
ГОСТ 11371-78 Шайбы. Технические условия (с Изменениями N 1, 2, 3), ГОСТ от 26 июня 1978 года №11371-78
ГОСТ 11371-78
Группа Г36
ШАЙБЫ
МКС 21.060.30
ОКП 12 8000
Дата введения 1979-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.06.78 N 1674
3. Стандарт полностью соответствует СТ СЭВ 280-89 и СТ СЭВ 281-87
4. В СТАНДАРТ ВВЕДЕНЫ международные стандарты: ИСО 7089-83, ИСО 7090-83, ИСО 7091-83
5. ВЗАМЕН ГОСТ 11371-68
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
7. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
8. ИЗДАНИЕ с Изменениями N 1, 2, 3, утвержденными в ноябре 1983 г., мае 1988 г., мае 1990 г. (ИУС 2-84, 8-88, 8-90)
Настоящий стандарт распространяется на шайбы нормального ряда классов точности А и С для крепежных деталей диаметром резьбы от 1 до 48 мм.
Стандарт полностью соответствует СТ СЭВ 280-89, СТ СЭВ 281-87.
(Измененная редакция, Изм. N 1).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Шайбы должны изготовляться:
исполнения 1 — классов точности А и С
исполнения 2 — класса точности А
мм
Диаметр резьбы | ||||
Класс точности | ||||
С | А | |||
1,0 | 1,2 | 1,1 | 3,5 | 0,3 |
1,2 | 1,4 | 1,3 | 4,0 | |
1,4 | 1,6 | 1,5 | ||
1,6 | 1,8 | 1,7 | 4,0 | |
2,0 | 2,4 | 2,2 | 5,0 | |
2,5 | 2,9 | 2,7 | 6,0 | 0,5 |
3,0 | 3,4 | 3,2 | 7,0 | |
3,5 | — | 3,7 | 8,0 | |
4,0 | 4,5 | 4,3 | 9,0 | 0,8 |
5,0 | 5,5 | 5,3 | 10,0 | 1,0 |
6,0 | 6,6 | 6,4 | 12,0 | 1,6 |
8,0 | 9,0 | 8,4 | 16,0 | |
10,0 | 11,0 | 10,5 | 20,0 | 2,0 |
12,0 | 13,5 | 13,0 | 24,0 | 2,5 |
14,0 | 15,5 | 15,0 | 28,0 | |
16,0 | 17,5 | 17,0 | 30,0 | 3,0 |
18,0 | 20,0 | 19,0 | 34,0 | |
20,0 | 22,0 | 21,0 | 37,0 | |
22,0 | 24,0 | 23,0 | 39,0 | |
24,0 | 26,0 | 25,0 | 44,0 | 4,0 |
27,0 | 30,0 | 28,0 | 50,0 | |
30,0 | 33,0 | 31,0 | 56,0 | |
33,0 | — | 34,0 | 60,0 | 5,0 |
36,0 | 39,0 | 37,0 | 66,0 | |
39,0 | — | 40,0 | 72,0 | 6,0 |
42,0 | 45,0 | 43,0 | 78,0 | 7,0 |
48,0 | 52,0 | 50,0 | 92,0 | 8,0 |
Примеры условного обозначения шайбы исполнения 1 класса точности А для крепежной детали с диаметром резьбы 12 мм, с толщиной, установленной в стандарте, из стали марки 08кп, с цинковым покрытием толщиной 6 мкм хроматированным:
Шайба А.12.01.08кп.016 ГОСТ 11371-78
То же, исполнения 2:
Шайба 2.12.01.08кп.016 ГОСТ 11371-78
(Измененная редакция, Изм. N 3).
1.2. (Исключен, Изм. N 2).
1.3. Теоретическая масса шайб приведена в приложении.
(Введен дополнительно, Изм. N 1).
1.4. По согласованию между изготовителем и потребителем допускается изготовлять шайбы с другими толщинами.
(Введен дополнительно, Изм. N 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Технические требования — по ГОСТ 18123.
(Измененная редакция, Изм. N 1).
2.2, 2.3. (Исключены, Изм. N 1).
2.4. Твердость стальных шайб класса точности А должна составлять не менее 140HV, класса точности С — не менее 100 HV.
(Измененная редакция, Изм. N 3).
2.5. Временная противокоррозионная защита, упаковка и маркировка тары — по ГОСТ 18160.
(Введен дополнительно, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки шайб — по ГОСТ 17769.
(Измененная редакция, Изм. N 1).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Методы контроля шайб — по ГОСТ 18123.
Разд.5. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ (справочное). МАССА СТАЛЬНЫХ ШАЙБ
ПРИЛОЖЕНИЕ
Справочное
Диаметр резьбы крепежной детали, мм | Теоретическая масса 1000 шт., кг, для исполнений | ||
1 | 2 | ||
Класс точности | |||
С | А | ||
1,0 | 0,020 | 0,020 | — |
1,2 | 0,026 | 0,026 | — |
1,4 | 0,025 | 0,025 | — |
1,6 | 0,024 | 0,024 | — |
2,0 | 0,036 | 0,037 | — |
2,5 | 0,085 | 0,088 | — |
3,0 | 0,115 | 0,119 | — |
3,5 | — | 0,155 | — |
4,0 | 0,299 | 0,308 | — |
5,0 | 0,430 | 0,443 | 0,413 |
6,0 | 0,990 | 1,016 | 0,925 |
8,0 | 1,725 | 1,828 | 1,706 |
10,0 | 3,438 | 3,571 | 3,333 |
12,0 | 6,066 | 6,270 | 5,824 |
14,0 | 8,377 | 8,612 | 8,089 |
16,0 | 10,976 | 11,295 | 10,491 |
18,0 | 13,976 | 14,697 | 13,782 |
20,0 | 16,361 | 17,156 | 16,157 |
22,0 | 17,470 | 18,339 | 17,285 |
24,0 | 31,058 | 32,315 | 30,211 |
27,0 | 39,438 | 42,298 | 39,898 |
30,0 | 50,456 | 53,612 | 50,917 |
33,0 | — | 75,303 | 70,809 |
36,0 | 87,350 | 92,033 | 87,078 |
39,0 | — | 132,513 | 124,748 |
42,0 | 175,088 | 182,680 | 171,256 |
48,0 | 283,956 | 294,013 | 276,397 |
Примечание. Для определения массы шайб, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициент:
0,35 — для алюминиевого сплава;
1,08 — для латуни;
1,13 — для меди.
(Измененная редакция, Изм. № 3).
Электронный текст документа подготовлен
ЗАО «Кодекс» и сверен по:
официальное издание
Шайбы и контрящие элементы. Технические условия.
Конструкция и размеры: Сб. стандартов. —
М.: Стандартинформ, 2006
docs.cntd.ru
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
files.stroyinf.ru
ГОСТ 11371-78
ГОСТ 11371-78
Группа Г36
ШАЙБЫ
МКС 21.060.30
ОКП 12 8000
Дата введения 1979-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.06.78 N 1674
3. Стандарт полностью соответствует СТ СЭВ 280-89 и СТ СЭВ 281-87
4. В СТАНДАРТ ВВЕДЕНЫ международные стандарты: ИСО 7089-83, ИСО 7090-83, ИСО 7091-83
5. ВЗАМЕН ГОСТ 11371-68
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
7. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
8. ИЗДАНИЕ с Изменениями N 1, 2, 3, утвержденными в ноябре 1983 г., мае 1988 г., мае 1990 г. (ИУС 2-84, 8-88, 8-90)
Настоящий стандарт распространяется на шайбы нормального ряда классов точности А и С для крепежных деталей диаметром резьбы от 1 до 48 мм.
Стандарт полностью соответствует СТ СЭВ 280-89, СТ СЭВ 281-87.
(Измененная редакция, Изм. N 1).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Шайбы должны изготовляться:
исполнения 1 — классов точности А и С
исполнения 2 — класса точности А
мм
Диаметр резьбы | ||||
Класс точности | ||||
С | А | |||
1,0 | 1,2 | 1,1 | 3,5 | 0,3 |
1,2 | 1,4 | 1,3 | 4,0 | |
1,4 | 1,6 | 1,5 | ||
1,6 | 1,8 | 1,7 | 4,0 | |
2,0 | 2,4 | 2,2 | 5,0 | |
2,5 | 2,9 | 2,7 | 6,0 | 0,5 |
3,0 | 3,4 | 3,2 | 7,0 | |
3,5 | — | 3,7 | 8,0 | |
4,0 | 4,5 | 4,3 | 9,0 | 0,8 |
5,0 | 5,5 | 5,3 | 10,0 | 1,0 |
6,0 | 6,6 | 6,4 | 12,0 | 1,6 |
8,0 | 9,0 | 8,4 | 16,0 | |
10,0 | 11,0 | 10,5 | 20,0 | 2,0 |
12,0 | 13,5 | 13,0 | 24,0 | 2,5 |
14,0 | 15,5 | 15,0 | 28,0 | |
16,0 | 17,5 | 17,0 | 30,0 | 3,0 |
18,0 | 20,0 | 19,0 | 34,0 | |
20,0 | 22,0 | 21,0 | 37,0 | |
22,0 | 24,0 | 23,0 | 39,0 | |
24,0 | 26,0 | 25,0 | 44,0 | 4,0 |
27,0 | 30,0 | 28,0 | 50,0 | |
30,0 | 33,0 | 31,0 | 56,0 | |
33,0 | — | 34,0 | 60,0 | 5,0 |
36,0 | 39,0 | 37,0 | 66,0 | |
39,0 | — | 40,0 | 72,0 | 6,0 |
42,0 | 45,0 | 43,0 | 78,0 | 7,0 |
48,0 | 52,0 | 50,0 | 92,0 | 8,0 |
Примеры условного обозначения шайбы исполнения 1 класса точности А для крепежной детали с диаметром резьбы 12 мм, с толщиной, установленной в стандарте, из стали марки 08кп, с цинковым покрытием толщиной 6 мкм хроматированным:
Шайба А.12.01.08кп.016 ГОСТ 11371-78
То же, исполнения 2:
Шайба 2.12.01.08кп.016 ГОСТ 11371-78
(Измененная редакция, Изм. N 3).
1.2. (Исключен, Изм. N 2).
1.3. Теоретическая масса шайб приведена в приложении.
(Введен дополнительно, Изм. N 1).
1.4. По согласованию между изготовителем и потребителем допускается изготовлять шайбы с другими толщинами.
(Введен дополнительно, Изм. N 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Технические требования — по ГОСТ 18123.
(Измененная редакция, Изм. N 1).
2.2, 2.3. (Исключены, Изм. N 1).
2.4. Твердость стальных шайб класса точности А должна составлять не менее 140HV, класса точности С — не менее 100 HV.
(Измененная редакция, Изм. N 3).
2.5. Временная противокоррозионная защита, упаковка и маркировка тары — по ГОСТ 18160.
(Введен дополнительно, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки шайб — по ГОСТ 17769.
(Измененная редакция, Изм. N 1).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Методы контроля шайб — по ГОСТ 18123.
Разд.5. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ (справочное). МАССА СТАЛЬНЫХ ШАЙБ
ПРИЛОЖЕНИЕ
Справочное
Диаметр резьбы крепежной детали, мм | Теоретическая масса 1000 шт., кг, для исполнений | ||
1 | 2 | ||
Класс точности | |||
С | А | ||
1,0 | 0,020 | 0,020 | — |
1,2 | 0,026 | 0,026 | — |
0,025 | 0,025 | — | |
1,6 | 0,024 | 0,024 | — |
2,0 | 0,036 | 0,037 | — |
2,5 | 0,085 | 0,088 | — |
3,0 | 0,115 | 0,119 | — |
3,5 | — | 0,155 | — |
4,0 | 0,299 | 0,308 | — |
5,0 | 0,430 | 0,443 | 0,413 |
6,0 | 0,990 | 1,016 | 0,925 |
8,0 | 1,725 | 1,828 | 1,706 |
10,0 | 3,438 | 3,571 | 3,333 |
12,0 | 6,066 | 6,270 | 5,824 |
14,0 | 8,377 | 8,612 | 8,089 |
16,0 | 10,976 | 11,295 | 10,491 |
18,0 | 13,976 | 14,697 | 13,782 |
20,0 | 16,361 | 17,156 | 16,157 |
22,0 | 17,470 | 18,339 | 17,285 |
24,0 | 31,058 | 32,315 | 30,211 |
27,0 | 39,438 | 42,298 | 39,898 |
30,0 | 50,456 | 53,612 | 50,917 |
33,0 | — | 75,303 | 70,809 |
36,0 | 87,350 | 92,033 | 87,078 |
39,0 | — | 132,513 | 124,748 |
42,0 | 175,088 | 182,680 | 171,256 |
48,0 | 283,956 | 294,013 | 276,397 |
Примечание. Для определения массы шайб, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициент:
0,35 — для алюминиевого сплава;
0,97 — для бронзы;
1,08 — для латуни;
1,13 — для меди.
(Измененная редакция, Изм. № 3).
Электронный текст документа подготовлен
ЗАО «Кодекс» и сверен по:
официальное издание
Шайбы и контрящие элементы. Технические условия.
Конструкция и размеры: Сб. стандартов. —
М.: Стандартинформ, 2006
docs.cntd.ru
ГОСТ 11371-78: Шайбы. Технические условия
ШАЙБЫ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Москва |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШАЙБЫ Технические условия Washers. Specifications | ГОСТ |
Дата введения 01.01.79
Настоящий стандарт распространяется на шайбы нормального ряда классов точности А и С для крепежных деталей диаметром резьбы от 1 до 48 мм.
Стандарт полностью соответствует СТ СЭВ 280-89, СТ СЭВ 281-87.
(Измененная редакция, Изм. № 1).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Шайбы должны изготовляться:
исполнения 1 — класса точности А и С
исполнения 2 — класса точности А
Исполнение 1 | Исполнение 2 |
мм
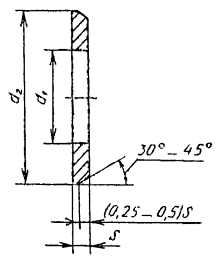
Диаметр резьбы крепежной детали d | d1 | d2 | S | |
Класс точности | ||||
C | А | |||
1,0 | 1,2 | 1,1 | 3,5 | 0,3 |
1,2 | 1,4 | 1,3 | 4,0 | |
1,4 | 1,6 | 1,5 | ||
1,6 | 1,8 | 1,7 | ||
2,0 | 2,4 | 2,2 | 5,0 | |
2,5 | 2,9 | 2,7 | 6,0 | 0,5 |
3,0 | 3,4 | 3,2 | 7,0 | |
3,5 | — | 3,7 | 8,0 | |
4,0 | 4,5 | 4,3 | 9,0 | 0,8 |
5,0 | 5,5 | 5,3 | 10,0 | 1,0 |
6,0 | 6,6 | 6,4 | 12,0 | 1,6 |
8,0 | 9,0 | 8,4 | 16,0 | |
10,0 | 11,0 | 10,5 | 20,0 | 2,0 |
12,0 | 13,5 | 13,0 | 24,0 | 2,5 |
14,0 | 15,5 | 15,0 | 28,0 | |
16,0 | 17,5 | 17,0 | 30,0 | 3,0 |
18,0 | 20,0 | 19,0 | 34,0 | |
20,0 | 22,0 | 21,0 | 37,0 | |
22,0 | 24,0 | 23,0 | 39,0 | |
24,0 | 26,0 | 25,0 | 44,0 | 4,0 |
27,0 | 30,0 | 28,0 | 50,0 | |
30,0 | 33,0 | 31,0 | 56,0 | |
33,0 | — | 34,0 | 60,0 | 5,0 |
36,0 | 39,0 | 37,0 | 66,0 | |
39,0 | — | 40,0 | 72,0 | 6,0 |
42,0 | 45,0 | 43,0 | 78,0 | 7,0 |
48,0 | 52,0 | 50,0 | 92,0 | 8,0 |
Примеры условного обозначения шайбы исполнения 1 класса точности А для крепежной детали с диаметром 12 мм, с толщиной, установленной в стандарте, из стали марки 08кп, с цинковым покрытием толщиной 6 мкм хроматированным:
Шайба А.12.01.08кп.016 ГОСТ 11371-78
То же, исполнения 2:
Шайба 2.12.01.08кп.016 ГОСТ 11371-78
(Измененная редакции, Изм. № 3).
1.2. (Исключен, Изм. № 2).
1.3. Теоретическая масса шайб приведена в приложении.
(Введен дополнительно, Изм. № 1).
1.4. По согласованию между изготовителем и потребителем допускается изготовлять шайбы с другими толщинами.
(Введен дополнительно, Изм. № 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Технические требования — по ГОСТ 18123.
(Измененная редакция, Изм. № 1).
2.2, 2.3. (Исключены, Изм. № 1).
2.4. Твердость стальных шайб класса точности А должна составлять не менее 140 HV, класса точности С — не менее 100 НV.
(Измененная редакции, Изм. Изм. № 3).
2.5. Временная противокоррозионная защита, упаковка и маркировка тары — по ГОСТ 18160.
(Введен дополнительно, Изм. № 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки шайб — по ГОСТ 17769.
(Измененная редакция, Изм. № 1).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Методы контроля шайб — по ГОСТ 18123.
Разд. 5 (Исключен, Изм. № 2).
ПРИЛОЖЕНИЕ
Справочное
МАССА СТАЛЬНЫХ ШАЙБ
Диаметр резьбы крепежной детали, мм | Теоретическая масса 1000 шт., кг, для исполнений | ||
1 | 2 | ||
Класс точности | |||
С | А | ||
1,0 | 0,020 | 0,020 | — |
1,2 | 0,026 | 0,026 | — |
1,4 | 0,025 | 0,025 | — |
1,6 | 0,024 | 0,024 | — |
2,0 | 0,036 | 0,037 | — |
2,5 | 0,085 | 0,088 | — |
3,0 | 0,115 | 0,119 | — |
3,5 | — | 0,155 | — |
4,0 | 0,299 | 0,308 | — |
5,0 | 0,430 | 0,443 | 0,413 |
6,0 | 0,990 | 1,016 | 0,925 |
8,0 | 1,725 | 1,828 | 1,706 |
10,0 | 3,438 | 3,571 | 3,333 |
12,0 | 6,066 | 6,270 | 5,824 |
14,0 | 8,377 | 8,612 | 8,089 |
16,0 | 10,976 | 11,295 | 10,491 |
18,0 | 13,976 | 14,697 | 13,782 |
20,0 | 16,361 | 17,156 | 16,157 |
22,0 | 17,470 | 18,339 | 17,285 |
24,0 | 31,058 | 32,315 | 30,211 |
27,0 | 39,438 | 42,298 | 39,898 |
30,0 | 50,456 | 53,612 | 50,917 |
33,0 | — | 75,303 | 70,809 |
36,0 | 87,350 | 92,033 | 87,078 |
39,0 | — | 132,513 | 124,748 |
42,0 | 175,088 | 182,680 | 171,256 |
48,0 | 283,956 | 294,013 | 276,397 |
Примечание. Для определения массы шайб, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициент:
0,35 -для алюминиевого сплава;
0,97 — для бронзы;
1,08 — для латуни;
1,13 — для меди.
(Измененная редакция, Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.06.78 № 1674
3. Стандарт полностью соответствует СТ СЭВ 280-89 и СТ СЭВ 281-87
4. В СТАНДАРТ ВВЕДЕНЫ международные стандарты: ИСО 7089-83, ИСО 7090-83, ИСО 7091-83
5. ВЗАМЕН ГОСТ 11371-68
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
7 Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
8 ПЕРЕИЗДАНИЕ с Изменениями № 1, 2, 3, утвержденными в ноябре 1983 г., мае 1988 г., мае 1990 г. (ИУС 2-84, 8-88, 8-90)
standartgost.ru
ГОСТ 11371-78 Шайбы. Технические условия
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШАЙБЫ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 11371-78
(СТ СЭВ 280-89, СТ СЭВ 281-87)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ШАЙБЫ Технические условия Vashers . Specifications |
ГОСТ ( СТ СЭВ
280-89, Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 июня 1978 г. № 1674 срок введения установлен
с 01.01.79
Проверен в 1983 г. Постановлением Госстандарта от 14.11.83 № 5375 срок действия продлен
до 01.01.89
(Измененная редакция, Изм. № 2, 3).
Настоящий стандарт распространяется на шайбы нормального ряда классов точности А и С для крепежных деталей диаметром резьбы от 1 до 48 мм.
Стандарт полностью соответствует СТ СЭВ 280-76, СТ СЭВ 281-87.
(Измененная редакция, Изм. № 1, 2).
1.1 . Шайбы должны изготовляться::
исполнения1-класса точности А и С
исполнения2-класса точности А
(Измененная редакция, Изм. № 3).
Исполнение 1
Исполнение
2
d ³ × 5 мм

(Измененная редакция, Изм. № 2, 3).
мм
|
Диаметр резьбы крепежной детали |
d1 |
d2 |
s |
|
|
Класс точности |
||||
|
1 |
2 |
|||
|
1,0 |
1,2 |
1,1 |
3,5 |
0,3 |
|
1,2 |
1,4 |
1,3 |
4,0 |
|
|
1,4 |
1,6 |
1,5 |
||
|
1,6 |
1,8 |
1,7 |
||
|
2,0 |
2,4 |
2,2 |
5,0 |
|
|
2,5 |
2,9 |
2,7 |
6,5 |
0,5 |
|
3,0 |
3,4 |
3,2 |
7,0 |
|
|
3,5 |
— |
3,7 |
8,0 |
|
|
4,0 |
4,5 |
4,3 |
9,0 |
0,8 |
|
5,0 |
5,5 |
5,3 |
10,0 |
1,0 |
|
6,0 |
6,6 |
6,4 |
12,0 |
1,6 |
|
8,0 |
9,0 |
8,4 |
16,0 |
|
|
10,0 |
11,0 |
10,5 |
20,0 |
2,0 |
|
12,0 |
13,5 |
13,0 |
24,0 |
2,5 |
|
14,0 |
15,5 |
15,0 |
28,0 |
|
|
16,0 |
17,5 |
17,0 |
30,0 |
3,0 |
|
18,0 |
20,0 |
19,0 |
34,0 |
|
|
20,0 |
22,0 |
21,0 |
37,0 |
|
|
22,0 |
24,0 |
23,0 |
39,0 |
|
|
24,0 |
26,0 |
25,0 |
44,0 |
4,0 |
|
27,0 |
30,0 |
28,0 |
50,0 |
|
|
30,0 |
33,0 |
31,0 |
56,0 |
|
|
33,0 |
— |
34,0 |
60,0 |
5,0 |
|
36,0 |
39,0 |
37,0 |
66,0 |
|
|
39,0 |
— |
40,0 |
72,0 |
6,0 |
|
42,0 |
45,0 |
43,0 |
78,0 |
7,0 |
|
48,0 |
52,0 |
50,0 |
92,0 |
8,0 |
(Измененная редакции, Изм. № 2, 3).
Примеры условного обозначения шайбы исполнения 1 класса точности А для крепежной детали с диаметром 12 мм с толщиной, установленной в стандарте, из стали марки 08кп, с цинковым покрытием толщиной 6 мкм хроматированным:
Шайба А 12.01.08кп.016 ГОСТ 11371-78
То же, исполнения 2:
Шайба 2.12.01.08кп.016 ГОСТ 11371-78.
1.1 , 1.2. (Измененная редакции, Изм. № 1, 2).
1.3 . Теоретическая масса шайб приведена в приложении.
(Введен дополнительно, Изм. № 1 ).
1.4 . По согласованию между изготовителем и потребителем допускается изготовлять шайбы с другими толщинами.
(Измененная редакции, Изм. № 3).
2.1 . Технические требования — по ГОСТ 18123-82 .
(Измененная редакция, Изм. № 1).
2.2 , 2.3. (Исключены, Изм. № 1).
2.4 . Твердость стальных шайб класса точности А должна составлять не менее 140 HV , класса точности С — не менее 100 Н V .
(Измененная редакции, Изм. № 2, 3).
2.5 . Временная противокоррозионная защита, упаковка и маркировка тары — по ГОСТ 18160-72 .
(Измененная редакция, Изм. № 2).
3.1 . Правила приемки шайб — по ГОСТ 17769-83 .
(Измененная редакция, Изм. № 1).
4.1 . Методы контроля шайб — по ГОСТ 18123-82 .
(Разд. 5 исключен, Изм. № 2).
|
Диаметр резьбы крепежной детали, мм |
Теоретическая масса 1000 шт., кг, для исполнений |
||
|
1 |
2 |
||
|
Класс точности |
|||
|
С |
А |
||
|
1,0 |
0,020 |
0,020 |
— |
|
1,2 |
0,026 |
0,026 |
— |
|
1,4 |
0,025 |
0,025 |
— |
|
1,6 |
0,024 |
0,024 |
— |
|
2,0 |
0,036 |
0,037 |
— |
|
2,5 |
0,085 |
0,088 |
— |
|
3,0 |
0,115 |
0,119 |
— |
|
3,5 |
— |
0,155 |
— |
|
4,0 |
0,299 |
0,308 |
— |
|
5,0 |
0,430 |
0,443 |
0,413 |
|
6,0 |
0,990 |
1,016 |
0,925 |
|
8,0 |
1,725 |
1,828 |
1,706 |
|
10,0 |
3,438 |
3,571 |
3,333 |
|
12,0 |
6,066 |
6,270 |
5,824 |
|
14,0 |
8,377 |
8,612 |
8,089 |
|
16,0 |
10,976 |
11,295 |
10,491 |
|
18,0 |
13,976 |
14,697 |
13,782 |
|
20,0 |
16,361 |
17,156 |
16,157 |
|
22,0 |
17,470 |
18,339 |
17,285 |
|
24,0 |
31,058 |
32,315 |
30,211 |
|
27,0 |
39,438 |
42,298 |
39,898 |
|
30,0 |
50,456 |
53,612 |
50,917 |
|
33,0 |
— |
75,303 |
70,809 |
|
36,0 |
87,350 |
92,033 |
87,078 |
|
39,0 |
— |
132,513 |
124,748 |
|
42,0 |
175,088 |
182,680 |
171,256 |
|
48,0 |
283,956 |
294,013 |
276,397 |
Примечание . Для определения массы шайб, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициент:
0 ,35 -для алюминиевого сплава;
0 ,97 — для бронзы;
1 ,08 — для латуни;
1 ,13 — для меди.
(Измененная редакция, Изм. № 2, 3).
СОДЕРЖАНИЕ
|
1. Основные параметры и размеры .. 1 2. Технические требования . 3 3. Правила приемки . 3 4. Методы контроля . 3 Приложение Масса стальных шайб . 3 |
Похожие документы
znaytovar.ru
ГОСТ 11371-78 Шайбы. Технические условия
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШАЙБЫ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 11371-78
(СТ СЭВ 280-89, СТ СЭВ 281-87)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ШАЙБЫ Технические условия Vashers . Specifications |
ГОСТ ( СТ СЭВ
280-89, Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 июня 1978 г. № 1674 срок введения установлен
с 01.01.79
Проверен в 1983 г. Постановлением Госстандарта от 14.11.83 № 5375 срок действия продлен
до 01.01.89
(Измененная редакция, Изм. № 2, 3).
Настоящий стандарт распространяется на шайбы нормального ряда классов точности А и С для крепежных деталей диаметром резьбы от 1 до 48 мм.
Стандарт полностью соответствует СТ СЭВ 280-76, СТ СЭВ 281-87.
(Измененная редакция, Изм. № 1, 2).
1.1 . Шайбы должны изготовляться::
исполнения1-класса точности А и С
исполнения2-класса точности А
(Измененная редакция, Изм. № 3).
Исполнение 1
Исполнение
2
d ³ × 5 мм
(Измененная редакция, Изм. № 2, 3).
мм
|
Диаметр резьбы крепежной детали |
d1 |
d2 |
s |
|
|
Класс точности |
||||
|
1 |
2 |
|||
|
1,0 |
1,2 |
1,1 |
3,5 |
0,3 |
|
1,2 |
1,4 |
1,3 |
4,0 |
|
|
1,4 |
1,6 |
1,5 |
||
|
1,6 |
1,8 |
1,7 |
||
|
2,0 |
2,4 |
2,2 |
5,0 |
|
|
2,5 |
2,9 |
2,7 |
6,5 |
0,5 |
|
3,0 |
3,4 |
3,2 |
7,0 |
|
|
3,5 |
— |
3,7 |
8,0 |
|
|
4,0 |
4,5 |
4,3 |
9,0 |
0,8 |
|
5,0 |
5,5 |
5,3 |
10,0 |
1,0 |
|
6,0 |
6,6 |
6,4 |
12,0 |
1,6 |
|
8,0 |
9,0 |
8,4 |
16,0 |
|
|
10,0 |
11,0 |
10,5 |
20,0 |
2,0 |
|
12,0 |
13,5 |
13,0 |
24,0 |
2,5 |
|
14,0 |
15,5 |
15,0 |
28,0 |
|
|
16,0 |
17,5 |
17,0 |
30,0 |
3,0 |
|
18,0 |
20,0 |
19,0 |
34,0 |
|
|
20,0 |
22,0 |
21,0 |
37,0 |
|
|
22,0 |
24,0 |
23,0 |
39,0 |
|
|
24,0 |
26,0 |
25,0 |
44,0 |
4,0 |
|
27,0 |
30,0 |
28,0 |
50,0 |
|
|
30,0 |
33,0 |
31,0 |
56,0 |
|
|
33,0 |
— |
34,0 |
60,0 |
5,0 |
|
36,0 |
39,0 |
37,0 |
66,0 |
|
|
39,0 |
— |
40,0 |
72,0 |
6,0 |
|
42,0 |
45,0 |
43,0 |
78,0 |
7,0 |
|
48,0 |
52,0 |
50,0 |
92,0 |
8,0 |
(Измененная редакции, Изм. № 2, 3).
Примеры условного обозначения шайбы исполнения 1 класса точности А для крепежной детали с диаметром 12 мм с толщиной, установленной в стандарте, из стали марки 08кп, с цинковым покрытием толщиной 6 мкм хроматированным:
Шайба А 12.01.08кп.016 ГОСТ 11371-78
То же, исполнения 2:
Шайба 2.12.01.08кп.016 ГОСТ 11371-78.
1.1 , 1.2. (Измененная редакции, Изм. № 1, 2).
1.3 . Теоретическая масса шайб приведена в приложении.
(Введен дополнительно, Изм. № 1 ).
1.4 . По согласованию между изготовителем и потребителем допускается изготовлять шайбы с другими толщинами.
(Измененная редакции, Изм. № 3).
2.1 . Технические требования — по ГОСТ 18123-82 .
(Измененная редакция, Изм. № 1).
2.2 , 2.3. (Исключены, Изм. № 1).
2.4 . Твердость стальных шайб класса точности А должна составлять не менее 140 HV , класса точности С — не менее 100 Н V .
(Измененная редакции, Изм. № 2, 3).
2.5 . Временная противокоррозионная защита, упаковка и маркировка тары — по ГОСТ 18160-72 .
(Измененная редакция, Изм. № 2).
3.1 . Правила приемки шайб — по ГОСТ 17769-83 .
(Измененная редакция, Изм. № 1).
4.1 . Методы контроля шайб — по ГОСТ 18123-82 .
(Разд. 5 исключен, Изм. № 2).
|
Диаметр резьбы крепежной детали, мм |
Теоретическая масса 1000 шт., кг, для исполнений |
||
|
1 |
2 |
||
|
Класс точности |
|||
|
С |
А |
||
|
1,0 |
0,020 |
0,020 |
— |
|
1,2 |
0,026 |
0,026 |
— |
|
1,4 |
0,025 |
0,025 |
— |
|
1,6 |
0,024 |
0,024 |
— |
|
2,0 |
0,036 |
0,037 |
— |
|
2,5 |
0,085 |
0,088 |
— |
|
3,0 |
0,115 |
0,119 |
— |
|
3,5 |
— |
0,155 |
— |
|
4,0 |
0,299 |
0,308 |
— |
|
5,0 |
0,430 |
0,443 |
0,413 |
|
6,0 |
0,990 |
1,016 |
0,925 |
|
8,0 |
1,725 |
1,828 |
1,706 |
|
10,0 |
3,438 |
3,571 |
3,333 |
|
12,0 |
6,066 |
6,270 |
5,824 |
|
14,0 |
8,377 |
8,612 |
8,089 |
|
16,0 |
10,976 |
11,295 |
10,491 |
|
18,0 |
13,976 |
14,697 |
13,782 |
|
20,0 |
16,361 |
17,156 |
16,157 |
|
22,0 |
17,470 |
18,339 |
17,285 |
|
24,0 |
31,058 |
32,315 |
30,211 |
|
27,0 |
39,438 |
42,298 |
39,898 |
|
30,0 |
50,456 |
53,612 |
50,917 |
|
33,0 |
— |
75,303 |
70,809 |
|
36,0 |
87,350 |
92,033 |
87,078 |
|
39,0 |
— |
132,513 |
124,748 |
|
42,0 |
175,088 |
182,680 |
171,256 |
|
48,0 |
283,956 |
294,013 |
276,397 |
Примечание . Для определения массы шайб, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициент:
0 ,35 -для алюминиевого сплава;
0 ,97 — для бронзы;
1 ,08 — для латуни;
1 ,13 — для меди.
(Измененная редакция, Изм. № 2, 3).
СОДЕРЖАНИЕ
|
1. Основные параметры и размеры .. 1 2. Технические требования . 3 3. Правила приемки . 3 4. Методы контроля . 3 Приложение Масса стальных шайб . 3 |
Еще документы скачать бесплатно
www.gosthelp.ru
ГОСТ 11371-78 Шайбы
исполнение 1
исполнение 2
В компании «ГОСТМЕТИЗ» можно купить шайбы ГОСТ 11371-78
из следующих материалов:| Углеродистых, легированных марок сталей | |
| Группа материалов | Марка стали |
| 01 | 08, 08кп, 10, 10кп |
| 02 | Ст3, Ст3кп |
| 03 | 15 |
| 04 | 20 |
| 05 | 35 |
| 06 | 45 |
| 11 | 40Х, 30ХГСА |
| Коррозионно-стойких сталей | |
| Группа материалов | Марка стали |
| 21 | 12Х18Н10Т |
| 22 | 20Х13 |
| Цветных сплавов | |
| Группа метериалов | Марка сплава |
| 31 | АМг5 |
| 32 | Латунь Л63, Латунь ЛС59-1 |
| 33 | Латунь Л63 антимагнитная |
| 34 | Бронза Бр.АМц9-2 |
| 35 | Д1 |
| 37 | АД1 |
| 38 | Медь М3 |
| Вид покрытия | Обозначение покрытия | |
| цифровое | по ГОСТ 9.306 | |
| Цинковое, хроматированное | 01 | Ц. хр |
| Кадмиевое, хроматированное | 02 | Кд. хр |
| Многослойное: медь-никель | 03 | М. Н |
| Многослойное: медь-никель-хром | 04 | М. Н. X. б |
| Окисное, пропитанное маслом | 05 | Хим. Окс. прм |
| Фосфатное, пропитанное маслом | 06 | Хим. Фос. прм |
| Оловянное | 07 | О |
| Медное | 08 | М |
| Цинковое | 09 | Ц |
| Окисное, наполненное хроматами | 10 | Ан. Окс. нхр |
| Окисное из кислых растворов | 11 | Хим. Пас |
| Серебряное | 12 | Ср |
| Никелевое | 13 | Н |


| Диаметр резьбы крепежной детали | d1 | d2 | s | |
| Класс точности | ||||
| А | С | |||
| 1,0 | 1,1 | 1,2 | 2,5 | 0,3 |
| 1,2 | 1,3 | 1,4 | 3,0 | 0,3 |
| 1,4 | 1,5 | 1,6 | 3,0 | 0,3 |
| 1,6 | 1,7 | 1,8 | 3,5 | 0,3 |
| 2,0 | 2,2 | 2,4 | 4,5 | 0,3 |
| 2,5 | 2,7 | 2,9 | 5,0 | 0,5 |
| 3,0 | 3,2 | 3,4 | 6,0 | 0,5 |
| 3,5 | 3,7 | 3,9 | 7,0 | 0,5 |
| 4,0 | 4,3 | 4,5 | 8,0 | 0,5 |
| 5,0 | 5,3 | 5,5 | 9,0 | 1,0 |
| 6,0 | 6,4 | 6,6 | 11,0 | 1,6 |
| 8,0 | 8,4 | 9,0 | 15,0 | 1,6 |
| 10,0 | 10,5 | 11,0 | 18,0 | 1,6 |
| 12,0 | 13,0 | 13,5 | 20,0 | 2,0 |
| 14,0 | 15,0 | 15,5 | 24,0 | 2,5 |
| 16,0 | 17,0 | 17,5 | 28,0 | 2,5 |
| 18,0 | 19,0 | 20,0 | 30,0 | 3,0 |
| 20,0 | 21,0 | 22,0 | 34,0 | 3,0 |
| 22,0 | 23,0 | 24,0 | 37,0 | 3,0 |
| 24,0 | 25,0 | 26,0 | 39,0 | 4,0 |
| 27,0 | 28,0 | 30,0 | 44,0 | 4,0 |
| 30,0 | 31,0 | 33,0 | 50,0 | 4,0 |
| 36,0 | 37,0 | 39,0 | 60,0 | 5,0 |
| 42,0 | — | 45,0 | 72,0 | 4,0 |
| 48,0 | — | 52,0 | 84,0 | 6,0 |
gostmetiz.ru