основном в холодильном производстве при использовании газа.
Специальные характеристики
Тиноли медно-фосфорного типа имеют невысокую температуру плавления. Такой тип материала значительно текуч в процессе работы с металлическими изделиями различного состава с содержанием меди. Положительным моментом данного случая является отсутствие необходимости в использовании флюса при работе с таким припоем, так как фосфор уже в нем находится.
Образовавшиеся швы при паянии таким способом получаются надежными и качественными. Такие прочные соединения требуются при установке в холодильной промышленности. Холодные установки работают с присоединениями, которые подвергаются небольшим вибрационным влияниям. При этом высокое содержание серебра в припое делает материал достаточно пластичным.
В процессе паяния арматурных деталей следует охлаждать нетермостойкие части для исключения перегревов. При присоединении металлических деталей необходимо применять продувку таким веществом, как сухой азот специальной установки.Это необходимо выполнять с целью исключения образования окалины на оборудовании. Вещества медно-фосфорного состава не при работе со стальными деталями, из-за представлений рассыпчатой пленки из фосфитов в созданном шве.
Виды медно-фосфорных припоев существуют такие:
- Тип 102 . Трехкомпонентный материал медно-фосфорного типа с процентным содержанием серебра в пределах 2%.
 Такой сплав является достаточно недорогим, имеет среднее растекание. Представляется возможным использовать при установке холодильного оборудования при соединении деталей, которые не работают вибрационная сила.При этом необходимо приобрести паяльник или газовую горелку;
Такой сплав является достаточно недорогим, имеет среднее растекание. Представляется возможным использовать при установке холодильного оборудования при соединении деталей, которые не работают вибрационная сила.При этом необходимо приобрести паяльник или газовую горелку; - Тип 105 . Трехкомпонентный материал медно-фосфорного типа с процентным содержанием серебра в пределах 5%. Такой материал имеет пластичность и медленное растекание, благодаря чему появляется возможность заполнять большие зазоры. Важно отметить, что присоединение медных деталей таким способом образовавшийся паяный шов сможет перенести небольшое вибрационное воздействие и мелкие удары. Рекомендуется применять для присоединения медных изделий, а также сплавов с ней в холодильных системах;
- Тип 115 .Трехкомпонентный материал медно-фосфорного вида с процентным содержанием серебра в пределах 15%. В результате высокого процентного содержания высокой степени пластичности. Такой способ рекомендуется использовать для присоединения медных деталей, сплавов с ней.
 Образованный шов после паяния способен переносить средние удары и вибрационные явления в период меняющихся тепловых режимов. Популярно используется такой метод при соединении холодильных систем.
Образованный шов после паяния способен переносить средние удары и вибрационные явления в период меняющихся тепловых режимов. Популярно используется такой метод при соединении холодильных систем.
Припои из серебра
Такие «инструменты» с высоким процентным содержанием серебра до 55% при высокотемпературных процессах в сфере пищевой промышленности с применением холодильного оборудования.
Специфика тинолей из серебра
Невысокая температура плавления, относительно хорошее смачивание материала при паянии являются главными достоинствами припоев из серебра. Такой материал достаточно хорошо заполняет зазоры между стыку двумя деталями, при этом блоке плотные и вакуумные швы.
Такие паяные швы требуются для монтажа и изготовления холодильных установок. Данный тиноль имеет более низкую температуру растекания по сравнению с остальными материалами припоя. Настоящий вариант позволяет применять данный припой в период обработки арматурных частей системы.
Виды серебряных тинолей существуют такие:
- Тип 1530 .
 Четырехкомпонентное с учетом процентным содержанием серебра в пределах 30%. Достаточно недорогое, имеет среднее растекание по отделываемой поверхности, достаточно хорошо заполняет зазоры.Используется в различных системах кроме пищевого оборудования из-за наличия вредного кадмия;
Четырехкомпонентное с учетом процентным содержанием серебра в пределах 30%. Достаточно недорогое, имеет среднее растекание по отделываемой поверхности, достаточно хорошо заполняет зазоры.Используется в различных системах кроме пищевого оборудования из-за наличия вредного кадмия; - Тип 530Sn . Четырехкомпонентный материал с процентным содержанием серебра до 30%. Имеет высокую температуру плавки, которая достигается посредством газовой горелки. При этом создается отличный паяный шов при любом расположении деталей. Стоит отметить, что это еще не все положительные моменты;
- Тип 538Сн . Четырехкомпонентный материал с процентным содержанием серебра до 38%.
Припаивание изделий твердым тинолем
В настоящее время существует такой способ соединения металлов, как применение твердого припоя, который замечательно подходит для создания капиллярной и щелевой пайки, присоединения труб из системы подачи воды, установки газопроводов и холодильного оборудования. Такой способ позволяет формировать надежное и качественное соединение в период работы с присоединяемыми материалами.
Такой способ позволяет формировать надежное и качественное соединение в период работы с присоединяемыми материалами.
Присоединение к трубам из промежуточной специальной пасты, газ и другие вспомогательные инструменты.Для надежного и безопасного припаивания необходимо изучить соответствующие инструкции по технологиям пайки и техники безопасности.
Как припаивать трубы?
С целью присоединения металлических заготовок собственными руками необходимо приобрести специальный инструмент, оснащение и материалы.
Для осуществления припаивания понадобится следующий инструмент:
1. Труборез.
2. Газовая горелка.
3. Шерсть металлическая.
4. Припой бессвинцовый.
5. Флюс.
Процесс паяния такой:
- Очистить участок присоединяемой детали и нанести порцию флюса;
- Надеть очищенный фитинг вручную, применяя специальный инструмент;
- Применяя газовую горелку, разогреть присоединяемый участок меди до заметного изменения ее;
- Далее, использовать припой.

Припаивание медных заготовок — труб, разнообразных деталей, представляет собой сложный процесс, который подает силу знающим и способным мастерам.
Пайка медных труб своими руками
Элементы системы отопления требуют особого ухода, к каждому элементу следует относиться очень внимательно. Установка трубопровода — это дело ответственное, поэтому сделать ее нужно с детальной точностью. К тому же трубопровод является самой важной системой отопления. При его крепже нужно обязательно соблюдать технику безопасности.
Перед тем начать как установку, тщательно все спланируйте.Сначала подберите необходимые инструменты и детали. Для монтажа трубопровода очень важно использовать точные замеры.
Измерьте диаметр оригинала либо використов для этих целей чертежный вариант. Для установки возьмите стандартные трубы из меди, которые применяются в строительстве, их диаметр должен составлять 12-18 мм.
К свойствам медных труб бактерицидность и устойчивость как к резким перепадам температуры и давления, так и к коррозии. Особенность медных труб в том, что через них не проникает ультрафиолетовое излучение, поэтому они обладают низким тепловым коэффициентом.
Особенность медных труб в том, что через них не проникает ультрафиолетовое излучение, поэтому они обладают низким тепловым коэффициентом.
Фитинги для медных труб
Для монтажа трубопровода вам потребятся следующие материалы:
— отводы,
— переходной тройник (15х12х15),
— обычный тройник (по 18 мм со всех сторон),
— цанговое соединение (разборное, на 10 мм),
— 2 муфты, переходы и водорозетки с ушками (около 15 мм)
Угол отводов должен иметь 90 °, верх должен составлять 18 мм, а низ — 15 мм.Вам понадобятся муфты — редукционная (около 18 мм) и соединительная (15-18 мм), а также переходы — с резьбы на трубы и с труб на резьбу.
Для эффективной работы нужно на долгое время обеспечить надежное отключение системы отопления. Убедитесь в том, что она действительно отключена, чтобы избежать неприятных ситуаций. Перед началом пайки медных труб своими руками сделайте в нужных местах штробы, то есть проемы.
Теперь можете приступить к процессу спайки соединений труб с водорозетками. Уберите со стены распределительный шкаф металлопластиковой системы, позже вы сможете заменить ее на медную — она более устойчива к воздействию внешней среды.
Уберите со стены распределительный шкаф металлопластиковой системы, позже вы сможете заменить ее на медную — она более устойчива к воздействию внешней среды.
При помощи медных труб отопления желательно поменять все детали, так как возникла вероятность того, что в процессе строительства достигли неисправности приборы.
Для придания трубам изгиба применяют специальную технологию.Мягкие трубы будет легко изогнуть, а вот с твердыми немного сложнее: их сначала необходимо прогреть в том месте, в котором планируется делать сгиб, после чего трубы нужно согнуть и сразу же быстро охладить.
Сгибы делаются с уменьшением уменьшения количества отходов. Плавный сгиб гарантирует уменьшение сопротивления воды, а значит — снижение вероятности загрязнения.
Далее припаиваются трубы и фитинги — это достаточно важная часть основного процесса. Трубу прогревают в нужном месте, после чего ее спаивают горелкой с другой трубой.Соединения трубно состыковываются. Граница спайки должна быть четкой на всем промежутке сплава.
Граница спайки должна быть четкой на всем промежутке сплава.
Пайка медных труб
Когда все трубы уже припаяны, их прокладывают в подготовленные ранее штробы. Чтобы при термической обработке для деформации и снижения теплопередачи не возникло проблем со стачиванием стенок труб, их необходимо изолировать от других материалов. Не забывайте про осторожность, установите на стену трубы для крепления радиатора.
Изоляция проводится скотчем либо вспенивающимся слоем изоляционного материала должен быть толщиной примерно 2 мм.В водорозетку до конечной сборки системы обязательно должен быть вкручен глушитель.
Осталось прикрепить радиаторы, после чего их необходимо подключить к общей системе. Запрещено использовать для медной системы отопления радиаторы из алюминия, потому что в результате такой установки произойдет сбой системы. Но если вы использовали не биметаллические и чугунные радиаторы отопления, то можете подобрать подходящий переходник, и тогда никакой угрозы существовать не будет.
Хотя в отопительной системе и использовались трубы из меди, коррозия всегда найдет лазейки.Чтобы предотвратить риск развития коррозии, соедините редактор со стальной трубкой. Когда к редактору присоединены ручной регулятор и другие приборы, изолируйте повторно трубы выхода.
Таким же образом вы можете установить трубы в ванной, гараже и других помещениях, в которых имеется индивидуальное отопление. При наличии трубопровода в ванной комнате сначала перекрывают доступ воды, затем меняют вентиляцию, устанавливают фильтры и переходники. Смотрим видео.
Далее всю конструкцию спаивают, разделяющие и соединяющие трубки, крепят наверх и спаивают их нижними трубами.В гараже устанавливаются так же, только сточные труб и фильтров больше, чтобы отопление и подача воды были более надежными.
Читайте также:
Пайка медных труб своими руками
Медь лучше паять, чем варить, по нескольким причинам: простота и оперативность работы, нет необходимости в дорогом оборудовании, соединения получаются прочными, надежными и стойкими к высоким температурным и механическим нагрузкам.
Низкотемпературная пайка
Применяется для организации систем водоснабжения, отопления, кондиционирования. Выполняется обычно пропановыми горелками. Температура разогрева трубы: 200-250 градусов. При мягком припое пламя горелки требуется перемещать, чтобы нагревание было постоянно равномерным.
Пример низкотемпературной пайки
Для мягкого припоя используются припои типа S-Sn97Ag5 (L-SnAg5) и S-Sn97Cu3 (L-SnCu3). Данные припои отлично подходят для систем отопления и кондиционеров, ведь они стойкость кии и механическим повреждениям.
Как осуществляется пайка систем отопления и кондиционеров? В случае если припой не плавится при касании прутком, нагрев следует продолжить. Важно постоянно перемещать пламя. Когда припой начинает плавиться, следует пламя убрать и подождать, пока припой не заполнит монтажный зазор. Заполнение зазора происходит полностью, так как не следует вводить дополнительные объемы припоя.
Что еще важно знать, осуществляя пайку медных труб на отопление и другие системы? Если вы применяете в работе стандартные прутки припоя, объем мягкого припоя должен быть равен диаметру трубы. Для удобства требуемый участок припоя загибается Г-образно. Более подробно о низкотемпературной пайке вы можете посмотреть в специальном видео.
Для удобства требуемый участок припоя загибается Г-образно. Более подробно о низкотемпературной пайке вы можете посмотреть в специальном видео.
Преимущества данного метода: прочность меди не плохая. Недостатки данного метода: худшие механические характеристики.
Высокотемпературная пайка
Применяется в тех случаях, когда система эксплуатируется при высоких температурных нагрузках (выше 110 градусов). Данный способ часто используется для организации отопительных систем.Твердая пайка выполняется исключительно газопламенным способом, так как для выполнения соединения требуется температура не ниже 700 градусов.
Прибор для высокотемпературной пайки
При применении медно-фосфорного припоя можно обойтись без флюса. Пламя горелки должно быть средним. Требуемая температура пламени: 750-900 градусов. Медные трубы нагревать равномерно, причем детали должны быть в любом положении.
При равномерном нагреве концов изделий припой хорошо заполнит монтажный зазор. Проверять готовность соединения можно прутком твердого припоя (по окончании работ он должен плавиться). Для качества работ пруток первого прогреть.
Проверять готовность соединения можно прутком твердого припоя (по окончании работ он должен плавиться). Для качества работ пруток первого прогреть.
Именно при этом способе можно использовать строительный фен. Применяется он вместо горелки. Строительный фен можно задействовать только при пайке медных труб небольших размеров. Эксплуатировать фен просто, применять тот же алгоритм работы, что и при манипуляциях с горелкой. Обучающее видео позволит вам разобраться во всех нюансах пайки.
Преимущества твердого припоя: высокая прочность шва, можно применять в системах, эксплуатируемых при высокой температуре, возможно уменьшение ширины соединения относительно мягкого припоя. Недостатки твердого припоя: происходит отжиг меди, для работы своими руками требуется опыт и квалификация, в ином случае изделие можно перегреть, что приведет к разрывам.
Флюс
Флюсы представляют собой активные химические вещества, необходимые для проведения качественной пайки.Они позволяют улучшить растекание припоя, очищают медь от разного рода загрязнений, образуют защитное покрытие от воздействия кислорода.
Флюс для пайки алюминия
При низкотемпературном способе использования используются низкотемпературные флюсы. При высокотемпературном способе соединения флюсы не требуется, достаточно очистить поверхность перед работой.
Важно: По окончании работ флюс должен быть обязательно удален. В ином случае существует риск возникновения коррозий.
Как выполняется пайка медных труб своими руками?
Труборез
Требуемые инструменты: труборез, фаскосниматель, труборасширитель, стальная ершик для чистки внутренних поверхностей медных труб, щетка для зачистки соединений, газовая горелка или фен, припой.
Рассмотрим, как паять медные трубы своими руками:
- Посредством трубореза отрезаем трубу необходимой длины. Щеткой снимаем заусеницы, внутреннюю поверхность изделия чистим ершиком;
- Посредством труборасширителя расширяем 2-й отрезок изделия до необходимого диаметра.Помните, что детали трубопровода должны входить друг в друга с небольшим зазором;
- Щеткой чистим края расширенного элемента трубопровода от загрязнений и заусениц;
- Равномерно наносим флюс на деталь медного трубопровода внутреннего диаметра;
- Соединяем обе детали трубопровода.
 Влажной тканью удаляем излишки флюса;
Влажной тканью удаляем излишки флюса; - Равномерно прогреваем соединение. Когда флюс будет серебристым, работу можно заканчивать;
- К линии стыка деталей трубопровода подносим припой.После того, как он расплавится, припой должен остыть естественным
Электрический фаскосниматель
путем. Дуть на него не нужно;
- По остывании припоя протираем соединение влажной материей. Мера эта, чтобы удалить остатки химических веществ.
Научиться паять медные детали трубопровода своими руками просто. Достаточно соблюдать инструкции. Однако если что-то так и осталось для вас непонятным, вы всегда можете включить обучающее видео, где детально рассмотрено, как паять медные трубы.
Правила и процесс пайки медных труб своими руками
Трубопроводы из меди используются в самых различных бытовых и промышленных областях. Этот материал прост в использовании, а также очень долговечен, что делает его особенно привлекательным при помощи многих инженерных систем. Трубопроводы, используемые в основе медь, используются в водопроводных системах, газо- и нефтепроводах. Они состоят из нескольких металлических элементов, требующих надежного соединения. Именно пайка медных труб, выполненная с полным соблюдением технологии, обеспечивает качественное, герметичное присоединение составных частей.
Трубопроводы, используемые в основе медь, используются в водопроводных системах, газо- и нефтепроводах. Они состоят из нескольких металлических элементов, требующих надежного соединения. Именно пайка медных труб, выполненная с полным соблюдением технологии, обеспечивает качественное, герметичное присоединение составных частей.
Прежде чем запаять медную трубку своими силами, подготавливаются необходимые инструменты и материалы. Самостоятельный ремонт будет стоить намного дешевле, чем привлекать специалиста. Имея дома комплект инструментов, можно значительно сэкономить семейный бюджет.
Свойства медной продукции
Промышленность выпускает два типа трубных изделий из меди (не менее 95% основного материала): отожженного типа, не отожженные. Технология пайки медных труб зависит именно от их вида и использует оборудование.Отожженные изделия проходят после формовки финальную термическую обработку при + 600-700 ° С. Она восстанавливает эластичные свойства, а также повышает их характеристики — выдерживать давление замерзшей свойства воды.
При этом их прочность заметно понижается при увеличении температуры системы. Пайка медной трубы зависит от ее физических свойств. Не отожженные изделия выпускаются мерными штангами длиной 3, а также 5 м, отожженные — бухтами, содержащими трубы по 25 либо 50 м.Чтобы правильно припаять медную трубку в домашних условиях, рекомендуется просмотреть видео, объясняющее, как припаять элемент.
Технология пайки и этапы работ
Приводных бытовых систем, предполагающих пайку медных трубок твердым припоем, может использовать мягкий материал. Область соединения прогревается до + 250-300 ° С, что позволяет припою равномерно растекаться по поверхности. При этом не допускается длительное воздействие данных температур на материал.
Использование мягкого спаивания предусматривает возникновение капиллярного эффекта. Припойно равномерно растекается на всей обрабатываемой области независимо от ее положения./Soldercopperpipe-GettyImages-157186637-597579fec4124400114f2c5f.jpg) Между фитингом и трубкой максимальный зазор рекомендуется выдерживать не более 0,1-0,15 мм. Именно эти значения обеспечат надежную фиксацию при использовании припоя.
Между фитингом и трубкой максимальный зазор рекомендуется выдерживать не более 0,1-0,15 мм. Именно эти значения обеспечат надежную фиксацию при использовании припоя.
Технология паяния методов, которые используют низкотемпературное воздействие, наиболее широко. Он используется при эксплуатации комплексов отопления и водопроводов, которые эксплуатируются при температуре до +110 ° С.Процесс пайки медной трубы высокотемпературным методом использует твердые припои, а также используемые в сетях, предназначенных для высокого давления, с повышенными нагрузками.
Подготовительный этап
На первоначальном этапе выполняется подготовка рабочего места для пайки медных труб, а также установка необходимого инструмента и приспособлений. Обязательно наличие зажимов либо вспомогательных приспособлений. Соединение спаиваемых деталей должно иметь плотное прилегание.Края спайки медных труб обязательно обрабатываются напильником, абразивом либо шлифовальной шкуркой для создания ровного среза. Данная операция используется как с внешней поверхностью, так и с внутренней трубной частью.
Данная операция используется как с внешней поверхностью, так и с внутренней трубной частью.
Выбор необходимых инструментов и материалов
Выполнение трубных соединений из использования предположения определенного оснащения. К нему относятся вспомогательные принадлежности для медных труб либо горелка, соответствующие припой и флюс, механический труборез, приспособление для снятия фасок, различные детали для соединений (фитинги), дополнительное оборудование.
Инструменты, необходимые для пайки, не имеют высокой стоимости и требуют всего лишь небольшой практики для использования. Перед началом начала работ желательно провести небольшую тренировку на обрезках для получения необходимых навыков. Это предоставит возможность освоить технологию со всеми нюансами выполнения ремонта.
Припои и флюсы
Для надежного соединения трубочек из средств массовой информации применяется специальный припой для спаивания, а также флюс для обезжиривания в области соединения. Этот состав обеспечивает прочное и герметичное соединение соединяемых участков. При использовании твердого и мягкого припоев в быту приложения составы с оловом, содержащие висмут, медь, серебро, сурьму. Наиболее качественные химические перевозки с серебром.
Этот состав обеспечивает прочное и герметичное соединение соединяемых участков. При использовании твердого и мягкого припоев в быту приложения составы с оловом, содержащие висмут, медь, серебро, сурьму. Наиболее качественные химические перевозки с серебром.
Вспомогательные материалы
Пайка медных труб невозможна без использования дополнительных принадлежностей. К главным элементам относится труборез либо ножовка с полотном по металлу.Для точного позиционирования изделия используется плотницкое стусло.
Для зачистки накладок ершики, а также щетки, шлифовальная шкурка. С ее помощью обрабатываются как внутренние края изделия, так и внешние. Регулировать необходимый температурный режим можно феном, направляя струю горячего воздуха в рабочую область.
Процесс и методы пайки
Ремонт трубопроводных комплексов использование системы при термических нагрузках до +110 ° С. При этом соединение элементов выполнено при значениях больших данных значений — + 250–300 ° С. Именно за счет пайки медных труб своими руками при температурех герметично соединяет стыковочные детали. Использование обычного паяльника промышленных ремонтов, поэтому на производстве применяются газовые горелки.
Именно за счет пайки медных труб своими руками при температурех герметично соединяет стыковочные детали. Использование обычного паяльника промышленных ремонтов, поэтому на производстве применяются газовые горелки.
На начальном этапе соединяемые элементы закрепляются, подготавливаются их соединяемые кромки. После обработки флюсом выполняется спаивание соединяемых частей. По окончании процесса место скрепления остужается, защищается для удаления остатков флюса.
В зависимости от технологического процесса выполняется низкотемпературное спаивание либо высокотемпературное воздействие на деталь. Эта разница заключается в использовании термической обработки до +250 ° С или же выше данного значения.
Как правильно паять медь газовой горелкой
Ремонт трубопроводов в домашних условиях производит горелками ручного типа, создающими поток достаточно высокой температуры (порядка +1100 ° С).Качественный инструмент имеет специальный вентиль для регуляции длины пламени, а также функцию пьезоподжига. К примеру, пайка радиатора кондиционера с таким оснащенным прибором выполняется легко и быстро.
К примеру, пайка радиатора кондиционера с таким оснащенным прибором выполняется легко и быстро.
При использовании полупрофессиональных, а также бытовых моделей следует внимательно относиться к температурным показателям и вовремя отключать прибор. Эти элементы не предназначены для длительного использования.
Техника пайки паяльником
Перед тем как спаивать медные трубки паяльником следует зачистить соединяемые области.По завершении механической обработки наносится флюс при помощи кисточки, детали соединяются. Небольшое прокручивание материалу равномерно распределиться по поверхности. Для закрепления медных труб используется паяльник. Электропаяльником обрабатываются скрепляемые участки для равномерного распределения припоя. По окончании процедуры соединяемый участок охлаждается и освобождается от излишков флюса.
Низкотемпературная пайка
Выполнение спаивания изделий из меди методом низкотемпературного метода производства пропановыми горелками. Чтобы понять, как правильно проводить пайку медных трубок с их помощью, ознакомиться с технологическим процессом. Температурный нагрев места соединения показывает порядок +2500 ° С. Контактируемый участок в постоянном движении, что обеспечивает возможность его равномерного прогревания. Использование капиллярного эффекта значительно ускоряет процесс и делает его более качественным.
Чтобы понять, как правильно проводить пайку медных трубок с их помощью, ознакомиться с технологическим процессом. Температурный нагрев места соединения показывает порядок +2500 ° С. Контактируемый участок в постоянном движении, что обеспечивает возможность его равномерного прогревания. Использование капиллярного эффекта значительно ускоряет процесс и делает его более качественным.
Высокотемпературная пайка
Данный метод используется при показателе температуры порядка + 7000-9000 ° С.Пайка медных трубок осуществляется газовыми горелками в любом пространственном положении. При этом теплота равномерно распределяется по всему обрабатываемому участку. При температурной разнице соединяемых элементов припой перемещается к основному источнику теплоты, минуя соединительный зазор.
Достоинства сварного метода соединения
Выполнив пайку медных трубок своими руками с соблюдением технологии, соединению безопасной долговечности и прочностью. При этом соединения доступны и просты в эксплуатации. Перед тем как спаять медные трубки в бытовых условиях, рекомендуется ознакомиться с технологией работ. Трубкой, спаянной в домашних условиях, можно надежно пользоваться десятилетиями. Использование разнообразных сварочных схем возможность выбора приемлемых условий сварного соединения.
Перед тем как спаять медные трубки в бытовых условиях, рекомендуется ознакомиться с технологией работ. Трубкой, спаянной в домашних условиях, можно надежно пользоваться десятилетиями. Использование разнообразных сварочных схем возможность выбора приемлемых условий сварного соединения.
Меры безопасности
Способы обеспечения мер безопасности как при использовании электроинструмента, так и при работе с газовым оборудованием.Заранее позаботьтесь об элементарных средствах пожаротушения, защитной амуниции. В месте проведения работ следует оборудовать хорошую вентиляцию. Любые работы необходимо исключительно в конструкции спецодежде.
Пайка медных труб — видео урок
Для пайки медных труб используется в основном 2 метода. Высокотемпературная пайка используется в тех случаях, когда на водопровод ожидается повышенная нагрузка. Для бытового применения медных труб обычно используется низкотемпературная пайка.
Подготовительные работы
Самое главное на подготовительном этапе создания состояния между соединяемыми поверхностями. Поверхности должны быть абсолютно ровными и гладкими. Поэтому следует удалить все заусеницы и неровности. Монтаж медных труб на видео осуществляется после того, как поверхность подготовлена. Срез трубы должен быть строго перпендикулярно оси, для этого нужно использовать для резки труб только специальный инструмент.
При необходимости очистить спаиваемую поверхность от окисной пленки или механических загрязнений.Для этого используют наждачную бумагу или металлическую щетку, а затем протирают поверхность сухой тряпочкой.
Нанесение флюса
Флюс — это специальное химическое вещество, которое наносит на зачищенную поверхность трубы, во избежание ее окисления. Флюс наносят только снаружи на ту часть трубы, которая будет в дальнейшем соединена с раструбом или фитингом. Внимательно посмотрите, как производится спайка медных труб на видео.
После того, как флюс был нанесен, нужно сразу же соединить детали, чтобы на влажную поверхность не попали посторонние частицы.
Низкотемпературная пайка
Для публикации трубку используют специальную пропановую горелку. Трубу разогревают до 200-250 градусов. Горелку перемещают, чтобы добиться равномерного перемещения всей свариваемой поверхности.
Достаточность системы можно проверить, коснувшись капиллярной щели прутком припоя. Опытные мастера определить оценку по цвету поверхности и появлению дыма от флюса.
Монтаж медных труб, видео это хорошо демонстрирует, не такой уж простой процесс, но достаточной теоретической и практической подготовки его вполне можно освоить.
Пайка медных трубок газовой горелкой и твердым припоем: Виды и инструменты + Фото и Видео
Соединение металла при помощи припоя применяемых с древних времен. Многие мастера выполнять повторяющиеся работы. Пайка медных труб при помощи газовой горелки заставит поволноваться даже доку.
Многие мастера выполнять повторяющиеся работы. Пайка медных труб при помощи газовой горелки заставит поволноваться даже доку.
Неправильный монтаж, может привести к не герметичности трубы, и даже к пожару.Если четко следовать инструкции, правильно подобрать нужный качественный материал и надлежащие инструменты, оборудовать рабочее место, то можно избежать всех казусов.
Как сделать качественную пайку медных труб расскажем в статье.
Содержание статьи:
О навыке и умении пайки
Конечно, не обязательно обладать умением пайки, но приобрести это навык желательно. Медные трубы сейчас применяются редко для оборудования системы водопровода из-за своей дороговизны.Несмотря на это, они лучшие технологии.
Медь гибкая, долговечная, легко поддается пайке. Медную систему можно бетонировать, с ней ни чего не случиться. Все затраты окупятся одним сроком службы. К тому же умение паять пригодится не только для создания водопроводной системы.

Как паять медные трубы
С чего начать газовую пайку медных труб?
Существует два вида пайки
- 1.высокотемпературная
- 2.капиллярная низкотемпературная
Принцип
Пайка медных изделий при высокой температуре — это монтаж деталей при превышающей + 450 градусов. Припоем выступают тугоплавкие материалы: медь или серебро. Они очень твердое и качественное не подверженное температурному воздействию.
Твердая и мягкая пайки
Особенность данного припоя в том, что остывать он должен естественным образом, без воздействия вспомогательного охлаждения.Именно это дает высокое качество соединения.
Такую пайку называют — твердой. Такой вид соединения применяются для изделий диаметром 12-159 мм. Высокотемпературная пайка идеально подходит при установкеже отопительной системы.
Главное из достоинств, что можно подключить дополнительный отвод не прибегая к демонтажу.
Низкотемпературная — мягкая пайка
Этот вид пайки производится ниже +450 градусов. Для припоя применют такие металлы, как олово или свинец.Соединительный шов может быть от 7 мм до 50 мм. Из-за использования данного вида припоя, называют пайку мягкой. Конечно оно не такое прочное, как при пайке выше +450 градусов, но так же обладает своими преимуществами.
Для припоя применют такие металлы, как олово или свинец.Соединительный шов может быть от 7 мм до 50 мм. Из-за использования данного вида припоя, называют пайку мягкой. Конечно оно не такое прочное, как при пайке выше +450 градусов, но так же обладает своими преимуществами.
Мягкую пайку хорошо применять для монтажа деталей с не большим диаметром.
Низкотемпературная пайка более безопасная.
Возможен ниже монтаж низкотемпературной пайкой труб для условий системы отопления, при соблюдении, что температура отопительной магистрали будет +130 градусов.
Инструмент для пайки
Изначально надо подготовить все необходимое для работы.
- Флюс . Он необходим для смазки деталей перед монтажом и удалением оксидов, увеличения адгезии, пониженного натяжения.
 Вид флюса зависит от типа спайки.
Вид флюса зависит от типа спайки. - Припой . Вид металла припоя зависит от выбранного варианта пайки. Высокотемпературная пайка: серебро или медь. При мягком соединении: олово или свинец.
Любой вид припоя изготавливается в проволочном виде диаметром 3мм.Для сварки при высокой температуре, на упаковке присутствует надпись «Lead Free» то есть без свинца.
- Труборез . Им нарезаются необходимые размеры.
Важно подобрать инструмент надлежащего качества. Медь — мягкий металл, использование плохого инструмента может привести к деформации материала.
- Фаскосниматель . Им удаляются все заусенцы.
- Газовая горелка с узконаправленным пламенем.
Оборудование работает на пропане и бутане или на чистом бутане.
Также соединение может быть электрическим паяльником для такого типа соединения. Этот способ позволяет для любого вида пайки.
Этот способ позволяет для любого вида пайки.
- Маркер или карандаш . То чем оставлять разметки.
- Рулетка, м олоток, уровень
Очередность операций пайки газовой горелкой
- Отрезаем изделие по замеру.Деталь держим четко перпендикулярно к инструменту для ровного среза. Зажимаем изделие и делаем вращательные движения труборезом. В конце очередного оборота натяжной болт затягиваем на одну треть. Заусенцы при правильно выполненном срезе образуются только внутри изделия. В итоге получается труда с минимальной неровностью.
- Снимаем все заусенцы. Иначе детали не соединятся герметично и плотно.
- По же принципу готовим другую деталь.
- Вставляем детали одну в другую.Смотрим, все ли подходит.
- Зачищаем
- Обезжириваем.
Обратите внимание, размер соединения ровняться диаметру трубы.
- Смазываем флюсом поверхности изделий.
 Кисточкой или другим способом, внимательно наносим реагент на внешнюю поверхность изделия, равномерно распределяем. Лишний флюс не допустим.
Кисточкой или другим способом, внимательно наносим реагент на внешнюю поверхность изделия, равномерно распределяем. Лишний флюс не допустим. - После нанесения флюса детали надо соединить, очень оперативно, чтобы исключить попадание соринок. Соединяем с помощью вращения, до упора.
- При низкотемпературной пайке — пламя горелки должно попадать точно на стык. Образующееся пятно надо все время перемещать. Припоем периодически касаемся шва. Когда разогреты до нужной температуры, он начал плавиться. Как процесс плавки начался, убираем горелку. Даем припою растечься.
Обратите внимание, данный вид соединения не разрешает добавление припоя, металл соединение плавиться от тепла деталей.
- Как только припой заполнит стык, даем остыть.
Важно. Не допустить перегрева меди. В этом варианте флюс утратит свойства, что негативно отразится на качестве выполненной работы.
- Высокотемпературная пайка газовой горелкой производится аналогично.
 Только рекомендуется разогревать детали быстро. Оптимальное пламя ярко — синее. Как только медь станет темно-бордового цвета — это знак качественного прогрева. В это момент наносим припой. Он должен быстро расплавиться от температуры деталей и заполнить все зазоры.
Только рекомендуется разогревать детали быстро. Оптимальное пламя ярко — синее. Как только медь станет темно-бордового цвета — это знак качественного прогрева. В это момент наносим припой. Он должен быстро расплавиться от температуры деталей и заполнить все зазоры.
Для более комфортного нанесения припоя, его можно подогреть горелкой.
- После выполнения работы. Даем остыть. Естественным образом.
- Остывшую поверхность тщательно очищаем от остатков флюса.
ВНИМАНИЕ !!!! Не трогайте изделие, пока оно не остынет. Можно получить сильный ожог. Не брызгайте на него воду, что бы проверить температуру. Остывшую трубу видно по цвету.
БЕЗОПАСНОСТЬ
- Не берите детали голыми руками.
 Мель обладает высокой теплопроводностью. Используйте специальные инструменты или защитные перчатки
Мель обладает высокой теплопроводностью. Используйте специальные инструменты или защитные перчатки - Очень аккуратно работайте с флюсом. Агрессивный состав. Если попал на кожу. Промойте большим количеством воды.
- Одежда. Ни какой синтетики и легковоспламеняющихся тканей.
- Флюс при нагревании испаряется. Пары ядовиты. Оденьте респиратор. Помещение должно быть проветриваемым.
- Всю конструкцию соберите на полу и только после этого начинайте монтаж.
Для того, чтобы избавиться от лишних припоя и флюса с внутренней поверхности изделий, промойте их водой разной температуры.
Частые ошибки при совершении пайки медных газовой горелкой
- Внешние недостатки на соединительных частях
- Плохая очистка труб
- Малая ширина зазора
- Плохой прогрев
- Не равномерно нанесен флюс
- Перегрев. Сгорание флюса
- Ожоги при проверке трубы
- Нарушение норм безопасности
Прежде чем начать работать, попробуйте соединить несколько мелких деталей 3-4 шт.