
Прогрев бетона сварочным аппаратом — схема подключения
Время на чтение:
7 минут
2238
Прогрев бетона сварочным аппаратом – один из вариантов решения проблемы замерзания воды и остановки твердения бетонного монолита в условиях пониженной температуры воздуха. Работы с бетоном можно проводить лишь в теплое время года, а когда температура понижается до 0 и дальше, химическая реакция между замерзшей в лед водой и цементом прекращается, процесс твердения останавливается.
При необходимости проводить на строительной площадке работы с бетоном зимой, нужно позаботиться об обогреве и препятствовании замерзанию воды в растворе. Многие мастера принимают решение прогреть бетон сварочным аппаратом, что может быть осуществлено двумя методами – с использованием провода ПНСВ или электродов.
Для электропрогрева бетона при температуре ниже +5 градусов обычно используют воздушные/масляные специальные трехфазные трансформаторы. Правда, для небольших объемов работ в домашних условиях подойдет и сварочный аппарат двухфазного типа.
Содержание
- 1 Что необходимо для подогрева бетона
- 2 Прогрев сварочным аппаратом – проводом ПНСВ
- 3 Подогрев сварочным аппаратом и электродами
- 4 Заключение
Что необходимо для подогрева бетона
Чтобы подключить сварочный аппарат и использовать его для прогрева бетона, нужно позаботиться обо всем необходимом. Инструменты и расходники найти обычно не трудно – они есть у всех, кто часто использует сварочный аппарат по назначению.
Что нужно для прогрева бетона:
- Трансформатор – подходящее устройство с максимальным пределом в районе 200-250 А.
- Провод ПНСВ – пару кусков одной длины.
- Одинарный алюминиевый провод диаметром 2.5-4 квадратных миллиметров.
- Хлопчатобумажные ленты для изоляции.
- Пассатижи.
- Токовые клещи.
Особенности прогрева бетона сварочным аппаратом:
- Нужно правильно рассчитать время нагрева бетонной конструкции – оно зависит от средней температуры окружающей среды и толщины слоя материала.

- Конструкцию чрезмерно перегревать запрещено – это скажется на качестве так же пагубно, как и замерзание воды.
- Залитый бетонный раствор нужно накрыть тонким слоем из опилок для исключения вероятности сильного испарения воды из смеси и теплоизоляционным материалом для исключения потерь тепла.
- К сварочному устройству допускается подключать исключительно подходящие для работ кабели и электроды.
- С целью проверки напряжения устанавливают контрольную лампу накаливания.
- Сварочную цепь не стоит замыкать на внутрибетонную арматуру, так как это слишком энергозатратно.
Прогрев сварочным аппаратом – проводом ПНСВ
Нагрев бетона сварочным аппаратом может осуществляться за счет подключения к нему проводов ПНСВ. Процесс требует определенных знаний, составленной предварительно схемы и учета ряда нюансов.
Особенности нагрева бетона сварочным аппаратом и кабелями:
- Питаться устройство должно от электрической бытовой сети 200 вольт.
- Конструкция сравнительно простая и эффективная, если все делать правильно.
- Такой вариант предполагает экономичность.
- Удается существенно сократить время застывания бетонной смеси.
- Температуру в монолитной конструкции можно поддерживать в автоматическом режиме.
Схема работы тут идентична использованию масляных трансформаторов, но расчеты осуществляются по-другому. Так, для прогрева бетона с применением сварочного трансформатора и кабеля ПНСВ понадобятся: сварочный аппарат 150-250 А, определенной длины провода ПНСВ, обыкновенный амперметр (клещи), кабель холодных концов из алюминия, обычная изолента на базе ткани.
В качестве примера выполнения расчетов можно взять плиту 3.8 кубических метров величиной 4х5х0.19 метров при температуре воздуха на уровне -12 градусов с использованием сварочного аппарата на 250 А. Кабель ПНСВ режут на куски по 18 метров (для каждого отдельного случая длина может быть разной, тут определялась эмпирическим путем).
Кабель ПНСВ режут на куски по 18 метров (для каждого отдельного случая длина может быть разной, тут определялась эмпирическим путем).
Каждый отрезок кабеля может выдержать ток до 25 А. Значит, для 250 А можно взять 10 отрезков. Но желательно оставить небольшой запас, поэтому в примере берут 8 проводов. К каждому из кусков ПНСВ с двух сторон нужно докрутить алюминиевый провод длины достаточной, чтобы скрутка была в толще бетона, а концы (холодные) шли до трансформатора. Скрутку нужно заизолировать изолентой.
Отрезки провода укладываются подвязкой к арматуре с применением пластиковых креплений либо изолированных проводов (чтобы исключить замыкание). В случае с обогревом плиты провод можно крепить ниже верхнего армирования.
Выходы проводов маркируют (-/+) либо разводят концы в разные стороны конструкции. Еще можно соединить фазы (отдельно минусы/плюсы) между собой на поверхности, предварительно изолированной с клеммами.
Далее заливается бетон, подключаются клеммы к прямому/обратному выходам сварочного трансформатора, поставленного на минимальное значение тока.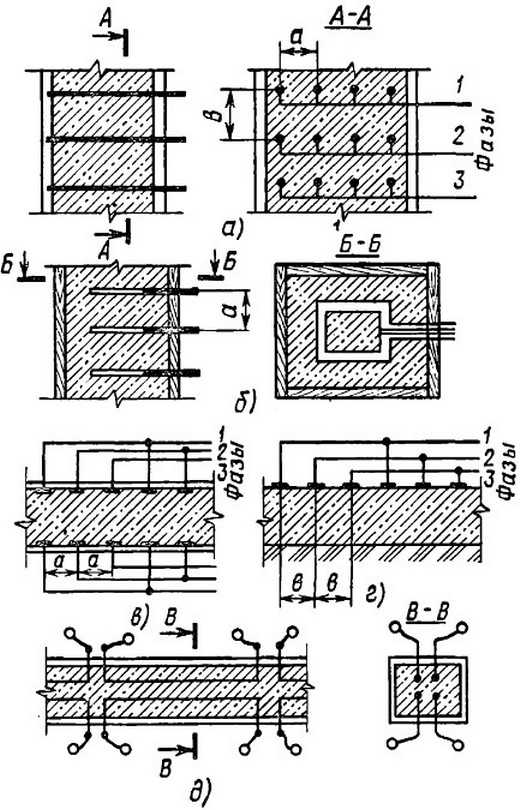 Ток измеряют на сварочных проводах (по проводам должно идти до 240 А) и по отрезкам (до 20 А). В процессе прогревания сила тока постепенно будет падать и на аппарате ее нужно будет увеличивать.
Ток измеряют на сварочных проводах (по проводам должно идти до 240 А) и по отрезкам (до 20 А). В процессе прогревания сила тока постепенно будет падать и на аппарате ее нужно будет увеличивать.
Плиты указанных габаритов в итоге приобрели нужный показатель прочности в течение 40 часов. Желательно после заливки бетон укрывать защитной пленкой, чтобы не дать высохнуть преждевременно. Если температуры слишком низкие, на пленку можно смонтировать теплоизоляционный слой.
Подогрев сварочным аппаратом и электродами
Сварочный аппарат и кабель – не единственный вариант прогрева бетона. Использовать можно также электроды, составив правильную схему и продумав все этапы.
Важная информация про прогрев бетона электродами:
- Есть сквозной прогрев, который применяется для бетонных конструкций сложной формы или внушительной толщины.
 Данный метод предполагает установку электродов на расстоянии минимум 3 сантиметра от опалубки.
Данный метод предполагает установку электродов на расстоянии минимум 3 сантиметра от опалубки. - Периферийный способ прогрева предусматривает монтаж электродов на поверхности бетона. Так удается извлечь все нагревающие элементы после того, как бетон застынет.
- Подаваемый на электроды ток нужно постоянно регулировать, так как влага испаряется и этот процесс требует внимания.
- Поверхность нагрева должна быть накрыта специальным теплоизоляционным материалом, это поможет уменьшить тепловые потери с одновременным повышением КПД электродов.
- В случае применения стержневого прогрева электроды нужно монтировать на одинаковом расстоянии, чтобы исключить риск перегрева отдельных зон.
- Электродный прогрев не эффективен для малых изделий/конструкций.
- Текущую температуру бетона нужно постоянно замерять через небольшие промежутки времени.
- Правильная схема подключения электродов обязательно должна создаваться индивидуально для каждого случая.
В данном случае нагревающими элементами являются электроды, которые вживляют в толщу бетона.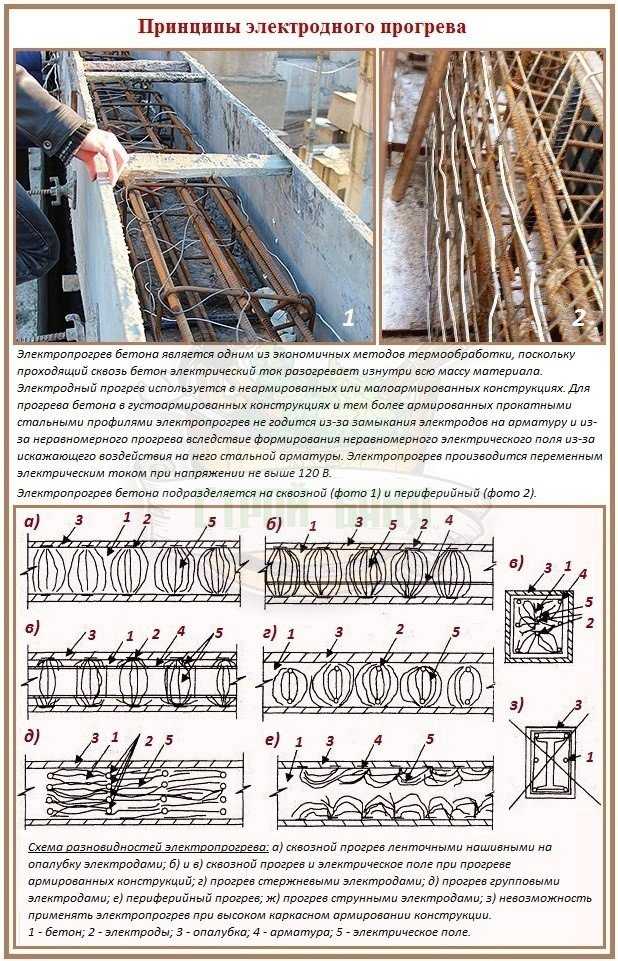
Электроды (арматурные прутья) укладывают в бетонную конструкцию, последовательно соединяя так, чтобы вышло два отрезка, изолированных один от другого. К одному отрезку подключают провод прямой, а к другому – обратный. С целью обеспечения контроля тока между двумя электродами желательно подключить лампу накаливания (но это не обязательно).
Важно через одинаковые промежутки времени измерять температуру бетона для исключения вероятности обезвоживания застывающего раствора и покрытия трещинами. Залитая конструкция должна быть накрыта пленкой, сверху утеплителем, чтобы исключить потери влаги и тепла.
Заключение
Греть бетон сварочным аппаратом можно при любой минусовой температуре. Это достаточно эффективный и популярный метод повышения скорости застывания бетонной конструкции и недопущения замерзания воды в смеси. Применение сварочного аппарата для прогрева предполагает использование двух основных методов: подключения кабеля ПНСВ или электродов.
Независимо от применяемой методики, разогретая бетонная конструкция должна быть изолирована от окружающей среды опилками или другим изоляционным материалом, что поможет избежать потери тепла и воды бетоном. Лучшие условия прогрева достигаются при правильном подборе электродов и кабелей, верных расчетах и составленной индивидуально схеме.
Как осуществляется прогрев бетона сварочным аппаратом?
Климатические условия на большей территории Российской Федерации диктуют свои условия на все виды строительно-монтажных работ, которые ведутся в холодный период года.
В связи с этим заливка бетонных конструкций в условиях отрицательной температуры окружающего воздуха возможна лишь при наличии на стройплощадке технической возможности прогрева залитой конструкции, в том числе с помощью электричества.
В промышленных масштабах прогрев бетона производится с помощью специальных трансформаторов и нагревательных кабелей. В домашних условиях при небольших объемах бетонных работ допускается прогрев бетона сварочным аппаратом мощностью от 150 до 200 Ампер.
Что необходимо для прогрева бетона сварочным аппаратом?
- Бытовой сварочный аппарат мощностью 150-200 А. Важно! Не сварочный инвертор, а сварочный (трансформаторный) аппарат;
- Провод греющий ПНСВ диаметром 1,5 мм;
- Провод алюминиевый одинарный АВВГ 1х2,5 мм;
- Хлопчатобумажная изолента;
- Клещи для бесконтактного определения силы тока.
Подготовительные работы
Провод ПНСВ разрезается на отрезки (греющие петли)17-18 м. Полученные отрезки равномерно подвязываются к арматурному каркасу под заливку бетонной конструкции. При этом следят, чтобы петли располагались выше середины заливаемой плиты, если заливается колонна – слой бетона над греющими петлями должен быть не менее 4 см.
Полученные отрезки равномерно подвязываются к арматурному каркасу под заливку бетонной конструкции. При этом следят, чтобы петли располагались выше середины заливаемой плиты, если заливается колонна – слой бетона над греющими петлями должен быть не менее 4 см.
Подвязку ведут изолированным алюминиевым проводом. Идеальный вариант если петли будут располагаться «змееобразно». Расстояния между петлями принимается в зависимости от температуры воздуха – от 10 до 40 см. Здесь действует правило – «чем ниже температура, тем меньше расстояние».
Количество греющих петель зависит от мощности конкретного сварочного аппарата. Так как одна петля потребляет 17-25А, в нашем случае (мощность 250 А) можно использовать не более 7-8 греющих петель длиной 17-18 м.
Важно! При укладке петель производится маркировка оконцовок – одна оконцовка маркируется изолентой, вторую оставляют свободной.
Петли уложены и подвязаны. Теперь на них необходимо нарастить алюминиевые провода, которые будут подключаться к сварочному аппарату. Длина алюминиевого провода определяется месторасположением сварочного аппарата, но не более 8 метров.
Длина алюминиевого провода определяется месторасположением сварочного аппарата, но не более 8 метров.
Скрутки греющей петли и наращиваемого провода изолирую ХБ изолентой, и располагаем ее таким образом, чтобы она осталась в толще заливаемой конструкции. В противном случае, скрутка будет перегреваться и сгорит. Маркировку изолентой переносят на концы алюминиевых проводов.
Подключение к сварочному аппарату и особенности прогрева
После заливки бетона, все алюминиевые концы (наращенные) петель подключают к сварочному аппарату. При этом концы с маркировкой изолентой и без таковой подключают на разные полюсы сварочного трансформатора. Включают сварочный аппарат на минимальной нагрузке регулятора мощности.
Клещами проверяют каждую из петель – потребляемый ток должен быть не более 12-14 Ампер. Через 1 час можно добавить половину мощности аппарата, а через 2 часа можно включить аппарат на полную мощность.
Опять проверяем силу тока на каждой петле. Сила тока должна быть не более 25 А. как гласит практический опыт, мощности петли в 20 А, достаточно чтобы качественно прогреть бетон при температуре окружающего воздуха до минус 10 °C.
как гласит практический опыт, мощности петли в 20 А, достаточно чтобы качественно прогреть бетон при температуре окружающего воздуха до минус 10 °C.
Особенности прогрева бетона сварочным трансформатором
- Время прогрева зависит от мощности конструкции и температуры окружающего воздуха. При температуре воздуха до минус 10 °C для гидратации бетона достаточно двух суток;
- Поверхность бетонной конструкции необходимо утеплить поилками или матами;
- Не стоит излишне перегревать бетон – конструкция под слоем утеплителя должна быть слегка теплой и не более того.
Руководство по сочетанию бетона и стали
Бетонная раковина, встроенная в пол, и встроенный сливной лоток со съемной перфорированной стальной полкой. Фотографии предоставлены Architectural Concrete Interiors LLC Это дало человечеству возможность создавать прочную инфраструктуру для масс и изменило мир, каким мы его знаем.
Это дало человечеству возможность создавать прочную инфраструктуру для масс и изменило мир, каким мы его знаем.Сталь, еще один революционный строительный материал, сыграла ключевую роль в улучшении характеристик конструкционного бетона в практике промышленного строительства.
Неудивительно, что эти два промышленных материала так хорошо дополняют друг друга и в более изысканном смысле.
Эстетическое и архитектурное сочетание бетона и стали для создания мебели и акцентов открывает новые возможности. Сталь может улучшить естественную красоту и характеристики декоративного бетона так же, как бетон может улучшить естественную красоту и характеристики стали. Даже небольшие детали, такие как сушилка из нержавеющей стали и решетчатая полка в бетонной кухонной столешнице, могут изменить весь вид кухни и в то же время защитить бетон от износа.
Я всегда хватался за любую возможность соединить эти материалы, так как это дает мне возможность более творчески подходить к бетону. Эта гибкость в дизайне может открыть совершенно новый путь для получения работы.
Эта гибкость в дизайне может открыть совершенно новый путь для получения работы.
Более чем вероятно, что потенциальные клиенты, проявляющие интерес к бетону, также открыты для включения в работу других материалов, таких как сталь. По крайней мере, 50 процентов моих рабочих мест связаны с изготовлением стали.
Познакомиться с основами производства стали намного проще, чем многие думают. С помощью сварочного инструмента вы получаете мгновенную постоянство, в отличие от многодневных процессов, необходимых при изготовлении бетона.
Знакомство со своим аппаратом для дуговой сварки
Я помню, как впервые попробовал сварку. У меня был домашний проект, в котором использовалось немного стали и требовалась сварка, поэтому я отправился в магазин товаров для дома и купил 110-вольтовый сварочный аппарат для дуговой сварки с флюсовой проволокой Lincoln Electric 3500HD (FCAW). Как обычно, мне не терпелось начать. Я знал, что подождать до утра было бы разумнее, но мое любопытство взяло верх надо мной. Итак, упрямый и озабоченный, я впервые оказался сварщиком в темноте под проливным дождем. Это не облегчало обучение, но я выполнял свою работу.
Основы для начала работы: аппарат для дуговой сварки с флюсовой проволокой (с преобразованием MIG), сварочные перчатки, сварочная маска (рекомендуется автоматическое затемнение) и магнитные угольники.
Итак, упрямый и озабоченный, я впервые оказался сварщиком в темноте под проливным дождем. Это не облегчало обучение, но я выполнял свою работу.
Основы для начала работы: аппарат для дуговой сварки с флюсовой проволокой (с преобразованием MIG), сварочные перчатки, сварочная маска (рекомендуется автоматическое затемнение) и магнитные угольники.
Правда в том, что большинство людей могут получить профессионально выглядящие результаты уже через несколько часов, проведенных за спусковым крючком. Тем не менее, я настоятельно рекомендую вам сделать первую попытку в контролируемой обстановке. Сварные швы с моей первой попытки были прочными, но далеко не красивыми.
Я рекомендую начать с 110-вольтового FCAW (аппарата для дуговой сварки с флюсовой проволокой), который может работать с материалами толщиной до 5/8 дюйма. Дуговая сварка с флюсовой проволокой создает дугу между непрерывно подаваемым плавящимся электродом и изделием. Тепло дуги сплавляет поверхность основного металла с расплавленным концом электрода.
Хорошие бренды, на которые стоит обратить внимание, включают Miller и Lincoln Electric. Запасные части и оборудование легко найти на месте. Меньшие 110-вольтовые сварочные аппараты FCAW подходят для сварки в полевых условиях, когда это необходимо, и они также хорошо подходят для небольших проектов и деталей.
При дуговой сварке порошковой проволокой газ не требуется, в отличие от сварки металлов в среде инертного газа. Некоторые из этих сварочных аппаратов FCAW можно преобразовать в сварочный аппарат MIG, а некоторые поставляются с комплектом для переоборудования. Типичный сварной шов дуговой сварки с флюсовой проволокой. Это остаток, оставленный газами и флюсом. Легко удаляется проволочной щеткой и легким соскобом.
Проволока, используемая в FCAW, содержит небольшое ядро из флюса в центре. При сварке проволока плавится, а флюс сжижается и всплывает к верхней части сварного шва, защищая сварочную ванну от окислительного воздействия атмосферы. Это также является целью газов, используемых при сварке MIG, поэтому она не будет работать в ветреных полевых условиях — газы будут выдуваться из сварочной ванны.
FCAW потребуется немного соскоблить и почистить щеткой, чтобы удалить излишки брызг флюса, но это несложно. При сварке FCAW спрей для защиты от брызг смазывает поверхность стали, помогая блокировать связь между избыточными брызгами и сталью. Это значительно облегчает очистку от лишних брызг. Сварные швы MIG, как правило, более чистые из-за использования порошковой проволоки без флюса.
Я рекомендую носить рубашку с длинными рукавами, чтобы прикрыть руки, чтобы уменьшить брызги и УФ-ожоги, создаваемые дугой во время сварки. Я обжигался много раз и до сих пор иногда обжигаюсь. Я также настоятельно рекомендую перейти на сварочный шлем с автоматическим затемнением, который значительно облегчит позиционирование вашего пистолета в точках сварки. Магнитные квадраты очень важны для помощи, позиционирования и удержания вашей стали на месте перед сваркой. Зажимы также необходимы, чтобы удерживать вашу сталь в нужном положении и под прямым углом.
Перед выполнением полной сварки убедитесь, что все четыре угла правильно прихвачены после выравнивания. Это обеспечит размещение стали. Если не прихватить, материал будет иметь тенденцию изгибаться к точке сварки, что приведет к очень асимметричному соединению. Обычно это невозможно исправить, не разрушив сварной шов и не начав заново.
Это обеспечит размещение стали. Если не прихватить, материал будет иметь тенденцию изгибаться к точке сварки, что приведет к очень асимметричному соединению. Обычно это невозможно исправить, не разрушив сварной шов и не начав заново.
Вот еще несколько важных советов:
Тип проволоки, необходимый для общего декоративного использования: порошковая проволока, диаметр 0,03 дюйма.
Скорость сварочной проволоки имеет решающее значение, за ней следует сила дуги . Я никогда не устанавливал скорость подачи проволоки выше 3 и обнаружил, что наилучшее значение для моего аппарата составляет около 2,5, но это может варьироваться в зависимости от сварщика.
Чтобы установить правильную настройку дуги для листового металла, начните с самой низкой настройки и повышайте ее по мере увеличения толщины сварного шва до тех пор, пока не получите хорошую сварочную ванну, перемещающуюся по материалу без прожога, т. е. часто встречается в очень тонкой стали.
Прихватите все четыре угла свариваемой детали перед тем, как приварить сварные швы. Сварка будет нагревать материал и тянуть его в направлении сварки, деформируя его непропорционально. Прихватки предотвратят это.
На этой фотографии показан стандартный прямой шов (справа) и более толстый сварной шов (слева). Поворотный шов достигается медленным раскачиванием или колебательным движением расплавленной проволоки при прохождении сварного шва. Этот метод создает гораздо более структурно прочный сварной шов, поскольку он покрывает большую площадь поверхности. При первой сварке
При первой серьезной сварке необходимо знать некоторые очень важные детали. Во-первых, убедитесь, что вы заземлили сварочный аппарат на сталь с помощью зажима заземления сварочного аппарата. Кроме того, вам нужно будет установить скорость подачи проволоки и силу дуги. Убедитесь, что вы надели сварочные перчатки и сварочный шлем. Никогда не смотрите на сварной шов без соответствующих линз, так как это может повредить вашему зрению. Используйте магнитные квадраты или зажимы, чтобы установить положение вашей стали.
Требуемая сила дуги определяется толщиной свариваемой стали (а не толщиной сварного шва). Если настройка слишком высока, а сталь слишком тонкая, дуга просто прогорит. Так что начните с низких настроек с тонкими металлами и попробуйте более высокие настройки с более толстыми металлами.
Скорость подачи проволоки и прочность дуги играют ключевую роль в обеспечении успешного сварного шва. Циферблат в верхней части этого устройства предназначен для скорости проволоки. На данном конкретном устройстве этот параметр не должен быть установлен выше трех. Настройка силы дуги будет зависеть от толщины свариваемой стали — чем толще сталь, тем больше силы дуги требуется для проникновения в материал. Слишком высокие настройки приведут к расплавлению свариваемого материала. Это может привести к образованию больших открытых отверстий, которые будет трудно засыпать.
Вы должны начать примерно с 3/8 дюйма провода, выходящего из наконечника вашего пистолета. Старайтесь держать наконечник на этом расстоянии во время сварки, чтобы получить максимальную дугу для лучшего проплавления сварного шва. Следите за тем, чтобы кончик горелки не касался свариваемого материала, так как это приведет к короткому замыканию дуги и остановке сварки. Если вы держите наконечник слишком далеко, вы также не получите хорошей дуги, что приведет к плохому сварному шву, поэтому держитесь устойчиво и плотно.
Будет немного странно смотреть через маску на сварной шов в первый раз, поэтому приблизите лицо и сосредоточьтесь на сварном шве. Нажмите на спусковой крючок, и проволока загорится дугой, как только она соприкоснется с материалом. Вы будете искать красивую серебристую лужу расплавленной стали, лежащую рядом с ярко-оранжевой дугой. Потратьте немного времени, чтобы почувствовать эти визуальные ссылки.
Когда я запускаю свою лужу, я предпочитаю стоять неподвижно первую секунду. Как только моя лужа начинает работать, я медленно перемещаю ее по сварному шву. Помните, что это не гонка, и вам нужно МЕДЛЕННО перемещать оружие по поверхности.
Если у вас слишком высокая скорость подачи проволоки, проволока не будет полностью расплавлена, и горелка будет слегка отброшена назад и в сторону от сварного шва. Когда вы делаете это правильно, вы должны слышать приятный последовательный потрескивающий звук от дуги во время передачи.
В сварном шве не должно быть отверстий. Если в нем есть отверстия и зазоры, вам нужно замедлить движение по материалу, чтобы обеспечить правильное заполнение. Может потребоваться некоторое время, чтобы найти оптимальные точки сварки, правильную скорость прохождения, скорость подачи проволоки и силу дуги.
Продолжай в том же духе и тренируйся. Прежде чем вы это узнаете, вы сможете отточить эту лужу и открыть совершенно новую дверь творческих возможностей.
Остались вопросы по вашему проекту?
- Вопрос*
- У вас есть фото проекта, которым вы хотели бы поделиться с нами?
Перетащите файлы сюда или
Допустимые типы файлов: jpeg, jpg, gif, png, pdf, макс.
 размер файла: 50 МБ.
размер файла: 50 МБ.Разрешенные форматы: JPEG, JPG, GIF, PNG, PDF
- Имя
- Последняя название
- Ваша роль*
. будут опубликованы анонимно с их ответами в конце этой истории, чтобы поделиться с другими читателями.
Экстремальная опасность сварки в условиях высокой температуры
«27 июня 2003 г. через коронера Кентуккийской программе оценки и контроля смертности стало известно о несчастном случае на производстве, связанном с тепловым ударом. 1 июля 2003 г. было совершено посещение объекта, и были опрошены работодатель умершего и свидетели.
16-летняя строительная компания, которая в основном занималась прокладкой труб, заливкой бетона, возведением фундаментов и стен, получила контракт на расширение производственного предприятия. Рабочих на стройплощадке обычно было от 9 до 15 человек, но в этот день на стройплощадке находилось только 6 работников (включая мастера работ). Инструментальные переговоры проводились бригадиром еженедельно или по мере необходимости для рассмотрения изменений в объеме работ.
На рабочем месте была вода для питья рабочих. Рабочие проводили утренние, обеденные и дневные перерывы в кондиционированном строительном трейлере на площадке. Рабочим разрешалось использовать трейлер для охлаждения, если они чувствовали себя перегретыми в течение рабочего дня. Согласно отчету коронера, температура в тот день была 90 градусов по Фаренгейту [32,2 градуса по Цельсию]. Кроме того, по словам местного метеоролога, точка росы была влажная 69 градусов [20,6 градуса по Цельсию].
Умерший, сертифицированный сварщик, был нанят строительной компанией для выполнения сварочных работ для расширения производственного объекта. В тот день, когда он потерял сознание, он проработал в компании один день».
– https://www.cdc.gov/niosh/face/stateface/ky/03ky053.html
Чему мы можем научиться из этой трагедии
Сотрудник проработал один день. OSHA в 2005 году отследило 25 инцидентов, связанных с жарой. Почти половина инцидентов приходится на первый рабочий день работника. В 80% случаев рабочий находился на рабочем месте 4 дня или меньше.
Вода и кондиционер были доступны для рабочих. Даже при соблюдении мер предосторожности рабочие все равно могут подвергаться риску.
Сварщик не смог распознать, ему нужна была серьезная помощь. Это факт, что есть переломный момент, когда человек больше не может распознавать признаки опасности; они продолжают работать, продвигаясь дальше в опасную зону.
В этом инциденте участвовал сварщик. Сварщики подвергаются большему риску теплового стресса, чем большинство рабочих. Их СИЗ (средства индивидуальной защиты) громоздки, тяжелы и плохо дышат. Их инструменты (сварочный пистолет и аппарат) выделяют тепло. Сварочная дуга выделяет тепло. Сварщики — идеальные кандидаты для проблем с тепловым стрессом.
Ему был 41 год. Он не был слишком стар, но возраст действительно влияет на то, насколько хорошо тело справляется с избытком тепла. Еще одна вещь, которую следует учитывать, это то, что если у человека есть заболевание, это может способствовать проблеме теплового стресса.
Что такое тепловой стресс?
Воздействие сильной жары. Тепловой стресс может вызвать тепловой удар, тепловое истощение, тепловые судороги или потницу.
Симптомы. Высокая температура тела (104 F/40 C), изменение психического состояния или поведения, изменение потоотделения (кожа становится горячей и сухой на ощупь), тошнота и рвота, покраснение кожи, учащенное дыхание, учащенное сердцебиение и головные боли.
Факторы риска. Возраст, по мере того, как вы становитесь старше, ваша центральная нервная система начинает ухудшаться, становится все труднее регулировать температуру тела, а также становится все труднее поддерживать водный баланс. Определенные лекарства, которые влияют на ваше кровяное давление, такие как сосудосуживающие средства, бета-блокаторы, диуретики, антидепрессанты или нейролептики, а также стимуляторы, такие как лекарства от СДВГ, амфетамины и другие запрещенные стимуляторы, могут подвергать кого-то риску. Такие состояния здоровья, как болезни сердца и легких, ожирение и наличие теплового удара в анамнезе, также могут подвергать кого-либо риску.
Лечение. Тепловой удар требует неотложной помощи. Без лечения тепловой удар может быстро повредить мозг, сердце, почки и мышцы. Повреждение усугубляется, чем дольше откладывается лечение, что увеличивает риск серьезных осложнений или смерти. Немедленно позвоните в службу 911, если вы подозреваете тепловой удар.
Проблемы, вызванные тепловым стрессом
Если тепловой стресс не лечить, он может привести к смерти. Для чего-то столь предотвратимого, это никогда не должно быть результатом теплового стресса.
Выходные. Большая часть теплового стресса обнаруживается своевременно. Принимаются соответствующие меры для снижения температуры тела. Но их тело зашло слишком далеко. Таким образом, они пропускают дни работы, пока их тело восстанавливается.
Более медленное производство. В жарких условиях рабочий не будет производить на том же уровне, что и в обычный день. Ему нужно будет делать перерывы, чтобы безопасно провести день.
Чем заняться
Перерывы. В жаркую погоду рабочие должны делать соответствующие перерывы. Начальник имеет право заставить работников брать соответствующие перерывы. Очень хороший работник может быть злейшим врагом самому себе; они думают, что могут справиться с чем угодно. Новый работник может заставить себя выделиться и не захотеть жаловаться.
Менеджмент. Супервайзеру нужно позаботиться о своей команде. Даже если вы не работаете в 40-градусную погоду, все равно необходимо соблюдать меры предосторожности. Ссылка OSHA дает отличное руководство по графикам перерывов и тому, как контролировать работников на предмет риска заболеваний, связанных с жарой. https://www.osha.gov/SLTC/heatillness/heat_index/monitoring_workers.html
Акклиматизация. Работает. Это может занять 7 дней и более. Однако вы можете потерять способность к акклиматизации быстрее, чем приобретете ее. Даже имея выходной, вы можете потерять часть способности бороться с жарой.
Оставаться крутым. Есть некоторые средства индивидуальной защиты, которые немного помогают: более легкие огнестойкие сварочные куртки и рукава для сварки. Большая часть одежды зависит от типа сварки, которую вы выполняете (потолочная или плоская сварка, сварка TIG тонкого материала или непрерывная сварка в тяжелых условиях). У Миллера также есть Cool Belt для сварщиков, которые весь день находятся под каской. Большие потолочные вентиляторы помогают циркулировать воздуху.
Поддержание водного баланса. Поддержание водного баланса означает не только употребление большого количества воды, но и поддержание уровня электролитов. Когда вы потеете, вы теряете важные электролиты, в том числе натрий и калий, которые помогают регулировать уровень жидкости в организме. Есть напитки, которые могут помочь восполнить электролиты, такие как Gatorade и Sqwincher.