Способы соединения деталей одежды, их показатели качества
Основным средством соединения деталей швейных изделий являются машинные ниточные швы. К машинным швам предъявляются высокие потребительские и промышленные требования.
К потребительским требованиям относятся внешнее оформление шва, ровнота строчки, ширина шва, равномерность частоты стежков, плотность их затягивания, цельность строчки, отсутствие слабины или натянутости материала по линии шва, прочность и др.
Промышленные требования к швам определяют расход материала на швы (припуски на швы) и подгиб, трудоемкость выполнения.
Высокое качество швов обеспечивается соблюдением технических условий выполнения операций: ширины шва, числа строчек и расстояния между ними, частоты стежков, степени затягивания их в строчке, номера ниток и игл.
Ширина
шва обусловлена его конструкцией.
Технические требования к выполнению
швов даются в технических описаниях на
модель или в другой нормативно-технической
правовой документации.
В зависимости от назначения шва и расположения деталей относительно него различают швы соединительные, краевые и отделочные.
В соединительных швах (например, швах соединения боковых срезов переда и спинки, плечевых срезов, срезов рукавов и др.) детали лежат по обе стороны шва.
Краевые швы применяют для обработки краев или срезов деталей. Детали располагаются по одну сторону шва (например, швы обработки низа изделия и низа рукавов, швы обработки бортов, воротника и др.).
Отделочные швы предназначены для отделки деталей и всего изделия. Эти швы применяют также для создания определенного силуэта (рельефные линии на переде, спинке, полотнищах юбки, различные складки и др.).
В
зависимости от конструкции шва (т.е. от
того, как расположены
детали и строчки в шве), числа строчек
и скрепляемых слоев материала,
величины и положения припусков на швы
их группируют
по видам (соединительные, краевые и
отделочные) и подвидам.
Исходя из общих условий эксплуатации одежды и назначения швов к клеевым соединениям предъявляются следующие основные требования.
Прочность клеевых соединений характеризуется двумя показателями – пределом прочности при сдвиге и сопротивлением расслаиванию. По данным ЦНИИШП, предел прочности клеевых швов при сдвиге значительно превосходит предел прочности при сдвиге ниточных швов. Такими швами скрепляют детали прокладок по борту, прокладки по низу рукавов изделия, в разрезе спинки, в нижнем воротнике, внутренние края подбортов. Соединения этих деталей не испытывают больших нагрузок, для них можно применять нити клея П-548, клеевой полиамидный порошок П-54 или клеевую паутинку.
Важное
значение при изготовлении одежды имеют
эластичность
и
гибкость
клеевых соединений. В большинстве
случаев
для одежды требуются большая гибкость
и малая жесткость соединений. Жесткость
соединений зависит не только от свойств
самого клея, но и от толщины слоя клея,
от жесткости самих прокладочных
материалов, структуры клеевого соединения
одних материалов с другими (сплошное
или точечное клеевое покрытие). При сплошном клеевом покрытии происходит
скрепление структурных
элементов по всей поверхности склеиваемых
материалов, вследствие чего соединение
приобретает повышенную жесткость. При
точечном покрытии клеем материала (или
полосами, перфорированной пленкой,
точечном) жесткость клеевого соединения
снижается. При соединении деталей
изделия с материалами, покрытыми клеем
в виде порошка, происходит точечное
скрепление в местах расположения
частичек клея. В результате соединение
получается эластичным. Это позволило
широко применять порошковые полиамидные
клеи для изготовления прокладочных
материалов. При склеивании тканей
порошковыми клеями жесткость швов
почти не отличается от жесткости ниточных
соединений.
При сплошном клеевом покрытии происходит
скрепление структурных
элементов по всей поверхности склеиваемых
материалов, вследствие чего соединение
приобретает повышенную жесткость. При
точечном покрытии клеем материала (или
полосами, перфорированной пленкой,
точечном) жесткость клеевого соединения
снижается. При соединении деталей
изделия с материалами, покрытыми клеем
в виде порошка, происходит точечное
скрепление в местах расположения
частичек клея. В результате соединение
получается эластичным. Это позволило
широко применять порошковые полиамидные
клеи для изготовления прокладочных
материалов. При склеивании тканей
порошковыми клеями жесткость швов
почти не отличается от жесткости ниточных
соединений.
Водостойкость
клеевых
соединений определяется устойчивостью
к воде и кипячению в мыльно-содовом
растворе. Большинство
синтетических клеев дает водостойкие
швы. Устойчивыми к кипячению являются
швы, выполненные с применением
поливинилхлоридного клея и полиэтилена
высокого давления. Однако эти соединения дают высокую
жесткость. Поэтому полиэтиленовый
клей используют только для нанесения
на детали прокладок мужских сорочек,
поливинилхлоридный – при изготовлении
погон, петлиц и т. п.
Однако эти соединения дают высокую
жесткость. Поэтому полиэтиленовый
клей используют только для нанесения
на детали прокладок мужских сорочек,
поливинилхлоридный – при изготовлении
погон, петлиц и т. п.
Большое внимание при изготовлении одежды с применением клеевых соединений следует уделять такому свойству этих соединений, как устойчивость к химической чистке. В настоящее время в качестве растворителей, применяемых при химической чистке швейных изделий, используют хлористые растворители и тяжелый бензин (уайт-спирит). Соединения, выполненные клеевым порошком П-54, устойчивы ко всем органическим растворителям. Следовательно, в изделиях, подвергающихся химической чистке (пальто, костюмы), целесообразно применять клеи марок П-54, П-548.
Клеевые швы,
выполненные с использованием прокладочных
материалов с полиэтиленовым покрытием,
устойчивы к воздействию хлористых
растворителей, а при действии бензина
происходит их расслаивание. Под
действием атмосферных условий (солнечного
света, кислорода воздуха, влаги,
температуры) происходит старение
клеевых
соединений.
В сварных швах не допускается стягивание, растяжение, посадка материала, прожоги, несоединенные места, продавливание, перекосы, смещения, загрязнения. Концы сварных соединений дополнительно не закрепляются.
Начальная обработка деталей швейных изделий. В 2-х частях. Ч. 1
Электронный ресурс
цифровой образовательной среды СПО
Рейтинг издания
Начальная обработка деталей швейных изделий. В 2-х частях. Ч. 1
| Подзаголовок: | Учебное пособие для СПО |
| Издательство: | Профобразование |
| Авторы: | |
| Год издания: | 2021 |
| Научная школа: | Амурский государственный университет |
| ISBN: | 978-5-4488-1164-7 (ч. 1), 978-5-4488-1165-4 1), 978-5-4488-1165-4 |
| Тип издания: | учебное пособие |
| Гриф: |
Библиографическая запись
Начальная обработка деталей швейных изделий. В 2-х частях. Ч. 1 : учебное пособие для СПО / составители Н. Г. Москаленко, Е. А. Слюсарева. — Саратов : Профобразование, 2021. — 85 c. — ISBN 978-5-4488-1164-7 (ч. 1), 978-5-4488-1165-4. — Текст : электронный // Электронный ресурс цифровой образовательной среды СПО PROFобразование : [сайт]. — URL: https://profspo.ru/books/105145 (дата обращения: 31.10.2022). — Режим доступа: для авторизир. пользователей
Об издании
Учебное пособие содержит основные сведения о строении и применении ниточных соединений, видах и режимах влажно-тепловой обработки (ВТО), а также практические рекомендации по освоению приемов выполнения ниточных соединений деталей одежды и технические требования к выполнению операций ВТО.
Скачать библиографическую запись
Поверка и калибровка средств измерения массы. Часть 4. Весы неавтоматического действия. Весы для взвешивания почтовых отправлений
Архипов А.В., Прохоров Н.И., Смирнов П.Н.
Математика в примерах и задачах. Часть 1
Майсеня Л.И., Ермолицкий А.А., Мацкевич…
Электросварка
Лихачев В.Л.
Интернет-журналистика
Устюжанина Д. А.
А.
Косметология
Сорокина В.К.
Алгоритмы для медсестер
Шумилкин В.Р., Нузданова Н.И.
Теория вероятностей и математическая статистика
Кацман Ю.Я.
Concerto in do maggiore. Т. 54
Антонио Вивальди
Моделирование технологических параметров нитей деталей одежды для профессионального спортивного фехтования Юлия Харченко, Лариса Билоцкая :: ГСРН
Технологический аудит и резервы производства, 2 (3 (52)), 31–34, 2020, doi: http: //doi.org/10.15587/2706-5448.2020.202199
4 страницы Опубликовано: 10 октября 2020 г.
Смотреть все статьи Юлии Харченко
Киевский национальный университет технологий и дизайна
Киевский национальный университет технологий и дизайна
Дата написания: 30. 04.2020
04.2020
Реферат
Объектом представленного исследования является технологический процесс изготовления одежды для профессионального спортивного фехтования. Предметом исследования являются качества трикотажных соединений, которые регламентируются техническими требованиями и требуют особого внимания при разработке ассортимента одежды для спортсменов-фехтовальщиков.
Методика исследования основана на анализе научной литературы, измерении механических свойств и моделировании технологических параметров трикотажных соединений фехтовальной одежды. С целью определения влияния количества стежков на разрывную прочность и продольную деформацию вязаных соединений фехтовальной одежды используется математическое моделирование процесса изготовления с использованием метода проектирования эксперимента. Выбор плана эксперимента связан с определением количества экспериментальных точек и их размещением в факторном пространстве, что позволит получить необходимую информацию для принятия решения при относительно небольшом количестве экспериментов.
Полученные результаты доказывают возможность использования методов математического моделирования для прогнозирования качества трикотажных соединений деталей одежды для профессионального спортивного фехтования. Такой подход имеет практическое значение и может применяться как на этапе проектирования технологии изготовления одежды для профессионального спортивного фехтования при выборе режимов обработки новых материалов, так и на этапе изготовления и контроля качества выполняемых операций.
Ключевые слова: одежда для фехтования; качество трикотажных соединений; прочность шва; деформация шва; контроль качества
Рекомендуемое цитирование: Рекомендуемая ссылка
Харченко Юлия и Билоцкая Лариса, Моделирование технологических параметров нитей соединения деталей одежды для профессионального спортивного фехтования (30 апреля 2020 г.). Технологический аудит и производственные резервы, 2 (3 (52)), 31–34, 2020, doi: http://doi.org/10.15587/2706-5448.2020.202199, доступно в SSRN: https://ssrn.com/abstract=3678504
Технология облегченного интегрированного костюма совместной службы
Технология облегченного интегрированного костюма совместной службы или JSLIST состоит из двух частей одежды, разработанной для замены существующей верхней одежды химической защиты (CPO) ВМФ. Одежда JSLIST предлагает ряд преимуществ по сравнению с нынешним CPO ВМФ. В одежде JSLIST используется современная технология защиты от химических веществ, которая обеспечивает повышенную химическую защиту, обеспечивая при этом большую подвижность для пользователя, и ее можно стирать до трех раз. Костюм CPO содержит подкладку, пропитанную древесным углем. Во время носки эта подкладка выщелачивается на пользователя, в результате чего внутренняя одежда покрывается угольной пылью. Костюм CPO распадется, если его постирать.
В одежде JSLIST используется современная технология защиты от химических веществ, которая обеспечивает повышенную химическую защиту, обеспечивая при этом большую подвижность для пользователя, и ее можно стирать до трех раз. Костюм CPO содержит подкладку, пропитанную древесным углем. Во время носки эта подкладка выщелачивается на пользователя, в результате чего внутренняя одежда покрывается угольной пылью. Костюм CPO распадется, если его постирать.
В 1993 году Командование систем морской пехоты США, Командование авиации и войск армии США, Командование морских систем ВМС США и Командование материальных средств ВВС США подписали Меморандум о соглашении об учреждении программы JSLIST. Программа объединила усилия по разработке и тестированию, в результате чего была закуплена единственная военная одежда CBR США по значительно сниженной цене.
Центр солдатских систем армии США в Натике участвует в управлении, проектировании и разработке системы химической/биологической защиты нового поколения. Ключевые требования программы JSLIST включали защиту от химических/биологических агентов, меньший вес, более гибкую одежду и возможность стирки. Ключевые требования к обуви включают комбинированную защиту от окружающей среды и CB, устойчивость к POL и характеристики самозатухания пламени. Кроме того, система должна быть долговечной, разработанной с учетом человеческого фактора (и приемлемости для него) пользователя и снижения теплового стресса, связанного с защитным снаряжением.
Ключевые требования программы JSLIST включали защиту от химических/биологических агентов, меньший вес, более гибкую одежду и возможность стирки. Ключевые требования к обуви включают комбинированную защиту от окружающей среды и CB, устойчивость к POL и характеристики самозатухания пламени. Кроме того, система должна быть долговечной, разработанной с учетом человеческого фактора (и приемлемости для него) пользователя и снижения теплового стресса, связанного с защитным снаряжением.
JSLIST объединяет сервисные программы для разработки систем одежды для химической/биологической защиты нового поколения с общей целью: получение наилучшего возможного костюма с наименьшими затратами; свести к минимуму типы костюмов, находящихся на вооружении; максимизировать эффект масштаба; и экономить сервисные ресурсы. JSLIST создала возможность для новых потенциальных технологий химических защитных материалов / ансамблей прототипов, которые должны быть оценены с точки зрения технических достоинств и производительности. В ходе этого процесса были проверены потенциальные технологии для включения в будущие программы перспективных разработок.
В ходе этого процесса были проверены потенциальные технологии для включения в будущие программы перспективных разработок.
Описание:
Компоненты включают верхнюю одежду, которую можно надевать поверх боевой униформы (BDU), и многоцелевую защиту от дождя/снега/CB Overboot (MULO). Эти элементы обеспечивают полную гибкость управления MOPP и тепловым стрессом, адаптируя уровни защиты в соответствии со сценариями миссии и угрозами. Закупка этих товаров началась в 97 финансовом году.
Программа JSLIST разработала и использует верхнюю одежду JSLIST и производит многоцелевые бахилы (MULO). Верхняя одежда JSLIST и многоцелевая верхняя одежда (MULO) были приняты всеми четырьмя службами. Эти предметы в сочетании со стандартными защитными бутиловыми перчатками CB и масками для защиты органов дыхания обеспечивают полную гибкость MOPP. Объединенный ансамбль комплексного реагирования пожарных (J-FIRE) также будет использовать верхнюю одежду JSLIST.
Верхняя одежда JSLIST предназначена для замены верхней одежды боевого обмундирования, морской пехоты Саратога и верхней одежды химической защиты ВМФ. Он легче и менее громоздкий, чем предыдущая одежда для химической защиты Battle Dress Overgarment (BDO), прослужит 45 дней, его можно стирать до шести раз и обеспечивает 24-часовую защиту от жидких и парообразных химических воздействий. Верхняя одежда состоит из пальто и брюк. Брюки имеют карманы-гармошки, завышенную талию, регулируемые подтяжки и регулируемый пояс. Брюки также имеют застежку-молнию спереди с защитным клапаном и карман-книжку с клапаном, расположенный на каждом бедре. Каждое отверстие для ног имеет два крючка и петли для регулировки лодыжки. Пальто длиной до талии имеет встроенный капюшон, застежку-молнию спереди, скрытую клапаном с застежкой на липучке, закрытый выдвижной эластичный низ с кулисой и удерживающим шнуром куртки, рукава полной длины с петлями для регулировки запястья на петлях и снаружи. карман-книжка с клапаном на левом рукаве. Внешняя оболочка обеих моделей представляет собой рипстоп из нейлона и хлопка в пропорции 50/50 с прочным водоотталкивающим покрытием.
Он легче и менее громоздкий, чем предыдущая одежда для химической защиты Battle Dress Overgarment (BDO), прослужит 45 дней, его можно стирать до шести раз и обеспечивает 24-часовую защиту от жидких и парообразных химических воздействий. Верхняя одежда состоит из пальто и брюк. Брюки имеют карманы-гармошки, завышенную талию, регулируемые подтяжки и регулируемый пояс. Брюки также имеют застежку-молнию спереди с защитным клапаном и карман-книжку с клапаном, расположенный на каждом бедре. Каждое отверстие для ног имеет два крючка и петли для регулировки лодыжки. Пальто длиной до талии имеет встроенный капюшон, застежку-молнию спереди, скрытую клапаном с застежкой на липучке, закрытый выдвижной эластичный низ с кулисой и удерживающим шнуром куртки, рукава полной длины с петлями для регулировки запястья на петлях и снаружи. карман-книжка с клапаном на левом рукаве. Внешняя оболочка обеих моделей представляет собой рипстоп из нейлона и хлопка в пропорции 50/50 с прочным водоотталкивающим покрытием. Подкладочный слой состоит из нетканого переднего слоя, ламинированного шариками активированного угля и приклеенного к трикотажному изнаночному слою. Предметы одежды приобретаются в 4-цветном камуфляже Woodland или 3-цветном камуфляже пустыни.
Подкладочный слой состоит из нетканого переднего слоя, ламинированного шариками активированного угля и приклеенного к трикотажному изнаночному слою. Предметы одежды приобретаются в 4-цветном камуфляже Woodland или 3-цветном камуфляже пустыни.
Материалы компонентов: Внешняя оболочка изготовлена из рипстопа из нейлона и хлопка в пропорции 50/50 с прочным водоотталкивающим покрытием. Подкладочный слой состоит из нетканого переднего слоя, ламинированного шариками активированного угля и приклеенного к трикотажному изнаночному слою.
Цвет: внешний слой представляет собой 40-цветный камуфляж Woodland или 3-цветный камуфляж пустыни.
Вес: 2,63 кг (5,8 фунта) верхней одежды (средний/стандартный)
Размер: Пальто, 7 размеров, от маленького/X-короткого до большого/длинного; Брюки, 7 размеров, от Small/X-Short до Large/Long
Основание для выдачи: Верхняя одежда будет выдана войскам, нуждающимся в химической защите.
Цена: пальто, среднее/стандартное $91,80;
Брюки, Med/Reg $91. 80
80
NSN: Пальто, Med/Reg 8415-01-444-2310; Брюки, Med/Reg 8415-01-444-1238
Срок годности костюма JSLIST составляет пять лет, а общий срок службы оценивается в 15 лет. Как только производственная партия костюмов достигает пятилетнего возраста, образцы из этой партии визуально осматриваются и тестируются химическими реагентами, чтобы определить, следует ли продлить срок годности этой партии еще на пять лет с твердой уверенностью в качестве / долговечности. Когда срок службы костюма достигает десяти лет, он подвергается химическим испытаниям, проверке и, если он соответствует требованиям, после этого ежегодно продлевается. Персонал программы оценки оборудования проведет визуальный осмотр. Химическое тестирование будет проводиться Мемориальным институтом Баттеля. Проверка и испытания костюмов JSLIST начнутся в 2002 финансовом году (первый пятилетний период) для продления срока годности. Репрезентативные образцы из FY9В это время будут проверены 7 производственных партий.
Костюмы JSLIST в упаковках с некоторой потерей вакуума, но без четко видимых отверстий или разрывов считаются полностью пригодными для выполнения миссии. Если пакет был открыт или случайно разорван, на него не попадали какие-либо нефтепродукты, масла или смазочные материалы (POL) или возможные загрязнения, и он не был каким-либо образом поврежден, его можно немедленно переупаковать или тщательно отремонтировать с помощью высококачественного клея. ленту, «клейкую ленту» или что-то подобное, чтобы воссоздать уплотнение, и оно сохранит свой первоначальный срок годности. Процедуры ремонта внутреннего мешка не должны стирать данные наблюдения. Если упаковка явно разорвана или проколота без определения того, когда она была повреждена или каким загрязняющим веществам подвергся костюм, костюм следует использовать только для тренировок. Слова «Только тренировка» должны быть нанесены трафаретом высотой 2,5 дюйма или больше на внешней стороне рукава или штанины предмета перманентными чернилами контрастного цвета.
Универсальные бахилы (MULO) заменят черные виниловые бахилы/зеленые виниловые бахилы (BVO/GVO). MULO — это 60-дневная обувь, обеспечивающая 24-часовую защиту от химикатов. Ботинок имеет повышенное сцепление, повышенную износостойкость, устойчивость к воздействию масел, смазок (POL) и огнестойкость, а также лучшую химическую защиту, чем BVO/GVO.
В центре внимания проекта «Запланированное улучшение технологии облегченных интегрированных костюмов» (JSLIST P3I) — использование в промышленности зрелых технологий тканей для использования в одежде. Существующий дизайн JSLIST будет использоваться в качестве основы с минимальными изменениями, необходимыми для улучшения. Будут также искаться зрелые технологии тканей и конструкции для перчаток и носков, чтобы удовлетворить требования к перчаткам и носкам, которые не были выполнены в JSLIST.
В 97 ФГ было проведено исследование рынка. Материалы, полученные из ответных форм, были оценены, и их проверку планировалось завершить в 4FQ98.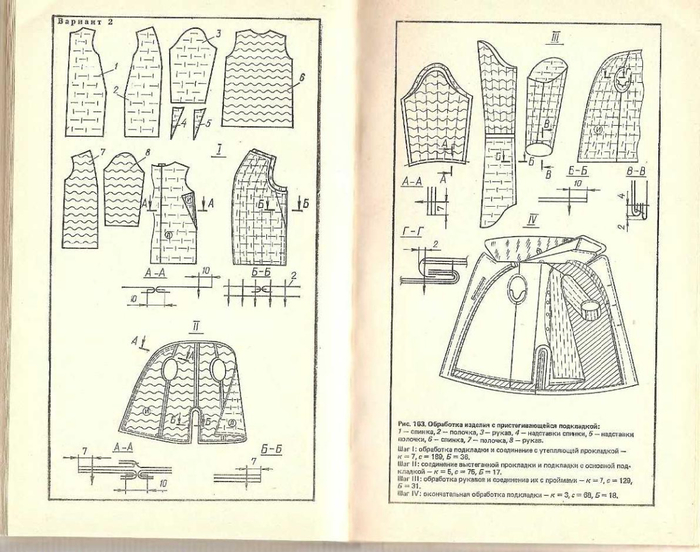 Планировалось, что полевая оценка начнется в 1 квартале 2000 года, а внедрение технологии — в 1 квартале 2000 года.
Планировалось, что полевая оценка начнется в 1 квартале 2000 года, а внедрение технологии — в 1 квартале 2000 года.
JSLIST P3I является продолжением существующей программы JSLIST, в рамках которой был разработан ансамбль химической защиты совместного обслуживания. В нем будут рассмотрены цели JSLIST (т.е. желаемые) и требования, которые не были выполнены. Эта совместная программа будет включать полное участие ВВС США, армии, корпуса морской пехоты и флота.
Программа обновления перчаток JSLIST Block 1 (JB1GU) ищет временную перчатку для замены существующей перчатки из бутилкаучука. Следующей за JB1GU станет программа JB2GU, которая будет производить перчатки как для наземных, так и для авиационных подразделений. Совместный ансамбль защиты летного экипажа (JPACE) будет разработан, чтобы предоставить авиаторам те же преимущества и улучшенную защиту, которые JSLIST предоставляет другим истребителям. Точно так же системы одежды для персонала по обезвреживанию неразорвавшихся боеприпасов (EOD) и пожарных необходимы для улучшения существующих систем химической защиты.
В попытке поощрить конкуренцию и снизить затраты, программа технологии облегченных интегрированных костюмов Объединенной службы (JSLIST) запросила в 4QFY00 верхнюю одежду JSLIST из альтернативных материалов, но с точно таким же дизайном, как и исходный JSLIST. Целью программы JSLIST Additional Source Qualification (JASQ) является квалификация дополнительных производителей для предоставления верхней одежды JSLIST. Производители также могут представить демонстрационные продукты, инициированные промышленностью (IIDP), из альтернативных материалов, для которых может потребоваться другой дизайн. Тем не менее, они будут оцениваться для потенциального использования в будущих предметах одежды и не могут быть квалифицированы для использования в качестве замены верхней одежды JSLIST. После публикации запроса предложений в 2000 финансовом году были получены четыре материала кандидатов и два кандидата IIDP. Все завершили полевые испытания в 29 лет.Пальмы, Центр испытаний в холодных регионах и Центр испытаний в тропиках 4QFY01–2QFY02. Из-за нехватки финансирования испытания образцов отравляющих веществ были отложены до 1 квартала 2003 года. По завершении тестирования агентов кандидаты будут оцениваться для включения в список квалифицированных продуктов (QPL).
Из-за нехватки финансирования испытания образцов отравляющих веществ были отложены до 1 квартала 2003 года. По завершении тестирования агентов кандидаты будут оцениваться для включения в список квалифицированных продуктов (QPL).
По прогнозам, нехватка костюмов обострится в ближайшие несколько лет, поскольку срок полезного использования большинства костюмов в текущем инвентаре истекает к 2007 г., а новая совместная служба Костюмы Lightweight Integrated Suit Technology (JSLIST), наряду с другими компонентами защитных костюмов нового поколения, такими как перчатки и ботинки, не поступают в инвентарь так быстро, как планировалось изначально. Следовательно, срок годности старых костюмов истекает быстрее, чем их заменяют.
Некоторые компоненты ансамбля, в частности костюмы, могут быть недоступны в достаточном количестве для удовлетворения минимальных потребностей в краткосрочной перспективе. По состоянию на 30 августа 2002 г. Министерство обороны закупило около 1,5 миллиона новых костюмов JSLIST, большинство из которых было выдано военным. Другие хранятся в резервах Агентства оборонного логистики, предоставляются иностранным правительствам в рамках программы зарубежных военных продаж или
выделено на бытовое использование. Вместе с существующим запасом костюмов предыдущего поколения было подсчитано, что у Министерства обороны США было в общей сложности 4,5 миллиона костюмов.
Другие хранятся в резервах Агентства оборонного логистики, предоставляются иностранным правительствам в рамках программы зарубежных военных продаж или
выделено на бытовое использование. Вместе с существующим запасом костюмов предыдущего поколения было подсчитано, что у Министерства обороны США было в общей сложности 4,5 миллиона костюмов.
В конце 2002 года военнослужащим, выдавшим костюмы химической защиты для возможных действий в Ираке, было рекомендовано проверить упаковку, чтобы убедиться, что они не входят в число 250 000 потенциально дефектных предметов одежды, которые остаются пропавшими без вести. Если на этикетке указано, что костюм был изготовлен «Isratex», или если он имеет номер партии DLA100-92-C-0427 или DLA100-89-C-0429, солдаты могут попросить другой комплект защитной одежды. .
Вся одежда, произведенная обанкротившейся компанией Isratex, была отозвана. На недавних слушаниях члены Комитета по реформе правительства Палаты представителей выразили обеспокоенность возможностью того, что войска, направляющиеся в Ирак, могут оказаться в костюмах с дефектами. Чиновники Министерства обороны заявили, что у них нет доказательств того, что костюмы были уничтожены, и нет возможности отследить их, если они не были уничтожены. Однако эксперты по логистике полагали, что пропавшие скафандры уже давно использовались для тренировок, а затем были выброшены.
Чиновники Министерства обороны заявили, что у них нет доказательств того, что костюмы были уничтожены, и нет возможности отследить их, если они не были уничтожены. Однако эксперты по логистике полагали, что пропавшие скафандры уже давно использовались для тренировок, а затем были выброшены.
Костюмы упакованы в запечатанные пакеты, на которых должен быть четко указан номер партии, производитель и дата производства. Костюмы, официально называемые верхней одеждой для боевых действий, были изготовлены Isratex в 1989 и 1992 годах в камуфляже пустыни и леса. Костюмы химической защиты прошли первоначальный контроль качества, но в 1999 году прошли тщательную проверку в рамках подготовки к судебному иску против руководства Isratex. На тот момент инспекторы обнаружили семь «критических» дефектов на выборке из 500 единиц. Дефекты включали отверстия или плохую строчку. При обнаружении в костюмах хотя бы одного критического дефекта вся партия должна быть снята с боевого учета. Дефекты были обнаружены в 1992 костюма — номер партии DLA100-92-C-0427.