Трапециевидная резьба: виды, сферы применения
СОДЕРЖАНИЕ
- Особенности трапецеидальной резьбы
- Преимущества и недостатки трапецеидальной резьбы
- Виды трапецеидальной резьбы
- Левая
- Правая
- Однозаходная
- Многозаходная
- Размеры трапецеидальной резьбы
- Техника безопасности при нарезании трапецеидальной резьбы
Трапецеидальная резьба используется в тех случаях, когда необходимо преобразовать вращательное движение в поступательное. На профиле такая резьба имеет вид трапеции, отсюда и название. Важной особенностью является самоторможение, благодаря которому не происходит деформация даже при больших нагрузках.
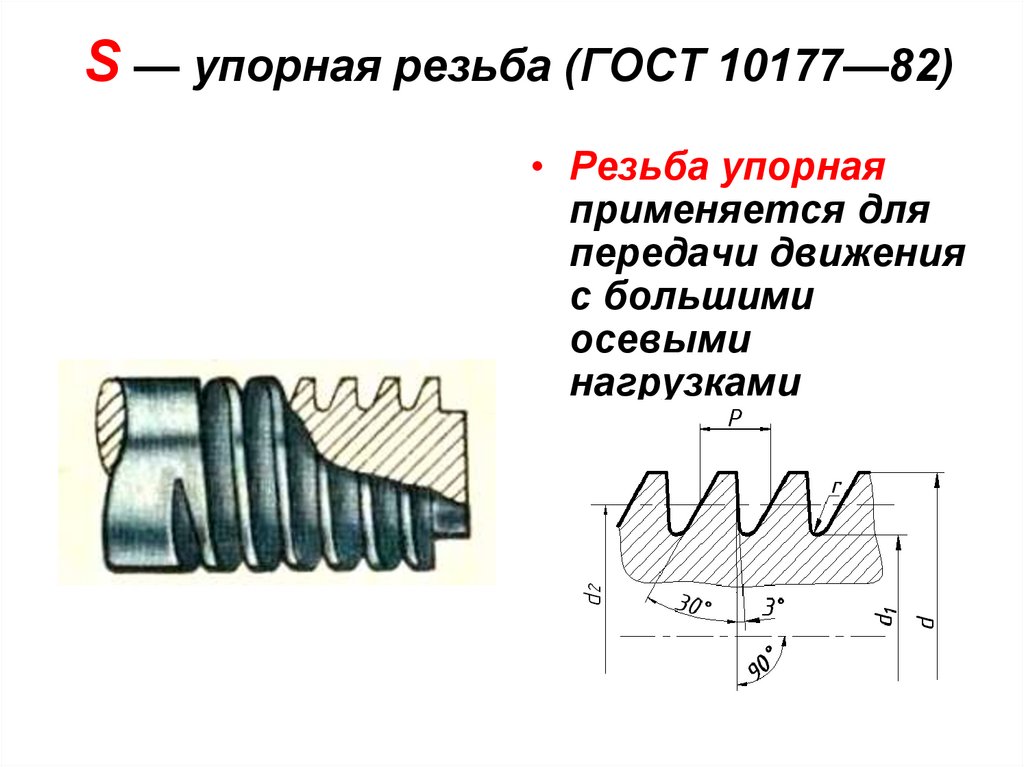
Винты с трапецеидальной резьбой могут быть грузовые, применяемые в узлах с большими осевыми силами, ходовые – в механизмах подачи, установочные – для точных перемещений и регулировок. Гарантированный зазор обеспечивает низкое трение, позволяет разместить достаточное количество смазки и компенсировать тепловые расширения.
Особенности трапецеидальной резьбы
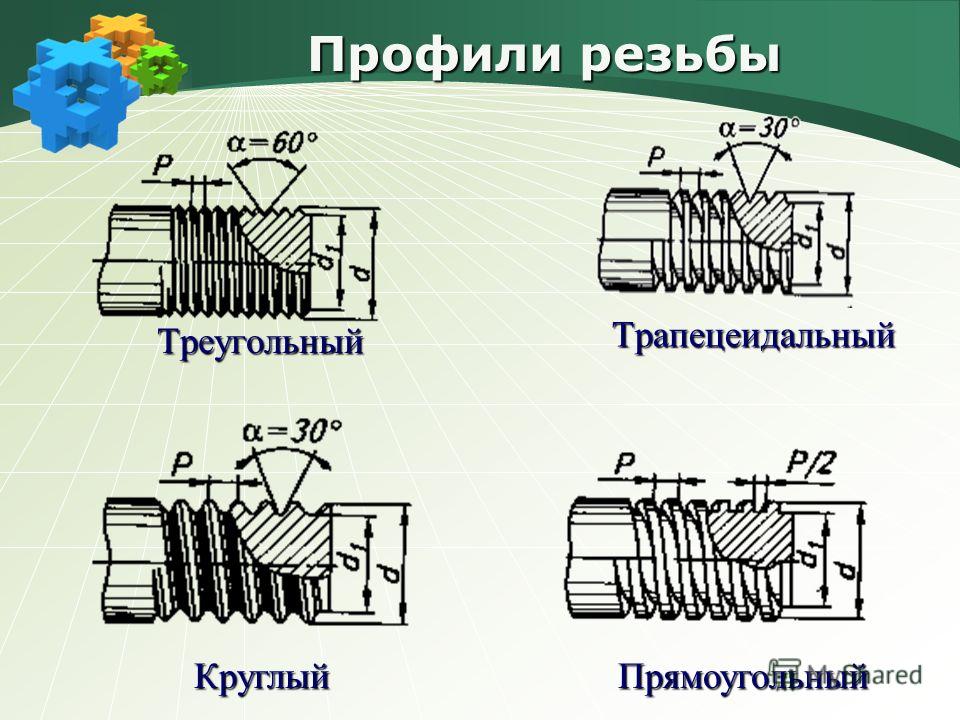
У такой нарезки угол между боковыми сторонами профиля в плоскости оси резьбы составляет 15–40°, профиль имеет форму трапеции, угол подъема равен 30°. Такая резьба является более износоустойчивой по сравнению с трубной. На ее показатели по трению оказывают влияние угловой коэффициент профиля, характеристики смазочного материала.
Наилучшие характеристики у резьб, имеющих средний шаг. Их использование гарантирует хорошую точность осевых перемещений и износостойкость детали, подвергающейся обработке. Усредненный шаг измеряют посредством штангенциркуля. При проведении расчетов нужно узнать число шагов резьбы, определить протяженность стержня, а затем разделить эти значения друг на друга. Частное и будет показателем средней величины шага. Измерения осуществляются в миллиметрах.
На чертежах трапецеидальная резьба обозначается с помощью следующей маркировки:
- латинские буквы Tr;
- значения диаметра и шага в миллиметрах;
- латинские символы LH, что значит «левая однозаходная».
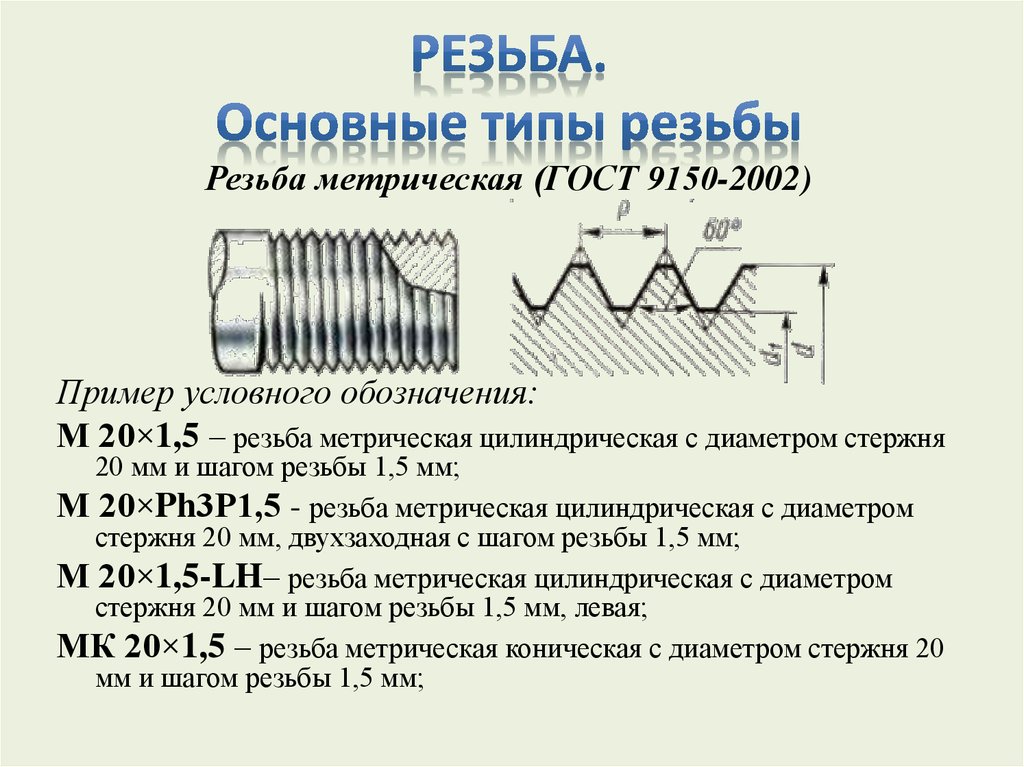
Приведем пример расшифровки обозначения: Tr20x4LH–резьба трапецеидальная однозаходная левая, диаметром 20 мм, с величиной шага 4 мм. Базовые размерные параметры приведены в ГОСТ 9484-81.
Трапецеидальную резьбу в силу ее особенностей используют в узконаправленных производственных процессах и в малом количестве.
Читайте также: «Технология сварки сталей»
При применении этого вида резьбы не нужна дополнительная фиксация, потому что имеются хорошие тормозящие свойства и значительная сила трения. В силу этих качеств трапецеидальная резьба широко применяется, например, в лифтовых устройствах. Она играет роль привода для винтового пресса, а также ходового винта. Эта резьба служит:
- для подачи движений при работе на токарных станках;
- передвижения изделий на конвейерах в процессе сборки;
- контроля движения подъемников;
- перемещения конструкций пресса по вертикали.
Резьбы метрические трапецеидальные применяются во многих отраслях: машиностроении (производство станков и механизмов регулировки), паровозостроении (производство тормозящих устройств для локомотивов, работающих в шахтах, на электрическом приводе), автомобилестроении (подготовка деталей для моторных редукторов) и т.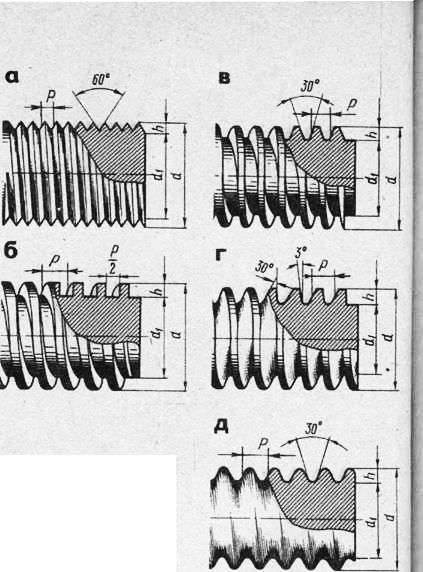 д.
д.
Преимущества и недостатки трапецеидальной резьбы
Этот вид резьбы имеет немало достоинств:
- Возможность обнаружения радиальных зазоров, если размещать резьбу посередине диаметра.
- Отсутствие ограничений по количеству циклов сборки и демонтажа сложных систем и устройств.
- Наличие преобразовательной функции, то есть замена с помощью винта и гайки вращательного движения изделия на поступательное. Данное свойство влияет на рабочие функции и стойкость позиции инструментов. Этой функции не наблюдается, например, у дюймовой резьбы.
- Силу сжатия можно изменять самостоятельно, а значит, сборка-разборка изделий проходит легко.
- Процедура вытачивания деталей в разных вариациях упрощена. Качество их зависит от того, из какого металла сделана первоначальная заготовка.
Читайте также: «Сварка медных проводов: разбираемся в технологии»
Помимо преимуществ, у трапецеидальной резьбы имеются и недостатки:
- Появление большого напряжения на впадинах резьбы из-за повышенного трения.
- Ограничения при работе с механизмами, характеризующимися большой вибрацией, из-за риска самостоятельного выкручивания винтов.
- Немаленькая цена, причем резьба трапецеидальная многозаходная обойдется дороже, чем однозаходная. Также на стоимость влияют технологическая база, используемые материалы, временны?е и энергетические затраты.
Виды трапецеидальной резьбы
Существует несколько разных видов трапецеидальной резьбы:
Левая
Нарезается с помощью плоского контура, вращающегося против часовой стрелки (направление от наблюдателя). Способ соединения узлов механизмов с помощью левой резьбы изобретен давно и применяется в машиностроении при фиксировании заготовок на валу токарного станка. Такая конструкция сводит к нулю риск отвинчивания детали во время работы станка.
Это вид резьбы нашел широкое применение при закреплении различных деталей, например: колес внедорожников и грузовиков; лопастей вентиляторов; элементов радиаторов у обогревателей; элементов круговых пил; частей велосипеда и т.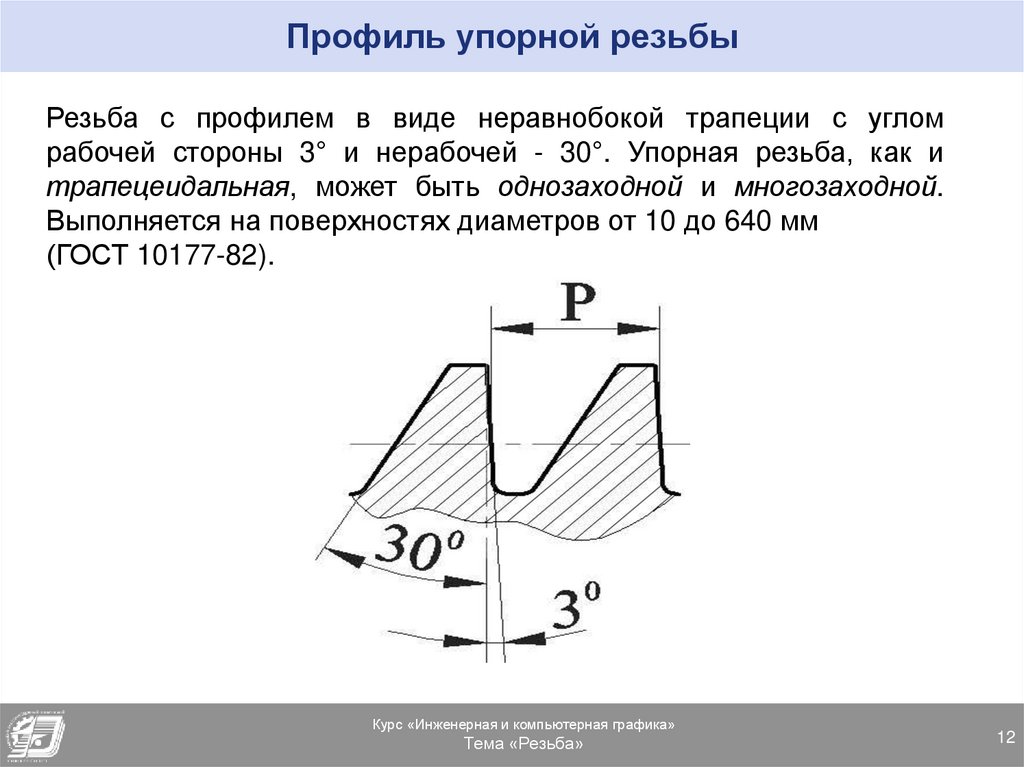 д. Используется она и как составная часть механизма, защищающего от опасности при работе.
д. Используется она и как составная часть механизма, защищающего от опасности при работе.
Благодаря левой нарезке можно контролировать ход инструмента. Это вид резьбы помогает автопроизводителям брендировать свои детали. Также левая резьба имеется на редукторах пропановых баллонов. Маркировка такой резьбы–латинская буква L.
Правая
Также формируется плоским контуром, но при вращении по часовой стрелке (двигается вдоль оси по отношению к наблюдателю). Основное назначение этого вида нарезки–закрепление деталей посредством винтов, гаек, а также болтов и шпилек. Широко используется она и в промышленности при вворачивании саморезов и шурупов.
Читайте также: «Дуговая сварка в защитном газе: суть процесса»
Понять, что резьба именно правосторонняя, можно, положив крепежный инструмент на ровную поверхность фаской вверх. Необходимо, чтобы резьбовые витки шли по направлению к наблюдателю. Данный вид резьбы нетрудно подделать, поэтому автопроизводители его не используют. Правой нарезкой снабжены редукторы кислородных баллонов, благодаря чему уменьшается риск возникновения чрезвычайных ситуаций. Маркируется правая резьба латинской буквой R.
Правой нарезкой снабжены редукторы кислородных баллонов, благодаря чему уменьшается риск возникновения чрезвычайных ситуаций. Маркируется правая резьба латинской буквой R.
Однозаходная
Нарезается благодаря движению одного профиля. Чтобы ее распознать, нужно смотреть на торец гайки или винта: будет видно лишь один кончик витка. У данного типа нарезки шаг равняется длине хода–промежутку между находящимися по соседству витками. Станок настраивается во взаимозависимости со значением шага. Одноходовой способ характеризуется низкой прочностью обработанных заготовок в силу небольшой длины внутреннего диаметра. Данный недостаток не дает возможности прилагать к изделиям с такой резьбой большие усилия. Маркировка однозаходной резьбы–латинская буква H.
Многозаходная
Такая резьба представляет собой несколько выступов витков. Самая популярная – двухзаходная трапецеидальная резьба с двумя выступами нарезки и симметричными заходами. Здесь значение хода определяется умножением шага на количество заходов.
Этот тип резьбы используется в стягивающих механизмах. Благодаря ей создаются очень прочные соединения. При работе с моторными редукторами за счет нее возможно изменение передаточного числа. При малом числе оборотов в стержнях с винтами создается заметное смещение фиксирующих конструкций. Помечается многозаходная резьба латинской литерой S.
Читайте также: «Размеры дюймовой резьбы»
Технические и размерные показатели различных трапецеидальных резьб даны в стандартах ГОСТ 24739-81 и ГОСТ 25347-2013. Здесь же отмечены стандартные параметры профилей и значения предельных допусков, необходимых для обработки готовых деталей.
Размеры трапецеидальной резьбы
Ниже приведены основные размерные параметры рассматриваемой нами резьбы:
- диаметр (условный проход)–от 1,5 до 48 мм;
- средний угол профиля–30°;
- расстояние между расположенными рядом друг с другом элементами профиля–от 0,75 до 24 мм;
- величина зазора–не более 0,5 мм.

Типовые данные по резьбе трапецеидальной однозаходной приводятся в таблице ГОСТ 24737-81.
В этом ГОСТе можно найти величины диаметров для внутренней трапецеидальной резьбы и наружной трапецеидальной резьбы:
|
Условный проход |
Промежуток между расположенными рядом точками профиля |
Длина удвоенного радиуса |
|
|
При внешней нарезке |
При внутренней нарезке |
||
|
6–7 |
1.02–1.04 |
6.03–8.02 |
8.03–8.03 |
|
8–10 |
1.05–1.09 |
7.03–9.05 |
9.03–9.05 |
|
11–13 |
2. |
8.03–10.02 |
10.05–10.07 |
|
13–15 |
3.05–3.09 |
9.03–12.05 |
12.05–12.03 |
|
16–19 |
4.05–4.09 |
11.03–14.02 |
14.03–14.05 |
|
20–21 |
5.05–5.09 |
13.03–16.03 |
16.05–16.07 |
|
22–23 |
6.05–6.09 |
16.03–18.02 |
18.03–18.03 |
|
24–25 |
7.05–7.09 |
17.03–20.05 |
20.05–20.07 |
|
26–29 |
8. |
19.03–22.03 |
22.03–22.05 |
 05–2.09
05–2.09
Параметры для резьбы трапецеидальной многозаходной показаны в таблице ГОСТ 24739-81:
|
Условный проход |
Промежуток между расположенными рядом точками профиля |
Число выступов винтовой нарезки |
||||
|
2 |
3 |
4 |
6 |
8 |
||
|
Расстояние по линии, идущей параллельно основной оси |
||||||
|
10–12 |
0.5–1.07 |
3.03–5.02 |
4.05–5.02 |
|
9–11 |
12–14 |
|
2. |
4.03–6.05 |
6.05–8.05 |
8.03–10.05 |
12.05–14 |
16.05–18.05 |
|
|
12–14 |
2.03–2.05 |
4.03–6.02 |
6.05–8.02 |
8.03–10.05 |
12.05–14.05 |
16.05–18.05 |
|
16–19 |
2.03–2.05 |
4.03–6.05 |
6.05–8.02 |
8.03–10.05 |
12.05–14.05 |
16.05–18.05 |
|
20–22 |
2–2.5 |
4.03–6.02 |
6. |
8.03–10.05 |
12.05–14.05 |
16.05–18.05 |
|
24–32 |
2–2.5 |
4.03– 6.05 |
6.05–8.02 |
8.03–10.05 |
12.05–14.05 |
16.05–18.05 |
|
3–3.5 |
6.03–8.02 |
9.05–11.05 |
12.03–14.05 |
18.05–20.05 |
24.05–26.05 |
|
 03–2.05
03–2.05 05–8.05
05–8.05Эти документы регламентируют стандарты на маркировку российских изделий.
Техника безопасности при нарезании трапецеидальной резьбы
В процессе изготовления резьбы необходимо следовать правилам техники безопасности при работе с токарными станками и механизмами нарезания:
- Работать с инструментами может только квалифицированный специалист, прошедший необходимый инструктаж.

- Мастер должен надевать униформу, которая состоит из производственного халата, прозрачных защитных очков, плотных перчаток, закрытой обуви, головного убора. На специальной одежде не должно быть грязи и прорех. Перед началом работы необходимо проверить, плотно ли костюм прилегает к телу и полностью ли он застегнут.
- Важно, прежде чем начать работу, проконтролировать функциональность токарного оборудования. Делают это на холостом ходу, чтобы была возможность проверить работоспособность всех базовых комплектующих. На станке должны иметься механизмы, отводящие производственный мусор; щитки, отражающие эмульсию; охлаждающие шланги и трубки.
- На рабочем месте не должно находиться никаких посторонних вещей.
- Не должно быть инородных предметов и стружки на патроне токарного станка.
- Производственный мусор нужно своевременно убирать с помощью особых стружкоотводов.
- В процессе обработки надо проверить, насколько прочно закреплены заготовка и режущие инструменты.
- Запрещается проводить замеры заготовки во время ее вращения. Лимит массы для детали – 16 кг.
- Если нужно нарезать резьбу на изделии из вязкого металла, то применяют особые заточенные инструменты.
- В процессе работы станков запрещено облокачиваться на них, поддерживать руками деталь, удалять стружку воздушной струей, заниматься смазкой деталей.
- Важно, чтобы смазочно-охлаждающие жидкости вовремя отводились из станка.
- Если детали обрабатываются на больших скоростях, то необходимо использовать люнеты.
- При работе станка нельзя отходить от него.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Если в рабочем помещении случился пожар, то необходимо выключить все станки, отойти на безопасную дистанцию и сообщить о случившемся в соответствующие службы. Помните, что соблюдение правил техники безопасности снижает риск возникновения опасных ситуаций.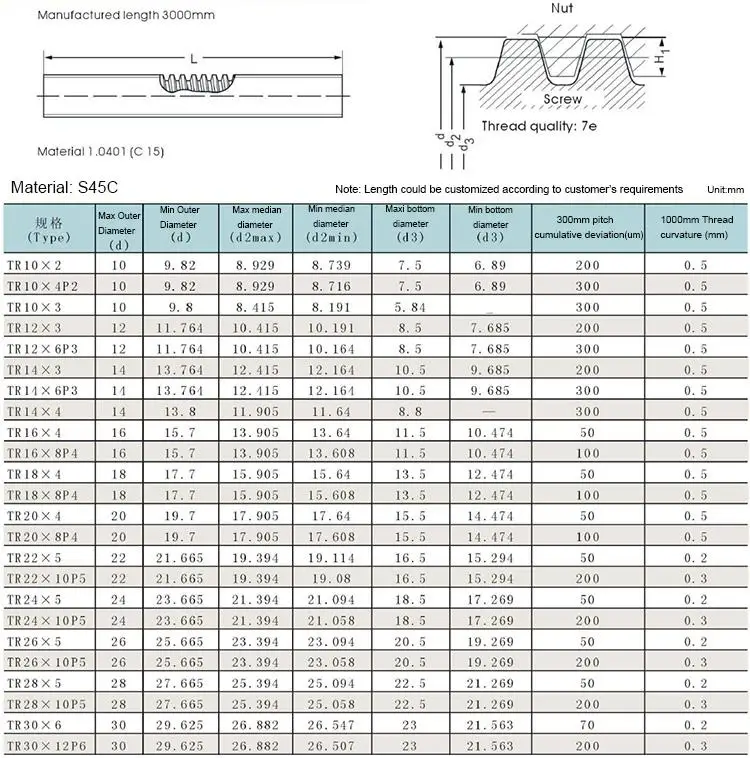
Читайте также: «Нарезание наружной резьбы»
Благодаря использованию трапецеидальной резьбы рабочие механизмы разных устройств способны легко и быстро скользить по направляющим, поскольку сила сопротивления мала. К тому же детали очень хорошо закреплены и точно позиционируются. Вот почему трапецеидальная нарезка популярна при изготовлении сложных аппаратов, в том числе роботов.
Трапециевидная резьба
Оцените, пожалуйста, статью
12345
Всего оценок: 4, Средняя: 4
Трапецеидальные резьбы (Tr) — Калибр-Центр
Метрическая трапецеидальная ISO резьба (однозаходная и многозаходная) (Tr)
Метрическая резьба с номинальным диаметром от 8 до 300 мм, с углом профиля при вершине 30°, теоретическая высота профиля Н=0,866Р. Применяются для ходовых винтов в общем машиностроении.
Стандарт:- ГОСТ 9484-81 — Основные нормы взаимозаменяемости.
 Резьба трапецеидальная. Профили.(Россия)
Резьба трапецеидальная. Профили.(Россия) - ГОСТ 24737-81 — Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Основные размеры. (Россия)
- ГОСТ 24738-81 — Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Диаметры и шаги. (Россия)
- ГОСТ24739-81 — Основные нормы взаимозаменяемости. Резьба трапецеидальная многозаходная.(Россия)
- ISО 2904 (Германия)
- DIN103, части 1-8 (Германия)
- BS 5346 (Англия)
- NF E 03-618 (Франция)
- JIS B 0216 (Япония)
Условное обозначение однозаходной резьбы:
Буква Tr (trapezoidal), числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы и обозначение поля допуска. Например, однозаходная наружная резьба с номинальным диаметром 50 мм с шагом 8 мм обозначается как Tr 50 * 8 — 7е; такая же по диаметру и шагу, но левая резьба Tr 50 * 8 LH — 7е.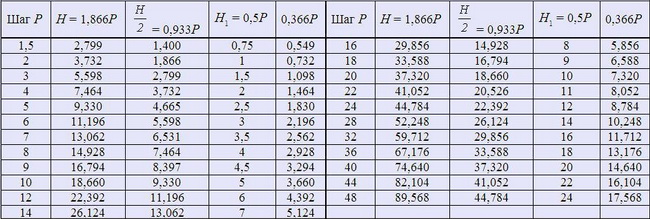
Пример: 1) Tr 40 * 7
2) Tr 40 * 7 LH
3) Tr 40 * 14 P7
Метрическая плоская трапецеидальная резьба (однозаходная и многозаходная) (Tr)
Метрическая резьба с номинальным диаметром от 8 до 300 мм, с углом профиля при вершине 30°. Применяются для ходовых винтов в общем машиностроении.
Стандарт:
DIN103, части 1 и 2 (Германия)
Условное обозначение однозаходной резьбы:
Стандарт DIN, буква Tr (trapezoidal), числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы и обозначение поля допуска.
Пример: 1) DIN 380 — Tr 48 * 8
2) DIN 380 — Tr 40 * 14 P7
Трапецеидальная резьба (однозаходная и мноозаходная) с люфтом* (Tr)
Метрическая резьба с номинальным диаметром от 10 до 56 мм, с углом профиля при вершине 30°. Применяются для шин транспортных средств и для цанговых патронов.
Применяются для шин транспортных средств и для цанговых патронов.
*Люфт (от нем. Luft «воздух») — зазор между механическими элементами системы управления, обычно связанными с вращением. Величина люфтаопределяет степень поворота элемента управления, которая не приводит к изменениям в управляемой системе.
Стандарт:- DIN ISO 5855, части 1 и 2 (Германия)
- DIN 6341, часть 2 (Германия)
Условное обозначение однозаходной резьбы:
Стандарт DIN, буква Tr (trapezoidal), числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы и обозначение поля допуска.
Пример: 1) DIN 263 — Tr 48 * 12
2) DIN 263 — Tr 40 * 16 P83) DIN 6341 — Tr 32 * 1,5
Закругленная трапецеидальная резьба (Tr)
Метрическая резьба с номинальным диаметром от 26 до 80 мм, с углом профиля при вершине 30°. Применяются для шин транспортных средств.
Применяются для шин транспортных средств.
Стандарт:
DIN 30295, части 1 и 2 (Германия)
Условное обозначение однозаходной резьбы:
Стандарт DIN, буква Tr (trapezoidal), числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы и обозначение поля допуска.
Пример: DIN 30295 — Tr 40 * 5
Трапецеидальная резьба (KT)
Метрическая резьба с номинальным диаметром от 10 до 50 мм, с углом профиля при вершине 30°. Применяются для пластмассовых контейнеров.
Стандарт:
DIN 6063, часть 2 (Германия)
Условное обозначение однозаходной резьбы:
Стандарт DIN, буква KT, числовое значение номинального диаметра резьбы в миллиметрах.
Пример: DIN 6063 — KT 22Калькулятор метрической трапециевидной резьбы
Калькулятор трапециевидной резьбы для определения размеров метрической трапециевидной резьбы одинарных и
многозаходные трапециевидные резьбовые стержни и гайки для различных
классы точности делительного диаметра.
представляет собой форму резьбы с углом резьбы 30 °, которая используется для ходовых винтов (силовых винтов). Размеры и допуски для метрической трапециевидной резьбы определены в ИСО 2901:1993, ISO 2902:1977, ISO 2903:1993 и ISO 2904:1977. Калибр и калибр для метрической трапециевидной резьбы ISO определены в стандарте DIN 103-9:1985.
Калькулятор метрической трапециевидной резьбы:
| ВХОДНЫЕ ПАРАМЕТРЫ | |||
| Выбор номинального диаметра |
| ||
| Номинальный диаметр | 8101216202428323640444852607080 | 120140160180200220240260280300||
| Выбор шага 1 | 1,5 | ||
| Класс точности шага резьбы стержня 2 | 7e8e8c9c | ||
| Класс точности шага резьбы гайки 2 | 7H8H9H | ||
| Количество стартов 3 | 12345 | ||
Примечание 1. См. раздел «Результаты» для предпочтительного значения шага для выбранной номинальной
диаметр.
См. раздел «Результаты» для предпочтительного значения шага для выбранной номинальной
диаметр.
Примечание 2. Рекомендуемые классы точности см. в разделе «Определения».
Примечание 3. Допуски для многозаходной резьбы такие же, как и для однозаходной. резьбы, за исключением допусков по шагу. Допустимые значения T д2 и Т Д2 для однократного запуска умножаются на следующие коэффициенты; Количество пусков — Фактор : 2 — 1,12 , 3 — 1,25 , 4 — 1,4 , 5 — 1,6
| РЕЗУЛЬТАТЫ | |||
| Параметр | Значение | ||
| Обозначение | — | — | |
| Номинальный диаметр [d] | — | мм | |
| Выбранная высота звука [P] | — | ||
Предпочтительный шаг для выбранного диаметра. [P преф ] 1 [P преф ] 1 | 1,5 | ||
| Свинец [л] | — | ||
| Нормальная продолжительность помолвки 2 | > | ≤ | |
| — | — | ||
| ПРЕДЕЛЫ РАЗМЕРОВ ДЛЯ ТРАПЕЦИОНАЛЬНОЙ РЕЗЬБЫ (ВНЕШНЯЯ) | |||
| Класс допуска большого диаметра | 4ч | — | |
| Максимальный большой диаметр [d max ] | — | мм | |
| Минимальный большой диаметр [d мин ] | — | ||
| Класс допуска диаметра делительной окружности | — | — | |
| Максимальный диаметр делителя [d 2max ] | — | мм | |
| Минимальный диаметр шага [d 2 мин ] | — | ||
| Класс допуска малого диаметра | — | — | |
| Максимальный малый диаметр [d 3макс ] | — | мм | |
| Минимальный малый диаметр [d 3 мин ] | — | ||
| ПРЕДЕЛЫ РАЗМЕРОВ ДЛЯ ТРАПЕЦИОНАЛЬНОЙ РЕЗЬБОВОЙ ГАЙКИ (ВНУТРЕННЕЙ) | |||
| Минимальный большой диаметр [D 4 мин ] | — | мм | |
| Класс допуска диаметра делительной окружности | — | — | |
| Максимальный диаметр делительной окружности [D 2max ] | — | мм | |
| Минимальный диаметр делителя [D 2 мин ] | — | ||
| Класс допуска малого диаметра | 4H | — | |
| Максимальный малый диаметр [D 1max ] | — | мм | |
| Минимальный внутренний диаметр [D 1 мин ] | — | ||
| ОСНОВНЫЕ РАЗМЕРЫ | |||
| Большой диаметр для наружной резьбы [d] | — | мм | |
| Делительный диаметр для внешней резьбы [d 2 ] | — | ||
| Внутренний диаметр для внешней резьбы [d 3 ] | — | ||
| Высота перекрытия [H 1 ] | — | ||
| Высота внутренней резьбы [H 4 ] | — | ||
| Высота внешней резьбы [h 3 ] | — | ||
| Большой диаметр для внутренней резьбы [D 4 ] | — | ||
| Делительный диаметр для внутренней резьбы [D 2 ] | — | ||
| Внутренний диаметр для внутренней резьбы [D 1 ] | — | ||
| Зазор на гребне [a с ] | — | ||
Макс.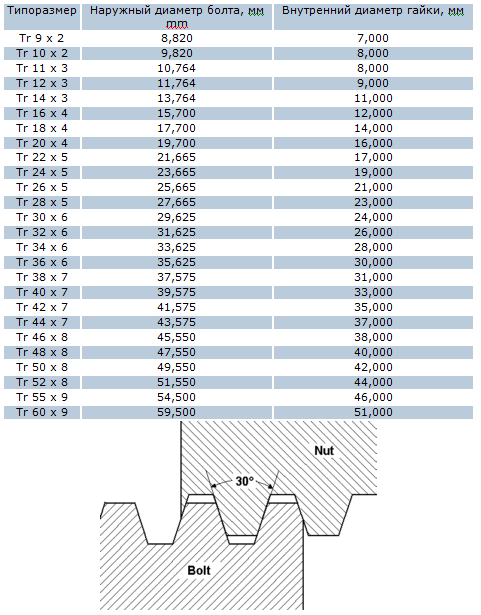 Радиус-1 [R 1max ] Радиус-1 [R 1max ] | — | ||
| Макс. Радиус-2 [R 2max ] | — | ||
Примечание 1 : Предпочтительное значение шага для выбранного номинального диаметра трапециевидной метрической резьбы.
Примечание 2 : Если длина зацепления превышает этот диапазон, длина зацепления классифицируется как длинная. См. раздел «Определения» для предпочтительных допуски на диаметр шага в зависимости от длины зацепления.
Определения:
Базовый профиль: Теоретический профиль резьбы в осевой плоскости, определяемый теоретическими размерами и углами общий для внутренней и внешней резьбы
Форма метрической трапециевидной резьбы
Гребень: Поверхность в верхней части гребня, соединяющая две его стороны.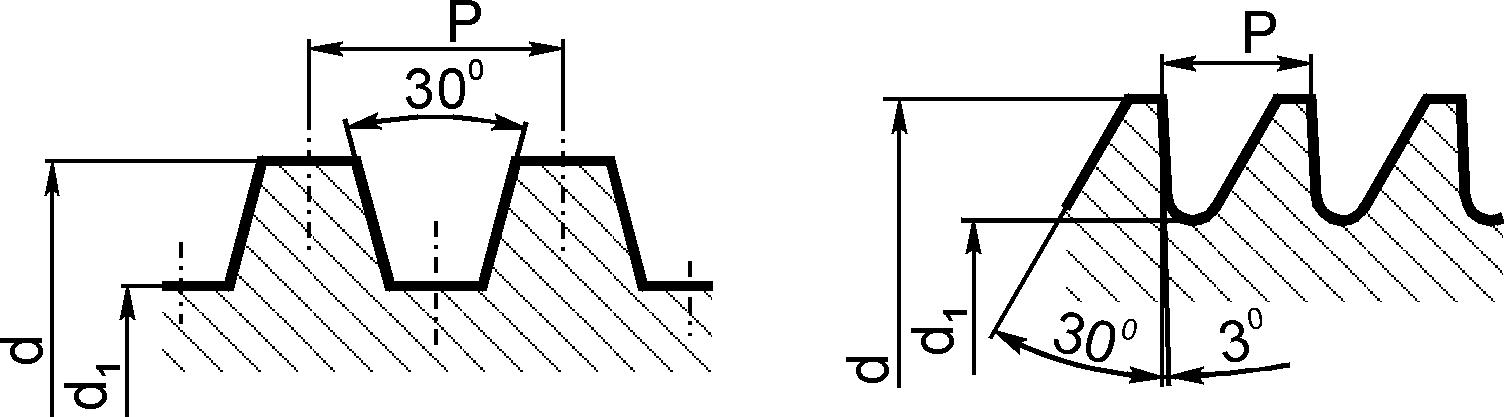
Манометры и контрольно-измерительные приборы: Детали для изготовление и использование калибров для проверки метрических трапециевидных винтов ISO резьбы указаны в стандарте DIN 103-9:1985. В нем указаны особенности типов калибров (резьбовые калибры-пробки и калибры-кольца, калибры-пробки и калибры-кольца, пробка для контроля износа и калибр-кольцо и т. д.), которые рекомендуется проверять стержни с трапециевидной резьбой и гайки.
Ведущий: Расстояние до гайки продвигается за один оборот трапециевидного резьбового стержня.
Основной диаметр: Максимальный диаметр резьбы, который является диаметром гребня наружной резьбы или корня женская нить.
Второстепенный диаметр: Минимальный
диаметр резьбы, который является диаметром основания наружной резьбы или гребня
женская нить.
Рекомендуемые классы точности для делительного диаметра: Для общего инженерного использования выберите качество со средним допуском. Для случаев, когда существуют производственные трудности, можно выбрать грубый допуск качества. Если фактическая длина зацепления резьбы неизвестна, используйте «нормальную» длину обручение .
| Качество допуска | Допуски на делительный диаметр | |
| Нормальный | Длинный | |
| Рекомендуемые классы допуска для гайки с резьбой | ||
| Средний | 7ч | 8H |
| Грубая | 8H | 9Н |
| Рекомендуемые классы точности для резьбовых стержней | ||
| Средний | 7е | 8e |
| Грубая | 8с | 9с |
Допуски для большого и малого диаметра: Положение допуска для малого диаметра D и
наружный диаметр D 4 резьбы гайки всегда
H, т. е. с нулевым фундаментальным отклонением. Толерантность
положение для большого диаметра d и малого диаметра
д 3 резьбового стержня во всех случаях h, т.е. с нулем
фундаментальное отклонение, и оно не зависит от
положение допуска делительного диаметра.
е. с нулевым фундаментальным отклонением. Толерантность
положение для большого диаметра d и малого диаметра
д 3 резьбового стержня во всех случаях h, т.е. с нулем
фундаментальное отклонение, и оно не зависит от
положение допуска делительного диаметра.
Допуски Марки: Следующие классы допуска указаны для элементов в стандарте ISO.
| Функция | Толерантность 9 класс0011 | ||
| Внутренний диаметр резьбы гайки [D 1 ] | 4 | ||
| Наружный диаметр резьбы стержня [d] | 4 | ||
| Делительный диаметр резьбы гайки [D 2 ] | 7 | 8 | 9 |
| Делительный диаметр стержневой резьбы [d 2 ] | 7 | 8 | 9 |
| Внутренний диаметр резьбы стержня [d 3 ] | 7 | 8 | 9 |
Класс точности для малого диаметра (d 3 )
резьбовой стержень всегда такой же, как и для делительного диаметра
(д 2 ).
Дополнения:
- Калькуляторы резьбы и таблицы
- Схема трапециевидной резьбы
Артикул:
- ISO 2901: 1993, Метрическая трапециевидная резьба ISO – базовый профиль и максимальный профиль материала
- ISO 2902: 1977, Метрическая трапециевидная резьба ISO — Общий план
- ISO 2903: 1993, Метрическая трапециевидная резьба ISO. Допуски
- ISO 2904: 1977, Метрическая трапециевидная резьба ISO. Основные размеры
Трапециевидные ходовые винты — Roton Products, Inc.
Главная > Продукция > Трапециевидные ходовые винты и гайки > …
Что такое трапециевидные винты?
Трапециевидные ходовые винты и гайки имеют винтовую резьбу для силовой передачи, аналогичную серии Acme, но изготовленную по метрическим размерам и стандартам. Одним из таких стандартов является немецкий Metrisches ISO-Trapezgewinde DIN 103, принятый Международной организацией по стандартизации (ISO). Иногда их ошибочно называют «метрическими Acme» или «метрическими Acme серии M». Трапециевидные ходовые винты выглядят как винты Acme и имеют такую же прочную форму резьбы и такие же прочные и долговечные характеристики, как и винты серии Acme.
Одним из таких стандартов является немецкий Metrisches ISO-Trapezgewinde DIN 103, принятый Международной организацией по стандартизации (ISO). Иногда их ошибочно называют «метрическими Acme» или «метрическими Acme серии M». Трапециевидные ходовые винты выглядят как винты Acme и имеют такую же прочную форму резьбы и такие же прочные и долговечные характеристики, как и винты серии Acme.
Обозначения трапециевидной однозаходной резьбы представляют собой буквы «TR», за которыми следует основной диаметр в мм, а затем шаг в мм, разделенный знаком «X». Так, трапециевидная резьба TR 14 x 3 имеет наружный диаметр 14 мм и шаг 3 мм. Разделитель «X» обычно произносится как «by», поэтому этот размер можно устно передать как «Трапециевидный четырнадцать на три».
Одно тонкое, но важное различие между резьбой ACME и трапециевидной резьбой заключается в боковом угле. Резьба Acme имеет боковой угол 14 1/2 градуса (29включая градусы), в то время как трапециевидные резьбы имеют 15 градусов (включая 30 градусов) боковых углов.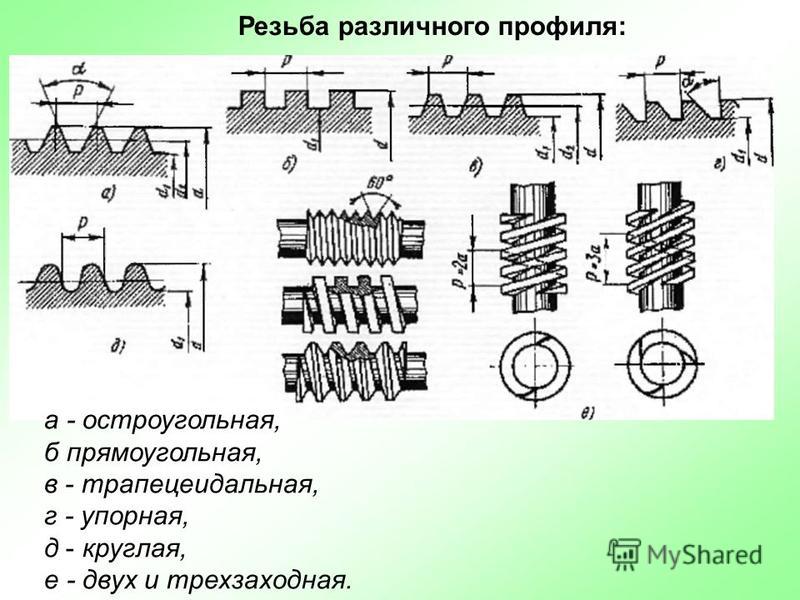 Это означает, что одноточечный инструмент, используемый для изготовления трапециевидной резьбы, как внутренней, так и наружной, нельзя использовать для изготовления трапециевидной резьбы и наоборот. Пользователи должны быть осторожны при измерении всех элементов резьбы, чтобы определить, является ли данный образец трапециевидным или ACME, поскольку их легко спутать. Например, 1–5 ACME имеет большой диаметр 25,4 мм и шаг 5,08 мм. Очень легко спутать этот размер с TR 25 x 5 Trapezoidal. Визуальный осмотр не был бы достаточно точным, чтобы различить эти два размера — необходимо было бы провести измерения штангенциркулем, микрометром или компаратором резьбы.
Это означает, что одноточечный инструмент, используемый для изготовления трапециевидной резьбы, как внутренней, так и наружной, нельзя использовать для изготовления трапециевидной резьбы и наоборот. Пользователи должны быть осторожны при измерении всех элементов резьбы, чтобы определить, является ли данный образец трапециевидным или ACME, поскольку их легко спутать. Например, 1–5 ACME имеет большой диаметр 25,4 мм и шаг 5,08 мм. Очень легко спутать этот размер с TR 25 x 5 Trapezoidal. Визуальный осмотр не был бы достаточно точным, чтобы различить эти два размера — необходимо было бы провести измерения штангенциркулем, микрометром или компаратором резьбы.
Преимущества и особенности
Трапециевидные винты Roton с накатанной резьбой и высокоэффективные трапециевидные гайки обеспечивают оптимальную производительность, доступную для этого типа силового винта. Полированная поверхность винта и гайки из бронзы и пластика с низким коэффициентом трения обеспечивают более гладкое и менее абразивное действие, чем обычные трапециевидные винты. Улучшенные свойства износа и поверхности гарантируют пользователям более длительный срок службы и более тихую работу, требующую меньше энергии в самых разных областях применения.
Улучшенные свойства износа и поверхности гарантируют пользователям более длительный срок службы и более тихую работу, требующую меньше энергии в самых разных областях применения.
Материалы и процессы
Все трапециевидные ходовые винты диаметром 44 мм и более изготовлены из среднеуглеродистой стали специального качества. Винты размером менее 44 мм изготавливаются из низкоуглеродистой стали особого качества. Альтернативными материалами для винтов являются нержавеющая сталь типа 304, легированные стали, высокообрабатываемые марки углеродистой стали и алюминиевых сплавов.
Трапециевидные ходовые винты изготовлены методом холодной штамповки с использованием уникального высокоточного процесса накатки резьбы, который гарантирует получение гладкой высококачественной резьбы. Процесс накатки резьбы Roton устраняет прерывистый поток зерен обычной нарезанной резьбы, тем самым повышая предел текучести, предел прочности и усталостную прочность.
Selection
Компания Roton предлагает более 20 типоразмеров в правосторонней и левосторонней версиях, наиболее полную продукцию с трапециевидным ходовым винтом, изготовленную в США. Сложности с фрахтом, пошлинами и длительными сроками импорта из-за рубежа устранены. Стандартные гайки предлагаются из бронзы и пластика. Бронзовые и пластмассовые гайки предлагаются с универсальной втулкой и с резьбовым креплением для сопряжения со стальными фланцами.
Сложности с фрахтом, пошлинами и длительными сроками импорта из-за рубежа устранены. Стандартные гайки предлагаются из бронзы и пластика. Бронзовые и пластмассовые гайки предлагаются с универсальной втулкой и с резьбовым креплением для сопряжения со стальными фланцами.
Материал Покрытия
Все винты имеют гладкую поверхность, покрытую маслом. Винты могут быть покрыты гальваническим покрытием, но использование нержавеющей стали рекомендуется для коррозионных сред, потому что поверхности с гальваническим покрытием изнашиваются первыми при использовании. Кроме того, гальваническое покрытие требует очень тщательного контроля процесса, чтобы избежать проблем с подгонкой сопряженных гаек. Без чрезвычайно точного контроля толщина покрытия может сильно варьироваться по длине вала шнека. Пользователям, намеревающимся наносить гальванопокрытие, рекомендуется ознакомиться с Техническим бюллетенем Roton No. 9.63, где подробно обсуждается процесс нанесения покрытия. Также доступна черная оксидная отделка.
Особенности конструкции
Большинство применений можно удовлетворить, выбрав один из перечисленных стандартных размеров. Тем не менее, OEM-производители могут найти оптимальное конструктивное решение, требующее особого размера или специальных характеристик, таких как резьба врезного типа, специальные комбинации диаметра и шага резьбы, многозаходная резьба и т. д. Для этих применений Roton имеет уникальную квалификацию с более чем 28-летним опытом обслуживания. рынок ОЕМ. Обширные инструментальные и программные ресурсы могут быть использованы, чтобы помочь OEM-разработчику найти самое лучшее метрическое решение для любого приложения. Свяжитесь с Roton Application Engineering для получения более подробной информации.
Выбор гайки
При выборе правильной гайки для конкретного применения необходимо помнить о нескольких вещах. Бронзовые гайки обеспечивают превосходную работу при высоких рабочих нагрузках. Они должны быть хорошо смазаны высококачественной противозадирной (EP) смазкой, совместимой с рабочей средой. Пластиковые гайки можно использовать без смазки, и они популярны при низких нагрузках.
Пластиковые гайки можно использовать без смазки, и они популярны при низких нагрузках.
Техническая информация по применению доступна в таблицах 21 и 21A. Дополнительная инженерная информация доступна в разделе «Разработка приложений». Тем проектировщикам, которые не знакомы с применением силовых винтов, также рекомендуется ознакомиться с этим разделом.
Трапециевидные метчики
Для тех клиентов, которые хотят производить свои собственные специальные гайки, Roton предлагает метрические трапециевидные метчики, разработанные и изготовленные для каждого конкретного применения. Короткие сроки возможны благодаря возможностям CAD и CAM. Наши ассоциированные заводы по производству метчиков обычно могут проектировать и поставлять метчики быстрее, чем иностранные поставщики, без задержек и сложностей с импортом. По поводу специальных трапециевидных метчиков обращайтесь в компанию Roton Engineering.
Самостопорящиеся
Все трапециевидные винты имеют угол подъема 5° или меньше, что делает их самостопорящимися. Трапециевидные винты не закручиваются в большинстве случаев. Это устраняет необходимость в тормозах или других удерживающих устройствах для удержания нагрузки после их позиционирования. Для всех других винтов, кроме серии Acme, требуются тормозные устройства для предотвращения обратного завинчивания.
Трапециевидные винты не закручиваются в большинстве случаев. Это устраняет необходимость в тормозах или других удерживающих устройствах для удержания нагрузки после их позиционирования. Для всех других винтов, кроме серии Acme, требуются тормозные устройства для предотвращения обратного завинчивания.
Низкая стоимость
Трапециевидные винты всех размеров производятся в больших объемах, а их широкая популярность делает их наименее дорогостоящими из всех силовых винтов.
Эффективность
Механический КПД трапециевидных ходовых винтов составляет от 20% до 40% в зависимости от угла подъема, коэффициента трения и материала гайки. Пластиковые гайки обеспечивают эффективность примерно на 10–20% выше, чем бронзовые, из-за более низкого коэффициента трения при работе со стальными винтами.
Механическое преимущество
Низкий угол подъема обеспечивает большое механическое преимущество для трапециевидных винтов. Это означает, что им требуется меньший входной крутящий момент для данной нагрузки, чем другим силовым винтам.