
что нужно для полуавтоматической сварки
Сварка с помощью автомата и полуавтомата позволяет создавать высококачественные надежные соединения деталей из разнообразных металлов совершенно любой толщины.
По этой причине она широко применяется на крупных производственных предприятиях разных отраслей промышленности. Но работа с полуавтоматическим оборудованием отличается от сварки полностью автоматизированным агрегатом.
Полуавтоматическая сварка: принцип работы, видовое разнообразие
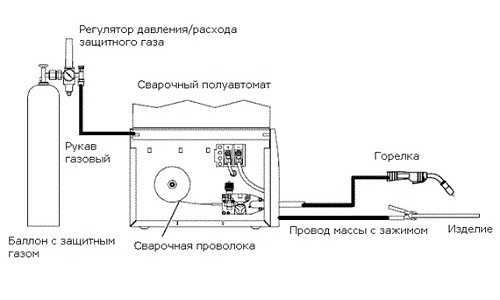
Сварочный аппарат состоит из следующих компонентов:
- горелка;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.
На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
Полуавтоматы выступают наиболее приемлемым вариантом по соотношению цены, комфортабельности работы и количества функций.
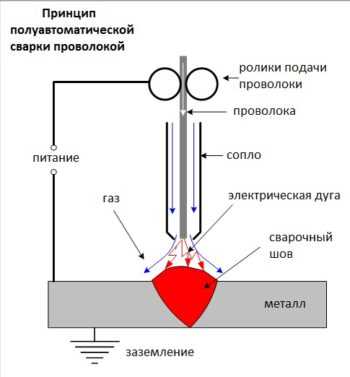
Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.

Зависимость угла наклона горелки от толщины заготовки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.
Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
- Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. - Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.
Чтобы стать высококвалифицированным сварщиком, важно уяснить, что нужно для сварки полуавтоматом: каких правил придерживаться, какие расходные материалы использовать.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Важно! При работе с углекислотой крайне важно качество предварительной подготовки свариваемой детали: чем тщательнее выполнена зачистка металлической поверхности, тем меньше вероятность, что на ней останутся частички пыли, грязи, остатки лакокрасочных изделий, ржавчина. Зачистку выполняют с помощью наждачной бумаги или железной щетки.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.
Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
На заметку! Уточнить настройки можно в таблицах ГОСТа с указанием актуального режима и норм для каждого вида металла.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.

Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. - Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат полуавтоматического типа позволяет работать в газовой среде или без применения углекислоты, гелия, аргона. Соединения металлических деталей можно выполнить под флюсом, но такую технологию чаще используют в промышленных условиях, чем в быту из-за высокой стоимости флюса.
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
На заметку! Основное достоинство порошкового электрода состоит в том, что он позволяет варить под открытым небом и в закрытом помещении при сквозняке. А это невозможно при газовой сварке, поскольку дорожка из-за ветра качественной не получится.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Основные правила при проведении сварочных работ
Принцип полуавтоматической сварки проволокой.
При выполнении сварочных работ на промышленных объектах используется сварка автомат или полуавтомат: в чем разница между этими видами сварных приборов максимально быстро поймет опытный мастер:
- автоматическая сварка сопровождается механизированным движением дуги и подачей электродов;
- полуавтоматическая сварка подразумевает механизированную подачу проволоки и ручное перемещение дуги.
Новичку в подобных вопросах важно овладеть основными правилами высококачественной сварки. Стать профессионалом и мастерски справляться с полуавтоматом можно только при изучении всех тонкостей сварки таким типом сварного оборудования.
Немаловажно при этом соблюдать технику безопасности: надевайте форму и маску для защиты от ультрафиолетового ожога. Внимательно изучите и всегда придерживайтесь норм и стандартов по ГОСТу. Не пренебрегайте правилами, которые помогут уберечься от травм.
Использовать преимущества полуавтоматической сварки в полной мере можно только, если понимать специфику работы с таким оборудованием.
Специалисты рекомендуют выполнить пробный шов на черновой детали или в том участке детали, где он будет практически не заметен. Это позволит убедиться в правильности установленных настроек на полуавтомате для сварки.
Обязательно прочтите инструкцию к прибору перед его включением, а в последствие соблюдайте ее беспрекословно.
Важно! Полуавтоматическая сварка не может работать без перерывов. Периодически делайте паузы, как указано в инструкции к прибору.
Заключение
Полуавтоматом для сварки пользуются как на промышленных объектах, так и для выполнения бытовых операций. Чтобы работать сваркой полуавтоматического типа мастерски, важно понимать, для чего нужен такой прибор: он позволяет выполнять надежные и долговечные сварные соединения металлических деталей.
При этом некоторые процессы в работе автоматизированы и не требуют внимания со стороны сварщика, но есть и такие, которые потребуется выполнить вручную.
tutsvarka.ru
Чем отличается сварочный автомат от полуавтомата? Для новичка
Время чтения: 6 минут
Сейчас для сварки металла может использоваться самое разнообразное сварочное оборудование. В магазинах представлены различные агрегаты: сварочные инверторы, трансформаторы, выпрямители, полуавтоматы и, конечно, автоматы. Все они существенно отличаются друг от друга. И если рядовой домашний сварщик знает, что инвертор и трансформатор — это две абсолютно разные вещи. То разница между полуавтоматом и автоматом не так очевидна, если не знать особенностей этих аппаратов.

В этой статье мы подробно расскажем, что такое сварка автомат и полуавтомат чем отличаются два этих сварочных аппарата и какими преимуществами обладает автомат.
Содержание статьи
Общая информация
Сварочный автомат — это разновидность сварочного оборудования. Автомат применяется при автоматической сварке. Автоматическая сварка не требует от сварщика даже навыков сварки. Все, что необходимо — это правильно настроить аппарат. Всю остальную работу он выполнит без посторонней помощи.
Сварочный автомат для сварки— это сложный агрегат, который, тем не менее, способен стабильно работать даже при существенных нагрузках. При этом качество швов во многом зависит от правильно подобранных настроек. Ну а поскольку при такой технологии сварщик не участвует в самом процессе сварки, то он называется оператором.
Сварочный автомат выполняет сразу целый комплекс задач. Он не только поджигает дугу и ведет шов, но и защищает зону сварки от кислорода (этим занимаются автоматы для сварки под флюсом), а также подает сварочную проволоку в сварочную ванну.
Читайте также: Технология автоматической сварки под флюсом
Достоинства сварочного автомата
У сварочного автомата множество достоинств. И связаны они именно с отсутствием человеческого фактора. Автомат способен беспрерывно работать на протяжении суток, выдавая один и тот же стабильный результат. Ни один человек не может похвастаться такой же работоспособностью и качеством.
При этом автомату все равно, какую именно сварку производить. Это могут быть маленькие детали с тонкими швами, или конструкции больших размеров. Автомат никогда не устает и не требует отпуска, перерыва или больничного.

Даже если оператор случайно выставит не те настройки, эту проблему можно легко и быстро исправить. А если сварщик из-за своего физического или психологического состояния выполнит работу некачественно, заготовка отправится в брак.
Также автомат может выполнять сварку в труднодоступном для человека положении. И даже больше: регулировать все настройки в автоматическом режиме, если это необходимо. Например, многие автоматы способны без проблем восстановить заданные настройки и продолжить работу после внезапного отключения электричества. И для этого не потребуется помощь оператора.
Автоматы равномерно используют расходные материалы, поэтому на производстве никогда не будет перерасхода или «внезапного» исчезновения газа из баллона, бухт с проволокой и т.п. Поэтому автоматические сварочные аппараты считаются одними из самых экономичных, хоть и требуют большого количества электроэнергии для стабильной работы.
Учтите, что во время автоматической сварки сам оператор не участвует в сварочном процессе, поэтому исключена угроза его здоровью и жизни. Это достоинство особенно важно на опасных производствах.
Отличие автомата от полуавтомата
Различия между автоматом и полуавтоматом очевидны, не смотря на похожие названия и технологию сварки. Но, обо всем по порядку.
Теперь вы знаете, что автоматическая сварка проводится непосредственно под руководством оператора. Оператор настраивает автомат, а тот затем выполняет весь сварочный процесс. В этой цепочке человек играет роль настройщика. Он не поджигает дугу, не ведет шов и не следит за сваркой. Его задача — подобрать режим сварки и дать «команду» автомату.
Полуавтоматическая сварка — это совершенно иная технология. Она так же использует присадочную проволоку, газ, флюс и прочие расходные материалы. Но при этом всю работу выполняет сварщик. При полуавтоматической сварке человек не только настраивает аппарат, но еще и сам выполняет всю работу. Проще говоря, ведет горелку и формирует шов. Единственное, что выполняется в автоматическом режиме — это подача сварочной проволоки. Отсюда и название «полуавтоматическая сварка».

Зачем нужна полуавтоматическая сварка, если есть автомат?
Многие новички, прочитав эту статью, могут задаться подобным вопросом. Ведь с первого взгляда автоматическая сварка выигрывает во всем. Она экономична, производительна и исключает человеческий фактор. Но, не все так просто.
В большинстве случаев применяется именно полуавтоматическая сварка. Автоматы оправданы только на крупномасштабном серийном производстве, где работы производятся практически без перерыва. Но такие производства составляют очень небольшой процент среди сфер, где применяется сварка. В большинстве случаев у предприятий и мастерских нет необходимости закупать такое дорогое оборудование. Им проще нанять сварщика и применять полуавтоматическую сварку, поскольку она оказывается более целесообразной при сварке в небольших объемах.

Именно поэтому не существует ответа на вопрос: «Что лучше —сварочный аппарат автомат или полуавтомат?». Все зависит от конкретной ситуации. Где-то полуавтомат будет недостаточно эффективен, а где-то автомат съест весь бюджет предприятия и не оправдает себя.
Также учтите, что для автоматической сварки необходимо создать оптимальные условия. Настройка автомата — это дело непростое. Им должен заниматься специалист, понимающий все тонкости и сложности процесса. Машина не обладает интеллектом и порой не способна избежать критичных ситуаций. К тому же, сварочный полуавтомат гораздо дешевле и компактнее автомата. В большинстве случаев его даже можно перевозить вместе с баллоном на специальной тележке. Автомат не может этим похвастаться.
В остальном же, автоматический и полуавтоматический сварочный процесс ничем не отличаются, кроме присутствия человека. И там, и там применяется защитный газ, порошковая проволока или флюс. И там, и там используется присадочный материал и горелка.
Вместо заключения
Сварочные автоматы и полуавтоматы во многом схожи. Единственное отличие заключается в полной автоматизации сварочного процесса. В полуавтоматической сварке мастер должен сам поджигать дугу и формировать шов. Без его участия подается лишь проволока в зону сварки. А при использовании автомата сварка выполняется в автоматическом режиме, сварщику необходимо лишь задать нужные параметры. С остальными процессами аппарат справится самостоятельно.
Теперь вы знаете, что такое полуавтоматическая и автоматическая сварка, чем отличается одна технология от другой и в каких случаях применение автоматической сварки невозможно. Не смотря на то, что все работы проводятся практически без участия сварщика.
svarkaed.ru
какой выбрать для дома, классификация и характеристики
В мире сварки произошла настоящая техническая революция. И это отличный факт, потому что эта революция заключается в появлении на рынке огромного числа новых, удобных и безопасных устройств для сварки самого разного вида. Они позволяют эффективно работать даже новичкам: снизился порог вхождения в профессию. Это весьма позитивное явление.
Но всякая революция несет новые требования: нужно быть в курсе. Нужно знать и разбираться в новом оборудовании и гаджетах, понимать суть новых технологий, уметь выбирать лучшие модели аппаратов по важным для себя параметрам. Предлагаем разобраться со всеми сварочными аппаратами, существующими на сегодняшний день.
Классификация и главные виды сварочных аппаратов
Классификация сварочных аппаратов.
Для начала уточним все известные аббревиатуры, связанные со сварочным делом, нам без них не обойтись в дальнейшем.
- AC и DC: это английская аббревиатура, обозначающая переменный и постоянный ток соответственно.
- TIG – сварка ручного типа с аргоном и вольфрамовым электродом.
- MIG и MAG – дуговая сварка полуавтоматического типа с плавящейся электродной проволокой с подачей инертного или активного газа.
- ПВ – русская аббревиатура «продолжительность включения», показывающая время, в течение которого аппарат будет работать не перегреваясь.
- MMA – дуговая сварка ручного типа со штучными электродами.
Виды сварочных аппаратов следующие:
- трансформаторы;
- выпрямители;
- полуавтоматы;
- инверторы;
- генераторы, работающие на дизельном топливе или бензине.
Трансформатор – ветеран пенсионного возраста
Многие мастера считают трансформаторы устаревшими аппаратами, место которым на заводах утилизации. Есть и другие точки зрения. Попробуем разобраться.
Это действительно самый старый профессиональный сварочный аппарат, применяемый в сварке. Одновременно и самый простой по своему устройству. Главная задача трансформатора – преобразование электрического тока, а если точнее – снижение напряжения до приемлемого уровня для сварки.
Конструкция трансформатора предельно проста: один из самых главных элементов – сердечник. На нем расположены две обмотки – первичная и вторичная. Одна из них работает как статичная, вторая двигается относительно первой, происходит движение одной обмотки на фоне неподвижности другой.
Этот процесс обеспечивает изменение тока в сторону понижения. На этом участке могут быть разные варианты механизма действия, но главное остается одним: снижение напряжения тока для того, чтобы подача тока на дугу была устойчивой.

Сварочный трансформатор.
Особенность трансформаторов – только переменный ток на выходе. Этот факт говорит не в пользу качества сварочного шва. Дело в том, что при переменном токе металл имеет свойство разбрызгиваться в разные стороны. Варить нужно с использованием рутиловых или фтористо-кальциевых электродов, диаметр самых оптимальных сечений – около 1,5 – 2,5 мм.
Электроды нужно выбирать, исходя из максимальной силы тока и напряжения в устройстве.
Как у любого другого технического устройства, у трансформаторов есть свои преимущества и недостатки.
Положительные свойства сварочного трансформатора следующие:
- Они просты в конструкции, и, следовательно, удобны в обслуживании.
- Чрезвычайно высокая надежность.
- Недорогие по стоимости.
- У них довольно высокая производительность – до 90% коэффициента полезного действия.
Теперь сравним их с недостатками трансформатора:
- Массивность: большой вес и крупные габариты.
- Высокий расход электроэнергии, так как много нужно на предварительный разогрев самого аппарата. Охлаждение вентилятором тоже требует немалой энергии.
- Высокая зависимость от сетевого напряжения: при его понижении качество выходного сварочного тока снижается в значительной степени.
И еще один важный фактор. Для того, чтобы варить с использованием трансформаторов, нужны довольно серьезные навыки. Для новичков это непросто, у них часто возникают трудности с удержанием качественной дуги.
Итак, что у нас вышло по трансформаторам: серьезные габариты, высокий расход энергии, нужны предварительные навыки сварки. Стабильность дуги и качество швов не всегда идеальные. Зато дешевые по стоимости. Имеют перспективы? Да, конечно, эти перспективы со временем тают.
Самым подходящим определением будет «уходящие аппараты». Трансформаторы подходят тем, для кого больше всего важны критерии низкой цены, долговечности и надежности.
Выпрямитель – настоящий компромисс

Выпрямитель для сварки.
Этот вид аппаратов является чистой воды техническим компромиссом. Они бывают двух типов – кремниевые и селеновые. По своей конструкции и принципу работы он находится ровно посередине между ветераном сварочного движения трансформатором и устройством нового поколения в виде инвертора.
В основе конструкции выпрямителя все тот же трансформатор. Но он сопровождается дополнительными элементами: выпрямительным блоком, который может быть или тиристорным, или диодным. Главное то, что выпрямитель помогает получить постоянный ток, в отличие от трансформатора.
Постоянный ток проходит по вторичной обмотке в направлении к выпрямительному блоку. Если агрегат оснащен еще и дросселем, сварочный ток и другие показатели могут регулироваться.
Все дополнительные причиндалы, которые оснащают выпрямитель, направлены лишь на одно: повышение стабильности и непрерывности электрической дуги. Ведь хорошая дуга в качестве конечного результата дает качественный шов.
И еще одно весьма немаловажное преимущество выпрямителя из-за простоты в эксплуатации: на нем могут работать новички без особого опыта.
Теперь преимущества выпрямителя по пунктам:
- Возможность работать на аппарате новичкам.
- Высокое качество сварочного шва в итоге.
- Возможность варить чугун и цветные металлы, если использовать подходящие электроды.
- Можно варить нержавейку и низколегированные стали со специальными электродами.
- Стабильная и непрерывная дуга.
- Широкие функциональные возможности, которые позволяют использовать выпрямители в том числе и для домашней сварки в хозяйстве.
- Относительная дешевизна.
Недостатки выпрямителей почти такие же, как у трансформаторов: большие габариты, просадка сетевого напряжения и высокая зависимость от него. Следует заметить, что многие производители бытового электрооборудования потихоньку сокращают производство выпрямителей. Так что можно говорить о тихом уходе и этих аппаратов в дальнейшей перспективе.
Там, где полуавтомат, там и аргон

Полуавтомат для сварки.
Полуавтоматы – это специализированные типы сварочных аппаратов для электродуговой сварки под защитой инертных газов. В основном это аргон, конечно. Дополнительная опция использования полуавтоматов – это сварка с проволокой: такая технология не нуждается в газовой защите.
Суть процесса – выход проволоки из шланга в держателе с одновременным выходом газовой смеси. Во время сварки проволока находится в среде защитного газа, она плавится под действием электрической дуги. Ток и скорость подачи проволоки регулируются.
По своему устройству полуавтоматы сложнее трансформаторов или выпрямителей. Зато они удобнее в пользовании. Это любимые аппараты мастеров в автомастерских, особенно в ремонте кузовов. Среди самодеятельных и кустарных сварщиков полуавтоматы также весьма популярны.
Вот какие части составляют конструкцию полуавтомата:
- Наш старый знакомый трансформатор.
- Еще один старый знакомый – выпрямитель.
- Специальный привод для подачи проволоки.
- Баллон с инертным газом.
- Газовая горелка с рукавом.
Мы уже писали выше, что полуавтомат способен к сварке без защиты газа. В этом случае защитную роль выполняет флюсовая проволока. В принципе это та же проволока для плавления, но благодаря флюсовому компоненту она горит с выделением облака защитного газа. Это облако защищает сварную ванну от окисления воздухом ничуть не хуже, чем внешний аргон или другой инертный газ.
На этом функции флюсового компонента сварочной проволоки не заканчиваются. В нем имеются элементы, добавляющие стабильность электрической дуге. С этой чудесной «флюсовостью» не нужен газовый баллон. Но стоит флюсовая проволока значительно дороже обычной.
Выбор газа зависит от природы свариваемого металла. Железо хорошо вариться с углекислым газом. Сталь предпочитает газовую смесь аргона с углекислотой. Ну а с алюминием лучше всего работать под защитой чистого аргона.
Важным фактором является «легитимность» газовых баллонов: приобретать нужно только проверенные и надежные экземпляры. Даже речи быть не может об экономии денег на качестве газа и газовых смесей для сварки. На чем угодно, только не на газе.
Полуавтомат с газовым баллоном.
Преимуществе полуавтоматов:
- Металл во время сварки практически не разбрызгивается.
- Как следствие – высокое качества сварочного шва.
- Аппарат довольно эффективен – у него высокий КПД.
- Возможность варить тонколистовой металл.
Ну а недостатков намного меньше:
- Высокий расход материалов: проволоки, газовых смесей.
- Немалая стоимость, особенно флюсовой проволоки.
И другие «мелкие» группы
В большом массиве самых популярных видов и типов сварочных агрегатов встречаются узко специализированные и поэтому достаточно малочисленные виды аппаратов, которые обязательно нужно упомянуть, иначе наш обзор не сможет считаться полным и всеобъемлющим.
Устройства для точечной сварки
Точечная сварка – это очень специальный процесс, который относится к контактным технологиям термомеханического класса. Он состоит из нескольких этапов. Первым делом металлические заготовки складывают между электродами, чтобы начать одновременный нагрев с деформацией через давление.
В чем точечность? В мгновенности, ответим мы. Разогрев происходит мгновенным импульсом тока, который нагревает металл до точки плавления. Таким образом формируется жидкая зона металла – общая для обеих заготовок. Подача тока прекращается, а эта зона начинает остывать и отвердевать при продолжающемся давлении. Это давление длится вплоть до полной кристаллизации металла заготовок.
Сварка электродом.
Преимущества точечной сварки заключаются в прочности шва, экономичности и простоте исполнения. Есть только одно отличающее свойство точечного шва: он никак не обладает герметичностью. Поэтому применение точечной технологии ограничено.
Аппараты для газовой резки и сварки
Ацетилен, водород, природный газ – вот главные горючие герои этого метода. Они отлично горят в воздухе. С их помощью металлические заготовки разогреваются до температуры плавления. Если вы почувствуете запах карбида рядом со сварщиком, значит перед вами метод работы с ацетиленом: его получают из карбида кальция и воды. Это газ самый популярный в использовании.
Этот метод несложный для исполнения, не требует дорогого оборудования и, самое главное, обходится без сетевого электричества. Но и недостатки тоже есть: о точности нет речи, производительность работы тоже оставляет желать лучшего: этот способ исключительно ручной.
Устройства для плазменной сварки
Это больше резка, чем сварка. Но принцип процесса – расплавление металла с помощью потока плазмы. Дело в том, что плазма по своей сути – это газ из заряженных частиц, которые работают отличными проводниками тока. Плазма нагревается дугой, что приводит к повышению ее ионизации.
Температура в итоге достигает сумасшедших значений – это десятки тысяч градусов. Резка металла происходит и за счет плавления металла, и за счет вымывания металла из рабочего участка ионизированным потоком высочайшей скорости.
Инвертор со своими фишками
Самая продвинутая и популярная модель аппаратов, в основном благодаря которой произошла революция в сварке. Еще несколько лет назад они расценивались как техническая дорогая и не очень удобная экзотика. Совсем не то сегодня: доступность и простота в использовании – вот главные качества многочисленной группы современных инверторов.
Остальные характеристики также значительно улучшены: уменьшение размеров, отличная дуга, оптимизация энергоемкости и скорости процесса, минимальное разбрызгивание металла и т.д.
Весьма немаловажный «энергетический» нюанс: в сравнении со своими сварочными предшественниками трансформатором и выпрямителем инверторный аппарат потребляет электроэнергии на порядок меньше. Благодаря компактности и легкому весу нет необходимости тратить энергию на нагревание массивных металлических деталей.
 Дополнительная экономия происходит за счет быстрого поджигания и ровного стабильного горения электрической дуги.
Дополнительная экономия происходит за счет быстрого поджигания и ровного стабильного горения электрической дуги.
Инвертор называют импульсным устройством. Он состоит из силового трансформатора для снижения сетевого напряжения, стабилизатора для преобразования тока и комплекта электрических схем. Сетевое напряжение подается на выпрямитель, после которого постоянный ток преобразуется в переменный с высокой частотой.
В дальнейшем этот высокочастотный переменный ток идет на трансформатор, где он снова превращается и идет на дугу с теми характеристиками, которые идеально подходят для сварки здесь и сейчас.
Принципиальная новизна инверторной технологии заключается в достаточно сложной конструкции самого аппарата, которая дает возможность для последовательных процессов преобразования тока следующим образом:
- Из обычной электрической сети поступает переменный ток, который сразу же трансформируется в переменный в выпрямителе. Выпрямитель работает на основе диодного моста.
- Полученный в выпрямителе постоянный ток направляется к инверторной части, играющей роль генератора электрических импульсов высокой частоты. На этом участке силовые транзисторы превращают постоянный ток снова в переменный, но уже с совсем другой частотой – намного выше, чем в первоначальном сетевом варианте.
- Теперь уже высокочастотный переменный ток идет к трансформатору для того, чтобы понизить напряжение и одновременно повысить силу тока. В итоге получается высокочастотный ток с силой, которая отлично регулируется.
- Финишным пунктом для переменного тока является выпрямитель, который в конце концов превращает высокочастотный переменный ток в постоянный. Именно он используется для сварки.
Классификация инверторов
Инверторы подразделяются на виды в зависимости от разных критериев.
Если первой характеристикой сварочных аппаратов является технология сварочного процесса, то классификация следующая:
- инверторы MMA для работы в ручном режиме;
- для полуавтоматической сварки MIG/MAG;
- в среде с защитным инертным газом TIG;
- для плазменной сварки CUT.
Инверторы MMA

MMA сварка.
Предназначены для ручной сварки с помощью покрытых электродов. На эти устройства любо-дорого смотреть, а работать еще приятнее: компактные, небольшого веса, надежные и простые в сервисном обслуживании. Швы в результате получаются аккуратными и самого высокого качества во всех отношениях.
Возможности аппаратов MMA самые широкие, во всяком случае их вполне достаточно для кустарных и домашних нужд – все несложные работы такому аппарату по полечу. Поэтому инверторные устройства типа MMA – самые любимые и популярные для работ дома или на небольшом производственном участке. Это, безусловно, надежный сварочный инвертор и технологический выбор номер один «домашних» задач.
Инверторы – полуавтоматы
Устройство аппаратов полуавтоматического вида посложнее. Они намного мощнее и, соответственно, обладают большим габаритами, причем это касается как веса, так и размеров. Оно и понятно, полуавтоматы используются на производствах, это вовсе не домашние агрегаты – дома работать с ними будет довольно проблематично.
Главная фишка полуавтоматов инверторного типа такая же, как и обычный полуавтомат. Это сварка при помощи проволоки, которая подается на определенной скорости специальным приспособлением в зону формирования шва.
В инертном облаке
Что же касается сварки под защитой инертного газа, то она проводится с помощью инверторов – полуавтоматов еще более сложного типа. Они весьма недешевые по стоимости и также предназначены для промышленного производства, это профессиональные сварочные аппараты.
Как мы уже знаем, полуавтоматы требуют дополнительных материалов и оборудования. Электроды в данной технологии могут быть двух видов: плавящиеся и неплавящиеся из вольфрама.
Инверторы для плазменной сварки и резки
Несмотря на то, что этот аппарат для сварки находится по классификации на этом месте, он совершенно не предназначен для классических сварочных работ – им попросту варить нельзя. Эти инверторы используются на производствах. Главная особенность – это буквально аптекарская точность резки металлических деталей вне зависимости от толщины, они могут резать очень толстые заготовки.
Как инверторы разделяются по своим функциям
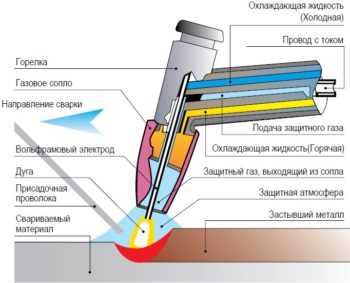
Схема сварки в среде аргона.
Классификация сварочного оборудования может проводиться по самым разным критериям. Это относится и к инверторам. Функциональность – самый, пожалуй, удобный критерий для разделения огромного числа моделей на понятные группы.
Для быта
Домашний сварочный аппарат должен обладать определенными характеристиками: компактный, недорогой, с широкими функциями. Среди инверторов таких – великое множество. В основном все они китайского производства, к которым нужно относиться осторожно и грамотно. В чем заключается такой подход: покупать в приличных торговых сетях, внимательно читать спецификации.
Даже если вы купите китайский инвертор приличного, как вам кажется, качества, будьте готовы к тому, что дешевизна любого устройства ведет к его недолговечности. Это классическое правило распространяется не только на китайские товары.
Профессиональные инверторы
И стоят дороже, и делают больше. Эти аппараты предназначены для операций разной сложности, они мощные, с регулированием характеристик сварочного тока, долговечные и надежные. Все они предназначены для работ в промышленных масштабах.
Специализированные инверторы
Само название говорит за себя. Мы уже упоминали устройства для точечной сварки или лазерной технологии. Их также отличают очень высокие качественные характеристики, и они также предназначены для производственных операций.
Главные характеристики инверторных аппаратов
В этих характеристиках нужно хорошо разбираться. Они помогут вам и в работе с инвертором, и в выборе аппарата при его покупке с учетом вашего опыта, рабочих планов и толщины вашего кошелька.
Характеристики инвертора.
Параметры для сварочного аппарата инверторного типа следующие:
- Сетевое напряжение от стандартной электрической сети, на котором может функционировать инвертор. Обычно это два значения: 380В и 220В. Для дома выбирают аппараты, работающие с напряжением в 220В.
- Тип тока, получаемый на выходе инвертора.
- Параметры тока на старте. От этих величин зависит качество и спецификации электродов. Если точнее, то диаметр электродов.
- Мощность аппарата, от которой будет зависеть сила сварочного тока на выходе для сварочной дуги.
- Легкость розжига сварочной дуги, которая зависит от показателя напряжения холостого хода.
- Диаметры электродов, которые должны использоваться на конкретном инверторе.
- Нижний и верхний уровень силы тока, получаемого на выходе устройства.
- Габариты аппарата – размеры и вес. Помним правило: чем меньше габариты, тем меньше мощность устройства, тем ниже будет сила тока на выходе. Если вас интересует инвертор с широкими функциональными возможностями, уберите критерий «компактность» из числа самых первых.
Инверторы – очень современные устройства. Они обладают целым рядом специальных опций, которые предназначены для облегчения работы сварщика. А удобство в работе всегда ведет к повышению качества конечного продукта, чем в нашем случае является сварочный шов.
Именно такие новые функции делают возможной сварку высокой сложности людьми без особого профессионального опыта.
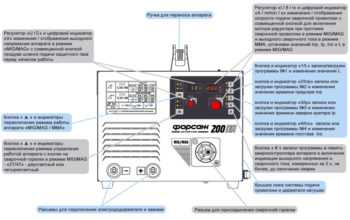
- «Горячий старт» – это подача дополнительного электрического заряда на электрод, что в значительной степени облегчает поджиг сварочной дуги.
- «Антизалипание» – важнейшая функция в особенности для новичков в сварочном деле. При малейших признаках залипания электрода подача тока на него автоматически понижается.
- «Форсаж дуги» – автоматическая подача тока большей силы, если электродный конец находится в нежелательной близости с поверхностями свариваемых металлических заготовок.
Особенности работы инверторов
Высокая надежность в использовании не исключает технических нюансов или сбоев, о которых нужно знать и помнить.

Сварочный аппарат.
Неисправности, встречающиеся во время работы с инвертором, следующие:
- электрическая дуга может потерять стабильность горения;
- электрическая дуга может попросту исчезнуть;
- может начаться сильное разбрызгивание металла во время сварки;
- электрод может прилипнуть к поверхности соединяемых металлических заготовок;
- электропитание прибора может самопроизвольно отключиться;
- аппарат может внезапно сильно нагреться.
Причинами таких сварочных неприятностей могут быть разные факторы. Чаще всего встречаются следующие:
- Вы выбрали «неправильный» электрод: его диаметр не подходит силе получаемого сварочного тока. В результате страдает стабильность дуги.
- Если вы неверно рассчитали силу сварочного тока, металл начнет разбрызгиваться со страшной силой. Уменьшить силу тока, взять электроды с меньшим диаметром – вот что надо сделать для решения проблемы, все просто.
- Распространенная беда – низкое сетевое напряжение, в результате чего даже у опытных мастеров может возникнуть очень нежелательное явление в виде прилипания электродов. Эту же картину дадут слишком длинные электрические провода, которые в силу протяженности обязательно начнут перегреваться. Старайтесь контролировать и длину проводов, и диаметр их сечения – он должен составлять не меньше 2,5 мм².
- Обрыв кабеля – примитивная ошибка, тем не менее встречается довольно часто. Неполный контакт между поверхностями электрода и зажимного устройства относится к этой же группе причин исчезновения сварочной дуги.
- Избыточный перегрев аппарата может возникнуть из-за долгого использования инвертора без перерыва. Такая ситуация закономерна. Если же перегрев происходит после короткого периода работы, нужно проверить и заменить обмотку – скорее всего, она износилась.
Как выбрать сварочный аппарат для дома
Универсальность, компактность, легкий вес, простота в использовании, недорогая цена – вот какой сварочный аппарат хочется иметь дома в качестве собственного агрегата. Большинство покупателей сварочных аппаратов в дом останавливают свой выбор на инверторных моделях.
Это факт вовсе не означает, что трансформаторы или выпрямители перестали покупать. И тому есть причины. Давайте разбираться, какой сварочный аппарат лучше для вас «здесь и сейчас». Виды сварочного оборудования чрезвычайно разнообразные, поэтому делаем выбор с учетом всех персональных потребностей.
 Выбираем домой трансформатор:
Выбираем домой трансформатор:
- Самое главное, на что нужно обращать внимание при выборе сварочного трансформатора для домашней работы, это рабочее напряжение понижающего трансформатора. Они в состоянии работать от сети с двумя характеристиками: или трехфазной, или однофазной со значениями 380/220В. Есть модели универсального пользования, которые могут подключаться к любому виду сети: на 220В, на трехфазную сеть, на фазное напряжение между двумя фазами.
- Следующий по важности параметр – это мощность трансформатора. В этом отношении оптимальными являются аппараты, работающие от сети с напряжением в 380В, они значительно мощнее и почти не вызывают перекосов напряжения в сети. Но далеко не у всех потребителей домашних сварочных аппаратов имеется возможность подключения к трехфазной сети. Следует помнить, что мощность трансформатора не может быть выше предельно допустимой мощности в вашей домашней сети.
- Третий критерий выбора трансформатора – параметры рабочих токов и диаметр требуемых электродов. Если вы собираетесь варить углеродистую сталь, вам вполне будет достаточно диапазона от 80А до 160А, выбирайте электроды от 1 до 6 мм. Конечный выбор электрода зависит от толщины краев металлических заготовок.
- Ну и габариты агрегата. Они, как мы знаем, у трансформаторов весьма внушительные. Но эта внушительность должна вас волновать только в случае, если вы собираетесь перемещаться для проведения сварочных работ. Вы уверены, что будете это делать дома?
Если нужен выпрямитель:
- Для сварочных выпрямителей нужен импульсный выпрямленный ток, тогда они дают возможность варить при устойчивой дуги и без разбрызгивания металла. Помимо этого, при правильном использовании они экономят расходование дорогих электродов. Выпрямленный ток способствует формированию ровного и тонкого сварочного шва.
- Требования и пожелания по сетевому току и напряжению практически такие же, как и с трансформаторами. Они могут работать при обоих вариантах переменного тока, их включают хоть по однофазной мостовой схеме, хоть по трехфазной. Трехфазная схема при использовании выпрямителя предпочтительнее: при ней дуга устойчивее и мощность выше. Поэтому следует ориентироваться на подключение к трехфазной сети в 380В.
- Проверяем и оцениваем принцип регулировки режимов сварки, диаметр требуемых электродов, верхний и нижний уровни сварочных токов.
Или все-таки инвертор?
Конечно, в нем собраны все пожелания домашнего мастера по сварке: широчайшие функциональные возможности, разнообразные режимы сварки – все для счастья человека. Популярности среди широких масс населения этому типу сварочного оборудования не занимать. Цена, правда, высоковата. Но по мнению многих, эта овчинка по-настоящему стоит выделки.
На что обращаем внимание при его выборе домой?
- Главный критерий – также напряжение электрической сети, это те же 220В и 380В. И так же, как в предыдущих случаях, трехфазные модели инверторов являются более мощными. А от мощности устройства зависит его долговечность и срок использования. Ведь чем больше мощность, тем меньше перегревается аппарат.
- Следующий критерий – характеристики токов и режимы сварки. Их выбор будет зависеть только от одного – толщины свариваемых металлических заготовок. В интернете вы сможете найти множество данных о зависимости диаметра сварочных электродов в миллиметрах от значения сварочного тока в амперах. Обычно для домашнего инвертора вполне хватает силы тока от 60А до 160А. К тому же имеющаяся возможность плавно регулировать величину тока позволит вам еще больше повысить качество сварочного шва.
- Еще один важнейший фактор, который нужно учитывать при выборе инвертора в обязательном порядке. Это продолжительность включения ПВ, которая показывает время работы аппарат без перерыва при максимальных значениях тока. Иногда этот показатель называют ПН – продолжительностью нагрузки. Чем выше продолжительность включения, тем дольше инвертор сможет функционировать без перегрева. Вообще-то ПВ можно рассчитать, исходя из чистого времени сварки по отношению к паузам для смены электрода или подготовки материалов. Если, к примеру, в спецификации инвертора указана ПВ в 80%, то чистое время сварочного процесса будет длиться ровно 4 минуты. Затем вам придется сделать паузу длительностью в 1 минуту.
- Следующий критерий всегда указан в паспорте устройства – мощность инвертора. В этой строчке называется уровень номинального сварочного тока, при использовании которого инвертор не будет самопроизвольно выключаться из-за перегрева. Мощность лучше выбирать с запасом: если потребность в номинальном токе составляет 120А, выбирайте аппарат с показателем в 180А. Такой запас позволит вам использовать длинные электрические кабели и, самое главное, вы сможете работать при скачках напряжения с общей сети.
- ДПН расшифровывается как «диапазон питающего напряжения». Этот параметр делает безболезненными перепады напряжения в 20 – 30%, которые встречаются сплошь и рядом в сельской местности.
- Лучшие сварочные инверторы снабжены фирменными дополнительными опциями, которые облегчают работу сварщика – новичка, должны быть особенно важны для вас, если вы – тот самый новичок в сварочном деле. Речь о АП – антиприлипании, ГС – горячем старте, ФД – форсаже дуги. Значимы ли они для вас с вашим текущим опытом – решать вам и только вам.
В качестве резюме пройдемся по главным идеям нашего обзора. Классификация сварочных аппаратов – стройная и понятная система, которая отлично поможет принять решение, какой сварочный аппарат будет самым оптимальным для ваших работ в домашних условиях.
Критериев, определяющих выбор, немного. Если вы учтете их, у вас все получится: вы найдете устройство, которое будет устраивать вас и по сложности конструкции, и по широте функций, и по стоимости.
Желаем дельного похода в магазин, грамотного продавца и хороших помощников рядом.
tutsvarka.ru
Сварочный полуавтомат инверторного типа: какой выбрать для дома
Можно с уверенностью сказать, что в сварочном деле проходит ползучая промышленная революция. Прежде всего, сварочное оборудование стало доступным для самых широких масс потребителей – во многом благодаря китайским производителям. Дополнительным стимулом стали технологии с применением инверторов в качестве источника электрического питания.
Этот фактор привел в профессию сварщика множество новичков: варить стало легче и комфортнее, что само по себе является абсолютно позитивным явлением. Вместе с тем наблюдаются кое-какие проблемы, связанные с промышленным сварочным бумом. Это неприятное сочетание двух факторов: колоссальное число разных моделей сварочных аппаратов на рынке и недостаточная квалификация мастеров нового поколения, чтобы хорошо разбираться в этих аппаратах.
Далеко не все понимают, какой сварочный полуавтомат выбрать. Результатом являются нередкие ошибки в выборе аппарата, либо, что еще хуже, покупка поддельных марок сварочных приборов, которые на рынке тоже встречаются. Поэтому умение выбирать лучшие модели аппаратов является обязательным профессиональным навыком. Сварочный аппарат полуавтомат инверторного типа – этот тип агрегатов получает все большее распространение и среди любителей, и среди профессионалов.
Чем отличаются сварочные полуавтоматы от других аппаратов
Схема сварочного аппарата с тиристорным управлением.
В отличие от ручных дуговых аппаратов в инверторных сварочных полуавтоматах кроме преобразователя тока имеется еще один элемент – механизм для автоматической подачи присадочной проволоки во время сварки. В результате дуга получается стабильной и ровной, а сварочный шов – чрезвычайно высокого качества. По сути полуавтоматические инверторные аппараты выполняют такие же функции, как и ручные дуговые РДГ. Принципиальное отличие сварочного полуавтомата в том, что он состоит ровно из двух частей:
- Преобразователя тока, который меняет качество сварочного тока так же, как в ручных дуговых инверторах.
- Специальной кассеты для проволоки, чтобы подавать ее автоматическим способом в зону сварки.
Зачем нужна автоматическая подача проволоки? Для высокого качества шва, конечно. Технология сварки полуавтоматом гениальна по своей простоте: сварочная дуга аккуратно располагается между заготовками и проволокой, которая идеально ровно подается автоматом. Металл заготовок и проволоки плавится, перемешивается в сварочной ванне и по ходу движения электрода твердеет, превращаясь в качественный шов. Во время плавления в ее зону подается инертный газ в виде аргона для защиты от ненужных окислительных процессов.
Режимы работы полуавтоматов MIG, MAG, MMA, TIG
Разберемся с аббревиатурами MIG/MAG или МИГ и МАГ, которые часто встречаются в названиях в моделях сварочных инверторных полуавтоматов. Эти аббревиатуры различаются в зависимости от того, какой газ применяется в качестве защиты металла от окисления во время сварки.
МАГ обозначает Металл Активный Газ, при этой технологии используется углекислый газ. МИГ – Металл Инертный Газ обозначает использование аргона. Технологией МИГ можно варить цветные металлы, алюминий и нержавеющую сталь – самые капризные виды металлов в сварочном деле.

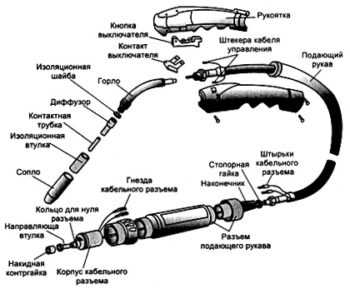
Как устроен наконечник сварочной горелки.
MMA Manual Metal Arc или РДГ – ручная дуговая сварка плавящимся электродом рассматривается как дополнительная функция полуавтомата. Ну и наконец TIG – сварка-полуавтомат неплавящимся электродом в аргоновой среде – тоже может быть дополнительной функцией в полуавтоматах высокой ценовой категории.
По каким критериям выбирать подходящий аппарат для себя
Критерии выбора сварочного аппарата:
- По функциям. Что и где вы собираетесь варить? Поилку для индюшат на даче, кузов автомобиля в мастерской или у вас впереди серьезные промышленные объекты?
- По качеству, виду и толщине сварочного шва. Вам важнее эстетика, как, например, для декоративных решеток или деталей автомобиля, или прочность и надежность на ответственных объектах типа газопровода?
- По виду металлов, с которыми вы собираетесь работать. Нержавейка? Алюминий? Цветные металлы и их сплавы? Есть в вашем наборе металлов присутствует алюминий и его сплавы, нужно разворачиваться в сторону аппаратов, где присутствует аббревиатура TIG с баллонами инертного газа в придачу.
- По характеристике электрической сети. Если вы живете и собираетесь работать в сельской местности, в вашей сети, скорее всего, будет прыгать напряжение. Тогда нужно искать аппараты с широким диапазоном скачков напряжения – такие есть, их специально выпускают для российских регионов.
- По личному опыту мастера. Если вы начали заниматься сваркой недавно, вряд ли будет целесообразно покупать дорогой навороченный полуавтомат, где половина функций вам не нужна будет и в помине.
Очень важный момент в выборе – универсальность аппарата. Она зависит от вида ваши планируемых работ: вам нужен только полуавтомат с автоматической подачей проволоки? Или вы собираетесь работать с электродами тоже? Если да, идем выбирать универсальное оборудование.
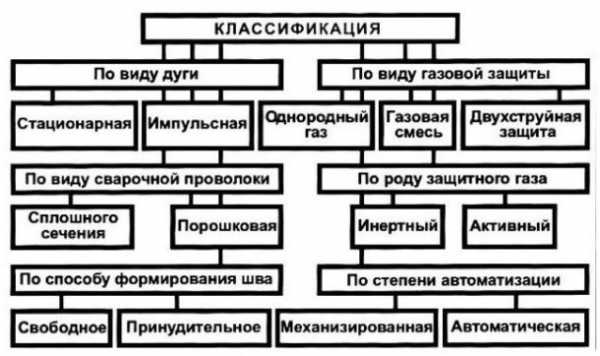
Классификация сварочных полуавтоматов
Это три условных группы:
- бытовые сварочные полуавтоматы;
- профессиональные полуавтоматы;
- промышленные полуавтоматы.
Бытовые: речь о выборе сварочного полуавтомата для дома. Подходят, если продолжительность работ не будет превышать нескольких часов в день. Выбирать нужно те аппараты, которые позволяют работать с проволоками разного диаметра и их разных металлов, то есть, с высокой степенью универсальности.
Устройство подачи проволоки в сварочном полуавтомате.
Профессиональные: таких моделей предлагается на рынке больше всего с самыми разными модификациями – с самым широким набором режимов или чисто «проволочные», не боящиеся скачков сетевого напряжения или позволяющие работать на морозе. Эти аппараты нужно выбирать буквально по пунктам технических характеристик: их много, но всех их нужно учитывать.
Промышленные: это мощные аппараты для сварки массивных деталей с неограниченным временем работы для круглосуточного пользования. В данном рейтинге они не рассматриваются.
Важные технические характеристики для выбора
Характеристики сварочных полуавтоматов:
- Мощность инвертора или сварочный ток. Это сила тока, при которой на аппарате можно работать без перерывов на остывание. Оптимальными параметрами считаются 160 – 200 А.
- Продолжительность нагрузки ПН – это процент времени от общего времени работы, которое потребуется на перерыв для остывания аппарата. Хорошим показателем является уровень 60%.
- Диапазон скачков напряжения в процентах показывает, при каких изменениях напряжения аппарат будет продолжать работать. Важно для сельской местности. Если вы выбираете профессиональный полуавтомат, важно, сколько фаз сети подведено к вашей мастерской. Однофазный агрегат нужно выбирать, если подведена одна фаза. Если у вас три фазы, можно покупать оба варианта – хоть однофазный, хоть трехфазный. Но если есть возможность выбирать, лучше остановиться на трехфазном варианте: с ним качество шва получается выше, а риск перегрузки на одну фазу ниже.
- Диаметр электродов или присадочной проволоки, который зависит от мощности тока и продолжительности нагрузки. Толщина свариваемых заготовок также влияет на выбор диаметра проволоки.
- Параметры питающего кабеля, он должен быть достаточного диаметра сечения – больше 2,5 мм и оптимальной длины. Если длина кабеля больше 15 метров, мощность аппарата при скачке сетевого напряжения обязательно будет теряться. А это напрямую определяет силу сварочного тока и в итоге качество сварочного шва.
Полуавтомат инверторный или классический?

Комплектация сварочного полуавтомата.
Иными словами, что лучше – трансформатор или инвертор? Учитывая факт, что до сих пор 90% сварочных работ в России производятся на трансформаторных типах оборудования, вопрос совсем не праздный и нуждается в разъяснениях.
В чем принципиальные различия трансформатора и инвертора? И тот, и другой являются источниками сварочного тока. Но генерируют его они по совершенно разным механизмам действия. Но для выбора того или другого важнее не механизм преобразования тока, а различия в применении и, главное, в качестве получаемых сварочных швов.
Трансформаторные модели громоздкие, их нужно перемещать на тележке, а лучше использовать в стационарных условиях, без перемещений. Инверторные полуавтоматы легче и меньше, швы с их помощью получаются более качественными. Но и стоят они значительно дороже трансформаторных опций.
Если денежный вопрос стоит остро, трансформаторы могут быть выбраны для домашних работ на даче или в частном доме. В личном гараже они также подойдут. Если же вы планируете заниматься сваркой ответственных участков типа отопления, водопровода, емкостей или труб из нержавейки, вам следует остановиться на инверторах.
10 моделей выбора инверторных полуавтоматов
Представляем десять моделей сварочных полуавтоматов, которые вполне могут бороться за право быть выбранными вами, исходя из ваших сварочных планов, квалификации и свойств вашей электросети. Следует отметить, что нумерация моделей никак не отражает их рейтинга внутри списка.
Определение – «лучший сварочный полуавтомат инверторного типа» в корне неверное. Модели настолько разные, что не могут конкурировать друг с другом, их нельзя сравнивать. Сам список – уже рейтинг с полноправными аппаратами для вашего выбора. Итак, определяем самый подходящий сварочный полуавтомат инверторного типа для себя – здесь и сейчас.
Сварог ПРО MIG 200
 Данный инверторный полуавтомат многими экспертами оценивается как пример отличного баланса цены и качества. Аппарат самый дорогой из всех приборов такой же модификации. Он универсальный, на нем можно работать со всеми видами проволоки, с обычными электродами в режиме MMA, c аргоновой горелкой в режиме TIG DC, легко менять полярность сварочного тока.
Данный инверторный полуавтомат многими экспертами оценивается как пример отличного баланса цены и качества. Аппарат самый дорогой из всех приборов такой же модификации. Он универсальный, на нем можно работать со всеми видами проволоки, с обычными электродами в режиме MMA, c аргоновой горелкой в режиме TIG DC, легко менять полярность сварочного тока.
Ценнейшим свойством аппарат является его ПН – продолжительность нагрузки. При токе не больше 160А и электродах с диаметром не больше 4 мм, его ПН составляет 100%. Это означает, что на нем можно работать без перерывов для остывания. Имеется специальный режим VRD – снижение напряжения холостого хода, форсаж дуги, принципиально новая схема контроля дуги.
Главные плюсы:
- универсальность, гибкость настроек;
- компактность и небольшой вес;
- новая система управления дугой;
Главные минусы:
- нельзя варить алюминий и его сплавы;
- высокая цена.
Кедр 175 GD
Сварочные полуавтоматы инверторного типа занимают в линейке российской компании Кедр не самое главное место. Основная специализация Кедра – промышленное сварочное оборудование для решения самых непростых производственных задач. Для нас с вами этот факт имеет только положительное значение: компания серьезная с продвинутыми технологиями и, что самое главное для нас, жесткими рамками производственных стандартов.
Аппарат также универсальный – и для полуавтоматической, и для ручной сварки. Программное управление с широкими возможностями, которое не очень удобно переключается: сначала выставляется кнопка режима и только затем настраиваются функции. Отлично адаптирован под разную толщину свариваемых заготовок. Мощность сварочного тока тоже неплохая – на максимуме 175А, а вот ПН не самая сильная.
 На это Кедре можно варить без остановок на остывание лишь при использовании электродов с диаметром не больше 3 мм. Иными словами, сварка в режиме MMA будет оптимальной с электродами в 2 – 3 мм в диаметре. Режим VRD также имеется. В принципе, Кедр ничем не уступает аппарату пунктом выше Сварог. Вот только он раза в полтора дешевле, чем Сварог. Выбирайте!
На это Кедре можно варить без остановок на остывание лишь при использовании электродов с диаметром не больше 3 мм. Иными словами, сварка в режиме MMA будет оптимальной с электродами в 2 – 3 мм в диаметре. Режим VRD также имеется. В принципе, Кедр ничем не уступает аппарату пунктом выше Сварог. Вот только он раза в полтора дешевле, чем Сварог. Выбирайте!
Главные плюсы:
- настоящая многофункциональность;
- очень удобен для новичков;
- хорошая ремонтная база;
- отличная цена;
Главные минусы:
- система управления не нравится опытным мастерам.
Aurora PRO 200
Китайский сварочный полуавтомат инверторного типа больше всех подходит если у вас запланированы большие по объему работы. Да и по своим размерам он самый большой среди остальных аппаратов в рейтинге.
Он популярен в мастерских по производству металлоконструкций и в автосервисах. Для работы с ним можно хорошо запастись проволокой – Аврора укомплектована массивными катушками. Отлично выдерживает скачки напряжения в сети – работает как миленький при минимуме 140В. Диаметр электродов лимитирован, максимально допустимый размер 5 мм, ПН средний – 60%.
 Главные плюсы:
Главные плюсы:
- большие катушки для проволоки с экономией ресурсов;
- отличная натяжка проволоки;
- можно работать с проволокой диаметра 1,2 мм;
Главные минусы:
- громоздкий, тяжелый.
Fubag Irmig 200
Профессиональные сварочные полуавтоматы бывают самой разной направленности. Перед вами «чистокровный немец» с очень узкой направленностью. Самый лучший выбор из всех возможных для «автомобильной жестянки»: если варить с проволокой диаметром 0,8 мм, прибор практически не перегревается и позволяет работать без перерывов для остывания.
Полуавтоматическая сварка листового железа – вот основное назначение аппарата, где ему равных нет. Ручной дуговой режим тоже возможен, но с остановками: ПН при мощности тока в 170А очень скромный – всего 20%. Это мощный и простой в управлении аппарата, обладающий всеми преимуществами немецкой техники, где на первом месте стоит надежность.
Главные плюсы:
- надежность, практически не ломается;
- простые настройки, удобное управление;
Главные минусы:
- узкая направленность работы, неполноценная MMA;
- цена высоковата, как у всех «чистых немцев».
Aurora PRO Overman 200
Функциональные особенности полуавтоматического инвертора.
Еще один отличный аппарат, но снова с узкой направленностью: он сконструирован для работы с проволокой и только проволокой. Не боится низких скачков напряжения в сети, не ограничивает выбор присадочной проволоки – можно варить даже с алюминиевой. Хорошо адаптируется под разную толщину металлических заготовок благодаря регуляции вольтамперной характеристики. В этой Авроре можно регулировать не только напряжение, но и ток, что встречается очень нечасто.
Странным выглядит переключатель скорости подачи проволоки: эта скорость представлена всего в двух режимах – быстро и медленно, без промежуточных показателей. Из-за своих спецификаций узкой направленности этот аппарат вряд ли можно рассматривать как сварочный полуавтомат для дома, но, если вы планируете сварку только с проволокой, его можно выбирать с уверенностью.
Главные плюсы:
- не боится сетевых скачков напряжения;
- хорошо адаптируется под разные размеры заготовок;
- отличная цена;
Главные минусы:
- тяжелый, громоздкий;
- скорость подачи проволоки только быстрая и медленная.
Сварог MIG 200Y
Еще один узкий специалист в деле профессиональной сварки – полуавтомат, который рассчитан на работу только с проволокой – никаких других режимов нет. У него очень неплохой ПН в 60% при мощности сварочного тока 200А, с такими показателями можно варить проволокой с диаметром 1 мм без остановок.
Как и положено «проволочному» аппарату, этот Сварог снабжен массивными катушками. Можно регулировать напряжение, ток и индуктивность, а вот скорость подачи проволоки – нельзя. Это выполняется автоматически с помощью электроники. Еще одно ценное и редкое техническое дополнение: при работе на морозе к инвертору подключается специальный обогрев.
Главные плюсы:
- гибкость настроек тока, напряжения и индукции;
- массивные катушки для проволоки до 15 кг;
- не боится морозов;
Главные минусы:
- высокая цена;
- нельзя самостоятельно регулировать скорость подачи проволоки.
Fubag INMIG 200 Plus
 А в этой модели вы найдете все возможные режимы сварки полуавтомат MAG/MIG, TIG и ручной MMA. Это многофункциональный аппарат с модным синергическим управлением. Очень неплохая мощность тока с максимальным значение в 200А, но при этом неважный ПН, который ограничивает диаметр проволоки не выше 0,8 мм и электроды не больше 2,0 мм.
А в этой модели вы найдете все возможные режимы сварки полуавтомат MAG/MIG, TIG и ручной MMA. Это многофункциональный аппарат с модным синергическим управлением. Очень неплохая мощность тока с максимальным значение в 200А, но при этом неважный ПН, который ограничивает диаметр проволоки не выше 0,8 мм и электроды не больше 2,0 мм.
Скорость подачи проволоки также регулируется автоматически, равно как и горение дуги. Есть специальный режим короткими швами SPOT для сварки поверхностей, где не нужна герметичность: подача проволоки автоматически останавливается через равные временные интервалы. Аппарат очень не любит низких скачков сетевого напряжения: в сети много жалоб от мастеров на его остановки в таких ситуациях.
Главные плюсы:
- настоящая многофункциональность;
- отличная цена;
- режим SPOT;
Главные минусы:
- боится скачков сетевого напряжения;
- низкий ПН, лимит диаметром проволоки и электродов.
Elitech ИС 220П
Типичный бюджетный китайский сварочный полуавтомат, подходящий для сварочных работ, например, в гараже. Один из лучших в своем ценовом сегменте. Ведет себя прилично при скачках напряжения – без проблем выдерживает снижение до 160 В. Его можно отнести к энергосберегающему оборудованию: мощность потребления всего 5,4 кВт. Максимальная мощность тока 180 А с ПН в 80%.
Такие показатели дают возможность работать с проволокой диаметром до 1,0 мм. Скорость подачи проволоки и напряжения можно регулировать самостоятельно. В сети множество позитивных отзывов по поводу надежности этой техники. Так что не боимся в данном случае китайского происхождения аппарата.
Главные плюсы:
- очень экономичен по расходу энергии;
- компактный;
- отличная цена;
Главные минусы:
- минимальный набор настроек.
Foxweld Invermig160 combi

Устройство современного сварочного полуавтомата.
Универсальный бюджетник – инверторный сварочный полуавтомат с максимальной мощностью сварочного тока в 160А и ПН 60%. Его отличает удобное управление, потребляет экономно электроэнергию, не боится скачков напряжения. С ним можно работать на морозах и в неотапливаемых помещениях: он снабжен редуктором для обогрева инвертора. Еще одно достоинство – длинный рукав горелки.
Главные плюсы:
- экономичен по потреблению электроэнергии;
- невысокая цена;
Главные минусы:
- малоизвестная марка;
- небольшой запас по току.
Ресанта САИПА 200
Ресанта является одной из самых раскрученных марок на российском рынке, а ее модель САИПА 200 – самая популярный сварочный инвертор полуавтомат в линейке Ресанты. Максимальная мощность сварочного тока 200 А с ПН 70%: можно варить с проволокой с диаметром 1,0 мм без перерывов. Имеются регуляторы напряжения и скорости протяжки проволоки. В сети много жалоб на частые поломки как данной модели, так и другой продукции этой фирмы.
Главные плюсы:
- неплохой запас по току;
Главные минусы:
- боится пыли;
- часто ломается;
- завышенная цена.
Советы вдогонку
Как выглядит газовая горелка для сварочного аппарата?
Несколько советов от экспертов, чтобы понять, как выбрать сварочный полуавтомат для конкретных нужд: в некоторых аппаратах на горелках поставлены евро-разъёмы, которые подойдут для работы далеко не везде. Их можно сразу же сменить.
- Проверяйте механизм протаскивания проволоки. Если в нем стоит двигатель малой мощности, механизм быстро сломается. Да и ролики ля проволоки должны быть нормальных размеров – не меньше 30 х 22 х 10 мм.
- Есть модели, в которых индуктивность регулируется жестко и автоматически: или «сильно» или «слабо». Такие аппараты лучше избегать, потому что регулировка должна быть мягкой и плавной – от этого зависит качество сварочного шва.
- Регулировка индуктивности лучше не ручная, а цифровая. В этом случае намного легче и правильнее настраиваются остальные параметры.
- Дополнительным плюсом всегда выступает автоматическое отключение прибора во время перегрузки.
Выводы
Сварочные полуавтоматы хороши и для непрофессиональных домашних работ, и для профессиональной сварки в мастерских и автосервисах. Если решать, какой сварочный полуавтомат выбрать для ремонта автомобиля, то предпочтительнее инверторный тип полуавтоматов.
Можно обсуждать и покупку полуавтомата «старого» трансформаторного типа, чтобы он работал в гараже в режиме стационара из-за веса и больших габаритов. Но, несмотря на разницу в цене в пользу трансформаторов, целесообразнее остановить выбор на инверторном типе. Речь о качестве швов: с инвертором их высокого качества добиться легче.
Решить в итоге, какой сварочный полуавтомат лучше для вас здесь и сейчас не так уж сложно. Главное – хорошо понимать, с какими материалами вы собираетесь работать, в каких условиях вы будете это делать. В качестве третьего критерия – какие требования будут предъявляться к качеству сварочных швов.
tutsvarka.ru
Выбор и расчет мощности автоматического выключателя. Какой нужен автомат для сварочного аппарата
Мощность сварочного аппарата и иные характеристики
Мощность сварочного аппарата обозначает, какую силу тока сможет выдать устройство, с какой толщиной металла можно будет работать в дальнейшем. Профессиональные аппараты могут выдать от 300 А, но обычные бытовые дают меньше, они рассчитаны на работу при 200-250 А. Если аппарат нужен для проведения разового ремонта, мелких строительных работ, то лучше всего брать обычные бытовые.

Мощность сварочного аппарата обозначает, какую силу тока показывает устройство и с какой толщиной металла разрешается работать в будущем.
В паспорте производители обычно указывают только максимальную потребляемую мощность, т. е. пиковые нагрузки и иные показатели. Именно такой параметр позволяет определить, хватит ли мощности электрической сети для работы оборудования. Нельзя забывать и о том, что при понижении напряжения в сети многие устройства также в состоянии работать, но производительность их ниже.
Сварочный трансформатор какой мощности выбрать?
Сварочный трансформатор представляет собой оборудование, которое может преобразовать ток, необходимый для работы устройства. Механизмы эти недорогие, надежные. Используется аппарат для того, чтобы выполнять сварку низколегированных сталей, для этого применяются плавящиеся электроды. При выборе устройства для сварки надо тщательно подходить к определению мощности.
Схема преобразования электрической энергии в сварочном аппарате.
Следует учитывать максимальные значения и некоторый запас, так как часто при включении этот предел бывает превышен. Например, если агрегат будет применяться для работы с однофазной сетью, то превысить значение тока в 200 А вряд ли получится, об этом нельзя забывать. На деле это оборачивается невозможностью использования аппарата для сварки.
При выборе надо помнить, что трансформатор изнашивается. Чем больше значение, тем выше нагрев и износ. Если не требуются сложные и длительные работы, то и высокие значения мощности совершенно не нужны. Предпочтение рекомендуется отдавать тому оборудованию, которое рассчитано на 120-130 А — это оптимальная золотая середина.
Вернуться к оглавлению
Мощность сварочного выпрямителя
Сварочный выпрямитель представляет собой разновидность трансформатора, который позволяет преобразовать переменный ток в необходимый для работы постоянный. В отличие от обычного трансформатора сварочный выпрямитель обеспечивает стабильное горение, качество его выше. Есть возможность варить цветные металлы и тонкие детали, при этом большой опыт не требуется.
Схема устройства сварочного аппарата.
Определить, какую мощность должен потреблять выпрямитель, чтобы обеспечить правильную и качественную работу, несложно. Для этого необходимо знать, что стандартное напряжение дуги устройства равно 24 В. Этот показатель умножается на значение сварочного тока, т. е. на 160 А. Цифра, которая будет получена, и является мощностью оборудования на дуге. Потребляемая мощность от рабочей электрической сети определяется иначе. Необходимо полученный ранее результат разделить на КПД (обычно за него принимают 0,65-0,7). Это и будет показатель максимального рабочего тока.
При покупке значение рекомендуется всегда проверять с заявленным, так как производители порой завышают показатели, чтобы продать устройство. В реальности получается не самая хорошая ситуация, когда при выполнении работ даже не на максимальных значениях наблюдается сильный перегрев, мощность резко падает.
Вернуться к оглавлению
Сварочный инвертор: выбор мощности
Выбор инверторного сварочного аппарата проводится в соответствии с таким параметром, как мощность. Учитывается номинальный ток, при котором устройство будет бесперебойно работать без перегрева, даже в том случае, если использование будет интенсивным. Перегрев не наступит даже при повторно-кратковременном режиме, т. е. при максимальном значении тока.
Управление сварочным аппаратом.
Например, при использовании электрода на 3 мм рабочий ток будет составлять 120 А. Такие условия позволят сваривать детали на 3-4 мм толщиной. Значит, при выборе следует учитывать мощность, когда инвертор сможет работать с номинальным током в 160-180 А, но при этом имея запас в 30-50%. Почему именно такие значения? Работать на максимальных значениях не рекомендуется, так как это приводит к перегреву, инвертор выходит из строя. При снижении напряжения электрической питающей сети до 170-180 В мощность оборудования падает, сварочный ток снижается до минимальной отметки. Запас необходим на тот случай, когда нагрузка будет дана большая.
Запас требуется и в том случае, когда применяются длинные кабели от 5 м. Если не соблюдать запас, то характеристики сварочного аппарата снизятся ниже номинального рабочего уровня. Особенно важны такие условия, когда применяются кабели от 15 м. При выборе инвертора следует учитывать, что производители обычно показатели завышают, на деле ток находится на
10i5.ru
Сварочные полуавтоматы и автоматы — их разновидности и классификация
Прежде чем приступить непосредственно к рассмотрению темы статьи, автор считает целесообразным пояснить, в чем разница между сварочными аппаратами категорий «автомат» и «полуавтомат». Их названия созвучны, и люди, которые профессионально сваркой не занимаются, нередко путаются в терминологии. Не вдаваясь в подробности классификации и реализованных технических решений, можно отметить принципиальную разницу по следующим параметрам.
Во-первых, точность сварки. У автомата она, естественно, выше.
Во-вторых, компактность и мобильность. Полуавтоматические сварочные аппараты представляют собой изделия блочного типа, которые, в зависимости от модели, имеют сравнительно небольшой вес и легко переносятся с места на место или перевозятся с объекта на объект. Учитывая малогабаритность таких изделий, они свободно умещаются в багажнике легкового авто.
Сварочные автоматы
Это оборудование для стационарной установки. Как вариант – аппараты на тележке с колесами. Но такая их мобильность ограничена площадью производственного помещения, а для транспортировки на расстояние нужна уже не легковая, а бортовая машина.

По всем остальным признакам (принципу функционирования, составу) полуавтоматы и автоматы схожи, поэтому рассмотрим категорирование сварочников на примере полуавтоматов. Автоматическое оборудование используется, как становится понятно, лишь на производстве, мы же рассмотрим в первую очередь аппарат для бытового применения и небольших частных предприятий.
Классификация сварочных аппаратов
По способу сварки
Проволокой. Представляет собой трубку с тонкими стенками, внутри которой находится специальная порошковая масса, выполняющая функцию флюса. Чтобы в процессе подачи проволока не деформировалась, в системе устанавливаются ролики, по которым она и перемещается.
В защитной среде. Используется газ, который подается на обрабатываемый участок. В обозначении модели присутствует литера, указывающая на его разновидность: «И» – инертный, «Г» – активный.
С флюсом. Точнее, под его слоем. Сварочники, функционирующие по такой технологии, подают в рабочую зону проволоку более толстую и без наполнителя. Порошок же поступает через воронку, которая расположена на горелке.
На заметку!
Есть полуавтоматы категории «универсальные». Они укомплектованы различными приспособлениями, позволяющими выполнять сварку любых видов.
По типу подающего механизма
Толкающий. Устанавливается непосредственно перед горелкой. Эффективен при сварке стальных заготовок.
Тянущий. Расположен на горелке. Такое инженерное решение имеет «минус» – нагрузка на руку сварщика возрастает, и он больше устает. В основном применяются при сварке деталей из алюминия.
Комбинированного действия. Эти механизмы универсального применения. Особенно полезны, если рабочая зона и корпус аппарата находятся на некотором расстоянии (определяемом длиной шланга).
По питающему напряжению
Однофазные. Наиболее удобные модели для бытового применения. Им достаточно обычной розетки на 220 В. Единственно, что нужно учесть при подключении – выдержит ли эл/проводка. Но скачки напряжения в сети из-за изменений нагрузки могут наблюдаться. Хотя если аппарат и небольшой мощности, на функционировании бытовых приборов в доме это особенно не отразится.
На заметку!
Значительное несоответствие мощности аппарата параметрам эл/сети чревато «просадками» напряжения, а это отражается на качестве сварки. Понятно, что не в лучшую сторону.
Трехфазные. Их целесообразно приобретать собственникам частных домов, так как линия 380 В уже подведена к строению. Преимущество в том, что такие сварочники не создают большой нагрузки на фазу, так как она распределяется по всем трем, равномерно.

По источнику питания
Это уже к вопросу о разновидностях полуавтоматов.
Трансформаторные. Традиционное исполнение. Если сварка ведется постоянным током, то после трансформатора напряжение поступает в выпрямитель.
Инверторные. Более совершенные модели. Они имеют массу преимуществ перед трансформаторными.
Достоинства инверторов
- Во-первых, более компактны и меньше весят.
ismith.ru
Сварочные автоматы — какие они бывают и где применяются?
Сварочный аппарат-автомат представляет собой устройство, где сварочная головка объединена со специальным механизмом, который обеспечивает подачу присадочной проволоки вдоль формируемого сварного соединения. Кроме того, здесь предусмотрены конструкции, позволяющие подавать флюс, несколько выносных пультов управления, которые позволяют быстро отрегулировать скорость подачи присадки, силу тока и много других немаловажных параметров, обеспечивающих качественный шов. Мощность аппаратов может серьезно отличаться.
Разновидности автоматических аппаратов
Стоит отметить, что автоматические аппараты могут быть специализированными или универсальными. Отличаются эти устройства по ряду признаков, которые, так или иначе, характеризуют их полезные эксплуатационные свойства:
- Сварочные автоматические конструкции бывают самоходными и несамоходными, причем последние получили название «подвесные»;
- Очень важна разновидность используемых электродов. Универсальное оборудование рассчитано почти на все типы, в том числе на неплавящиеся, производимые из вольфрама. Специализированные аппараты при проведении сварки пользуются только одним из разновидностей данного расходного материала;
- Тип плавки электрода – проводной, штучный либо ленточный;
- Способ защиты участка, где производится сварочная деятельность – флюс, защитная газовая среда (углекислый газ, аргон, гелий и другие вещества), комбинированная технология, где флюс сочетается с газовой средой;
- Разновидность используемого тока: оборудование может быть рассчитано на постоянный или переменный ток. В продаже сегодня имеются установки, которые способны работать при обоих разновидностях напряжения;
- Технология подачи присадочной проволоки: регулируемая в ручном режиме, регулировка осуществляется в зависимости от того, какое напряжение подается электрическую дугу;
- Методика формирования сварного соединения – свободная или принудительная технология;
- Способ регулирования сварочного тока – плавный, ступенчатый или комбинированный.
Технология проведения работ
Если планируется использовать сварочный аппарат-автомат, то в большинстве случаев вместо электродов будет применяться специальная присадочная проволока, которая наматывается на особую катушку. Она закрепляется в подающем механизме и подается в район формирующегося шва при помощи системы роликов. Автоматическая подача производится во многом за счет электрического двигателя.
Перемещение и выпрямление производится внутри данного механизма, после чего проволока попадает в мундштук, через который и выходит к сварной дуге.
В мундштуке дополнительно устанавливается контакт, проводящий электрический ток. Он будет контактировать с присадочной проволокой, за счет чего и станет возникать сварочная дуга. Расстояние между дугой и контактами невелико, поэтому сам процесс перемещения проволоки будет очень похож на технологию работы с коротким электродом, который будет сохранять примерно одинаковую длину в течение всего периода использования.
Рабочее пространство отличается незначительными размерами, особенно у аппаратов марки Leister, поэтому даже очень высокую плотность электрического тока можно направлять на расплавление металла и при этом не опасаться, что проволока или оборудование начнет перегреваться. Главным качеством автоматических аппаратов Ляйстер, как и у большинства других марок, является равномерная подача проволоки за счет надежного механизма, поэтому не придется делать поправку на дугу, изменяющую свою длину. Стоит отметить, что в продаже имеется оборудование фирмы Твинни Т, которое может зажигать дугу самостоятельно, без контакта с соединяемыми заготовками.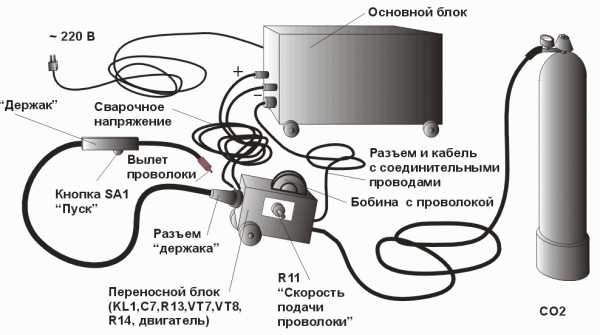
Основные задачи, которые позволяет решить сварочный автомат при соблюдении технологии выполнения работ, представляют собой набор следующих моментов:
- Скорость подачи присадочной проволоки находится в прямой зависимости от напряжения, под которым работает электрическая дуга, а также от ее плотности. Чем меньшей будет дуга, тем медленнее будет производиться подача расходного материала. Благодаря такому технологическому решению напряжение на дуге остается постоянным в течение всего времени проведения работ. Соответственно, расход проволоки будет оптимальным – не слишком маленьким, но и не слишком большим, что позволяет формировать наиболее качественное сварное соединение;
- Строительные и монтажные работы, осуществляемые при помощи данного оборудования, будут производиться в нормальном режиме даже в случае, если в сети возникнет короткое замыкание. Когда напряжение пропадает присадочный материал резко отводится от соединяемых заготовок. При восстановлении тока, проволока выдвигается и быстро замыкает дугу, делая ее стабильной.
Положительные и отрицательные качества автоматической сварки
Главной эксплуатационной характеристикой автоматического оборудования марок Твинни Т, Telmig 170 и других является максимально высокая производительность, которая в несколько раз выше по сравнению с ручной дуговой или полуавтоматической сваркой.
Кроме того, здесь к минимуму сведена вероятность влияния человеческого фактора. За счет этой особенности сварное соединение получается максимально ровным как в ширину, так и по толщине. Такую сварку очень удобно применять для работы в труднодоступных местах. Не приходится производить регулировку подаваемого на электрод напряжения и скорости его подачи к свариваемым элементам.
Человеку в процессе выполнения сварочных работ не приходится находиться в непосредственном контакте с отравляющими веществами, которые выделяются в процессе сварки, поэтому состояние его здоровья находится вне опасности.
Главным отрицательным моментом при использовании такой технологии являются довольно большие затраты времени, направленные на организацию процесса. Кроме того, шов при его формировании подкорректировать не представляется возможным, так как все основные его качества определяются устройством еще перед началом проведения работ.
electrod.biz