
КАК ПРАВИЛЬНО ПАЯТЬ ПОЛИПРОПИЛЕНОВЫЕ ТРУБЫ — САНТЕХОПТ
На сегодняшний день пайка труб из полипропилена является очень актуальным и востребованным вопросом. Это связано с тем, что современный рынок переполнен огромным количеством производителей полипропиленовых труб и соответственно моделей аппаратов для сварки к ним, которые все мы привыкли называть паяльниками. И человек, которому нужно выполнить монтаж водопровода или отопления, немного ознакомившись с особенностями такой работы, наверняка, принимает решение самостоятельно ее выполнить. Главное внимательно разобраться с технологией, выбрать качественный паяльник и запастись терпением. При таком подходе к делу положительный результат будет всегда гарантирован. Мы предлагаем найти ответ на вопрос: как правильно паять полипропиленовые трубы? Для того чтобы понять как правильно паять полипропиленовые трубы, необходимо знать их параметры и классификацию. В настоящий момент современный рынок предлагает две основные категории полипропиленовых труб: PN 20 – универсальная труба с максимальным давлением 20 атм.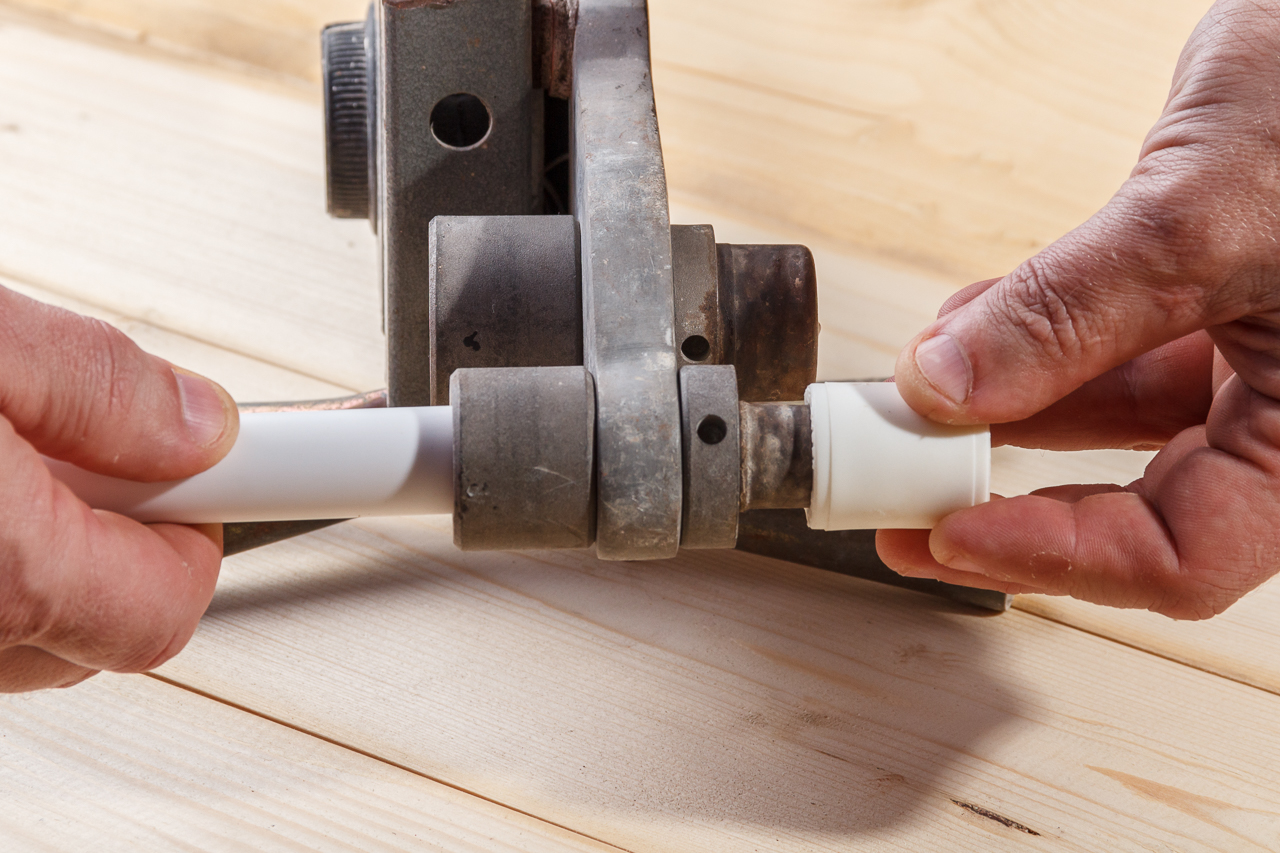
 Внимание! Перед тем, как паять пластиковые трубы необходимо ознакомиться с руководством по эксплуатации сварного оборудования. Надеваем насадку на паяльник при помощи шестигранника и винта, который должен идти в комплекте с паяльным устройством. Насадки паяльника обезжириваем ветошью с Уайт-спиритом а только потом приступаем к нагреву аппарата. Важно правильно выбрать временной интервал спаивания. И еще одни важный факт, который важно уяснить для того чтобы понять, как правильно паять пластиковые трубы: процесс сварки происходит при температуре 260°С. Прежде чем приступить к работе необходимо проверить выставлены ли нужные параметры на терморегуляторе паяльника. В этой ситуации не нужно спешить, иначе полученный шов будет хрупким и некачественным. Далее, включаем кабель паяльник в сеть. О том, что паяльник готов к работе, сообщит специальный индикатор, установленный на корпусе: при достижении нагрева нужной температуры он загорится. Сам процесс сварки пластиковых элементов действительно очень прост: Резаком для пластика отрезаем трубу нужной длины.
Внимание! Перед тем, как паять пластиковые трубы необходимо ознакомиться с руководством по эксплуатации сварного оборудования. Надеваем насадку на паяльник при помощи шестигранника и винта, который должен идти в комплекте с паяльным устройством. Насадки паяльника обезжириваем ветошью с Уайт-спиритом а только потом приступаем к нагреву аппарата. Важно правильно выбрать временной интервал спаивания. И еще одни важный факт, который важно уяснить для того чтобы понять, как правильно паять пластиковые трубы: процесс сварки происходит при температуре 260°С. Прежде чем приступить к работе необходимо проверить выставлены ли нужные параметры на терморегуляторе паяльника. В этой ситуации не нужно спешить, иначе полученный шов будет хрупким и некачественным. Далее, включаем кабель паяльник в сеть. О том, что паяльник готов к работе, сообщит специальный индикатор, установленный на корпусе: при достижении нагрева нужной температуры он загорится. Сам процесс сварки пластиковых элементов действительно очень прост: Резаком для пластика отрезаем трубу нужной длины.
 При этом обязательно нужно проверить, чтобы они были чистыми, то есть без следов предыдущей пайки.
При этом обязательно нужно проверить, чтобы они были чистыми, то есть без следов предыдущей пайки.Советы
Вопрос, как спаять пластиковые трубы, с одной стороны простой, он все же имеет некоторые нюансы, знание о которых позволит проделать качественную и надежную установку. Так, к примеру, внутренний диаметр не разогретого фитинга должен быть меньшим наружного диаметра спаиваемой трубы. Если в холодный фитинг свободно заходит не разогретая труба, такая деталь считается браком и ее не следует использовать.
|
Диаметр труб, мм |
Ширина свариваемого пояса, мм |
Время нагрева деталей, сек |
Время соединения, сек |
Время остывания пайки, мин |
|
20 |
14-16 |
6 |
4 |
2 |
|
25 |
15-18 |
7 |
4 |
2 |
|
32 |
16-21 |
8 |
6 |
4 |
|
40 |
18-22 |
12 |
6 |
4 |
|
50 |
20-25 |
18 |
6 |
4 |
|
63 |
24-28 |
24 |
8 |
6 |
Если все будет сделано правильно, то на фитинге, в месте сварки будет иметься равномерный наплыв.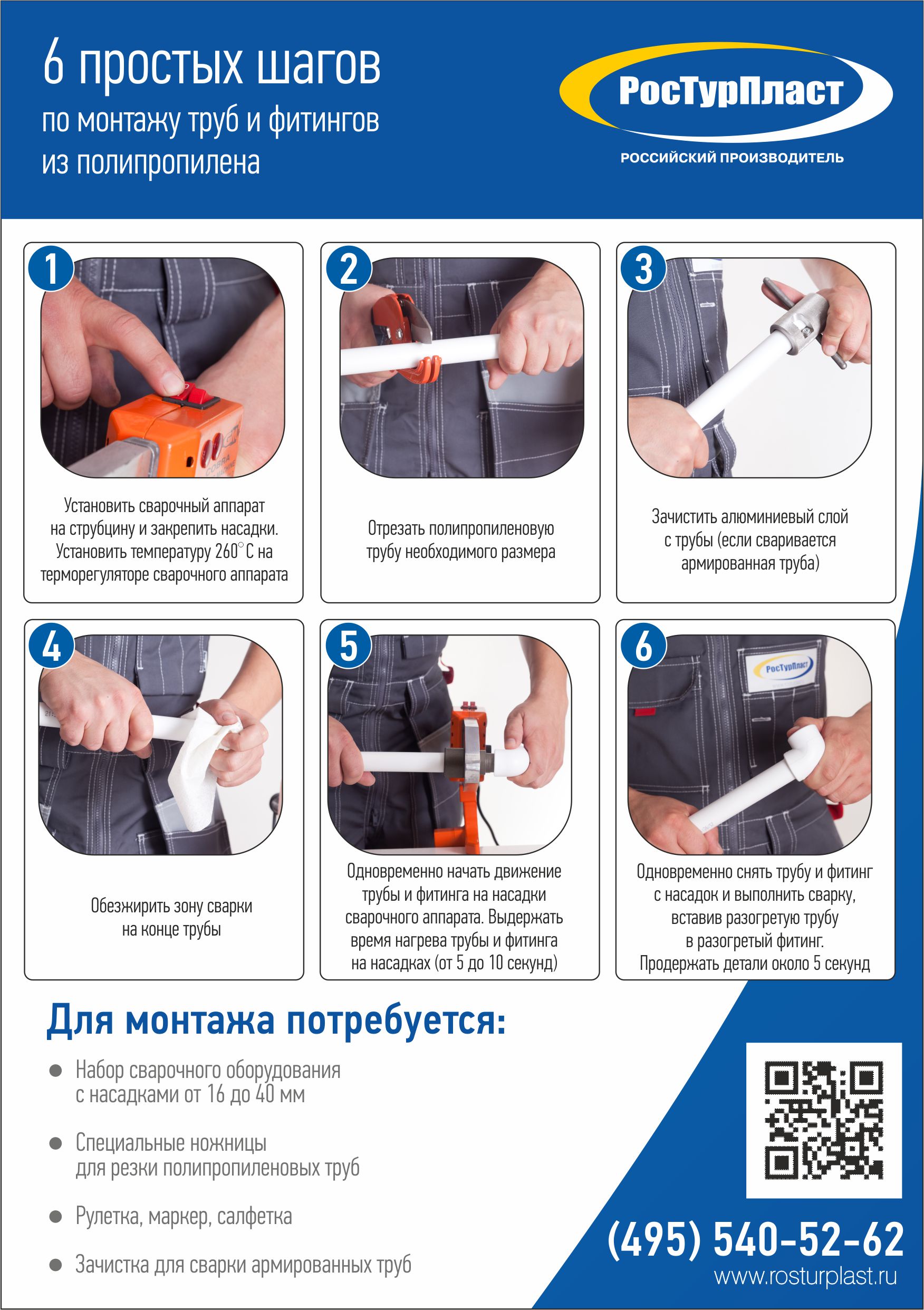 В случае если такового не будет, значит, пайка была произведена неправильно, а поэтому надежность конструкции подвержена сомнению. Лучше всего перед тем, как производить сварку пластиковых труб, несколько раз потренироваться. Такой подход позволит набраться некоторого опыта и навыков, чтобы в дальнейшем правильно и качественно паять полипропиленовые трубы в Херсоне.
В случае если такового не будет, значит, пайка была произведена неправильно, а поэтому надежность конструкции подвержена сомнению. Лучше всего перед тем, как производить сварку пластиковых труб, несколько раз потренироваться. Такой подход позволит набраться некоторого опыта и навыков, чтобы в дальнейшем правильно и качественно паять полипропиленовые трубы в Херсоне.
инструкция, как правильно паять трубы из полипропилена
Прислушавшись к многочисленным советам, вы приняли решение не нанимать мастеров для монтажа системы отопления и выполнить все соединения полипропиленовых труб своими руками. Если вы уверены в успехе и хорошо умеете работать самостоятельно, то смело приступайте к подготовке и производству работ.
Мы же, со своей стороны подскажем, какие потребуются инструменты и приспособления для монтажа и как правильно паять полипропиленовые трубы. По умолчанию будем считать, что все материалы уже куплены, осталось только собрать все по схеме.
Сварочные аппараты для полипропиленовых труб
Начнем с подготовки монтажного инструмента.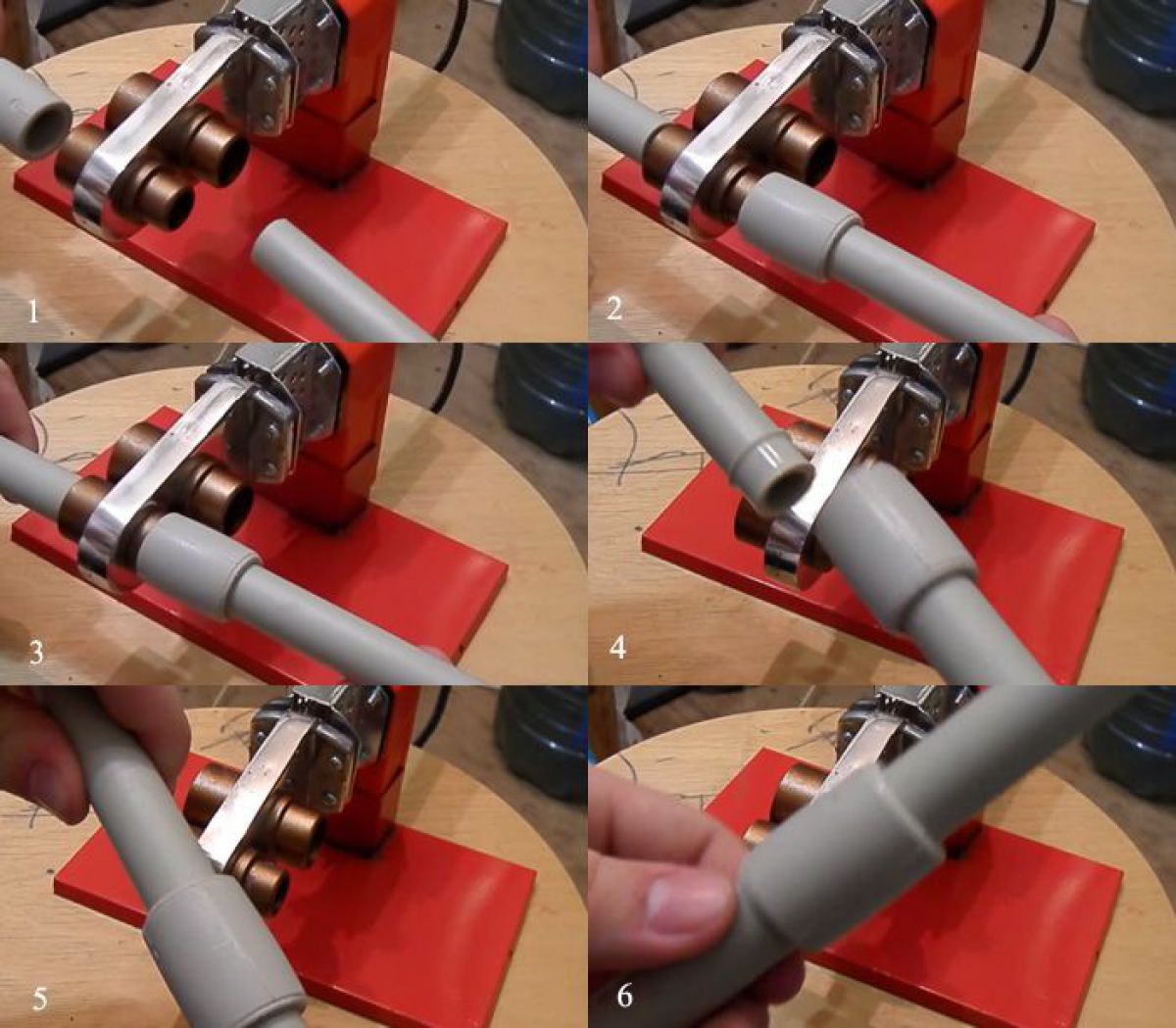 Поскольку все соединения труб и фитингов из ППР производятся способом пайки, то понадобится специальный паяльник для этой цели.
Поскольку все соединения труб и фитингов из ППР производятся способом пайки, то понадобится специальный паяльник для этой цели.
Примечание. Соединение деталей из ППР иногда называют сваркой. Чтобы не запутаться, запомните, что когда речь идет о полипропиленовых трубах, то способ соединения существует один – пайка, но его часто называют свариванием. С помощью прессовых или резьбовых фитингов, как металлопластиковые трубы, эти системы не монтируются.
Применяемый для работы сварочный аппарат для полипропиленовых труб предлагается на рынке двух видов:
- с нагревателем круглого сечения;
- плоским греющим элементом.
Последний в простонародье прозвали «утюг» из-за некоторого внешнего сходства с этим бытовым прибором. Разные сварочные аппараты не имеют принципиальных отличий, только конструктивные. Насадки для труб из тефлона в первом случае надеваются и крепятся к нагревателю наподобие хомутов, а во втором – прикручиваются к нему с двух сторон. В остальном особой разницы нет, а функция прибора одна — пайка полипропилена.
В остальном особой разницы нет, а функция прибора одна — пайка полипропилена.
Паяльные аппараты, как правило, продаются в комплекте с насадками. Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых распространенных труб – 20, 25 и 32 мм. Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.
Если же в соответствии с расчетом и схемой понадобится состыковывать трубы размеров 40, 50 и 63 мм, то придется потратиться и приобрести другой набор для пайки, в котором есть соответствующие детали. Ну и самые дорогие комплекты производятся в европейских странах, отличаются надежностью в работе и долговечностью. Подобные наборы включают в себя такие инструменты:
- паяльник с подставкой;
- тефлоновые насадки для паяльника всех вышеперечисленных диаметров;
- ножницы для отрезки труб под четким углом 90º;
- шестигранный ключ;
- крестообразная отвертка;
- рулетка;
- перчатки.

Важно! Поскольку спайка полипропиленовых труб – это работа с нагретым оборудованием, то настоятельно рекомендуется всегда пользоваться перчатками вне зависимости от того, есть они в комплекте или нет. Особенно это касается новичков, которые в 99 случаях из 100 случайно прикасаются к нагревательному элементу.
Рабочая часть паяльника (нагреватель) любой конструкции рассчитана таким образом, чтобы на ней можно было установить 2—3 насадки для труб малого диаметра. Это позволяет экономить много времени, работая с магистралями размером от 20 до 40 мм.
Немного о мощности аппарата для пайки. Высокая мощность необходима для быстрого и равномерного прогрева деталей больших диаметров, каковыми считаются размеры 63 мм и более. Для домашних целей достаточно иметь утюг мощностью 0.7—1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, соответственно, стоят дороже обычных.
Рекомендации по монтажу
Кроме утюга следует приготовить и другой инструмент для пайки полипропиленовых труб, его состав приведен выше в перечне. Если в наличии нет ножниц для отрезания трубы под углом 90º, то для этой цели можно воспользоваться ножовкой и плотницким стуслом либо изготовить его самостоятельно, руководствуясь чертежом:
Примечание. Когда ножницы для полипропиленовых труб отсутствуют и они обрезаются ножовкой, то торец надо обязательно зачистить от заусениц снаружи и внутри изделия.
До того как отрезать участок нужной длины, его надо точно разметить. Дело в том, что при соединении часть трубы входит в тройник или любой другой фитинг, это называется глубиной пайки. Поэтому к необходимому размеру участка, определенному с помощью рулетки, нужно прибавить значение этой глубины, отмерив ее величину от торца и поставив метку карандашом. Так как технология пайки предусматривает различную глубину погружения для разных диаметров трубопроводов, то ее значения можно взять из таблицы:
Примечание. В таблице указаны диапазоны глубины пайки, поскольку у разных производителей труб из ППР она варьируется в этих пределах.
Значение можно уточнить, измерив несколько фитингов глубиномером.
При монтаже систем отопления выполняется пайка армированных полипропиленовых труб, они отличаются от обычных наличием слоя из алюминиевой фольги, стекловолокна или базальтового волокна. Причем этот слой в изделиях различных производителей может быть сделан по-разному. Когда армировка расположена не по центру толщины стенки, а возле наружного края, то перед пайкой труб из полипропилена потребуется зачистка. Для этого существует специальное приспособление:
Процесс сваривания
Перед тем как приступить к работе, нужно поставить на паяльник насадки, соответствующие размерам труб, а затем включить его и настроить. Тут надо знать, при какой температуре паять полипропиленовые трубы. Большинство производителей указывают рабочую температуру 260—270 ºС, выше поднимать не стоит, а то не избежать перегрева. Недогрев тоже чреват некачественным и негерметичным соединением, где потом быстро образуется течь.
Надо понимать, что время нагрева, диаметр изделий и температура сварки связаны между собой. В таблице мы укажем промежутки времени сваривания при стандартной температуре 260 ºС.
Примечание. Длительность сварки – это время до полного застывания пластмассы, когда стык набирает максимальную прочность.
Когда настройка утюга окончена, приступаем к свариванию, следуя инструкции для пайки полипропиленовых труб:
- Взяв в одну руку трубу, а в другую – фитинг, одеваем их на насадку разогретого паяльника одновременно с двух сторон, не поворачивая вокруг своей оси.
- Выдерживаем положенное время.
- Аккуратно снимаем обе соединяемые части с тефлоновой насадки, опять же, без вращения.
- Плавно вставляем трубу в фитинг до отметки без проворачивания и фиксируем в течение времени, указанного в таблице, на этом стык готов. Подробнее операция показана на видео:
Удобнее правильно пользоваться паяльником, когда он установлен на столе, поэтому вначале рекомендуется пропаять несколько тренировочных стыков. После этого можно в удобном положении собрать все возможные узлы с короткими участками. Дальше следует прокладка магистралей с присоединением тройников по месту, здесь уже придется труднее. Нагретый утюг для пайки нужно будет одной стороной надевать на проложенную трубу, а на вторую натягивать тройник, держа аппарат на весу. Потом паяльник снимается с обеих деталей и они состыковываются.
Прокладывая магистральные трубопроводы, соблюдайте очередность монтажа участков и элементов. Начните сборку системы от источника тепла и идите до конца, а чтобы соединить две полипропиленовые трубы, старайтесь использовать только тройники, от которых пойдут отводы к батареям. Муфты для этой цели применяйте, когда иначе поступить нельзя. Избегайте стыков в труднодоступных местах, иначе для их выполнения придется работать сразу двумя паяльниками, чтобы одновременно прогреть соединяемые части.
Совет. Многие производители полипропиленовых систем разрабатывают собственные инструкции по монтажу своих изделий. Оттуда можно почерпнуть массу полезной информации, воспользуйтесь этим.
Как соединить металлопластиковую трубу с полипропиленовой
В силу различных обстоятельств бывает так, что надо соединить различные виды труб, например, ППР и сталь, металлопластик с полипропиленом и так далее. Такие ситуации случаются в квартирах, где участок общего стояка водопровода или отопления, проложенного стальной или металлопластиковой трубой, поменять затруднительно, а подключиться к нему надо. Это не является большой проблемой, надо лишь учесть, что все подобные соединения выполняются через резьбовые фитинги.
Поскольку соединение металлопластиковых труб может осуществляться прессовыми и разборными фитингами, то для стыковки с полипропиленом удобнее взять разъемный фитинг с наружной резьбой. В свою очередь, к торцу трубы из полипропилена припаивается фитинг с наружной резьбой, после чего соединение скручивается традиционным способом, с подмоткой льна или фум-ленты.
Разъемный фитинг для соединения труб
Когда надо врезаться в металлопластиковые трубы, то тут удобнее всего поставить тройник с резьбовым отводом, куда впоследствии можно прикрутить фитинг, а потом припаять к нему полипропиленовую трубу. Правда, с установкой тройника придется повозиться: надо отключить воду или опорожнить систему отопления, а потом перерезать металлопластик и произвести монтаж.
Заключение
Следует отметить, что работа с полипропиленовыми трубами – не самое сложное дело, хотя и требует сосредоточенности, внимания и терпения. Пусть вы затратите на процесс втрое больше времени, чем набившие руку мастера, зато сделаете для себя все качественно, а главное, — бесплатно.
Как паять полипропиленовые трубы: технологические требования и инструкция
Благодаря широкому ассортименту, доступным ценам и простоте монтажа полипропиленовые трубы практически вытеснили другие материалы, ранее применяемые при строительстве и ремонте инженерных коммуникаций. Для их соединения нет необходимости задействовать громоздкое и небезопасное газо-электросварочное оборудование или дополнительные муфты, резьбы, сгоны, лен и сурик.
Для их соединения нет необходимости задействовать громоздкое и небезопасное газо-электросварочное оборудование или дополнительные муфты, резьбы, сгоны, лен и сурик.
Теперь все элементы для сварочных работ можно уместить в небольшой кейс.
Факторы, влияющие на качество сварки
Качество сварных стыковых соединений полипропиленовых труб зависит от многих факторов.
Соответствие полипропиленовых труб и фитингов заданным параметрам по назначению и качеству.
Выбор низкокачественных, либо более дешевых (с меньшей величиной допустимых для данной трубопровода температуры и давления) материалов, даже при самой тщательной сварке не обеспечит необходимой прочности и герметичности стыков.
Нежелательно также использование продукции разных производителей. Из-за отличий по химическому составу может не совпадать время нагрева и остывание свариваемых элементов.
- Использование оборудования. Для выполнения работ нужно иметь необходимый минимум исправного инструмента и оборудования.
 Термопаяльник с недостаточным или чрезмерным нагревом не обеспечит надежный сварной шов, поэтому важно следить за оптимальной температурой нагрева.
Термопаяльник с недостаточным или чрезмерным нагревом не обеспечит надежный сварной шов, поэтому важно следить за оптимальной температурой нагрева.
Обратите внимание! Перегрев трубы приводит к уменьшению проходного сечения стыка и дополнительным потерям напора в системе.
- Наличие необходимых навыков работы. Сам по себе процесс сварки довольно прост и доступен. Главное перед началом работ — внимательно изучить прилагаемые к аппарату инструкции. Желательно первые стыки варить под наблюдением опытного специалиста.
- Соблюдение правил монтажа. Низкое качество сварочных швов обусловлено ошибками в процессе соединения трубы и фитинга. Недостаточная глубина их соединения приводит к зазору. Образуется дополнительное сопротивление и участок с ослабленной стенкой, потенциальной зоной порыва трубопровода. При чрезмерном введении трубы в фитинг до упора возможно практически полное перекрытие потока жидкости, что приведет к снижению давления и расхода.
 При соединении нагретых частей трубопровода, часто допускают передержку приводящую к их остыванию или не осуществляют своевременную фиксацию в течении положенного времени.
При соединении нагретых частей трубопровода, часто допускают передержку приводящую к их остыванию или не осуществляют своевременную фиксацию в течении положенного времени. - Надлежащая подготовка. Необходима тщательная подготовка места работы, материалов и оборудования. Свариваемые части труб и фитингов должны быть сухими и чистыми. Помещение, где производятся работы, должно быть теплым. Минусовая температура воздуха может привести к преждевременному охлаждению свариваемых деталей. Во избежание вторичного загрязнения, готовые узлы необходимо складировать на чистую поверхность. Нагревательные элементы паяльника после каждого использования протираются термостойкой тканью для удаления остатков расплава. Торцы трубы после обрезки выравниваются и зачищаются от заусенцев.
Выполнение этих элементарных мер гарантирует прочный и надежный сварной стык.
Методы соединения полипропиленовых труб
При монтаже и ремонте систем водоотведения, отопления, холодного и горячего водоснабжения из РР труб используют несколько различных методов соединения.
Клеевой
Клеевой способ применяется при монтаже низконапорных трубопроводов водоснабжения и канализации. На соединяемые детали наносится клеевой состав. После соединения и фиксации за счет специального компонента (отвердителя) или термического воздействия материал застывает, стык обретает герметичность.
Термоэлектрический
Сварка термоэлектрическим способом ограничена в применении из-за высокой стоимости электромуфт. Термоэлектрическая муфта представляет собой надеваемый на соединяемые концы труб полый цилиндр, оснащенный внутренними нагревательными элементами с обеих сторон.
На их клеммы с помощью электротрансформатора подается питание, вызывающее плавление соединяемых поверхностей и последующее их соединение при остывании.
Диффузный
Диффузионная пайка — самый распространенный метод сварки полипропиленовых трубопроводов. В основе используется сплав двух стыкуемых поверхностей с последующим плотным соединением, при этом молекулы РР деталей в процессе диффузии проникают друг в друга, образуя при остывании однородную структуру.
Для плавки стыкуемых элементов применяется специальный электрический паяльник с нагревательным элементом и сменными насадками.
Важно! Для труб диаметром 63 мм и менее используются соединения «в раструб» с применением соответствующих фитингов. Трубопроводы большего диаметра паяются «в стык».
Основными достоинствами диффузионной сварки являются:
- доступные цены на материалы и сварочное оборудование;
- простота в освоении технологии сварки;
- возможность быстрой сборки трубопроводов любой сложности;
- устройство надежных стыков своими силами без участия специалистов по сварке.
Как выбрать сварочный аппарат для полипропиленовых труб
Сварочные аппараты для полипропиленовых трубопроводов, несмотря на многообразие моделей, имеют общий принцип действия, а именно: одновременный нагрев соединяемых деталей.
Конструктивные отличия заключаются в исполнении их греющего элемента (стержневого или мечевидного) и способе креплении насадок.
При выборе сварочного аппарата рекомендуется сначала определить круг выполняемых им задач, а уже затем выбирать, принимая во внимание следующее:
- Мощность. От этой величины зависит время нагревания, диаметр соединяемых деталей и скорость монтажа (производительность аппарата). Для пайки бытовых трубопроводов из РРR труб диаметром до 63 мм вполне достаточно паяльника мощностью 700 Вт. При выполнении больших объемов работ с трубопроводами диаметром 100 мм и более необходимо профессиональное оборудование мощностью от 1000 до 2000 Вт.
Обратите внимание! Чтобы определить потребную мощность сварочного аппарата, умножьте на 10 максимальный диаметр свариваемой трубы в мм. Если Д= 50 мм, то необходимая мощность 500 Вт.
- Количество насадок. Аппараты для ручной сварки труб в зависимости от модели комплектуются определенным количеством парных насадок. Для бытового применения это три типоразмера: 16, 20, 25 мм. Стандартный набор профессионального агрегата может комплектоваться дополнительно набором для сварки труб и фитингов Д=32, 40, 50, 63 мм.
 Для трубопроводов большого диаметра насадки приобретаются отдельно.
Для трубопроводов большого диаметра насадки приобретаются отдельно. - Качество насадок. От качества насадок зависит прочность и долговечность свариваемого стыка. Лучшими считаются насадки, покрытие слоем обычного или металлизированного тефлона.
- Удобство использования. Аппарат в зависимости от области применения должен иметь определенный набор опций. Так, например, профессиональная техника оснащается цифровой индикацией, что приводит к существенному ее удорожанию. Для бытового применения вполне достаточно двух световых индикаторов. Важным является скорость смены и количество одновременно устанавливаемых пар «муфта- дорн». Для определенных видов работ важна компактность устройства, особенно для ремонта в труднодоступных местах.
- Страна-производитель. Цена и качество напрямую зависят от производителя товара. Самыми функциональными, надежными и, конечно, дорогими считаются аппараты, сделанные в Германии и Чехии. Эта продукция востребована в основном профессионалами.
 Менее навороченные и качественные агрегаты производят в России и Турции, у них средняя ценовая ниша и менее профессиональные пользователи. Для бытовых нужд и любительского использования раз — другой в году вполне приемлемы недорогие изделия из Китая.
Менее навороченные и качественные агрегаты производят в России и Турции, у них средняя ценовая ниша и менее профессиональные пользователи. Для бытовых нужд и любительского использования раз — другой в году вполне приемлемы недорогие изделия из Китая.
Технологические требования
При производстве работ по сварке РР труб необходимо четкое соблюдение требований по глубине посадок, а также временным периодам, отведенным на нагрев, соединение с фиксацией и остывание деталей трубопроводов. Только таким образом обеспечивается создание прочных и герметичных стыков. Зависят эти параметры в основном от диаметров свариваемых труб и фитингов.
| Диаметр трубопровода (мм) | Глубина посадки трубы в фитинг (мм) | Продолжительность периода (сек) | ||
| Нагрев | Соединение с фиксацией | Остывание | ||
| 20 | 15 | 8 | 5 | 2 |
| 25 | 17 | 7 | 5 | 2 |
| 32 | 19 | 8 | 6 | 3 |
| 40 | 21 | 12 | 8 | 4 |
| 50 | 23 | 18 | 10 | 5 |
Обратите внимание! Приведенные в таблице значения даны для температуры нагрева паяльника 270 0С и в зоне выполнения работ — не менее +15 0С. Глубина посадки у различных производителей может отличаться.
Инструкция по проведению сварочных работ
При сварке трубопровода из полипропилена необходимо выполнить операции в следующей последовательности:
- Подготавливается рабочее место, материалы и инструменты.
- Паяльник устанавливается на штатив и оснащается насадками нужного размера.
- Насадки обрабатываются обезжиривающим раствором.
- Прибор подключается к сети, на индикаторе загорается красная лампочка.
- На терморегуляторе устанавливается температура 2700 С и после сигнала зеленого индикатора аппарат готов к работе.
- Отмеренный кусок трубы обрезается, торец выравнивают, убирают заусенцы, очищают от загрязнений и обезжиривают.
- На трубе делается отметка, соответствующая глубине посадки для данного диаметра.
- Труба и фитинг одновременно без осевых поворотов одеваются на соответствующие насадки паяльника.
- Детали нагреваются в течение положенного времени.
- Осторожно, без вращения снимаются с насадок.
- Труба в пределах отведенного времени быстро и плавно без проворачивания вставляется в фитинг до нанесенной отметки.
- Детали фиксируются неподвижно на необходимое для остывания время, после чего стык готов.
Выполнение всех этих пунктов гарантируют соединение, которые будут прочными и долговечными.
При какой температуре паять полипропиленовые трубы
От того, насколько точно подобрана температура пайки при проведении работ по монтажу полипропиленовых труб, зависит качество и долговечность готовых коммуникаций. Помимо этого необходимо учесть как длительность нагрева материала, так и продолжительность его остывания. В материале представлена таблица, позволяющая понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д.
Правильный подбор показателей будет способствовать повышению надёжности мест стыков. Если не соблюдать установленные требования, их прочность будет гораздо ниже, а сама коммуникация прослужит меньше.
Типы полипропилена и его особенности
В ходе изготовления полипропиленовых труб могут использоваться различные типы полимеров. Каждый из них подходит для эксплуатации в определённом температурном режиме. Это может быть:
- PN10. Выдерживает температуру не выше +40 °C, поэтому изделия из него предназначены лишь для трубопроводов холодного водоснабжения.
- PN16. Используется в сетях с температурным режимом до +60 °C.
- PN20. Является универсальным типом, подходящим для прокладки труб как холодного, так и горячего водоснабжения. Выдерживает до +95 °C, но с условием, что данное максимальное значение достигается только на непродолжительное время.
- PN25. Может использоваться в условиях продолжительного воздействия температуры свыше +95 °C.
При несоблюдении вышеуказанных требований и температуры пайки полипропиленовых труб, изделия быстро начнут деформироваться и изнашиваться. Также большое значение имеет и давление, на которое рассчитаны трубы из полипропилена конкретной марки. Вследствие этого выбор изделий для прокладки коммуникаций по принципу «что подешевле» не допустим. Результаты подобного подхода к делу могут быть самыми печальными: от возникновения протечки до разрыва трубопровода.
Диаметр полипропиленовых трубДиаметр труб подбирается исходя из текущих требований и гидравлических расчётов. Представленная на рынке линейка размеров позволяет покрыть любые потребности. Для использования в домашних условиях чаще всего достаточно изделий диаметром до 40 мм. С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей.
Цветные полипропиленовые трубыРазличие труб по цвету никак не говорит об их технических характеристиках. Но наличие цветных полос даёт полезную информацию, помогающую не перепутать различные марки изделия при проведении монтажа: синяя полоска говорит о том, что труба предназначена только для холодного водоснабжения, красная – подходит и для горячего. Лучше конечно ориентироваться на буквенно-цифровую маркировку, как более информативную.
Пайка полипропиленовых труб
В ходе проведения пайки концы полипропиленовых труб нагреваются, в результате чего содержащийся в них полимер размягчается. При соединении разогретых таким образом изделий возникает процесс, называемый диффузия. Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи. Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким.
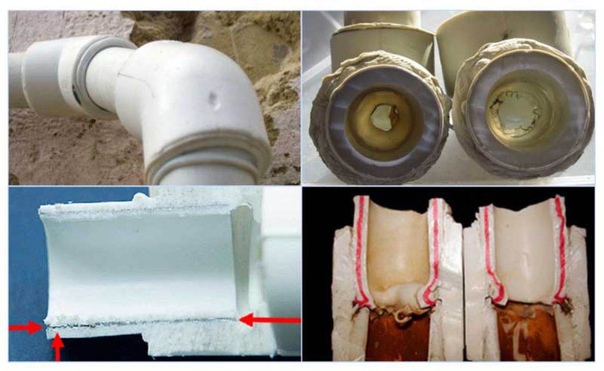
Неправильная пайка полипропиленовых трубВнимание! Лучше паять строго указанное время, иначе излишний перегрев изделий повлияет также пагубно, как и недогрев. Детали деформируются, повреждается их геометрия, на внутренней стороне швов образуются наплывы. Последнее приводит к тому, что на месте стыка диаметр трубы уменьшается, а это серьёзно сказывается в дальнейшем на напоре воды.
Продолжительность воздействия паяльником на концы полипропиленовых труб напрямую зависит от их диаметра. Также нужно учитывать условия внешней среды. Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C.
Влияние внешней среды на процесс спайки может быть достаточно сильным. Дело в том, что между снятием с паяльника труб и их стыковкой проходит определённое время, за которое они начинают остывать. Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
При какой температуре паять полипропиленовые трубы
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.
Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами. Это приводит к появлению деформации и статического напряжения.
- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.
Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
Полипропиленовые трубы — пайка своими руками, сварочные аппараты
На чтение 5 мин.
Изделия из этого материала давно пришли на смену металлическим система отопления. Водопроводы из пластика устанавливаются в частных домах, квартирах. Многие не знают, как паять полипропиленовые трубы. Освоив этот процесс, можно дополнительно удешевить монтаж трубопровода.
Пайка полипропиленовых трубМетоды соединенияПластик — это термопластичный полимер, который размягчается при нагревании. Если после разогрева, соединить две детали из этого материала равномерно между собой, произойдет процесс полифузии — взаимопроникновение материала.
Существует два способа соединения труб из полипропилена:
- Пайка встык. Технологический процесс, при котором две трубки соединяются между собой точно по внешнему, внутреннему диаметру.
- Муфтовая спайка. Для изготовления прочного соединения применяется отдельная деталь. Разогревается внешняя сторона трубки, внутренний диаметр муфты. Детали соединяются между собой.
Сварочные аппаратыМуфта позволяет получить наиболее герметичное соединение, но ее применение ограничивается диаметром труб — до 63 мм. Для стыковки больших элементов трубопровода необходимо применять технологию пайки встык.
Сварка труб из полипропилена выполняется с помощью специального паяльника. В магазинах можно купить два вида нагревательного оборудования для пластика:
- Цилиндрические нагреватели. Удобны для проведения пайки в труднодоступных местах.
- Плоские нагреватели. На разогревающейся плите закрепляются насадки разных диаметров, с помощью которых спаиваются трубки, муфты.
Для выполнения сварки аппарат должен комплектоваться набором насадок разного диаметра. Лучше выбирать устройства с терморегулятором, датчиком нагрева до 260 градусов (температура требуемая для спайки пластика).
ТехнологииНезависимо от технологии сварка полипропиленовых труб выполняется в несколько этапов:
- Трубы обрезаются с помощью специальных ножниц.
- Сварочный аппарат разогревается до 260 градусов. Он должен быть надежно закреплен на горизонтальной поверхности, чтобы не раскачиваться при нагревании.
- Дождаться пока отключится индикатор нагрева (погаснет лампочка на корпусе).
- Надеть соединяемую сторону трубки на нагревшуюся насадку. Одновременно с этим надеть другую деталь на соседнюю разогретую насадку.
- Подождать 4–6 секунд, одновременно соединить детали между собой.
Дождаться остывания шва.
Резка труб ножницамиПодготовительные работыПеред монтажом водопровода из пластика, нужно подготовить инструменты, расходные материалы:
- сварочный аппарат для полипропилена;
- ножницы для пластика;
- муфты, запорную арматуру, трубки;
- измерительный, разметочный инструмент.
Помимо этого, необходимо нарисовать чертеж расположения труб, места подключения радиаторов, смесителей, бытовых приборов. Существует два варианта разводки трубок:
- Коллекторная — изготовление отдельного контура, один конец которого подключается к центральному стояку, а на втором устанавливается запорный кран. После запорной арматуры крепится тройник, от которого начинается разводка труб к разным бытовым приборам, точкам слива воды.
- Тройниковая — на центральной трубе устанавливается тройник, от которого монтируется одноконтурный трубопровод, с последовательным подключением бытовых приборов, смесителей.
Температура плавления полипропилена, влияет на процесс спайки. Если температурный режим будет нарушен, соединение будет некачественным.
Температура пайкиЧтобы соединить трубы, нужно знать температуру плавления полипропилена. Для этого можно воспользоваться готовой таблицей в интернете, в которой указываются температурные режимы зависимо от диаметра, толщины стенок трубок. Процесс нагревания зависит от нескольких факторов:
- Проводить нагрев пластиковых деталей нужно быстро, чтобы они не успели полностью расплавиться. Для этого аппарат нагревают заранее.
- Нельзя выполнять работы на очень высоких температурах. Это приведет к разрушению материала, изменению формы изделия.
- Тефлоновое покрытие на насадках для разогрева трубок, держится длительное время, если рабочий температурный режим не превышает 260 градусов. Это оптимальный показатель для того чтобы плавился пластик. Повышение температуры приведет к порче полипропилена, разрушению тефлонового покрытия.
Перед монтажом трубопровода нужно изучить правила и пошаговую инструкцию по спайке полипропиленовых труб домашних условиях для начинающих:
- Нагревать детали одновременно.
- Предварительно нагревать аппарат, а потом приступать к работе. Не выключать оборудования после изготовления первого шва, если нужно сделать еще несколько соединений. Благодаря этому для размягчения материала не нужно будет затрачивать больше времени.
- После нагревания пластика, соединения деталей нужно дать готовому шву остыть. В этом время нельзя пытаться повернуть или сильнее сдавить изделия. Это приведет к образованию наплывов пластика внутри трубопровода, ухудшению герметичности.
Выполнять работы используя перчатки из термоустойчивого материала.
Cпайка полипропиленовых трубКак долго греть?Чтобы узнать оптимальное время пайки полипропиленовых труб, можно воспользоваться готовой таблице из интернета. В ней указывается промежуток времени для нагревания зависимо от диаметра трубы. Например, для трубок сечением 16 мм, достаточно 4 секунд, а для деталей диаметром 160 мм — 16 секунд.
Пошаговое проведение работПайка полипропиленовых труб своими руками:
- Трубки обрезаются по требуемым размерам.
- Снимаются фаски, шейфером очищается армирующий слой.
- Соединяемые края очищаются от грязи, обезжириваются.
- Паяльник нагревается до 260 градусов. Перед его включением необходимо закрепить насадки с тефлоновым покрытием на нагревательные элементы.
- Одновременно надеть соединяемые детали на разогретые насадки.
- Подождать требуемый промежуток времени, соединить элементы трубопровода.
Дождаться остывания шва. Если образовались наплывы пластика снаружи трубок, выровнять их можно с помощью мелкой наждачной бумаги.
Пайка на сложных участкахДалеко не всегда при сборке трубопровода все работы можно провести на удобных участках. Сварка труб ПП в труднодоступных местах имеет определенные особенности. Если трубопровод новый, в первую очередь собираются его участки, которые будут расположены в неудобных местах. После этого монтируются остальные части. Если нужно заменить отдельную часть старого трубопровода, нужно воспользоваться муфтами с накидной гайкой или электро-муфтой.
Трубопроводы из полипропиленовых трубок популярны для обустройства частных домов квартир. Они подходят для изготовления систем водоснабжения, отопления. Работать с этим материалом может научиться любой человек без практического опыта, ознакомившись с нюансами, придерживаясь правил.
Как паять полипропиленовые трубы, не допускать ошибок
Для многих, кто не специализируется на монтаже отопительно-водопроводных сетей, станет открытием тот факт, что сварка полипропиленовых труб является самым ненадежным видом монтажа. А видные специалисты обходят трубы из полипропилена дальними дорогами, предпочитая им металлопластик и др., примерно также, как отдают предпочтение завсегдатаи пивной свежему пиву, а не прокисшему квасу.
И казалось-бы, с чего вдруг такое, ведь, известно, что паяют пластиковые трубы все, после чего водопроводы и отопительные магистрали, служат исправно, вроде-бы….
Как же сделать трубопровод из полипропилена путем полифузной сварки так, чтобы не случилось то, чего опасаются сведущие специалисты….
А что собственно может произойти?
Что происходит при сварке полипропилена
Ответ, как свариваются трубы с фитингами, находится в названии паяльника-утюга (народное прозвище сварочного аппарата для пластика). Его называю полифузом, из-за способности создавать диффузию вещества, т.е. проникновение, смешивание молекул.
При температуре разогрева примерно 260 град. С, возникает достаточная текучесть этого материала, для качественной глубокой диффузии.
Расплавленные слои на одной и другой детали, после их стыковки смешиваются, образовывается единый для обоих соединяемых деталей условный слой. Качество материала в этом слое не должно, в теории, отличаться от исходного вещества.
Но что-то не так, в этой, казалось-бы, безупречной технологии…
Какие полипропиленовые трубы годятся
Потребителей интересует практический вопрос, — какие полипропиленовые трубы применить для сборки водопровода, а какие для отопления, или горячего водоснабжения.
Все просто, сейчас о нас позаботились, чтобы не возникало сложностей. Имеются на витринах трубы из полипропилена в основном под маркировкой PN20 и PN25. Первые годятся для холодного водоснабжения, вторые для «цивилизованного» отопления и ГВС.
Здесь, цивилизация обозначает скорее недопустимость перегрева более 80 град С. Т.е. применение с автоматизированными котлами. У твердотопливных бывает всякое… Поэтому некоторый участок подачи от такого котла делают из металла, затем стаят армированную алюминием магистраль, затем уже полипропилен…
PN обозначает давление, а следующая за ним цифра — давление воды жидкости внутри трубы, которое она выдержит 50 лет не изменяясь, при температуре с 20 град.
Сейчас отличить трубы для отопления PN25 весьма просто – они с четко видимым слоем армировки из стекловолокна, может быть различного цвета, например, красного…
Какой паяльник применить
Для любительской пайки своими руками сгодится незамысловатый, недорогой паяльник мощностью от 800 Вт. Но самый дешевый лучше не покупать, там скорее всего слишком много будет недочетов, и он, наверное, быстро перегорит, развалится например, отломается ручка!
Как паять (сваривать)
Лучше один раз увидеть.
Важно не перегревать детали и не слишком большое усилие к ним прилагать. А также должны быть сделаны отметки глубины на трубах, на которую можно их заводить в фитинги.
Что могут сказать специалисты о теории недочетов с практической точки зрения
Чаще всего при пайке труб из полипропилена нарушается температурный режим. Рекомендованная температура 260 — 270 градусов. Но как ее определить?
Это является наибольшей сложностью.
Европейские производители полифузов дают своему детищу инструкцию типа: \»С помощью контактного термометра установить, что паяльник разогрет до нужной температуры, после чего приступать к работе\».
Т.е. регулятор температуры паяльника даже европейские производители сами не могут назвать таким, который точно задает температуру. Что тогда говорить о китайских приборах или кооперативных?
Далее — в каких направлениях ошибаются монтажники, выполняя чудесную сборку…
Перегрев и излишние усилия на соединении
Происходит следующее — перегрев соединяемых деталей, излишне большие усилия к соединяемым деталям, прокручивание при соединении. В результате внутреннее сечение деталей заужается из-за наплывов выдавленного материала. Снаружи соединение подозрений не вызывает.
Если подобное происходит в системе отопления, то зимой под нагрузкой выясниться, что один радиатор или целая ветка окажутся более холодными. Придется обрезать и искать узкое место.
Недостаточный нагрев деталей
Недостаточный разогрев не обеспечит качественной диффузии. Соединение может дать течь, если не сразу, то в процессе эксплуатации.
Самое интересное, что под воздействием скачков давление, последовательных тепловых расширений, вибрации, происходит постепенное разрушение общего некачественного слоя сплавленных деталей.
Течь может появиться и через несколько лет. Или через несколько месяцев. При этом снаружи соединение как новенькое, пока с него не потечет вода.
Отчего могут возникнуть нарушения в готовом изделии…
- Разворот уже соединенных деталей на нужный угол — наиболее типичная ситуация работы «спустя рукава» или неопытными руками.
- Банальный перегрев почему то… Собственно градусника и нет никогда. Заплавление пропускного сечения.
- Работник просто торопится, паяльник не успевает прогреться. Или отключается электричество, чего не замечают…
Неопытность работника при неправильной работе регулятора температуры на приборе, — наиболее опасная для производства ситуация, так как можно сделать брак из целой кучи деталей на кругленькую сумму…
- Соединение разогретого конца трубы с холодной стороной фитинга. В спешке бывает и такое.
- Выполнение работ при температуре воздуха ниже 5 градусов С.
Правила не рекомендуют сваривать полипропилен при температуре +5 град С и ниже, если это произойдет, то о надежности соединений говорить не приходится.
- Перед началом пайки алюминиевая фольга должна быть удалена с торца трубы, т.е. выполняется торцевание трубы. Не редко, торцевание не делается, происходит расслоение трубы, коррозия алюминия, выход соединения со строя.
- Согласно инструкции все свариваемые поверхности должны быть чистыми, обеспыленными и обезжиренными. В противном случае в свариваемом шве окажется не надежное место. И это не редкость — пайка загрязненных, жирных деталей.
Почему не доверяют полипропилену
Ответ на поверхности, — потому что нельзя проконтролировать качество соединения. С виду все соединения нормальные.
Невозможно дать точную гарантию клиенту на этот трубопровод.
Не обеспечивается контроль со стороны специалиста за качеством работы монтажника, так как ничего нельзя сказать о действительном качестве.
Чтобы проверить качество полипропиленнового соединения, его можно только разрезать. Или просвечивать в лаборатории.
Так сваривать или выбросить?
Но стоит ли принимать подобное слишком близко к сердцу домашнему мастеру?
Для многих гораздо важнее, что полипропилен стоит копейки, его можно всегда дешево переделать, если он на виду.
Выполняя сварку внимательно, стараясь не перегревать, чтобы не перекрывать сечения, всегда можно рассчитывать на то, что дешевый трубопровод окажется и самым лучшим и долговечным….
Миллионы фрагментов трубопроводных сетей из полипропилена, сваренных подобным образом, радуют потребителей по всему миру, есть очень большой шанс оказаться в рядах этих счастливцев…
Как паять полипропиленовые трубы в труднодоступных местах
На чтение 5 мин. Просмотров 1.5k. Опубликовано Обновлено
Многим кажется, что ремонтировать конструкции из полипропилена – это несложно. Но так происходит ровно до тех пор, пока ремонт и пайку полипропиленовых труб не потребуется провести в труднодоступных местах. Набор инструментов и знаний позволят решить эту задачу.
Как ремонтировать полипропилен в труднодоступных местах
Понадобится паяльник, или как его еще называют утюг с насадками. Существует мнение, что при ремонте трубопровода в труднодоступном месте снимается весь узел. Но можно заменить именно ту часть, которая имеет повреждения.
Работы с ПП не такие сложные, как кажется на первый взгляд. Но проблемы возникают, когда пайка труб происходит в труднодоступных местах. В них нет достаточного пространства. Здесь прибегают к различным хитростям.
- Поверхность необходимо обезжирить. Сделать это можно раствором. Тряпкой или салфеткой такой раствор наносится на поверхность. Затем, когда он подсыхает, можно переходить к следующим действиям.
- Паяльник необходимо разогреть заранее. Рабочая температура составляет 260 градусов. Хорошие приборы, которые дорого стоят, очень быстро достигают такой температуры. Буквально за пять минут. Более экономичным моделям паяльников на этот процесс понадобится 10-15 минут. Перед разогревом устанавливают насадки.
- Когда инструмент разогрет, вставляется конец трубопровода и фитинга одновременно в насадки. После нагрева происходит их стыковка. Какое-то время нужно подождать, чтобы все «схватилось».
- Таким же образом спаиваем все остальное. Бывают ситуации, когда нет возможности нагреть оба края одновременно. Тогда берем внутренний фитинг, и нагреваем его подольше.
Бывает так, что необходимо заменить участок повреждения. Тогда его предварительно вырезают секаторами ножницами. Сделать это можно следующим образом:
- Перекрывается вода, которая подается на поврежденную территорию. Кран для перекрытия всегда есть. А в современных системах водоснабжения перекрывается каждый участок.
- Секаторами ровно, под углом 90 градусов срезаются повреждения.
Технология пайки электро муфтой
Способ применим для конструкций, диаметр которых начинается от 20 мм и выше. Перед началом проводятся подготовительные работы. Затем поверхность зачищается от жира и грязи и происходит непосредственно сварка.
Весь процесс состоит из этапов:
- Проверка оборудования. Перед началом работы проверяется исправность, чтобы неисправности не обнаружились во время сварочных работ.
- Подготовить все инструменты и рабочую площадь.
- Ровно отрезать концы. Обрезка концов трубопровода должна производиться строго под углом 90%.
- Свариваемые края трубопроводов должны быть обезжирены. Сделать это можно с помощью влажных безворсовых салфеток, уайт-спирита, растворителя. Перед свариванием необходимо дождаться пока обезжиривающее вещество испарится. Удалить необходимо и лишний оксидный слой, снять необходимые фаски.
- При сильной деформации, убирается овальность с краев. Делается это гидравлическими зажимами.
- Детали зажимаются в позиционере. Это придает им устойчивость. При охлаждении движение исключено, значит, обеспечено ровная спайка друг с другом.
- Сварка электро муфтой.
- Охлаждение сваренного.
- Снятие всех креплений и протирка от грязи. Возможно зачистка торчащих частей материала.
Переходная муфта американка
Придуманный в США классический фитинг с гайкой называется «американка». У него есть много преимуществ. Главное из них это, что для работы с ним не требуется много пространства. Поэтому на сложных участках при работе с полипропиленовой трубой используйте американку.
Какие у нее преимущества перед другими?
- Легко устанавливается, снимается, можно оперативно с ее помощью перекрывать участки для частичной замены.
- Обеспечивает хорошую герметичность.
- Возможна установка таких фитингов в труднодоступных местах.
У американок много разновидностей, они отличаются не только размером. Бывают фитинги с наружной, внутренней резьбой, смешанные. Могут быть изготовлены американки из разного материала. Такие изделия делаются из латуни, стали, других металлов. В одном изделии могут применяться разные металлы.
Изделия по назначению могут отличаться. Бывают муфты представляющие собой двухсторонний фитинг. Изготавливают тройники, крестовины, заглушки, переходники разного диаметра.
Как устранить протечку труб самостоятельно
При обнаружении протечки многие пытаются выполнить самостоятельный ремонт этой протечки полипропиленовой трубы. В основном возникают неисправности следующего характера:
- Износ прокладок. В результате появляется течь. Замена прокладки помогает ее устранению.
- Нарушение герметичности. Если соединение резьбовое, то самостоятельно заменить его будет несложно. Достаточно приобрести в магазине сантехники такую же деталь и поменять ее.
- Спайка узла на весу – В этом случае можно применить такой нехитрый прием: нагреть паяльник, отсоединить насадку, с помощью разводного ключа горячую насадку одеть на трубу. Далее снять насадку и произвести соединения.
- Установка готового спаянного узла – Бывает что нужно спаять узел на месте нет возможности, и тогда спаиваем требуемую деталь. А уже после заменяем им повреждённый участок трубы.
Труба под напором
Иногда требуется устранить течь полипропиленовой трубы под давлением воды. Не всегда будет возможность перекрыть подачу воды. Итак, чиним стык ПП в водопроводной или отопительной системе под напором. Есть несколько способов. Сначала следует указать наиболее эффективные.
- Установка хомута. На повреждения накладывается резиновое уплотнение и стягивается хомутами.
- Специальный клей. Современные технологии помогают в решение этой проблемы. Клей быстро схватывается, если есть возможность, можно им воспользоваться.
- Небольшие течи устраняют вкручиванием самореза с резиновой прокладкой.
- Бинт, пропитанный цементом, накладывается на повреждения. Сверху все замазывается раствором. Подойдет такой способ для устранения небольшой течи.
Труба без напора
Для ремонта без напора воды, может потребоваться замена. Делается это путем установки резьбовым соединением нового механизма, либо пайкой. При спаивании их концы и поверхности насадок обрабатываются обезжиривателем.
После того, как обнаружилась течь, вода перекрывается. В современных системах водоснабжения есть возможность перекрывать отдельные участки. Далее ремонтируем стык в безнапорной системе.
- Отсоединяем повреждения.
- Если можно заменить в нем какую-то деталь, это будет идеальный вариант, меняем.
- При невозможности замены приобретается и собирается другая.
- Затем монтируем уже исправленное.
Современные технологии позволяют смонтировать сложные и гибкие в использовании системы водоснабжения. И если раньше ими занимались только специалисты, то сейчас азы доступны любому непосвященному человеку. Ведь процесс такой сборки и ремонта со временем автоматизируется.
Общие инструкции по пайке полипропиленовых конденсаторов
Автоматизированные системы измерения температуры пайки:
Компактный полипропиленовый конденсатор небольшого размера очень чувствителен к нагреванию, так как температура стеклования этого диэлектрика составляет приблизительно 115 ° C. Следует отметить, что предварительное нагревание в некоторых системах с инфракрасными обогревателями может привести к повышению температуры платы более чем на + 140 ° C. Оператор должен знать и измерять температуру поверхности перед обработкой платы.Температура поверхности полипропиленового конденсатора не должна превышать 110 ° C, а время предварительного нагрева при этой температуре поверхности ограничивается максимум одной (1) минутой. Температура пайки волной припоя должна быть максимум 260ºC, а время пайки волной должно быть ограничено максимум 4 (четырьмя) секундами. Процесс должен обеспечивать, чтобы температура корпуса конденсатора оставалась ниже предела 110 ° C. Примечание: если требуется вторичный процесс пайки, должно быть достаточно времени, чтобы снизить температуру поверхности конденсатора до температуры окружающей среды или 25ºC.На рынке существует множество систем, и профили пайки волной пайки различаются от системы к системе. Оператор должен проанализировать и проверить совместимость системы до обработки платы.
Прочие рекомендации по пайке:
Отверждение клея платы не должно превышать максимальных пределов пайки или безопасной рабочей температуры конденсатора.
Корпус конденсатора не должен находиться в прямом контакте с печатной платой; Рекомендуется гнутый изгиб свинца.
Другие компоненты не должны напрямую контактировать с конденсатором во время пайки волной припоя.
Расплавленный припой не должен касаться каких-либо частей корпуса конденсатора во время обработки.
Если используется водная очистка, конденсатор должен иметь конструкцию «Mod A» (влагостойкий корпус) и обеспечивать соответствующее охлаждение после процесса пайки волной припоя.
Температура пайки при ручной пайке:
Полипропиленовые конденсаторы также могут быть легко повреждены при ручной пайке. Следует соблюдать осторожность при выборе паяльника / жала.Утюг / жало должно быть достаточно большим, чтобы обеспечить процесс пайки, но при этом достаточно маленьким, чтобы предотвратить повреждение конденсатора. По возможности следует использовать радиаторы (в точке выхода вывода из корпуса конденсатора).
TC0807
Сварка пластика паяльником
Когда пластиковый корпус предмета треснет или разбивается на части, большинство людей просто покупают новый; тем не менее, пластик чрезвычайно пластичен, его довольно легко расплавить и снова прикрепить с помощью паяльника.Хотя отремонтированный объект не будет выглядеть так, как когда он был новым, с практикой вы можете сделать гладкие пластиковые сварные швы, которые не являются косметически очевидными.
Использование паяльника для сварки пластика не ограничивается ремонтом: пластик можно сваривать для изготовления изделий и даже для художественных целей. Вам не нужно выходить и покупать комплект для сварки пластика, если у вас уже есть паяльник или станция — вы можете начать сварку пластика уже сегодня. Давайте посмотрим на процесс.
(Примечание. Перед тем, как приступить к выполнению первого шва, вы можете поэкспериментировать с ломом пластика, чтобы узнать, как долго вам нужно прижимать паяльник к определенным точкам пластика.)
Начните с тщательной очистки пластика с мылом и обезжиривающим средством, даже если он не выглядит грязным. Отшлифуйте края пластика, чтобы они не зазубрились. Затем вы подключите паяльник и дайте ему прогреться, что займет всего несколько минут.
Сдвиньте два куска пластика вместе и удерживайте их в этом положении, пока вы водите паяльником по шву, пока два куска пластика не сольются частично. Пока кусочки пластика еще горячие и подвижные, отрегулируйте их так, чтобы они максимально подходили друг к другу.
Вы можете усилить сварной шов, добавив в шов небольшие кусочки пластика, в идеале тонкие полоски. Затем полностью расплавьте эти кусочки пластика, нажав на них наконечником паяльника, пока они не станут жидкими. Паяльником равномерно распределите разжиженный пластик по длине шва.
Последний шаг — пройти по шву и окружающему его пластику паяльником быстрыми плавными движениями. После того как вы немного попрактикуетесь в этой технике, вы сможете создать ровный, гладкий пластиковый шов.
Паяльник для полипропиленовых труб
Пластиковая водопроводная труба давно вошла в нашу жизнь. Непосредственным приспособлением при ремонте советского жилья, наряду с пластиковыми окнами, был водопровод из полипропиленовых труб.
Преимущества полипропиленовой водопроводной трубы перед стальной очевидны:
- Дешевизна и широкий выбор материалов;
- Простота работ по разводке и построению самой сложной и сложной трассировки труб;
- Экологичность, устойчивость материала к коррозии и отложению солей на стенах из полипропиленовых коммуникаций.
Те, кто сталкивается с утомительной и трудоемкой сантехнической установкой металлических труб, могут оценить простую технику соединения пластика с помощью специального паяльника для полипропиленовых труб.
Если пора в квартире ремонт, то проблема с заменой пластиковых сантехнических коммуникаций в зависимости от наличия желания, денег и свободного времени решать:
- Наем мастера и друга, имеющего опыт работы с устройством для пайки полипропиленовых труб, которые помогают собирать с помощью паяльника, маркируются и разрезаются на отдельные куски пластиковых труб;
- Передача на откуп ремонтной бригаде ремонтников «под ключ» без всякого желания заниматься тонкостями сборки и пайки пластиковых узлов;
- Выполнение всех работ своими руками.
Простота сборки пайки пластика настолько увлекательна, что трудно устоять перед соблазном решить проблему водоснабжения не иначе, как выбрать и купить паяльник для полипропиленовых труб.
Сумма денег, потраченная на покупку инструмента, будет меньше стоимости услуг мастера, но при условии, что вы действительно знаете, как выбрать паяльник для полипропиленовых труб. По сути, паяльник для полипропиленовых деталей и фурнитуры представляет собой нагревательный элемент с термомеханическими или электрическими элементами управления нагревом и дисплеем.На нагревателе установлены две насадки, позволяющие нагревать паяльником внешнюю поверхность трубы и внутреннюю поверхность фитинга. Тепло длится в среднем около 5C, детали соединяются легким нажатием руками, чтобы схватить, и образованием прочных соединений в течение 2-3 секунд. В случае перегрева или кривобока соединительные детали могут контактировать с частью расплавленного пластика внутри трубы, в результате уменьшается внутренний диаметр трубы.
Важно! Выполняя большую часть паяльных и монтажных работ, вы можете лично контролировать качество пайки соединений полипропиленовых труб.
Для новаторов и мастеров своими руками поднимите руки паяльник для полипропиленовых труб. От качества паяльника и качества полипропиленовых труб зависит прочность и долговечность пайки.
Принцип работы паяльника прост и использует принцип наклеивания нагретой до температуры размягчения припаянной поверхности деталей из полипропилена. Не всегда возникает необходимость в перетяжке или перепайке половины разводки водопроводных сетей в доме.Иногда нужно поработать паяльником на два-три подключения. В этом случае может выручить самодельный мини-паяльник для полипропиленовых труб, изготовленный из самодельного утеплителя.
Для человека, имеющего опыт электромонтажных и сантехнических работ, изготовить небольшой любительский вариант паяльника для полипропиленовых труб — дело двух часов.
Как правило, водопроводные трубы проложены в каналах и скрыты от посторонних глаз ширмами и декором, поэтому не стоит переживать за красоту и эстетичный вид.Что важнее — неправильная регулировка температуры и перегрев материала трубы или фитинга даже при небольшом напряжении приведет к браку. При пайке первым и главным вопросом является качество деталей подключения.
Если вы работаете на самодельном паяльнике, можно немного не дотянуть до мировых стандартов внешнего вида — не проблема для любительских дел разрешенных.
Для сборки самодельной пайки полипропиленовых труб потребуется:
- Нагревательный элемент — единственный обычный электрический утюг, желательно в виде замкнутого блока из алюминия с терморегулятором и электрическим шнуром с вилкой;
- насадка на паяльник для полипропиленовых труб и фитингов необходимого размера для ваших труб;
- Никелированный болт-гайка М8 для крепления форсунок к ТЭНу; Цифровой мультиметр
- с внешним термометром на основе термопары; Зажим
- или другое приспособление, обеспечивающее надежную пайку на рабочей поверхности.
Помимо температуры важна скорость или мощность нагрева поверхности деталей. Если протопить полипропиленовый фитинг или трубу достаточно долго — детали, подверженные воздействию температуры, не имеют формы и размеров.
Следовательно, чтобы быстро расплавить поверхность диаметром 15-30 мм, необходима мощность 700-900 Вт, что примерно соответствует максимальной мощности нагревателя утюга.
Собираем самодельные пропиленовые муфты:
- На расстоянии 30-40 м от носовой части алюминиевой подошвы просверлить сквозное отверстие диаметром 8 мм с винтом и гайкой, соединяющими насадку с трубой и штуцером с основанием нагревателя;
- Установите железную палку на подошвы каменки так, чтобы она не ограничивала доступ к прикрепленным к ней насадкам;
- Подсоедините проводку к контактам нагревателя утюга;
- Включен в сеть и с помощью мультиметра, цифрового термометра и регулятора на утюг выставляю температуру 265 на С.
Воспользуйтесь хомутом для фиксации самодельной пайки полипропиленовых труб, что позволит паять детали самостоятельно, без помощника, ручка также может быть выполнена с максимальным удобством и минимальным риском ожога.
Всегда считалось, что лучшим инструментом является профессиональная версия, рассчитанная на длительное использование и имеющая высокопроизводительную пайку полипропиленовых труб. Профессиональный паяльник для пластиковых труб включает в себя:
- Нанесение на сопла материалов, устойчивых к длительному нагреву, с высокой проводимостью, не прилипающих к нагретой поверхности полипропиленового компонента; как правило, используют головки из латуни или меди, с тефлоновым покрытием или углеродным волокном;
- Легкие и легко заменяемые насадки на фланце водонагревателя, набор предназначен для установки основных размеров труб от 16 до 160 мм;
- Металлизированная поверхность сопла обеспечивает высокую скорость нагрева полипропиленовых деталей.
- Наличие стабилизатора мощности нагревателя и авторегуляции температуры позволяет поддерживать паяльник в горячем состоянии неограниченное время без риска выхода из строя нагревательного элемента.
Обязательными атрибутами профессиональных моделей паяльников являются легко снимаемые подставка и футляр для хранения, а также возможность переноски устройства с принадлежностями.
Например, широко известен вариант паяльника для полипропиленовых труб дитрон или дитрон — кому как нравится.Он дает высокие оценки за надежность и удобство использования, простоту и прочную конструкцию. При пайке деталей пропиленом второе приходится быстро ставить, ронять или даже бросать шпильку на подставку, и это практически не влияет на ее работоспособность. В линейке DYTRON три модели:
- Емкость 850 Вт, корпус ремонтный, применяется для полипропиленовых труб диаметром до 36 мм;
- Мощность 1200 Вт — для полипропиленовых труб диаметром до 160 мм;
- С нагревателем в виде стержня мощностью 650 Вт.
К паяльнику прилагается ключ для смены бит, который можно установить от 3 до 12, ножницы для резки полипропиленовых трубок, строительный уровень, перчатки и подставка. При всех достоинствах стоит отметить один минус — заведомо завышенную цену на паяльник.
Важно! Такие устройства рассчитаны на долгие часы работы, но в любом случае требуют тщательного ухода, антипригарного покрытия на форсунках. Тефлон очень чувствителен к царапинам и сколам, поэтому для очистки, помимо ветоши, использовать твердые или металлические предметы не нужно.
Но даже специалисты, занимающиеся пайкой водопроводных труб, не всегда хотят покупать паяльник для полипропиленовых труб в дорогом профессиональном исполнении. Многие бюджетные модели, собранные из китайских и турецких комплектующих, работают отлично не хуже брендовых моделей.
Возьмем для примера типичную рабочую лошадку ремонтника — паяльник для полипропиленовых труб «Юнион»:
- Нагреватель большой мощности до 2 кВт;
- Набор состоит из шести модельных долот диаметром от 20 до 63 мм;
- Кроме того, паяльник оснащен шестигранным ключом для смены рабочего инструмента, держателем устройства и чемоданом для переноски.
Длина шнура питания 130 см, что явно недостаточно для работы. Но такой размер типичен для бюджетных моделей, тогда как у профессиональных паяльников полные 2,5-3,5 м. «Union» оснащен двухрежимным кнопочным переключателем обогрева и двумя цветными индикаторами — зеленым и красным, последний подсвечивает автоматику обогрева.
Паяльник, оснащенный всем необходимым для успешной пайки полипропиленовых труб, поэтому сложно сказать — переплачивать ли за комплектующие, как в случае с дорогими моделями паяльников.
Связанные с контентом
Сварочный стержень из полипропиленового пластика для проволоки с пайкой для пайки
Коннектор для проволочного пайки из полипропиленового пластика
Спецификации сварочного стержня в химической, бытовой и других областях часто используют полипропиленовый материал, полипропиленовая труба, твердость материала, хорошая пластичность , прочность хорошая, текстура очень легкая и очень устойчивая к коррозии. При производстве и использовании труб или пластин иногда используются всевозможные пути или соединения, когда необходимо использовать сварку полипропилена.
Операция сварки полипропиленом очень проста, только несколько корневых электродов из полипропилена, с использованием сварочного нагревательного электрода из полипропилена, слабо растворимого, могут соединить две части, сваренные вместе.
Описание продукта:
Производство:
Упаковка:
FAQ:
1.82 ?
A: Мы являемся производителем (заводом), который профессионально занимается пластиковыми листами в течение 15 лет.
2. Q: Как долго ваш срок доставки?
A: В зависимости от сложности и количества обработки продукта вам будет предоставлено разумное время прибытия.
3. Q: Предоставляете ли вы образцы? это бесплатно или за дополнительную плату?
A: Мы будем рады выслать образцы для тестирования. Образцы бесплатны, но вам может потребоваться оплатить экспресс-сборы.
4. Q: Каков ваш срок оплаты?
A: Обычно мы принимаем T / T, 30% T / T заранее, баланс 70% перед отправкой.Другие условия могут быть предметом переговоров.
Ищете идеальный производитель и поставщик сварочной проволоки для припоя? У нас есть широкий выбор по отличным ценам, чтобы помочь вам проявить творческий подход. Все полипропиленовые пластиковые сварочные стержни имеют гарантированное качество. Мы являемся фабрикой производства пластиковых сварочных стержней в Китае. Если у Вас возникнут вопросы, свяжитесь с нами.Как паять пластиковые трубы паяльником. Как правильно паять полипропиленовые трубы как использовать утюг для полипропиленовых труб
Пластиковые полипропиленовые водопроводные трубы пользуются все большей популярностью в том числе потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Но для этого нужно уметь паять полипропиленовые трубы, ведь это основная операция, определяющая долговечность всей системы.
Монтаж внутренней разводки пластиковых труб Это довольно простой, но достаточно трудоемкий процесс, поэтому, прежде всего, нужно понять, как паять полипропилен.
Свойства полипропилена
Один из многочисленных материалов из семейства пластмасс — полипропилен — продукт полимеризации двух газов: этилена и пропилена, смешанных в определенной пропорции.В результате получаются гранулы, из которых методом экструзии получают различные продукты.
Продукция водоснабжения изготавливается из пластика марки PPR, имеющего следующие характеристики:
- диапазон рабочих температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
Вышеуказанные параметры подходят для холодного водоснабжения, но необходимость характеристик более широкого спектра очевидна.Поэтому для их улучшения используются определенные технологические приемы.
Одно из них — армирование стен стеклопластиком или алюминием. Для этого поверх готовой трубы накладывается слой стекловолокна или алюминиевой фольги, а затем наносится еще один слой полипропилена.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.
Радикальным способом армирования полипропиленовых изделий является установка металлической прослойки.Для этого используется алюминиевая фольга в виде полосы.
Намотывается по винту в клеевом слое, второй клеевой слой наносится поверх металлической фольги. Укрытие для улицы выполнено из того же полипропилена.
Такие изделия подходят для использования в системах водоснабжения с высоким давлением до 6 атмосфер.
Какие изделия из полипропилена выбрать
Для малоизвестных сетей холодного водоснабжения наиболее практичными являются изделия PN16. Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов.Этого достаточно, чтобы выдержать нагрузку водопровода в частном доме или системы полива в теплице или саду.
Посмотреть видео
Более устойчивые к различным воздействиям полипропилена PN20 изделия, которые считаются универсальными и могут применяться, в том числе, для обогрева с температурой теплоносителя до 95 градусов.
Но самые надежные из всех труб PN25, трубы армированные алюминием или стекловолокном — самые надежные.
Монтажное оборудование из полипропилена
Водопроводные трубы из полипропилена имеют свои особенности с точки зрения технологии сборки, определяемые свойствами исходного материала.Перед тем как паять трубы из полипропилена, нужно приобрести для этого специальный инструмент.
Набор не очень обширный, но в нем есть приспособления, которые используются только для этого процесса:
Ножницы для резки полипропиленовых изделий. Они нужны для того, чтобы обеспечить строго перпендикулярный срез. Если в месте сопряжения при пайке образуется зазор, вероятность герметичности соединения возникает.
Shawer — Устройство для зачистки поверхности изделий перед пайкой.Без этого приспособления пайка полипропиленовых труб, армированных любыми материалами, невозможна. Дело в том, что пайка полиэтилена — это диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.
Естественно, алюминий или стекловолокно для этой цели не подходят. С помощью этого инструмента вы также можете снять фаску под углом 45 градусов на концах соединяемых деталей, чтобы облегчить стыковку во время процесса пайки.
Конструктивные решения данного набора приспособлений, поэтому при покупке инструмента предоставляется широкий выбор.
Паяльник. Основные средства, применяемые при пайке полипропиленовых водопроводных труб. В ее основе лежит плита, на которую крепятся сменные втулки различных размеров. Эти пары насадок — одно для фитинга, второе для трубы.
Соединяемые детали устанавливаются на сменный инструмент. Включение производится на ручке прибора, там установлен терморегулятор. Время нагрева сопрягаемых частей от 6 секунд и более.
Обычно в состав инструмента входят отвертка для установки сменного инструмента, маркер для разметки, рулетка для проведения измерений.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к монтажу электропроводки во многом определяет ее работоспособность и долговечность.
Посмотреть видео
Кроме того, одной из основных задач данных мероприятий является просчет реальной потребности в элементах водоснабжения.
Выбрать схему подключения
В настоящее время распределены по основным цепям трубопроводной разводки:
Тройник. — С его помощью каждый водопотребитель подключается к центральной трубе, подключенной к стояку. Для этого используются тройники.
Недостатком такой схемы является то, что при открытии нескольких кранов Давление в подающем трубопроводе резко падает и расход воды в каждом из них уменьшается. Особенно страдают точки разбора, удаленные от стояка.
Второй минус — при необходимости в текущем ремонте приходится на это время отключать всю схему водоснабжения.
Чайные схемы используются в квартирах или небольших частных домах. Из плюсов можно назвать простоту монтажа и относительно небольшой расход материалов.
Схема коллективной разводки . Этот способ формирования водопроводной сети заключается в том, что подводящая труба проводится к топографическому центру водопровода и заканчивается гребенчатым набором.
Гребенка представляет собой короткую насадку с установленной на ней резьбой с шаровым краном. Таким образом, формируется распределительный узел, от которого производится разводка до точек потребления.
В результате можно перекрыть любую точку водопотребления отдельно. Остальная часть системы продолжает работать в обычном режиме с тем же потоком воды.
Температурные режимы работы
Производители продукции для водопроводных труб декларируют максимальную температуру теплоносителя 95 градусов.Однако физические свойства материала несколько отличаются от этого показателя.
Размягчение полипропилена начинает проявляться при температуре около 140 градусов, плавление происходит при 175. Учитывая эти параметры, можно сделать вывод, что данный материал подходит для любых труб отопления, кроме пара.
Рабочая температура по ступеням точно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала в том, что от температуры 135 градусов он начинает размягчаться .Проводка начинает экономить, тонет и в конечном итоге возникает разрыв.
Производители полипропиленовых труб официально декларируют существенно более низкую допустимую температуру, желая застраховать свою продукцию и сделать ее более долговечной.
Следует отметить, что в правильно оборудованном жилище с достаточной теплоизоляцией стен такой рабочей температуры вполне достаточно.
Следует отметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы с рядом преимуществ:
- Устойчивость линейного расширения элементов водопровода под действием термических и механических нагрузок.Они выдерживают давление до 10 атмосфер без заметных изменений.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре, превышает аналогичный показатель невооруженных изделий.
- Точка плавления у тех и других продуктов одинакова, но при равных условиях труба без армирования разрушается, но не армируется.
Как паять трубы из полипропилена своими руками
Процесс пайки полипропиленовых изделий несложен и поэтому получил широкое распространение в технологии монтажа водопроводных труб систем холодного и горячего водоснабжения и отопления.
Однако есть некоторые тонкости, которые нужно знать и учитывать в своей работе.
Как решить метод диффузии — инструкция к шагам
Процесс пайки основан на оплавлении поверхности детали на определенную глубину. Если в таком состоянии соединить две части и охладить их, то материал возвращается в исходное состояние и принимает исходную структуру.
Посмотреть видео
За это время расплав успевает растянуться, создавая монолитный материал на всю глубину проникновения.В физике это называется диффузионной сваркой.
Соединение предполагает выполнение следующих технологических операций:
- Отрезать специальными ножницами трубу необходимой длины.
- Снимите фаску под углом 45 градусов с обоих концов.
- Очистить загрязнения и обезжирить поверхности заготовки снаружи и фитинга внутри.
- Установить на паяльник насадку необходимого размера.
- Включите паяльник и прогрейте детали в указанное в инструкции время.
- Снимите детали с паяльника и закрепите их в нужном положении. Держите, чтобы полностью остыть.
Необходимо уделять пристальное внимание соблюдению времени нагрева. Для получения качественного компаунда необходимо, чтобы под слоем расплавленного пластика оставалась твердая основа. Это позволит элементам стыковаться коаксиально. Если детали перегреваются и пластик размягчается на всю толщину, соединить их будет невозможно, они просто уснут.
Из приведенной выше таблицы ясно, сколько времени необходимо для качественного прохождения каждого этапа сборки.Как видно, условия довольно тяжелые.
Выполняя пайку своими руками, важно перед началом работы построить несколько тестовых переходов, чтобы проверить срок службы временных материалов.
Также необходимо обратить внимание на точность установки в осевом направлении при соединении деталей между собой. Время на контроль и исправление останется несколько секунд.
Посмотреть видео
При какой температуре паяются полипропиленовые трубки в конструкции сварочного аппарата важно соблюдать рекомендации по времени нагрева деталей.Этот показатель зависит от мощности инструмента, которая в разных моделях может отличаться.
Как припаять муфту (развальцовку)
Этот метод соединения используется для соединения изделий с целью исключения прямых участков. Для этого используйте штуцер муфты.
Посмотреть видео
Устанавливается на конец трубы пайкой, после чего припаивается внутренняя часть детали. Пайка производится по описанной технологии.
Метод Fuerate
Его чаще называют сваркой. Принцип работы остался прежним — плавление материала, сжатие двух концов в специальном механизме, охлаждение. Такой способ стыковки применяется для изделий диаметром более 63 миллиметров.
Торцевая стыковка по этой технологии может успешно применяться в полевых условиях. Как именно паять трубы полипропиленовые домкраты?
Для этого необходимо предварительно механически обработать торцы, обеспечив абсолютную параллельность зажатых концов.
Посмотреть видео
Как припаять армированный полипропилен
Армирующий слой, укрепляющий структуру полипропиленовой трубки. Создает специфическое препятствие стыковке отдельных деталей. Усиливающая вставка предотвращает диффузию материала, в результате чего соединение становится ненадежным.
Посмотреть видео
Единственный способ обеспечить надежное соединение — удалить армированный слой. Снятие внешнего и армирующего слоя производится специальным инструментом — шуером.
После зачистки верхнего слоя необходимо тщательно удалить заусенцы и очистить поверхность от загрязнений, после чего можно производить пайку по указанной выше технологии.
Чтобы понять, при какой температуре паяется армированный полипропилен, необходимо иметь в виду, что его структура ничем не отличается от обычных труб и режимы пайки такие же.
«Холодная сварка» полипропиленовых компаундов
Двухкомпонентный эпоксидный состав под этим названием приобрел определенную популярность благодаря своей эффективности.Привлекает простотой использования — достаточно выкурить комок состава и нанести на склеиваемые поверхности. Время отбраковки смеси около 10 минут, полного схватывания — около часа.
Физические свойства Клеевой состав не позволяет использовать его в системах горячего водоснабжения или отопления. Подходит только для монтажа водопровода.
Соединение полипропиленовых труб электролитическим способом
Этот способ монтажа широко применяется в промышленности.В этом случае для выполнения стыков используются электрофининги. В корпусе детали при ее изготовлении устанавливается ТЭН.
Установка системы производится без пайки, но каждый штуцер подключается к источнику питания. Только по окончании выполнения разводки на него подается напряжение.
Под действием тока ТЭН расплавляет сопрягаемые детали до необходимого состояния, отключение происходит автоматически. После охлаждения частей вся сеть или ее локальный участок готовы к работе.
Посмотреть видео
Использование такого способа установки значительно увеличивает производительность и исключает личный фактор при выполнении работы. Поэтому качество подключений стабильно для всей водопроводной сети.
Такая технология позволяет качественно производить сборку элементов трубопроводов в труднодоступных местах.
Пайка труб на сложных участках
При сборке водопровода или системы отопления сложной конфигурации могут возникнуть проблемы с доступом к месту пайки.Как паять полипропиленовые трубы в труднодоступных местах?
Посмотреть видео
В процессе подготовки необходимо условно разбить всю сеть на отдельные узлы, которые можно подключить к верстаку, после чего готовые ответвления ввариваются в систему в двух или трех точках. Сложными для монтажа участки можно считать:
- трубопроводов под потолком;
- в местах, где нельзя разместить паяльник.
Лучший способ избежать сложностей в этом случае — не допустить их возникновения. Для этого нам нужно учитывать порядок сборки, изготовления сложных узлов на верстаке, а не на руках. Если это невозможно сделать, лучше использовать электрофинги.
В основном возникновение затруднений такого рода является следствием ошибок проектирования. Технологичность монтажа — главное условие для дизайнера.
Крепление седла в водопроводной системе
Этот элемент трубопровода используется для создания дополнительной розетки, и необходимость его установки возникает, как правило, при ремонте активной проводки.
Посмотреть видео
В трубу большего диаметра припаивается меньший фитинг, позволяющий установить ответвление от действующей разводки под углом 90 градусов.
Для этого необходимо:
- В стенке действующей трубы мастером необходимо просверлить отверстие нужного диаметра Убрать заусенцы и выполнить фаски.
- Подходящие детали прогреваются паяльником по традиционной технологии.
- Седло (фитинг) плотно устанавливается в отверстие в трубе.
Такой способ создания дополнительных ответвлений в водопроводной трубе из полипропиленовых труб позволяет продолжить развитие сети с наименьшей трудоемкостью.
Знание того, как правильно паять полипропилен, позволит без труда монтировать трубопроводы любой длины и степени сложности.
Видео Как выбрать аппарат для сварки полипропилена
Посмотреть видео
Настолько практичны в применении, что заняли практически всю нишу по доле продаж, вытеснив традиционный металл. Связано это прежде всего с первыми характеристиками труб ПНД.
В некоторых странах с трубами малого диаметра в закрытых помещениях до сих пор так и дошли.
Но паять армированные полипропиленовые трубы просто и экономически выгодно.
Необходимые инструменты
Для пайки полипропиленовых труб своими руками потребуется т.н. Это специальные соединительные элементы, часто угловой формы.
Они различаются по форме.
Выходят разные материалы, однородные или несколько, например металл с пластиком. И применено в разных работах:
Но надо учитывать, что резьба часто течет, и пайка — лучшее соединение. Нити иногда пломбируются средствами.
Ножницы бывают двух видов, в зависимости от диаметра. Иногда использовались шейвер и фальшивка.
Сварочный аппарат представляет собой конструкцию с различными отверстиями.
В эти отверстия разного диаметра крепятся специальные насадки для пайки. В комплект входят различные насадки со специальным покрытием, за которым следует тщательный уход.
Есть несколько типов устройств, рассчитанных на разную мощность. Соответственно на разных диаметрах. Температура работы регулируется специальным переключателем.
Shawer — специальное приспособление для снятия армированного слоя с поверхности концов.
Для очистки от ненужного пластика и уровня используется выравнивание.
Подготовительные работы
Перед тем, как приступить к пайке, необходимо сделать предварительный проект.
В нем должны быть видны все стыки и длины сегментов, а также предписаны крепления к поверхностям. Такая работа снизит вероятность ошибок.
Также рассчитать необходимое количество материала .Если они сделаны по аналогии со старыми системами, они бесплатны.
Prepaid изготавливаются из заготовок — отрезают трубы необходимой длины. Для этого к расстоянию между фурнитурой прибавляется 30 мм. Затем отрежьте специальными ножницами ровно под 90 градусов. Затем крепится штуцер и отмечается расстояние. Продольная разметка помогает соединять элементы трубы по осям.
Когда проданы армированные трубы На концах стоят шейдеры для очистки поверхности. Крепеж сделан такого диаметра, что без верхнего слоя будут укладываться только трубы.
Как паять полипропиленовые трубы .
-
Аппарат заводится и включается. Важно подготовить место для работы, чтобы оно ни на что не отвлекало. Его нужно постоянно включать. - Концы труб обезжириваются и очищаются от мелкой пыли и мусора. Соединительные элементы можно мыть водой.
- В специальное отверстие паяльника вставляется подходящая насадка.
-
Установлена необходимая температура.И греется аппарат минут десять. О готовности сообщит индикатор. - Элемент медленно и аккуратно надевается на насадку.
- Для обогрева необходимо выдержать паузу. Чем больше диаметр, тем дольше нужно ждать. Время от 4 до 10 секунд.
-
Далее этот элемент быстро снимается и надевается на трубу. Здесь помогут продольные и поперечные наклейки. - Шов осматривает. Качественный шов обычно ровный и аккуратный.Не должно быть складок. Допустимый сдвиг — это толщина одной стены.
- После этого трубы необходимо сохранить. Вы не можете их тренировать или.
- Если во время процесса что-то пошло не так, то ошибку можно исправить, только отключив неправильное соединение.
- При пайке крана необходимо расположить его так, чтобы ручка могла поворачиваться во все стороны.
На самом деле процесс пайки довольно простой. При этом должны соблюдаться технологии.
Как паять полипропилен вы можете посмотреть на видео. Работу лучше проводить в перчатках.
Трубы прочно входят в каждый корпус. Их универсальность дает возможность прокладывать водопровод не только в домах, квартирах, но и на дачных участках.
Использование таких элементов для системы отопления также является одним из самых популярных направлений. Чтобы работы были выполнены качественно, следует изучить правила и секреты пайки полипропиленовых труб.И оно того стоит при изучении характеристик и особенностей материала.
Виды изделий из ПП
Есть несколько исполнений. Отличить их можно по маркировке, нанесенной по длине изделия:
- ПН-10. Применяется для систем со слабым давлением не выше 1 МПа и температурой не выше 45 ° С. Как вариант, устройство водяного теплого пола.
- ПН-16. Давление в такой системе не должно быть выше 1.6 МПа, а температура не более 65 ° С. Применяется для подачи холодной воды.
- ПН-20. Один из самых популярных видов. Используется для нанесения горячей и холодной воды. Давление в такой системе может быть до 2 МПа, температура допускается до 80 ° С.
- PN-25. Используется в системах отопления. Давление в системе до 2,5 МПа, температура до 95 ° С.
Для частного использования используются трубы диаметром от 16 до 110 мм.
Цвет товара на отдельные характеристики не влияет.Чаще всего встречаются изделия в белом исполнении. Исключение составляют черные трубы. У них есть дополнительная защита от ультрафиолета.
Сложно сделать своими руками? Инструкцию по работе нужно строго соблюдать, в остальном процесс не будет сложным. Для труб существует целый перечень фитингов, которые также следует изучить.
Достоинства и недостатки изделий из ПП
Такие системы имеют достойный список достоинств:
- Долговечность материала.Срок службы до 50 лет. Это достигается отсутствием коррозионных процессов.
- Экология. Качественный материал — гарантия безопасности для здоровья человека.
- Возможность спрятаться в ящике под плитку. Это достигается за счет прочности и герметичности системы.
- Эстетика. Даже на открытой трубе трубы смотрятся аккуратно.
- Практически не образует рейда внутри системы. Это достигается за счет гладкой внутренней поверхности.
- Легкость конструкции.
- Простые монтажные работы.
- Универсальность за счет большого количества соединительных элементов.
- Не проводить ток.
- Из такого материала система менее шумная.
- Не подлежит замораживанию. Имеет хорошие
К недостаткам можно отнести то, что будет некачественный материал.
Разновидности пайки
Есть два типа подключения — гнездо и в дураку. Состав по первому варианту при высоких давлениях в системе может не выдержать.Поэтому самый популярный и простой способ — это подключение к розетке с помощью арматуры и специального сварочного аппарата. Как показывает его инструкция, это должно выполняться с точным соблюдением технологии.
Тогда качество системы будет соответствовать всем требованиям и сможет прослужить до 50 лет.
Типы арматуры и их особенности
Эти системы имеют большой перечень соединительных деталей, что позволяет наиболее эффективно произвести электромонтаж:
- Угол 45 ° и 90 °.С их помощью можно развернуть систему от 45 ° до 135 °. Может быть с резьбой и без нее.
- Адаптеры бывают двойные, тройные, на четыре направления. Эти версии также присутствуют с вариантами резьбы.
- Опоры. Допускается при пайке системы обходить места пересечения труб.
- Компенсаторы. Посмотрите петлю. Их устанавливают для стабилизации давления в системе. Это значительно продлевает срок службы трубопровода. Можно собрать вручную при помощи фурнитуры, но дешевле купить готовый вариант.
- Краны и арматура. Запорные элементы, используемые при эксплуатации трубопровода.
- Заглушки. Для ремонтных работ, например, ванной, часть труб проедают до облицовки конца плиткой. Это помогает избежать засора до запуска сантехнического оборудования и потоков воды.
- Элементы крепления. Позволяют крепить трубы к поверхностям.
Подбор труб и фитингов к ним
В первую очередь следует перетянуть схему подключения для правильного просчета материала.
Далее анализируются характеристики соединения. Как уже упоминалось ранее, модели PN 20 могут использоваться для подключения холодной и горячей воды, PN 25 — для системы отопления. Обычно продаются трубы длиной от 2 до 4 м или бухтами.
В инструкции по пайке сказано, что фитинги подбираются с учетом требуемых параметров и должны совпадать с наружным диаметром труб.
Инструмент для работы
Потребуется следующий перечень:
- Сварочный аппарат для полипропиленовых труб с насадками;
- рулетка; Маркер
- ;
- специальный резак;
- стенд под оборудование;
- шнур для переноски или удлинитель;
- перчатки защитные;
- инструкция.
Пайка должна производиться после ознакомления с технической документацией на оборудование.
Сварочный аппарат для изделий из ПП
Как правило, такое оборудование продается в отдельном чемодане. В комплекте:
- Резак для полипропилена. Иногда необходимо покупать это средство отдельно, так как в комплекте может быть некачественное.
- Насадки для труб разного диаметра.
- Сам сварочный аппарат.
- Ключи для установки форсунок.
- Инструкция. Пайка полипропиленовых труб, а также уход за оборудованием должны происходить согласно данной технической документации.
Инструкция — Подготовка к работе
Для сварочной системы температура окружающей среды должна быть не ниже пяти градусов.
Если к этим работам на открытом воздухе нельзя заниматься в сырую погоду.
Трубы, фитинги установить так, чтобы они не мешали работе, но в то же время должны иметь легкий и быстрый допуск.Снимите резак и положите рядом с материалом.
Сварочный аппарат достают из упаковки. Выберите нужные насадки. Один должен быть дорн, второй рукав. Первый используется для утепления внутренней части фитинга, второй — для внешней стороны трубы. Устанавливаем на оборудование и фиксируем. Аппарат ставим на подставку. Подключаемся к сети, выставляем требуемый температурный режим (Обычно 260 ° С), включаем. Проследить так, чтобы сварочная поверхность не соприкасалась.
Как указано в инструкции, пайку полипропиленовых труб следует проводить только после полного прогрева аппарата.Для этого на фурнитуре сделаны кнопки с подсветкой и при полном прогреве индикатор гаснет.
Пайка труб имеет несколько этапов, позволяющих достичь идеального результата:
- Отрежьте трубу нужной длины. Прокрутите, чтобы сделать гладкий, немытый. Для этого используется резак. Он должен быть острым, лезвия не должны болтаться.
- Очистить края от заусенцев и пластиковой крошки. Обезжирьте поверхность. Если внутри вода — протрите тряпкой. В любом случае фитинг и труба на разрезе должны быть чистыми и сухими.Если будет использоваться армированная фольгой деталь, с нее следует удалить верхний слой. Иначе пайку осуществить не удастся.
- Элементы трассировки. Сделайте на трубе линию для плавного соединения. В принципе, это необязательная процедура. Зависит от опыта сварщика.
- Когда происходит пайка полипропиленовых труб, инструкция должна быть уже изучена, включая раздел безопасности.
Процесс сварки удобнее будет делать вдвоем, но можно и одному.
Для этого снимите с подставки, и ступня прижмет ручку к полу. С двух сторон одновременно одеваются труба и фитинг — каждая на своем патрубке. Движения должны быть напорными, вывертывания четко параллельны Земле. Сделал поочередно пол-оборота от себя и от себя каждой рукой одновременно.
Odja до упора, стоит дождаться времени по инструкции. В нем обязательно разместится таблица с точными данными.При этом снимаем оба элемента и вставляем друг в друга, завинчивая с нажимом, снова выждать время по инструкции. На стыке должен образоваться наплыв. Это обеспечит герметичное соединение.
Есть очень сложные переходы и связи. Такие детали лучше припаять.
Собирается несколько отдельных дизайнов, и соединение выполняется на месте. С такими сайтами ему, вероятно, понадобится помощь другого человека.
Как видно, процесс простой — пайка полипропиленовых труб. Инструкции должны быть под рукой. Он даст полную информацию о времени нагрева трубы и пайки.
примечание
Соблюдайте правила техники безопасности при работе. Избегайте контакта с нагретыми элементами во время сварки. После работы выключите оборудование и дайте ему остыть перед чисткой.
Основные ошибки при сварке, пайке полипропиленовых труб
И вот система готова. Криковка сделана и течет в суставах.Вроде все делали по технологии, и вот такая беда вышла. В чем могут быть проблемы:
- Пайпов девбита не хватало. В итоге швы оказались наклоном.
- Слабая пыль. При соединении трубы и фитинга произошла плотная динамизация. Работы производить с нажимом и вставлять до упора.
- Не очищенная от заусенцев кромка. В результате может образоваться разрыв.
- Фитинг или конец трубы были влажными. Вода не влезет в полную форму.
- Трубы и фитинги разных производителей. Также может наблюдаться рыхлое пищеварение из-за разницы в химических компонентах.
А может получиться обратный эффект — вода не идет по трубам.
Может образоваться из-за перегрева элементов системы. А внутри, на месте пайки, образовался шип, не пропускающий воду. Поэтому говорят, что при продаже полипропиленовых труб должен соблюдаться полноценный рабочий режим.Инструкция к каждому сварочному аппарату прилагается своя и изучите ее перед началом работы.
Пластиковые трубы благодаря своей демократичной стоимости и простоте подключения занимают лидирующие позиции при устройстве сантехнических и даже тепловых сетей. Несмотря на то, что эти конструкции менее долговечны и долговечны, чем металлические, многие отдают предпочтение им, собираясь менять инженерные коммуникации в своих домах и квартирах. Особенно привлекает быстрый монтаж изделий, так как пайка полипропиленовых труб позволяет создать прочное и надежное соединение буквально за несколько минут.
Классификация полипропиленовых труб
Особо прочный пластик, используемый для производства труб, не подвержен коррозии, устойчив к отложению солей и появлению известкового налета. Полипропиленовые конструкции рассчитаны на длительную эксплуатацию. Производитель дает гарантию на оборудование 50 лет.
Это действительно возможно при условии, что трубопроводы будут эксплуатироваться в условиях давления и температуры, предусмотренных инструкцией по эксплуатации.Детали рассчитаны на длительное воздействие высокого давления при низкой температуре транспортируемой жидкости и, наоборот, высокой температуры жидкости при низком давлении.
Все полипропиленовые трубы можно разделить на четыре категории.
Полипропиленовые трубы выпускаются четырех цветов, что не означает ограничений в использовании, за исключением черных, которые изготавливаются наиболее защищенными от УФ-излучения. Конструкции используются в системах водоснабжения и отопления, их можно соединять с металлическими конструкциями.Может использоваться на всех типах трубопроводов: открытых, закрытых и настенных. Полипропиленовые трубы делятся на категории:
- PN 10 — вариант с тонкими стенками. Применяется для теплых полов, температура которых не выше 45С, или для разводки холодной воды.
- PN 16 — применяется для организации холодного водоснабжения в системах с высоким давлением или в трубопроводах отопления низкого давления.
- PN 20 — труба универсальная, может использоваться как для горячего, так и для холодного водоснабжения с температурой не выше 80С.
- PN 25 — Дизайн отклонен алюминиевой фольгой. Используется для центрального отопления и суммирования температуры горячей воды не выше 95С. Может использоваться для соединения металлического трубопровода с пластиком.
Подготовка к сварке + особенности процесса
В руководствах, описывающих технологию пайки, указано, что конструкции диаметром менее 63 мм обычно соединяются методом сварки в поле. В местах стыков труб используются фитинги, специальные соединительные детали, к которым привариваются элементы.Соединение труб большого диаметра без фитингов осуществляется стыковой сваркой. Для них этот метод считается самым надежным.
Пайка труб из полипропилена с помощью ручного сварочного аппарата, который в народе называется утюгом. Для деталей диаметром более 40 мм специалисты рекомендуют использовать несколько более сложные в эксплуатации инструменты с центрирующими приспособлениями. Сварочные аппараты Оснащены специальными съемными трубными насадками. Они представляют собой нагревательные элементы, выполненные в виде втулки для оплавления внешней части трубы или дорна для нагрева внутренней поверхности детали.
Аппарат ручной для сварки полипропиленовых труб
Размеры диаметров форсунок варьируются от 14 до 63 мм. Нагревательные элементы покрыты тефлоном, антипригарным материалом. В процессе сварки необходимо следить за чистотой форсунок и протирать их после каждого использования специальными скребками по дереву или брезентовой тряпкой. Делать это нужно до тех пор, пока предметы не останутся горячими, чистка холодных частей недопустима.
Порядок работы
Этап №1 — Подготовка сварочного аппарата
Устройство необходимо устанавливать на ровной поверхности, чтобы к нему был легко получить доступ.Перед началом работ необходимо определиться с трубами какого диаметра паять и подготовить необходимые ТЭНы. Конструктивные особенности Инструмент позволяет использовать сразу несколько насадок.
Рекомендуется установить все необходимое для прогрева устройства. Устройство нагревается равномерно, поэтому расположение нагревательного элемента не влияет на температуру сопла. Их закрепляют так, как это будет максимально удобно для работы. Для установки форсунок используйте специальные ключи. Желаемая температура отображается на панели управления, для полипропиленовых труб она составляет 260 °.Устройство включается и нагревается, что занимает около 10-15 минут.
При отрицательных значениях температуры сварка запрещена. Кроме того, время пайки полипропиленовых труб зависит от температуры в помещении: на жаре она уменьшается, на холоде — увеличивается.
Этап №2 — Подготовка трубы
С помощью трубок или специальных ножниц деталь обрезается под прямым углом. Место среза очищают и вместе с фитингом обезжиривают мыльным или спиртовым раствором.Детали хорошо просушены. Если работы ведутся с трубами ПН 10-20, сварка возможна. Если с PN 25, нужно дополнительно очистить верхние слои алюминия и полипропилена. Работа с шалью выполняется точно, но с глубиной сварки, которую можно определить по величине сопла сварочного аппарата.
Отрежьте полипропиленовую трубку только под прямым углом
Этап №3 — Нагрев деталей
Элементы надеваются на насадку аппарата нужного диаметра.Труба вставляется в муфту до ограничителя, показывающего глубину сварки, и устанавливается фитинг на дорн. Время нагрева деталей строго выдерживается. Для каждого типа труб он разный, значения можно посмотреть в специальной таблице.
Этап №4 — сварка элементов
Предварительно нагретые детали извлекаются из аппарата и уверенным быстрым перемещением с соблюдением соосностей элементов соединяются между собой. Соединяющие их части нельзя наматывать по оси или изгибать.Также необходимо строго следить за тем, чтобы труба входила на глубину, определяемую внутренней границей фитинга.
Детали прогреваются строго определенное время.
Этап №5 — Подключение охлаждения
Предварительно подогретые детали нужно беречь, особенно это актуально для тонкостенных труб. Любые деформации деталей в это время недопустимы, они могут привести к посадке внутреннего просвета трубы. После полного остывания детали необходимо промыть или пропустить их через них, чтобы убедиться в их проходимости.
Видео пример паяльных работ
Также весь этот процесс можно увидеть в этой видеоинструкции:
Рекомендации, как паять трубы из полипропилена довольно просты. Вы справитесь с этой работой самостоятельно. Опытные сварщики предлагают новичкам выполнить пайку первой детали, охладить и разрезать, чтобы убедиться, что все сделано правильно. Если есть ошибки, они будут сразу заметны. Таким образом, можно быстро научиться выполнять надежные соединения полипропиленовых труб, которые непременно пригодятся в процессе монтажа или ремонта трубопроводов.
Наверняка для вас не будет секретом, что современный качественный ремонт с заменой системы отопления или водоснабжения не обходится без использования полипропилена, то есть изделий из пластика. Этот материал стремительно появился на рынке стройматериалов, совершил переворот в системе водоснабжения и прочно занял позиции в лидерах. В этой статье поговорим о том, как происходит пайка полипропиленовых труб своими руками и как сэкономить на вызове специалистов.Это своего рода инструкция по работе.
Сан материала
В жизни современного человека пластик используется практически во всех сферах его жизнедеятельности. Они стали просто незаменимыми составляющими при ремонте и строительстве любого масштаба: для отопления, водоснабжения, канализации и т. Д. Все потому, что аналогичны трубы для инженерных сетей Обладают другими материалами неоспоримые преимущества :
- Не подвержены коррозии;
- Обладают высокой химической стойкостью;
- Отличная устойчивость к различным видам микроорганизмов;
- Обладают низкой звуко- и теплопроводностью;
- Lungs, обеспечивающий простую транспортировку;
- Экологически чистый;
- Несложный монтаж;
- Возможна укладка как открытым, так и скрытым способом;
- Высокий срок службы — при правильной эксплуатации до 50 лет службы.
Обратите внимание! Оптимальный режим работы, при котором следует проводить пайку полипропиленовых труб своими руками: рабочее давление до 15 бар при температуре 0-10 ° C и до 2 бар при высоких температурах до 95 ° C.
Именно благодаря своим экологическим свойствам полипропилен широко применяется для водоснабжения дома и его отопления. Широкий выбор фурнитуры с различными видами хромированных или латунных вставок позволяет использовать их с уже имеющимися деталями.инженерные сооружения или сантехника.
Необходимое оборудование
Рассмотрим, как паять полипропиленовые трубы своими руками. Для устройства магистралей отопления или водоснабжения использовались изделия наружным диаметром 16-63 мм. Применяется бесплавкая или, как ее еще называют, муфтовая сварка. Для того, чтобы отговорить вам нужно следующее:
1. Паяльник с набором насадок разного диаметра. Ну как выбрать подходящий паяльник, чтобы он был качественным и позволял быструю установку.Выбор инструментов сейчас действительно велик, как и их ценовая политика. Ссылка на правила выбора будет после статьи.
- Ведущую роль играет мощность инструмента. Если вы планируете использовать дома для экономии диаметров 16-63 мм, то вам будет достаточно 1200 Вт. Если придется паять полипропиленовые трубы в труднодоступных местах и на профессиональном уровне, потребуется 1800. Вт и более. Но, сразу скажем, что для начала установщика такие профессиональные домашние устройства вообще не потребуются.
- Существующие насадки выполняют роль нагревательных элементов. Они состоят из гильзы, опускающей внешнюю часть изделия, и дорна, который опаляет внутреннюю коррубину соединительной части. Форсунки должны иметь тефлоновое антипригарное покрытие. Чаще всего в комплекте паяльника имеется 6 насадок разного диаметра.
- Самым удобным будет паяльник, позволяющий устанавливать не одну, а три насадки. Такая конструкция дает серьезную экономию времени, т.к. вы значительно меньше его потратите в процессе замены форсунок одного типоразмера на другие.Ведь не забывайте, что для замены форсунки ее нужно будет охладить, заменить, а после этого снова прогреть.
- Паяльник, позволяющий профессионально отпугивать товары, обычно имеет электронную регулировку температуры. Это позволяет контролировать нагрев с точностью до 1-5 ° C. Без этой регулировки, конечно, можно обойтись, а просто купите градусник для измерения температуры рабочей части.
Обратите внимание! При работе следует соблюдать температуру пайки полипропиленовых труб.Важно не превышать рабочую температуру форсунки в 260 ° C, в которой полипропилен можно паять. Уже при 270 ° C пластик потеряет устойчивость, будет слишком загнут, не пойдет на штуцер. Но с подписанной рабочей частью полипропилен не достигнет желаемой вязкости и в конечном итоге необходимой диффузии материала не произойдет. Следствием будет ненадежное соединение.
2. Следующим инструментом, который понадобится, когда вы решите разобраться, как паять полипропиленовые трубы, будут ножницы для пластика.
3. Дополнительно вам понадобятся карандаш, рулетка, брезентовый ветеринар, колодец и, конечно же, полипропиленовые трубопроводы и арматура.
Какие бывают фурнитуры
Чтобы понять, что можно паять и как паять различные участки, нужно понимать, какие есть дополнительные соединительные элементы.
- Корневые муфты.
- Углы 45 ° и 90 °. Используется как для разных, так и для одинаковых размеров.
- Тройник или тройной кизил.
- Крест.
- Валлийское седло.
- Заглушки.
- Пайка для полипропилена.
- Переход с наружной резьбой из пластмассы ДГ.
- Муфты комбинированные (с наружной, внутренней резьбой или накидными гайками).
- Тройники комбинированные (с наружной, внутренней резьбой или стопорными гайками).
- Угольники комбинированные (с наружной, внутренней резьбой или стопорными гайками).
- Уголки комбинированные для установки разнотипных устройств (например, смесителя).
- Миски смесители прямые или угловые с американкой.
- Переходное полотенце.
Как пользоваться паяльником
Чтобы понять, как отпугнуть полипропиленовые трубки, нужно разобраться с технологией паяльника. Итак, приступим.
- Паяльник должен быть установлен на ровной поверхности. Установленные насадки необходимого диаметра затягиваются специальными ключами. Ближе к краю следует установить насадку, которую потребуется экономить прямо на стене. Все отдельно расположенные части трубопровода удобнее будет собирать на стационарном паяльнике, сил.А вот собирать детали в цепочку на стене нужно будет уже с помощником.
- Правильная пайка должна начинаться только после нагрева инструмента до рабочей температуры, примерно через 10-15 минут после его включения. Помните о номинальной рабочей температуре, чтобы провести качественный спайк.
- Паяльник нельзя отключить от сети на протяжении всей работы, т.е. пока вас разгонят.
- Две детали необходимо нагревать одновременно.
- Пластик, оставшийся на форсунках, нужно убирать тряпкой после установки каждого фрагмента. Не допускается чистка остывших форсунок.
Технология пайки полипропиленовых труб
1. Специальными ножницами отрежьте нужный кусок перпендикулярно оси.
2. Выберите нужный фитинг. Здесь мы обращаем внимание на то, что ненагреваемый фитинг должен иметь внутренний диаметр, который будет немного меньше внешнего диаметра трубопровода.
3. Конец трубы и штуцер фитинга очистить от загрязнений, обезжирить спиртом или мыльной водой и просушить.
4. Соединяемые детали устанавливаются на соответствующую насадку паяльника. Изделие следует вставить на всю глубину сварки в гильзу, а фитинг упавшей температуры одеть на дорн.
5. После размещения деталей в насадке необходимо выдержать время нагрева. Здесь нужно действовать согласно приведенным ниже данным.Поясняем, что в таблице указано время, необходимое для нагрева деталей. Однако данные применимы к температуре воздуха 20 ° C. Если вы работаете при более низкой температуре, необходимо дольше нагревать предметы, а если она выше, то резать. Таблица — это таблица пайки полипропиленовых труб.
6. После нагрева детали снимаются с паяльника и соединяются между собой. Здесь мы обращаем внимание на то, что соединение следует проводить без проворачивания вокруг своей оси и на всю глубину фитинга Corrub.Операцию нужно проводить быстро с соблюдением комплаенса.
7. Если вы все сделали правильно, то после соединения по краю урожая должен появиться сплошной наплыв пластика. Пример вы можете увидеть ниже.
8. Далее выдерживаем время охлаждения деталей. В этот период недопустимы разного рода деформации (изгибы или повороты по оси). Здесь мы обращаем внимание на то, что если произошло соединение и произошло выравнивание или угол расшифровки, то элемент следует отрезать и переустановить.Особого внимания заслуживают тройники, уголки и краны. Так, например, ручка крана должна легко перемещаться.
Если вы не умеете паять полипропиленовые трубы, желательно выполнить тестовые шипы. Чтобы контролировать качество шипа, вы можете вырезать прототип по своей оси. Должна быть монолитная конструкция.
Не забывайте, что технология пайки полипропиленовых труб предполагает соблюдение техники безопасности, т.к. для ее проведения вы будете использовать высокие температуры, электроинструмент и пластик, которые будут выделяться вредными парами при нагревании.
| Колпачки Pulse X от ERSE — это конденсаторы премиум-класса для аудиофилов.
для быстрой переходной реакции и отличного музыкального исполнения.
В линию конденсаторов PulseX было вложено все внимание к деталям.
для обеспечения премиальной работы. Высококачественный «бездефектный» металлизированный алюминиевый полипропилен. фильм был выбран от ведущего поставщика пленки. Специально спроектированные немецкие намоточные машины с контролем натяжения допускают прецизионную повторяемость во время производства.Эта отрасль первая техника позволяет нам практически исключить зеркальность и получить жесткий допуск ± 3%, практически без брака. Качество Pulse X продолжается; все лиды не содержат свинца (Соответствует RoHS), бескислородная медь чистотой 99,99%. Каждый вывод прикреплен к корпусу конденсатора ультразвуковой сваркой. Для дальнейшего уменьшить эквивалентное последовательное сопротивление и повысить долговременную надежность, затем выводы припаиваются серебряным припоем, не содержащим свинца.PulseX колпачки затем оборачиваются огнестойкой полиэфирной лентой, а концы заполнены эпоксидной смолой. Перед окончательной упаковкой каждая крышка PulseX проходит испытания. с сертифицированными емкостными мостами Уэйна Керра высшего качества для обеспечения отклонения ± 3% от номинального значения. Колпачки PulseX демонстрируют признаки почти идеального конденсатора. Общее гармонические искажения и искажения интермодуляционных искажений и фазовые искажения практически отсутствуют. неизмеримо, в то время как все потери практически нулевые во всех аспектах. КолпачкиPulseX позволят вашей музыке быть точной и бесцветной в каждом пути. | Характеристики:
Технические характеристики:
|
Как правильно паять полипропиленовые трубы?
Полипропиленовые трубы постепенно получают самое широкое распространение.На это есть причины. Полипропиленовые трубы и фитинги к ним стоят сравнительно недорого. Соединение штуцера и трубы потом не течет, его можно назвать практически вечным, как и сами трубы. Но важно понимать, как паять полипропиленовые трубы. Помните, что правильная технология — ключ к успеху.
Технология пайки
Процесс сварки (пайки) прост до невозможности! Полипропилен при термическом нагреве становится эластичным — он переходит в состояние, которое можно сравнить с пластилином.Когда материал остывает, его структура затвердевает. С научной точки зрения этот процесс называется сваркой полиэстера. Когда вы наберетесь опыта пайки полипропиленовых труб, вам это покажется невероятно простым.
Техника пайки
Сейчас соляют двумя способами. Муфтовая пайка — это соединение двух труб с помощью специальной муфты или отрезка трубы, имеющего диаметр больше двух свариваемых элементов. Этот метод применяется, если сварные трубы имеют диаметр менее 63 мм.
Прямая пайка — это простое соединение двух смежных поверхностей трубы без каких-либо третьих дополнительных элементов. Этот вариант предпочтительнее с точки зрения эстетики, но более сложен с точки зрения производительности.
Для выполнения такой (прямой) пайки опыт. Как паять полипропиленовые трубы? Эти два описанных варианта считаются правильными, у каждого способа есть свои нюансы и особенности. Выбор вы делаете сами, но чаще для бытовых нужд паяют с помощью муфт.
Паяльники
Для пайки любым из вышеперечисленных способов потребуется специальное оборудование, в частности, специальный паяльник. Если вы разбираетесь в конструкции паяльника для полипропиленовых труб, то это «близкий родственник» паяльника. Основная часть устройства — массивный утеплитель. От этого каменки получаются основания для специальных съемных насадок, которые поставляются в комплекте с устройством (металлические заготовки различного диаметра).
Если речь идет о том, как паять полипропиленовые трубы своими руками, то нам подойдет описанный выше паяльник.Он бытовой и подходит для пайки с использованием муфт. Если коснуться промышленной пайки, то для пайки полипропиленовых труб нам понадобится специальный паяльник. Конструктивно такой паяльник дополнительно имеет систему центровки свариваемых элементов.
Паяльники также можно разделить по мощности. Как правило, мощность паяльника существенно влияет на цену паяльника, хотя в ценообразовании устройства есть и другие составляющие.
Порядок сварки
Главное правило: пайка должна производиться с обеспечением хорошей вентиляции помещения.При плавлении полимеров образуются токсичные вещества, если их вдыхать в избытке, то здоровье человека пострадает. Также необходимо иметь защитные перчатки, очки и респиратор. Но, стоит повторить с главным правилом, которым нельзя пренебрегать. Как паять полипропиленовые трубы с точки зрения безопасности их здоровья? При притоке достаточного количества свежего воздуха!
При какой температуре паять полипропиленовые трубы?
Если вы используете для сварки труб специализированный паяльник, а другие варианты даже нельзя рассматривать, то вам даже не придется задавать вопросы о правильной температуре сварки.Ваш паяльник всегда снабжен зеленым индикатором, когда он горит, можно приступать к работе. Если температурный вопрос вам интересен просто для общего развития или ваш паяльник оснащен ручкой для установки температуры пайки, то температура сварки полипропиленовых труб составляет 260 градусов. Перед сваркой двух труб с них снимаются фаски и эти места обезжириваются.
Время пайки
В вопросах пайки полипропиленовых труб важным фактором является время.Короткое время пайки на паяльнике плохо оплавит элементы, что приведет к плохому соединению. Если перетянуть элементы на паяльнике, они начнут деформироваться и изменить свою структуру, что также не гарантирует качественного соединения.
Если ваша сварная труба имеет диаметр 20 мм, ее следует подержать на нагретом паяльнике примерно 8 секунд, столько времени, сколько потребуется, чтобы приварить элементы друг к другу. Нормой охлаждения в этом случае обычно считается 2 минуты.
Если вы свариваете трубы диаметром 40 мм, то разогреваете их в течение 18 секунд, для качественной сварки нужно удерживать соседние элементы около 20 секунд, время полного остывания в этом случае 5 минут.
Если ваши свариваемые элементы имеют диаметр от 20 мм до 40 мм, то вы можете самостоятельно рассчитать все параметры на основе приведенных нами примеров.
Сварка труб с арматурой
Рассмотрим подробно, как паять армированные полипропиленовые трубы.Здесь главное снять защитный материал. Зачем? Ниже мы уточним. Также следует понимать, что фольга в конструкции трубы (армирующий слой) обязательно требует дополнительного нагрева.
Особенностью пайки таких труб является их увеличенный диаметр, как правило, такие трубы не подходят к бытовым паяльникам. Чтобы решить эту проблему, перед пайкой трубы необходимо очистить. Для этого можно использовать специальную швейную машинку (обрезной станок для полипропиленовых труб), принцип работы немного схожий с точилкой для карандашей.Канализация нужна для снятия внешнего слоя с трубы, резак снимает внутренний слой трубы. Подбирается устройство исходя из расположения армирующего слоя на трубе.
Исключением являются трубы, армированные не алюминием, а стекловолокном. В этом случае все стандартно и без осложнений. Теперь вы знаете, как паять полипропиленовые трубы для отопления, ведь армирующий слой присутствует только в полипропиленовых трубах с целью обогрева.
Типичные ошибки при стыковке труб
Во избежание ошибок не торопитесь. Есть несколько типичных ошибок, которые допускаются при пайке полипропиленовых труб:
- Осталась жирная пленка на трубе (забыл обезжирить).
- Косвенный угол среза свариваемых элементов (криволинейный срез).
- Слабая посадка конца трубы внутри фитинга (небольшой опыт работы).
- Недостаточный или слишком продолжительный нагрев паяемых деталей (небольшой опыт работы).
- Некачественное снятие армирующего слоя с трубы (невнимательность).
- Коррекция расположения свариваемых деталей после их первоначального полимерного затвердевания (небольшой опыт работы).
Когда вы знаете достаточно о том, как паять полипропиленовые трубы, этот вопрос больше не кажется вам сложным. Прокладка труб из полипропилена помогает сэкономить не только деньги, но и время. Есть один момент, который многих беспокоит при выборе полипропиленовых труб — это якобы их неэстетичность.Но стоит отметить, что никакие трубы не выглядят привлекательно. Желательно по возможности производить скрытую установку любых трубопроводов.