
таблица размеров трапеции с диаметром и шагами, параметры дюймового стержня, обозначение однозаходного внутреннего профиля – rocta
Рассмотрим соединение с нестандартным профилем витков. В фокусе внимания – трапецеидальная резьба: таблица размеров, диаметр и шаги, регламентирующие ее исполнение ГОСТ, а также другие ее важные показатели будут самым тщательным образом проанализированы, чтобы вы понимали, когда ее наносить.
В промышленности она применяется достаточно активно, так как самотормозящая, а это актуально для механизмов, преобразующих поступательное движение из вращательного. С нею исполнительные механизмы различных устройств могут быстро скользить по направляющим за счет малой силы сопротивления, и это при точном позиционировании и отличном закреплении строго в нужной точке. Поэтому ей отдают предпочтение даже в робототехнике, при проектировании достаточно сложных аппаратов.
Ярче всего эти свойства проявляются у насечек со средним шагом: с их использованием достигаются достаточно точные осевые перемещения.
Проверить расстояние между витками проще всего штангенциркулем: замеряете участок на стержне, считаете количество канавок, делите найденную длину на это число, получаете результат, сверяете его со справочными данными и убедитесь, что он в пределах нормы.
Теперь о том, почему в сопроводительной документации вы часто можете увидеть запись «резьба трапецеидальная Tr»: ГОСТ 9484-81, регламентирующий в том числе и маркировку, устанавливает, что при нанесении условных обозначений следует использовать латиницу. И эти две буквы как раз и говорят о виде насечек.
Но резьба трапецией, размеры которой мы рассмотрим ниже, также обладает и определенными недостатками:
Поэтому она актуальна не повсеместно, а в строго определенных сферах – ее наносят на конкретные детали, количество которых обычно крайне ограничено.
Его геометрия зависит от двух параметров – от дистанции между соседними канавками и расстояния от основания до вершины витка. Наглядно выделим их зависимость:
| P, мм | H, мм |
| 1,05 – 1,07 | 2,08 – 3,01 |
| 2,03 – 2,05 | 3,07 – 5,05 |
| 3,03 – 3,05 | 5,06 – 7,02 |
| 4,03 – 4,05 | 7,05 – 8,08 |
| 5,03 – 5,05 | 9,03 – 10,04 |
| 6,03 – 6,05 | 11,02 – 12,09 |
| 7,03 – 7,05 | 13,06 – 14,05 |
| 8,03 – 8,05 | 14,09 – 15,02 |
| 9,03 – 9,05 | 16,07 – 18,03 |
| 10,03 – 10,05 | 18,06 – 21,08 |
| 12,03 – 12,05 | 22,03 – 26,01 |
| 14,03 – 14,05 | 26,02 – 28,04 |
| 16,03 – 16,05 | 29,09 – 31,05 |
| 18,03 – 18,05 | 33,06 – 35,09 |
При нарезке следует брать именно стандартные значения – чтобы обеспечить совместимость готового изделия с крепежными элементами и различными инструментами.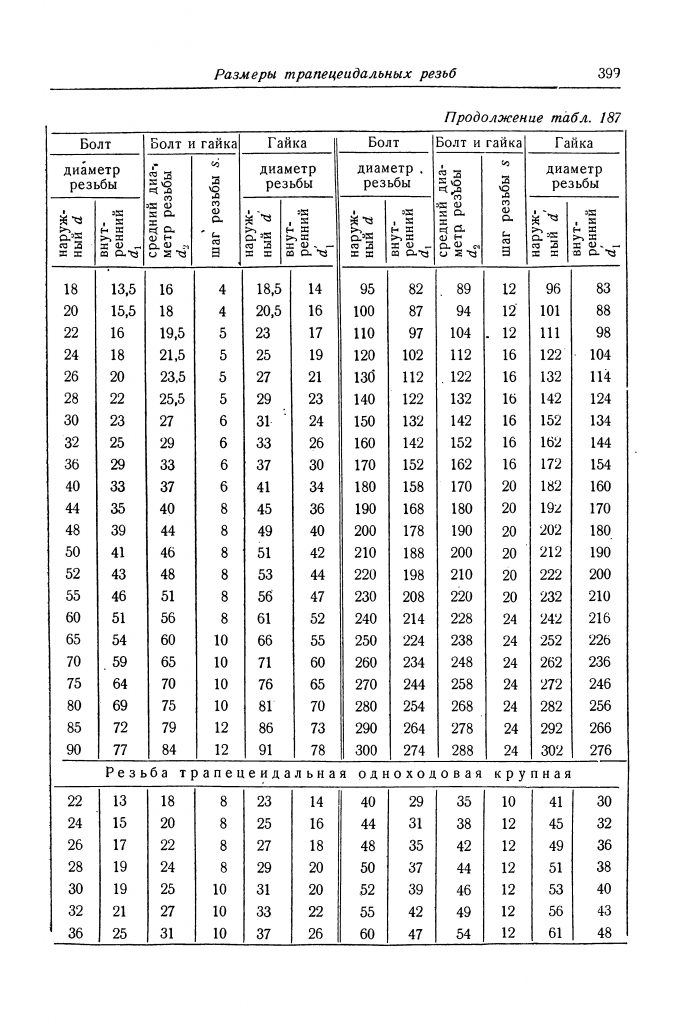
Номинальный профиль внутренней/наружной трапециевидной резьбы: таблица размеров
При его определении к важным параметрам – расстоянию между витками и высоте – добавляются дополнительные, то есть зазор по вершине и радиусы скругления.
| P, мм | h4 = h5, мм | aC | R1max | R2max |
| 1,5 | 0,9 | 0,15 | 0,075 | 0,15 |
| 2 | 1,25 | 0,25 | 0,125 | 0,25 |
| 3 | 1,75 | 0,25 | 0,125 | 0,25 |
| 4 | 2,25 | 0,25 | 0,125 | 0,25 |
| 5 | 2,75 | 0,25 | 0,125 | 0,25 |
| 6 | 3,5 | 0,5 | 0,25 | 0,5 |
| 7 | 4 | 0,5 | 0,25 | 0,5 |
| 8 | 4,5 | 0,5 | 0,25 | 0,5 |
| 9 | 5 | 0,5 | 0,25 | 0,5 |
| 10 | 5,5 | 0,5 | 0,25 | 0,5 |
| 12 | 6,5 | 0,5 | 0,25 | 0,5 |
| 14 | 8 | 1 | 0,5 | 1 |
| 16 | 9 | 1 | 0,5 | 1 |
| 18 | 10 | 1 | 0,5 | 1 |
| 20 | 11 | 1 | 0,5 | 1 |
| 22 | 12 | 1 | 0,5 | 1 |
| 24 | 13 | 1 | 0,5 | 1 |
| 28 | 15 | 1 | 0,5 | 1 |
| 32 | 17 | 1 | 0,5 | 1 |
| 36 | 19 | 1 | 0,5 | 1 |
| 40 | 21 | 1 | 0,5 | 1 |
Благодаря различным его вариантам можно обеспечить частичную взаимозаменяемость деталей и крепежных элементов.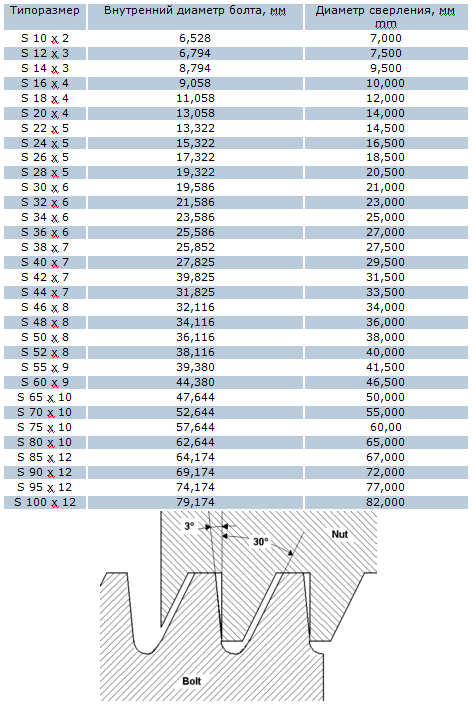
Резьба трапецеидальная: диаметры и шаги по ГОСТ 24737-81
Данный межгосударственный стандарт задает значения вплоть до 640 мм для сечения и до 24 мм – для расстояния между соседними витками. Но мы сосредоточимся только на ходовых величинах, применяемых часто, а не в единичных случаях.
| P, мм | d, мм |
| 2, 3 | 14 |
| 2, 4 | 16, 18, 20 |
| 2, 3, 5, 8 | 22, 24, 26, 28 |
| 3, 6, 10 | 30, 32, 34, 36 |
| 3, 6, 7, 10 | 38, 40, 42 |
| 3, 7, 8, 12 | 44 |
| 3, 8, 10 | 46, 48, 50, 52 |
| 3, 8, 9, 12, 14 | 55, 60 |
| 4, 10, 16 | 65, 70, 75, 80 |
| 4, 5, 12, 18, 20 | 85, 90, 95 |
| 4, 5, 12, 20 | 100, 110 |
Ориентируйтесь на эти справочные данные при выборе варианта нарезки и помните: нормативные значения геометрических показателей – залог высокой совместимости деталей и особенно крепежных элементов.
Виды
Рассмотрим наиболее распространенные и используемые сегодня варианты исполнения.
Трапецеидальная резьба левая
Ее наносят плоским контурным лезвием, вращающимся против направления часовой стрелки (как бы от наблюдателя). Этот тип соединения известен едва ли не дольше всего, но и сейчас он остается актуальным – в следующих сферах:
- В машиностроении – для фиксации различных деталей на валу станка; она практически исключает самовыкручивание заготовки в процессе ее обработки.
- В качестве универсального средства крепежа – колес внедорожников и грузовых машин, радиаторных ниппелей в системах отопления, лопастей вентиляторов, велосипедных узлов, редукторов моторов, циркулярных пил, патронов со сверлами и так далее.
- Для контроля траектории режущих и других инструментов – является своеобразным средством остановки производства при возникновении опасных ситуаций.
- В автопроме – для защиты оригинальных заводских комплектующих от подделки.

Отличить ее от других очень просто – по литере «L», которой она маркируется в обязательном порядке.
Правая
Эта резьба-трапеция по ГОСТам наносится по часовой стрелке – плоское контурное лезвие создает ее, двигаясь вдоль по отношению к позиции наблюдателя. Именно она является основным вариантом насечки на винтах, болтах, гайках и шпильках, ею же обладают и большинство шурупов и дюбелей, используемы в промышленных масштабах.
Понять, что она именно такой направленности, не составляет труда: достаточно положить крепежный элемент на ладонь фаской вверх и посмотреть, куда направлены витки – они должны идти от вас. Еще один явный показатель – буква «R» на борту изделия. Хотя подделать такой вариант нанесения канавок не составляет труда, поэтому те же производители комплектующих для авто относятся к нему равнодушно.
Где активно применяется правая нарезка, так это при производстве редукторов кислородных баллонов, чтобы предотвратить чрезвычайную ситуацию при их использовании.
Резьба трапецеидальная однозаходная: основные размеры
Ее шаг и диаметр регламентированы межгосударственными стандартами 24739-81 и 25347-82, вместе с предельно возможными допусками на обработку, и будут приведены ниже. Сейчас мы хотим сосредоточить внимание на такой ее отличительной особенности, как геометрия рисунка.
Свое название она получила потому, что выполняется движением одного лезвия. И определить, что это именно она, довольно легко: нужно лишь взглянуть на торец крепежного элемента – на него должен выходить 1 конец витка, но никак не больше.
Дистанция между соседними нитями у нее всегда совпадает с величиной хода, поэтому выбирать, настраивать и выдерживать ее при нанесении сравнительно просто (и в этом ее преимущество). Недостаток же заключается в сравнительно низкой прочности соединения итогового изделия и объясняется тем, что внутренний диаметр слишком короткий, чтобы обеспечивать надежность контакта. Поэтому передавать значительные нагрузки с нею проблематично, а значит она находит ограниченное применение.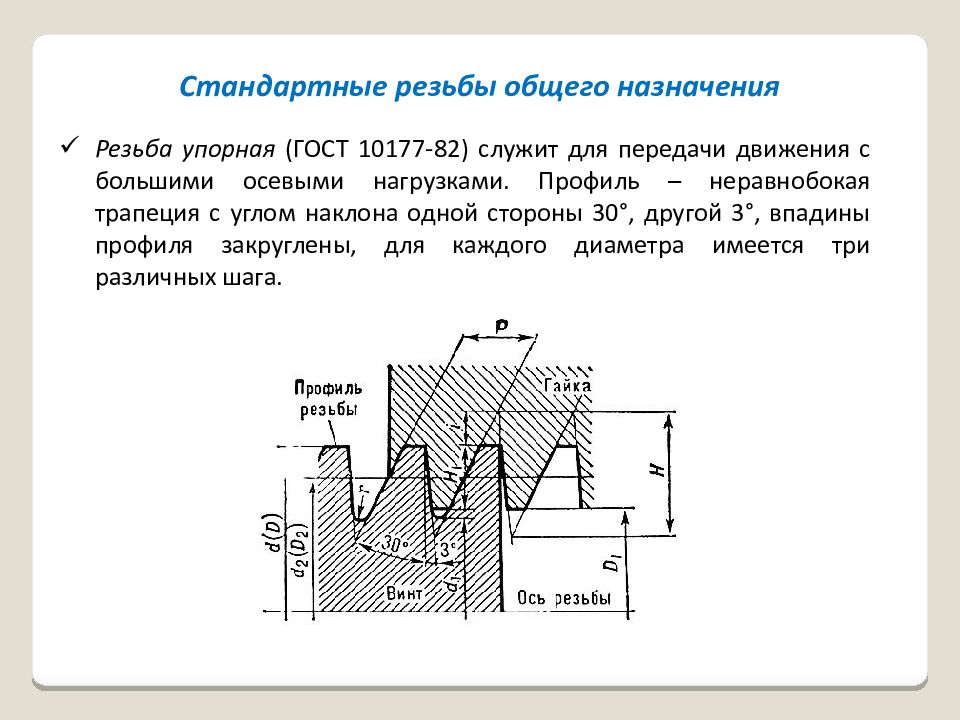
Распознать ее не составит труда по маркировке – латинской литере «H».
Многозаходная трап резьба: ГОСТ, размеры
Вы уже наверняка поняли, чем она отличается от предыдущей: рисунок канавок у нее формируют сразу несколько лезвий. Потому на одной нити оказываются расположены сразу 2 или 3 витка. На практике более всего востребованы именно двух- и трехзаходные ее разновидности, а значит их мы и будем рассматривать в качестве примеров.
Такие насечки актуальны для стягивающий конструкций – они:
- Повышают прочность соединения.
- Помогают обеспечить существенное смещение крепежа на винтах при работе двигателя на малых оборотах.
- Меняют передаточное число.
На чертежах и в сопутствующей документации они помечены буквой «S».
Теперь о том, по каким стандартам определить размеры и другие параметры трапецеидальной резьбы: по ГОСТ 25347-82 и 24739-81. Эти стандарты четко регламентируют геометрические показатели профилей и максимально допустимые отклонения.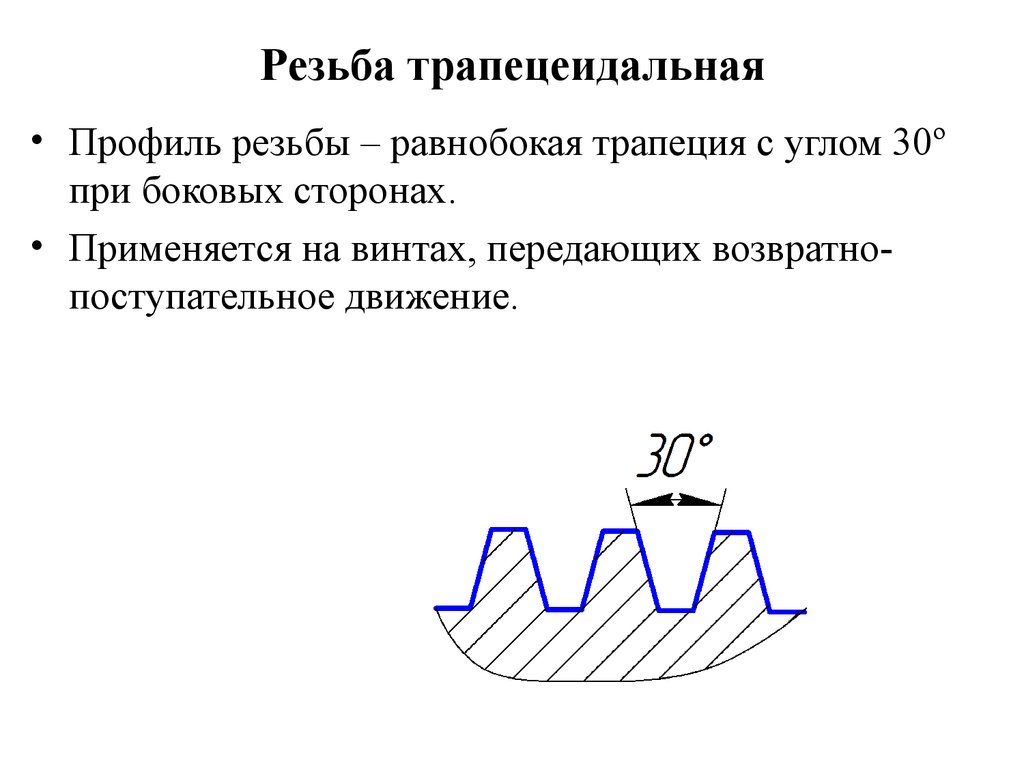 Они также устанавливают логическую зависимость: величина хода эквивалентна шагу, помноженному на число заходов (в нашем случае – на 2 или на 3).
Они также устанавливают логическую зависимость: величина хода эквивалентна шагу, помноженному на число заходов (в нашем случае – на 2 или на 3).
Применение
Сразу подчеркнем, за счет отличных тормозных свойств и способности без деформаций выдерживать значительное трение буквально все ее разновидности не нуждаются в дополнительном закреплении. Поэтому в большинстве ситуаций она становится ходовым винтом – своеобразным приводом для прессов.
На практике Tr (резьба трапециевидная ГОСТ 9484-81) помогает решать следующие задачи:
- Контролировать траекторию исполнительных, подъемных и других механизмов.
- Подавать и останавливать движение на станках.
- Обеспечивать перемещение заготовок и продукции по конвейерной ленте к точке сборки.
- Поддерживать пресс (и схожие с ним машины) в заданном направлении, чаще всего вертикальном.
Также ее наносят на поверхности деталей, являющихся составными элементами регуляторов, станков, сложносоставного оборудования.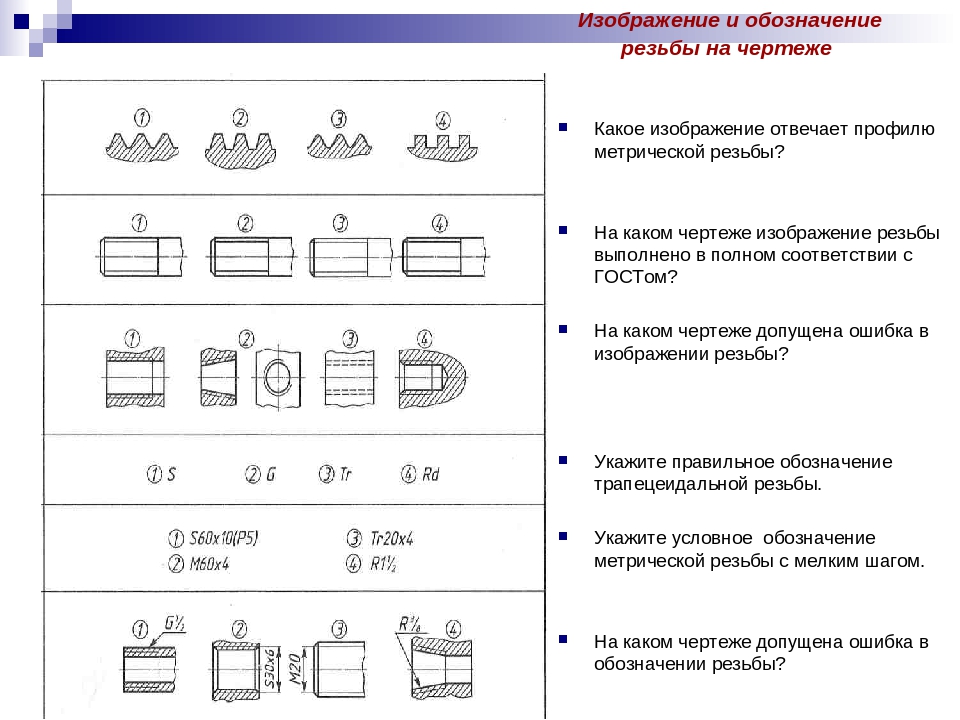
В списке основных сфер ее использования:
- Автопром – части моторных редукторов.
- Машиностроение – функциональные узлы различных агрегатов.
- Паровозостроение – тормозные устройства для электровозов, работающих в шахтах.
И отдельно робототехника со сверхточным проектированием (в особо ответственных и единичных случаях).
Трапециевидная резьба: размеры таблицей
Главные ее геометрические характеристики – это:
- Номинальный диаметр (условный проход) – составляет 1,5-48 мм.
- Усредненный угол – равняется 30 градусам.
- Шаг – расстояние между соседними витками (в одинаковых точках) – лежит в диапазоне 0,75-24 мм.
- Зазор – максимум до 0,5 мм.
Все это – официальные статистические данные, еще более подробно приведенные в межгосударственном стандарте 24737-81. Главные из них мы представим прямо сейчас – в максимально наглядном формате:
| P, мм | DN, мм | d, мм | |
| внутренний | внешний | ||
| 1,02 – 1,04 | 6 – 7 | 8,03 – 8,03 | 6,03 – 8,02 |
| 1,05 – 1,09 | 8 – 10 | 9,03 – 9,05 | 7,03 – 9,05 |
| 2,05 – 2,09 | 11 – 13 | 10,05 – 10,07 | 8,03 – 10,02 |
| 3,05 – 3,09 | 13 – 15 | 12,05 – 12,03 | 9,03 – 12,05 |
| 4,05 – 4,09 | 16 – 19 | 14,03 – 14,05 | 11,03 – 14,02 |
| 5,05 – 5,09 | 20 – 21 | 16,05 – 16,07 | 13,03 – 16,03 |
| 6,05 – 6,09 | 22 – 23 | 18,03 – 18,03 | 16,03 – 18,02 |
| 7,05 – 7,09 | 24 – 25 | 20,05 – 20,07 | 17,03 – 20,05 |
| 8,05 – 8,09 | 26 – 29 | 22,03 – 22,05 | 19,03 – 22,03 |
Таблица трапецеидальных резьб многозаходного типа определяется положениями ГОСТа 24739-81 и выглядит следующим образом:
| P, мм | DN, мм | Число витков в насечке | ||||
| 2 | 3 | 4 | 6 | 8 | ||
| 0,5 – 1,07 | 10 – 12 | 3,03 – 5,02 | 4,05 – 5,02 | 6,03 – 8,05 | 9 – 11 | 12 – 14 |
| 2,03 – 2,05 | 4,03 – 6,05 | 6,05 – 8,05 | 8,03 – 10,05 | 12,05 – 14 | 16,05 – 18,05 | |
| 2,03 – 2,05 | 12 – 14 | 4,03 – 6,02 | 6,05 – 8,02 | 8,03 – 10,05 | 12,05 – 14,05 | 16,05 – 18,05 |
| 2,03 – 2,05 | 16 – 19 | 4,03 – 6,05 | 6,05 – 8,02 | 8,03 – 10,05 | 12,05 – 14,05 | 16,05 – 18,05 |
| 2 – 2,5 | 20 – 22 | 4,03 – 6,02 | 6,05 – 8,05 | 8,03 – 10,05 | 12,05 – 14,05 | 16,05 – 18,05 |
| 2 – 2,5 | 24 – 32 | 4,03 – 6,05 | 6,05 – 8,02 | 8,03 – 10,05 | 12,05 – 14,05 | 16,05 – 18,05 |
| 3 – 3,5 | 6,03 – 8,02 | 9,05 – 11,05 | 12,03 – 14,05 | 18,05 – 20,05 | 24,05 – 26,05 | |
Обратите внимание, трапецеидальная упорная или дюймовая резьба – это редкость: почти всегда она выполняется метрической, поэтому все основные размеры приведены в миллиметрах.
Способы изготовления
Существует несколько распространенных вариантов ее нанесения в промышленных масштабах – рассмотрим каждый из них:
С использованием одного лезвия:
1. Начинается с предварительной подготовки детали: ее нужно измерить (найти ДхШ), зафиксировать на станке и проточить в ней канавку.
2. Далее следует вставить инструмент в получившееся углубление, убедившись, что он пойдет параллельно оси, и включить оборудование.
3. Режущая кромка начнет свой путь и сделает насечку, которую затем следует сверить с шаблоном – их рисунки обязаны совпадать.
Величина допусков здесь в значительной степени зависит от остроты резца.
С применением трех лезвий:
Способ похож на предыдущий. Так же выбирается диаметр стержня под трапецеидальную резьбу, после чего он подготавливается и располагается на станке. Разница в том, что позиционируются сразу 3 инструмента, а не 1 – либо параллельно канавкам, либо противоположно оси.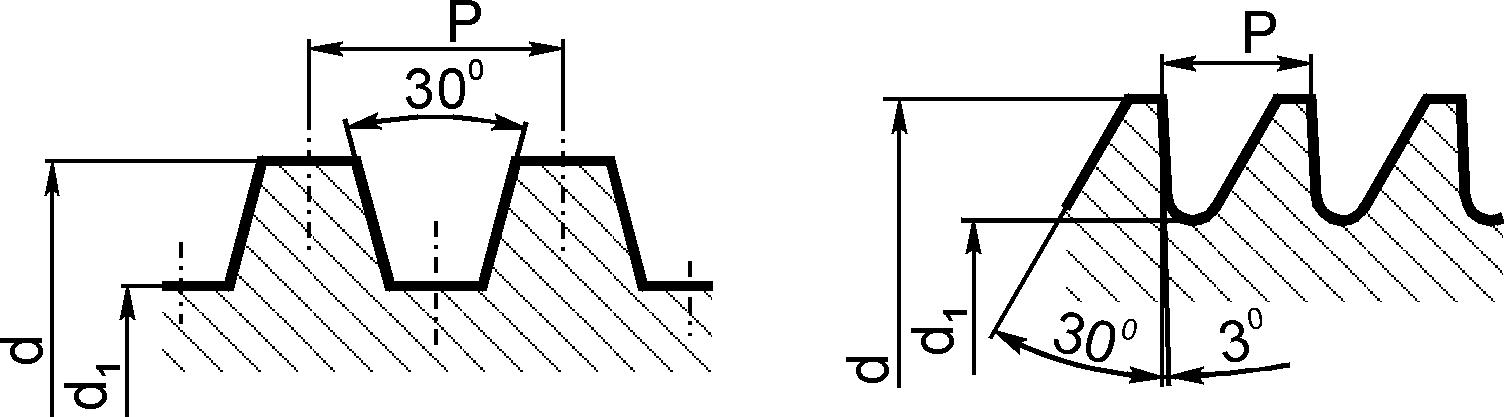 Они и формируют итоговый рисунок. Настройка занимает несколько больше времени, зато результат точнее – погрешность практически отсутствует (достаточно приложить готовое изделие к эталонному образцу, и вы в этом убедитесь).
Они и формируют итоговый рисунок. Настройка занимает несколько больше времени, зато результат точнее – погрешность практически отсутствует (достаточно приложить готовое изделие к эталонному образцу, и вы в этом убедитесь).
Также можно постепенно углублять и расширять канавку – в несколько проходов – до тех пор, пока она не достигнет подходящих параметров, а на завершающем этапе поработать профильным резцом.
При любом из методов должны соблюдаться основные требования безопасности:
- Наносить насечку вправе только специалист.
- Трудиться следует в защитных очках, перчатках, головном уборе, производственном халате, ботинках; и вся эта спецодежда должна быть чистой, застегнутой, в хорошем состоянии.
- Посторонние предметы на рабочем месте недопустимы.
- Производственный мусор требуется вовремя удалять, за отводом СОЖ нужно внимательно следить.
- Параметры итоговых изделий проверяются в обязательном порядке.
Для отличного результата необходимо работать на лучшем оборудовании. Компания «Рокта» поможет вам подобрать станки, на которых вы нанесете витки с подходящим шагом, пробьете отверстия под трапецеидальную резьбу по ГОСТ и вообще выполните все актуальные для своего производства операции, обращайтесь.
Компания «Рокта» поможет вам подобрать станки, на которых вы нанесете витки с подходящим шагом, пробьете отверстия под трапецеидальную резьбу по ГОСТ и вообще выполните все актуальные для своего производства операции, обращайтесь.
Трапецеидальная резьба
ГОСТ 9484 – 81
Трапецеидальная резьба имеет профиль с углом 30°. Шаг резьбы измеряется в миллиметрах.
Трапецеидальная резьба применяется в узлах механизмов для преобразования вращательного движения в поступательное, например: ходовые винты станков, силовые винты прессов, подъёмные винты и т.д. Резьбы данного типа могут выдерживать значительные нагрузки.
Трапецеидальная резьба обозначается буквами Тr – англ. trapezoidal:
- Тr 28 × 5 – диаметр
28ммшаг5мм - Тr 28 × 5 LH – диаметр
28ммшаг5ммрезьба левая - Тr 20 × 8 (P4) – диаметр
20 мм, шаг4 мми ход8 мммногозаходная резьба - Тr 20 × 8 (P4) LH – диаметр
20 мм, шаг4 мм8 мммногозаходная резьба левая
- d – наружный диаметр наружной резьбы (винта)
- D – наружный диаметр внутренней резьбы (гайки)
- d2 – средний диаметр наружной резьбы
- D2 – средний диаметр внутренней резьбы
- d1 – внутренний диаметр наружной резьбы
- D1 – внутренний диаметр внутренней резьбы
- P – шаг резьбы
- H – высота исходного треугольника
- H1 – рабочая высота профиля
В основе функционирования приводов многих машин, оборудования и механизмов лежит такой процесс, как преобразование движения вращательного в движение поступательное.
Для того чтобы эффективно осуществить преобразование вращения некоей детали в поступательное движение детали другой чаще всего используется пара винт – гайка. Такие передачи представляют собой изделия, имеющие общемашиностроительное применение, причем, следует заметить, от того, насколько качественно они разработаны и изготовлены, во многом зависит производительность, функциональность и надежность того оборудования, составными частями которого они являются.
За счет того, что передачи винт – гайка имеют повышенную плавность зацепления, они практически полностью бесшумны при работе. Их конструкция относительно проста, а одним из несомненных преимуществ является то, что их использование позволяет достичь немалого выигрыша в силе. По большому счету, передача винт – гайка с технической точки зрения ничем не отличается от обычного резьбового соединения, однако поскольку они применяются для того, чтобы передавать движение, их изготавливают таким образом, чтобы сила трения в резьбе была минимальной.
В принципе, этого можно достичь за счет использования прямоугольной резьбы, однако она имеет и свои недостатки. Например, ее невозможно нарезать на стандартных резьбонарезных станках, а по сравнению с резьбой трапецеидальной она имеет намного более низкую прочность. Эти факторы приводят к тому, что в передачах винт – гайка прямоугольная резьба используется достаточно редко. В них наиболее распространена резьба трапецеидальная, имеющая крупный, средний и мелкий шаг, а также резьба упорная.
Чаще всего в передачах винт – гайка можно встретить трапецеидальную резьбу, имеющую средний шаг. Ее же, но с шагом мелким, применяют тогда, когда необходимо обеспечить небольшое перемещение, а с шагом крупным – тогда, когда устройство эксплуатируется в тяжелых условиях. Кроме того, благодаря особенностям профиля, трапецеидальную резьбу можно успешно использовать в механизмах, требующих обеспечения реверсивного перемещения. Такие резьбы бывают одно- и многозаходными, правыми и левыми.
Основные требования к тем материалам, которые используются в передачах винт – гайка – это износостойкость, прочность и хорошая обрабатываемость. Что касается тех винтов, которые не подвергаются закалке, то их изготавливают из сталей А50, Ст50 и Ст45, а тех, которые подвергаются закалке – из сталей 40ХГ, 40Х, У65, У10. Гайки изготавливают обычно из бронзы БрОЦС-6-6-3 или БрОФЮ-1.
Китайский производитель нефтепромыслового оборудования, промышленное и горнодобывающее оборудование, поставщик металлургических и литейных материалов
Запчасти для буровых установок
Видео
Свяжитесь сейчас
Видео
Цена на условиях ФОБ:
200 долларов США
/ шт.
Мин. Заказ: 1 шт.
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Твердая система управления/система циркуляции бурового раствора (насос для песка, мешалка, бак для бурового раствора, насос сдвига, вибросито, пескоотделитель, очиститель бурового раствора, Zj20/30/40/50/60/70
Цена на условиях ФОБ: 200 долларов США / комплект
Мин. Заказ:
1 комплект
Заказ:
1 комплект
Свяжитесь сейчас
Части Sapre
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Блок крюка Yg135, Yg160, Yg180, Yg225, Yg315, Yg450, Yg585, Yg675, передвижной блок, крюк для буровой установки
Цена на условиях ФОБ:
1000 долларов США
/ шт.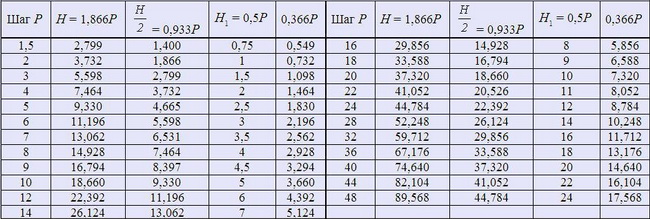
Мин. Заказ: 1 шт.
Свяжитесь сейчас
Видео
Коронный блок для буровой установки TC30, TC 50, TC60, TC90, TC135, TC170, TC180, TC225, TC315, TC450
Цена на условиях ФОБ: 200 долларов США / шт.
Мин. Заказ: 1 шт.
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Профиль компании
{{ util.each(imageUrls, функция(imageUrl){}}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Торговая компания | |
| Деловой диапазон: | Электрика и электроника, Промышленное оборудование и компоненты, Производство и переработка . .. .. | |
| Основные продукты: | Нефтепромысловое оборудование , Промышленное и минеральное оборудование , Металлургический и литейный материал | |
| Сертификация системы менеджмента: | ISO 9001, ISO 9000, ISO 20000, HSE, QHSE, Аудиты SHE, FSC |
UPET GROUP Co.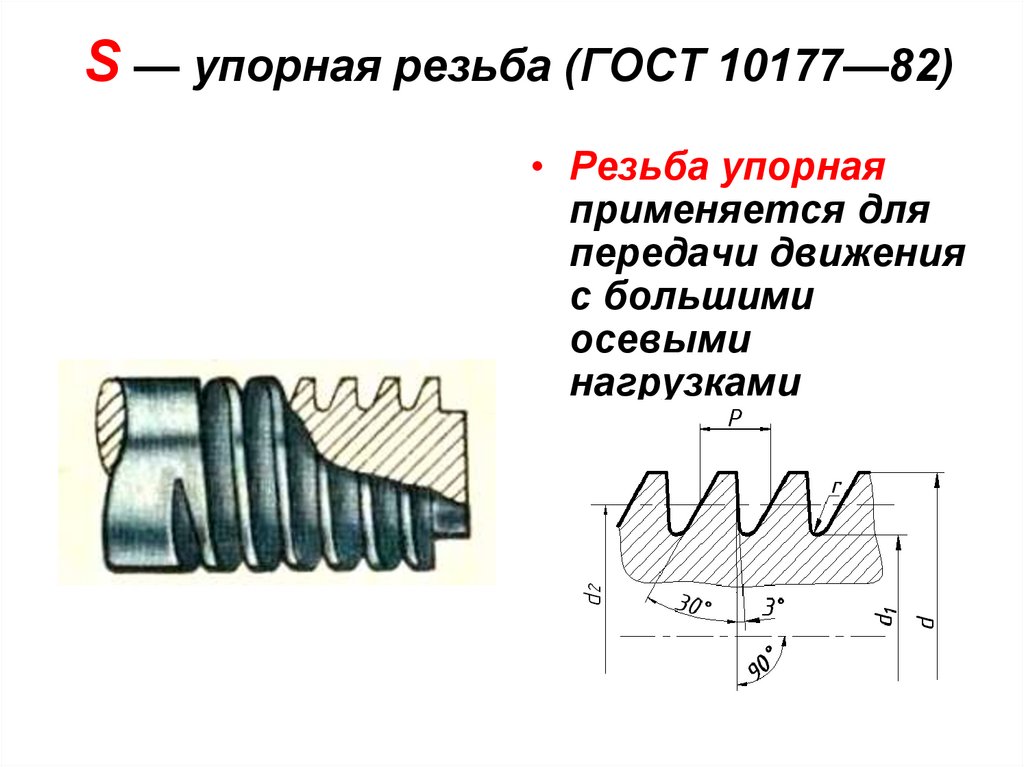 , Ltd — это группа корпораций, состоящая из филиалов компании: UPET OILFIELD EQUIPMENTS Co., Limited, WEIFANG YOUPAT MACHINERY EQUIPMENTS Co., Ltd и SHANDONG OPET INFORMATION TECHNOLOGY Co., Ltd. Мы в основном занимаемся нефтепромысловым оборудованием. , промышленное и минеральное оборудование и т. д., мы не большие, но очень сильные в этих областях благодаря нашим постоянным усилиям шаг за шагом в последние годы.
, Ltd — это группа корпораций, состоящая из филиалов компании: UPET OILFIELD EQUIPMENTS Co., Limited, WEIFANG YOUPAT MACHINERY EQUIPMENTS Co., Ltd и SHANDONG OPET INFORMATION TECHNOLOGY Co., Ltd. Мы в основном занимаемся нефтепромысловым оборудованием. , промышленное и минеральное оборудование и т. д., мы не большие, но очень сильные в этих областях благодаря нашим постоянным усилиям шаг за шагом в последние годы.
Наша продукция экспортируется в 15 стран и областей по всему миру, 80% наших существующих …
Посмотреть все
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
г-н Лео Ли
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
ГОСТ Р 53365-2009 / Ауремо
ГОСТ ИСО 13680-2016 ГОСТ 34004-2016 ГОСТ Р 57385-2017 ГОСТ 19277-2016 ГОСТ Р 54864-2016 ГОСТ Р ИСО 13679-2016 ГОСТ Р 56594-2015 ГОСТ 32931-2015 ГОСТ Р 51906-2015 ГОСТ 32678-2014 ГОСТ 33228-2015 ГОСТ 32528-2013 ГОСТ Р 56349-2015 ГОСТ Р 56329-2014 ГОСТ Р 56175-2014 ГОСТ Р 56030-2014 ГОСТ Р 55942-2014 ГОСТ Р 54918-2012 ГОСТ Р ИСО 21809-2-2013 ГОСТ 31448-2012 ГОСТ Р 55436-2013 ГОСТ Р 54929-2012 ГОСТ Р 54864-2011 ГОСТ Р 54159-2010 ГОСТ Р 54157-2010 ГОСТ Р ИСО 2531-2008 ГОСТ Р 53365-2009 ГОСТ Р 53384-2009 ГОСТ Р 53383-2009 ГОСТ Р ИСО 3183-1-2007 ГОСТ Р ИСО 3183-3-2007 ГОСТ Р ИСО 3183-2-2007 ГОСТ 6238-77 ГОСТ 11017-80 ГОСТ 12132-66 ГОСТ 8646-68 ГОСТ 8645-68 ГОСТ 8733-74 ГОСТ 8965-75 ГОСТ 10707-80 ГОСТ 632-80 ГОСТ 8644-68 ГОСТ 8966-75 ГОСТ 9567-75 ГОСТ 8967-75 ГОСТ 8968-75 ГОСТ 8969-75 ГОСТ 21945-76 ГОСТ 10706-76 ГОСТ 24950-81 ГОСТ 9941-81 ГОСТ 631-75 ГОСТ 550-75 ГОСТ 21729-76 ГОСТ 800-78 ГОСТ 14162-79 ГОСТ 8696-74 ГОСТ 11249-80 ГОСТ 10498-82 ГОСТ 26250-84 ГОСТ 20295-85 ГОСТ 13663-86 ГОСТ 7909-56 ГОСТ 8638-57 ГОСТ 8642-68 ГОСТ 8731-74 ГОСТ 5654-76 ГОСТ 633-80 ГОСТ 24030-80 ГОСТ 5005-82 ГОСТ 8467-83 ГОСТ 1060-83 ГОСТ 22897-86 ГОСТ Р 50278-92 ГОСТ 30564-98 ГОСТ 22786-77 ГОСТ 11068-81 ГОСТ 10705-80 ГОСТ Р 52568-2006 ГОСТ 8639-82 ГОСТ 30563-98 ГОСТ 3262-75 ГОСТ 8732-78 ГОСТ 8734-75 ГОСТ 9940-81 ГОСТ 10704-91
- ГОСТ-Р-53365-2009.
 pdf (1,10 МБ)
pdf (1,10 МБ) ГОСТ Р 53365-2009
ГОСТ Р 53365-2009
Группа В62
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ КОРПУСНЫЕ И СОЕДИНЕНИЯ ТРУБОПРОВОДНЫЕ. ОСНОВНЫЕ ПАРАМЕТРЫ И КОНТРОЛЬ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Общие технические требования
Трубы для использования в качестве обсадных или насосно-компрессорных и муфты к ним. Основные параметры и проверка резьбовых соединений. Общие технические требования
OKS 75.180.99
OKP 13 2100
13 2700
Дата введения 2010–03–01
Предисловие
. -ФЗ «О техническом регулировании» и правилах применения национальных стандартов Российской Федерации — ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
______________
* На территории РФ документ недействителен. Действителен ГОСТ Р 1.0-2012. — Обратите внимание на базу данных производителя.
Данные по стандарту
1 РАЗРАБОТАН Рабочей группой Подкомитета ПК 7 «Трубы с резьбой» Технического комитета по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК № 357 «Трубы и баллоны стальные и чугунные»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Федеральным агентством по техническому регулированию и метрологии от 16 июля 2009 г.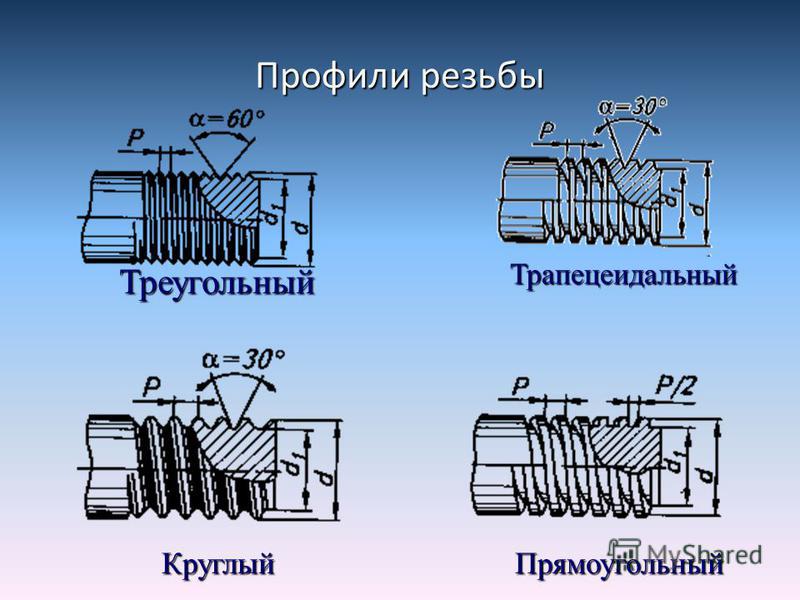 N 251-Ст
N 251-Ст
4 ВВЕДЕН В ПЕРВЫЙ РАЗ
Информация об изменениях в настоящий стандарт публикуется в ежегодно издаваемом указателе «Национальные стандарты», а текст изменений и дополнений — в ежемесячных указателях публикуемой информации «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта будет опубликовано уведомление в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты также размещаются в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Изменение № 1, утвержденное и обнародованное приказом Росстандарта от 05.07.2013 № 293-Ст c 01.01.2014
Изменение № 1, вносимое изготовителем БД в текст ИУС № 9, 2013
С ИЗМЕНЕНИЯМИ, опубликованными в ИУС N 2, 2016
Изменение, внесенное изготовителем в базу данных
Введение
Настоящий стандарт распространяется на резьбовые соединения обсадных и насосно-компрессорных труб и муфты к ним и разработанные с целью унификации резьбового соединения и установления требований, отдельных от требований к трубам и муфтам.
Требования, правила приемки и методы контроля резьбовых соединений описаны с учетом международной практики в этой области, что позволяет повысить совместимость и взаимозаменяемость трубных изделий с такими соединениями.
Геометрические параметры и характеристики резьбовых соединений настоящего стандарта соответствуют геометрическим параметрам и характеристикам резьбовых соединений ГОСТ 632-80 «Трубы обсадные и муфты к ним. Технические условия» и ГОСТ 633-80 «Трубы насосно-компрессорные и муфты к ним», и дополнены значениями для обсадных труб номинальным диаметром 102 мм с резьбовым соединением АТМ и обсадных труб номинальным диаметром 324 мм с резьбовым соединением ОТГ.
Настоящий стандарт не содержит требований к резьбовым соединениям патрубков обсадных труб с трапециевидной резьбой (МТВ) и насосно-компрессорных труб (НКБ), а также требований к резьбовым обсадным трубам с короткой и удлиненной треугольной резьбой ГОСТ Р 51906-2002, дублирующих требования к резьбовым соединений, используемых в международной практике.
1 Область применения
Настоящий стандарт распространяется на резьбовые соединения обсадных и насосно-компрессорных труб и муфты к ним, применяемые в нефтегазовой промышленности, и устанавливает требования к основным параметрам и контрольной резьбе и резьбовым соединениям.
Настоящий стандарт устанавливает требования к следующим видам резьбовых соединений:
— резьбовое соединение обсадных труб и муфт с трапециевидной резьбой ОТМ;
— резьбовое высокомарочное соединение обсадных труб и муфты с трапециевидной резьбой и уплотнением в сборе «металл-металл», ОТТГ;
— резьбовое соединение НКТ и муфты со скругленной треугольной резьбой НКТ;
— резьбовые соединения НКТ и муфты с круглой и треугольной резьбой наружной высадки НКТ НКТ;
— Высокомарочное резьбовое соединение НКТ и муфта с трапециевидной резьбой и уплотнением в сборе «металл-металл» ИМК.
2 Ссылки на нормативы
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 51906-2002 Корпуса резьбовые, насосно-компрессорные и трубопроводные и калибры резьбовые к ним
ГОСТ Р-53366-2019 (ИС06О-2019 2004) Трубы стальные, используемые в качестве обсадных или насосно-компрессорных труб для скважин в нефтегазовой промышленности. Общие характеристики
Общие характеристики
ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнение). Общие технические условия
ГОСТ 10654-81 Калибры для треугольной резьбы насосно-компрессорных труб и муфты к ним. Типы, основные размеры и допуски
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Нить. Термины и определения
ГОСТ 25575-83 Калибры для соединений с трапециевидной резьбой обсадных труб и муфты к ним. Типы, основные размеры и допуски
ГОСТ 25576-83 Калибры для соединений с трапециевидной резьбой НКТ и муфты к ним. Типы, основные размеры и допуски
Примечание — При использовании настоящего стандарта целесообразно проверять действие эталонов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или ежегодно публикуемой информационный знак «Национальные стандарты», опубликованный по состоянию на 1 января текущего года, и связанная с ним информация публикуемых ежемесячных указателей, публикуемых в текущем году. Если эталонный стандарт заменен (изменен), при использовании этого стандарта следует руководствоваться замещающим (изменяемым) стандартом. Если эталонный стандарт отменяется без замены, то положение, при котором данная ссылка применяется в той мере, в какой эта ссылка не затрагивается.
Если эталонный стандарт заменен (изменен), при использовании этого стандарта следует руководствоваться замещающим (изменяемым) стандартом. Если эталонный стандарт отменяется без замены, то положение, при котором данная ссылка применяется в той мере, в какой эта ссылка не затрагивается.
3 Термины, определения, обозначения и сокращения
3.1 В настоящем стандарте применяется терминология 11708 по ГОСТ и ГОСТ Р 51906, а также следующие термины с соответствующими определениями:
3.1.1 боковая резьба часть поверхность винтовой резьбы, расположенная между вершиной и впадиной резьбы и имеющая в плоскости осевого сечения прямолинейный профиль.
3.1.2 верхняя резьба часть поверхности резьбы, которая соединяет соседние стороны резьбы вверху.
3.1.3 спираль резьбы Линия, образованная на боковой поверхности реального или воображаемого прямого кругового конуса точкой, движущейся так, что отношение между ее осевым смещением и соответствующим угловым перемещением составляет время, но не равно нулю или бесконечности.
3.1.4 Поверхность винтовой резьбы: Поверхность, образованная кривой, лежащей в одной плоскости с осью, и подвижной относительно оси таким образом, что каждая точка кривой перемещается по спирали резьбы и всем возможным спиралям из точек кривой имеют одинаковые параметры.
3.1.5 круглая резьба: Часть нитенаправителя, соответствующая одному полному обороту винтовых точек на поверхности резьбы относительно оси резьбы.
3.1.6 резьба с керновиами, витки с черными вершинами: верхняя часть резьбы, сформированная до исходной поверхности трубы после механической обработки.
3.1.7 внутренний диаметр конической резьбы: Диаметр воображаемого прямого кругового конуса в плоскости основания или в заданном поперечном сечении вписан в наружную канавку или в вершину внутренней конической резьбы.
3.1.8 внутренняя резьба: a Резьба, образованная на внутренней прямой круглой конической поверхности.
3.1.9 углубление резьбы часть поверхности резьбы, которая соединяет соседние стороны резьбы на дне.
3.1.10 Высокоширотное резьбовое соединение: резьбовое соединение, в конструкцию которого включены специальные элементы, повышающие сцепление, например уплотнение в сборе «металл-металл».
3.1.11 высота профиля резьбы: Расстояние между вершиной и впадиной резьбы в осевой плоскости поперечного сечения в направлении, перпендикулярном оси резьбы.
3.1.12 Уступ резьбы: Выступающая часть материала, ограниченная винтовой поверхностью резьбы.
3.1.13 длина резьбы: длина изделия, образованного резьбой, включая конусность и скос.
3.1.14 длина резьбы с полным профилем: длина резьбы, на которой вершины и впадины соответствуют номинальному профилю резьбы и находятся в пределах отклонений наружного и внутреннего диаметров резьбы.
3. 1.15 длина крутки: длина участка взаимного перекрытия наружной и внутренней резьбы в осевом направлении.
1.15 длина крутки: длина участка взаимного перекрытия наружной и внутренней резьбы в осевом направлении.
3.1.16 длина нити с неполным профилем: длина нити, на которой витки имеют неполную (незавершенную) форму.
3.1.17 конец резьбы конец: Конец стороны углубления непрерывно сходящейся резьбы резьбы наиболее удаленный от конца трубы.
3.1.18 коническая резьба: Один или несколько равномерно расположенных выступов постоянного сечения резьбы, образованных на боковой поверхности прямого кругового конуса.
3.1.19 коническая резьба: Угол между образованием конуса в одной плоскости. Конусность резьбы характеризуется изменением диаметра резьбы в осевом направлении и определяется разностью диаметров (наружного, внутреннего и среднего) между любыми двумя перпендикулярными оси участка, деленными на расстояние между этими разделами.
3.1.20 механическое свинчивание: Свинчивание резьбового соединения с определенным усилием и/или в определенное положение с помощью специального механизма или кнопки поверх машины.
3.1.21 минимальная толщина стенки трубы под резьбой в плоскости конца трубы Условная толщина стенки, характеризующая устойчивость резьбовой части конца трубы к разрушению, под действием разнонаправленных стрессы.
3.1.22 наружная резьба: a Резьба, образованная на внешней прямой круглой конической поверхности.
3.1.23 наружный диаметр конической резьбы: диаметр воображаемого прямого кругового конуса в базовой плоскости или в заданном поперечном сечении, описанного вокруг вершин наружной или полой внутренней конической резьбы.
3.1.24 интерференция: Расстояние, характеризующее прилегание одного изделия к другому, и допуск на механические доминиканы.
3.1.25 предварительный натяг при свинчивании труб с муфтами: расстояние от торца муфты до плоскости окончания конической резьбы на трубе.
3.1.26 Помехи при контроле калибра: Расстояние от плоскости измерения до плоскости калибра изделия, которое выбрано для измерения помех.
3.1.27 номинальный диаметр резьбы: Диаметр, условно характеризующий размер и резьбу, используемые в его обозначении.
3.1.28 номинальная коническая резьба профиля: Профиль наружной или внутренней конической резьбы, который определяется номинальным размером его линейных и угловых элементов и которые установлены в главной плоскости, имеют номинальные размеры наружной, средней и диаметры внутренней резьбы.
(Измененная редакция, ред. № 1).
3.1.29Обычная муфта : Внешний диаметр муфты адаптирован для диаметра сердечника по сравнению со специальной муфтой, имеющей меньший внешний диаметр. Термин используется в том случае, если для труб одного диаметра используется муфта разного диаметра.
3.1.30 основная плоскость конической резьбы: плоскость, перпендикулярная оси резьбы, которая определяется номинальными размерами наружного, среднего и внутреннего диаметров конической резьбы.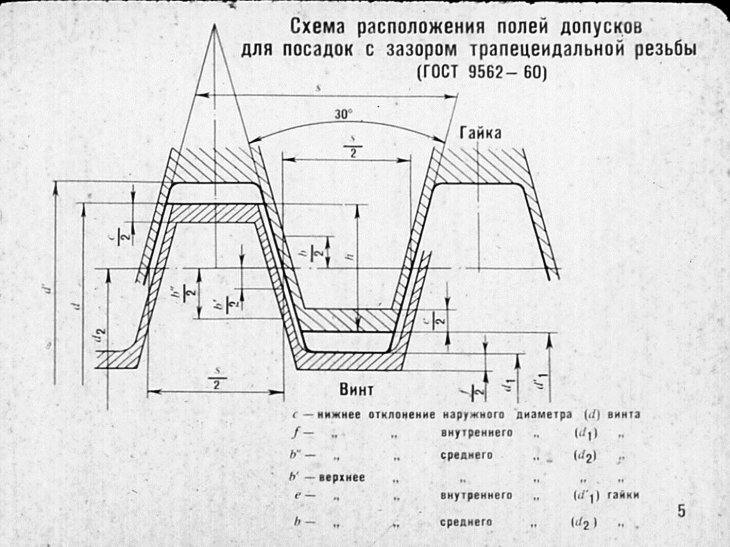
3.1.31 режим оси: Ось, вокруг которой формируются резьбовые поверхности.
3.1.32 Профиль резьбы: Профиль выступа и корня резьбы в плоскости осевого сечения резьбы.
3.1.33 Соединение резьбовое: Соединение двух изделий с помощью резьбы, при котором одно из изделий имеет наружную резьбу, другое — внутреннюю.
3.1.34 Конец резьбы: Участок в зоне перехода нити к гладкой части изделия, на котором резьба имеет неполный профиль.
3.1.35 свинчивание вручную свинчивание вручную: Свинчивание резьбовых соединений осуществляется силами одного человека без применения спецтехники или кнопки перекраски станка.
3.1.36 Муфта специальная: Муфта, имеющая меньший наружный диаметр по сравнению с наружным диаметром обычных муфт.
3.1.37 средний диаметр конической резьбы: Диаметр в главной плоскости или заданное сечение воображаемого прямого кругового конуса, соосного с конической резьбой образует каждое из которых пересекает профиль резьбы таким образом, что выступ на оси резьбы отрезки образованы в месте пересечения полости, равной половине номинального шага.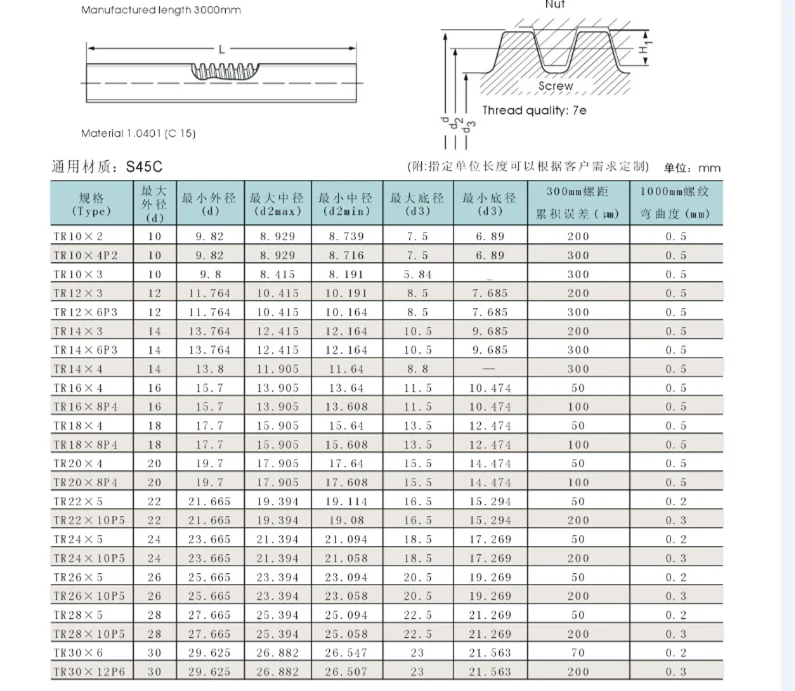
3.1.38 Резьба трапециевидная: Резьба коническая, предназначенная для соединения резьбовых труб и муфт к ним, исходным профилем которой является трапеция, угол одной стороны (несущей) которой меньше угла наклона другой сторона (угол трения).
3.1.39 Резьба закругленная треугольная: Резьба коническая, предназначена для соединения резьбовых труб и муфт к ним, исходный профиль которой представляет собой треугольник со скругленными вершинами и впадинами.
3.1.40 Угол сторон резьбы: Угол между стороной резьбы и перпендикуляром к оси резьбы в плоскости сечения.
3.1.41 Угол профиля резьбы: Угол между соседними сторонами резьбы в осевой плоскости сечения.
3.1.42 угол резьбы: угол между линией среднего диаметра оси резьбы и осью резьбы.
(Измененная редакция, ред. № 1).
3.1.43 уплотнение в сборе «металл-металл»: а Сочетание конструктивных и упорных металлических уплотнительных элементов, резьбовых соединений, находящихся в механическом свинчивании, обеспечивают в результате сопряжения поверхностей с определенной герметичностью высокую герметичность резьбового соединения.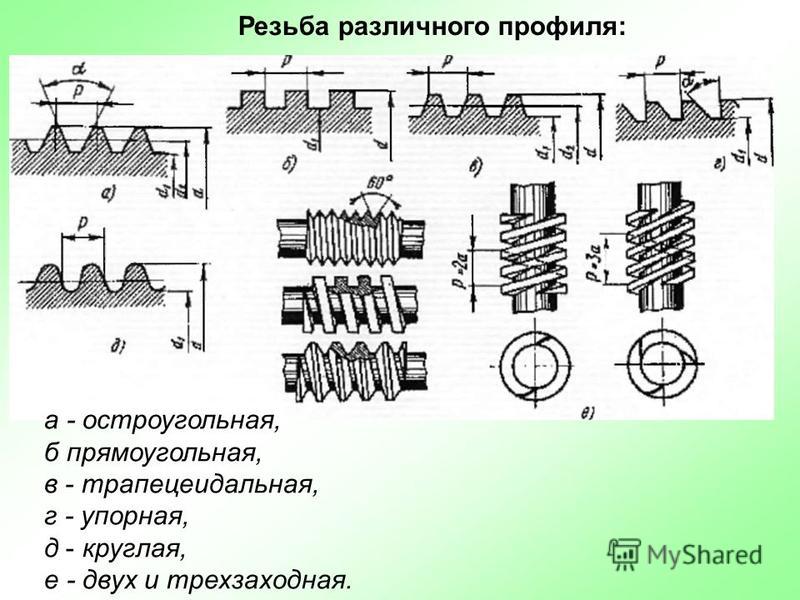
3.1.44 Уплотнительная канавка: Радиальная уплотнительная поверхность трубы — конструкция уплотнительного элемента уплотнения в сборе «металл-металл».
3.1.45 отверстие уплотнительное: Радиальная уплотнительная поверхность муфты — конструкция уплотнительного элемента уплотнения в сборе «металл-металл».
3.1.46 упорный конец трубы: упорная поверхность, проходящая через плоскость меньшего диаметра уплотнительных канавок, расположенных под прямым или другим углом к оси трубы резьба конструктивный упорный элемент уплотнение в сборе «металл-металл ».
3.1.47 упорный выступ муфты: упорная поверхность, проходящая через плоскость меньшего диаметра уплотнительного отверстия, расположенного под прямым или другим углом к оси резьбовой муфты — конструктив упорного элемента уплотнения в сборе «металл-металл» .
3.1.48 шаг резьбы: Расстояние по линии, параллельной оси резьбы, между одноименными серединами вблизи сторон профиля резьбы, лежащих в одной осевой плоскости по одну сторону от оси резьбы.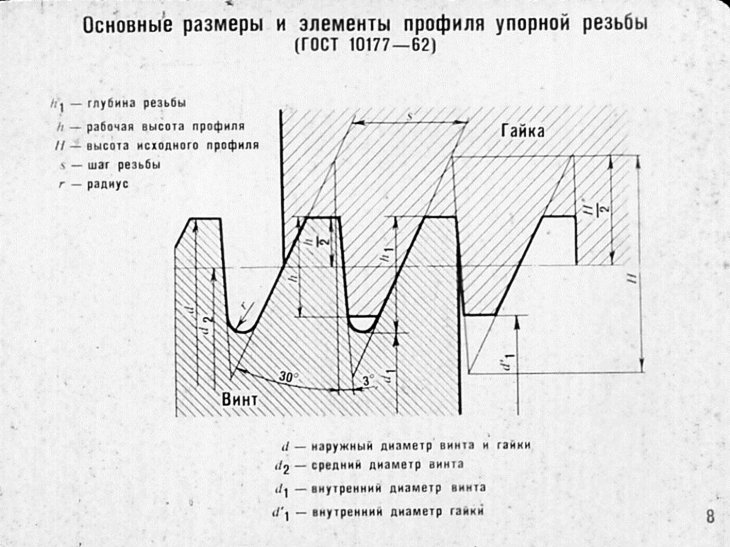
3.2 настоящего стандарта применяются следующие сокращения:
НКМ — высокоширотное резьбовое соединение НКТ и муфта с трапециевидной резьбой и уплотнением в сборе «металл-металл»;
Трубки — резьбовые соединения трубок и муфт с закругленной треугольной резьбой;
НКТВ — НКТ с резьбовым соединением, а также муфты с закругленной и треугольной резьбой с наружной высадкой НКТ;
ОТГ — резьбовое высокорасходное соединение обсадных труб и муфт с трапециевидной резьбой и уплотнением в сборе «металл-металл»;
АТМ — резьбовое соединение обсадных труб и муфт с трапециевидной резьбой.
3.3 В настоящем стандарте применяются следующие обозначения:
— предварительный натяг при свинчивании труб и муфт вручную;
, , , — натяжение резьбы или резьбовых элементов соединительного паза;
, , — углы наклона элементов профиля резьбы;
— ширина плоскости торца;
, , , , — ширина элементов профиля резьбы;
— наружный диаметр трубы;
— наружный диаметр высаженного конца трубы;
— наружный диаметр обычного сцепления;
— наружный диаметр трубных соединителей;
внутренний диаметр трубы;
внутренний диаметр муфты;
— средний диаметр резьбы в основной плоскости;
внутренний диаметр резьбы в основной плоскости;
, , , , , — диаметры резьб или резьбовых соединений;
— угол наклона резьбы;
— высота начального профиля резьбы;
, , , , , — высота или глубина элементов резьбы или резьбовых соединений;
— общая длина трубной резьбы;
— длина муфты;
— расстояние от торца муфты до упорного выступа;
, , , , , , , , , , , — расстояние или длина элементов резьбового соединения;
– шаг резьбы;
, , , , — радиус элементов резьбы или резьбовых соединений;
— толщина стенки трубы;
— толщина стенки трубы под уплотнительной конической резьбой или канавками в плоскости торца;
— резьба коническая;
— зазор;
глубина уплотнительной канавки трубы.
(Измененная редакция, ред. № 1).
4 Общие требования
4.1 Резьбовые соединения настоящего стандарта предназначены для обсадных труб, насосно-компрессорных труб и муфт к ним, ГОСТ Р 53366.
4.2 Резьбовые соединения труб и муфты должны быть выполнены в соответствии с требованиями настоящего стандарта к технологическому регламенту утверждается в установленном порядке.
4.3 Геометрические параметры труб и муфт, предназначенных для нарезания резьбы, должны обеспечивать соответствие требованиям настоящего стандарта к геометрическим параметрам резьбы и резьбовых соединений.
4.4 соответствие требованиям профиля, геометрическим параметрам, качеству поверхности резьбы и резьбовых соединений резьбовые соединения должны быть герметичны при правильном механическом завинчивании и использовании соответствующей резьбовой смазки.
4.5 Поверхностная резьба, уплотнители и упорные элементы резьбовых соединений должны быть без коррозии.
Не допускаются дефекты, надрезы, вмятины и другие дефекты, нарушающие сплошность поверхности резьбы, упорных и уплотнительных элементов, могут привести к отслоению металла или защитного покрытия, задирам при свинчивании.
Допускаются неглубокие следы и царапины, неровности поверхности, не нарушающие непрерывности резьбы и не вызывающие отслоения защитного покрытия.
(Измененная редакция, ред. № 1).
4.6 длина трубной резьбы с неполным профилем допускала риски образования царапин, вмятин и других дефектов поверхности глубиной, не превышающей внутреннего диаметра резьбы или не превышающей 12,5% номинальной толщины стенки трубы при измеряется от поверхности трубы, в зависимости от того, что больше.
4.7 допускается зачистка поверхности резьбовых, уплотнительных и упорных элементов резьбовых соединений для устранения дефектов при соблюдении требований геометрических параметров резьбы и резьбовых соединений.
(Измененная редакция, ред. № 1).
4.8 Шероховатость поверхности резьбы и упорных элементов резьбовых соединений не должна превышать 3,2 мкм, поверхностей уплотнительных элементов резьбовых соединений — 1,6 мкм.
4.9 На всю поверхность резьбы и уплотнительных конусных отверстий муфт следует нанести цинковое или фосфатное покрытие.
4.10 При свинчивании труб с муфтами следует применять резьбовую уплотнительную смазку, обеспечивающую герметичность резьбового соединения и предохраняющую его от коррозии и задиров при свинчивании.
(Измененная редакция, ред. № 1).
5 Резьбовые соединения обсадных труб
5.1 Профильная резьба
5.1.1 Форма и геометрические параметры профиля трапециевидной резьбы резьбовых соединений обсадных труб ОТТМ и OCTG и муфт должны соответствовать указанным на рисунке 1 и в таблице 1.
Предельные отклонения геометрических параметров профиля резьбы должны соответствовать указанным в таблицах 1 и 2.
Рисунок 1 — Форма и геометрические параметры трапециевидного профиля резьбы резьбовых соединений ОТТМ и ОТГ
(Изм. ICS № 2-2016).
_______________
* Размер для справки.
— уголковый профиль; , — углы сторон профиля; — ширина верха профиля; — ширина профиля траншеи; — угол наклона резьбы; — высота профиля; шаг резьбы; , , , — радиус профиля
Рисунок 1 — Форма и геометрические параметры профиля трапециевидной резьбы резьбовых соединений ОТТМ и ОТГ (лист 1)
Рисунок 1 (лист 2)
2 −2016).

Таблица 1 — Геометрические параметры профиля трапециевидной резьбы резьбовых соединений ОТТМ и ОТГ
В миллиметрах
| Наименование параметра | Номинальное значение | Предельное отклонение |
Шаг резьбы | 5,08 | Стол 2 |
Высота профиля | 1,60 | ±0,03 |
Угол профиля * | 13° | — |
| Угол бокового профиля: | ||
| 3° | ±1° | |
| 10° | ±1° | |
Ширина верхнего профиля * | 2,29 | — |
Ширина желоба профиля * | 2,43 | +0,05 |
| Радиусный профиль скругления: | ||
* | 0,20 | +0,05 |
* | 0,80 | -0,05 |
* | 0,20 | -0,05 |
* | 0,80 | +0,05 |
Угол наклона резьбы * | 1°47’24» | — |
Коническая резьба ** | 6,25 (1:16) | Таблица 2 |
* Размер для справки. ** Конусность на внутренний диаметр трубной резьбы и наружный диаметр резьбы муфты на винт длиной 100 мм. Примечание — Параметры резьбы для эталонов и их предельных отклонений приведены для конструкции резьбонарезного инструмента и контролю не выставляются. | ||
Таблица 2 — Предельные отклонения шага и конусности трапециевидной резьбы резьбовых соединений ОТТМ и ОТГ
В миллиметрах
| Предельное отклонение | ||||||
шаг резьбы | коническая резьба | |||||
| на длине 25,4 мм* | на всю длину резьбы с полным профилем | труба | сцепление | |||
| условный диаметр 194 мм вкл. | номинальный диаметр 194 мм St | для труб номинальным диаметром до 194 мм вкл. | для труб номинальным диаметром 194 мм Ст | |||
| АТМ | ±0,05 | ±0,10 | +0,25 | +0,25 -0,10 | +0,00 -0,25 | +0,10 -0,25 |
| ОТГ | +0,15 | +0,20 -0,05 | +0,00 -0,15 | +0,05 -0,20 | ||
* Предельное отклонение по шагу резьбы на длине 25,4 мм. | ||||||