
технология соединения элементов водопровода низкотемпературной пайкой
 Растущая популярность медных водопроводов объясняется очень просто. Всем известно, что вода, подаваемая централизованно в жилища, содержит некоторое количество хлора. Хлор — сильный окислитель, но он не разрушает медные трубы, а даже, наоборот, со временем укрепляет их стенки, образуя прочный тонкий слой патины. Кроме того, медь обладает бактерицидными свойствами и является природным долговечным материалом, совершенно безопасным для человеческого здоровья.
Растущая популярность медных водопроводов объясняется очень просто. Всем известно, что вода, подаваемая централизованно в жилища, содержит некоторое количество хлора. Хлор — сильный окислитель, но он не разрушает медные трубы, а даже, наоборот, со временем укрепляет их стенки, образуя прочный тонкий слой патины. Кроме того, медь обладает бактерицидными свойствами и является природным долговечным материалом, совершенно безопасным для человеческого здоровья.
Полностью медные водопроводы сейчас делают редко из-за высокой цены, но они всё-таки встречаются. Если учесть, что срок службы подобных инсталляций сто и более лет, то такие проектные решения не покажутся расточительными. Да, качественная фурнитура и трубы на рынке имеют небюджетные ценники, но всегда можно сэкономить на монтаже — пайка меди в домашних условиях не самая сложная вещь для начинающих. При соблюдении определённых правил несложно делать безопасные и герметичные соединения.
Существует два вида пайки: низкотемпературная и высокотемпературная. Первая применяется в случаях, когда температура теплоносителя не превышает 110 °C и осуществляется мягкими припоями. Вторая — используется в сетях с высоким давлением или очень горячим содержимым, чаще всего для труб большого диаметра. В домашних сетях её встретить трудно, основное применение — в промышленности. Каким способом воспользоваться — выбор домашнего мастера. Но стоит обратить внимание на то, что высокотемпературный метод потребует профессиональной горелки и хороших навыков исполнителя. Ниже речь пойдёт о низкотемпературном способе соединения труб с помощью фитингов.
Планирование работы
 Хорошее планирование — залог успеха. Нужно иметь полное представление об объёме и содержании работ, где должны проходить трубы и какие фитинги потребуются. В новом строительстве сборку и соединение трубопроводов производить сравнительно легко. Реконструкция или ремонт требуют значительно больших трудозатрат, так как трубы обычно скрыты за отделкой. Как правило, требуется удаление декоративных покрытий. После того как водопровод будет завершён и проверен на герметичность, придётся восстанавливать все поверхности, пострадавшие от демонтажа.
Хорошее планирование — залог успеха. Нужно иметь полное представление об объёме и содержании работ, где должны проходить трубы и какие фитинги потребуются. В новом строительстве сборку и соединение трубопроводов производить сравнительно легко. Реконструкция или ремонт требуют значительно больших трудозатрат, так как трубы обычно скрыты за отделкой. Как правило, требуется удаление декоративных покрытий. После того как водопровод будет завершён и проверен на герметичность, придётся восстанавливать все поверхности, пострадавшие от демонтажа.
В любом случае, будь это новое строительство или ремонт, все работы начинаются с проекта, который поможет определиться с количеством и особенностями соединений. Приобретая материалы для выполнения проектной задачи, не стоит забывать, что небольшой запас в них будет совсем не лишним. Например, если для монтажа новой линии холодной воды требуется три метра полдюймовой трубы, два колена и клапан для крана, полезно будет купить чуть больше трубы и несколько соединителей сверх необходимого количества. В случае если что-то пойдёт не так, дополнительные детали будут под рукой, и не нужно будет прекращать надолго работу ради покупки недостающих мелочей.
Паяльные материалы и инструменты
Если это дебют, то без приобретения нескольких полезных инструментов не обойтись. Скорее всего, это будут приспособления для зачистки, резак для труб и пропановая горелка. Другие инструменты, такие как дрель с набором свёрл, рулетка, тряпки или салфетки, пульверизатор с водой, защитные очки и перчатки, скорее всего, всегда будут в наличии.
Специализированные сантехнические приспособления помогают добиться профессионального качества исполнения соединений. Например, ничто не мешает разрезать трубу обычной ножовкой, но результатом может быть грубый, с неровными краями торец. Предназначенный для этого резак позволяет сделать хорошо совместимое чистое соединение. Приблизительный список материалов и приспособлений, о которых стоит позаботиться загодя, выглядит так:
 пропановая горелка;
пропановая горелка;- труборез;
- щётки для зачистки;
- пламезащитный коврик;
- пламеотражатели;
- лоскуты шерсти или синтетической ваты;
- припой;
- флюс;
- защитные очки и перчатки;
- огнетушитель.
Подготовка металла
Отмерить, отрезать и состыковать все части между собой в проектном положении. Такой подход позволяет избежать необратимых ошибок перед пайкой. Убедиться, что ничто не мешает трубопроводам и соединениям и не будет создавать механические нагрузки в процессе эксплуатации. После этого разобрать все элементы для того, чтобы очистить соединяемые поверхности.
Поверхности металлов редко бывают чистыми, обычно они незначительно покрыты окислами, маслами, смазками. Оставить загрязнения нетронутыми означает сохранить барьерный слой для доступа припоя к металлу. Попытки удалить патину травлением или абразивами с жирной поверхности неэффективны. Первым делом нужно избавиться от маслянистых загрязнений. В большинстве случаев детали достаточно протереть обезжиривающим растворителем или воспользоваться водным щелочным раствором.
Следующий этап — механическое удаление окислов с помощью абразивов. Для этой процедуры лучше использовать специальный инструмент — наждачные шкурки не дадут такого качественного результата. Важно обработать абразивом не только торцы труб, но и внутренние части фитингов. Если всё сделано верно, металл должен сверкать, как новая монета.
Нанесение флюса
Нагрев меди в контакте с воздухом ускоряет образование оксидов, которые препятствуют смачиваемости металла припоем. Нанесение флюса защищает спаиваемые поверхности от кислорода, таким образом предотвращая возникновение окислов. Кроме того, флюс растворяет и поглощает оксиды, которые были полностью не удалены в процессе очистки.
 Флюс для пайки медных труб наносят кисточкой, целиком покрывая поверхности в месте стыка. Поскольку большинство из них имеет консистенцию пасты, эта процедура никаких сложностей не вызывает. Флюс важно верно дозировать. Избыток его долго будет промываться в уже действующем водопроводе. А в недостаточном количестве он быстро насыщается окислами, теряет эффективность и меняет консистенцию. Его также будет непросто смыть. В случаях, когда фаза разогрева может потребовать много времени (например, при необходимости запаять массивные компоненты сборки) увеличить расход флюса никогда не помешает.
Флюс для пайки медных труб наносят кисточкой, целиком покрывая поверхности в месте стыка. Поскольку большинство из них имеет консистенцию пасты, эта процедура никаких сложностей не вызывает. Флюс важно верно дозировать. Избыток его долго будет промываться в уже действующем водопроводе. А в недостаточном количестве он быстро насыщается окислами, теряет эффективность и меняет консистенцию. Его также будет непросто смыть. В случаях, когда фаза разогрева может потребовать много времени (например, при необходимости запаять массивные компоненты сборки) увеличить расход флюса никогда не помешает.
Нередко флюсы могут быть индикаторами температуры, что сводит риск перегрева деталей к минимуму. Когда металл достаточно горяч, они становятся прозрачными или приобретают другой оттенок. Подробности термического поведения флюсов обычно указываются производителем.
Соединение элементов
В качестве припоя для меди при такой технологии используются в основном сплавы олова с серебром, висмутом и сурьмой. Лучшими считаются припои с большим количеством серебра, но они самые дорогие из представленных на рынке. Запрещено использовать для монтажа водопровода сплавы, содержащие свинец.
Перед началом работы нужно освободить от мотка и выпрямить приблизительно 30 см припоя, после чего согнуть 5—10 см под удобным углом. Это поможет в удобстве нанесения припоя на соединение. Изгиб проволоки позволит работать с труднодоступными местами, а достаточная длина «кочерги» — держать руку подальше от пламени. Поскольку металл арматуры толще стенок трубы, нагрев начинают с фитинга, а затем возвратно-поступательными движениями остальные элементы соединения. В процессе припой начнёт немного кипеть с образованием дыма. Когда труба и фитинг достигнут нужной температуры, припой будет плавиться при контакте с соединением.
Расплавленный припой имеет свойство течь в более горячую зону. В нагреваемой сборке наружные поверхности будут нагреты больше, чем внутренние, поэтому его нужно подавать точно в место стыка. Иначе припой будет пытаться распространиться по более горячим наружным поверхностям вместо того, чтобы проникать в зазоры между деталями. Обязательно нужно убедиться, что он заполнил всё соединение. После заполнения стыка следует быстро удалить влажной тряпкой излишки припоя.
Сама по себе пайка медных трубопроводов — довольно простая в исполнении процедура. Нужно лишь внимательно следить за спаиваемыми деталями и помнить, что суть процесса в том, чтобы нагреть соединение до температуры плавления припоя, но не перегреть его. Почернение металла указывает на избыточное подводимое тепло, и результатом может быть непрочное соединение с пузырьками воздуха в припое.
Некоторые сложности могут возникнуть при работе с латунной арматурой. В случае пайки, например, клапана, велик риск расплавления его полимерных деталей от нагрева. Существует два широко используемых подхода для таких соединений.
- Удалить шток с резиновой прокладкой из корпуса клапана и припаять трубу. После охлаждения соединения установить шток на место.
- Припаять муфту с резьбой на конец медной трубы. После того как муфта и труба остынут, вкрутить в клапан.
Очистка и осмотр стыков
Следующий после спайки этап — удаление остатков флюса. Последний может быть химически активным и со временем навредить соединению. Поскольку флюсы водорастворимы, самый простой способ удаления — стирание его влажной тряпкой. Трудностей в этом не возникает, если в процессе пайки детали не были перегреты. Если последнее всё-таки произошло — перенасыщенные оксидами флюсы, как правило, приобретают зелёный или чёрный цвет и могут становиться твёрдыми. Их легче удалить раствором слабой кислоты с помощью щётки. В тех немногих случаях, когда требуется эстетическая привлекательности шва, его полируют тонкой наждачной бумагой.
 После очистки швов от флюса нужно внимательно осмотреть все соединения на предмет наличия непропаев и трещин. Если дефекты не обнаружены — можно подавать в систему воду под давлением. Стыки должны быть абсолютно герметичными. При подозрении на течь придётся спаять дефектное соединение заново.
После очистки швов от флюса нужно внимательно осмотреть все соединения на предмет наличия непропаев и трещин. Если дефекты не обнаружены — можно подавать в систему воду под давлением. Стыки должны быть абсолютно герметичными. При подозрении на течь придётся спаять дефектное соединение заново.
Итак, в пайке медных трубок газовой горелкой нет ничего сложного. Несколько специализированных инструментов значительно упростят работу, с помощью нужного видеоурока можно освоить различные нюансы. Конечно, мастерство создания идеальных стыков требует практики, но вполне досягаемо для любителя. Важно во время получения нужных навыков не забывать о простых правилах безопасности при проведении подобных работ:
- всегда пользоваться очками и перчатками;
- нельзя паять трубы, наполненные водой;
- нельзя находиться под местом пайки;
- нельзя допускать попадания флюса в глаза.
obinstrumentah.info
Пайка медных труб мягким припоем
Медные трубы являются очень популярными элементами для создания качественного, надежного и долговечного трубопровода, обладающего многочисленными преимуществами. При его формировании возникает необходимость соединять отдельные части трубы друг с другом. Для этого наиболее оптимальным способом соединения считается пайка.
Медь является металлом, который идеально подвергается пайке. Дело в том, что поверхность таких изделий очень просто и легко очистить от всевозможных покрытий и загрязнений, налетов и ненужных слоев. Для этого не возникает необходимость пользоваться какими-либо специфическими и агрессивными средствами. С медью имеют отличную адгезию многие легкоплавкие материалы. Во время нагрева, который обязательно имеется во время процесса пайки, медь не вступает в реакции с различными веществами, находящиеся в воздухе, а также с самим кислородом. Благодаря этому при работе не нужны флюсы, которые считаются дорогостоящими и сложными. В результате, медные трубы могут легко подвергаться совершенно разным видам пайки.
Во время процедуры пайки применяется специальный капиллярный эффект, который представляет собой соединение атомов и молекул твердых предметов и жидкости в то время, когда происходит разделение этих сред. В результате данного эффекта поверхность медных труб смачивается. Смачивание заключается в том, что силы притяжения, имеющиеся различными молекулами металлов и припоя, становятся намного более высокими по сравнению с силами притяжения молекул только одного припоя, что приводит к тому, что жидкость как бы приваривается к покрытию твердого тела.
Основные разновидности изделий из меди
Медные трубы выпускаются в большом количестве видов. В первую очередь они отличаются друг от друга по диаметру, которые могут выражаться в дюймах или миллиметрах. Наиболее популярными считаются изделия 6 и 8, 10 и 12, 22 и 28, а также 42 и 48 мм.
Медные изделия обладают своей специфической маркировкой.
- Первоначально имеется буква «М», которая и квалифицируется предмет в качестве медного.
- После буквы имеется число, которое указывает на степень чистоты металла. Если имеется два ноля, то изделие считается высокочистым, если один ноль, то оно будет чистым, а если от единицы до трех, то его можно причислить к технически чистому.
- За числами снова идет буква, которая указывает на метод создания меди. Буква К обозначает катодный способ, У – катодный переплавленный, Р – раскисленный, Б – бескислородный, Ф – раскисленный с применением фосфора.
Дополнительно медные изделия отличаются друг от друга по марке. В разных марках может иметься различное содержание меди и примесей. Также в них может быть разное количество кислорода. Дополнительно вещества могут иметь разную степень раскисленности. В некоторых марках в составе имеется фосфор, а также в отдельных марках вовсе нет кислорода. Поэтому различные марки имеют существенные отличия в химическом составе. Следует перед приобретением тех или иных медных труб просмотреть в ГОСТе 52318 их назначение, чтобы не совершить ошибку с использование неподходящих для конкретных целей изделий.

Какие инструменты применяются в процессе пайки медных труб?

Данный процесс может быть реализован с помощью различных инструментов. Каждый из них имеет плюсы и минусы, а также для работы важно уметь правильно обращаться с выбранным вариантом. Можно выделить следующие самые популярные материалы для пайки:
- Труборез для труб. Он разрезает трубы по длине. На рынке инструмент представлен в различных разновидностях, однако принцип действия у каждого вида является одинаковым. Для пайки необходимо зажать нужную часть трубы между лезвием трубореза и специальными роликами, которыми он оснащен. После этого нужно начинать вращать изделие в соответствии с диаметром трубы. При этом необходимо регулярно подтягивать специальный натяжной болт, причем, обычно на треть оборота после каждого полного оборота инструмента. Для полного разрезания трубы необходимо сделать 6 полных оборотов труборезом.
- Газовая горелка. Предназначается для низкотемпературной пайки трубы из меди. Она оснащается специальным припоем из олова. Горелки представлены в нескольких видах, причем они отличаются конструкцией и принципом действия. Не каждая газовая горелка для пайки медной трубы подходит, поэтому важно тщательно перед покупкой изучить инструкцию, чтобы убедиться, что выбранное изделие сможет осуществить пайку трубы. Самым важным параметром данного изделия считается наличие узконаправленного пламени. Нагревается медная труба с помощью этого инструмента буквально за несколько секунд, причем расход газа считается небольшим. Поэтому небольшая газовая горелка может обеспечить пайку большого количества участков трубы из меди. Горелка оснащается специальным баллоном, в который загружается пропан с бутаном.
- Металлическая шерсть. Этот инструмент используется для зачистки медной трубы. Для работы с ним не нужно прилагать много усилий, поскольку достаточно обжать одну часть трубы этим изделием, после чего труба вращается, что обеспечивает качественную и надежную зачистку. Кроме самих поверхностей необходимо выполнить зачистку внутреннего фитинга.

Выбор инструмента для пайки может быть разным, однако важно подобрать такое изделие, которое будет идеально справляться с поставленными задачами, поэтому будет обеспечивать идеальный результат.
Что нужно подготовить перед непосредственным процессом пайки?
Важно знать, какие материалы кроме инструментов должны быть подготовлены для этой процедуры. Сюда можно отнести:
- Припой, который обычно является оловянным. Он представлен на рынке в виде специальных катушек с проволокой из олова. Ее диаметр равняется 3 мм. Важно убедиться перед приобретением данного материала, чтобы в его составе полностью отсутствовал свинец. Применять этот вид припоя можно для водопровода или иных видов магистралей.
- Флюс. Этот материал считается очень важным для грамотного и идеального процесса пайки. Дело в том, что для хорошего соединения отдельных металлов припой должен растекаться при воздействии специальных капиллярных сил, что приводит к тому, что он оседает на металле. Процесс оседания по-другому называется смачиванием, но для его выполнения важно, чтоб поверхность была чистой и не окисленной. Также пайка должна защищаться от кислорода, чтобы обеспечился прочный и надежный шов. В результате, для улучшения адгезии меди и припоя, а также для повышения качества пайки, используются флюсы. Они представлены в несколько разновидностей, причем важно выбрать подходящий вариант. Не подходит для медных труб элемент из нержавеющей стали. Можно пользоваться канифолью, однако она сложна в применении.
Как происходит процесс пайки медной трубы?
Выбранный флюс наносится на трубу, которая должна быть заранее зачищена механическим способом. Далее надевается фитинг, после чего можно начинать нагревать изделие с применением газовой горелки. Как только медь под инструментом начнет изменять свою расцветку, нужно начинать применять припой. Он плавится очень быстро, а благодаря капиллярному эффекту быстро и хорошо попадает в специальное отверстие в фитинге.
Таким образом, процесс пайки медных труб считается достаточно простым и быстрым, если используются подходящие материалы и инструменты.
Нюансы пайки медных изделий
Во время данного процесса нужно учитывать несколько специфических нюансов и правил. К ним можно отнести:
- Важно знать, как припаять кран. Первоначально нужно помнить, что в узел входит компрессионные кольца и гайка, а также сам кран. Для пайки крана необходимо на внутреннюю сторону кольца нанести оптимальное количество флюса. Далее это место прогревается несколько секунд, после чего к нему прикладывается припой. После его полного остывания можно начинать скручивать элемент.
- Медь является металлом, который хорошо проводит тепло, поэтому расстояние от медной трубы при работе должно быть больше 30 см, чтобы не было ожогов.
- Во время процесса пайки флюс плавится, в результате чего образуется текучая смесь, которая может попасть на кожу или одежду. При такой ситуации нужно обязательно хорошо промыть место на коже, поскольку иначе можно получить серьезный химический ожог.
- Производить процесс пайки запрещается в одежде из синтетики, поскольку большинство элементов имеют в составе кислоту. Синтетические материалы являются легко воспламеняемыми, а также могут плавиться при высоких температурах.
- Проводить работу нужно в хорошо проветриваемом помещении.
Таким образом, для грамотного и оптимального процесса пайки необходимо знать, какие инструменты для этого должны использоваться, какие материалы должны применяться, как проходит сама процедура, а также какие требования и рекомендации должны учитываться.
Труба из меди, предназначенная для кондиционирования воздуха, представляет собой специальную бесшовную трубу, созданную из меди. Ее размеры полностью соответствуют специальной стандартной линейке, прописанной в специализированных документах. Она продается в мягком виде, причем в виде специальных катушек. Их размер обычно равняется 15 мм, причем на концах имеют заглушки, которые могут быть закрытыми или запрессованными.
Труба, продаваемая в бухтах, обычно используется в процессе установка кондиционеров, отличающихся либо небольшой, либо средней мощностью. Во время создания данных труб используется горячий отжиг, который обеспечивает более легкий и удобный процесс переработки основного сырья. В результате получается изделие, отличающееся хорошей пластичностью. Как только отжиг будет полностью выполнен, труба тщательно промывается, поскольку важно добиться того, чтобы все ее внутренние стенки были идеально чистыми.
В специальном американском стандарте ASTM B280 прописываются основные требования и условия применения и эксплуатации к качеству трубы. В соответствии с этим документом в изделии толщина стенок не должна отличаться от номинальной больше, чем на 10 процентов. Также представлены стандартные размеры и вес, диаметр и иные параметры, которым должно соответствовать изделие.
Мягкие медные трубы, которые полностью отвечают всем требованиям, выдерживают расширение с помощью специальных инструментов, которое называется вальцеванием.
Советы и рекомендации по использованию медных труб:
- На медной трубке, которая подверглась развальцовыванию, не должно быть никаких дефектов, которые могут быть представлены в виде трещин или перекосов. Они не должна быть видны как на внешних поверхностях, так и на внутренних.
- Все бухты должны закладываться в специальные полиэтиленовые заготовки, причем этот процесс выполняется, только под вакуумом. После того, как упакованная правильным образом труба загружается в коробку из картона, на эту упаковку должна наноситься правильная маркировка. Она должна отражать необходимые сведения о содержимом, к которым относится тип трубы и ее размер, а также иные ее важные параметры.
- Работать с медными трубами нужно только с помощью подходящих и качественных инструментов, обеспечивающими не только высокое качество монтажа, но и не позволяющими нарушить целостность изделия. В результате можно быть уверенным в надежности и долговечности полученной системы.
- При соединении медных труб используются фитинги. Их скрепление должно производиться с применением пайки и припоя, причем идеальным выбором для этого считаются стандартные газовые горелки.
o-trubah.com
Пайка медных труб своими руками
Медная труба, как и все другие трубы, может применяться для монтажа водопровода, отопления и т.д. И, хотя это очень дорогое удовольствие, ее долгий срок службы в некоторых случаях может себя оправдать. Медная труба не варится ‒ ее надо паять. Без определенного навыка самостоятельно выполнить такую работу будет непросто, хотя и возможно.
Высокотемпературная пайка
 Медные трубы спаяны высокотемпературным припоем
Медные трубы спаяны высокотемпературным припоемОсобенность пайки заключается в размягчении металла при обжиге и применении тугоплавкого припоя, состоящего из серебра и меди. Для достижения качественного шва температура должна быть не менее 450°C. Но и перегревать сильно нельзя, иначе медь потеряет свою прочность. Спаянный шов должен остыть самостоятельно, без принудительного охлаждения, например, водой. Высокотемпературная пайка применяется для труб, диаметр которых более 28 мм, а температура рабочей среды трубопровода выше 130°C. Такая технология применяется в газовой промышленности, системах отопления и др.
Низкотемпературная пайка
 Пайка выполнена мягким припоем
Пайка выполнена мягким припоемПайка при температуре ниже 450°C называется низкотемпературной и применяется для труб маленького диаметра – до 28 мм. Это наиболее распространенная технология применения при монтаже водопровода. Для пайки применяются припои с меньшей температурой плавления.
Разновидность припоев
 Примеры припоев
Примеры припоевКак вы поняли, для разной температуры пайки должен быть свой припой.
- Для пайки при высоких температурах применяется припой в виде стержня с температурой плавления 900°C. В составе припоя имеется медь, серебро и другие добавочные металлы. Образовавшийся шов от тугоплавкого припоя отличается высокой прочностью.
- Припой для низкотемпературной пайки имеет толщину 3 мм и смотан в бухту. В его состав входит серебро, олово, свинец и добавки.
Применение флюсов
 Флюс паяльный
Флюс паяльныйДля схватывания припоя и равномерного его растекания применяют флюсы. Для высоких температур используют флюс с температурой плавления выше 450°C, а для низких температур – до 450°C. Флюс очищает место пайки от окисления, что способствует крепкому прилипанию припоя к меди.
Использование фитингов
 Медные фитинги под пайку
Медные фитинги под пайкуДля пайки трубопровода используют различные фитинги. Это могут быть повороты, тройники, крестовины, переходы на резьбу и др. Подбираются они по диаметру трубы и имеют зазор.
Выполнение высокотемпературной пайки
 Особенности пайки твердым припоем
Особенности пайки твердым припоемДля выполнения пайки трубы при высокой температуре используют горелку, подключенную к пропану или ацетилену. Правильно настроенная горелка имеет пламя ярко-синего цвета. Поверхность соединения прогревается по кругу до 750°C. Правильно прогретая поверхность трубы должна иметь темно-вишневый цвет.
Выполнение низкотемпературной пайки
 Технология пайки мягким припоем
Технология пайки мягким припоемПайка соединений выполняется газовой горелкой, подключенной к баллону с газом пропан-бутан. В некоторых случаях можно использовать электрический паяльник. Пламя от газовой горелки должно двигаться по всей поверхности соединения для полного прогрева. После расплавления припоя, пламя горелки убирается. Жидкий припой должен равномерно залить зазор соединения. Давайте рассмотрим последовательность всей работы:
- Щеткой по металлу надо зачистить наружную поверхность края трубы и внутреннюю часть фитинга. Затем наждачной бумагой отшлифовать их до блестящего цвета.
- Кисточкой нанести пастообразный флюс на спаиваемые поверхности и соединить их.
- Зажечь горелку и начать равномерно прогревать стык трубы с фитингом. После полного прогрева, провести припоем по всему соединению до полного заполнения зазора. Убрать горелку и дать стыку остыть до комнатной температуры.
Если вы все правильно выполнили, припой должен заполнить все промежутки между трубой и фитингом, образуя плотный шов.
Меры безопасности
 Работать нужно в перчатках
Работать нужно в перчаткахВыполняя пайку газовой горелкой, не забывайте, что вы работаете с открытым огнем. Уберите все легковоспламеняющиеся предметы. Работу выполняйте в проветриваемом помещении. Во время плавления припоя и флюса могут выделяться токсичные вещества, поэтому старайтесь как можно меньше ими дышать. Во избежание ожогов используйте специальные перчатки и защитную спецодежду. Если вместо флюса применяете для пайки кислоты, надевайте резиновые перчатки и одежду, устойчивую к контакту с кислотой.
Видео: процесс пайки медных труб мягким припоем
Последняя редакция: 29.03.2017 Автор: Александр Кривинда
kanalizaciyavdome.ru
Пайка медных труб своими руками
Медь лучше паять, чем варить, по нескольким причинам: простота и оперативность проведения работ, нет необходимости в дорогом оборудовании, соединения получаются прочными, надежными и стойкими к высоким температурным и механическим нагрузкам.
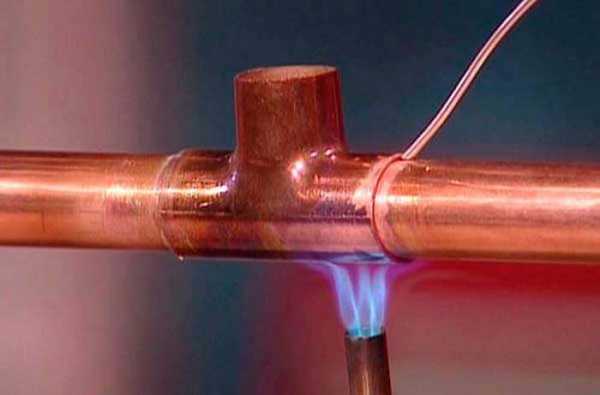
Низкотемпературная пайка
Применяется для организации систем водоснабжения, отопления, кондиционирования. Выполняется обычно пропановыми горелками. Температура разогрева трубы: 200-250 градусов. При мягком припое пламя горелки требуется постоянно перемещать, чтобы нагрев соединения был равномерным.

Пример низкотемпературной пайки
Для мягкого припоя используются припои типа S-Sn97Ag5 (L-SnAg5) и S-Sn97Cu3 (L-SnCu3). Данные припои отлично подходят для систем отопления и кондиционеров, ведь они обеспечивают стойкость к коррозии и механическим повреждениям.
Как осуществляется пайка систем отопления и кондиционеров? В случае если припой не плавится при касании прутком, нагрев следует продолжить. Важно постоянно перемещать пламя. Когда припой начинает плавиться, следует пламя убрать и подождать, пока припой не заполнит монтажный зазор. Заполнение зазора происходит полностью, а потому не следует вводить дополнительные объемы припоя, так как это даст излишки, которые могут затечь внутрь соединения.
Что еще важно знать, осуществляя пайку медных труб на отопление и иные системы? Если вы применяете в работе стандартные прутки припоя, объем мягкого припоя должен быть равен диаметру трубы. Для удобства требуемый участок припоя загибается Г-образно. Более подробно о низкотемпературной пайке вы можете посмотреть в специальном видео.
Преимущества данного способа: прочность меди не ухудшается. Недостатки данного способа: худшие механические характеристики.
Высокотемпературная пайка
Применяется в тех случаях, когда систему планируется эксплуатировать при высоких температурных нагрузках (выше 110 градусов). Данный способ часто используется для организации отопительных систем. Твердая пайка выполняется исключительно газопламенным способом, так как для выполнения соединения требуется температура не ниже 700 градусов.

Прибор для высокотемпературной пайки
При применении медно-фосфорного припоя можно обойтись без флюса. Пламя горелки должно быть средним. Требуемая температура пламени: 750-900 градусов. Медные трубы следует нагревать равномерно, причем соединяемые детали могут находиться в любом положении.
При равномерном нагреве концов изделий припой хорошо заполнит монтажный зазор. Проверять готовность соединения можно прутком твердого припоя (по окончании работ он должен плавиться). Для повышения качества работ пруток следует предварительно прогреть.
Именно при этом способе можно использовать строительный фен. Применяется он вместо горелки. Строительный фен можно задействовать только при пайке медных труб небольших размеров. Эксплуатировать фен просто, достаточно применять тот же алгоритм работы, что и при манипуляциях с горелкой. Обучающее видео позволит вам разобраться во всех нюансах пайки.
Преимущества твердого припоя: высокая прочность шва, можно применять в системах, эксплуатируемых при высокой температуре, возможно уменьшение ширины соединения относительно мягкого припоя. Недостатки твердого припоя: происходит отжиг меди, для выполнения работы своими руками требуется опыт и квалификация, в ином случае изделие можно перегреть, что приведет к разрывам.
Флюс
Флюсы представляют собой активные химические вещества, необходимые для проведения качественной пайки. Они позволяют улучшить растекание припоя, очищают медь от разного рода загрязнений, образуют защитное покрытие от воздействия кислорода.
Флюс для пайки алюминия
При низкотемпературном способе соединения используются низкотемпературные флюсы. При высокотемпературном способе соединения флюсы не требуется, достаточно очистить поверхность перед работой.
Важно: По окончании работ флюс должен быть обязательно удален. В ином случае существует риск возникновения коррозий.
Как выполняется пайка медных труб своими руками?
Труборез
Требуемые инструменты: труборез, фаскосниматель, труборасширитель, стальной ершик для чистки внутренних поверхностей медных труб, щетка для зачистки соединений,газовая горелка или фен, припой.
Рассмотрим, как паять медные трубы своими руками:
- Посредством трубореза отрезаем трубу необходимой длины. Щеткой снимаем заусеницы, внутреннюю поверхность изделия чистим ершиком;
- Посредством труборасширителя расширяем 2-ой отрезок изделия до требуемого диаметра. Помните, что детали трубопровода должны входить друг в друга с небольшим зазором;
- Щеткой чистим края расширенного элемента трубопровода от загрязнений и заусениц;
- Равномерно наносим флюс на деталь медного трубопровода меньшего диаметра;
- Соединяем обе детали трубопровода. Влажной тканью удаляем излишки флюса;
- Равномерно прогреваем соединение. Когда флюс будет серебристым, работу можно заканчивать;
- К линии стыка деталей трубопровода подносим припой. После того, как он расплавится, припой должен остыть естественным

Электрический фаскосниматель
путем. Дуть на него не нужно;
- По остывании припоя протираем соединение влажной материей. Мера эта нужна затем, чтобы удалить остатки химических веществ.
Научиться паять медные детали трубопровода своими руками просто. Достаточно соблюдать инструкции. Однако если что-то так и осталось для вас непонятным, вы всегда можете включить обучающее видео, где детально рассмотрено, как паять медные трубы.
trubygid.ru
как паять своими руками твердым припоем
Решили использовать медные трубы в обустройстве системы водопровода? Хотите создать в ванной интересный стиль стимпанк, но не знаете, как паять медные трубы? Руководство по выполнению работ для новичков предложено в материале ниже.
Медь, хоть и отличается высокой стоимостью в отличие от полимеров, все же представляет собой качественный материал для устройства водоснабжающей коммуникации. К преимуществам меди можно отнести высокую прочность, эстетическую привлекательность, неподверженность коррозии, склонность к эксплуатации при высоком давлении и отличную теплопроводность. Медный трубопровод будет работать верой и правдой не один десяток лет.
Немного о меди

Медь — мягкий металлический сплав, который еще в древние времена с удовольствием использовали чеканщики для своих работ
Медь — мягкий металлический сплав, который еще в древние времена с удовольствием использовали чеканщики для своих работ. Сегодня медь не менее востребована. Трубы из такого сплава — неотъемлемая часть систем отопления и кондиционирования. Водопровод также может быть устроен с использованием медных элементов.
Для монтажа магистрали используют метод пайки, в процессе которого элементы меди соединяются с припоем. Этот материал из мягких видов металлов расплавляется под воздействием определенных температур и формирует единое герметичное соединение.
Важно: пайка медных труб своими руками — задача не сложная. Главное правильно подобрать припой и определить температуру пайки. При этом стоит знать, что при своей высокой стоимости медные трубы не требуют дополнительных соединительных элементов. То есть медь можно соединить в единую магистраль и при этом сэкономить на покупке фитингов, муфт и пр.
О том, как паять медные трубы, и как это сделать правильно в домашних условиях, в нашем материале ниже с подробной видео-инструкцией.
Методы паяния труб из меди
Пайка медных труб своими руками может проводиться двумя методами
Пайка медных труб своими руками может проводиться двумя методами:
Рекомендуем к прочтению:
- Низкозмпературный способ. Самый часто используемый в домашних условиях. Здесь пайка происходит с использованием мягкого припоя из олова, свинца или их сплавов с добавлением серебра. Температура пайки может достигать максимум 450 градусов при выполнении работ.
- Высокотемпературный метод. Его еще называют пайка медных труб твердым припоем. В этом случае чтобы расплавить припой и добиться соединения элементов магистрали нужно достичь температуры нагрева горелки в пределах 600-900 градусов.
Инструменты, необходимые для выполнения работ

Чтобы грамотно спаять медные трубы системы водопровода, необходимо запастись таким набором инструментов
Чтобы грамотно спаять медные трубы системы водопровода, необходимо запастись таким набором инструментов:
- Труборез. Необходим для идеально ровного реза участков трубы перед пайкой. Благодаря такому инструменту внутренний просвет трубы и её окружность при резке не нарушаются.
- Фаскосниматель. Используется для зачистки края среза и его закругления вовнутрь трубы для качественного стыкования водопроводной магистрали из нескольких кусков трубы.
- Труборасширитель. Его применяют в том случае, если спаивание медных труб водопровода будет проводиться без применения фитингов и муфт. Труборасширитель расширяет один конец трубы до нужного диаметра таким образом, чтобы в него плотно входит отрез другой тубы.
- Щетка и ерш для качественной зачистки спаянных труб от окиси.
- Отражатель. Рабочий элемент, который крепят на сопло горелки, чтобы пламя не повредило другие близрасположенные предметы.
- Газовая горелка. Именно она подаёт пламя на участок спаиваемой тубы.
О том, какую именно горелку нужно подготовить, разбираем ниже.
Горелка газовая

Для того чтобы правильно спаять водопроводные трубы из меди, нужно заготовить соответствующий тип горелки
Для того чтобы правильно спаять водопроводные трубы из меди, нужно заготовить соответствующий тип горелки. Они делятся на несколько видов:
- Приспособление с одноразовым баллоном для бытового применения;
- Горелка с установленным стационарным баллоном;
- Ацетилен-кислородная горелка, пригодная для пайки труб из меди. Именно её и нужно отыскать для выполнения работ.
В свою очередь горелка для плавления припоя и пайки меди может отличаться мощностью. Выбирать нужно в зависимости от того, каким припоем вы будет работать (мягким или твёрдым).
- Для пайки мягким припоем можно брать маломощную полупрофессиональную горелку с газом термофеном. Такой инструмент развивает температуру до 650 градусов при горении пламени. Отличительная особенность такого приспособления в том, что здесь можно регулировать температуру подачи пламени, и она при этом будет оставаться заданно-стабильной.
- Пайку медных труб водопровода твёрдым припоем можно проводить только профессиональными горелками.
Припой
Для выполнения надёжной пайки необходимо приобрести припой
Для выполнения надёжной пайки необходимо приобрести припой. Он бывает двух видов — твёрдый и мягкий.
Рекомендуем к прочтению:
- Твёрдый припой производят в форме длинных стержней. Такой припой можно использовать для пайки труб горячего водопровода, газоснабжения, кондиционирования или для магистрали, работающей при высоком давлении. Температура пайки такого припоя достигает 900 градусов. Самыми распространенными видами твёрдого припоя считаются медно-фосфорный самофлюсующийся сплав Cu94 P6 и сплав Cu92 P6 Ag2 с добавкой серебра из фосфора и меди.
Важно: такой твёрдый припой имеет в своём составе 6%-ную добавку фосфора, что снижает температуру пайки до 750 градусов.
- Припой мягкий производят в форме тонкой проволоки диаметром 2-3 мм. Такой припой применяют при пайке водопровода своими руками в быту.
- Существует также специальная паста, именуемая флюс. Выпускается в банках. Её необходимо использовать для качественной очистки стыков труб, снятия окиси со шва после пайки и улучшения характеристик плавления припоя. При этом флюс бывает как для пайки при высоких температурах (свыше 450 градусов), так и для пайки при низких температурах (до 450 градусов).
Важно: флюс способствует лучшему сцеплению припоя с медью.
Помимо всех инструментов, припоя и флюса необходимо также подготовить фитинги, если есть необходимость осуществлять повороты и изгибы водопроводной магистрали. Все фитинги имеют регламентированный диаметр и соответствуют ГОСТ. Стоимость фитингов и переходников достаточно демократична.
Выполняем пайку труб

Если будет проводиться высокотемпературная пайка с использованием самофлюсующегося припоя, то здесь флюс не нужен
Технология пайки медной магистрали выглядит таким образом:
- Труборезом отрезаем нужные участки трубы и зачищаем края фаскоснимателем.
- Если будет использоваться фитинг, то и его края, и края тубы качественно обезжириваем. Если фитинг не используется, то край одной трубы расширяем труборасширителем.
- Примеряем детали для обзора ровности стыков.
- Теперь края туб обрабатываем тонким слоем флюса со стороны стыков.
Важно: если будет проводиться высокотемпературная пайка с использованием самофлюсующегося припоя, то здесь флюс не нужен.
- Теперь включаем газовую горелку и качественно прогреваем трубы в местах стыков до заданной температуры.
- После этого в места зазоров укладываем припой. При этом стоит следить за тем, чтобы припой плавился строго от нагретой трубы, а не от пламени горелки. Края туб тщательно прижимаем.
- После того как тубы остынут, удаляем остатки флюса и окиси с медной поверхности тряпочкой.
Важно: стоит знать, что прогревание тубы и плавление припоя происходят в течение 5 минут. Поэтому важно не перегреть трубы.
Совет: если паяются два близко расположенных друг к другу участка трубы, то уже обработанную часть магистрали нужно охладить смоченной в холодной воде ветошью. Иначе есть риск, что спаянное соединение при нагреве следующего участка трубы разойдётся под воздействием высокой температуры.
Избегаем ошибок

Следует помнить, что чрезмерный перегрев медного сплава ведет к разрушению слоя флюса
При пайке медных туб мастера-новички часто допускают ряд распространенных ошибок. Таковыми являются:
- Слабый прогрев элементов магистрали, вследствие чего плавление припоя происходит неполностью. Такое соединение разрушится при любой нагрузке.
- Чрезмерный перегрев медного сплава, наоборот, ведет к разрушению слоя флюса. Это, в свою очередь, приведет к образованию окиси и окалины на поверхности металла. Такой эффект также приведет к разрушению соединения.
- Игнорирование мер безопасности. Поскольку работа ведется с химическими элементами и при высоких температурах, то следует надевать защитные перчатки и маску.
- Собираясь проверить соединение, стоит убедиться, что туба в месте пайки остыла.
- При процедуре пайки стоит обеспечить хорошую вентиляцию помещения. Этого требует технология выполнения работ, поскольку пайка выполняется с применением агрессивных кислотных веществ.
- Защитная одежда из грубой ткани также не будет лишней, поскольку есть риск попадания на тело искр пламени и частичек припоя, что может привести к ожогу.
Совет: если сомневаетесь в правильности прогрева труб до нужной температуры, пригласите опытного мастера для получения практики. Профессионал точно знает, в течение какого времени медь прогревается до определенных температур.
Видео: технология спаивания медных туб
vodakanazer.ru