
Монтаж системы отопления из полипропиленовых труб своими руками, пайка труб стояка, сварка, срок службы, эксплуатация
Содержание:
1. Основы производства полипропиленовых труб для отопления
2. Достоинства отопительных контуров из полипропилена
3. Сварка и монтаж системы отопления из полипропиленовых труб
4. Правила сварки труб между собой
Чтобы грамотно сделать систему теплоснабжение в постройке любого типа, важно не только соблюсти все процедуры установки, но и предварительно выбрать оборудование, которое будет использовано для такой работы, в частности, материал, из которого будут изготовлены трубы. Сегодня широкую популярность приобрел монтаж системы отопления из полипропиленовых труб, а также медных изделий и труб из металлопластика.
Классический вариант отопительного контура, выполненного из черного металла, сегодня применяется все реже. Предпочтение же чаще отдается монтажу системы отопления из полипропилена.
Конструкция этих труб включает в себя следующие структурные элементы:
- непосредственно сами трубы;
- тройники;
- фитинги;
- муфты;
- отводы.
О том, как следует оборудовать отопление полипропиленовыми трубами своими руками, а также о технических особенностях и достоинствах таких систем далее и пойдет речь.
Основы производства полипропиленовых труб для отопления
Основным материалом для изготовления труб такого типа выступает пропиленовый полимер, который обрабатывается экструзионным способом. Такая обработка делает возможным хорошее сцепление структурных частей трубы. Если говорить о специальной арматуре запорного типа, а также фитингах, то эти элементы полипропиленовых труб для отопления производятся путем инжекционного прессования.
Монтаж системы отопления полипропиленовыми трубами может быть выполнен с применением не только однотонного материала.Современный строительный рынок предлагает широкую цветовую гамму таких изделий, что позволяет удачно вписать отопительный контур в тот или иной интерьер.
Для того чтобы выбрать желаемый оттенок трубы, всегда можно обратиться к специалистам по установке, которые готовы предоставить многочисленные фото вариантов этих труб самых разных цветов.
Система отопления из полипропиленовых труб часто предусматривает использование армированных деталей, обработка которых выполняется посредством алюминия или стекловолокна.
Специалисты не рекомендуют применять трубы без армирования, они подойдут лишь для устройства системы водоснабжения, так как показатель их температурного расширения является очень высоким. Это значит, что стояк отопления из полипропиленовых труб обязательно должен быть предварительно обработан специальным покрытием, предотвращающим увеличения объема всей конструкции под воздействием высокой температуры.
Стандартная армированная полипропиленовая труба включает в себя три слоя:
- внутренний, состоящий непосредственно из полипропилена;
- слой, основу которого может составлять либо фольга на алюминиевой основе, либо стекловолокно;
- внешний слой, также включающий в себя полипропилен.
Достоинства отопительных контуров из полипропилена
Использование полипропиленовых труб в отоплении обусловлено массой преимуществ, среди которых можно отметить следующие:
- срок службы полипропиленовых труб отопления составляет от 25 до 50 лет;
- благодаря особому составу внутренние стенки таких труб не подвержены образованию коррозии;
- даже в условиях высоких температур полипропилен стойко переносит химические воздействия;
- теплоноситель в отопительном контуре из полипропилена не издает неприятных шумов;
- надежность стыков этих элементов позволяет оборудовать надежную и целостную конструкцию;
- выполняя такую процедуру, как пайка отопления полипропиленовыми трубами, не потребуется использовать сложное строительное оборудование, так как достаточно будет лишь воспользоваться стандартным аппаратом для сварки или паяльником;
- стоимость труб из полипропилена доступна для рядового потребителя;
- благодаря особым свойствам такого материала, он не пропускает сквозь себя кислород, что позволяет защитить систему от образования в ней ржавчины и от порчи деталей из металла;
- прочность полипропиленовых труб весьма высока;
- не менее важное свойство этих изделий – их экологичность и безвредность для жильцов.

Сварка и монтаж системы отопления из полипропиленовых труб
Смонтировать отопительную систему из полипропиленовых труб собственноручно вполне реально, причем для выполнения такой работы нет необходимости обладать специальными строительными навыками. Важно лишь четко соблюдать весь алгоритм действий, предписанный инструкцией по установке, и грамотно выполнять все процедуры.
Как уже упоминалось, чтобы оборудовать такую систему теплоснабжения, потребуется наличие самих труб, фитингов, а также инструментов для сварки. Что касается последних, то здесь важно использовать определенный ряд строительного оборудования.
Так, к сварочным инструментам, предназначенным для соединения частей полипропиленовых труб, принято относить следующие:
- оборудование, именуемое сварочным аппаратом и представляющее собой нагреватель или паяльник;
- насадки на трубы;
- специальное устройство – шейвер, которому отводится роль удаления фольги на основе алюминия;
- инструмент для разрезания труб, например, кусачки или труборез;
- фаскосниматель.
Если пренебречь данным списком инструментов и попытаться воспользоваться оборудованием, имеющимся тут же под рукой, качественно соединить между собой части труб из полипропилена не получится.
Правила сварки труб между собой
Порядок работы при соединении труб из полипропилена между собой путем сварки должен быть следующим:
- Для начала следует насадить фитинг на специально предназначенный для этого нагревательный штырь, а с обратной стороны вставить трубу в гильзу.
- После этого детали следует продержать на паяльнике такое количество времени, чтобы они в достаточной степени размягчились и были готовы для скрепления между собой (как правило, это время зависит от толщины трубных стенок). При желании фото с параметрами сроков выдержки изделий на паяльнике всегда можно найти у специалистов по монтажу такого оборудования.
- Далее, сняв детали с нагревателя, их требуется быстро и плотно соединить друг с другом путем сжатия.

Подобные вышеописанные действия являются единственно правильными при обустройстве отопительный системы из полипропиленовых труб, поэтому их соблюдение является основным критерием того, будет ли такая система функционировать нормально и качественно или нет. Читайте также: «Как сделать монтаж отопления в частном доме – от планирования до установки своими руками».
|
11.11.13 Источник: http://kanalizaciyadoma.ru/ Сварка полипропиленовых труб своими руками выполнима, правда, много кто об этом даже не догадывается. Выполняется сварка при помощи нагретого инструмента в раструб и применяется для того чтобы соединить трубы и детали. Сварка труб из полипропилена Нагревание свариваемых поверхностей происходит при помощи нагретого металлического инструмента – сварочными насадками, покрытыми тефлоновым слоем. дрон или та половина, на которую нужно одеть фитинг; гильза или же половина, в которую помещается конец трубы. Совет! Необходимо совместить полипропиленовый фитинг с дроном до упора, при этом полипропиленовую трубу нужно совместить с гильзой так же до упора. Сделать это нужно очень быстро, настолько, насколько возможно. Сварка и пайка пластиковых труб В том случае, если производится сварка пластиковых труб своими руками, нужно помнить о том, что у полипропиленовой трубы, которая предназначена для муфтовой сварки, наружный диаметр немного превышает номинальный, при этом полипропиленовый фитинг имеет внутренний диаметр немного меньше, чем номинальный. При этом у сварочных насадок конические поверхности и диаметр в их средней части равен номинальному, поэтому, не произведя нагрев совместить трубу и фитинг не получится не только друг с другом, но и со сварочными насадками. По мере того как происходит совмещение горячей сварочной насадки вместе с трубой, происходит оплавление наружного слоя трубы и выдавливание валика, при этом происходит достаточный прогрев внутренних слоев трубы для того, чтобы сжаться и не препятствовать входу трубы в сварочную насадку. Мало отличаются процессы, происходящие при совмещении дрона и фитинга. Для того чтобы все получилось нужно специальное оборудование для сварки полипропиленовых труб, без которого вышеописанного не произойдет. Дальнейшее продвижение сварочной насадки происходит до упора фитинга в округлое основание сварочной насадки. При этом происходит оплавление наружного среза фитинга и также выдавливание валика (гранта), правда, он имеет незначительную высоту.  При дальнейшем продвижении трубы внутрь насадки ее торец в конечном итоге упирается в то же округлое основание. При этом происходит оплавление и скручивание наружного ребра торца, также выдавливается грант, имеющий небольшую высоту. В тот момент, когда упирается труба и фитинг можно почувствовать рукой, причем это ощущается не только при выполнении ручной сварки, но и при сварке на сварочном аппарате. Важно помнить о том, что после того как будет найден упор, больше давить не нужно. Сварка труб ПВХ Если сварка пвх труб ручная, то держите фитинг и трубу, чтобы произошел нагрев. Если же используется механический аппарат для сварки труб, то просто зафиксируйте трубу фиксатором, который есть у всех приличных сварочных аппаратов. После того как произведен нагрев, нужно одновременно снять фитинг и вынуть трубу. Сделать это нужно настолько быстро, насколько это будет возможно. После этого труба совмещается с фитингом до упора. Само собой разумеется, что остывание поверхностей происходит очень быстро, при этом оно зависит от того, на какую глубину произошел прогрев. Монтаж труб В том случае, если монтаж полипропиленовых труб своими руками выполнен правильно, то получится цельная полипропиленовая деталь. Стыковая сварка пластиковых труб из полипропилена и полиэтилена Если проводилась стыковая сварка полиэтиленовых труб вручную, то это время используют для того, чтобы устранить возможные перекосы. Защищаемся от ошибок В том случае, если совмещая трубу и фитинг не ввести ее до самого упора, то останется промежуток между упором фитинга, расположенном внутри и торцом трубы. На установленном трубопроводе у такого соединения отмечается меньшая толщина стенки и большой внутренний диаметр. Срок эксплуатации такого участка снижается относительно всего трубопровода канализации автономной.
Полипропиленовые трубы и фитинги, а также оборудование для монтажа и сварки Вы можете приобрести в магазинах «ИНСТАЛ». Разделы / Отопление |



 Правда, окончательную прочность соединение приобретет только тогда, когда трубы остынут до 40 градусов. Время, за которое это произойдет, также зависит от диаметра.
Правда, окончательную прочность соединение приобретет только тогда, когда трубы остынут до 40 градусов. Время, за которое это произойдет, также зависит от диаметра.
Паяльные жала (сделай сам)
Обновлено: 21 июня 2017 г.
Пусть протекающие трубы не испортят вам настроение
Следующий проект›
Семейный мастер на все руки
Не позволяйте медным трубам мешать вам делать водопровод самостоятельно. С помощью этих советов вы всегда сможете получить герметичные соединения с первой попытки.
Авторы журнала «Сделай сам» из журнала «Семейный мастер на все руки»
Пайка соединения медных труб.
Я научился паять в старшей школе. Это было на удивление просто — настолько просто, что мой учебник описывал весь процесс всего за пять шагов:0003
- Тщательно очистите конец трубы наждачной бумагой.

- Тщательно очистите внутреннюю часть фитинга проволочной щеткой.
- Обильно нанесите флюс на трубу и фитинг и соберите соединение.
- Нагрейте фитинг (не трубу) пропановой горелкой в течение примерно 30 секунд.
- Прикоснитесь паяльной проволокой к соединению.
Следуя этим основным шагам, я успешно пропаял несколько соединений и поздравил себя с тем, что стал опытным сантехником. Но когда я взялся за свой первый реальный проект сантехники, я обнаружил, что основ не всегда достаточно. После нескольких ошибок и множества советов я научился некоторым хитростям для успешной пайки. Вот коллекция моих любимых.
Разберите клапаны перед пайкой
Тепло повреждает клапаны
Чтобы тепло не повредило резиновые или пластиковые детали внутри, разберите клапаны перед пайкой.
Чтобы тепло не повредило резиновые или пластиковые детали внутри, разберите клапаны перед пайкой. Большинство клапанов, таких как показанный здесь запорный патрубок, можно легко разобрать и собрать за несколько секунд. Шаровые краны являются упрямым исключением. К счастью, шаровые краны не так легко повредить при нагревании. Просто обязательно откройте клапан и сконцентрируйте тепло на фитинговых концах корпуса клапана.
Шаровые краны являются упрямым исключением. К счастью, шаровые краны не так легко повредить при нагревании. Просто обязательно откройте клапан и сконцентрируйте тепло на фитинговых концах корпуса клапана.
Не допускайте попадания припоя на резьбу
Не допускайте попадания припоя на резьбу
Покройте резьбу трубной смазкой, чтобы защитить ее от припоя.
Даже небольшая капля припоя на резьбе фитинга может сделать затяжку фитинга практически невозможной. Резьбовой фитинг лучше всего припаять к трубе до того, как вы подсоедините другой конец трубы. Таким образом, вы сможете поставить трубу вертикально, чтобы лишний припой стекал с резьбы. При припаивании резьбового фитинга к уже установленной трубе защитите резьбу толстым слоем пасты для труб (также называемой «герметиком для резьбы» или «герметиком для соединения труб»). Тепло от горелки высушит пасту, и она станет бесполезной в качестве герметика. Вытрите его и нанесите новый раствор.
Остановите воду хлебом
Хлеб хорош не только для подливки, но и для впитывания
Вода рассеивает тепло — скатайте белый хлеб в шар и заткните его глубоко в трубу, чтобы вода не попала в место пайки.
Если через соединение капает немного воды, фитинг не может быть достаточно горячим, чтобы расплавить припой. Чтобы остановить струйку, скатайте белый хлеб в шар и засуньте его глубоко в трубу. Хлеб будет удерживать воду достаточно долго, чтобы вы могли спаять соединение (работайте быстро!), а затем быстро растворится, когда вы снова включите воду.
ВНИМАНИЕ!
Используйте только белый хлеб. Цельная пшеница содержит песчаные зерна, которые могут застревать в клапанах.
Дайте паяным соединениям остыть
Горячий припой хрупок. Даже легкие движения, такие как вибрация от ближайших ударов молотка, могут разрушить паяное соединение, которое еще не остыло. Дайте ему остыть в течение нескольких минут, прежде чем прилагать к нему какие-либо усилия.
Не сжигайте флюс
Если флюс начинает дымиться или чернеть при нагревании стыка, это означает одно из двух: вы перегрели стык, удерживая на нем горелку слишком долго, или, что более вероятно,— вы держите горелку слишком близко, пытаясь слишком быстро нагреть соединение. Отойдите и не торопитесь. Если флюс сгорит, припой свернется в шарики и скатится с трубы, а не прилипнет, как должен.
Отойдите и не торопитесь. Если флюс сгорит, припой свернется в шарики и скатится с трубы, а не прилипнет, как должен.
Газ MAPP против пропана
Пропановая горелка — традиционное оружие сантехников, работающих по выходным. Он отлично подходит для большинства работ и дешев: вы можете получить 14 унций. одноразовый баллон с пропаном и фонарик примерно за 20 долларов.
Большим преимуществом газа MAPP (метилацетилен-пропадиен) является то, что он горит более чем в два раза горячее, чем пропан. Это означает, что соединение нагревается достаточно, чтобы расплавить припой в два раза быстрее; вы сэкономите от 15 до 30 секунд на каждое соединение. Газ MAPP также позволяет паять большие трубы (с пропаном трудно пайку труб диаметром более 1 дюйма). Но вы платите за дополнительное тепло: баллон с газом MAPP стоит примерно в два раза дороже, чем пропан, и требует специальной горелки, которая будет стоить двадцать долларов или больше.
МАПП и баллоны с пропаном и горелки.
Собрать и припаять все концы фитинга сразу
Нельзя, например, вставлять трубу в один конец колена и припаивать его, а затем вставлять и припаивать вторую трубу. Если вы это сделаете, вы, вероятно, испортите первый косяк.
Защита близлежащих соединений от нагревания
Защита близлежащих соединений от нагревания
Оберните близлежащие соединения мокрой тряпкой, чтобы они не нагревались настолько, чтобы размягчить припой.
Если вы припаиваете 3 дюйма или менее от другого паяного соединения, оберните его влажной тряпкой, чтобы он не нагревался настолько, чтобы размягчить припой. Тряпка должна быть из хлопка, а не из синтетического материала, который может загореться.
Если стык протекает, пропаяйте заново
Сначала перекройте воду и откройте кран ниже места протечки, чтобы дать трубе стечь. Затем смажьте соединение припоем, нагрейте его и добавьте еще припоя. Обычно это работает. Если это не так, вам придется разобрать соединение и начать все сначала.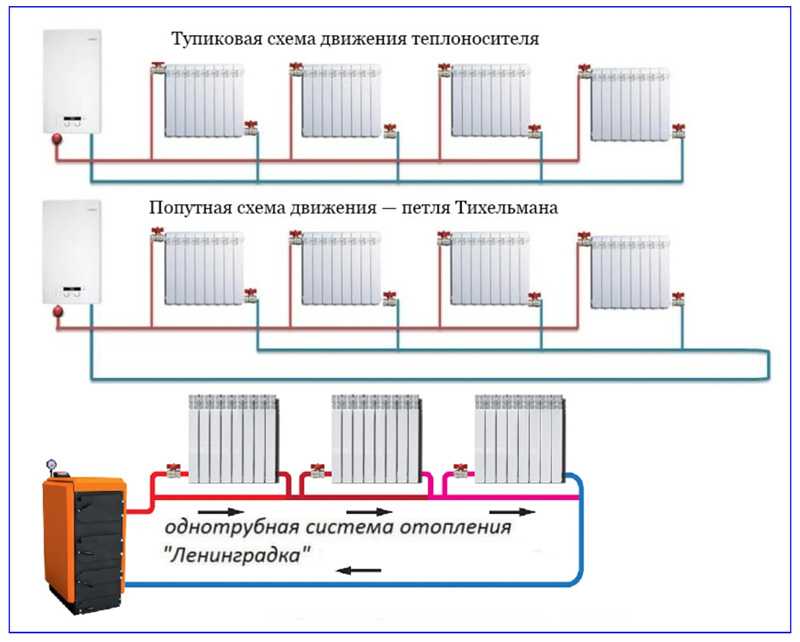
Необходимые инструменты для этого проекта
Подготовьте необходимые инструменты для этого проекта «Сделай сам» перед началом — вы сэкономите время и нервы.
- Паяльная горелка
Необходимые материалы для этого проекта
Избегайте походов за покупками в последнюю минуту, подготовив все материалы заранее. Вот список.
- Emory Cloth
- Поток
- MAPP GAS
- Propane
- Паяль
Паяльные жала | | Теплый пол своими руками
Тщательная очистка труб и фитингов
Содержимое
Любой сантехник скажет вам, что очистка является ключом к получению прочных, герметичных соединений при пайке медных труб. Медь окисляется. Со временем блестящий медный блеск сменяется тусклым коричневым налетом окисления. Удаление этого покрытия необходимо для создания идеального сантехнического соединения. Наждачная ткань сантехника, стальная мочалка, наждачная бумага, наждачная шкурка и пескоструйная обработка — все это методы, используемые для удаления коричневого слоя окисления и восстановления блестящего, легко поддающегося пайке медного блеска.
Наждачная ткань сантехника, стальная мочалка, наждачная бумага, наждачная шкурка и пескоструйная обработка — все это методы, используемые для удаления коричневого слоя окисления и восстановления блестящего, легко поддающегося пайке медного блеска.
Необходимо тщательно очистить как внешнюю часть трубы, так и внутреннюю часть фитинга… .даже новые трубы и фитинги. Чем чище труба, тем лучше соединение.
Слегка флюсовать обе поверхности, подлежащие пайке
Затем паяльную пасту наносят на внешнюю сторону медной трубы и внутреннюю часть припаиваемого фитинга. Нет необходимости наливать огромные куски флюса на медь. Достаточно легкого ровного покрытия. Кисточку или две для флюса следует приобрести вместе с тюбиком паяльной пасты. Это не всегда легко, но старайтесь содержать использованную щетку в чистоте, храня ее между использованиями в пластиковом пакете.
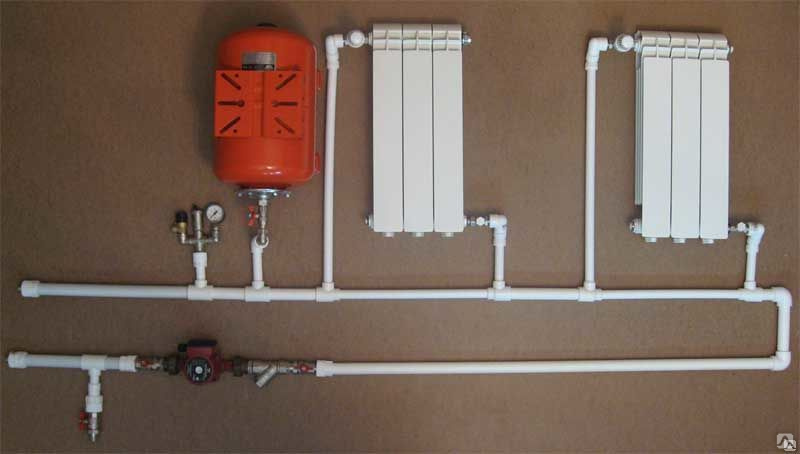
Подготовка нескольких соединений
Сантехнические работы — это упражнение, позволяющее добраться из пункта А в пункт Б максимально чисто и легко. Как правило, проще всего подготовить несколько соединений и спаять их за один блок. Часто вы можете построить большую часть вашей системы трубопроводов и просто позволить холодным соединениям держаться вместе, пока вы не будете готовы припаять всю сборку. Преимущество этого заключается в том, что вы можете «проверить подгонку» всего вместе, не прибегая к жесткой пайке соединений, которые может быть сложно разъединить.
Как правило, проще всего подготовить несколько соединений и спаять их за один блок. Часто вы можете построить большую часть вашей системы трубопроводов и просто позволить холодным соединениям держаться вместе, пока вы не будете готовы припаять всю сборку. Преимущество этого заключается в том, что вы можете «проверить подгонку» всего вместе, не прибегая к жесткой пайке соединений, которые может быть сложно разъединить.
Одним заметным исключением из этой процедуры может быть большое количество труб и фитингов, свисающих ниже ключевой вертикальной трубы. Срезной вес большого сантехнического узла под этим непропаянным соединением гарантирует неприглядный и раздражающий обвал меди. Решение состоит в том, чтобы просто припаять один или два соединения и решить проблему, обеспечив прочное соединение, чтобы выдержать вес узла, расположенного ниже.
Иногда делают несколько таких «опорных» соединений, чтобы большую часть сантехники можно было «подгонять» вместе.
Подача тепла
После «сухой подгонки» нескольких соединений, очищенных и профлюсованных фитингов, готовых к пайке, помните об одном важном факте, а именно: припой течет в направлении нагрева . Припой будет течь даже в гору.
Соединение между фитингом и трубой (т. е. место, где припой в конце концов попадет в фитинг) НЕ находится там, куда вы хотите направить пламя горелки. Вы хотите, чтобы припой затекал в фитинг и вокруг него, поэтому нагревайте корпус фитинга и наклоняйте припой, следуя за ним.
Например, если вы паяете медное колено, горелка должна быть направлена ближе к изгибу колена, а не к краю фитинга. Если вы не находитесь в замкнутом пространстве, попробуйте немного подвигать горелку вокруг фитинга, чтобы максимизировать равномерный нагрев. В то же время осторожно коснитесь припоем соединения, которое вы будете паять. Сначала соединение будет слишком холодным, чтобы расплавить припой. Продолжайте проверять его каждые несколько секунд, пока фитинг не станет достаточно горячим, чтобы довести припой до точки плавления. Вы хотите, чтобы тепло от горячего фитинга расплавило припой, а не пламя горелки. На самом деле, НИКОГДА не используйте горелку для плавления припоя. Когда сам фитинг станет достаточно горячим, чтобы расплавить припой, вы можете отключить горелку и позволить припою проникнуть в соединение.
Горячий фитинг плавит припой, а не пламя горелки
Старайтесь не перегревать фитинг. Это только выжжет флюс и затруднит получение хорошего, плотного шва.
Нет необходимости подавать столько припоя, чтобы он вытекал из нижней части фитинга. Хорошее эмпирическое правило: используйте длину припоя, эквивалентную размеру припаиваемого фитинга. Другими словами, если вы припаиваете фитинг на ¾ дюйма, используйте припой на три четверти дюйма. Фитингу диаметром 1 ½ дюйма потребуется кусок припоя длиной 1 ½ дюйма, чтобы заполнить соединение.
Как правило, рекомендуется давать фитингу или фитингам естественное охлаждение. Следует избегать опрыскивания или обливания водой.
Кроме того, при пайке в замкнутых пространствах, например, в полостях балок и каркасных стенах, всегда соблюдайте мощность пропановой горелки.