
схема самодельного аппарата из инвертора
На чтение 11 мин. Просмотров 9.6k. Опубликовано Обновлено
Изготовить своими руками под силу любому человеку, который неплохо разбирается в электротехнике. Все, что понадобится в выполнении поставленной задачи – определенный комплект деталей и инструментов.
Давайте рассмотрим процесс создания подобного аппарата более подробно.
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.
Полуавтомат для сварочных работ.Если было принято решение сделать своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.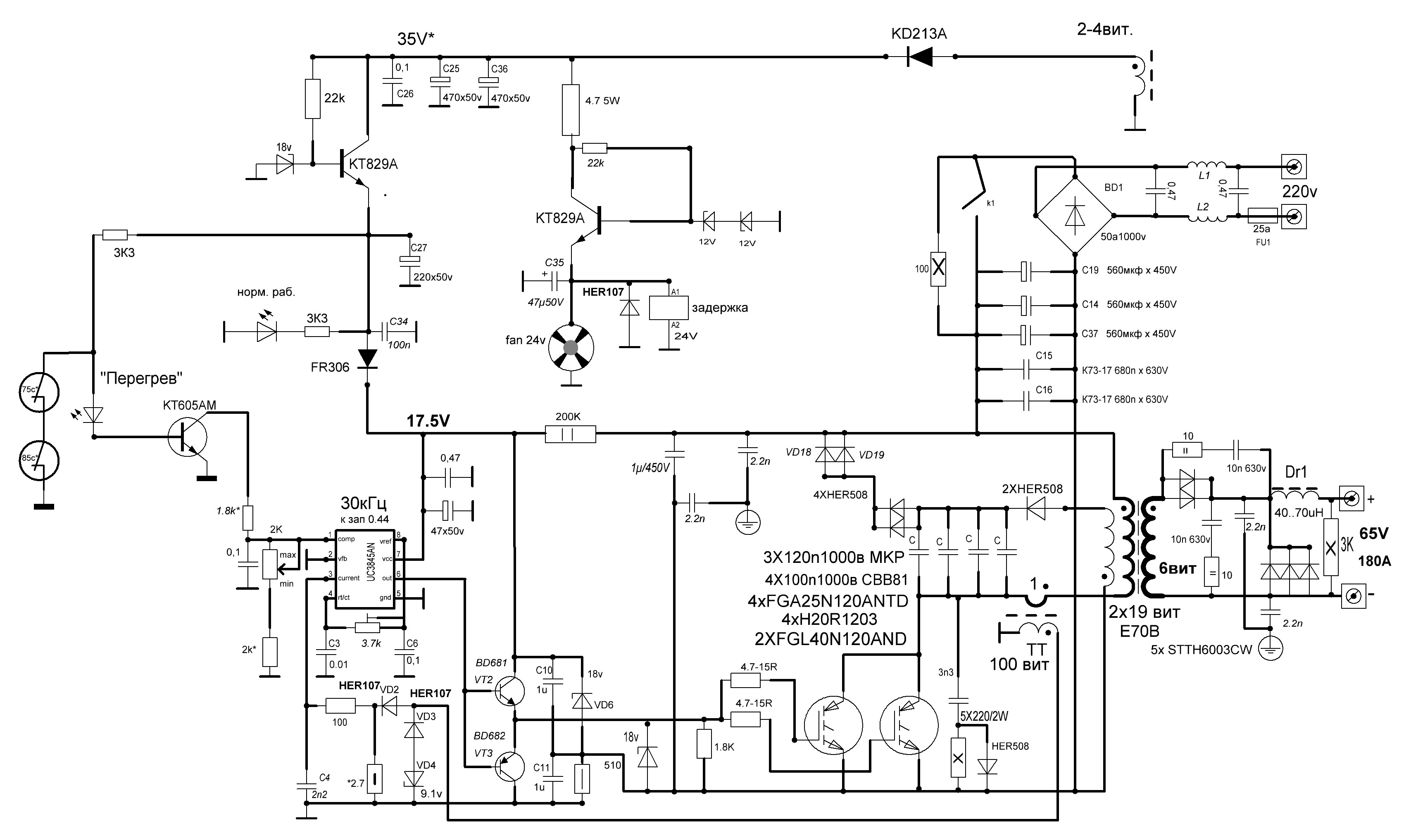
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Особенности изготовления сварочного полуавтомата
Чтобы понять, как сделать сварочный полуавтомат, необходимо иметь определенные познания в электротехнике. Иначе говоря, создание подобного устройства – задача не из легких. От мастера потребуется наличие определенных навыков и знаний.
Что потребуется?
 Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
Рекомендуется, чтобы мощность инвертора не была меньше 150 А.Еще одним принципиальным моментом, необходимым в изготовлении надежного прибора, является пусковая схема сварочного полуавтомата.
К основным элементам, которые должны быть в наличии, следует отнести:
- трансформатор, способный выдать 150 А;
- механизм подачи проволоки;
- шланг подачи газа;
- бобина;
- плата управления.
Самым распространенным и простым вариантом размещения указанных узлов является расположение инвертора и механического блока управления в одном корпусе. Обычно лучшим исполнением будет их установка в корпус от персонального компьютера.
Важным является наличие питания в блоке ПК, что существенно облегчит процесс создания агрегата.
Подачу проволоки можно выполнить на основе механизма стеклоподъёмника, позаимствованному из автомобиля.
Схема полуавтомата
Схема электрическая и устройство полуавтомата.Схема самодельного сварочного полуавтомата для изготовления прибора доступна на многих сайтах в виртуальном пространстве. Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Подача проволоки в место сварки производится с помощью небольшого электромотора. Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор.
Качество сварочной работы непосредственно зависит от правильности подачи проволоки. Она должна поступать равномерно и без перебоев.
Подачу газа также необходимо отрегулировать соответствующим образом. Лучшим вариантом будет, если газовый клапан откроется раньше на несколько секунд, чем начнет подаваться электрод.
[box type=”warning”]Неправильная регулировка приведет к преждевременному оплавлению в атмосфере и вместо ванны гореть будет электрод. Естественно, данный случай полностью исключает возможность получения качественного и надежного шва.[/box]Реализовать нужную задержку в подаче к месту сварки проволоки можно с помощью реле.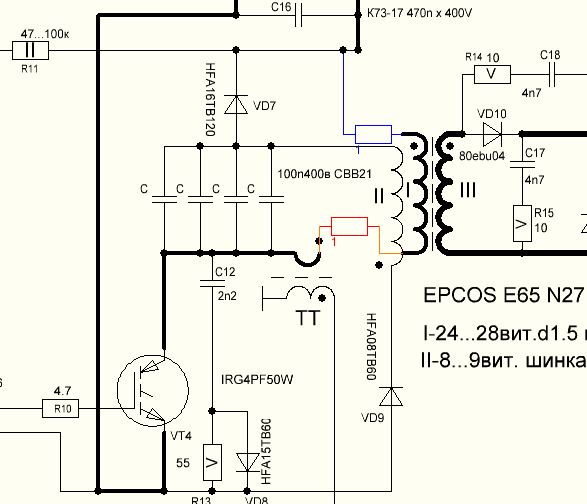 Что касается клапана подачи, то его тоже можно позаимствовать у автомобиля, взяв воздушный клапан. Неплохим вариантом будет использование электроклапана от редуктора баллона.
Что касается клапана подачи, то его тоже можно позаимствовать у автомобиля, взяв воздушный клапан. Неплохим вариантом будет использование электроклапана от редуктора баллона.
Такая схема сварочного полуавтомата является принципиальной, так как в ней присутствуют все основные узлы прибора. Конечно же, есть и другие разновидности, отличающиеся некоторыми модификациями. Однако на принцип работы агрегата они нисколько не влияют.
Особенности подготовки трансформатора
Сварочный полуавтомат из инвертора требует главным образом его силовую часть. Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
В случае аппарата, купленного в магазине, в нем трансформатор обладает такими же характеристиками, так что никакой разницы от «происхождения» инвертора нет.
Изготовление инвертора, главным образом, сводится к переделыванию трансформатора из микроволновки. Именно он осуществляет главные функции в приборе.
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Суть модификации указанного узла сводится к формированию нужного количества витков на первичной и вторичной обмотке. Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий.
Основы работы подобного узла основан на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток.
Проще говоря, если намотать на первичную обмотку сто витков, а на вторую – пять, то коэффициент трансформации в таком случае будет равен двадцати. В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети.
Смысл переделки заключается в изменении количества витков на вторичной обмотке. В исходном состоянии их существенно большее, чем надо, то есть намотка сварочного трансформатора – неправильная.
Важно не спешить с изменением количества витков. Если сила тока будет слишком большой, то может произойти возгорание проволоки и деталь повредиться. Слабый ток сделает невозможным работу с устройством.
Схема горелки полуавтомата.Оптимальное значение можно узнать только из расчетов. В первую очередь, нужно решить, какой будет величина напряжения на намотках, ток и другие характеристики. Применяя указанные данные осуществляется расчет намоток, сердечника, а также сечения проводов.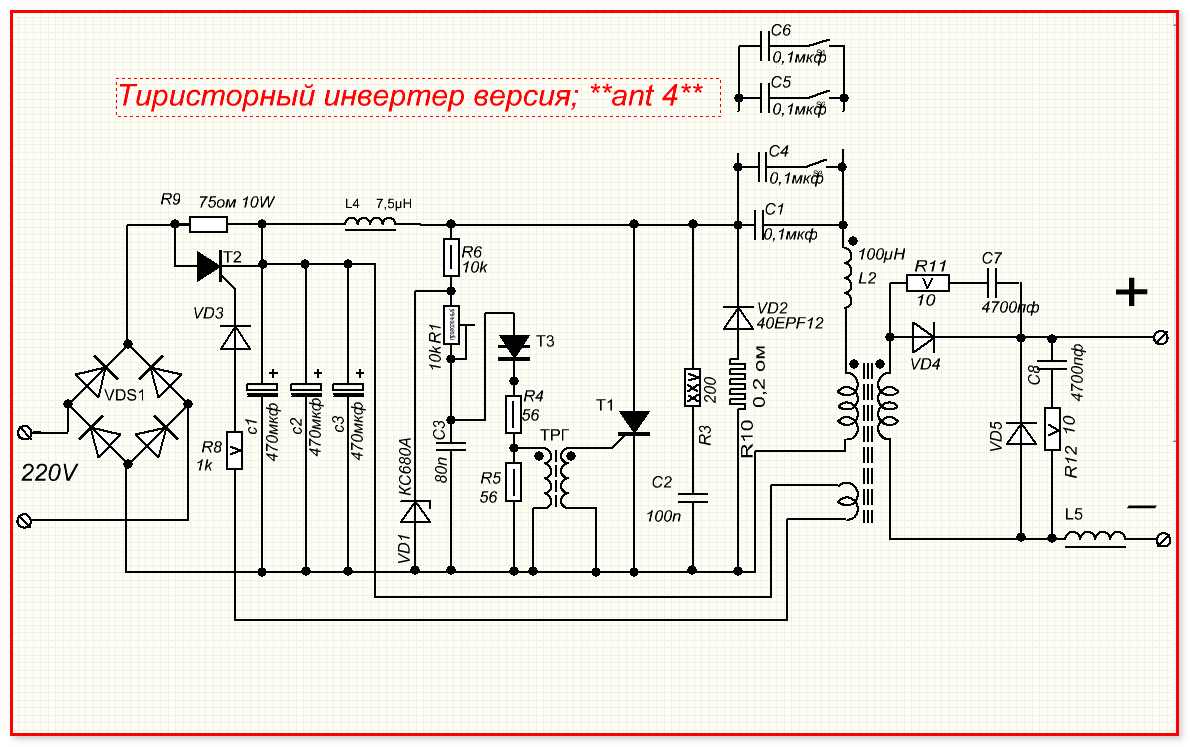
В расчёте учитывается большое количество параметров. Запутаться в этом нелегком деле может каждый, особенно если речь идет о человеке, давно не занимавшимся решением подобных задачек.
Помочь выполнить правильный расчет призваны онлайн-калькуляторы. Они доступны на многих сайтах и являются абсолютно бесплатными. Используя отмеченный сервис, вероятность ошибки сведется к минимуму, а время будет сэкономлено.
После изготовления , в первую очередь, в глаза бросается его маленький вес, особенно если сравнивать с трансформаторными аппаратами советского производства.
Что касается самого трансформатора, то он обычно берется из микроволновой печи. Именно в ней установлен правильный элемент с необходимым количеством витков на первичной намотке.
Популярность такие трансформаторы получили благодаря относительной доступности отмеченных бытовых приборов. На вторичном рынке найти подходящую печь не составит труда.
[box type=”fact”]Главное преимущество в нашем случае – отсутствие необходимости в приобретении рабочего устройства.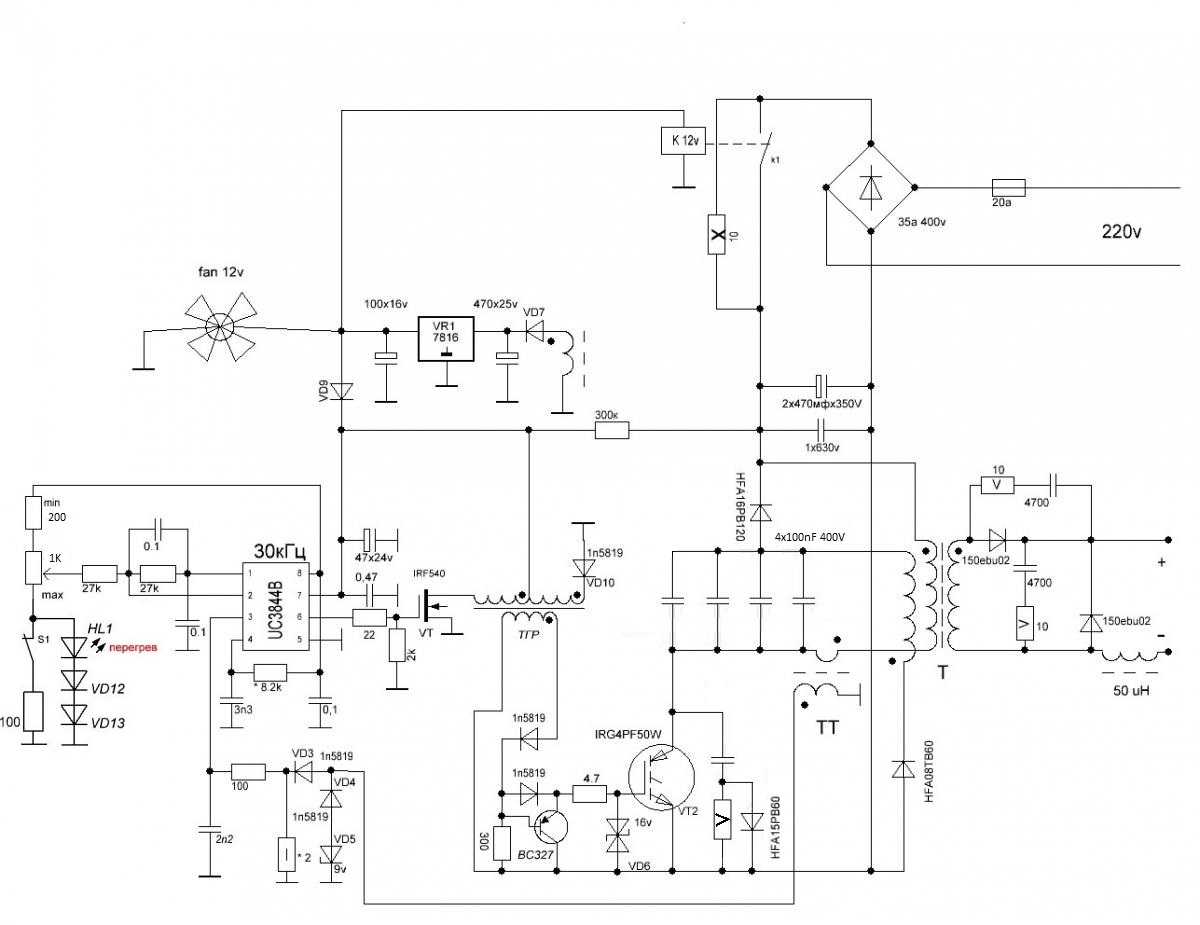 Интерес представляет только трансформатор, а значит, поломанная микроволновка – прекрасный вариант. Ее стоимость существенно ниже новой или работающей и, наверняка, будет по карману каждому.[/box]
Интерес представляет только трансформатор, а значит, поломанная микроволновка – прекрасный вариант. Ее стоимость существенно ниже новой или работающей и, наверняка, будет по карману каждому.[/box]Еще одним «источником» трансформатора являются телевизоры, а также лабораторные автотрансформаторы. Указанные изделия, возможно, труднее найти. Тем не менее не стоит забывать об этих вариантах.
Выбор корпуса
Согласно схеме самодельные сварочные аппараты имеют достаточное количество различных узлов.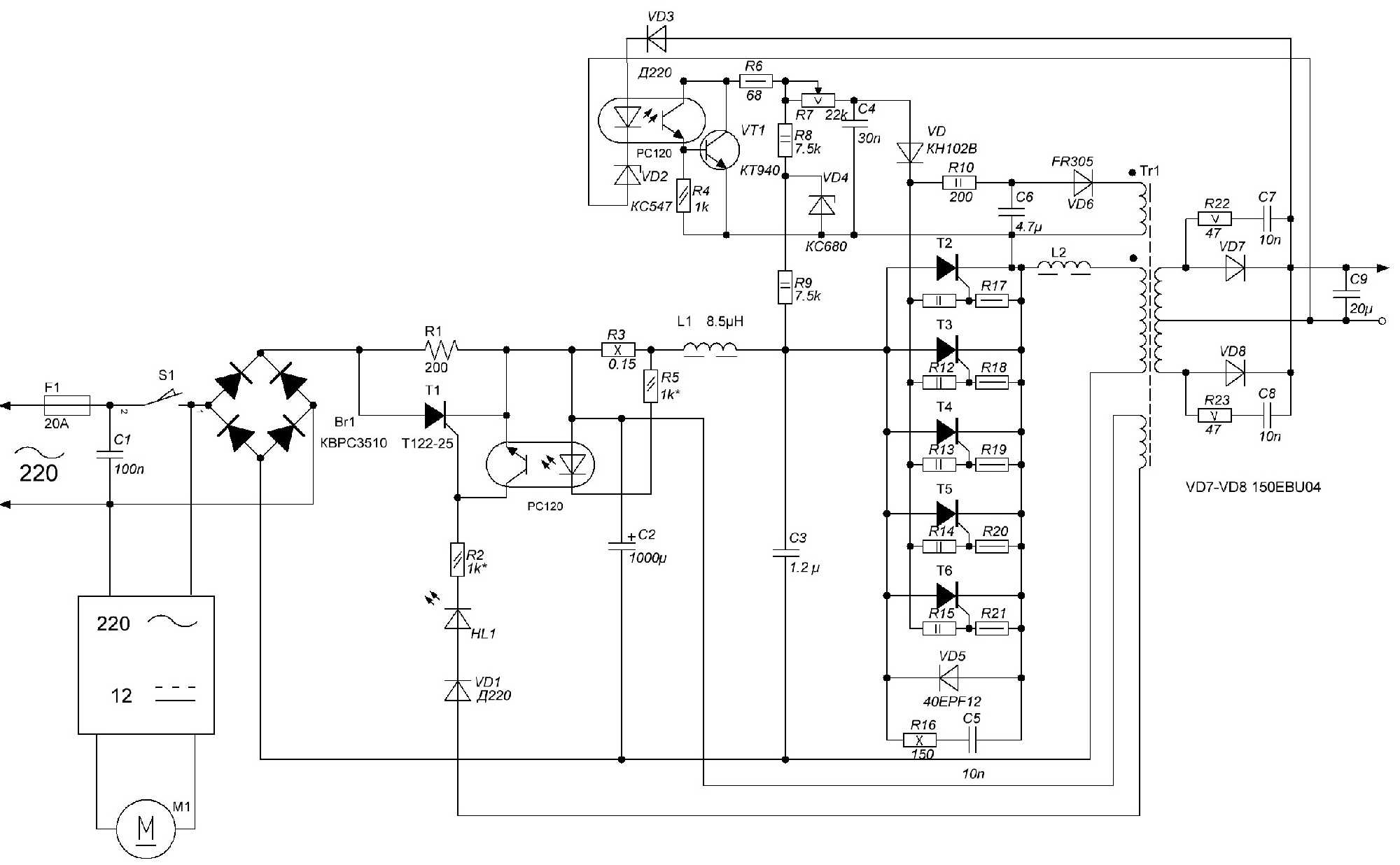 Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
В качестве отмеченного элемента можно использовать короб, изготовленный из тонколистового металла. Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата.
Устройство подачи проволоки.После того, как будет сделан выбор в пользу одного из вариантов короба, в него устанавливается трансформатор, регулятор подачи проволоки сварочного полуавтомата и другие узлы согласно продуманной схеме.
Важным в создании короба является учет системы охлаждения. Она необходима для обеспечения стабильного . Именно эта составляющая прибора подвержена сильному нагреву.
Источником охлаждения выступают вентиляторы. Их лучше всего установить на боковых стенках корпуса. Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Еще одним вариантом является корпус от персонального компьютера. Преимуществом его применения является наличие всех необходимых вентиляционных отверстия, а также посадочных мест под вентиляторы. Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Кроме того, приобрести корпус от ПК – не проблема. У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
Плата управления
Важной составляющей самодельного сварочного агрегата является плата управления.
Принципиальная схема сварочного полуавтомата.Она включает в себя:
- задающий генератор;
- реле;
- обратную связь;
- защиту от температурных перегрузок.
Также, когда делаем аппарат, не следует забывать о функциональности. Ее можно повысить, добавив регулятор тока. Данный элемент можно сделать самостоятельно на схеме из транзисторов.
После завершения всех работ, описанных выше, плата управления соединяется с силовой частью устройства и его подключением к электрической сети. Проверяем работоспособность блока с помощью осциллографа путем его подсоединения к выходам.
Совмещение катушек
Итак, в корпус полуавтомата, сделанного , устанавливаются трансформаторы. После чего необходимо совместить их первичные и вторичные катушки.
После чего необходимо совместить их первичные и вторичные катушки.
Делается это следующим образом: первичные намотки соединяются параллельно, в то время как вторичные – последовательно.
В результате станет возможным получать на выходе большую силу тока, которой с лихвой хватит при выполнении практически любой работы в быту.
Система охлаждения
Немного ранее уже упоминалось о важности охлаждения инверторного сварочного полуавтомата. Данный узел подвержен наибольшему нагреву в процессе работы и именно он может определять то, как долго будет продолжаться сварка.
Лучшим решением является применение кулеров от персонального компьютера. Расположить их необходимо по обе стороны от инвертора, не забыв при этом о необходимости создания отверстий, для удаления теплых воздушных потоков.
Ремонт или доработка устройства скорости подачи электродной проволоки
Практически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе.
Особенности устройства полуавтоматического сварочника.В первом случае можно обойтись банальной заменой проволоки. Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.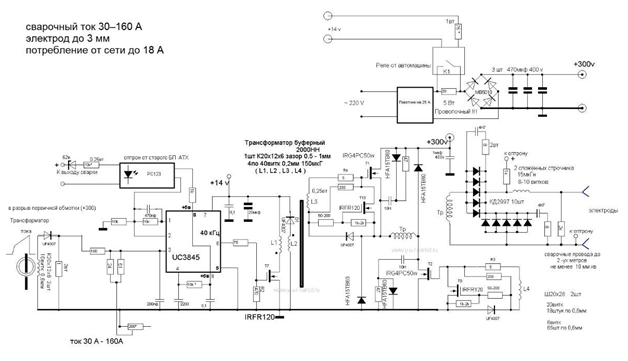
Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма.
Если же было принято решение сделать полуавтомат самостоятельно своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно.
В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов.
На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой.
[box type=”info”]В случае правильной сборки и отсутствия каких-либо ошибок, самодельный прибор прослужит достаточно долго. [/box]
[/box]Итог
Сварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Самодельные сварочные аппараты: как сделать трансформатор или мини-сварку своими руками
Сварочные работы в домашних условиях давно стали обычным делом.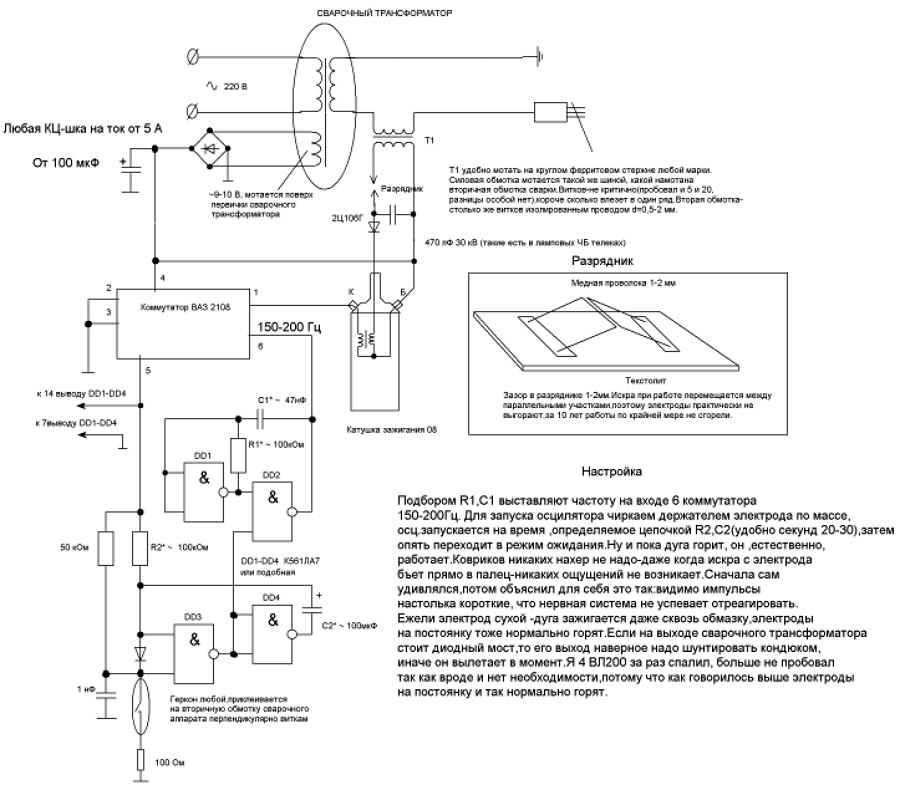 Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
- Качественные сварочники имеют высокую стоимость, выгоднее несколько раз нанять специалиста (если, конечно, вы не занимаетесь этими работами постоянно).
- Доступные по цене агрегаты имеют ряд недостатков: низкая надежность, плохое качество шва, зависимость от питающего напряжения и типа расходников.
Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться.
При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться.
Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт.
Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм².
Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт.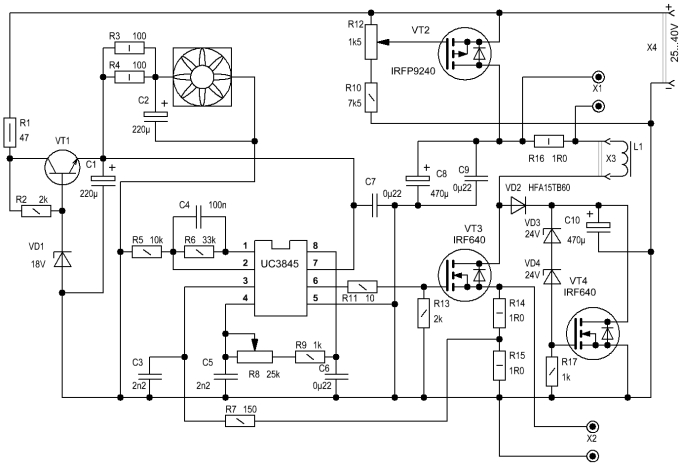 При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов
- Трансформатор. Устройство работает на переменном токе. Основной узел ничем не отличается обычного блока питания: на входе 220 вольт, на выходе требуемые 60 вольт. За счет возможности механического перемещения вторичной обмотки по сердечнику, меняется значение рабочего тока.Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
- Выпрямитель. По сути, это тот же трансформатор, только с диодным (тиристорным) выпрямителем в цепи вторичной обмотки.После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост.
 Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети. Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
- Полуавтомат. Это продвинутый вариант выпрямителя, с устройством механической подачи сварочной проволоки в зону работ.
 Сварка производится в среде инертного газа, для выполнения работы требуется газовый баллон.Преимущества: качественный шов, нет необходимости в специальной подготовке мастера. Недостатки: требуется дополнительное оборудование (газовый баллон), высокая стоимость.
Сварка производится в среде инертного газа, для выполнения работы требуется газовый баллон.Преимущества: качественный шов, нет необходимости в специальной подготовке мастера. Недостатки: требуется дополнительное оборудование (газовый баллон), высокая стоимость. - Инвертор. На сегодняшний день самый распространенный сварочник среди любителей. В качестве преобразователя напряжения используется инверторный блок питания с ШИМ управлением. Эта технология на сегодняшний день стала доступной, что положительно сказывается на стоимости. Преимущества: работать с аппаратом может даже начинающий сварщик, компактные размеры, малый вес. Недостатки: не слишком высокая надежность, сложность в ремонте.
Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично.
Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома.
Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.
Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков пе
Инверторный сварочный аппарат из старого телевизора
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата — со сварочным трансформатором или на основе конвертора — был выбран второй.
Действительно, сварочный трансформатор — это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
Как я делал сварочный аппарат своими руками
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью — это обычный однотактный конвертор, его достоинство — в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40.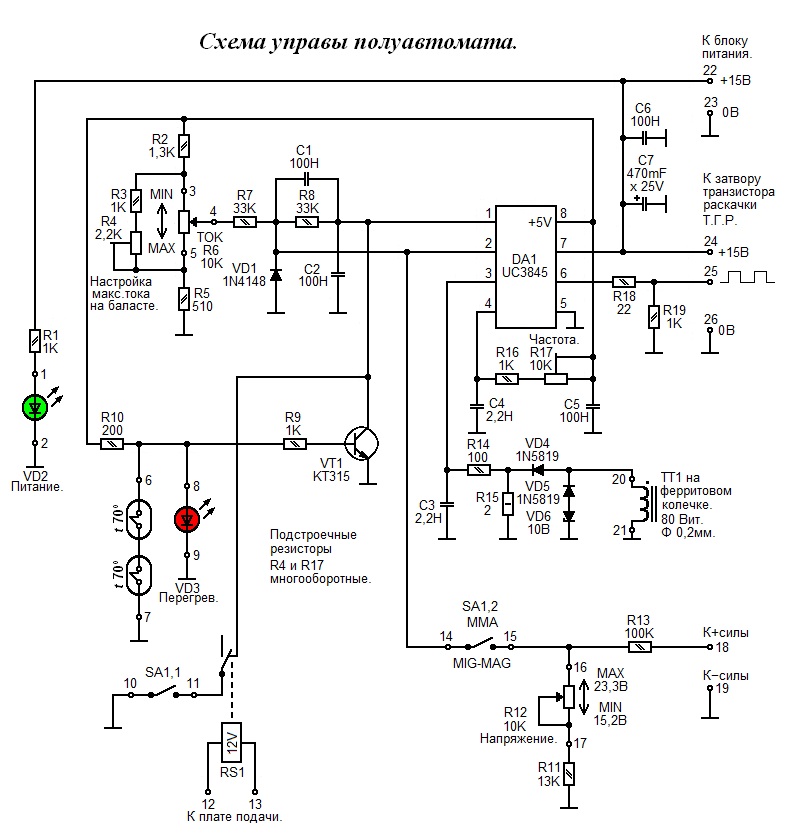 ..130 ..130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока — постоянный, регулирование — плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А.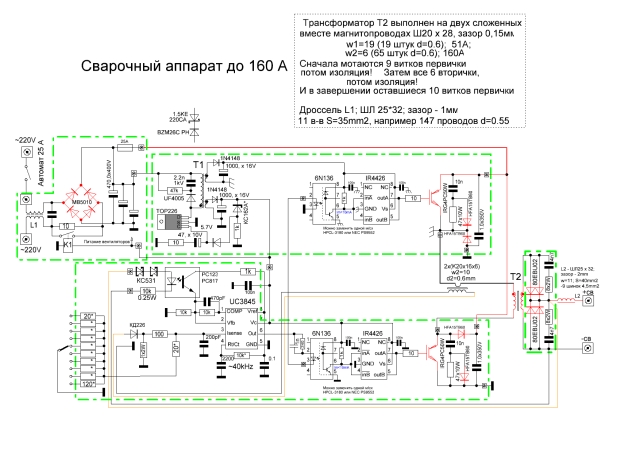 Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять детали из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 — первичная обмотка трансформатора Т1 — конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 — С24 — его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 — любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя — 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 — еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов — К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.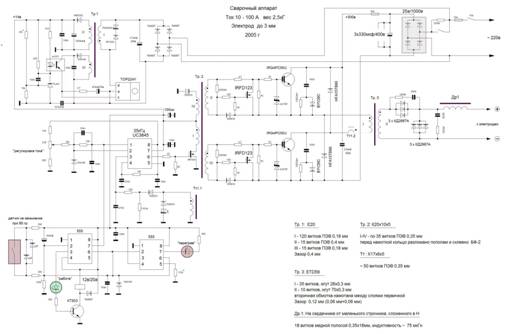
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12. ..14 мм.
..14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1…1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная — 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8…1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом — это необходимо для правильной работы выпрямителя VD11 — VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, — по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2…0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II — аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково — выводами катода вправо по рисунку — и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати — шестью, вторая плата с общей точкой всех диодов — шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях.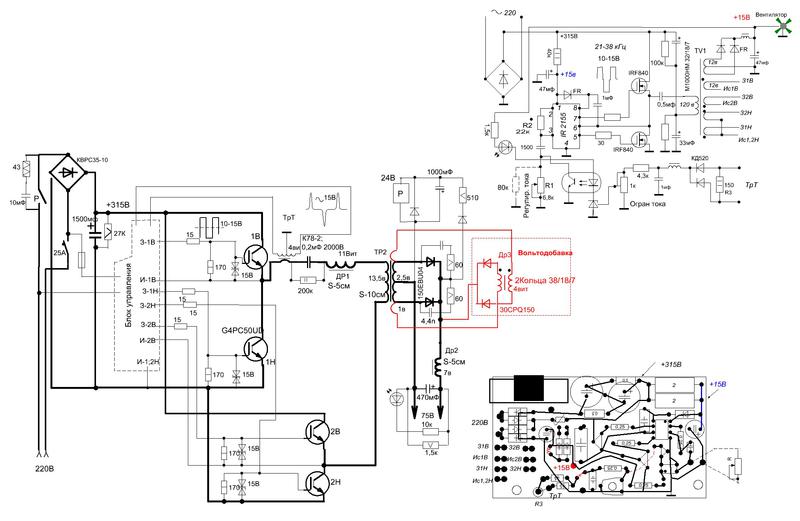 Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 — VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы — 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д — с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода — медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника — 3 мм.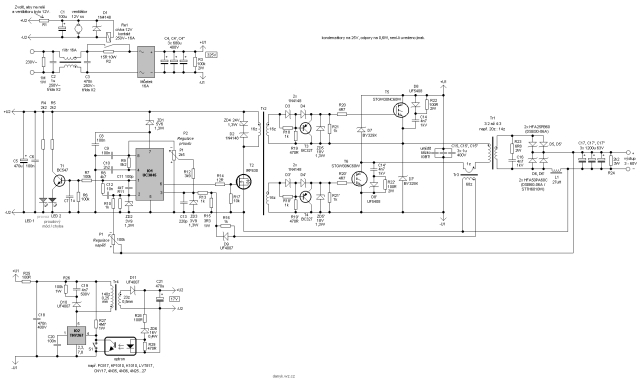 Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
как сделать трансформатор или мини-сварку своими руками
Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Сварочные аппараты: классификация
Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах. Такие агрегаты также подразделяются на разновидности:
Такие агрегаты также подразделяются на разновидности:
- Установки-генераторы — оснащены собственным генератором тока. Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.
- Трансформаторы — такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В.
- Инверторы — такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна.
- Выпрямители — эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы.
Как сделать сварочный аппарат инверторного типа
Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов:
Рекомендуется брать детали от старых советских приборов:
- транзисторов;
- диодов;
- дросселей;
- готовых трансформаторов;
- конденсаторов;
- резисторов;
- тиристоров.
Параметры для аппарата можно выбирать такие:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока равен 250 А.
- Источник напряжения — сеть бытовая на 220 В.
- Регулировка сварочного тока варьируется от 30 до 220 А.
Инструмент включает такие компоненты:
- блок питания;
- выпрямитель;
- инвертор.
Начинаем с намотки трансформатора и действуем в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм).
- Вторая обмотка — 15 витков, проводом с сечением 1 мм).
- Третья обмотка — 15 витков проводом ПЭВ 0,2 мм.
- Четвертая и пятая — соответственно по 20 витков проводами с сечением 0, 35 мм.
- Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
С лицевой части корпуса устанавливается светодиодный индикатор, который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток. Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание.
Сварочный трансформатор своими руками
Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку .
Для работы вам потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстого провода или толстой медной шины. Все это можно найти в пункте приема металлов. Сердечник лучше всего делать П-образным, тороидальным либо круглым. Многие также берут статор от старого электромотора.
Инструкция сборки П-образного сердечника выглядит таким образом:
- Возьмите трансформаторное железо сечением от 30 до 55 с м2. Если показатель будет больше, аппарат получится слишком тяжелым. А если сечение будет меньше 30, прибор не сможет корректно работать.
- Возьмите медный обмоточный провод сечением около 5 мм2, оснащенный термостойкой изоляцией из стеклоткани или хлопка. Изоляция важна, поскольку во время работы обмотка может нагреться до 100 градусов и выше. У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить. В первичной обмотке 200 витков.
- Вторичная обмотка потребует порядка 50 витков. Провод обрезать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной отыщите место, где напряжение составляет около 60 В. Для поиска такой точки отматывайте или наматывайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза.
- Готовый трансформатор установите в корпус.
- Чтобы вывести вторичную обмотку, потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Расклепайте ее конец и просверлите отверстие с диаметром в 10 мм, а в другой конец вставьте конец провода, предварительно очищенный от изоляции. Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;
- Для изготовления электродержателя возьмите трубу с диаметром около 20 мм и длиной порядка 20 см. На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
Готовый аппарат к сети лучше всего подключать с помощью проводов с сечением от 1,5 с м 2 и более, а также рубильника. Ток в первичной обмотке обычно не превышает показатель в 25 А, а во вторичной колеблется в пределах 6—120 А. Во время работы с электродами диаметром 3 мм через каждые 10−15 делайте остановки, чтобы трансформатор остыл. Если электроды более тонкие, это не нужно. Более частые перерывы нужны, если вы работаете в режиме резки.
Мини-сварка своими руками
Чтобы самостоятельно собрать миниатюрный аппарат для сварки, вам потребуется всего лишь несколько часов и такие материалы:
- стержень графитовый из старой батарейки;
- бокорезы или пассатижи;
- нож;
- сухая тряпка;
- наждачная бумага;
- перчатки;
- 20 см проволоки диаметром 5 мм из алюминия или меди;
- 6 см проволоки ПЭВ 0,5 из меди;
- изолента;
- провод многожильный;
- любой металлический зажим;
- трансформатор от блока питания микроволновки с выпрямителем, или старого телевизора или приемника.
Сначала аккуратно разберите старую батарейку и извлеките из нее графитовый стержень. На конце его заострите шкуркой и протрите сухой тряпкой. Кусок толстой проволоки на4−5 см от конца очистите от изоляции и с помощью пассатижей или бокорезов загните петлю. В нее вставьте угольный электрод.
Уберите вторичную обмотку с трансформатора и на ее место намотайте толстую проволоку на 12−16 витков. Теперь все это вставляется в подходящий корпус — и аппарат готов.
Его провода присоединяются к выводам вторичной обмотки, угольный стержень вставляется в петлю и хорошо обжимается. Плюсовый вывод соедините с держателем электрода, а минусовый — со скруткой рабочих деталей. Ручку-держатель можно приспособить для электрода.
Можно применять ручку паяльника или нечто подобное. Включите прибор в бытовую сеть и выполните соединение деталей посредством графита. Должно возникнуть пламя, а на конце деталей образуется шарообразный сварной шов.
Для домашней мастерской наличие сварочного аппарата очень важно. Такие приборы имеют разные конструкции и модификации. Как новички, так и опытные мастера часто предпочитают не заводские, а самодельные аппараты, которые можно модифицировать на свой лад.
Сварочный инвертор своими руками: схемы и порядок сборки
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
- Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.
После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
Схема оборудования
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходим
Строим сварочный инвертор своими руками: схема для самостоятельной быстрой и качественной сборки
Сварочный инвертор своими руками – экономим на покупке дорогостоящего оборудования
Сварочные аппараты прочно вошли в обиход домашних мастеров. Традиционные трансформаторы недорого стоят, легко ремонтируются, и такую конструкцию можно изготовить собственноручно.
Однако у них есть недостаток – для сварки металла толще автомобильного кузова, требуются высокие токи. Это дает нагрузку со стороны первичной обмотки 220 вольт, порядка 3-5 Вт.
Заварить трубу в квартире не удастся, по техническим условиям, ввод счетчика ограничен мощностью 3,5-5 Вт. Да и в частном доме гарантирован просад электроэнергии.
Для работы в бытовых условиях лучше пользоваться сварочным инвертором. Этот прибор имеет меньшую мощность, компактные габариты и небольшую массу.
Стоимость такого автомата выше, чем обычного трансформаторного. Поэтому многие домашние «кулибины» изготавливают сварочный инвертор своими руками.
В отличие от трансформатора, при изготовлении которого вы боретесь с большим весом и толщиной вторичной обмотки, инвертор предлагает решить иные проблемы.
Схема сварочного инвертора может повергнуть в шок даже радиолюбителя со стажем, не говоря о домашнем мастере, познания которого сводятся к замене предохранителя.
Не стоит пугаться. Следуя инструкциям по сборке, любой радиолюбитель, умеющий держать в руках паяльник, соберет этот блок за несколько свободных вечеров.
Важно! Сварочный инвертор при работе использует токи высокой частоты, поэтому некоторые элементы сильно греются.
Любой инвертор, даже небольшой мощности, требует принудительного охлаждения. К этому добавим грамотное расположение компонентов внутри корпуса.
Разумеется, сам корпус должен быть снабжен проточными отверстиями для вентиляции. В противном случае постоянно будет срабатывать тепловая защита (необходимый элемент оборудования).
Предлагаем к рассмотрению варианты, как сделать сварочный своими руками.
Резонансный инвертор в фабричном корпусе
В качестве оболочки можно использовать привычный блок питания для компьютера. Чем старее будет возраст – тем лучше. 20 лет назад не жалели металла на стенки, и размеры блоков питания формата AT были крупнее.
От самого блока питания потребуется лишь вентилятор (если он в нормальном состоянии) и радиаторы охлаждения. Поэтому исправность электрической начинки донора нас не интересует. Так будет дешевле его приобрести.
Инвертор построен на б/у элементной базе от старых мониторов и телевизоров. Если нет доступа к подобным «запасникам» — покупка радиоэлементов на рынке, не сильно обременит кошелек. Подробный рассказ как сделать сварочный инвертор своими руками — видео
Принцип построения резонансного инвертора, безопасность схемы
- Технологию ШИМ необходимо полностью исключить, поскольку для этого требуется стабилизированное напряжение питания задающего генератора. Это усложняет схему
- Затворы силовых транзисторов необходимо стабилизировать. Для этого подойдут стабилитроны типа KC213
- Управляющий трансформатор монтируется как можно ближе к силовым транзисторам.
Провода, подающие напряжение на затворы, должны быть скручены витковой парой, для уменьшения паразитных наводок
- Особые требования к монтажной плате силового моста: дорожки на текстолите необходимо вытравить как можно большей ширины, затем залудить слоем припоя минимум 1 мм. Используйте тугоплавкий припой.
Электрическая схема выполняется на текстолите толщиной минимум 3 мм, для лучшего рассеивания тепла.
- Любые цепи, относящиеся к силовым блокам, должны быть тщательно пропаяны тугоплавким припоем.
В противном случае возможно возгорание деталей от искрения
- Сетевой кабель выполняется сечением не менее 2,5 квадратов
- Входной автомат должен быть рассчитан на ток нагрузки плюс 50%.
В нашем случае – 16А
- Высоковольтные цепи выполняются в двойной изоляции: на проводники надеваются несгораемые кембрики на основе слюды или стекловолокна
- Резонансный дроссель не должен иметь металлического кожуха. Крепление только на клеммах – никаких металлических скоб.
Иначе наводки нарушат его параметры
- Проточная принудительная вентиляция – обязательное условие
- Выходные силовые диоды должны быть защищены от пробоя по напряжению. Обычно применяются RC цепочки.
Важно! По этим дорожкам протекают токи до 25А, тонкая медь печатной платы перегорит от высокой температуры.
Важно! Невыполнение требований безопасности при монтаже силовой электроники приведет к порче оборудования, а в худшем случае – к травмам.
Задаем для себя параметры будущего сварочного аппарата:
- Ток нагрузки на выходе: 5 – 120А
- Напряжение холостого хода 90В
- Продолжительность нагрузки для электродов 2 мм – 100%, для электродов 3 мм – 80%. (при высокой температуре воздуха, время охлаждения увеличивается на 20%-50%)
- Потребляемый ток на входе: не более 10А
- Масса без силовых проводов 2 кг
- Регулятор тока
- Вольтамперная характеристика – падающая. Поэтому можно работать в режиме полуавтомата с СО2.
Это достаточно простой сварочный инвертор, несмотря на то, что схема насыщенная:
Все номиналы элементной базы указаны на схеме, дублировать их отдельным списком не имеет смысла. Сердце задающего генератора собрано на популярной микросхеме SG3524.
Она используется в блоках питания компьютерных бесперебойников. Можно извлечь деталь из сгоревшего UPS.
Особенность инвертора – крайне низкая потребляемая мощность (по меркам сварочника, разумеется) – не более 2,5 Вт. Это позволяет использовать его не только в гараже, но и в квартире с входным автоматом 16А.
Силовой трансформатор собирается на сердечниках E42. Монтаж вертикальный, иначе не влезет в корпус. Подобные сердечники в изобилии присутствуют в старых ламповых мониторах, и дефицитом не являются в принципе.
Для изготовления одного трансформатора потребуется «распотрошить» 6 мониторов.
Из этих же деталей (которые останутся от разобранных трансформаторов) выполняем дроссель. Сердечники для остальных компонентов делаются из стандартного феррита 2000 НМ.
Основа силового блока – мощные диоды и транзисторы, которые нуждаются в рассеивании тепла.
Их можно установить на радиаторы от блока питания (в котором собирается инвертор), или набрать из тех же старых компьютерных мониторов.
До включения вольтодобавки, холостой ход поддерживается величиной 35В. За счет такого малого напряжения силовая часть не перегружается. Длина схватываемой дуги составляет 3-4 мм. Это комфортное значение, позволяющее уверенно работать даже начинающим сварщикам.
Выпрямленное напряжение имеет форму синуса (это особенность резонансных инверторов). Для окончательного сглаживания полуволн, необходимо уложить выходные кабели в ферритовые трубки индуктивностью 3-4mkH.
Можно использовать фильтрующие кольца от того же блока питания для компьютера, и уложить провод в 2 витка.
Дополнительная обмотка трансформатора добавляет напряжение, поэтому при начале работ дуга зажигается моментально, вне зависимости от атмосферных условий. Главное – качественная обмазка электродов.
Трансформаторы тока подключены во вторичной обмотке. Это конструктивная особенность схемы – в первичной обмотке максимальный ток возможен лишь во время образования резонанса.
Защита инвертора
Залипание электрода предотвращает полевой транзистор IRF510. На схеме хорошо видно этот участок. Им же обеспечивается плавный пуск. Отметим, что такое устройство добавляет комфорта для неопытного сварщика.
На микросхеме SG3524, вход shutdown прерывается в трех случаях:
- Срабатывание термодатчика
- Блокировка транзисторной схемой при коротком замыкании
- Отключение тумблером.
Важно! Самодельный сварочный инвертор не имеет заводского сертификата безопасности. Поэтому защита оператора – это ответственность создателя устройства.
В схеме предусмотрены основные моменты безопасности, их не следует исключать из конструкции. Корпус не должен иметь лишних отверстий (кроме вентиляционных) и открытых полостей. Силовые выходные клеммы устанавливаются на термостойких прочных изоляторах.
Итог:
Собрать инвертор своими руками возможно. Пусть вас не пугает множество деталей в схеме – это забота разработчика. Настраивать готовое изделие не придется, сварочник сразу готов к работе. При условии, что вы все правильно припаяете и скомпонуете модули в корпусе.
Сварочный инвертор своими руками – экономим на покупке дорогостоящего оборудования Ссылка на основную публикацию
Источник: http://obinstrumente.ru/elektroinstrument/svarochnye-apparaty/svarochnyj-invertor-svoimi-rukami.html
Cамодельный сварочный инвертор из доступных деталей своими руками
Инверторная сварка быстро вошла в рабочую сферу мобильных бригад и отдельных специалистов, выполняющих заказы по вызову. Наличие такого сварочного аппарата полезно и каждому хозяину в гараже или частном доме.
Компактные размеры устройства, малый вес и высокие показатели качества шва, выгодно выделяют его на фоне крупных трансформаторов. К сожалению, магазинная цена позволяет не всем стать владельцем этого оборудования. Но для тех, кто умеет работать своими руками выход есть — это самодельный сварочный инвертор.
Какие инструменты и материалы понадобятся для его создания? Как собрать основные узлы? Что включается в обслуживание и ремонт самодельного устройства?
Реалистичные ожидания
Решая создать аппарат из сподручных деталей, доступный по цене, и пригодный для сварки дома или на небольших заказах, следует осознавать реальность результата.
Самодельный инверторный сварочный аппарат значительно проигрывает во внешнем виде перед магазинными аналогами.
Для солидного частного предпринимателя, специализирующегося на проводке отопления, установке ограждений, металлических дверей и иных услуг, такой агрегат будет выглядеть не авторитетно.
Но простой сварочный инвертор своими руками отлично подойдет для личных нужд в частном доме, или работах в гараже. Такой аппарат будет способен потреблять 220V от сети, преобразовывать их в 30V, а силу тока увеличивать до 200А.
Этого вполне достаточно для работы электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, поскольку переменный ток преобразуется в постоянный, и затем обратно в переменный, но с высокой частотой.
Такие инверторы сгодятся для сварки забора, ворот, собственного отопления, дверей. Его удобно переносить, и даже варить с ним, повесив на плечо.
Если новичок будет усердно тренироваться, смотреть видео и пробовать на практике накладывать швы, то станет возможным сварка тонких листов стали.
Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат. Возможна и переделка под аргоновую сварку.
Необходимые детали и инструменты
Для создания инверторного сварочного аппарата своими руками не обойтись без похода в магазин или на рынок. Собрать его абсолютно бесплатно, из предметов в гараже, невозможно. Но итоговая стоимость будет в три раза дешевле покупки готовой продукции. В сварочниках и их создании применяются:
- набор отверток;
- нож;
- пассатижи;
- паяльник, для изготовления электрической платы;
- дрель, для отверстий под переключатели и вентиляцию;
- ножовка;
- листовой металл под корпус;
- болты и саморезы;
- приборы и кнопки на панель;
- конденсаторы, транзисторы и диоды;
- медная шина для обмотки;
- провода для соединения всех узлов;
- элементы для сердечника;
- изоляционная бумага и изолента;
- силовые и рабочие кабеля.
Перед тем, как приступить к созданию сварочного инвертора своими руками, схема которого уже должна быть распечатана на бумаге, стоит посмотреть несколько видео от специалистов о пошаговой сборке.
Это поможет увидеть наглядно с чем придется столкнуться, и сравнить результат. Далее предоставляется поэтапная инструкция о том, как сделать сварочный инвертор своими руками.
Допускаются некоторые отклонения и вариации, в зависимости от того, какой мощности аппарат необходим на выходе, и какие подручные материалы имеются в наличии.
Трансформатор
Электрическая составляющая инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышения силы тока, до величины способной плавить металл.
Прежде всего необходимо выбрать материал для сердечника. Это могут быть заводские стандартные пластины или самодельный каркас из листового железа.
Видео в сети помогает увидеть главный принцип этой конструкции, независимо от используемых вариантов.
Сварочные трансформаторы лучше мотать из медной шины, поскольку оптимальные характеристики — это достаточная ширина и небольшое сечение. Такие параметры позволят задействовать все физические ресурсы материала. Но если такой шины нет, то можно воспользоваться проводом другого сечения. Все это влияет на степень нагрева изделия во время работы.
Трансформатор мотается вручную и состоит из двух частей: первичной и вторичной обмоток. Для инвертора своими руками подойдет:
- Феррит 7 х 7. Первичную обмотку создают из провода ПЭВ 0.3 мм, который наматывают ровно, виток к витку, 100 оборотов.
- Следующий слой — это изолирующая бумага. Подойдет лента от кассового аппарата или стеклоткань. Первая сильно темнеет при нагреве, но сохраняет свои свойства.
- Вторичную обмотку наносят в несколько уровней. Первым идет ПЭВ 1.0 мм в 15 оборотов. Поскольку витков мало, их следует распределить по всей ширине равномерно. Их покрывают лаком и слоем бумаги.
- Второй уровень состоит из ПЭВ 0.2 мм в 15 оборотов, с последующей изоляцией, аналогичной предыдущим слоям.
- Заключительный уровень изготавливается из ПЭВ 0.35 в 20 оборотов. Изолировать слои можно и второпластовой лентой.
Корпус
Когда главный элемент инвертора своими руками создан, можно заняться изготовлением корпуса. Ориентироваться можно на ширину трансформатора, чтобы он свободно помещался внутри. От его размеров стоит рассчитать еще 70% требуемого места под остальные детали.
Защитный кожух можно собрать из листа стали 0.5 — 1.0 мм. Углы можно соединить сваркой, болтами, или сделать цельными стороны на гибочном станке (что потребует дополнительных расходов). Понадобится предусмотреть ручку или крепление под ремень для переноса инвертора.
Создавая корпус стоит предусмотреть легкую разборку и доступ к основным элементам в случае ремонта. Необходимо сделать отверстия на лицевой стороне под:
- переключатели силы тока;
- кнопку питания;
- световые диоды, сигнализирующие о включении;
- разъемы под кабеля.
Магазинные сварочные инверторы красятся порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционными цветами для сварочных аппаратов являются красный, оранжевый и синий.
Охлаждение
В корпусе нужно просверлить достаточно отверстий для вентиляции. Желательно, чтобы они находились в противоположных сторонах напротив друг друга. Понадобиться и вентилятор.
Им может стать кулер из старого компьютера. Устанавливать его нужно работой на вытяжку горячего воздуха. Приток холодного производится через отверстия.
Разместить кулер стоит максимально близко к трансформатору, — самому горячему элементу устройства.
Преобразование тока
Схема сварочного инвертора обязательно включает диодный мост. Он отвечает за изменение напряжения в постоянное. Пайка диодов осуществляется по схеме «косого моста». Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках. Для их поиска можно обратиться в ремонтные мастерские по компьютерам.
Два радиатора размещаются по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора.
Выводы направляются к контактным проводам транзисторов, которые отвечают за возврат тока в переменный, но с повышенной частотой. Соединенные вместе провода должны иметь длину 150 мм.
Трансформатор и диодный мост рекомендуется разделять внутренней перегородкой.
В схеме инвертора обязательно наличие конденсаторов, с последовательным соединением. Они отвечают за уменьшение резонанса трансформатора и минимизацию потерь в транзисторах. Последние открываются быстро, а закрываются медленно. При этом появляются потери тока, которые конденсаторы компенсируют.
Сборка и укомплектовка
После создания всех составляющих устройства можно переходить к сборке. На основание крепится трансформатор, диодный мост, электронная схема управления. Происходит соединение всех проводов. На наружную панель фиксируются:
- переключатели резистора;
- кнопка включения;
- световые индикаторы;
- ШИМ-контроллер;
- разъемы под кабеля.
Держатель и зажим для массы лучше купить готовые, потому что они более безопасные и удобные. Но возможно изготовить держатель и самостоятельно, из стальной проволоки диаметром 6 мм.
Когда все детали установлены и подключены, можно приступать к проверке аппарата. Меряется исходное напряжение. При 15V оно не должно показывать выше 100А. Осциллографом тестируется диодный мост.
После, испытывается временная пригодность к работе, путем слежения за нагревом радиаторов.
Ремонт своими руками
Для длительной и бесперебойной работы инвертор важно правильно обслуживать. Для этого следует раз в два месяца выполнять продувку от пыли, предварительно сняв кожух. Если аппарат перестал работать, можно самостоятельно выполнить ремонт, посмотрев видео в сети основных поломок и способов устранения.
Что проверяется в первую очередь:
- Напряжение на входе. Если оно отсутствует или недостаточно по величине, то устройство работать не будет.
- Предохранители. При скачке сгорают защитные элементы или срабатывает отключение автоматом.
- Температурный датчик. При повреждении блокирует работу последующих узлов.
- Клеммы контактов и паяные соединения. Разрыв цепи прекращает движение тока и рабочие процессы.
Изучив схемы обычных инверторов, и приобретя необходимые детали, а также просмотрев обучающие видео, можно собрать качественный аппарат для сварки, который очень пригодится хорошему хозяину.
Поделись с друзьями
Источник: https://svarkalegko.com/oborudovanie/invertornyj-svarochnyj-apparat-svoimi-rukami.html
Пошаговая сборка инверторной сварки
- Какой инвертор лучше купить для дома
- Как научиться варить инвертором: видео
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей.
Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками.
Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертора
Сварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
1) Напряжение, потребляемое из сети, преобразуется в постоянное.
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора.
В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника.
В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы.
Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства.
Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка.
Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам.
В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертора
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера.
Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см.
Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции.
Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера.
Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника.
Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки.
Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги.
Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку.
Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии.
Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора.
Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше.
В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов.
Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов.
Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер.
Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ.
В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройства
После проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата.
Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В.
Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.
Проверка сварочного аппарата
Как пользоваться самодельным аппаратом
После включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
Источник: http://instrument-blog.ru/svarka/invertornyj-svarochnyj-apparat-svoimi-rukami.html
Строим сварочный инвертор своими руками: схема для самостоятельной быстрой и качественной сборки
Сварочный инвертор сегодня активно используется не только в производственных потребностях, но и дома. Это связано с отличными функциональными и производственными достоинствами.
Если вы хорошо разбираетесь в электронике, то имея схемы и инструкцию изготовления, можно инверторный сварочный аппарат сделать своими руками, при этом потратив деньги только на расходные материалы.
Этот вариант подходит для людей, которые любят покупать технику хорошего качества. Инверторные аппараты известных фирм стоят очень дорого, а дешевые – только будут приносить разочарование от использования.
Для того чтобы приступить к конструированию самодельного сварочного инвертора, необходимо тщательно поработать над его схемой: изучить всю конструкцию, разобраться с электроникой, расставить очередность выполнения работ.
Строение самодельного инвертора
Практически все сварочные инверторы, изготовленные своими руками, имеют такие основные элементы:
- Блок питания;
- Драйвера силовых ключей;
- Силовая часть.
При конструировании сварочного инвертора важно ориентироваться в его характеристиках:
- Максимальное значение потребляемого тока – 32 А;
- При работе используется ток не более 250 А;
- Для выполнения сварочных работ достаточного сетевого напряжения 220 В;
- Для работ используются электроды диаметром 3- 5 мм , и длиной 10 мм .
- Полученный аппарат будет иметь показатели КПД не меньше, чем профессиональная версия прибора.
Схема сварочного аппарата своими руками
Когда вы определились, что инверторный аппарат будет строиться самостоятельно, первым делом станет составление схемы.
Вам необходимо продумать и предусмотреть вентиляцию механизмов прибора, так как это крайне важно, чтобы избежать перегревания деталей внутри. Самым простым и оптимальным решением станет использование радиаторов от системных блоков Pentium 4, Athlon 64. Эти составляющие доступны в продаже и имеют невысокую цену.
В схеме необходимо предусмотреть наличие и расположение скоб, которые будут фиксировать трансформатор.
Подготовительные работы перед сборкой аппарат
Когда схема прибора составлена, необходимо переходить к подготовке комплектующих и деталей. Чтобы собрать инвертор своими руками,вам будут необходимы такие материалы:
- Медные провода;
- Хлопчатобумажная ткань;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит.
Чтобы не возникало проблем с перепадами напряжения, необходимо выполнять обмотку по всей ширине каркаса. В конкретно предложенном варианте аппарата будет 4 обмотки:
- Первичная. В нее войдет 100 витков, ПЭВ 0,3 мм ;
- Вторичная первая – 15 витков, ПЭВ 1 мм ;
- Вторичная вторая – 15 витков, ПЭВ 0,2 мм ;
- Вторичная третья – 20 витков, ПЭВ 0,3 мм .
Плата и блок питания устанавливаются отдельно друг от друга, между ними располагается лист металла. Для его крепления к корпусу сварочного инвертора необходимо применять сварочные швы.
Чтобы производить управление затворками, необходимо установить проводники. Их длина должна быть не больше 15 см , к сечению особых требований не предъявляется. При процессах сборки аппарата, необходимо детально изучить схему к нему, разобраться во всех важных моментах соединения деталей между собой.
Блок питания обязательно после первичной обмотки накрывается экранизирующей обмоткой. Ее изготавливаются из аналогичного провода. Все витки накрытия должны иметь такое же направление, как и первичные, и полностью их перекрывать. Между каждой обмоткой обязательно должна находиться изоляция. Для нее можно использовать лакоткани или малярный скотч.
При вводе блока питания в эксплуатацию, необходимо поработать над подбором необходимого сопротивления. Его необходимо сбалансировать таким образом, чтобы подаваемое питание на реле было в пределах 20-25 В.
Тщательно подойдите к подбору радиаторных элементов для входных выпрямителей. Они должны быть мощными и надежными. Отлично себя зарекомендовали бу детали от компьютеров. Они доступны в продаже на радиорынке.
Для сварочного инвертора необходимо наличие 1 термического датчика. Его устанавливают внутри радиатора. Для регуляции тока в дуге, покупается и устанавливается ШИМ-контроллер на блок управления. Конденсатор будет выдавать напряжение ШИМ, от этого будут зависеть параметры силы тока сварки.
Собираем сварочный инверторный аппарат
Купив все необходимые детали для сварочного инвертора, переходим к его сборке. Перед началом установки деталей, проверьте их исправность. Найдите готовый дроссель и начинайте его обмотку.
Для этого необходимо использовать провод ПЭВ-2. Обязательное количество витков – 175. Выбранный конденсатор должен иметь напряжение не менее 1000 В.
Если вы не можете купить один конденсатор с таким напряжением, можно установить несколько, чтобы в сумме их емкость равнялась 1000 В.
Старайтесь в установке не использовать один мощный транзистор, его лучше заменить несколькими, менее мощными. Эти показатели влияют на рабочую частоту, что влечет образования больших шумовых эффектов во время сварочных работ. Если вы неправильно рассчитаете необходимую мощность аппарата, это повлечет быструю его поломку и ремонтные работы.
Когда начинается сборка сварочного инвертора, необходимо обязательно соблюдать расстояние между обмоткой и магнитопроводами. Между слоями обмотки должна обязательно укладываться пластина из текстолита. Это поможет повысить электробезопасность аппарата, и добиваться быстрого и достаточного охлаждения.
Далее, переходим к креплению трансформатора к самому основанию самодельного инвертора. Для этого используются 2-3 скобы. Они могут изготавливаться из медной проволоки диаметром 3 мм . Для плат можно использовать фольгированный текстолит толщиной 0,5- 1 мм . Обязательно сделайте в плитах узкие разрезы, они помогут свободно выводить диоды, чтобы не возникало перенагрузок.
Когда будут собраны все основные элементы аппарата, можно переходить к его креплению на основание. Само основание может быть изготовлено из пластин гетинакса.
Для нормальной работы подойдет пластина толщиной 0,5 см. Обязательно вырежьте круглое окно в центре пластины, туда будет фиксироваться вентилятор, который необходимо оградить защитной решеткой.
Не забывайте, при установке магнитопроводов оставлять зазоры для свободного потока воздуха.
На лицевой стороне нужно установить ручку тумблера и светодиоды, зажимы для кабелей и ручку переменного резистора. Это будет конструкция практически готового сварочного аппарата. Ее помещают в кожух толщиной 4 мм . На держатель электропровода устанавливается кнопка. Кабель, который подключен к ней и провода основательно изолируйте.
Настраиваем сварочный инвертор для работы
Собрав весь механизм, необходимо правильно и грамотно его настроить и ввести в эксплуатацию. Бывают такие ситуации, что самостоятельно решить вопрос трудно, приходится прибегать к помощи специалиста.
- Первым шагом идет подключение аппарата к питанию в 15В к ШИМ, параллельно подключается и один из конвекторов. Это поможет избежать перегрева аппарата, и уровень шума будет значительно ниже.
- Чтобы произошло замыкание резистора, необходимо подключить реле. Его вводят в работу после окончания зарядки конденсаторов. Это поможет избежать больших колебаний напряжения при подключении в сеть 220В. В случае пренебрежения подключения резистора напрямую, может произойти взрыв.
- Далее, необходим тщательный контроль за срабатыванием реле замыкания резистора, когда он подключен к току на плату ШИМ. Обязательно нужно продиагностировать наличие импульсов на плате, после срабатывания реле.
- Затем подаем питание 15В на мост. Это помогает проверить его нормальную и исправную работу, правильность установки. На приборе не должна сила тока превышать 100А. При этом ход должен быть холостым.
- Обязательно предусматривается проверка правильности установки трансформаторных фаз. Можно для этого использовать осциллограф на 2 луча. Для него нужно подать на мост от конденсаторов через лампу питание 220В, выставив частоту ШИМ 55 кГЦ. Установив осциллограф, посмотреть на сигнальную форму, и пронаблюдать, напряжение не должно превышать 330В. Рассчитать частоту колебания трансформатора несложно. Необходимо постепенно убирать частоту ШИМ, пока нижний ключ IGBT не выдаст небольшой заворот. Этот показатель необходимо поделить на 2, и полученное частное сложить со значением частоты перенасыщения. Параметры потребления тока мостом не должны быть выше 150 ма. Следите за светом от лампочки. Сильно яркий указывает на проблемы с обмоткой, возможен пробой в ней. От трансформатора не должно исходить никаких шумовых эффектов. При наличии любых шумов, обратите внимание на правильность подключения полярности. В виде тестового контроля на мосту, можно использовать электрочайник в 220В. Все проводники от ШИМ, необходимо скучивать, и располагать подальше от источников помех.
- Используя резисторы, необходимо постепенно повышать ток. При этом прислушивайтесь к посторонним шумам и звукам, наблюдайте за показаниями осциллографа. Показания нижнего ключа не более 500В. Нормой считается 240В.
- Начинать сварочные работы необходимо с 10 секунд. Потом, проверяются радиаторы. Если они холодные, то работа длится еще 20 секунд. Далее, время увеличивается до 1 минуты.
Правила обслуживания и ремонта сварочного
Для исправной и продолжительной работы аппарата, необходимо периодически производить проверку и контроль каждого элемента конструкции. Это облегчить ваши ремонтные работы и снизит их до минимума. В случае поломки агрегата, найдите причину неисправности и выполните ремонтные работы.
Для выполнения этих работ необходимо иметь у себя такие инструменты:
- Паяльник;
- Пылесос;
- Отвертка;
- Тестер;
- Кисточка.
Первой и основной причиной поломки может быть выпрямитель. Через него происходит преобразования переменного тока в постоянное напряжение. Сетевой фильтр дает возможность сгладить перепады в напряжении.
Транзисторная схема отвечает за формирование однофазного высокочастотного напряжения. Блок регулирует работу ключей средствами сигналов обратной связи, поэтому может менять режим работы инвертора.
Варочный трансформатор отвечает за снижение напряжения, потом блоки вентилей выпрямляют его и подают на электрод.
Сварочные инверторы своими руками
Если сварочный аппарат поломался, снимите крышку корпуса и продуйте обычным пылесосом. Места, которые трудно очистить таким способом, необходимо обработать кисточкой или тряпочкой. Начинайте диагностику входной цепи.
Проверьте, получает ли инвертор напряжение. Если его нет, то занимайтесь ремонтом блока питания. Возможно, сгорели предохранители.
Сварочный инвертор своими руками создать несложно, но ремонт, при неправильной диагностике, может занять много времени.
Далее, начинайте диагностику температурного датчика. Сравните номинальные показатели с имеющимися. Этот элемент не подлежит ремонту, его необходимо заменять на новый.
Потом, происходит изучение основных элементов аппарата. Если вы, на одном из них, увидите потемнения, то это значить, что при сборке некачественно была выполнена спайка.
Используйте тестер для проверки цепей соединения.
Коль контакты сделаны некачественно, то это влечет перегрев, поломку и дорогостоящий ремонт инвертора. Проверьте разъемы, если они расшатались – подтяните, плохое соединение – подпаяйте. Если при сварочных работах идет разбрызгивание металла, прилипание электрода, горение дуги, то необходимо отрегулировать подачу тока или заменить электроды.
Следите за исправностью кабеля, в случае перегиба, сразу заменяйте на новый. Только в этом случае инверторный сварочный аппарат, своими руками созданный, будет работать качественно и надёжно.
Источник: http://elektro.guru/elektrooborudovanie/svarochnye-apparaty/svarochnyy-invertor-instrukcii-sovety-po-izgotovleniyu-svoimi-rukami.html
Основы DIY: Основное руководство по сварке
Сварка — это производственный процесс, при котором металлы соединяются путем плавления деталей и наполнителя в сварочную ванну из расплавленного материала, который охлаждается, образуя очень прочное соединение. Три основных типа, подходящих для проектов DIY, — это аппараты для дуговой, MIG и инверторной сварки.
Выберите доступную и простую в использовании сварочную установку из одной из трех категорий, доступных для DIY, и получите полезный новый навык, который позволит вам ремонтировать металлические сборки и строить стальные конструкции без привлечения сторонних ресурсов.
Основы дуговой сварки
Для соединения металлов требуется интенсивное нагревание от электрической дуги, возникающей между соединяемым металлом и электродом.
Сварочный пруток используется в качестве электрода для сварки штангой, а проволока для сварки в среде защитного газа (MIG).
Электроэнергия для дуги обеспечивается источником питания, а электрод проводит ток, плавясь в сварочную ванну, образуя сварное соединение.
Для предотвращения реакции горячего металла с воздухом и образования соединений, ослабляющих соединение, сварочные стержни имеют покрытие, обеспечивающее защитный газ в точке контакта, а также шлак для покрытия свежего сварного шва.
При сварке MIG сварочный шов защищен газом с внешней подачей. В безгазовых установках работа выполняется сварочной проволокой с флюсовой сердцевиной.
При сварке вольфрамовым инертным газом (TIG) используется защитный газ с вольфрамовым электродом для зажигания дуги и присадочным материалом, подаваемым отдельно
вручную в сварочную ванну.
Не все металлы подходят для самостоятельной сварки. Хорошим показателем технологичности является то, будет ли магнит прикрепляться к металлу, но чугун является исключением, поскольку он притягивает магниты, но его очень проблематично сваривать.
Разрушитель жаргона
Откройте для себя происхождение шлака и узнайте, почему флюс важен, из нашего удобного руководства по сварочному жаргоне.
FLUX-CORED WIRE используется с безгазовым сварочным аппаратом MIG. Металлическая оболочка окружает сердечник из флюса, который обеспечивает газовую защиту сварочной ванны во время сварки.
SLAG — это корка, образующаяся при сварке стержнем для защиты металла шва от атмосферных загрязнений по мере его затвердевания. После охлаждения он отколотывается сварочным молотком.
ПРИХВАТКА включает выполнение быстрой частичной сварки, чтобы удерживать части металлической сборки в совмещении до того, как будут завершены более прочные чистовые сварные швы.
СВАРОЧНЫЕ УДИЛИЩА или электроды используются с аппаратом для ручной сварки для работ с низкоуглеродистой и оцинкованной сталью. Также доступны стержни для пайки и сварки меди, латуни, бронзы и других сплавов.
WELDER’S FLASH — это заболевание глаз, которое обычно носит временный характер, но вызывает сильный дискомфорт.Это тип ожога глаз, возникающий в результате кратковременного, но незащищенного воздействия яркого света сварочной дуги с очень высокой степенью УФ-излучения.
Основы мастерской
Независимо от того, выберете ли вы традиционный аппарат для ручной сварки или безгазовую сварку MIG, вам потребуется специальное защитное снаряжение и другие аксессуары.
При сварке надевайте огнестойкую одежду с длинными рукавами, например комбинезон, а также прочную обувь и всегда работайте в хорошо вентилируемом помещении.
Сварочные системы
Выберите дуговой сварочный аппарат старой школы, в котором используются металлические электродные стержни, модель MIG для начинающих или новейшие универсальные технологии инверторной сварки для создания прочных и долговечных соединений между стальными деталями.
Сварка палкой
Используя электрическую дугу для плавления деталей и электродного стержня, этот тип сварочного аппарата обычно требует больше времени для освоения из-за необходимой практики, но он лучше работает на грязных или ржавых поверхностях.
Сварка МИГ
Для этого требуется меньшее напряжение, чем для сварки штучной сваркой, а это означает, что он более безопасен. Электродвигатель используется для подачи проволоки к сварному шву, что упрощает процесс. Установки MIG могут использовать защитный газ или иметь конструкцию, в которой используется полая проволока, заполненная флюсом.
Инверторная сварка постоянным током
Инверторные сварочные аппараты меньше своих традиционных аналогов. Дугу легко запустить, и они обычно имеют цифровой контроль тока. Некоторые многоцелевые инверторы можно использовать как для ручной, так и для TIG сварки.
Безопасная сварка
Яркий свет сварочной дуги включает ультрафиолетовые и инфракрасные лучи, которые могут нанести непоправимый урон незащищенным глазам.
Он также выделяет дым и испарения, поэтому работайте в проветриваемом помещении и не наклоняйтесь над работой, чтобы не вдохнуть их.
Всегда надевайте сварочный шлем с темными стеклами и длинные кожаные перчатки. Держите легковоспламеняющиеся материалы вдали от рабочей зоны и держите под рукой огнетушитель.
Сварка
|
|
Хорошие роботы никогда не справлялись с плохими данными сварки MIG, обычно устанавливаемые персоналом
которые придется поиграть с элементами управления сваркой.
После более чем трех десятилетий непрекращающихся проблем роботизированной сварки MIG и контактной сварки на мировых заводах по производству грузовых автомобилей можно предположить, что руководство знает, что у них есть проблема, требующая обучения. разрешение . |
Избыточное разбрызгивание сварочного шва при любом сварочном шве MIG является дорогостоящим и свидетельствует об отсутствии у заводов-изготовителей опыта в области управления процессом сварки MIG. |
При использовании роботов возможности качества и производительности сварки MIG ограничиваются не техническими специалистами завода или обслуживающим персоналом, а отсутствием у менеджера и инженера опыта управления процессом сварки и недостаточной ответственности за процесс..
РОБОТ — ВОПРОСЫ СВАРКИ И ПРОЦЕССЫ.
|
| Если вы робот-техник, помните, это помогает в
этот запутанный сварной шов
промышленность, чтобы иметь и толстую кожу, и чувство юмора. |
Я включил этот отчет о роботизированной сварке TIG, поскольку такие приложения для роботизированной сварки, как это, обычно создают множество проблем со сваркой, требующих решения. В этом отчете о сварке Из-за проблем со сваркой TIG роботом заказчиком был поставщик первого уровня, который поставлял детали для большой тройки компаний Детройта. Требуются детали, сваренные методом TIG 15 точных прихваточных швов.Прихваточные детали позже были спаяны. RSI был Детройтский интегратор. Сварные швы выполнялись с помощью робота Fanuc Arc Mate 100 и импульсный источник питания прямоугольной формы Lincoln на 350 ампер.
Робот для сварки TIG проблемы у поставщика компонентов этого уровня были обширными. Более года они изо всех сил пытались достичь 40% требуемой эффективности производства роботизированных сварных швов. Роботизированные прихваточные швы часто отсутствовали, проблемы с запуском дуги TIG были значительными, и прихваточные швы TIG оказались частью паяных сварных швов, протекших во время испытаний.После того, как я исправил проблемы, я написал следующее отчет о сварке.
О проблемах ROBOT TIG сообщалось в следующих темах.
[1] Основные необходимые требования для сварочного шва робота «TIG».
[2] Робот и его программные проблемы.
[3] Проблемы с источником питания Lincoln TIG.
[4] Контроллинг Качество сварки TIG — производительность.
[5] Крепеж и позиционирующий стол.
[6] Требования к персоналу роботов.
Самыми сложными задачами сварки роботизированной дуговой сваркой всегда был процесс GTAW (TIG) Если требуются сварочные швы TIG роботом, следует рассмотреть вариант TIP TIG.
ТО ОСНОВНЫЕ ТРЕБОВАНИЯ К ТИГ-СВАРКЕ РОБОТОВ.
До появления TIP TIG, процесса, который я представил в Северной Америке десять лет спустя (посетите этот сайт). то Шестидесятилетний процесс TIG всегда считался чувствительным процессом сварки со многими параметрами сварки. это может существенно повлиять на качество и производительность роботизированной сварки.В отличие от сварки MIG, добавление процесса TIG к роботу значительно увеличивает количество проблем со сваркой.Используя следующие Информация об управлении процессом сварки TIG и рекомендации по сварке обеспечили преимущества сварки для это приложение.
Также важно отметить, что прихваточные швы небольших роботов TIG обычно требуют большего внимания к управлению процессом, чем более длинные или большие сварные швы TIG. Продолжение многие из причин беспокойства о сварке роботов / TIG.РОБОТЫ И ВОПРОСЫ СВАРКИ TIG:
[а] Основная проблема автоматизированного процесса TIG заключается в том, что невозможно контролировать вольфрам. чаевые жизнь и профиль.При рассмотрении сварки TIG с автоматизацией сварки до тех пор, пока у нас не появился процесс TiP TiG, было логичнее выбрать Процесс плазменной сварки. Плазменная сварка — это просто модифицированная версия TIG процесс. Процесс плазменной сварки был разработан три с лишним десятилетия назад. и обеспечивает большую защиту и контроль вольфрама.
[b] Небольшие прихваточные швы TIG в сочетании с роботом с высокой дугой / включение — дуга / выключение, Рабочий цикл сварного шва отрицательно повлияет на срок службы и профиль вольфрама.[c] Время цикла сварки прихваточным швом TIG обычно составляло менее секунды. За это короткое время каркас интерфейса робота и источник питания пытались передать четыре набора сварных швов данные.
СВЯЗЬ РОБОТА ПРИ КОРОТКОМ ЦИКЛЕ СВАРКИ TIG.
[1] Высокая частота горит, дуга установлена.
[2] Обеспечить старт данные сварного шва.
[3] Укажите данные сварного шва.
[4] Укажите параметры торцевого шва, необходимые для сварки и защиты вольфрама.с короткое время цикла сварки, необходимо обеспечить приобретенное сварочное оборудование и интерфейс Для робота предусмотрена возможность предоставления требуемых данных о сварке за «микросекунды».
[d] Из-за небольшого количества глобальных установок « robot TIG » и общего отсутствия сосредоточения внимания на автоматизированном управлении процессом сварки — передовой опыт, немногие из крупных компаний-производителей роботов или роботов интеграторы имеют опыт работы с TIG / роботами, и ваша программа обучения ваших сотрудников была неадекватной.
[e] Данные сварки роботов, представленные в подвесном пульте управления роботами Fanuc, были разработаны для MIG. данные сварки, а не TIG. Вы могли подумать, что одна из крупнейших в мире компаний по производству сварочных швов (Lincoln-Fanuc) предоставила бы программное обеспечение для роботов / сварки, сопоставимое с процессом TIG шестидесятилетней давности.
[f] Вы использовали импульсный режим TIG.Импульсная сварка TIG — это эффективный процесс сварки TIG без использования присадки. металл. Однако импульсный источник питания и робот Lincoln приобретенный здесь не имеет возможности обеспечить стабильные импульсные параметры в используемых «коротких» временах цикла сварки. Это всего лишь один пример один из вопросов, который требует внимательного рассмотрения перед покупкой робота / источник питания для требовательных приложений.
[г] Чем меньше сварной шов, тем больше точности требуется роботу. Ваш Fanuc Центральная точка инструмента робота (TCP) находится в зачаточном состоянии и требует частой проверки (не выполняется). Также с учетом вариаций размещения вольфрама оба робота а размещение установочного стола не обеспечивало точности, необходимой для последовательного оптимального размещения сварных швов.
[h] К сожалению Как и в случае с большинством роботизированных установок, контроль сварочного процесса — требований передовой практики не существует или они минимально учитывались как Fanuc, так и Lincoln.
РОБОТЫ И TIG КОНТРОЛЬ ТОКА СВАРКИ:С процессом сварки TIG это особенно важно контролировать ток во время «зажигания дуги» TIG. а также на «концах дуги».»При ручной сварке TIG сварщик могут использовать переменный усилитель, который обычно регулируется током ноги контроль. Во время сварки сварочный аппарат может нарастить сварочный ток. дуга начинается от низкого до высокого тока.
Преимущества сварки TIG Нарастание сварочного тока;[а] помогает установить управляемый запуск дуги,
[b] помогает защитить жизнь вольфрама,
[c] помогает создать определенное количество ванны расплава в начале дуги.
Нарастание сварочного тока обеспечивает менее сильный и контролируемый запуск дуги. При уменьшении энергии и силы дуги во время зажигания дуги TIG происходит меньшее вытеснение расплавленного металла. что может снизить вероятность загрязнения вольфрама металлом сварного шва во время зажигание дуги. Контролируемое нарастание сварочного тока также может улучшить контроль текучести сварного шва и достижение желаемого «размера сварочной ванны».Это важная особенность при выполнении сварки TIG без добавка присадочного металла шва »
ЭТО ВАЖНО ДЛЯ ВАШЕЙ ОПЕРАЦИИ, ЧТОБЫ ПРОГРАММИРОВАТЬ РОБОТ ДЛЯ НАГРУЗКИ И ОПРОСА ТОК ВО ВРЕМЯ СВАРОЧНОГО ЦИКЛА. ЭТО НЕ БЫЛО ВЫПОЛНЕНО.
БЫЛИ ИСПОЛЬЗУЮТСЯ ДАННЫЕ НЕДОСТАТОЧНОГО РОБОТА TIG:
Изначально ваше приложение было настроено на сварку прихватками без робота движение факела ».Этот метод стационарной прихваточной сварки TIG можно использовать, если:[a] Размеры детали идеальные.
[b] Детали одинаковой толщины и сварные зазоры контролируются и соответствуют друг другу.
[c] Нет проблем с крепежом.
[д] Точность робота и позиционера всегда +/- 0,005.
[e] TCP точный и обслуживается ежедневно и сразу при необходимости.
[f] Форма и длина вольфрама претерпевают минимальные изменения.
Оф Конечно, мы живем в реальном мире, где редко видим производственные размеры в соответствии со спецификациями размеров конструкции, также важно отметить, что многие роботы и позиционеры деталей не так точны, как утверждают. Чтобы робот был точным, TCP должен быть точным. Управлять ЦТС робота сложно на вашем Робот Fanuc, поскольку он имеет элементарное управление TCP.Конечно ваш TIG вольфрам будут возникать проблемы износа, вызывающие блуждание дуги, что также влияет на расположение сварного шва.
В итоге опытный инженер-технолог знал бы, что для компенсации для известных проблем TIG / Robot / Part Weld вам необходимо предоставить щадящий небольшой сварной шов, а не стационарная прихватка.
В этом случае горелка TIG должна образовывать сварочную ванну, которая образуется между две части разного калибра. Ваш фонарик размещен неправильно. Сварочная ванна должна быть установлена на толще двух частей, и тогда робот был бы запрограммирован с угол подъема для перемещения сварочной ванны между двумя частями.Этот фундаментальный прием подход к сварке необходим для достижения стабильного качества сварных швов на детали с переменной толщиной и переменными зазорами.
ТО НЕПРАВИЛЬНОСТЬ ФОРМАТА СВАРОЧНЫХ ДАННЫХ, ПРЕДСТАВЛЕННЫХ РОБОТОМ FANUC.
Для каждые 100 роботов для дуговой сварки, проданных в США, 99 могут оказаться роботами MIG и один из оставшихся можно использовать для сварки TIG.Программа сварки роботов Fanuc представлена в подвесной пульт для обучения был разработан для сварки MIG, которая, конечно, использует самые разные данные сварного шва (источник путаницы в управлении процессом). Также необходимо отметить, насколько неэффективны Источники питания Lincoln намекают на разочаровывающие результаты сварки TIG.Как сказал программист был снабжен роботом, который обеспечивал «импульсную» сварку TIG Линкольна. источник питания, однако контроль параметров импульсной сварки не предусматривался в кулоне Fanuc учить.Также на это низкое время дуги, мы показали, что существует проблема стабильности и согласованности импульсного параметры дуги при обмене данными между роботом и интерфейсом источника питания.
Линкольн источник питания также обеспечивал «возможность запуска» сварки TIG. Это начало сварки опция обеспечивала переменный процент сварочного тока и времени. Однако если бы мы использовали минимальные настройки времени, доступные для этой опции, сварочная дуга «оставаться на все время».
Ваш источник питания Lincoln предоставляется «Данные торцевого шва» в виде «тока и времени заполнения кратера» эта функция также не работала.
КОГДА Я ПОЗВОНИЛ FANUC РАЗРЕШИТЬ НЕКОТОРЫЕ ОСНОВНЫЕ ПРОБЛЕМЫ РОБОТНОЙ СВАРКИ, ИХ ОТВЕТ БЫ ОНИ ДОЛЖНЫ СПРОСИТЬ ЛИНКОЛЬН. ОБЯЗАТЕЛЬНО LINCOLN — ПАРТНЕРСТВО С FANUC МОЖЕТ ИСПОЛЬЗОВАТЬ ЭТО ОБУЧЕНИЕ, ЧТОБЫ ОБЕСПЕЧИТЬ СОТРУДНИКАМ FANUC ROBOT ПРОЦЕСС СВАРКИ ОБУЧЕНИЕ? НИЖНЯЯ ЛИНИЯ.КАК ОБЫЧНО, FANUC ИЛИ LINCOLN не вернулись к нам.
ТРЕБОВАНИЯ К ИСТОЧНИКУ ЭЛЕКТРОПИТАНИЯ ROBOT TIG:Даже при сварке самых сложных роботизированных сварных швов, интеллектуальному роботу обычно требуется только «базовый» источник питания с одним важным характерная черта. Для питания требуется интерфейс, который позволяет мгновенно общаться и отвечать. к инструкции по подвеске робота.
ДЛЯ TH E TIG WELDS , ПРОГРАММАТОРУ РОБОТА БЫЛ ПРЕДОСТАВЛЕН КУЛОН, КОТОРЫЙ ПРЕДОСТАВЛЯЕМЫЕ ДАННЫЕ ДЛЯ СВАРКИ, ЛУЧШЕ ПОДХОДЯЩИЕ ДЛЯ MIG WELD :
The График сварки TIG робота обеспечивал окно данных сварки, показывающее как амперы, так и дюймы / мин.Значения в амперах в этом окне не соответствовали фактическому сварочному току. Также сварочный ток указанное на амперметре источника питания Lincoln не имело отношения к реальному сварочный ток по показаниям амперметра постоянного тока.
В ОТРАСЛЬ, ЗАИНТЕРЕСОВАННАЯ ISO, КАК ТРЕБОВАНИЯ ISO МОГУТ ПРИМЕНИТЬСЯ К РОБОТ-СВАРОЧНЫМ ЯЧЕЙКАМ В КОТОРЫХ ФАКТИЧЕСКИЕ ДАННЫЕ СВАРКИ НЕ ПОДЛИННЫМИ С ЗАПРОГРАММИРОВАННЫМИ ДАННЫМИ ИЛИ ДАННЫМИ ИСПОЛЬЗУЕМЫХ СЧЕТЧИКОВ СВАРОЧНОГО ОБОРУДОВАНИЯ?г. обучение роботов, предоставленное участвующими робототехническими компаниями, обучило программиста на сварочном роботе «МИГ».Информации о настройке эффективного программа импульсной сварки TIG. Это также ключевой момент, что книга программирования Fanuc в настоящее время не имеет данных по сварке TIG.
Что насчет IPM в подвесном роботе, программист подумал, что это скорость сварки.IPM указал был IPM подачи проволоки, который использовался для установки скорости подачи сварочной проволоки «MIG». В скорость перемещения сварочного шва робота была там, где она должна быть в линиях данных дуги, однако чтобы запутать программиста, одна строка данных сварного шва была на английском языке. и следующая предложенная строка будет в метрических единицах измерения.Я очень забеспокоился, когда проверил повторяемость и точность робота Fanuc с запрограммированными точками. Сразу после проверки Fanuc TCP я обнаружил, что робот обычно был 0,040: 0.060 от сварного шва для который только что был запрограммирован. В настоящее время мы не знаем, это проблема или это робот TCP. Я попросил отдел обслуживания проверить это.
.
ОТВЕТСТВЕННОСТЬ ИНТЕГРАТОРА РОБОТА TIG:
Интегратор роботов несет ответственность перед своим клиентом за то, чтобы данные в подвесной, и данные на счетчиках источника питания «актуальные», и он откалиброван перед установкой ячейки.В этой установке ни одна из этих функций был выполнен.Производитель робота несет ответственность за то, чтобы его программа обучения а предоставленная литература полностью описывает используемый процесс сварки. Этого не было сделано.
Для управления сваркой TIG в начале сварки необходимо следующее.1. Диапазон сварочного тока устанавливается от 60 до 90 ампер.
2. Поскольку с этим пакетом Fanuc — Lincoln они не увеличивают текущие возможности. В данных начала дуги используется ток 20 — 30 ампер. Установите «время ожидания» от 0,1 до 0,3 сек. Это обеспечивает низкий стабильный ток, который окажет минимальное негативное влияние на вольфрам.
3. В следующей строке программы дуговой сварки поместите еще один запуск дуги, на этот раз без ожидания. время. В этой строке у нас есть фактический сварочный ток и удерживается до 1/2 секунды. для обеспечения достаточной текучести сварного шва. Обратите внимание, что диапазон хода прихваточного шва обычно падение между 10 и 20 дюймов / мин.
ПОРЫ СВАРКИ И МИКРОТРЕЩИНЫ В ВАШИХ РАБОТАХ ПРИВЕСТИЛИ К УТЕЧКАМ:
Для уменьшения пор при сварке Я уменьшил поток газа (обсуждается ниже).В данных о конце сварного шва (кратере) ниже сварочный ток от 5 до 20 ампер. Удерживайте этот нижний предел тока от ½ до 1 секунды.
НЕПРАВИЛЬНОЕ УПРАВЛЕНИЕ КАБЕЛЯМИ: ВОПРОСЫ ЗАПУСКА ВЧ И РАСШИРЕННОГО РОБОТА:T o Избегайте касания вольфрама деталью и загрязнения вольфрама, требуется высокая частота (HF) для зажигания дуги TIG.В этой установке я обнаружил, что при многочисленных зажиганиях дуги ВЧ не шел на вольфрамовый наконечник. Пытаясь выяснить, где находится ВЧ, я использовал небольшую люминесцентную лампу, которая показала, что ВЧ переходит на другой кабели, которые были сгруппированы вместе, касаясь друг друга. От других кабелей затем ВЧ прыгнул на металлический столб (поддерживал фонарик), столб закреплен на пол.После того, как я отделил кабели и изолировал столб от кабелей HF вернулся на свое место.
Опять же, проблемы HF со сваркой TIG были хорошо задокументированы в течение десятилетий, однако ни сотрудники Fanuc или Lincoln, ни литература рассмотрел проблемы HF, которые характерны для приложений TIG.
Вы можете предвидеть случайные проблемы с зажиганием дуги с помощью любого приложения TIG.В случае отказа зажигания дуги робот обычно запрограммирован на обеспечение запуск более одной дуги. В этом приложении не было возможности перезапуска дуги. включен и все еще не работал, когда я ушел. Снова ответственность лежит на интеграторе, чтобы гарантировать включение необходимых опций процесса.
TIG СВАРОЧНЫЙ ГАЗ БЫЛ НА 150% ВЫШЕ, ЧЕМ ДОЛЖЕН БЫТЬ:Я обнаружил, что скорость потока газа аргона для этого приложения TIG была установлена на уровне 40 куб. Футов / час, что является типичным настройка расхода газа для сварки MIG, а не TIG.Высокая скорость потока нарушает плазму TIG и увеличивает потенциал пористости сварного шва. Расход газа TIG обычно составляет от 10 до 15 куб. Футов / час. Также газ был настроен на подачу для каждого сварного шва, и в течение этого короткого времени цикла сварки газ часто не попадал в сопло, когда возникала дуга.
Я рекомендую, чтобы поток газа оставался включенным в течение всего цикла сварки. На концах сварного шва время продувки было слишком коротким, и это привело к окислению вольфрама. Я изменил его так, чтобы по завершении сварки по завершении сварки время продувки было увеличено.
Я также пометил расходомер газа, чтобы оператор ячейки знал, где должен быть установлен газ. Я бы порекомендовал Смита управление потоком. Он может быть заблокирован, а также снижает возникающий сильный выброс газа. при каждом включении газа Высокий расход газа или скачки газа не только расточительно, они могут добавить турбулентности сварного шва, вызывая перемешивание сварочной ванны, вызывая пористость пор или загрязнение сварного шва наконечника.
РАБОЧИЕ СВАРЫ И ВОЛЬФРАМ РОБОТЫ: Для установления дуги TIG источник питания TIG обеспечивает высокую частоту (HF). В HF ионизирует газообразный аргон, что улучшает проводимость сварочного газа перед TIG. приложен сварочный ток. При TIG важно, чтобы вольфрам не производил контакт с деталью или сварным швом, поскольку может произойти загрязнение вольфрамом.Вольфрам Загрязнение «понизит» температуру плавления вольфрама, вызывая Если конец вольфрама превращается в шарик или оксид, это снижает фокус, направление, стабильность плазмы, а также изменяет профиль плазмы TIG.
По этим причинам;
[а] Все лица, работающие с вольфрамом, должны использовать чистые перчатки. Только[b] измельчите вольфрам на специальном шлифовальном круге.
[c] Не используйте вольфрам. если серый — на поверхности заметен черный оксид. Загрязненную часть отломить и переточить.
[d] Запрограммируйте робота так, чтобы вольфрам составлял минимум «0,060» при начало шва и «0,070» в конце шва.
[e] В это время вы меняете вольфрам каждые 50 частей. Если вы загрязнили новый вольфрам в первой части высока вероятность обширной доработки сварного шва.Порез окно в двери камеры двери робота, запрограммируйте исходное положение робота, чтобы сопло пистолета и вольфрам всегда видны оператору робота.
ПРЕДОСТАВЛЯЙТЕ ДАТЧИК Вольфрама:[F] Я предоставил оператору робота вольфрамовый манометр.В любой момент оператор может остановить робота, когда он находится дома. положение, и, не входя в камеру робота, дотянитесь до окна доступа и заменить и сбросить вольфрам. Вольфрам должен выступать из сопла. сохраняться на уровне 6 мм.
ОБУЧЕНИЕ ОБУЧЕНИЕ ОБУЧЕНИЕ:
Вашему программисту требуется дополнительное обучение программированию роботов.На заводе такой у вас также должен быть второй человек, который может перейти к программированию табличка, если программист занят или отсутствует.
Каждая программа сварки роботов должна быть четко обозначена в программе, и каждая Программа должна быть сохранена на диске. Менеджер по производству или техническому обслуживанию должен хранить копию этот диск в несгораемом ящике.
УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ:
O nce имеющаяся у вас программа откалибрована и настроена, большой контроль процесса сварки Плата должна быть установлена вне роботизированной ячейки. Доска должна идентифицировать детали, каждый сварной шов и используемые сварочные данные. Поскольку ключевым параметром сварки является сварочный ток вы можете использовать большой амперметр, прикрепленный к этой плате, чтобы ваши клиенты могли видеть что ток, который вы установили для сварного шва номер 5, равен току усилителя метр.Персонал, ответственный за программирование, должен понимать, что этот процесс данные контроля должны сохраняться.В начале каждой смены и после Обеденная часть инструкций по контролю сварочного процесса должна быть, операторы;
[а] Проверьте содержимое газового баллона и расход. Рассмотрим группу из четырех цилиндров, поэтому у вас не закончится бензин.[b] Установить новый вольфрам; использовать вольфрам торчать датчик.
[c] Выполните проверку TCP.
[д] Сварите первую часть, затем попросите программиста или руководителя поставить подпись заявляя, что все сварные швы в порядке или требуется регулировка.
ПОЖАЛУЙСТА, УСТАНОВИТЕ ПРОЦЕДУРЫ СВАРКИ:На данный момент я думаю, что у вас нет предварительные процедуры сварки ».С точки зрения ответственности за качество продукции это может быть серьезной проблемой. Также с точки зрения клиента или ISO, что происходит когда один из ваших клиентов просит показать вам процедуры сварки?
ЗАКЛЮЧЕНИЕ: Как указано в этом отчете, возникли обширные проблемы. Чтобы добраться до первопричины производственных проблем, каждая проблема должна быть идентифицирована затем исправлено.Поскольку проблем было много, а мой визит всего два дня, я пропустил возможность действительно оптимизировать ваш процесс до максимальной производительности. Однако с внесенными мной изменениями и рекомендациями этого отчета вы получите возможность кардинальных улучшений.
Договорная и ответственность поставщика. Как вы знаете из этого опыта, вы не можете полагаться на на поставщиков оборудования для конкретных процессов или приложений.Однако при покупке автоматизированного оборудования выгодно, если вы спросите у продавца «правильные вопросы». Это также выгодно для будущего автоматизированного оборудования. закупок, чтобы оговорить в договоре купли-продажи, что производственная партия из четырех должны быть предоставлены часы для подтверждения оборудования и процесса. Также убедитесь, что документация по продукту , программы , обучение и оборудование действительно применимы к вашим потребностям.Между прочим, ваше высшее руководство и инженеры могут захотеть посмотреть в зеркало и задать простой вопрос. «Почему в контракте на закупку робота вы не оговорили, что качество сварки этого робота — производство должно быть подтверждено интегратором роботов до того, как вы примете доставку и оплатите этого робота? Также почему вы позволили сторонам, участвующим в проекте Fanuc — Lincoln и интегратору, уйти от отказа приложения без финансовых затрат?
С уважением, Эд. Крейг.Некоторые проекты по сварке роботов Эд Эмс Крейгс
Параметры и параметры сварки TIG.
ЛУЧШЕ, ЧЕМ TIG. С ЭТИМИ РОБОТАМИ ИСПОЛЬЗУЙТЕ СОВЕТ — TIG:
Если вы хотите обеспечить высочайшее качество сварки TIG и производительность, достижимую при ручной или роботизированной сварке, обычный процесс TIG — плохой выбор, вместо этого вам следует взглянуть на вышеуказанный процесс, который я и мой деловой партнер Том О’Мэлли купили в Северную Америку.Этот уникальный процесс называется TIP TIG, и его качество сварки и потенциал производительности намного выше, чем TIG — TIG Cold Wire — TIG Hot Wire. Совет TIG также значительно снижает типичные проблемы с чувствительностью к длине дуги TIG, что особенно важно при сварке TIG роботами. Посмотрите Tip Tig на сайте www.tiptigusa.com. Скажите им, что Эд послал вас.
В приведенном ниже отчете о сварке рассматриваются проблемы с роботизированной сваркой TIG, которые возникали на одной из трех основных частей автомобиля.На каждую деталь требуется ок. Позже были пропаяны 15 точных мелких сварных швов и сварные швы деталей. Сварочные швы TIG выполнялись с помощью робота Fanuc Arc Mate 100 и «импульсного» источника прямоугольного питания Lincoln на 350 ампер. Проблемы со сваркой у этого поставщика отдельных деталей были обширными. Более года они изо всех сил пытались достичь производительности всего на 40% от желаемой. Прихваточные швы часто отсутствовали. Проблемы с зажиганием дуги были серьезными, и прихваточные швы протекали.
.
.
На этом сайте представлены лучшие в мире данные и информация по управлению процессом сварки TIP TIG и TIG.
TIP TIG ЛЕГКО УСТАНОВИТЬ ДЛЯ РОБОТА ИЛИ БАГ-О..
.
.
.
РОБОТЫ И ОТСУТСТВИЕ КАЛИБРОВКИ СВАРКИ:
В УСТАНОВКАХ 1000 PLUS, которые я посетил в 13 странах, я НИКОГДА не встречал менеджера или инженера, который знал о распространенных проблемах «ОТСУТСТВИЕ КАЛИБРОВКИ», КОТОРЫЕ ПРОИСХОДИЛИ С БОЛЬШИНСТВОМ БОЛЬШИНСТВА МИГ-СВАРОЧНЫХ РОБОТОВ, ПРОДАННЫХ ИЗ 1970-х. ДО СЕГОДНЯ.
НЕ ДОЛЖНО БЫТЬ СЮРПРИЗОМ ДЛЯ ТЕХ, ЧТО ПОСЕТИТЕ ДАННЫЙ САЙТ, ЧТО ОТСУТСТВИЕ КАЛИБРОВКИ ИЛИ НЕДОСТАТОЧНАЯ КАЛИБРОВКА ЯВЛЯЕТСЯ ГЛАВНОЙ ПРОБЛЕМОЙ С МНОГОЧИСЛЕННЫМ МИГ-СВАРОЧНЫМИ ЯЧЕЙКАМИ В 2015 ГОДУ..
Основным преимуществом роботизированной ячейки должно быть то, что робот обладает потенциалом для создания «согласованных — однородных результатов сварки».»
В течение как минимум 15 лет, с 1980-х до как минимум 1995, с большинством роботов данные сварочных швов роботов и выходные данные источника сварочного тока редко калибровались или калибровались неправильно. Можно было подумать, что это серьезная проблема с роботами для дуговой сварки, которые поставлялись таким компаниям, как GM — Ford — Chrysler — Honda — Toyota — VW — Mercedes — Volvo — Fruehauf. Проблема калибровки сильно повлияла на качество повседневной сварки MIG.Однако в действительности это обычно мало что значило для инженеров или менеджеров, ответственных на этих предприятиях, поскольку немногие понимали настройки режима подачи проволоки MIG — напряжение — сварку, диапазоны параметров и взаимосвязи. Большинство этих лиц, принимающих решения о сварке, ожидали, что если в роботизированной ячейке возникнет проблема сварки MIG, их программисты «поиграют» с элементами управления сваркой.
Что касается основных производителей и интеграторов роботов, которые предоставили робототехническое оборудование, в конечном итоге роботы были их бизнесом, и большинству этих ребят не хватало контроля над процессом — лучшего опыта, необходимого для процессов, связанных с роботами.
Суть для большинства предприятий заключалась в том, что запрограммированные роботом данные сварки MIG должны были отражать «предварительно квалифицированные записанные данные сварки MIG.
Когда два новых робота помещаются в сварочный цех» floor, и программист вводит в подвесной пульт скорость или ток подачи проволоки MIG, оба робота должны подавать этот сварочный ток в пределах ___%, сварочное напряжение в пределах ___% или подачу проволоки в пределах ___% от фактических запрограммированных данных.Не могли бы вы заполнить эти% пробелов. Эта информация есть в моей программе обучения роботов, и эта информация также должна быть в контракте на покупку робота, а затем проверена вами, клиентом.Помните, что сварка MIG сваркой или прожог сварного шва часто зависит от изменений профиля сварного шва на несколько тысяч дюймов. Вот почему важно, чтобы по крайней мере параметры сварки, предоставляемые деталям, были согласованными, а также помните, что квалифицированная процедура сварки не имеет большого значения, когда роботы не предоставляют данные, которые были частью процедуры.
. ДЛЯ НЕСКОЛЬКО МЕНЕДЖЕРОВ, ДОВЕРЯЮЩИХ В УПРАВЛЕНИЕ ПРОЦЕССОМ РОБОТНОЙ СВАРКИ И НАИЛУЧШИМ СПОСОБАМ СВАРКИ
Ни от одной компании нельзя ожидать применения единообразных методов производства сварных швов и достижения стабильных результатов качества сварки, если у них возникнут проблемы с калибровкой сварки роботов.Для, например, сварки MIG, измеренная фактическая скорость подачи проволоки 0,035 (1 мм) робота составляла 600 дюймов / мин, а данные подвесного робота показывает, что подача проволоки 700 дюймов./ мин, то качество сварки становится просто шуткой.
Или, допустим, вместо настроек подачи проволоки, в подвесном устройстве робота могло быть запрограммировано 250 ампер, но при этом на сварку подавалось только 200 ампер, и опять же, какой смысл тратить деньги на сварочные процедуры? отдел качества или программа качества ?.
Кстати, тот факт, что японцы обычно используют сварочные усилители MIG вместо скорости подачи проволоки в качестве основной настройки сварки MIG для роботов, просто показывает, как мало японские производители роботов понимали, что в процессе MIG всегда была одна важная константа для качество и производительность сварки, и этой константой была «скорость подачи проволоки».
Eds 7 шагов к программе обучения робототехнике
занимается этим важная тема.ПРИЛОЖЕНИЕ ДЛЯ СВАРКИ РОБОТА:
.
Меня попросили приехать на этот завод для решения проблем с роботами Panasonic.У Panasonic в течение многих лет были серьезные проблемы с калибровкой, и по моему опыту с ними, они плохо понимали требования к сварке MIG. Один робот Panasonic имел подачу проволоки, установленную на 350 дюймов в минуту, который выдавал 200 ампер, а другой робот Panasonic (приобретенный в паре), который сваривал те же детали, имел его подачу проволоки также на 350 дюймов в минуту, и этот робот выдавал 175 ампер. . В результате сварные швы деталей не оплавились.
У большинства роботов также плохая калибровка сварочного напряжения.Например, запрограммируйте 29 вольт на кулон робота, выскакивает 25 вольт от источника питания. На роботе в следующей ячейке, что 29 запрограммированных вольт подает 27 вольт. При изменении напряжения возникают колебания энергии сварного шва, проблемы с разбрызгиванием сварочного шва и возможные изменения режима переноса сварного шва.
ЛЮБАЯ КОМПАНИЯ, ПРОИЗВОДЯЩАЯ СВАРНЫЕ ДЕТАЛИ MIG И НЕ ПРЕДОСТАВЛЯЮЩАЯ КОНТРОЛЬ СВАРКИ, НЕОБХОДИМЫЙ ДЛЯ ОБЕСПЕЧЕНИЯ ТРЕБУЕМОГО КАЧЕСТВА СВАРКИ, ЯВЛЯЕТСЯ КОМПАНИЕЙ, КОТОРАЯ ОТКРЫВАЕТ ОТВЕТСТВЕННОСТЬ ЗА ПРОДУКЦИЮ.
ДЛЯ ЭТИХ МЕНЕДЖЕРОВ, КОТОРЫЕ ХОТЯТ ВНЕДРЕНИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИЕ ПРАКТИКИ СВАРКИ. НЕВОЗМОЖНОСТЬ ВНЕДРЕНИЯ ЭФФЕКТИВНОЕ УПРАВЛЕНИЕ ПРОЦЕССОМ РОБОТНОЙ СВАРКИ БЕЗ РОБОТА — КАЛИБРОВКА СВАРОЧНОГО ОБОРУДОВАНИЯ.
Руководители принимают к сведению: ВРЕМЯ ЗАПРОСИТЬ КАЛИБРОВКУ В ПАРАГРАФЕ, НАПИСАННОМ В ДОГОВОР НА ПОКУПКУ РОБОТА.ДЛЯ ТЕХ, КТО ЗАБЫЛ ПРОСИТЬ СОВМЕСТНИКОВ ИЛИ РОБОТ-КОМПАНИИ КАЛИБРОВАТЬ ИХ РОБОТОВ, Я РЕКОМЕНДУЮ СЛЕДУЮЩЕЕ.
Свяжитесь с поставщиком роботов и попросите их как можно скорее доставить их заднюю часть на ваш объект, поскольку ЭТО ДОРОЖНАЯ УСТАНОВКА РОБОТА НЕ ЗАВЕРШЕНА ДО ДАННЫХ В РОБОТЕ ПОДВЕСКА (ПОДАЧА ПРОВОДА, ТОК И НАПРЯЖЕНИЕ) И ИСТОЧНИК СВАРОЧНОГО ПИТАНИЯ КАЛИБРИРОВАНЫ И ОБЕСПЕЧИВАЮТ ОДИНАКОВЫЕ РЕЗУЛЬТАТЫ ВО ВСЕХ ЯЧЕЙКАХ ВАШЕГО РОБОТА.
Примечание руководителей: Ежегодная проверка показаний ампер-вольт источника питания MIG вашим отделом технического обслуживания — это не то, о чем мы говорим..
.
.
«Роботы и программист Сварка
Экспертиза управления процессами».
Экспертиза управления процессами».
|
Прокат и продажа сварочного оборудования
Категории интернет-магазинов- ОСНОВНАЯ ИНФОРМАЦИЯ
- БЕЗОПАСНОСТЬ СВАРКИ СИЗ
- MMAW — ИНВЕРТОРЫ ДЛЯ ДУГОВОЙ СВАРКИ
- СВАРКИ МИГ
- СВАРКИ TIG
- СТАНКИ ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ
- ЭЛЕКТРОПОЛИРОВКА
- НЕРЖАВЕЮЩАЯ ЧИСТКА
- СВАРКИ С ДВИГАТЕЛЕМ
- РОТАТОРЫ, ПОВОРОТНЫЕ РОЛИКИ, ТРУБОПРОВОДЫ
- СВАРОЧНЫЕ ТРАКТОРЫ
- ГАЗОВОЕ ОБОРУДОВАНИЕ
- МИГ ПУШКИ
- ДОПОЛНИТЕЛЬНЫЕ ПРОДУКТЫ
- MIG, TIG, ПРЕПАРАТ, ЖЕСТКИЕ ПРОВОДА И ПОТОК
- ОБОРУДОВАНИЕ ДЛЯ ЗАЛИВКИ
- ВЫВОД СВАРОЧНОГО ДЫМА
- АБРАЗИВЫ
- СВАРНЫЕ ИСПЫТАНИЯ
- АРЕНДА ОБОРУДОВАНИЯ
Productworld
Сварочный инвертор TIG-DC (включая функцию сварки электродом) — сетевой кабель без вилки
в прочном корпусе, в состав которого входят: электродный и сварочный обратные кабели 25 мм², 3 м; ручная сварочная маска со сварочной линзой; металличесая щетка; отбойный молоток; Горелка TIG с вольфрамовым электродом, редуктор давления с манометром количества и содержания, инструкция по эксплуатации
Сварочный инвертор TIG-DC (включая функцию сварки электродом)
Сварочный инвертор TIG-DC (включая функцию сварки электродом) — сетевой кабель без вилки
Сварочный инвертор TIG-DC (включая функцию сварки электродом)
в прочном корпусе, в состав которого входят: электродный и сварочный обратные кабели 25 мм², 3 м; ручная сварочная маска со сварочной линзой; металличесая щетка; отбойный молоток; Горелка TIG UP-Down, 4 м, с вольфрамовым электродом, редуктор давления с манометром количества и содержания, инструкция по эксплуатации
в прочном корпусе, в состав которого входят: электродный и сварочный обратные кабели 25 мм², 3 м; ручная сварочная маска со сварочной линзой; металличесая щетка; отбойный молоток; Горелка TIG с вольфрамовым электродом, редуктор давления с манометром количества и содержания, инструкция по эксплуатации
Сварочный инвертор TIG-DC (включая управление газом, высокочастотное зажигание и функцию электродной сварки)
Инвертор для ручной дуговой сварки металлом с полным комплектом принадлежностей для TIG и электродной сварки, поставляется с прочным транспортировочным чемоданом, монтажным комплектом с горелкой a-LTG 1700-K-DD 4 м
Сварочный инвертор TIG-DC (включая управление газом, высокочастотное зажигание и функцию электродной сварки)
Сварочный инвертор TIG-DC с полным комплектом принадлежностей для TIG и электродной сварки, поставляется с удобным защитным чемоданом для инструментов, монтажным комплектом с горелкой a-LTG 1700-K-UD 4 м
Сварочный инвертор TIG-AC / DC с подключением горелки ITC (включая управление газом, высокочастотное зажигание и функцию сварки электродом)
Сварочный инвертор TIG-AC / DC с полным комплектом принадлежностей для TIG и электродной сварки, поставляется с удобным защитным чемоданом для инструментов, монтажным комплектом с горелкой a-LTG 2600-UD 4 м
Сварочный инвертор TIG-AC / DC с полным комплектом принадлежностей для TIG и электродной сварки, поставляется в прочном транспортировочном кейсе, монтажный комплект с горелкой i-Torch Powermaster i-LTG 2600-PM 4 м
в прочном корпусе, в состав которого входят: электродный и сварочный обратные кабели 25 мм², 3 м; ручная сварочная маска со сварочной линзой; металличесая щетка; отбойный молоток; Горелка для сварки TIG Up-Down, 4 м, с вольфрамовым электродом, редуктором давления с манометром количества и содержания, инструкция по эксплуатации