
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДУГОВАЯ СВАРКА АЛЮМИНИЯ
И АЛЮМИНИЕВЫХ СПЛАВОВ В ИНЕРТНЫХ ГАЗАХ.
СОЕДИНЕНИЯ СВАРНЫЕ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И
РАЗМЕРЫ
ГОСТ 14806-80
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
МОСКВА
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ДУГОВАЯ СВАРКА АЛЮМИНИЯ И
АЛЮМИНИЕВЫХ Основные типы, конструктивные элементы и размеры Arc welding of aluminium and aluminium alloys in inert gases. |
ГОСТ |

Срок действия с 01.07.81
до 01.07.96
1. Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно.
Стандарт не распространяется на сварные соединения трубопроводов.
Стандарт устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва.
2. В стандарте приняты следующие условные обозначения способов дуговой сварки в инертных газах:
РИНп — ручная неплавящимся электродом с присадочным металлом;
АИНп — автоматическая неплавящимся электродом с присадочным металлом;
АИНп-3 — автоматическая неплавящимся электродом с присадочным металлом — трехфазная;
АИП — автоматическая плавящимся электродом — однодуговая;
ПИП — полуавтоматическая
плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2- 51.
Таблица 1
|
Тип соединения |
Форма подготовленных кромок |
Характер сварного шва |
Форма поперечного сечения |
Толщина свариваемых деталей, мм, для способов сварки |
Условное обозначение соединения |
||||||
|
подготовленных кромок |
сварного шва |
||||||||||
|
РИНп |
АИНп |
АИНп-3 |
ПИП |
АИП | |||||||
|
Стыковое |
С отбортовкой кромок |
Односторонний |
0,8-2,0 |
0,8-2,0 |
— |
— |
— |
С1 |
|||
|
С отбортовкой одной кромки |
|
С3 |
|||||||||
|
Без скоса кромок |
0,8-4,0 |
0,8-4,0 |
4-12 |
4-12 |
С2 |
||||||
|
Односторонний на съемной подкладке |
0,8-5,0 |
0,8-16,0 |
4-25 |
3-12 |
3-12 |
С4 |
|||||
|
Односторонний на остающейся подкладке |
|
С5 |
|||||||||
|
Двусторонний |
|
2,0-6,0 |
2,0-10,0 |
|
4-34 |
4-34 |
С7 |
||||
|
Со скосом одной кромки |
Односторонний |
4-20 |
— |
— |
6-20 |
— |
С8 |
||||
|
Односторонний на съемной подкладке |
С9 |
||||||||||
|
Односторонний на остающейся подкладке |
С10 |
||||||||||
|
Двусторонний |
С12 |
||||||||||
|
С криволинейным скосом одной кромки |
|
16-30 |
С13 |
||||||||
|
С ломаным скосом одной кромки |
С14 |
||||||||||
|
С двумя симметричными скосами одной кромки |
12-35 |
12-35 |
С15 |
||||||||
|
С двумя симметричными криволинейными скосами одной кромки |
32-60 |
32-60 |
С16 |
||||||||
|
С двумя несимметричными скосами одной кромки |
12-35 |
12-35 |
С43 |
||||||||
|
С двумя симметричными скосами одной кромки по ломаной линии |
|
32-60 |
С44 |
||||||||
|
Со скосом кромок |
Односторонний |
4-20 |
8-20 |
— |
10-30 |
10-30 |
С17 |
||||
|
Односторонний на съемной подкладке |
8-20 |
С18 |
|||||||||
|
Односторонний на остающейся подкладке |
5-30 |
5-30 |
5-30 |
10-30 |
10-30 |
С19 |
|||||
|
Двусторонний |
|
4-20 |
4-40 |
20-40 |
С21 |
||||||
|
С криволинейным скосом кромок |
12-30 |
12-50 |
32-50 |
12-30 |
12-30 |
С23 |
|||||
|
С ломаным скосом кромок |
С24 |
||||||||||
|
С двумя симметричными скосами кромок |
12-30 |
32-60 |
С25 |
||||||||
|
С двумя симметричными криволинейными скосами кромок |
|
30-40 |
30-60 |
30-60 |
30-60 |
С26 |
|||||
|
С двумя симметричными ломаными скосами |
30,0-40,0 |
30,0-60,0 |
32-60 |
30-60 |
30-60 |
С27 |
|||||
|
С двумя несимметричными скосами кромок |
12,0-30,0 |
12,0-60,0 |
12-30 |
12-30 |
С39 |
||||||
|
Угловое |
С отбортовкой одной кромки |
Односторонний |
|||||||||
Гост на сварку алюминиевых труб
ГОСТ (сокращенное название от Государственный стандарт, Государственный стандарт, ГОСТ) – это одна из важных категорий системы сварочных стандартов в СССР, которая и сейчас является стандартом в современных странах СНГ. Принимается таки органом, как МГС (межгос. советом по стандартизации, метрологии и сертификации.
Принимается таки органом, как МГС (межгос. советом по стандартизации, метрологии и сертификации.
В период социализма все гос. Стандарты по сварке сохранялись для производства продукции, и имели обязательный характер для использования в тех областях техники, которые определялись сферой возможного использования ГОСТа.
Сварочные ГОСТы:
Вы можете подробно ознакомиться со сварочными гостами ниже, они разделены по групам:
ГОСТы: процессы сварки
ГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения
ГОСТ 29273-92 Свариваемость. Определение
ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл
ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу
Требования к технологическому процессу
ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу
ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений.
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения.
Сварочные ГОСТы: соединения, элементы и размеры.
ГОСТ: ручная дуговая сварка
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ: сварка под флюсом
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост сварка +в среде защитных газов
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Гост: сварка алюминия
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Основные типы, конструктивные элементы и размеры
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах.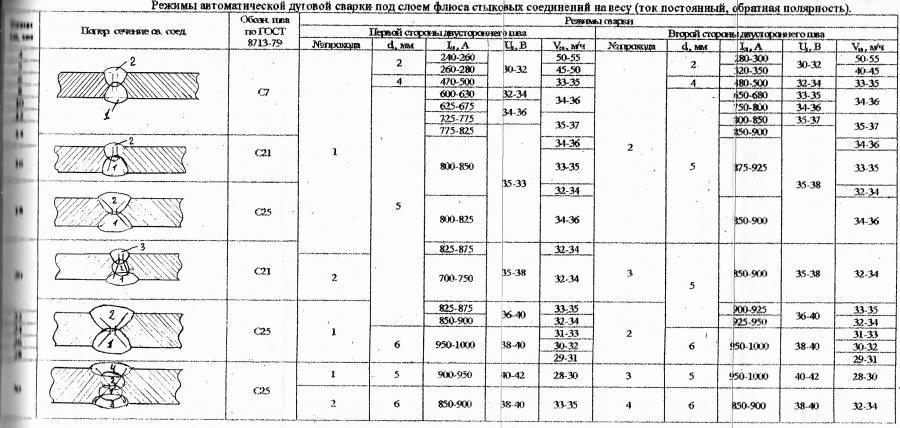 Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост точечная сварка
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ: cварка трубопроводов
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15878-79 Контактная сварка. Соединения сварные.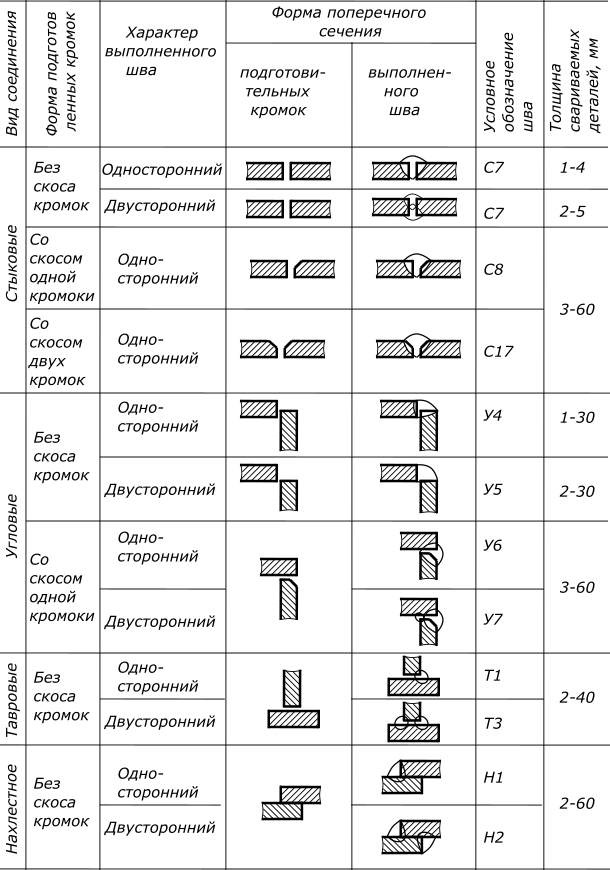 Конструктивные элементы и размеры
Конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры.
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТы: сварочные материалы
ГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ Р ИСО 2560-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
ГОСТ Р ИСО 3580-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация
ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия
Технические условия
ГОСТ 21449-75 Прутки для наплавки. Технические услови
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы д
ГОСТ 30756-2001 Флюсы для электрошлаковых технологи
ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции
ГОСТ 22366-93 Лента электродная наплавочная спеченная на основе железа. Технические условия.
Технические условия.
ГОСТы на технические газы
ГОСТ 4417-75 Песок кварцевый для сварочных материалов
ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия.
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия.
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия.
ГОСТ 3022-80 Водород технический. Технические условия.
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия.
ГОСТ 1460-81 Карбид кальция. Технические условия.
ГОСТ 4421-73 Концентрат плавиковошпатовый для сварочных материалов. Технические условия
ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний
Оборудование для дуговой сварки. Требования и методы испытаний
ГОСТ 1429.1-77 Припои оловянно-свинцовые. Методы определения сурьмы
ГОСТ 17349-79 Пайка. Классификация способов
ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута
ГОСТ 21548-76 Пайка. Метод выявления и определения толщины прослойки химического соединения
ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия
ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва
ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия
ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния
ГОСТ 11930.9-79 Материалы наплавочные. Методы определения бора
Методы определения бора
ГОСТ 22974.12-96 Флюсы сварочные плавленные. Метод определения серы
ГОСТ 1429.11-77 Припои оловянно-свинцовые. Метод определения кадмия
ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования
ГОСТ 1429.15-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца
ГОСТ 22974.0-85 Флюсы сварочные плавленые. Общие требования к методам анализа
ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования
ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры
ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа
ГОСТ 1429.8-77 Припои оловянно-свинцовые. Метод определения цинка
ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
Соединения сварные. Методы ультразвуковые
ГОСТ 28920-91 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 28228-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка
ГОСТ 1429.0-77 Припои оловянно-свинцовые. Общие требования к методам анализа
ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение
ГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута
ГОСТ 23556-90 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки. Основные параметры и размеры
Основные параметры и размеры
ГОСТ 22974.10-96 Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры
ГОСТ 14327-82 Слюда мусковит молотая электродная. Технические условия
ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры
ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов
ГОСТ 22974.12-85 Флюсы сварочные плавленые. Метод определения серы
ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля
ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра
ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама
ГОСТ 31. 2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры
2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры
ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры
ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования
ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
Общие технические условия
ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры
ГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова
ГОСТ 21547-76 Пайка. Метод определения температуры распайки
ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств
ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы
ГОСТ 22974.9-96 Флюсы сварочные плавленные. Методы определения оксида титана (IV)
ГОСТ 1429.13-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута,
мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов
ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры
ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора
ГОСТ 22974.2-85 Флюсы сварочные плавленые. Методы определения оксида кремния
ГОСТ 19248-90 Припои. Классификация и обозначения
ГОСТ 22974. 2-96 Флюсы сварочные плавленные. Методы определения оксида кремния
2-96 Флюсы сварочные плавленные. Методы определения оксида кремния
ГОСТ 22974.5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния
ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор
ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ 19143-84 Вращатели сварочные универсальные. Типы, основные параметры и размеры
ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия
ГОСТ 31.211.41-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности
ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями
Метод определения смачивания материалов припоями
ГОСТ 1429.10-77 Припои оловянно-свинцовые. Метод определения мышьяка
ГОСТ 22974.13-96 Флюсы сварочные плавленные. Метод определения углерода
ГОСТ 4.44-89 Система показателей качества продукции. Оборудование сварочное механическое. Номенклатура показателей
ГОСТ 11930.1-79 Материалы наплавочные. Методы определения углерода
ГОСТ 24715-81 Соединения паяные. Методы контроля качества
ы контроля качества. Общие требования
ГОСТ 19140-84 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДУГОВАЯ СВАРКА АЛЮМИНИЯ
И АЛЮМИНИЕВЫХ СПЛАВОВ В ИНЕРТНЫХ
ГАЗАХ. СОЕДИНЕНИЯ СВАРНЫЕ
ПОД ОСТРЫМИ И ТУПЫМИ УГЛАМИ.
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
ГОСТ 27580 — 88
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДУГОВАЯ СВАРКА АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ В ИНЕРТНЫХ ГАЗАХ. СОЕДИНЕНИЯ СВАРНЫЕ ПОД ОСТРЫМИ И ТУПЫМИ УГЛАМИ. СОЕДИНЕНИЯ СВАРНЫЕ ПОД ОСТРЫМИ И ТУПЫМИ УГЛАМИ.Основные типы, конструктивные элементы и размеры Arc welding of aluminium and aluminium alloys in inert gases. Acute and blunt weld joints. Main types, design elements and dimensions |
ГОСТ
27580 — 88
Срок действия с 01.01.89
до 01.01.94
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно и устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва, выполненных дуговой сваркой в инертных газах.
Стандарт не распространяется на сварные соединения трубопроводов.
2. В стандарте приняты следующие условные обозначения способов дуговой сварки в инертных газах:
РИНП — ручная неплавящимся электродом с присадочным металлом;
АИНП — автоматическая неплавящимся электродом с присадочным металлом;
АИНПЗ — автоматическая неплавящимся электродом с присадочным металлом — трехфазная;
АИП — автоматическая плавящимся электродом — однодуговая;
ПИП — полуавтоматическая плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 — 19.
| Тип соединения |
Форма подготовленных кромок
Характер сварного шва
Форма поперечного сечения подготовленных кромок и выполненного шва
Толщина свариваемых деталей, мм, для способов сварки
Угол соединения деталей b
Условное обозначение соединения
Без скоса кромок
121° — 91°;
89° — 31°
Односторонний на подкладке
Со скосом одной кромки
С двумя скосами одной кромки
179° — 165°;
89° — 75°
Со скосом одной кромки
Односторонний на подкладке
С двумя скосами одной кромки и одним скосом второй кромки
179° — 136°
Со скосом двух кромок
179° — 122°
89° — 61°
Без скоса кромок
Со скосом одной кромки
С двумя скосами одной кромки
С двумя криволинейными скосами одной кромки
Таблица 2
Размеры, мм
| Обозначение соединения |
подготовленных кромок свариваемых деталей
+ 2,0
Таблица 3
Размеры, мм
| Обозначение соединения |
подготовленных кромок свариваемых деталей
Таблица 4
Размеры, мм
| Обозначение соединения |
подготовленных кромок свариваемых деталей
Таблица 5
Размеры, мм
| Обозначение соединения |
подготовленных кромок свариваемых деталей
+1
+ 1
+ 2
| Обозначение соединения |
a ± 1°
подготовленных кромок свариваемых деталей
+ 1
+ 1
+ 1
+ 2
± 2
+ 1
± 2
+ 2
± 1
+ 1
Таблица 7
Размеры, мм
| Обозначение соединения |
подготовленных кромок свариваемых деталей
Таблица 8
Размеры, мм
| Обозначение соединения |
подготовленных кромок свариваемых деталей
Таблица 9
Размеры, мм
| Обозначение соединения |
подготовленных кромок свариваемых деталей
| Обозначение соединения |
подготовленных кромок свариваемых деталей
подготовленных кромок свариваемых деталей
Таблица 11
Размеры, мм
| Обозначение соединения |
е. не более
не более
подготовленных кромок свариваемых деталей
подготовленных кромок свариваемых деталей
1,5s + 6
Таблица 12
Размеры, мм
| Обозначение соединения |
подготовленных кромок свариваемых деталей
s1 ³ 0,7s
Таблица 13
Размеры, мм
| Обозначение соединения |
e1, не менее
подготовленных кромок свариваемых деталей
s1 ³ 0,7s
РИНП; АИНП; АИНПЗ; АИП; ПИП
Таблица 14
Размеры, мм
| Обозначение соединения |
подготовленных кромок свариваемых деталей
s1 ³ 0,7s
Таблица 15
Размеры, мм
| Обозначение соединения |
подготовленных кромок свариваемых деталей
s1 ³ 0,7s
Таблица 16
Размеры, мм
| Обозначение соединения |
подготовленных кромок свариваемых деталей
s1 ³ 0,7s
Таблица 17
Размеры, мм
| Обозначение соединения |
подготовленных кромок свариваемых деталей
s1 ³ 0,7s
| Обозначение соединения |
подготовленных кромок свариваемых деталей
Таблица 19
Размеры, мм
| Обозначение соединения |
подготовленных кромок свариваемых деталей
s1 ³ 0,5s
5. Кромки свариваемых деталей должны быть обработаны механическим способом, при этом шероховатость обработанной поверхности должна быть не более Rz 40 мкм по ГОСТ 2789 — 73.
Кромки свариваемых деталей должны быть обработаны механическим способом, при этом шероховатость обработанной поверхности должна быть не более Rz 40 мкм по ГОСТ 2789 — 73.
6. Сварка соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 20, должна производиться так же, как для деталей одинаковой толщины. Конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
| Толщина тонкой детали |
Разность толщины деталей
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 20 на детали, имеющей большую толщину s1 должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 1 и 2.
Черт. 1
Черт. 2
При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. В соединениях с углом соединения 179° — 91° без скоса кромок деталей толщины свыше 6 мм при сварке неплавящимся электродом с присадочным металлом для обеспечения направленности его подачи в сварочную ванну разрешается снимать фаску с верхних кромок деталей размером 1,0 — 1,5 мм ´ 45°.
8. При сварке в положениях, отличных от нижнего, допускается увеличение размеров шва, но не более 2 мм — для деталей толщиной до 25 мм, 3 мм — свыше 25 мм.
9. При сварке в гелии на постоянном токе размеры шва могут быть уменьшены до 15 %.
10. Для расчетных угловых швов значения катетов К; K1 должны быть установлены при проектировании сварного соединения.
11. Предельные отклонения значений катета расчетных швов должны соответствовать:
+ 2,0 мм при К 8 мм.
12. Размеры выполненных швов на участке перекрытия для замкнутых соединений, а также в местах, исправленных подваркой, могут отличаться от установленных настоящим стандартом. В этом случае они должны соответствовать нормативно — технической документации.
13. При сварке технического алюминия допускается увеличение размеров швов до 20 %.
14. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла. Расчистка абразивными кругами не допускается.
15. При переменном угле сопряжения деталей b шов делится на участки. Каждый участок сопрягаемых элементов выполняется в соответствии с требованиями настоящего стандарта.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18.01.88 № 67
2. Введен впервые
3. ССЫЛОЧНЫЕ НОРМАТИВНО — ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ:
Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно.
Стандарт не распространяется на сварные соединения трубопроводов.
Стандарт устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва.
| Стандарты | Суть |
| 2246(1970) | Технические требования к сварной проволоке стальной |
| 7871(1975) | ТУ использования проволоки из Al |
| 9087(1981) | Технормативы флюсов плавленых, применяемых при сварочных действиях |
| 9466(1975) | Нормы технические (классификация) электродов металлопокрытых наплавных, необходимых для сшивки сталей вручную дугой |
| 9467(1975) | Типы покрытых металлом электродов для стальных элементов, термоустойчивых, конструкционных |
| 10051(1975) | Виды электродов металлических, участвующих в наплавных работах на слоях, обладающих специальными свойствами |
| 10052(1975) | Типы электродов металлических для сталей с повышенной легированностью |
| 10543(1998) | Требования технического характера к проволоке наплавочной из стали |
| 21448(1975) | Нормативы порошков из сплавов, необходимых в наплавках |
| 21449(1975) | Нормы технические, применяемые к пруткам наплавки |
| 22366(1993) | Требования общепринятые к ленте электродной наплавочной, спеченной посредством феррума |
| 23949(1980) | Техусловия к спецэлектродам из вольфрама, неплавящимся |
| 26101(1984) | Наплавочная проволока порошковая. Нормативы технические Нормативы технические |
| 26271(1984) | Сварка дуговая, выполняемая проволокой из углеродистых и низколегированных сталей. Технические требования основные |
| 26467(1985) | Общепринятые ТУ к ленте из порошка, применяемой в наплавках |
| 28555(1990) | Технические нормативы флюсов из керамики, применяемых на различных сталях |
| 30756(2001) | Флюсы, используемые в электрошлаковых технологиях |
| 5.1215(1972) | Норматив определенного вида металлизированных электродов – АНО-4 (сшивание стальных конструкций малоуглеродистых) |
| 2560(2009) Р ИСО | Сварочные электроды, применяемые на сталях мелкой зернистости и нелегированных |
| 3580(2009) Р ИСО | Деление покрытых спецэлектродов (классы), используемых в соединении конструкций из высокотемпературных сталей с помощью дуги вручную |
| 3581(2009) Р ИСО | Термоэлектроды по классам с покрытием, используемые для сшивания сталей коррозийно- и жаростойких |
| 13479(2010) Р ЕН | Главные требования к присадкам и флюсам, необходимым в плавильной стыковке |
| 53689(2009) Р | Материалы сварочные, маркирование с указанием допусков, габаритов и видов, нормативы технические на поставку |
Труба сварная для магистральных газонефтепроводов ГОСТ 20295-85 »Металлургпром
.
Постановлением Государственного комитета СССР по стандартам от 25 ноября 1985 г. № 3693 установлен срок введения
01.01.87
Ограничение срока действия снято Постановлением Госстандарта от 14.08.91 № 1353
Настоящий стандарт распространяется на стальные сварные прямошовные и спирально-шовные трубы диаметром 159-820 мм, используемые для строительства магистральных газо- и нефтепроводов, нефтепродуктопроводов, технологических и промысловых трубопроводов.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Есть три типа труб:
1 — продольный шов диаметром 159-426 мм, выполненный контактной сваркой токами высокой частоты;
2 — спиральный шов диаметром 159-820 мм, выполненный электродуговой сваркой;
3 — продольный шов диаметром 530-820 мм, выполненный электродуговой сваркой.
1.2. В зависимости от механических свойств трубы изготавливаются классы прочности: К 34, К 38, К 42, К 50, К 52, К 55, К 60.
1.3. Размеры труб должны соответствовать приведенным в таблице. 1.
1,4. Трубы изготавливаются длиной от 10,6 до 11,6 м. До 1 января 1989 г. допускается изготовление до 15% (по массе) труб 3-го типа (горячекатаные) и до 3% (по массе) трубы типа 1 длиной не менее 5 м. Для труб типа 1, 2 и просечно-вытяжного типа 3 допускается составлять до 10% (по массе) труб длиной не менее 8 м.
Таблица 1
Примечания: 1.Теоретическая масса определяется номинальными размерами (без учета усиления сварного шва) при плотности стали 7,85 г / см 3 . 2. При изготовлении труб типа 2 теоретическая масса увеличивается за счет усиления шва на 1,5%, труб типа 3 на 1%. По желанию потребителя допускается изготовление труб с промежуточной толщиной стенки в пределах таблицы. 1 с интервалом 0,1 мм.
1,5. Предельные отклонения внешнего диаметра тела трубы должны соответствовать таблице 2.
По требованию потребителя предельные отклонения наружного диаметра корпуса труб типа 2 диаметром 159-377 мм должны соответствовать приведенным в табл. 3.
3.
Таблица 2
Таблица 3
1,6. Предельные отклонения по наружному диаметру концов труб типа 1 должны соответствовать табл. 2, тип 2 диаметром 159 — 377 мм — табл. 2 и 3.
1,7. Предельные отклонения наружного диаметра концов труб типа 2 диаметром 530 мм и более и типа 3 (расширенные) не должны превышать ± 2.0 мм для нормальной точности изготовления и ± 1,6 мм для повышенной точности изготовления.
До 1 января 1990 г. предельные отклонения наружного диаметра концов труб типа 3 (горячеканальные) не должны превышать ± 2,5 мм.
1,8. Предельные отклонения толщины стенки трубы должны соответствовать допускам толщины металла, предусмотренным ГОСТ 19903-74 на максимальную ширину листовой и рулонной стали.
1.9. Овальность концов труб не должна приводить к их размерам, превышающим предельные отклонения, указанные в таблице.2 — для труб типа 1, а в табл. 2 и 3 — для труб типа 2 диаметром 159-377 мм.
Овальность концов труб типа 2 диаметром 530 мм и более и труб типа 3 не должна превышать 1% от номинального наружного диаметра.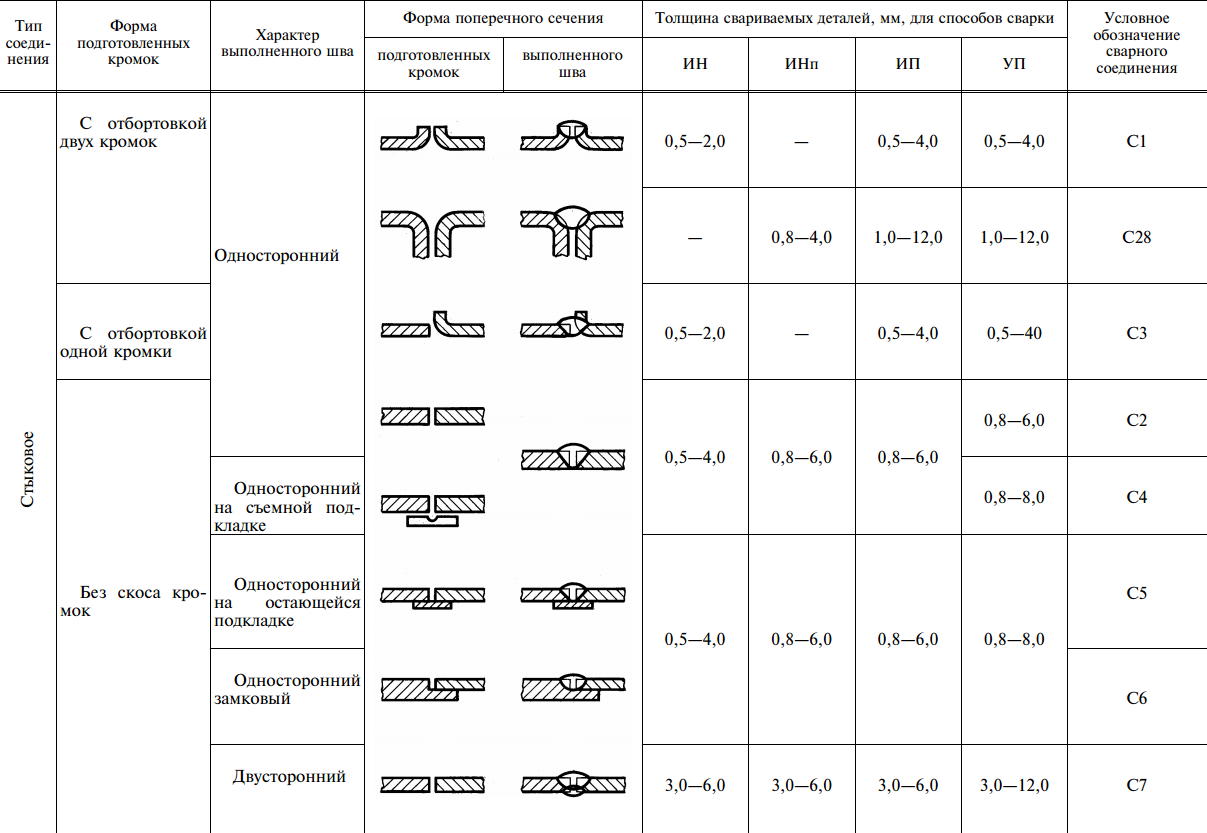
1.10. Кривизна труб 1-го типа без учета сечения поперечного шва не должна превышать 1,5 мм на 1 м длины, по требованию потребителя — 1 мм на 1 м длины.
Суммарная кривизна труб всех типов не должна превышать 0.2% длины трубы. По требованию потребителя суммарная кривизна труб типа 2 диаметром 530 мм и более не должна превышать 0,1%, остальных труб — 0,15% от длины трубы.
1.11. Высота армирования всех внешних швов труб 2 и 3 типов должна быть:
.0,5-2,5 мм — для труб с толщиной стенки менее 10 мм,
0,5-3,0 мм — для труб с толщиной стенки 10 мм и более.
Высота усиления внутренних швов должна быть не менее 0.5 мм. На внутреннем шве допускается седло или отдельные углубления до уровня основного металла.
На концах расширенных труб типа 3, а также термоупрочненных труб типа 2 на длине не менее 150 мм необходимо удалить усиление внутреннего шва на высоту не более 0,5 мм ( без смещения краев). При этом допускается изготовление до 7% труб из партии (из которой отбирались образцы для механических испытаний) с несъемным усилением внутренних швов. Расширение труб с неразрезанным усилением сварного шва не допускается.
Расширение труб с неразрезанным усилением сварного шва не допускается.
1.12. Высота оставшейся части внешнего заусенца на трубах типа 1 не должна превышать 1 мм. Внутренний заусенец не удаляется.
1.13. В сварном стыке труб типа 2 допускается относительное смещение кромок по высоте до 15% от номинальной толщины стенки, для труб 1 и 3 типов — до 10%.
По требованию потребителя для труб типа 2 диаметром 530 мм и более отклонение от теоретической окружности в области спирального шва по концам трубы по дуге окружности с длина не менее 100 мм не должна превышать 1.5 мм.
1.14 Концы труб следует обрезать под прямым углом. Предельные отклонения от прямого угла (косой срез) должны соответствовать таблице. 4
Справочник по сварке алюминия
Газ-металл-дуговая сварка
Подготовка основного металла: При сварке алюминия операторы должны позаботиться о том, чтобы очистить основной материал и удалить оксид алюминия и углеводородные загрязнения из масел или режущих растворителей. Оксид алюминия на поверхности материала плавится при 3700 F, в то время как алюминий основного материала под ним будет плавиться при 1200 F.Следовательно, оставление любого оксида на поверхности основного материала будет препятствовать проникновению присадочного металла в заготовку. Для удаления оксидов алюминия используйте проволочную щетку из нержавеющей стали или растворители и травильные растворы. При использовании щетки из нержавеющей стали чистите только в одном направлении. Следите за тем, чтобы не чистить щеткой слишком грубо: грубая чистка щеткой может еще больше накапливать оксиды в обрабатываемой детали. Кроме того, используйте щетку только для обработки алюминия — не чистите алюминий щеткой, которая использовалась для обработки нержавеющей или углеродистой стали.При использовании растворов для химического травления обязательно удалите их из работы перед сваркой. Чтобы минимизировать риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством.
Оксид алюминия на поверхности материала плавится при 3700 F, в то время как алюминий основного материала под ним будет плавиться при 1200 F.Следовательно, оставление любого оксида на поверхности основного материала будет препятствовать проникновению присадочного металла в заготовку. Для удаления оксидов алюминия используйте проволочную щетку из нержавеющей стали или растворители и травильные растворы. При использовании щетки из нержавеющей стали чистите только в одном направлении. Следите за тем, чтобы не чистить щеткой слишком грубо: грубая чистка щеткой может еще больше накапливать оксиды в обрабатываемой детали. Кроме того, используйте щетку только для обработки алюминия — не чистите алюминий щеткой, которая использовалась для обработки нержавеющей или углеродистой стали.При использовании растворов для химического травления обязательно удалите их из работы перед сваркой. Чтобы минимизировать риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством. Убедитесь, что обезжириватель не содержит углеводородов.
Убедитесь, что обезжириватель не содержит углеводородов.
Предварительный нагрев: Предварительный нагрев алюминиевой заготовки может помочь избежать растрескивания сварного шва. Температура предварительного нагрева не должна превышать 230 F — используйте индикатор температуры, чтобы предотвратить перегрев.Кроме того, размещение прихваточных швов в начале и в конце свариваемой области поможет усилить предварительный нагрев. Сварщикам следует также предварительно нагреть толстый кусок алюминия при его приваривании к тонкому. если происходит холодная притирка, попробуйте использовать вкладки для притирки и притирки.
Метод выталкивания: В случае алюминия отталкивание пистолета от сварочной ванны вместо его вытягивания приведет к лучшему очищающему эффекту, уменьшению загрязнения сварных швов и лучшему покрытию защитным газом.
Скорость перемещения: Сварка алюминия должна выполняться «горячим и быстрым». В отличие от стали, высокая теплопроводность алюминия требует использования более высоких значений силы тока и напряжения, а также более высоких скоростей сварки. Если скорость движения слишком низкая, сварщик рискует получить чрезмерный ожог, особенно на тонкостенных алюминиевых листах.
В отличие от стали, высокая теплопроводность алюминия требует использования более высоких значений силы тока и напряжения, а также более высоких скоростей сварки. Если скорость движения слишком низкая, сварщик рискует получить чрезмерный ожог, особенно на тонкостенных алюминиевых листах.
Защитный газ: Аргон, благодаря его хорошему очищающему эффекту и профилю проплавления, является наиболее распространенным защитным газом, используемым при сварке алюминия.Сварка алюминиевых сплавов серии 5XXX в смеси защитного газа, содержащей аргон и гелий — максимум 75 процентов гелия — минимизирует образование оксида магния.
Сварочная проволока: Выберите алюминиевую присадочную проволоку, имеющую температуру плавления, аналогичную температуре плавления основного материала. Чем больше оператор может сузить диапазон плавления металла, тем легче будет сваривать сплав. Возьмите проволоку диаметром 3/64 или 1/16 дюйма.Чем больше диаметр проволоки, тем легче она подается. Для сварки тонкостенных материалов хорошо подходит проволока диаметром 0,035 дюйма в сочетании с импульсной сваркой при низкой скорости подачи проволоки — от 100 до 300 дюймов / мин.
Возьмите проволоку диаметром 3/64 или 1/16 дюйма.Чем больше диаметр проволоки, тем легче она подается. Для сварки тонкостенных материалов хорошо подходит проволока диаметром 0,035 дюйма в сочетании с импульсной сваркой при низкой скорости подачи проволоки — от 100 до 300 дюймов / мин.
Сварные швы выпуклой формы: При сварке алюминия кратерные трещины вызывают большинство отказов. Растрескивание возникает из-за высокой скорости теплового расширения алюминия и значительных сжатий, возникающих при остывании сварных швов. Риск растрескивания наиболее высок в случае вогнутых кратеров, поскольку поверхность кратера сжимается и разрывается при охлаждении.Поэтому сварщики должны создавать кратеры, чтобы они образовали выпуклую форму или холмик. По мере охлаждения сварного шва выпуклая форма кратера компенсирует силы сжатия.
Выбор источника питания: При выборе источника питания для GMAW алюминия сначала рассмотрите метод переноса — дуговая дуга или импульсный. Аппараты постоянного тока (cc) и постоянного напряжения (cv) могут использоваться для дуговой сварки с распылением. Распылительная дуга берет крошечный поток расплавленного металла и распыляет его поперек дуги от электродной проволоки к основному материалу.Для толстого алюминия, для которого требуется сварочный ток, превышающий 350 А, оптимальные результаты дает cc.
Аппараты постоянного тока (cc) и постоянного напряжения (cv) могут использоваться для дуговой сварки с распылением. Распылительная дуга берет крошечный поток расплавленного металла и распыляет его поперек дуги от электродной проволоки к основному материалу.Для толстого алюминия, для которого требуется сварочный ток, превышающий 350 А, оптимальные результаты дает cc.
Импульсная передача обычно выполняется от инверторного источника питания. Новые блоки питания содержат встроенные импульсные процедуры в зависимости от типа и диаметра присадочной проволоки. Во время импульсной GMAW капля присадочного металла переходит от электрода к заготовке в течение каждого импульса тока. Этот процесс обеспечивает положительный перенос капель и приводит к меньшему разбрызгиванию и более высокой скорости следования, чем при сварке с переносом распылением.Использование импульсного процесса GMAW на алюминии также позволяет лучше контролировать подвод тепла, упрощая сварку в нестандартном положении и позволяя оператору сваривать тонкостенные материалы при низких скоростях и токах подачи проволоки.
Механизм подачи проволоки: Предпочтительным методом подачи мягкой алюминиевой проволоки на большие расстояния является двухтактный метод, в котором используется закрытый шкаф подачи проволоки для защиты проволоки от воздействия окружающей среды. Электродвигатель с регулируемой скоростью с постоянным крутящим моментом в шкафу подачи проволоки помогает проталкивать и направлять проволоку через пистолет с постоянной силой и скоростью.Двигатель сварочной горелки с высоким крутящим моментом протягивает проволоку и поддерживает постоянную скорость подачи проволоки и длину дуги.
В некоторых цехах сварщики используют одни и те же устройства подачи проволоки для подачи стальной и алюминиевой проволоки. В этом случае использование пластиковых или тефлоновых футеровок поможет обеспечить плавную и стабильную подачу алюминиевой проволоки. Для направляющих трубок используйте отходящие и пластиковые входящие трубки зубилного типа, чтобы поддерживать проволоку как можно ближе к приводным роликам, чтобы предотвратить спутывание проволоки. Во время сварки держите кабель горелки как можно прямее, чтобы минимизировать сопротивление подаче проволоки. Проверьте правильность совмещения между ведущими роликами и направляющими трубками, чтобы предотвратить стружку алюминия.
Во время сварки держите кабель горелки как можно прямее, чтобы минимизировать сопротивление подаче проволоки. Проверьте правильность совмещения между ведущими роликами и направляющими трубками, чтобы предотвратить стружку алюминия.
Используйте приводные ролики, предназначенные для алюминия. Настройте натяжение приводных роликов для обеспечения равномерной скорости подачи проволоки. Чрезмерное натяжение приведет к деформации проволоки и вызовет грубую и беспорядочную подачу; слишком маленькое натяжение приводит к неравномерной подаче. Оба условия могут привести к нестабильной дуге и пористости сварного шва.
Сварочные пистолеты: Используйте отдельный вкладыш для сварочного пистолета для сварки алюминия.Во избежание истирания проволоки старайтесь удерживать оба конца лайнера, чтобы устранить зазоры между лайнером и диффузором газа на пистолете. Часто меняйте футеровки, чтобы свести к минимуму вероятность того, что абразивный оксид алюминия вызовет проблемы с подачей проволоки. Используйте контактный наконечник примерно на 0,015 дюйма больше, чем диаметр используемого присадочного металла — при нагревании наконечник расширится до овальной формы и, возможно, ограничит подачу проволоки. Обычно, когда сварочный ток превышает 200 А, используйте пистолет с водяным охлаждением, чтобы минимизировать тепловыделение и уменьшить трудности с подачей проволоки.
Используйте контактный наконечник примерно на 0,015 дюйма больше, чем диаметр используемого присадочного металла — при нагревании наконечник расширится до овальной формы и, возможно, ограничит подачу проволоки. Обычно, когда сварочный ток превышает 200 А, используйте пистолет с водяным охлаждением, чтобы минимизировать тепловыделение и уменьшить трудности с подачей проволоки.
Справочник по сварке алюминия
Газ-металл-дуговая сварка
Подготовка основного металла: При сварке алюминия операторы должны позаботиться о том, чтобы очистить основной материал и удалить оксид алюминия и углеводородные загрязнения из масел или режущих растворителей. Оксид алюминия на поверхности материала плавится при 3700 F, в то время как алюминий основного материала под ним будет плавиться при 1200 F. Следовательно, оставление любого оксида на поверхности основного материала будет препятствовать проникновению присадочного металла в заготовку. Для удаления оксидов алюминия используйте проволочную щетку из нержавеющей стали или растворители и травильные растворы. При использовании щетки из нержавеющей стали чистите только в одном направлении. Следите за тем, чтобы не чистить щеткой слишком грубо: грубая чистка щеткой может еще больше накапливать оксиды в обрабатываемой детали. Кроме того, используйте щетку только для обработки алюминия — не чистите алюминий щеткой, которая использовалась для обработки нержавеющей или углеродистой стали. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой. Чтобы минимизировать риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством.Убедитесь, что обезжириватель не содержит углеводородов.
Для удаления оксидов алюминия используйте проволочную щетку из нержавеющей стали или растворители и травильные растворы. При использовании щетки из нержавеющей стали чистите только в одном направлении. Следите за тем, чтобы не чистить щеткой слишком грубо: грубая чистка щеткой может еще больше накапливать оксиды в обрабатываемой детали. Кроме того, используйте щетку только для обработки алюминия — не чистите алюминий щеткой, которая использовалась для обработки нержавеющей или углеродистой стали. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой. Чтобы минимизировать риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством.Убедитесь, что обезжириватель не содержит углеводородов.
Предварительный нагрев: Предварительный нагрев алюминиевой заготовки может помочь избежать растрескивания сварного шва. Температура предварительного нагрева не должна превышать 230 F — используйте индикатор температуры, чтобы предотвратить перегрев. Кроме того, размещение прихваточных швов в начале и в конце свариваемой области поможет усилить предварительный нагрев. Сварщикам следует также предварительно нагреть толстый кусок алюминия при его приваривании к тонкому. если происходит холодная притирка, попробуйте использовать вкладки для притирки и притирки.
Кроме того, размещение прихваточных швов в начале и в конце свариваемой области поможет усилить предварительный нагрев. Сварщикам следует также предварительно нагреть толстый кусок алюминия при его приваривании к тонкому. если происходит холодная притирка, попробуйте использовать вкладки для притирки и притирки.
Метод выталкивания: В случае алюминия отталкивание пистолета от сварочной ванны вместо его вытягивания приведет к лучшему очищающему эффекту, уменьшению загрязнения сварных швов и лучшему покрытию защитным газом.
Скорость перемещения: Сварка алюминия должна выполняться «горячим и быстрым». В отличие от стали, высокая теплопроводность алюминия требует использования более высоких значений силы тока и напряжения, а также более высоких скоростей сварки.Если скорость движения слишком низкая, сварщик рискует получить чрезмерный ожог, особенно на тонкостенных алюминиевых листах.
Защитный газ: Аргон, благодаря его хорошему очищающему эффекту и профилю проплавления, является наиболее распространенным защитным газом, используемым при сварке алюминия. Сварка алюминиевых сплавов серии 5XXX в смеси защитного газа, содержащей аргон и гелий — максимум 75 процентов гелия — минимизирует образование оксида магния.
Сварочная проволока: Выберите алюминиевую присадочную проволоку, имеющую температуру плавления, аналогичную температуре плавления основного материала.Чем больше оператор может сузить диапазон плавления металла, тем легче будет сваривать сплав. Возьмите проволоку диаметром 3/64 или 1/16 дюйма. Чем больше диаметр проволоки, тем легче она подается. Для сварки тонкостенных материалов хорошо подходит проволока диаметром 0,035 дюйма в сочетании с импульсной сваркой при низкой скорости подачи проволоки — от 100 до 300 дюймов / мин.
Сварные швы выпуклой формы: При сварке алюминия кратерные трещины вызывают большинство отказов.Растрескивание возникает из-за высокой скорости теплового расширения алюминия и значительных сжатий, возникающих при остывании сварных швов. Риск растрескивания наиболее высок в случае вогнутых кратеров, поскольку поверхность кратера сжимается и разрывается при охлаждении. Поэтому сварщики должны создавать кратеры, чтобы они образовали выпуклую форму или холмик. По мере охлаждения сварного шва выпуклая форма кратера компенсирует силы сжатия.
Выбор источника питания: При выборе источника питания для GMAW алюминия сначала рассмотрите метод переноса — дуговая дуга или импульсный.Аппараты постоянного тока (cc) и постоянного напряжения (cv) могут использоваться для дуговой сварки с распылением. Распылительная дуга берет крошечный поток расплавленного металла и распыляет его поперек дуги от электродной проволоки к основному материалу. Для толстого алюминия, для которого требуется сварочный ток, превышающий 350 А, оптимальные результаты дает cc.
Для толстого алюминия, для которого требуется сварочный ток, превышающий 350 А, оптимальные результаты дает cc.
Импульсная передача обычно выполняется от инверторного источника питания. Новые блоки питания содержат встроенные импульсные процедуры в зависимости от типа и диаметра присадочной проволоки.Во время импульсной GMAW капля присадочного металла переходит от электрода к заготовке в течение каждого импульса тока. Этот процесс обеспечивает положительный перенос капель и приводит к меньшему разбрызгиванию и более высокой скорости следования, чем при сварке с переносом распылением. Использование импульсного процесса GMAW на алюминии также позволяет лучше контролировать подвод тепла, упрощая сварку в нестандартном положении и позволяя оператору сваривать тонкостенные материалы при низких скоростях и токах подачи проволоки.
Механизм подачи проволоки: Предпочтительным методом подачи мягкой алюминиевой проволоки на большие расстояния является двухтактный метод, в котором используется закрытый шкаф подачи проволоки для защиты проволоки от воздействия окружающей среды. Электродвигатель с регулируемой скоростью с постоянным крутящим моментом в шкафу подачи проволоки помогает проталкивать и направлять проволоку через пистолет с постоянной силой и скоростью. Двигатель сварочной горелки с высоким крутящим моментом протягивает проволоку и поддерживает постоянную скорость подачи проволоки и длину дуги.
Электродвигатель с регулируемой скоростью с постоянным крутящим моментом в шкафу подачи проволоки помогает проталкивать и направлять проволоку через пистолет с постоянной силой и скоростью. Двигатель сварочной горелки с высоким крутящим моментом протягивает проволоку и поддерживает постоянную скорость подачи проволоки и длину дуги.
В некоторых цехах сварщики используют одни и те же устройства подачи проволоки для подачи стальной и алюминиевой проволоки. В этом случае использование пластиковых или тефлоновых футеровок поможет обеспечить плавную и стабильную подачу алюминиевой проволоки. Для направляющих трубок используйте отходящие и пластиковые входящие трубки зубилного типа, чтобы поддерживать проволоку как можно ближе к приводным роликам, чтобы предотвратить спутывание проволоки.Во время сварки держите кабель горелки как можно прямее, чтобы минимизировать сопротивление подаче проволоки. Проверьте правильность совмещения между ведущими роликами и направляющими трубками, чтобы предотвратить стружку алюминия.
Используйте приводные ролики, предназначенные для алюминия. Настройте натяжение приводных роликов для обеспечения равномерной скорости подачи проволоки. Чрезмерное натяжение приведет к деформации проволоки и вызовет грубую и беспорядочную подачу; слишком маленькое натяжение приводит к неравномерной подаче. Оба условия могут привести к нестабильной дуге и пористости сварного шва.
Сварочные пистолеты: Используйте отдельный вкладыш для сварочного пистолета для сварки алюминия.Во избежание истирания проволоки старайтесь удерживать оба конца лайнера, чтобы устранить зазоры между лайнером и диффузором газа на пистолете. Часто меняйте футеровки, чтобы свести к минимуму вероятность того, что абразивный оксид алюминия вызовет проблемы с подачей проволоки. Используйте контактный наконечник примерно на 0,015 дюйма больше, чем диаметр используемого присадочного металла — при нагревании наконечник расширится до овальной формы и, возможно, ограничит подачу проволоки. Обычно, когда сварочный ток превышает 200 А, используйте пистолет с водяным охлаждением, чтобы минимизировать тепловыделение и уменьшить трудности с подачей проволоки.
Обычно, когда сварочный ток превышает 200 А, используйте пистолет с водяным охлаждением, чтобы минимизировать тепловыделение и уменьшить трудности с подачей проволоки.
Руководство по сварке алюминия
Газовая сварка металла и дуговой сварки
Подготовка основного металла: При сварке алюминия операторы должны позаботиться о том, чтобы очистить основной материал и удалить оксид алюминия и углеводородные загрязнения из масел или режущих растворителей. Оксид алюминия на поверхности материала плавится при 110 ° C, в то время как основной алюминий под ним плавится при 650 ° C. Следовательно, оставление любого оксида на поверхности основного материала будет препятствовать проникновению присадочного металла в заготовку.Для удаления оксидов алюминия используйте проволочную щетку из нержавеющей стали или растворители и травильные растворы. При использовании щетки из нержавеющей стали чистите только в одном направлении. Следите за тем, чтобы не чистить щеткой слишком грубо: грубая чистка щеткой может еще больше накапливать оксиды в обрабатываемой детали. Кроме того, используйте щетку только для обработки алюминия — не чистите алюминий щеткой, которая использовалась для обработки нержавеющей или углеродистой стали. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой. Чтобы минимизировать риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством.Убедитесь, что обезжириватель не содержит углеводородов.
Кроме того, используйте щетку только для обработки алюминия — не чистите алюминий щеткой, которая использовалась для обработки нержавеющей или углеродистой стали. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой. Чтобы минимизировать риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством.Убедитесь, что обезжириватель не содержит углеводородов.
Предварительный нагрев: Предварительный нагрев алюминиевой заготовки может помочь избежать растрескивания сварного шва. Температура предварительного нагрева не должна превышать 110 ° C — используйте индикатор температуры, чтобы предотвратить перегрев. Кроме того, размещение прихваточных швов в начале и в конце свариваемой области поможет усилить предварительный нагрев. Сварщики также должны предварительно нагреть толстый кусок алюминия при его приваривании к тонкому. если происходит холодная притирка, попробуйте использовать вкладки для притирки и притирки.
Метод проталкивания: В случае алюминия отталкивание пистолета от сварочной ванны, а не его вытягивание, приведет к лучшему очищающему действию, уменьшению загрязнения сварных швов и лучшему покрытию защитным газом.
Скорость перемещения: Сварка алюминия должна выполняться «горячим и быстрым». В отличие от стали, высокая теплопроводность алюминия требует использования более высоких значений силы тока и напряжения, а также более высоких скоростей сварки. Если скорость движения слишком низкая, сварщик рискует получить чрезмерный ожог, особенно на тонкостенных алюминиевых листах.
Защитный газ: Аргон, благодаря хорошему очищающему эффекту и профилю проникновения, является наиболее распространенным защитным газом, используемым при сварке алюминия. Сварка алюминиевых сплавов серии 5XXX в смеси защитного газа, содержащей аргон и гелий — максимум 75 процентов гелия — минимизирует образование оксида магния.
Сварочная проволока: Выберите алюминиевую присадочную проволоку, имеющую температуру плавления, аналогичную температуре основного материала. Чем больше оператор может сузить диапазон плавления металла, тем легче будет сваривать сплав.Возьмите проволоку диаметром 1,2 или 1,6 мм. Чем больше диаметр проволоки, тем легче она подается. Для сварки тонкостенных материалов хорошо подходит проволока диаметром 0,035 дюйма в сочетании с импульсной сваркой с низкой скоростью подачи проволоки — от 250 до 760 см / мин.
Чем больше оператор может сузить диапазон плавления металла, тем легче будет сваривать сплав.Возьмите проволоку диаметром 1,2 или 1,6 мм. Чем больше диаметр проволоки, тем легче она подается. Для сварки тонкостенных материалов хорошо подходит проволока диаметром 0,035 дюйма в сочетании с импульсной сваркой с низкой скоростью подачи проволоки — от 250 до 760 см / мин.
Сварные швы выпуклой формы: При сварке алюминия кратерные трещины вызывают большинство отказов. Растрескивание возникает из-за высокой скорости теплового расширения алюминия и значительных сжатий, возникающих при остывании сварных швов. Риск растрескивания наиболее высок в случае вогнутых кратеров, поскольку поверхность кратера сжимается и разрывается при охлаждении.Поэтому сварщики должны создавать кратеры, чтобы они образовали выпуклую форму или холмик. По мере охлаждения сварного шва выпуклая форма кратера компенсирует силы сжатия.
Выбор источника питания: При выборе источника питания для GMAW алюминия сначала рассмотрите метод переноса — дуговая распыла или импульсный. Аппараты постоянного тока (cc) и постоянного напряжения (cv) могут использоваться для дуговой сварки с распылением. Распылительная дуга берет крошечный поток расплавленного металла и распыляет его поперек дуги от электродной проволоки к основному материалу.Для толстого алюминия, для которого требуется сварочный ток, превышающий 350 А, оптимальные результаты дает cc.
Аппараты постоянного тока (cc) и постоянного напряжения (cv) могут использоваться для дуговой сварки с распылением. Распылительная дуга берет крошечный поток расплавленного металла и распыляет его поперек дуги от электродной проволоки к основному материалу.Для толстого алюминия, для которого требуется сварочный ток, превышающий 350 А, оптимальные результаты дает cc.
Импульсная передача обычно выполняется от инверторного источника питания. Новые блоки питания содержат встроенные импульсные процедуры в зависимости от типа и диаметра присадочной проволоки. Во время импульсной GMAW капля присадочного металла переходит от электрода к заготовке в течение каждого импульса тока. Этот процесс обеспечивает положительный перенос капель и приводит к меньшему разбрызгиванию и более высокой скорости следования, чем при сварке с переносом распылением.Использование импульсного процесса GMAW на алюминии также позволяет лучше контролировать подвод тепла, упрощая сварку в нестандартном положении и позволяя оператору сваривать тонкостенные материалы при низких скоростях и токах подачи проволоки.
Механизм подачи проволоки: Предпочтительным методом подачи мягкой алюминиевой проволоки на большие расстояния является двухтактный метод, в котором используется закрытый шкаф подачи проволоки для защиты проволоки от воздействия окружающей среды. Электродвигатель с регулируемой скоростью с постоянным крутящим моментом в шкафу подачи проволоки помогает проталкивать и направлять проволоку через пистолет с постоянной силой и скоростью.Двигатель сварочной горелки с высоким крутящим моментом протягивает проволоку и поддерживает постоянную скорость подачи проволоки и длину дуги.
В некоторых цехах сварщики используют одни и те же устройства подачи проволоки для подачи стальной и алюминиевой проволоки. В этом случае использование пластиковых вкладышей поможет обеспечить плавную и стабильную подачу алюминиевой проволоки. Для направляющих трубок используйте отходящие и пластиковые входящие трубки зубилного типа, чтобы поддерживать проволоку как можно ближе к приводным роликам, чтобы предотвратить спутывание проволоки. Во время сварки держите кабель горелки как можно прямее, чтобы минимизировать сопротивление подаче проволоки.Проверьте правильность совмещения приводных роликов и направляющих трубок, чтобы предотвратить стружку алюминия.
Используйте приводные ролики, предназначенные для алюминия. Настройте натяжение приводных роликов для обеспечения равномерной скорости подачи проволоки. Чрезмерное натяжение приведет к деформации проволоки и вызовет грубую и беспорядочную подачу; слишком маленькое натяжение приводит к неравномерной подаче. Оба условия могут привести к нестабильной дуге и пористости сварного шва.
Сварочные пистолеты: Используйте отдельную подкладку горелки для сварки алюминия. Во избежание истирания проволоки старайтесь удерживать оба конца лайнера, чтобы устранить зазоры между лайнером и диффузором газа на пистолете.Часто меняйте футеровки, чтобы свести к минимуму вероятность того, что абразивный оксид алюминия вызовет проблемы с подачей проволоки. Используйте контактный наконечник примерно на 0,38 мм больше диаметра используемого присадочного металла — при нагревании наконечник приобретет овальную форму и, возможно, ограничит подачу проволоки. Обычно, когда сварочный ток превышает 200 А, используйте пистолет с водяным охлаждением, чтобы минимизировать тепловыделение и уменьшить трудности с подачей проволоки.
Сварка алюминиевых труб для заводов — Zika Industries Ltd.
Лучшие практики, различия между сваркой алюминиевых и стальных труб //
Фрэнк Г. Армао
Сталь и алюминий имеют совершенно разные свойства, и это важно, если вы производите алюминиевые трубопроводные системы. Узнайте о различиях в сварке стальных и алюминиевых труб и о том, как они применяются к передовым методам, которые можно использовать для эффективной сварки алюминиевых труб.
Большое количество производителей производят трубопроводные системы из углеродистой и нержавеющей стали, и в целом процедуры сварки и методы их изготовления хорошо известны.Но немногие производители производят алюминиевые трубопроводные системы, а технологии производства не так широко известны. Фактически, различия в материалах между сталью и алюминием существенно различают методы их изготовления.
Чем отличается сварка алюминиевых труб
К сожалению, ни обратная продувка, ни расходные материалы не подходят для получения сварных швов рентгеновского качества в алюминиевых трубах. Фактически, метод «вытягивания» расходной вставки вообще не работает с алюминием.Причину довольно просто понять. Если вы посмотрите на рисунок 2, вы увидите, что область сварного шва имеет большую поверхность, на которой может образовываться оксид алюминия. Однако единственные области, где дуга удаляет оксид алюминия с свариваемых поверхностей, — это области, так сказать, в пределах прямой видимости вольфрамового электрода. Таким образом, во многих областях дуга не может удалить оксид с поверхности алюминия. Из-за этого расходная вставка не плавится и не вытекает, и ее нельзя вытащить.Вы можете сваривать соединения алюминиевых труб методом открытого корня, но это сложнее, чем со сталью. Высокая теплопроводность алюминия означает, что сварочная ванна больше, чем у стали. Сварочная ванна также более текучая, поэтому ее сложнее контролировать. Сварка с открытыми корнями почти всегда выполняется GTAW. Выполнить корневой проход с помощью GMAW сложно, особенно если труба не вращается.
Рекомендации по сварке алюминия трубопроводов
Некоторые приложения, можно сварить алюминиевых труб с использованием либо постоянной или временной подложки кольцо (рисунок 3).Если основа постоянная, она должна быть изготовлена из алюминия того же типа, что и труба. Временные основы могут быть изготовлены из таких материалов, как медь, нержавеющая сталь или сегментированная керамическая плитка. Обычно вам не нужно обрабатывать стыки опорных колец для подготовки их к сварке, что является преимуществом. Хороший способ выполнить сварные швы алюминиевых труб рентгеновского качества — это использовать геометрию шва с расширенной фаской (см. Рисунок 4). В этом типе соединения для подготовки сварного шва необходима механическая обработка, что является недостатком.Однако алюминий относительно мягкий, поэтому подготовка к сварке может быть обработана фрезером по дереву с фрезой. Затем соедините две части трубы вместе без корневого зазора и сварите их прихваточным швом, используя GTAW и соответствующую присадочную проволоку (для сварки большинства труб можно использовать присадочный металл 4043 или 5356; обычно это экструдированный сплав 6ХХХ, поэтому проверьте контрактную документацию. для определения правильного присадочного металла). Техника сварки довольно проста. Используйте сварку на переменном токе чистым или циркониевым вольфрамовым электродом.В качестве защитного газа используйте чистый аргон. Внутренняя обратная продувка не требуется, хотя иногда она используется в критических приложениях. Самая важная вещь, о которой следует помнить при сварке корневого прохода, заключается в том, что большинство сплавов для труб — это экструдированные сплавы 6ХХХ, и эти сплавы довольно чувствительны к образованию трещин.