Как осуществляется прогрев бетона сварочным аппаратом?
Климатические условия на большей территории Российской Федерации диктуют свои условия на все виды строительно-монтажных работ, которые ведутся в холодный период года.
В связи с этим заливка бетонных конструкций в условиях отрицательной температуры окружающего воздуха возможна лишь при наличии на стройплощадке технической возможности прогрева залитой конструкции, в том числе с помощью электричества.
В промышленных масштабах прогрев бетона производится с помощью специальных трансформаторов и нагревательных кабелей. В домашних условиях при небольших объемах бетонных работ допускается прогрев бетона сварочным аппаратом мощностью от 150 до 200 Ампер.
Что необходимо для прогрева бетона сварочным аппаратом?
- Бытовой сварочный аппарат мощностью 150-200 А. Важно! Не сварочный инвертор, а сварочный (трансформаторный) аппарат;
- Провод греющий ПНСВ диаметром 1,5 мм;
- Провод алюминиевый одинарный АВВГ 1х2,5 мм;
- Хлопчатобумажная изолента;
- Клещи для бесконтактного определения силы тока.


Подготовительные работы
Провод ПНСВ разрезается на отрезки (греющие петли)17-18 м. Полученные отрезки равномерно подвязываются к арматурному каркасу под заливку бетонной конструкции. При этом следят, чтобы петли располагались выше середины заливаемой плиты, если заливается колонна – слой бетона над греющими петлями должен быть не менее 4 см.
Подвязку ведут изолированным алюминиевым проводом. Идеальный вариант если петли будут располагаться «змееобразно». Расстояния между петлями принимается в зависимости от температуры воздуха – от 10 до 40 см. Здесь действует правило – «чем ниже температура, тем меньше расстояние».
Количество греющих петель зависит от мощности конкретного сварочного аппарата. Так как одна петля потребляет 17-25А, в нашем случае (мощность 250 А) можно использовать не более 7-8 греющих петель длиной 17-18 м.
Важно! При укладке петель производится маркировка оконцовок – одна оконцовка маркируется изолентой, вторую оставляют свободной.
Петли уложены и подвязаны. Теперь на них необходимо нарастить алюминиевые провода, которые будут подключаться к сварочному аппарату. Длина алюминиевого провода определяется месторасположением сварочного аппарата, но не более 8 метров.
Скрутки греющей петли и наращиваемого провода изолирую ХБ изолентой, и располагаем ее таким образом, чтобы она осталась в толще заливаемой конструкции. В противном случае, скрутка будет перегреваться и сгорит. Маркировку изолентой переносят на концы алюминиевых проводов.
Подключение к сварочному аппарату и особенности прогрева
После заливки бетона, все алюминиевые концы (наращенные) петель подключают к сварочному аппарату. При этом концы с маркировкой изолентой и без таковой подключают на разные полюсы сварочного трансформатора. Включают сварочный аппарат на минимальной нагрузке регулятора мощности.
Клещами проверяют каждую из петель – потребляемый ток должен быть не более 12-14 Ампер. Через 1 час можно добавить половину мощности аппарата, а через 2 часа можно включить аппарат на полную мощность.
Опять проверяем силу тока на каждой петле. Сила тока должна быть не более 25 А. как гласит практический опыт, мощности петли в 20 А, достаточно чтобы качественно прогреть бетон при температуре окружающего воздуха до минус 10 °C.
Особенности прогрева бетона сварочным трансформатором
- Время прогрева зависит от мощности конструкции и температуры окружающего воздуха. При температуре воздуха до минус 10 °C для гидратации бетона достаточно двух суток;
- Поверхность бетонной конструкции необходимо утеплить поилками или матами;
- Не стоит излишне перегревать бетон – конструкция под слоем утеплителя должна быть слегка теплой и не более того.
Прогрев бетона сварочным аппаратом — схема подключения
Время на чтение:
7 минут
2352
Прогрев бетона сварочным аппаратом – один из вариантов решения проблемы замерзания воды и остановки твердения бетонного монолита в условиях пониженной температуры воздуха.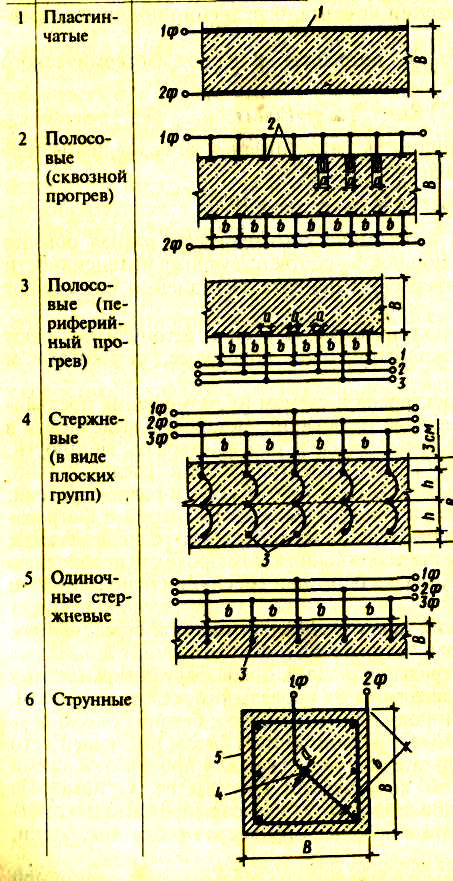
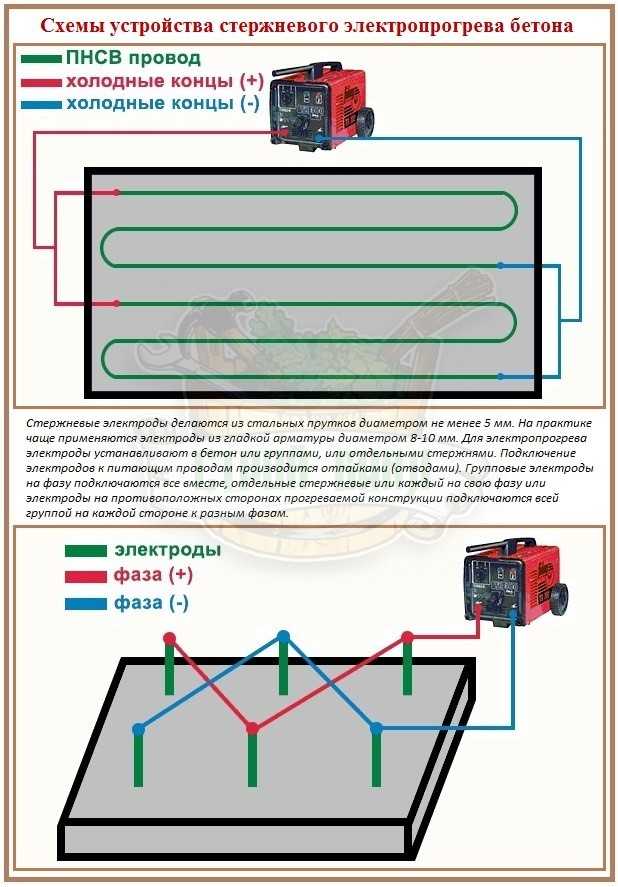
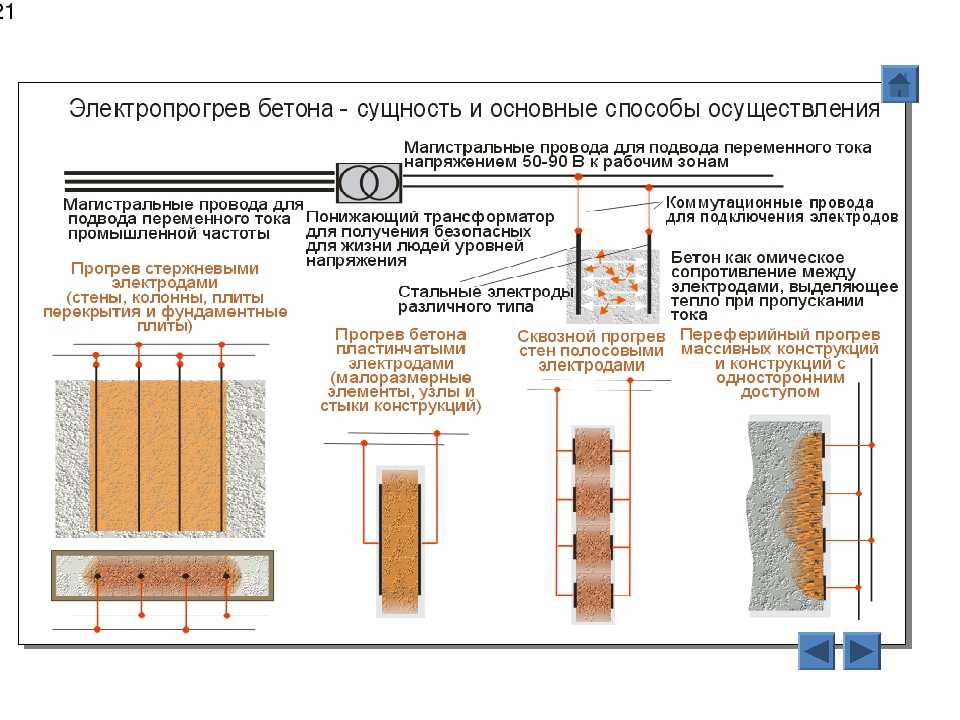
При необходимости проводить на строительной площадке работы с бетоном зимой, нужно позаботиться об обогреве и препятствовании замерзанию воды в растворе. Многие мастера принимают решение прогреть бетон сварочным аппаратом, что может быть осуществлено двумя методами – с использованием провода ПНСВ или электродов.
Для электропрогрева бетона при температуре ниже +5 градусов обычно используют воздушные/масляные специальные трехфазные трансформаторы. Правда, для небольших объемов работ в домашних условиях подойдет и сварочный аппарат двухфазного типа.
Содержание
- 1 Что необходимо для подогрева бетона
- 2 Прогрев сварочным аппаратом – проводом ПНСВ
- 3 Подогрев сварочным аппаратом и электродами
- 4 Заключение
Что необходимо для подогрева бетона
Чтобы подключить сварочный аппарат и использовать его для прогрева бетона, нужно позаботиться обо всем необходимом. Инструменты и расходники найти обычно не трудно – они есть у всех, кто часто использует сварочный аппарат по назначению.
Инструменты и расходники найти обычно не трудно – они есть у всех, кто часто использует сварочный аппарат по назначению.
Что нужно для прогрева бетона:
- Трансформатор – подходящее устройство с максимальным пределом в районе 200-250 А.
- Провод ПНСВ – пару кусков одной длины.
- Одинарный алюминиевый провод диаметром 2.5-4 квадратных миллиметров.
- Хлопчатобумажные ленты для изоляции.
- Пассатижи.
- Токовые клещи.
Особенности прогрева бетона сварочным аппаратом:
- Нужно правильно рассчитать время нагрева бетонной конструкции – оно зависит от средней температуры окружающей среды и толщины слоя материала.
- Конструкцию чрезмерно перегревать запрещено – это скажется на качестве так же пагубно, как и замерзание воды.
- Залитый бетонный раствор нужно накрыть тонким слоем из опилок для исключения вероятности сильного испарения воды из смеси и теплоизоляционным материалом для исключения потерь тепла.
- К сварочному устройству допускается подключать исключительно подходящие для работ кабели и электроды.

- С целью проверки напряжения устанавливают контрольную лампу накаливания.
- Сварочную цепь не стоит замыкать на внутрибетонную арматуру, так как это слишком энергозатратно.
Прогрев сварочным аппаратом – проводом ПНСВ
Нагрев бетона сварочным аппаратом может осуществляться за счет подключения к нему проводов ПНСВ. Процесс требует определенных знаний, составленной предварительно схемы и учета ряда нюансов.
Особенности нагрева бетона сварочным аппаратом и кабелями:
- Питаться устройство должно от электрической бытовой сети 200 вольт.
- Конструкция сравнительно простая и эффективная, если все делать правильно.
- Такой вариант предполагает экономичность.
- Удается существенно сократить время застывания бетонной смеси.

- Температуру в монолитной конструкции можно поддерживать в автоматическом режиме.
Схема работы тут идентична использованию масляных трансформаторов, но расчеты осуществляются по-другому. Так, для прогрева бетона с применением сварочного трансформатора и кабеля ПНСВ понадобятся: сварочный аппарат 150-250 А, определенной длины провода ПНСВ, обыкновенный амперметр (клещи), кабель холодных концов из алюминия, обычная изолента на базе ткани.
В качестве примера выполнения расчетов можно взять плиту 3.8 кубических метров величиной 4х5х0.19 метров при температуре воздуха на уровне -12 градусов с использованием сварочного аппарата на 250 А. Кабель ПНСВ режут на куски по 18 метров (для каждого отдельного случая длина может быть разной, тут определялась эмпирическим путем).
Каждый отрезок кабеля может выдержать ток до 25 А. Значит, для 250 А можно взять 10 отрезков. Но желательно оставить небольшой запас, поэтому в примере берут 8 проводов. К каждому из кусков ПНСВ с двух сторон нужно докрутить алюминиевый провод длины достаточной, чтобы скрутка была в толще бетона, а концы (холодные) шли до трансформатора.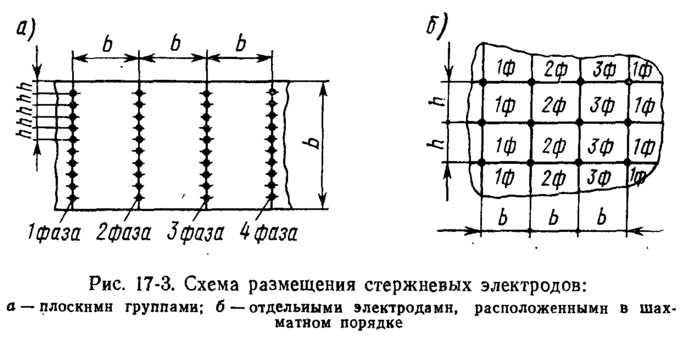
Отрезки провода укладываются подвязкой к арматуре с применением пластиковых креплений либо изолированных проводов (чтобы исключить замыкание). В случае с обогревом плиты провод можно крепить ниже верхнего армирования.
Выходы проводов маркируют (-/+) либо разводят концы в разные стороны конструкции. Еще можно соединить фазы (отдельно минусы/плюсы) между собой на поверхности, предварительно изолированной с клеммами.
Далее заливается бетон, подключаются клеммы к прямому/обратному выходам сварочного трансформатора, поставленного на минимальное значение тока. Ток измеряют на сварочных проводах (по проводам должно идти до 240 А) и по отрезкам (до 20 А). В процессе прогревания сила тока постепенно будет падать и на аппарате ее нужно будет увеличивать.
Плиты указанных габаритов в итоге приобрели нужный показатель прочности в течение 40 часов. Желательно после заливки бетон укрывать защитной пленкой, чтобы не дать высохнуть преждевременно.
Подогрев сварочным аппаратом и электродами
Сварочный аппарат и кабель – не единственный вариант прогрева бетона. Использовать можно также электроды, составив правильную схему и продумав все этапы.
Важная информация про прогрев бетона электродами:
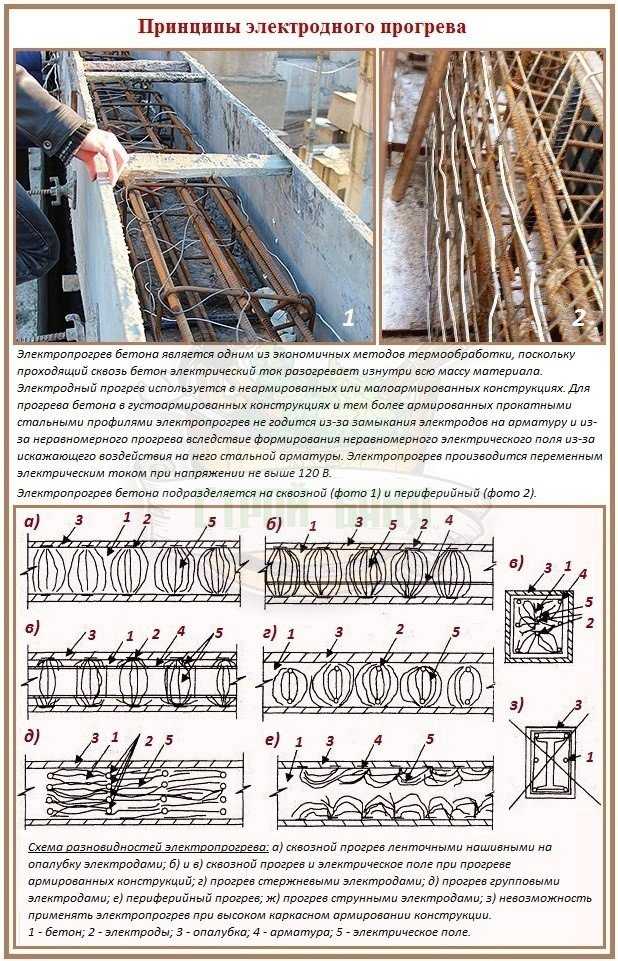
- Есть сквозной прогрев, который применяется для бетонных конструкций сложной формы или внушительной толщины. Данный метод предполагает установку электродов на расстоянии минимум 3 сантиметра от опалубки.
- Периферийный способ прогрева предусматривает монтаж электродов на поверхности бетона. Так удается извлечь все нагревающие элементы после того, как бетон застынет.
- Подаваемый на электроды ток нужно постоянно регулировать, так как влага испаряется и этот процесс требует внимания.

- Поверхность нагрева должна быть накрыта специальным теплоизоляционным материалом, это поможет уменьшить тепловые потери с одновременным повышением КПД электродов.
- В случае применения стержневого прогрева электроды нужно монтировать на одинаковом расстоянии, чтобы исключить риск перегрева отдельных зон.
- Электродный прогрев не эффективен для малых изделий/конструкций.
- Текущую температуру бетона нужно постоянно замерять через небольшие промежутки времени.
- Правильная схема подключения электродов обязательно должна создаваться индивидуально для каждого случая.
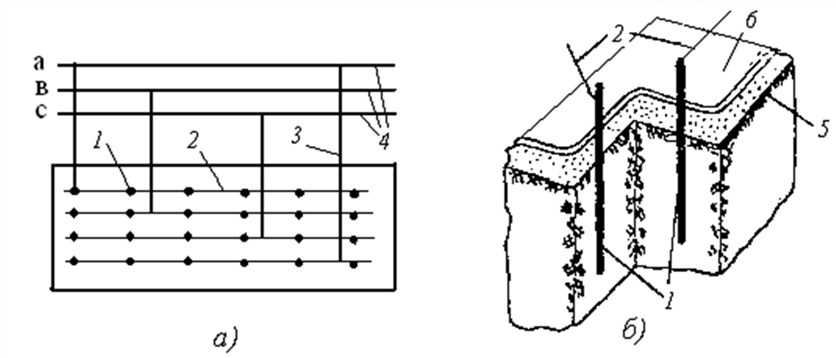
В данном случае нагревающими элементами являются электроды, которые вживляют в толщу бетона. Ток идет прямо через раствор, в связи с чем отмечают главный минус метода – опасность поражения током людей, которые находятся рядом. Уровень безопасного напряжения составляет до 36 В, если больше – важно обеспечить недопущение на объект животных и людей. Некоторые мастера утверждают, что способ может стать причиной быстрого износа сварочного трансформатора, но это не проверено.
Электроды (арматурные прутья) укладывают в бетонную конструкцию, последовательно соединяя так, чтобы вышло два отрезка, изолированных один от другого. К одному отрезку подключают провод прямой, а к другому – обратный. С целью обеспечения контроля тока между двумя электродами желательно подключить лампу накаливания (но это не обязательно).
Важно через одинаковые промежутки времени измерять температуру бетона для исключения вероятности обезвоживания застывающего раствора и покрытия трещинами. Залитая конструкция должна быть накрыта пленкой, сверху утеплителем, чтобы исключить потери влаги и тепла.
Заключение
Греть бетон сварочным аппаратом можно при любой минусовой температуре. Это достаточно эффективный и популярный метод повышения скорости застывания бетонной конструкции и недопущения замерзания воды в смеси. Применение сварочного аппарата для прогрева предполагает использование двух основных методов: подключения кабеля ПНСВ или электродов.
Применение сварочного аппарата для прогрева предполагает использование двух основных методов: подключения кабеля ПНСВ или электродов.
Независимо от применяемой методики, разогретая бетонная конструкция должна быть изолирована от окружающей среды опилками или другим изоляционным материалом, что поможет избежать потери тепла и воды бетоном. Лучшие условия прогрева достигаются при правильном подборе электродов и кабелей, верных расчетах и составленной индивидуально схеме.
Сварка растворителем ХПВХ по сравнению с термосваркой PPR: что лучше?
Установка является важным фактором, влияющим на время, необходимое для завершения проекта, долгосрочную надежность водопроводной системы и общую стоимость работ. Каждый из этих факторов влияет на вашу способность выиграть работу сантехника и ее прибыльность.
По этой причине сантехники могут извлечь выгоду, если будут более активно давать рекомендации владельцам домов и зданий по материалам трубопроводов.
Методы соединения материалов
В Королевстве Саудовская Аравия ХПВХ и зеленые трубы (PPR) являются двумя основными материалами для трубопроводов.
Зеленая труба соединяется с помощью термической сварки. Другими словами, концы труб нагревают до точки плавления, соединяют вместе, а затем дают им остыть. Пока создается надежное соединение, шов не такой прочный, как сам материал.
Трубопроводные системы из ХПВХ собираются с использованием растворяющего клея. Цемент-растворитель химически сплавляет трубу и фитинги вместе на молекулярном уровне, создавая один непрерывный кусок пластика. Полученный шов становится самой прочной частью всей системы.
Почему метод соединения имеет значение 1. Требуемые инструменты для установки CPVC с растворительным цементом, все необходимые потребности подрядчика — это банка Solvent, а Dauber меньше, чем вдвое меньше, чем вдвое меньше, чем вдвое меньше, чем вдвое меньше, чем вдвое меньше, чем вдвое меньше, чем вдвое меньше, чем вдвое меньше, чем на половину ширина отверстия трубы. Это позволяет быстро и последовательно наносить растворяющий цемент даже в узких, труднодоступных местах.
И наоборот, PPR требует, чтобы источник тепла мог достигать всех сторон шва. Для этого необходимо, чтобы источник электроэнергии был легко доступен, а место для эффективного нагрева шва по всему периметру. В труднодоступных местах трубопровод может фактически быть изготовлен заранее, чтобы обеспечить равномерное распределение тепла.
2. Навык
Тепловое слияние требует умелых рук. Когда два перегретых куска трубы сталкивают вместе или прикладывают сварочный стержень, вокруг внутренней части трубы может образоваться валик материала. Этот шарик может ограничивать поток воды и создавать водовороты, в которых любят размножаться микроорганизмы.
При помощи клея на растворителе после базового обучения любой может соединить трубы и фитинги из ХПВХ. Кроме того, благодаря суженному концу трубы растворяющий клей равномерно распределяется по стыку, а не продавливается в шов. Это предотвращает рост бактерий, не уменьшает внутренний диаметр трубы и обеспечивает полную скорость потока.
3. Долгосрочная надежность
Благодаря процессу склеивания растворителем соединение становится одним куском пластика, который в два раза толще самой трубы – его нельзя разорвать или сломать. Когда дело доходит до надежности системы и, в конечном счете, репутации подрядчика, нет ничего надежнее ХПВХ.
Как отмечалось ранее, швы PPR соединяются путем сплавления пластика. Приложенное тепло по своей природе ослабляет исходное качество материала, и даже несмотря на то, что две части сплавлены вместе, соединение не такое прочное и надежное, как соединение, сделанное с помощью растворяющего цемента.
Есть вопросы?
Подрядчики по всему миру воспользовались преимуществами трубопроводных систем FlowGuard ® из ХПВХ, чтобы упростить и ускорить время монтажа, а также повысить прибыль и снизить затраты.
Если у вас есть вопросы о том, как сварка труб из ХПВХ с помощью растворителя может помочь вашему сантехническому бизнесу, свяжитесь с нашей командой консультантов по трубопроводным системам.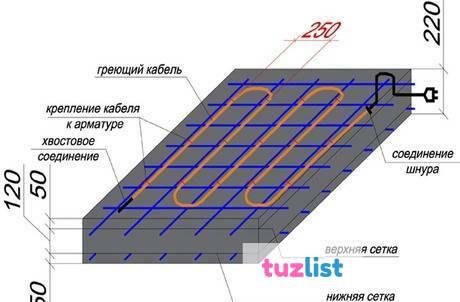
NASD — Безопасность дуговой сварки
ВВЕДЕНИЕ
электродуговой сварщик остается одним из самых полезных и экономящих время сварочных аппаратов.
единиц торгового оборудования. Почти на каждой ферме, ранчо и профессиональном
Сельскохозяйственный цех оборудован одним или несколькими сварочными аппаратами, которые
используются для изготовления, ремонта и/или образовательных программ.
Большинство этих сварочных аппаратов обычно имеют трансформатор переменного / постоянного тока на 240 вольт.
типы, использующие электричество в качестве источника энергии. Портативные сварочные аппараты
относятся к типу двигателей с дизельным/бензиновым двигателем. Правильно установлен
и используемый дуговой сварщик очень безопасен, но при неправильном использовании
оператор может подвергаться ряду опасностей, включая
токсичные пары, пыль, ожоги, пожары, взрывы, поражение электрическим током,
радиация, шум и тепловая нагрузка. Любая из этих опасностей может
привести к травме или смерти. Следуя предложениям и рекомендациям
в этой брошюре риски могут быть значительно сведены к минимуму.
Любая из этих опасностей может
привести к травме или смерти. Следуя предложениям и рекомендациям
в этой брошюре риски могут быть значительно сведены к минимуму.
ВЫБОР ДУГИ СВАРЩИК
Когда приобретая дуговой сварочный аппарат, вы можете быть уверены в безопасности конструкции если устройство соответствует требованиям Национальной ассоциации производителей электроэнергии (NEMA) или стандарты безопасности для дуговых сварщиков, как определяется Underwriters Laboratories (UL). Будьте уверены, что приобретаемый вами сварочный аппарат имеет печать одобрения одного этих организаций.
УСТАНОВКА ДУГОВАЯ СВАРОЧНАЯ МАШИНА
Перед установкой дугового сварочного аппарата вы должны определить,
Существующая электрическая система адекватна повышенному
нагрузка, необходимая сварщику. Ваш местный поставщик электроэнергии или
квалифицированный электрик может помочь вам определить это.
Для вашей безопасности очень важно устанавливать сварочный аппарат в
соответствие штату Аризона, безопасности и гигиене труда
Правила Администрации (AOSHA) и National Electric
Код (NEC) квалифицированным электриком. Невыполнение этого требования может
привести к пожару, замыканию на землю или отказу оборудования. Следующее
правила не являются полным списком, но являются особенно важными рекомендациями, которые
следует придерживаться:
Ваш местный поставщик электроэнергии или
квалифицированный электрик может помочь вам определить это.
Для вашей безопасности очень важно устанавливать сварочный аппарат в
соответствие штату Аризона, безопасности и гигиене труда
Правила Администрации (AOSHA) и National Electric
Код (NEC) квалифицированным электриком. Невыполнение этого требования может
привести к пожару, замыканию на землю или отказу оборудования. Следующее
правила не являются полным списком, но являются особенно важными рекомендациями, которые
следует придерживаться:
- рама или корпус сварочного аппарата должны быть должным образом заземлены.
- А предохранительный разъединитель или контроллер должны быть рядом с машиной (см. рис. 1).
- сварщик или сварщики должны быть защищены
плавкий предохранитель или автоматический выключатель на независимой цепи.
ВЕНТИЛЯЦИЯ
сварочный аппарат должен находиться в помещении с достаточной вентиляцией.
Как правило, при сварке металлов не учитывают
опасная, система вентиляции, которая будет перемещать как минимум
2000 кубических футов воздуха в минуту (CFM) на одного сварщика является удовлетворительным.
Однако многие материалы считаются очень опасными и должны
производить сварку только в хорошо проветриваемых помещениях, чтобы предотвратить
накопление токсичных материалов или для устранения возможного кислорода
недостаток не только для оператора, но и для других в непосредственной близости
окрестности. Такая вентиляция должна обеспечиваться вытяжкой.
система расположена как можно ближе к рабочему месту (см. рис.
2). При сварке или резке металлов с опасными покрытиями, такими как
в качестве оцинкованного металла оператор должен использовать тип с подачей воздуха
респиратор или респиратор, специально предназначенный для фильтрации
специфический металлический дым. Материалы, включенные в особо опасные
категория — флюсы для сварочных прутков, покрытия или другие материалы.
содержащие соединения фтора, цинка, свинца, бериллия, адмия,
и ртуть. Некоторые чистящие и обезжиривающие составы, а также
поскольку металлы, которыми они были очищены, также опасны. Всегда
соблюдайте меры предосторожности производителя перед сваркой или резкой
при наличии этих материалов.
При сварке или резке металлов с опасными покрытиями, такими как
в качестве оцинкованного металла оператор должен использовать тип с подачей воздуха
респиратор или респиратор, специально предназначенный для фильтрации
специфический металлический дым. Материалы, включенные в особо опасные
категория — флюсы для сварочных прутков, покрытия или другие материалы.
содержащие соединения фтора, цинка, свинца, бериллия, адмия,
и ртуть. Некоторые чистящие и обезжиривающие составы, а также
поскольку металлы, которыми они были очищены, также опасны. Всегда
соблюдайте меры предосторожности производителя перед сваркой или резкой
при наличии этих материалов.
ПРОТИВОПОЖАРНАЯ
дуговая сварка способна создавать температуры, превышающие
10 000 градусов по Фаренгейту, поэтому важно, чтобы рабочее место
сделать пожаробезопасным. Этого можно добиться, используя металлические листы.
или огнеупорные шторы в качестве противопожарных барьеров. Пол должен
быть бетоном или другим огнеупорным материалом. Трещины в
пол должен быть заполнен, чтобы предотвратить искры и горячий металл от
вход. Когда работа не может быть перемещена в пожаробезопасную зону, тогда
область должна быть сделана безопасной путем удаления или защиты горючих материалов
от источников возгорания. В определенных сварочных ситуациях это может
необходимо попросить кого-нибудь следить за пожарами, которые могут
незамеченными, пока сварщик не закончит работу.
Этого можно добиться, используя металлические листы.
или огнеупорные шторы в качестве противопожарных барьеров. Пол должен
быть бетоном или другим огнеупорным материалом. Трещины в
пол должен быть заполнен, чтобы предотвратить искры и горячий металл от
вход. Когда работа не может быть перемещена в пожаробезопасную зону, тогда
область должна быть сделана безопасной путем удаления или защиты горючих материалов
от источников возгорания. В определенных сварочных ситуациях это может
необходимо попросить кого-нибудь следить за пожарами, которые могут
незамеченными, пока сварщик не закончит работу.
Подходит
средства пожаротушения, такие как ведра с песком или
сухой химический огнетушитель типа АВС должен быть легко
доступный. Огнетушитель должен быть достаточно большим для
ситуация с размером 10 #, подходящим для большинства ферм и школ
магазины.![]()
СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Очень важно, чтобы оператор и помощники были должным образом одеты.
и защищены от жары, ультрафиолетовых лучей и искр,
производится дуговой сваркой (см. рис. 3). Для защиты тела
пара огнезащитных комбинезонов с длинными рукавами без манжет
хороший выбор. Всегда избегайте одежды с прорехами, зацепками, прорехами,
или изношенные места, так как они легко воспламеняются от искр. Рукава
и воротники должны быть застегнуты. Руки должны быть защищены
в кожаных перчатках. Пара высоких кожаных ботинок,
желательно защитную обувь, это хорошая защита для ног. Если
надеты низкие туфли, лодыжки должны быть защищены огнестойкими
леггинсы. Глаза должны быть защищены прозрачными очками, если
человек носит очки по рецепту или защитные очки, если нет. Сварочный шлем или защитный щиток с фильтрующей пластиной и крышкой
пластина обязательна для защиты глаз от вредных лучей
дуги. Фильтрующая пластина должна иметь оттенок не ниже #10 для
общая сварка до 200 ампер. Однако некоторые операции
такие как угольно-дуговая сварка и сварочные операции с более высоким током
требуют более темных оттенков. Никогда не используйте шлем, если фильтрующая пластина
или защитная линза треснула или сломалась. Огнеупорная тюбетейка
для защиты волос и головы, а также для защиты слуха в
рекомендуется шумные ситуации.
Сварочный шлем или защитный щиток с фильтрующей пластиной и крышкой
пластина обязательна для защиты глаз от вредных лучей
дуги. Фильтрующая пластина должна иметь оттенок не ниже #10 для
общая сварка до 200 ампер. Однако некоторые операции
такие как угольно-дуговая сварка и сварочные операции с более высоким током
требуют более темных оттенков. Никогда не используйте шлем, если фильтрующая пластина
или защитная линза треснула или сломалась. Огнеупорная тюбетейка
для защиты волос и головы, а также для защиты слуха в
рекомендуется шумные ситуации.
Пластик
одноразовые зажигалки очень опасны при жаре
и пламя. Очень важно, чтобы они не попали в
карманы во время сварки. Всегда обеспечивайте защиту окружающих
или других рабочих путем сварки внутри должным образом экранированной зоны,
если возможно. Если невозможно работать внутри экранированной зоны,
защиту окружающих должен обеспечивать переносной экран
или щитом, или тем, что на них надеты защитные очки.
Если невозможно работать внутри экранированной зоны,
защиту окружающих должен обеспечивать переносной экран
или щитом, или тем, что на них надеты защитные очки.
БЕЗОПАСНАЯ ЭКСПЛУАТАЦИЯ СВАРЩИКА
Он Важно, чтобы каждый, кто работает с дуговой сваркой, был проинструктирован по безопасному использованию квалифицированным учителем или сварщиком.
Потому что из-за их потенциально взрывоопасной природы, мы настоятельно рекомендуем запрещается производить сварку, резку или горячую обработку использованных бочки, бочки, цистерны или другие емкости ни при каких обстоятельствах.
Если возможно,
свариваемые изделия должны располагаться на поверхности из огнеупорного кирпича
на удобной высоте. Сварка никогда не должна выполняться напрямую
на бетонном полу. Тепло от дуги может привести к тому, что пар
скопления на полу, которые могут привести к взрыву.
кабели сварочного аппарата должны располагаться так, чтобы искры и расплавленный
металл на них не упадет. Их также следует держать свободными.
смазки и масла и расположены там, где они не будут перемещаться
над.
Сварка никогда не должна выполняться напрямую
на бетонном полу. Тепло от дуги может привести к тому, что пар
скопления на полу, которые могут привести к взрыву.
кабели сварочного аппарата должны располагаться так, чтобы искры и расплавленный
металл на них не упадет. Их также следует держать свободными.
смазки и масла и расположены там, где они не будут перемещаться
над.
Электрический сварщики могут умереть от удара током. Если операция сварки должно быть сделано на стали или другом проводящем материале изоляционном мат должен использоваться под оператором. Если зона сварки мокрый или влажный или оператор сильно потеет, то он/она под сварочные перчатки следует надевать резиновые перчатки.
Это
легче и безопаснее установить дугу на чистой поверхности, чем
грязный или ржавый.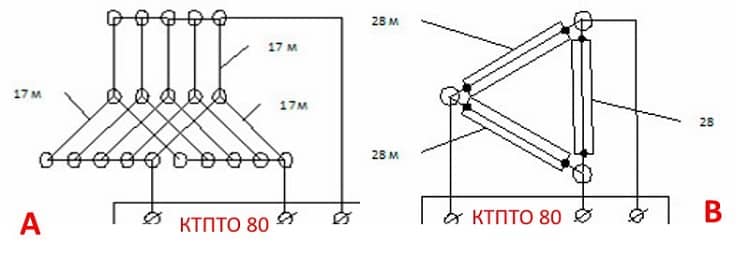 Поэтому металл всегда должен быть тщательно
очищают проволочной щеткой или другим способом перед сваркой.
При измельчении шлака или зачистке готового борта проволочной щеткой
оператор всегда должен быть уверен, что защищает свои глаза и тело
от летящих шлаков и стружки. Неиспользованные электроды и электрод
заглушки нельзя оставлять на полу, так как они создают скольжение
опасность. С горячим металлом следует обращаться с помощью металлических щипцов или плоскогубцев. При закалке горячего металла в воде следует соблюдать осторожность.
для предотвращения болезненных ожогов от выходящего пара. Любой металл
оставленный остывать, должен быть тщательно помечен мыльным камнем «ГОРЯЧИЙ».
Когда сварка закончена на день или приостановлена на какой-либо
время, на которое электроды должны быть удалены из держателя.
Поэтому металл всегда должен быть тщательно
очищают проволочной щеткой или другим способом перед сваркой.
При измельчении шлака или зачистке готового борта проволочной щеткой
оператор всегда должен быть уверен, что защищает свои глаза и тело
от летящих шлаков и стружки. Неиспользованные электроды и электрод
заглушки нельзя оставлять на полу, так как они создают скольжение
опасность. С горячим металлом следует обращаться с помощью металлических щипцов или плоскогубцев. При закалке горячего металла в воде следует соблюдать осторожность.
для предотвращения болезненных ожогов от выходящего пара. Любой металл
оставленный остывать, должен быть тщательно помечен мыльным камнем «ГОРЯЧИЙ».
Когда сварка закончена на день или приостановлена на какой-либо
время, на которое электроды должны быть удалены из держателя.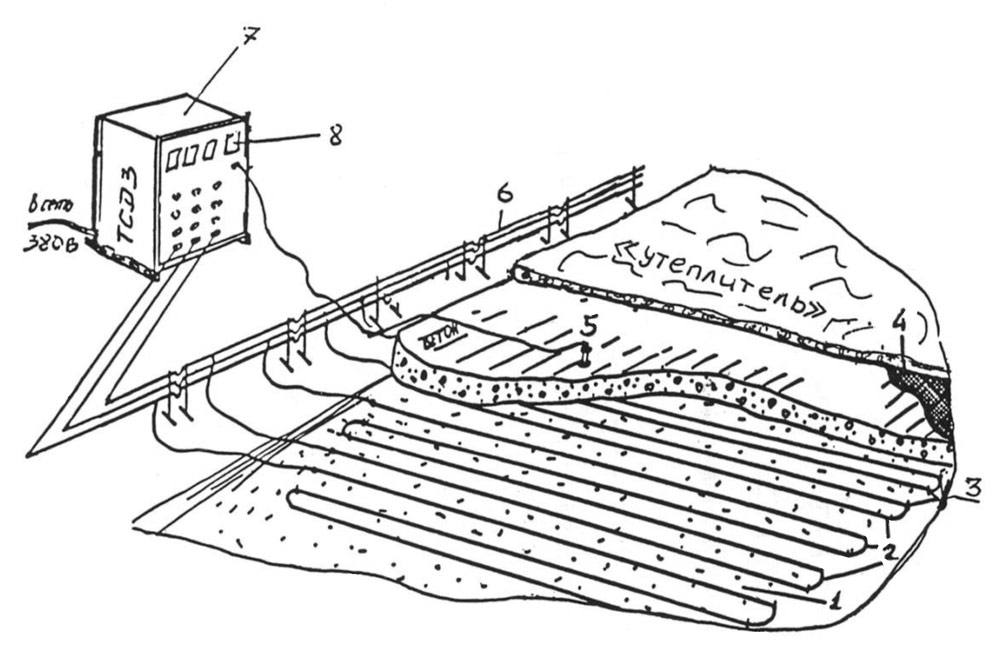 Держатель должен быть размещен так, чтобы исключить возможность случайного контакта.
произойти, и сварщик должен быть отключен от питания
источник.
Держатель должен быть размещен так, чтобы исключить возможность случайного контакта.
произойти, и сварщик должен быть отключен от питания
источник.
- Всегда работайте в открытом хорошо проветриваемом помещении или проветривайте двигатель выхлоп прямо на улицу.
- Никогда заправляйте двигатель во время работы или при наличии открытого пламя.
- Протирка немедленно вылить пролитое топливо и дождаться рассеивания паров перед запуском двигателя. *Никогда не сбрасывайте давление в радиаторе крышка от двигателей с жидкостным охлаждением, пока они горячие, чтобы предотвратить обварить себя.
- Стоп
двигатель перед выполнением любого обслуживания или неисправности
стрельба.
 Система зажигания должна быть отключена, чтобы предотвратить
случайный запуск двигателя.
Система зажигания должна быть отключена, чтобы предотвратить
случайный запуск двигателя. - Хранить все охранники и щиты на месте.
- Хранить руки, волосы и одежду вдали от движущихся частей.
СКОРАЯ ПОМОЩЬ
место сварки всегда должно быть оборудовано противопожарным покрывалом и хорошо укомплектованная аптечка. Желательно, чтобы один человек пройти обучение по оказанию первой помощи при легких травмах, которые могут происходить. Все травмы, какими бы незначительными они ни казались, могут стать более серьезными, если они не лечатся должным образом обученным медицинским персоналом.
- Быть
Убедитесь, что сварочный аппарат правильно установлен и заземлен.

- Никогда сварка без надлежащей вентиляции.
- Взять надлежащие меры предосторожности для предотвращения пожаров.
- Защита все ваше тело с огнезащитной одеждой, обувью и перчатки.
- Одежда защита глаз в любое время.
- Сварка только в пожаробезопасной зоне.
- Никогда выполнять любые сварочные, режущие или огневые работы на бывших в употреблении барабанах, бочках, резервуары или другие емкости.
- Марка металл «ГОРЯЧИЙ» с мыльным камнем.
- Сохранить под рукой хорошо укомплектованная аптечка.
Номер публикации: 8818
Этот документ
находится отдельно от
серия из Cooperative Extension, Университет
Аризона, Тусон, AZ 85719.