
Как соединить сварочный кабель между собой
Оцените Соединение сварочных проводов
Может кому на будущее пригодится Использовал зажимы от обычных ИЕКовских автоматов
Думаю соединение вполне надёжным получилось т.к. обжать возможности нету пайка проблематично не все умеют паять (падлюка олово так и скатывается с проводов)
А я по тупому беру кусок медной трубки по диаметру равному или чуть более сечения проводов длиной 5-8 см. Вставляю с двух сторон провода и трубку обжимаю тисками с головками болтов. Можно просто отбить молотком на ровной поверхности. Контакт нормальный. Далее обматываем изолентой и-или термоусадкой.
Тоже хороший вариант но трубку не было а пара автоматов была под рукой
Serdjio написал :
а пара автоматов была под рукой
Как ВЫХОД из положения = нормуль. Но -ИМХО – можно приобрести трубчатые клеммы или сделать из трубок и соединять болтовым соединением – можно удлинять провод сварочный.
Аппарат должен сам формировать характеиристику сварочного тока. Чем длиннее провода, тем она дальше от заложенной производителем.
Но уж с той длинной которую заложил производитель работать невозможно 0,5 на массу и 2,0 на держак А сделал 5 метров на держак и 2 метра на массу
newcomer написал :
Аппарат должен сам формировать характеиристику сварочного тока.
УПС – у мну Универсал с 1986 года – там транс, диодный мост и дроссель. Регулировка перевтыканием фишки = изменением числа обмоток транса. Дроссель сглаживает ток и поддерживает дугу. На инверторе – там электроника пашет. Так что мой аппарат САМ не может произвольно регулировать силу тока.
newcomer написал :
Чем длиннее провода, тем она дальше от заложенной производителем.
и соответственно и я дальше от самого аппарата нахожусь –
Длина проводов – входящих и сварочных сильно влияет на сварочный ток – падение напруги на входе и сопротивление сварочного провода снижают ток, но длиный сварпровод дополнительно дросселирует ток и поддерживает дугу, позволяя внаглую шуровать в варочной ванне, наличие качественной обмазки = как гарантия от коротыша в дуге. если обмазка не ахти = то бывает и коротит с гашением дуги и залипанием.
Владельцев инверторных сварочных аппаратов порой возникает необходимость правильно соединить сварочный кабель. Чтобы работу не пришлось переделывать и провод функционировал нормально, нужно чтобы соединение соответствовало техническим требованиям. Они подразумевают достаточную прочность соединения, устойчивость к ударам, разрывам и тому подобному.
Самый простой способ, который доступен даже для новичков — покупка сварочного разъёма, у которого существует несколько разновидностей. Механизм соединения везде один и тот же. Главное в таком случае — не поскупиться и приобрести достаточно надежный экземпляр.
До некоторого времени был популярен традиционный метод соединения любых проводов – скрутка. Возможно, в некоторых случаях этот способ вполне оправдан. Однако, касательно сварочного кабеля данный способ запрещён правилами устройства электроустановок. Скрутка может понадобиться только в том случае, если планируется в дальнейшем сварить или спаять кабель.
Некоторые вместе допускают ошибку при пайке кабеля — используют неподходящие флюсы и припои, из-за чего соединение становится не достаточно прочным. Компоненты необходимо подбирать под конкретные цели. Даже если в наличии имеются подходящие флюсы и припои, некоторые пропускают этап лужения, что тоже негативно сказывается в дальнейшем на работе кабеля. В норме перед пайкой нужно снять с провода изоляцию, очистить его от оксидной плёнки, залудить, плотно скрутить. Далее раствор канифоли и спирта либо специальные трубки припоя, заполненные канифолью, наносятся на место соединения, и дальше обрабатываемый участок нужно разогреть с помощью паяльника или горелки.Когда в качестве соединения выбирается опрессовка, некоторые берут первую попавшуюся подходящую по размеру гильзу, которая есть запасе. В то время, как в первую очередь нужно обращать внимание на то, из какого материала сделан кабель. Когда требуется удлинить кабель, не все владельцы сварочных аппаратов учитывают, что излишнее удлинение может негативно сказаться на дальнейшей работе сварки, а точнее мощность может существенно уменьшиться. Именно поэтому при работе с таким аппаратом рекомендуется не использовать удлинители.
Достаточно часто у сварщиков возникает проблема соединения кабелей. Данный вопрос может возникнуть по нескольким причинам: провод, которым укомплектован сварочный аппарат, обладает недостаточной длиной, во время работ произошел обрыв или повреждение шнура. Таким образом, исполнителям важно знать, как правильно соединить сварочные кабели и удлинить их.
Как соединить между собой
Следует помнить, что от надежности контактных соединений проводников зависит безопасность исполнителя и качество выполняемых работ. К соединениям предъявляются высокие технические требования. Но в первую очередь они должны обладать устойчивостью к ударам, разрывам и другим механическим воздействиям. Поэтому очень важно знать, как как соединить два сварочных кабеля между собой.
Выделяют следующие, наиболее популярные способы соединения сварочных кабелей, каждый из которых обладает собственными достоинствами и недостатками.
Рассмотрим соединение сварочных кабелей более подробно.
1. Наиболее простым способом является применение дополнительных принадлежностей — сварочные разъемы для соединения кабелей. Они делают работу простой, быстрой и удобной. Кроме этого, использование разъемов положительно сказывается на мобильности оборудования.
На рынке представлено большое разнообразие данных аксессуаров, отличающих между собой техническими характеристиками. Соединение сварочных кабелей: «папа-мама» — является классификацией, основанной на различиях конструкции разъемов. О том, как правильно выбирать разъемные соединения сварочных кабелей, и на что следует обращать внимание Вы можете узнать здесь.
2. Соединение «скруткой» является первым и самым старым способом, характеризуется достаточно простым выполнением, качеством и надежностью.
Видео
Запрещенность метода ПУЭ не мешает самодельщикам его успешно применять, как показано в ролике ниже.
«Скрутка» может выполняться несколькими способами, которые представлены далее на картинках. Независимо от выбранного способа следует произвести удаление изоляции жил не менее, чем на 3-4 см. Затем участки жил необходимо обработать ацетоном или уайт-спиритом, зачистить наждачной бумагой и можно приступать к скручиванию.
Независимо от выбранного способа следует произвести удаление изоляции жил не менее, чем на 3-4 см. Затем участки жил необходимо обработать ацетоном или уайт-спиритом, зачистить наждачной бумагой и можно приступать к скручиванию.
Существуют также способы соединить сварочные кабели при наличии определенного набора оснащения и дополнительных аксессуаров.
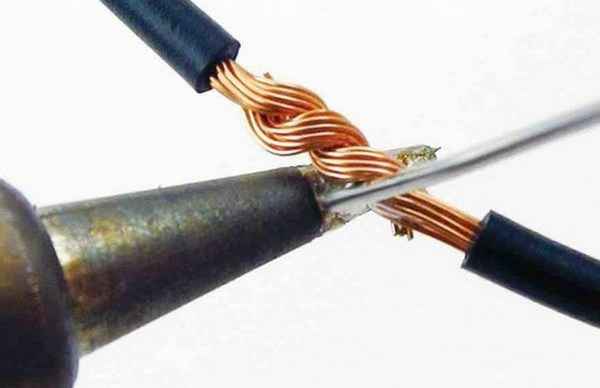
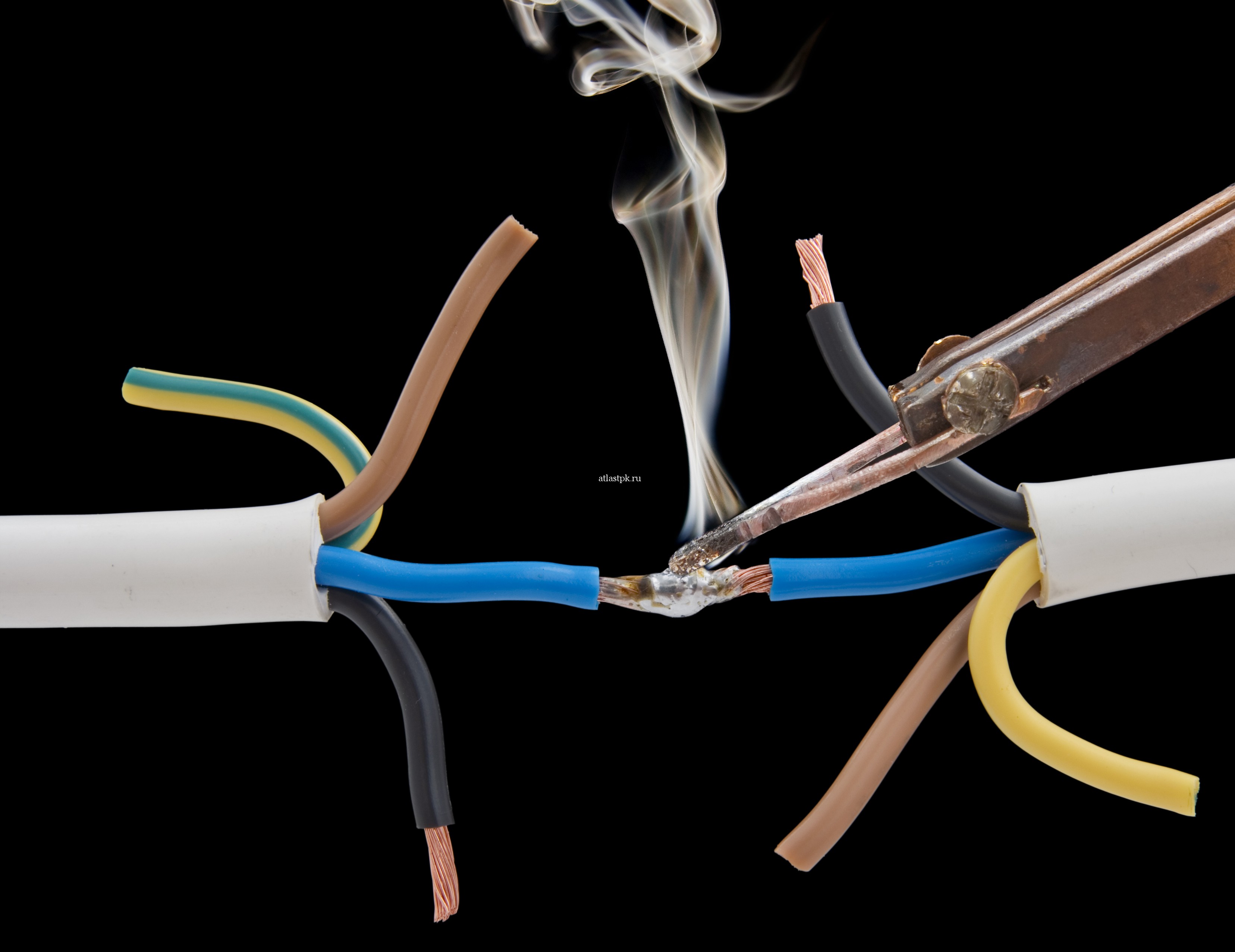
3. Пайка — способ соединения кабелей посредством покрытия разогретых концов жил расплавленным припоем, который затвердевает и обеспечивает прочность и высокую электропроводность соединения. Данный способ применяется для небольших по сечению проводников.
Достоинства: не требует особых навыков и специализированного оборудования по сравнению со сваркой.
Однако, стоит выделить и недостатки: большое количество подготовительных операций, следовательно, высокая трудоемкость.
Перед пайкой проводники очищают от изоляции и оксидной пленки, затем они лудятся, скручиваются и дожимаются пассатижами. Во избежания окисления зачищенной поверхности на обработанные места следует нанести флюсы.
Во избежания окисления зачищенной поверхности на обработанные места следует нанести флюсы.
Пайка медных жил небольших размеров осуществляется с помощью трубок припоя, заполненных канифолью, или раствором канифоли и спирта. Эти растворы наносят на место соединения перед пайкой.
Затем можно начинать процесс пайки: место соединения разогревают паяльником или горелкой. Канифоль или флюс начинает кипеть, на жало паяльника берут немного припоя, вносят в зону пайки посредством прижатия жала к проводникам. Припой растекается и заполняет промежутки между проводами, тем самым обеспечивая соединение. Если используется горелка, то припой вносят в факел.
После окончания процесса пайки и остывания рабочего места, остатки флюса нужно смыть, просушить соединение, покрыть специальным лаком, изолировать лентой или термоусадочной трубкой.
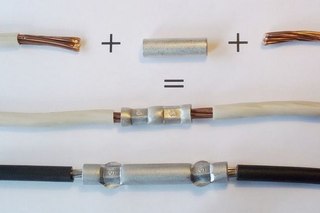
4. Опрессовка — процесс соединения проводов с помощью медных или алюминиевых гильз. Подбирать гильзу необходимо в зависимости от размера «скрутки» и от материала кабеля (медь или алюминий).
Провода необходимо очистить от до металлического блеска, объединить в пучки/скрутить, а затем надеть на них гильзу и зажать специальными клещами. При этом стенки гильзы вдавливаются в жилы проводника и образуется надежный электрический контакт.
Достоинства: высокая надежность; к исполнителю не предъявляются высокие требования относительно его квалификации; независимость от наличия электричества.
Как подключить к инвертору
Вопрос о том, как правильно подключить кабели к сварочному инвертору, возникает при принятии решения о полярности при сварке постоянным током: прямая или обратная.
Знак «плюс» подключается к электрододержателю, «минус» — к массе — сварка выполняется на обратной полярности. В данном случае ток движется от электрода к свариваемому изделию, металл нагревается сильнее электрода.
Знак «минус» подключается к электроду, «плюс» — к массе, следовательно, полярность прямая. Ток идет от заготовки к электроду, создается более сильный нагрев электрода.
Какую полярность следует использовать зависит от нескольких факторов: тип металла; толщина заготовки; тип электрода.
Более подробная информация о том, как подключить кабели к сварочному инвертору в зависимости от выбранной полярности, представлена в соответствующей статье.
Также следует обратить особое внимание на основные правила соединения сварочных кабелей с оборудованием инверторного типа. Данные нюансы станут гарантией для безопасного и комфортного проведения рабочего процесса.
Ознакомление с данной информацией поможет узнать, как подключить сварочные кабели к определенному типу оборудования.
Как зажать в держаке
Метод фиксации сварочного кабеля зависит от типа электрододержателя: самодельный или покупной (произведенный компаниями соответствующего профиля).
Типы самодельных держаков и способы их сборки, их основные достоинства и недостатки рассмотрены в статье «Держатель электродов для сварочного аппарата«. В данной статье также представлен метод правильного и надежного подсоединения кабеля к электрододержателю.
В данной статье также представлен метод правильного и надежного подсоединения кабеля к электрододержателю.
Также следует обратить внимание на рекомендации мастера, которые помогут самостоятельно изготовить профессиональный грамотный держатель. Для наглядности представлено видео сборки держака.
Чтобы понять, как подсоединить сварочные кабели к приобретенному держателю, рекомендуем ознакомиться с представленным далее видео. Исполнитель может наглядно ознакомиться с тем, что кабель вместе с металлической прокладкой (пластинкой) вставляется в соответствующее отверстие и надежно фиксируется ключом посредством затягивания винтов.
Как удлинить кабель на инверторе
Обычно инвертор укомплектован проводом длиной не более двух метров. С таким кабелем работать достаточно проблематично, неудобно. Поэтому у исполнителей часто возникает вопрос: как удлинить кабель на сварочном аппарате?
Ранее мы рассматривали, что соединение сварочных кабелей следует производить несколькими способами, каждый из которых применяется в зависимости от навыков исполнителя, от наличия или отсутствия специализированного оборудования и дополнительных принадлежностей.
Важно знать, как нарастить сварочный кабель. Соединение сварочных кабелей при наращивании может выполняться следующими методами: сварка; пайка; опрессовка.
Стоит также отметить мнение некоторых профессионалов, которые выступают против удлинения проводников. Слишком длинные кабели могут отрицательно повлиять на работоспособность аппарата. Кроме этого, чем длиннее провод, тем больше потери тока, что может негативно сказаться на качестве сваривания.
Как подобрать сварочный кабель
Оборудование любого типа прослужит своему хозяину долго, если провод подобран правильно. При выборе проводника необходимо обращать внимание на следующие моменты:
- кабель должен соответствовать предъявляемым к нему техническим требованиям: стойкость к ударам, разрывам, изгибам, агрессивным химическим средам, перепадам температур, ультрафиолетовому излучению, плесневым образованиям;
- шнур должен выдерживать максимальную величину тока, которую выдает имеющийся у сварщика агрегат.
Более подробная информация представлена в статьях о кабелях КГ, КОГ, а также в публикации о проводниках для инвертора.
Как узнать сечение
Основные технические характеристики проводников: сечение, диаметр и другие важные свойства — указаны в каталогах или соответствующих описаниях. Однако, если у исполнителя нет возможности ознакомиться с этими данными, а на вопрос как определить сечение сварочного кабеля нужно ответить, то следует запомнить некоторые рекомендации.
Существует несколько способов для определения сечения проводника. Все они сводятся к тому, что для начала нужно вычислить диаметр жилы. Сделать это можно с помощью микрометра или штангенциркуля. Однако, наиболее простым способом, который не требует специальных принадлежностей, является применение следующего метода.
Исполнителю понадобится очистить токопроводящую жилу от изоляции. Затем нужно намотать жилу на предмет цилиндрической формы (отвертка) и линейкой измерить общую длину витков, количество которых для точности подсчетов должно превышать 10.
В заключении: общую длину в мм. необходимо разделить на количество витков. Полученное значение и будет составлять диаметр провода, по которому можно будет найти величину сечения.
С полной информацией о сечениях кабелей различных марок исполнитель может ознакомиться в статьях, посвященных данной теме:
Соединение проводов между собой при помощи зажимов и другими способами
Любой мужчина стремится к тому, чтобы электроснабжение в собственном доме или квартире было качественным, бесперебойным и надёжным. Поэтому при проведении электромонтажных работ во время строительства или ремонта необходимо правильно выполнять соединение электрических проводов. Но в повседневной жизни всё равно приходится сталкиваться с проблемами, когда оборвался провод светильника, перестала работать розетка. Конечно, если имеются элементарные знания электротехники и умение проведения электромонтажных работ, устранить все эти неисправности легко самостоятельно.
Соединение проводов из разных металлов
Соединение проводников, изготовленных из различных металлов, должно производиться с обязательным учётом всех свойств материала, из которого они изготовлены. В настоящее время для передачи электрической энергии используют медь, алюминий и сталь. Каждый из этих металлов имеет различную плотность, электропроводность и сопротивление, которые учитываются при создании хорошего электрического контакта. Необходимо также учитывать величину электрохимического потенциала, возникающего при воздействии тока на металл.
Поэтому при неправильном соединении алюминиевых и медных проводников могут возникать серьёзные проблемы, с которыми сталкиваются многие специалисты, проводящие ремонт проводки в квартирах. Ранее в домах использовались медные провода, которые по электротехническим показателям намного превосходили алюминиевые. А в настоящее время применение проводников из меди ушло на второй план.
Алюминий, имея высокий уровень окисления, образует при соединении специфическую плёнку, которая обладает довольно большим электрическим сопротивлением. Это свойство проявляется особенно во влажной среде. Такая же плёнка образуется и у меди, только её сопротивление намного меньше. Поэтому из-за этой разницы сопротивлений, прямое соединение этих металлов приводит к затруднению электропроводности. А окислительные процессы приводят к искрению, нагреву и возгоранию проводов.
Способы безопасного контакта
Для создания надёжного контакта электрических проводов существует несколько способов как с применением специального оборудования, так и при использовании подручных средств.
Виды соединения проводов:
- Скрутка (скручивание) — наиболее распространённый способ, применение которого желательно осуществлять для временного соединения.
- Сварка — является самым надёжным способом, который обеспечивает отличный контакт проводников.
 Требует наличия сварочного оборудования и определённых навыков для проведения работ.
Требует наличия сварочного оборудования и определённых навыков для проведения работ. - Пайка — имеет прекрасные показатели соединения, но требует соблюдения температурного режима (не выше 65℃).
- Клеммные колодки — довольно простое и надёжное соединение.
- Соединение проводов с помощью зажимов — при соблюдении условий эксплуатации позволяет получить отличный контакт. Устанавливается очень быстро.
- Опрессовка гильзами — требуется наличие специальных клещей и знания технологии установки, но способ очень надёжный.
- Болтовое соединение — применяется в сложных ситуациях, простое в выполнении и не требующее специальных приспособлений.
При выборе вида соединения необходимо учитывать: материал токопроводящей части; сечение провода; количество проводников; вид изоляции; условия эксплуатации. Чаще всего, подбор типа соединения осуществляется на месте проведения работ.
Удаление изоляции проводов
Эта технологическая операция является общей для всех способов соединения проводников.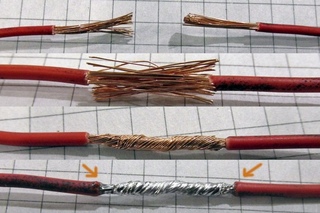 Прежде чем объединить провода в общий электрический узел, необходимо их зачистить от слоя изоляции.
Прежде чем объединить провода в общий электрический узел, необходимо их зачистить от слоя изоляции.
Проще всего сделать эту работу при помощи монтерского ножа, но в этом случае существует возможность повреждения проводящей жилы. Чтобы избежать этого, нужно:
- Положить провод на поверхность стола.
- Указательным пальцем левой руки прижать его.
- Удерживая нож в правой руке, надрезать изоляцию. При этом направить лезвие необходимо под углом к срезу, чтобы не повредить жилу. В противном случае возможен надлом проводника.
- Пальцем левой руки прокрутить проводник на один оборот, чтобы надрезать изоляцию.
- Снять срезанный кусочек изоляционной оболочки.
Опытные электромонтажники имеют в арсенале многофункциональный инструмент — стриппер, который предназначен для разделки кабелей и снятия изоляции. Это устройство не повреждает жилу при снятии изоляции с проводника любого сечения, так как имеет специальную калиброванную выемку под нужный диаметр провода.
Длина зачистки изоляции выбирается в соответствии со способом соединения проводников.
Метод скручивания
Самым простым и известным методом соединения электрических проводов является их скручивание (скрутка). Электрики со стажем часто называют его дедовским методом.
Ранее этот вид соединения применялся повсюду, но с увеличением нагрузки в электрической сети современной квартиры скручивание стало запрещено. Тем не менее такой метод соединения необходимо изучать в первую очередь, так как он является основным этапом при пайке и сварке проводов.
Главным преимуществом скрутки считается отсутствие любых материальных затрат, так как вам понадобятся только пассатижи и нож для снятия изоляции. И конечно же, плюсом скручивания является простота его исполнения. Любой человек, державший в руках пассатижи, без проблем сможет сделать эту работу.
Со временем скрутка ослабевает, что и является её основным недостатком. Связан этот процесс с тем, что в любых жилах существует остаточная упругая деформация. Поэтому в месте скручивания увеличивается переходное сопротивление, что приводит к ослаблению контакта и нагреву проводника. Хорошо, если этот дефект обнаружится вовремя и можно переделать место стыковки, но может и произойти возгорание.
Но если по каким-то причинам у вас нет возможности применить более надёжные способы, то обязательно нужно ознакомиться с тем, как правильно соединить провода между собой методом скручивания. Для этого нужно сначала зачистить жилы от изоляции на 70—80 мм. Затем, зажав оба проводника в месте, где заканчивается изоляция, пассатижами захватить кончики жил и вращать их по часовой стрелке. Главным условием надёжного скручивания считается одновременное вращение проводников, а не попеременное наматывание их друг на друга.
Если диаметр проводов небольшой, то скрутку можно проделывать полностью руками. Левой рукой надо держать проводники по срезу изоляции, а правой — вращать за загиб (10—15 мм) жилы по ходу часовой стрелки. Для более плотного контакта в конце вращения можно воспользоваться пассатижами.
Следующим действием необходимо изолировать место стыковки проводов. Для этого применяется изоляционная лента. Чтобы обеспечить надёжность и уберечь контакт от попадания влаги, наматывать ленту нужно в несколько слоёв, при этом на 2—3 см заступать на изоляцию провода. Очень хорошим вариантом проведения изоляции считается применение термических трубок, главное, не забыть надеть её на одну из жил.
Профессиональные электрики советуют не останавливаться на этапе скручивания проводов, а укрепить место стыковки пайкой или сваркой.
Как соединять провода пайкой
Вид соединения, при котором электрические провода соединяются с помощью расплавленного припоя, называется пайкой. Лучше всего этот метод применим к проводам с медными жилами, но использование специальных флюсов позволяет получать качественное сочленение и других металлов.
Преимущества применения пайки:
- по надёжности этот вид стыковки проводов уступает только сварке;
- позволяет выполнять соединение как одножильных, так и многожильных проводов, а также жил с разным сечением;
- не требуется обслуживание места контакта на весь период эксплуатации;
- низкая себестоимость работ (флюс и припой стоят недорого).
Недостатком пайки считают довольно высокую трудоёмкость. Спаиваемые поверхности должны быть предварительно зачищенными от окислов и залуженными перед проведением скручивания проводов.
Электромонтажник должен иметь определённую квалификацию и уметь пользоваться паяльником, ведь в процессе работы необходимо строго соблюдать температурный режим. Слабо прогретое или перегретое место контакта теряет свою надёжность и прочность.
Технологический процесс выполнения пайки выглядит так:
- Снимается изоляция с проводников на 40—50 мм.
- Хорошо зачищаются участки оголённых жил наждачной бумагой.
- Проводится лужение проводов. Для этого разогретый паяльник окунается в канифоль и несколько раз проводится жалом по зачищенным поверхностям.
- Выполняется скручивание проводов.
- Набранным на жало паяльника припоем, прогреваем скрутку. При этом расплавленное олово должно заполнить все промежутки между витками.
- После остывания пайка протирается спиртом и изолируется.
Сварочное закрепление
Для создания максимально надёжного соединения проводников после скручивания их дополнительно закрепляют сваркой. Технология выполнения такого контакта очень похожа на пайку, только здесь используется сварочный аппарат вместо паяльника.
По качеству и надёжности способ сварки полностью отвечает всем нормативным требованиям создания электрического контакта.
При создании соединения сваркой проводники скручиваются, а кончик их заваривается. Образовавшийся шарик из металла, обеспечивает очень надёжное сочленение проводов. При этом надёжность обусловлена не только созданием высоких электрических характеристик, но и механических тоже.
Основным недостатком такого типа соединения проводов считается наличие сварочного аппарата и приспособлений для подобных работ. К тому же требуется строго соблюдать правила работы на высоте и противопожарную безопасность.
Последовательность выполнения сварки проводов:
- Освобождаем проводники от изоляции на 60—70 мм.
- Зачищаем жилы механическим способом (наждачной бумагой).
- Производим скрутку проводов, причём длина её должна быть не менее 50 мм.
- Сверху скрутки закрепляем контакт заземления сварки.
- Электродом слегка касаемся снизу скрутки. Сварка проводов происходит очень быстро.

- После остывания контактного шарика, производим его изоляцию.
В результате таких действий получается практически цельный проводник, а контактный узел будет иметь наименьшее переходное сопротивление.
Стыковка проводов опрессовкой
Для такого соединения проводников требуется наличие специальных медных или алюминиевых гильз, которые подбираются в соответствии с размером диаметра пучка. Материал гильз желательно применять такой же, как у проводника.
Провода зачищаются на длину гильзы, скручиваются и помещаются в трубку. Затем с помощью специальных клещей соединение прессуется и изолируется.
Существуют гильзы-трубки для удлинения проводников, то есть для продольного их крепления. В такие гильзы провода вставляются с разных сторон трубки, затем обжимаются по отдельности.
Болтовой способ
Такое соединение применяется в электрических цепях с повышенным напряжением. Применение его подходит для коммутации практически любых жил.
Применение его подходит для коммутации практически любых жил.
Сначала провод зачищается от изоляции. Далее формируется петля из свободной части, диаметр которой равен сечению болта. После собираем узел крепления:
- надевается шайба на болт;
- первый проводник;
- следующая шайба;
- второй проводник;
- опять шайба;
- гайка.
Затем собранный узел затягивается руками, а потом дожимается ключом или пассатижами.
Современные технологии стыковки
Современная промышленность освоила выпуск специальных соединителей проводов, которые намного облегчили труд и ускорили коммутационные работы:
- Колпачки со встроенной обжимной пружиной. В такой колпачок вставляются зачищенные провода и проворачиваются по часовой стрелке. При таком действии провода надёжно сдавливаются внутри.
- Колодки клеммные, которые имеют внутри трубчатые латунные гильзы.
 В эти гильзы вставляются голые жилы и зажимаются винтами.
В эти гильзы вставляются голые жилы и зажимаются винтами. - Клеммы самозажимные автоматически фиксируют зачищенный провод специальной пластиной.
- Рычажные клеммники считаются приспособлениями многоразового пользования. Фиксация проводника обеспечивается поднятием и опусканием рычажка.
Помните, что соединение проводов должно всегда производиться на обесточенных электрических сетях. Не имея знаний электротехники, лучше проведение работ, связанных с опасным напряжением, доверить специалистам.
Как правильно подключить сварочный инвертор плюс минус
<index>
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля».
 В этом случае ток движется от электрода к заготовке, и металл греется сильнее.
В этом случае ток движется от электрода к заготовке, и металл греется сильнее. - Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой.
 Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода. - Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор.
 То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки.
Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.
Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
При постоянном или переменном токе для сварки используются плавящиеся электроды. Их во время процесса передвигают по оси координат, чтобы сохранить размер дуги. Оптимальной считается дуга не больше стержня электрода, обеспечивающая самое высокое качество шва. Если допускать длинную дугу, качество сварки током ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
Если допускать длинную дугу, качество сварки током ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Итог
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
</index>
Прямая и обратная полярность при сварке инверторомВарить инвертором можно двумя режимами, меняя полярность постоянного тока. При сварке инвертором на прямой полярности, к электроду подводится минусовая клемма, а к заготовке — плюсовая. Когда осуществляется сварка инвертором на обратной полярности, то, наоборот, к электроду подключается плюс, а к свариваемой заготовке, минус.
Что даёт прямая и обратная полярность при сварке инвертором? Когда лучше варить на обратной полярности, а когда, только на прямой? Именно об этом и будет посвящена данная статья сайта mmasvarka. ru про ручную дуговую сварку (ММА).
ru про ручную дуговую сварку (ММА).
Что даёт прямая и обратная полярность при сварке инвертором
При сварке металла постоянным током температура на конце электрода всецело зависит от того, какой именно к нему будет подключён полюс. При обратной полярности, когда к электроду подведён плюс, температура на конце электрода достигает 4000 градусов. При переключении инвертора на прямую полярность, когда на электрод подается минус, эта температура значительно ниже, почти на 1000 градусов.
Таким образом, меняя прямую и обратную полярность инвертора, можно более тонко контролировать сварочный процесс.
В первую очередь, это касается сварки тонких и толстых металлов, когда нужно либо не прожечь металл, либо наоборот, добиться качественного и надежного соединения.
Что даёт смена полярности на инверторе
Из всего вышесказанного становиться понятно, что даёт сварка на прямой и обратной последовательности:
- Когда нужно углубить корень сварочного шва, то лучше всего применять именно прямую полярность при подключении инвертора.
 В таком случае, большая температурная нагрузка будет приходиться на металл.
В таком случае, большая температурная нагрузка будет приходиться на металл. - В том случае, если нужно варить тонкий металл, то сварочный инвертор лучше всего переключать в режим обратной последовательности. Таким образом, на конце электрода будет возникать максимальная температура, а тонкий металл при сварке будет нагреваться гораздо меньше, чем при сварке инвертором на прямой полярности.
Вообще, варить на обратной полярности инвертором как раз и рекомендуется при сварке тонких металлов и нержавейки. Другими словами, тех видов металла, которые очень чувствительны к перегреву.
При этом стоит учитывать один важнейший нюанс, который связан с расходом электродов. При сварке инвертором на прямой и обратной полярности, скорость сгорания электрода будет разной. При сварке инвертором на обратной полярности, из-за сильного нагревания, расход электродов будет куда выше, чем на прямой полярности.
Главная > Справочник > Сварка > Прямая и обратная полярность при сварке<index>
Полярность тока является одним из основных параметров, определяющих особенности сварки металлических конструкций. Этот параметр влияет на температуру стержней с электропроводным материалом. При обработке изделий током с прямой или обратной полярностью важно учитывать основные схемы подключения, толщину заготовок и технические параметры электродного стержня.
Этот параметр влияет на температуру стержней с электропроводным материалом. При обработке изделий током с прямой или обратной полярностью важно учитывать основные схемы подключения, толщину заготовок и технические параметры электродного стержня.
Полярность при сварочных работах
При ручной дуговой сварке подача присадочной проволоки осуществляется в автоматическом режиме. Сваривание деталей по технологии РДС осуществляется при постоянном токе. К клеммам сварочного инвертора нужно подключить кабели массы и электрода. Они обозначаются знаками “+” и “-“. Полярность определяет способ подсоединения проводов к клеммным колодкам полуавтомата. Этот этого параметра зависит характер движения элементарных частиц, что воздействует на сварочный процесс. Если полуавтоматический прибор для сварки функционирует при переменном токе, то сварщик не сможет поменять полярность
При сварке с прямой полярностью кабель с электродным стержнем соединяется с контактом “минус”, провод с прищепкой – с разъемом “плюс”. Температура на концах электрического инвертора достигает 1000 °C. При переходе на обратную полярность провода с электродом и прищепкой нужно поменять местами. Температура на концах электродного стержня повысится до 4000 °C. Смена полярности позволяет контролировать температурный режим обрабатываемых заготовок.
Температура на концах электрического инвертора достигает 1000 °C. При переходе на обратную полярность провода с электродом и прищепкой нужно поменять местами. Температура на концах электродного стержня повысится до 4000 °C. Смена полярности позволяет контролировать температурный режим обрабатываемых заготовок.
Изменять местоположение кабелей необходимо при обработке легированных изделий. Полярность меняется при различных функциональных режимах сварочного аппарата. Они определяются размерами и материалом изготовления свариваемых изделий. Прямое подключение кабелей используется при проведении сварочных работ на открытом воздухе. В данных условиях детали соединяются с применением трубчатой нити из алюминия, заполненной порошкообразным веществом. В этих условиях можно сваривать толстые металлические пластины.
Смена местоположения кабелей осуществляется при следующих условиях:
- При наличии защитных газ, предназначенных для изолирования металлов от воздействия оксидов и ускорение нагрева дуги.
- При использовании флюсовых присадок, необходимого для создания однородного диффузного слоя.
При прямой и обратной полярности формируются анодные и катодные пятна. Анодное облако является наиболее горячим. Его температура может достигать 800 °C. Через пятна проходит электроток. В этих областях наблюдается низкое напряжение, что обусловлено местоположением сварочной дуги.
Смена полярности позволяет сварщику увеличить глубину сварочного шва и обрабатывать конструкции с шириной менее 0,3 см. Сварка на прямой и обратной последовательности предоставляет возможность регулировать расположение дуги, что снижает скорость нагрева свариваемых изделий.
Выделяют следующие особенности сварки MMA с прямой полярностью:
- Позволяет получить прочный, узкий и глубокий сварочный шов.
- Облегчает сварку изделий, в составе которых отсутствует железо, и деталей толщиной более 0,3 см.
- Стабильность и устойчивость электрической дуги к срывам.
- Сварка невозможна, если применяются металлические стержни с электропроводным материалом, работающих при переменном токе.
- Высокое качества раскройки обрабатываемых заготовок.
- Воздействует на химический состав свариваемых изделий.
- Высокой коэффициент наплавки при нагревании сварочной дуги в аргоновой или гелиевой среде.
- Низкие темпы нагрева стержня электрического проводника или присадочной проволоки. Благодаря этому свойству при сварке модно применять инверторы, функционирующие при высокочастотных токах.
- Снижает процент внедрения карбона в массу свариваемого изделия.
РДС сварка при обратном подключении обладает следующими отличиями:
- Большая толщина и низкая глубина шва.
- При соединении тонких пластин их поверхность не деформируется.
- Нестабильность дуги, поэтому для сварки нельзя применять инверторы, работающие на невысоких токах.
- Низкий риск прожога поверхности металла, что обусловлено отбортовкой свариваемых поверхностей.
- При сваривании нельзя использовать стержни, разрушающихся при воздействии высоких температур.
- Требует минимизации зазора между свариваемыми частями.
- Низкий потенциал напряжения электротока.
- Сварка производится прерывистым швом.
При неправильном выборе полярности заготовки могут частично расплавиться, что приведет к возникновению кипящих брызг в сварочной ванне.
Подключение по схеме прямой полярности
При сварке током прямой полярности клеммная колодка “+” соединяется с обрабатываемым изделием. Подключение электродного стержня к контакту “-“ осуществляется через дуговой промежуток. При сварке с прямой полярностью электрический проводник будет нагреваться медленнее, чем металл. Поэтому температура между ними отличается на 700 °C. Во время сварки с постоянным током обратной полярности концы электродного стержня будут нагреваться сильнее поверхности заготовки. При прямом подключении роль катода исполняет электрод, обрабатываемые детали выступают в качестве анода.
Образование сварочной ванны – основная задача при сварке током прямой полярности.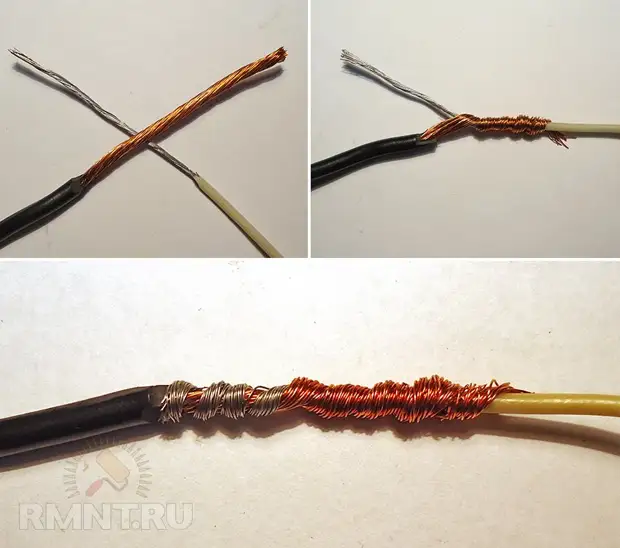 Для этого нужно прогреть заготовку до температуры плавления. При повышении силы электротока детали будут отталкиваться от сварочной дуги, что не позволит плотно соединить детали. При сварке с прямой полярностью требуются приборы, работающие при высокочастотных токах.
Для этого нужно прогреть заготовку до температуры плавления. При повышении силы электротока детали будут отталкиваться от сварочной дуги, что не позволит плотно соединить детали. При сварке с прямой полярностью требуются приборы, работающие при высокочастотных токах.
Подключение по схеме обратной полярности
При сварке постоянным током обратной полярности кабель с электродным стержнем необходимо подсоединить к “плюсу” инвертора, кабель на металл – к “минусу” инвертора. В этом случае роль катода выполняют поверхности заготовок, электрод становится анодом. В результате образуется рассеянная зона контакта между электрической дугой и свариваемым металлом. При сварке с обратной полярностью точка максимального разогрева размещается на металлическом стержне. В результате увеличивается глубина проплавки металлической поверхности.
Выбор режима полярности
Выбор полярности зависит от следующих факторов:
- Возможность прожога обрабатываемых заготовок.
- Наличие легированных сталей или нержавеющих сплавов железа в составе свариваемых изделий.

- Вероятность соединения металлических пластин малой толщины.
При смене полярности необходимо учитывать, что на аноде выделяется большое тепловой энергии, чем на катоде. Изначально сварочные аппараты работают по схеме прямого подключения. Сварщику необходимо изменять местоположение кабелей с электродным стержнем и прищепкой на металл при сваривании конструкций с разным поперечным сечением и толщиной. Для выбора правильного режима подключения проводников, необходимо учитывать следующие характеристики, определяющие особенности сварки:
- Расстояние между верхними и нижними поверхностями заготовок: основной фактор, воздействующий на структуру шва во время сварки постоянным током. При обработке толстых изделий необходимо прожечь поверхностью металлов. Это позволит увеличить площадь соприкосновения, что позволит сварной проволоке заполнить пустоты в поверхностях заготовок. В этом случае необходимо использовать сварку с прямой полярностью. Если нужно обработать изделия малой толщины, то нужно подавать отрицательный заряд на металл, положительный – на стержень электрода.
 Иначе на месте сварки могут образоваться небольшие отверстия или неровные швы.
Иначе на месте сварки могут образоваться небольшие отверстия или неровные швы. - Сила тока: этот параметр определяет степень прогрева металла и электродов. Чем сильнее электроток, подаваемый сварочным инвертором, тем интенсивнее происходит процесс горения дуги. Сила тока зависит от расположения свариваемой поверхности. Если заготовка размещена горизонтально, то данный показатель уменьшается на 15%.
Также для определения полярности нужно знать материал изготовления обрабатываемой заготовки, ее толщину и параметры электродного стержня. Определить эти показатели можно в руководстве к сварочному прибору. В нем производитель оборудования указывает обстоятельства для смены полярности.
Толщина края металлической заготовки
Сваривание конструкций с толстыми краями необходимо подключать клеммы инвертора по схеме прямой полярности. В данных условиях дополнительное тепло будет концентрироваться в местах плавки. Это способствует увеличение глубины сварочного шва. Поверхности деталей смогут плотно соединиться без деформации. При обработке тонкого металла необходимо применять обратную полярность. Края детали во время сварки не должны перегреваться. Иначе снизятся качество шва и прочность соединения.
Поверхности деталей смогут плотно соединиться без деформации. При обработке тонкого металла необходимо применять обратную полярность. Края детали во время сварки не должны перегреваться. Иначе снизятся качество шва и прочность соединения.
Разновидность металла
При обработке металлических поверхностей из разных материалов необходимо соблюдать следующие правила:
- Изделия из алюминия свариваются при прямом подключении. Алюминиевые детали имеют высокую теплопроводность и небольшой вес. Отличительным свойством этого металла является высокая степень окисления. Поэтому при сварке на алюминиевых заготовках формируется пленка. Она не позволяет деталям плотно соединиться. Прямая полярность снижает число образующихся окислов и образует сварочную ванну до появления оксидной пленки. При обработке рекомендуется использовать инертные газы. Они f линейного расширения и литейной усадки, высоким коэффициентом теплопроводности и низкой устойчивостью к межкристаллической коррозии.
 Эти свойства увеличивают риск сквозного проплавления и деформации металла. Поэтому детали из сплавов железа не требуют дополнительного тепла. При изменении полярности во время сварки рекомендуется использовать инверторы, поставляющие электричество с низкой силой тока.
Эти свойства увеличивают риск сквозного проплавления и деформации металла. Поэтому детали из сплавов железа не требуют дополнительного тепла. При изменении полярности во время сварки рекомендуется использовать инверторы, поставляющие электричество с низкой силой тока.
Цветные металлы необходимо плавить при помощи электродных стержней из вольфрама по схемам прямой полярности.
Тип электрода
Для определения полярности необходимо учитывать основные характеристики электрода: разновидности анодного пятна, разновидность флюса и температура. Выделяют следующие виды электрических проводников в зависимости от технических характеристик:
- ЦЛ-11: применяются при сварке по схемам обратной полярности. Эти электроды способны обрабатывать поверхность металлов из плотной нержавеющей стали и иных сплавов железа с высокой устойчивостью к воздействию коррозии. Они обеспечивают высокое качество шва без разрушения защитного слоя металла. Электродные стержни ЦЛ-11 покрываются специальным раствором из фосфора и калия.
 Он защищает сварочный шов от негативного воздействия окружающей среды. Электрические проводники ЦЛ-11 нужно хранить в сухих помещениях. При их эксплуатации рекомендуется использовать короткие дуги, что обеспечивает лучшую проплавку металла.
Он защищает сварочный шов от негативного воздействия окружающей среды. Электрические проводники ЦЛ-11 нужно хранить в сухих помещениях. При их эксплуатации рекомендуется использовать короткие дуги, что обеспечивает лучшую проплавку металла. - НИАТ-1: применяются для соединения деталей небольшой толщины при подключении кабелей по схеме обратной полярности. Эти электроды обладают антикоррозийными свойствами. Они устойчивы к большим нагрузкам. Данные проводники увеличивают прочность сварочного соединения. В состав электрических проводников НИАТ-1 входят магний, молибден, углерод, никель и силикаты. Эти химические элементы обладают невысоким коэффициентов наплавки (до 10 г/Ач), что увеличивает производительность электрода. Перед эксплуатацией электрических проводников рекомендуется подвергнуть их термической обработке в специализированных печах. Прокалку электродов необходимо проводить в течение 1 часа.
- ОЗЛ-8: используются при обработке цветных металлов током прямой полярности.
 Они могут функционировать в рабочей среде с температурой ниже 1000°C. Эти электрические проводники имеют антикоррозийные свойства. Поэтому они могут применяться для обработки легированных сталей. Электродные стержни ОЗЛ-8 изготавливаются на основе небольшого стержня из сварочной проволоки диаметром до 5 мм. Коэффициент наплавки данных электрических проводников составляет не более 13 г/Ач, предел текучести – 400 МПА. Для наплавки 1 кг сварочного шва требуется 600 г электродов ОЗЛ-8.
Они могут функционировать в рабочей среде с температурой ниже 1000°C. Эти электрические проводники имеют антикоррозийные свойства. Поэтому они могут применяться для обработки легированных сталей. Электродные стержни ОЗЛ-8 изготавливаются на основе небольшого стержня из сварочной проволоки диаметром до 5 мм. Коэффициент наплавки данных электрических проводников составляет не более 13 г/Ач, предел текучести – 400 МПА. Для наплавки 1 кг сварочного шва требуется 600 г электродов ОЗЛ-8.
При использовании электродов необходимо соблюдать следующие правила:
- Перед процессом сваривания металлических деталей тщательно очистить стержни электрического проводника.
- Обработать свариваемые детали химических раствором, защищающим их поверхность от пыли и иных видов загрязнений. Он также придает металлу блеск.
- При использовании новых электродов нужно предварительно осуществить их прокалку в специальных сушильных печах.
- В процессе сваривания заготовок требуется держать электродный стержень перпендикулярно оси сварочного шва.
- Держать электрическую дугу на расстоянии 3 мм от свариваемых кромок.
- Во время сварки нельзя совершать резкие рывки. В противном случае изменится рисунок шва.
- Чтобы избежать образования пористых поверхностей, необходимо очистить обрабатываемые изделия от шлаков и остатков расплавленного электрода.
- Нельзя допускать резкое понижение температуры электрического проводника. Иначе инструмент может частично деформироваться.
Нюансы эксплуатации электродов при разных полярностях указаны в инструкциях, составляемых при изготовлении этих инструментов. Они публикуются на официальных сайтах производителей электрических проводников.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
</index>Используемые источники:
- https://electrod.biz/apparat/polyarnost-pri-svarke-invertorom.html
- https://mmasvarka.ru/pryamaya-i-obratnaya-polyarnost-pri-svarke-invertorom.html
- https://stankiexpert.
ru/spravochnik/svarka/polyarnost-pri-svarke.html
Как подключить Shaw Fiber + Gateway
Часто задаваемые вопросы
Какие запросы в приложении я должен видеть в приложении BlueCurve Home?
При активации Fibre + Gateway вы увидите подобные запросы:
Что мне делать, если я не вижу в приложении подсказок, подобных показанным выше?
Для перезапуска процесса подключения:
- Нажмите Еще в правом нижнем углу.
- Метчик Устройство Shaw .
- Выберите BlueCurve Gateway .
- Следуйте подсказкам.
Камера моего телефона (или приложение для чтения QR-кодов) не распознает QR-код на Fiber + Gateway.
Вы можете вручную ввести MAC-номер CM (находится в нижней части устройства) или обратиться к производителю телефона, чтобы узнать, как включить считыватель QR-кода на вашем устройстве.
My Fiber + Gateway горит желтым светом, и активация не удалась.
Наиболее частая причина этого заключается в том, что вы подключили свой шлюз к неактивной коаксиальной розетке. Попробуйте использовать другую коаксиальную розетку, если таковая имеется. Если другой магазин недоступен или он по-прежнему не работает, вам необходимо связаться с нами, посетив shaw.ca/chat или используя приложение My Shaw.
Как настроить мою сеть Wi-Fi через проводное соединение с моего компьютера или ноутбука с помощью кабеля Ethernet?
Если вы подключили компьютер или ноутбук к шлюзу Fiber + с помощью кабеля Ethernet и вам необходимо настроить сеть WiFi, откройте веб-браузер и введите «10.0.0.1 ”в адресную строку и нажмите Enter. Следуйте инструкциям на экране, чтобы настроить имя сети и пароль.
Я вижу только одну сеть Wi-Fi, доступную на моем шлюзе Fiber + Gateway. У моего последнего модема было два.
Fiber + Gateway поддерживает беспроводные сети как 2,4 ГГц, так и 5 ГГц, но они не будут отображаться отдельно в списках доступных сетей. Вместо этого устройства направляются в оптимальную сеть с помощью функции, называемой Band Steering .
Вместо этого устройства направляются в оптимальную сеть с помощью функции, называемой Band Steering .
Некоторые из моих 2.Устройствам с частотой 4 ГГц не удается найти сеть.
Fiber + Gateway поддерживает большинство устройств WiFi. Однако некоторые устройства могут не иметь совместимой сетевой карты. Прочтите информацию об оборудовании: Fiber + Gateway для получения дополнительной информации и, при необходимости, посетите веб-сайт поддержки производителя вашего устройства.
Как подключить свой шлюз и ТВ-бокс к одной коаксиальной розетке?
Если у вас есть два устройства, которым необходимо использовать общую коаксиальную розетку, вам понадобится 2-полосный разветвитель и 3 коаксиальных кабеля.Подсоедините один кабель к настенной розетке и порту разветвителя с надписью «IN». Подключите каждый из двух других кабелей к порту разветвителя «OUT», а затем к ТВ-приставке и шлюзу.
Как подключить домашний телефон к шлюзу Fiber +?
Вы можете найти наглядное руководство по подключению домашнего телефона Shaw к шлюзу здесь . Если вы хотите добавить домашний телефон, вы можете узнать больше на shaw.ca/home-phone или связаться с нами через чат на shaw.ca / chat или с помощью приложения My Shaw.
Нужно вернуть какое-то оборудование?
В комплекте должна быть этикетка для возврата. Для получения инструкций о том, как вернуть оборудование в Shaw, в том числе о том, нужна ли вам этикетка для возврата, или если вы переезжаете, см. Как вернуть оборудование Shaw .
Как соединить два компьютера с помощью кабеля Ethernet?
Как соединить два компьютера с помощью кабеля Ethernet?
Самый простой способ соединить две компьютерные системы без использования Интернета — через кабель Ethernet.После установления соединения две системы могут обмениваться файлами между собой, а также просматривать и редактировать эти файлы. В этом руководстве мы шаг за шагом научимся устанавливать соединение между двумя компьютерами с помощью кабеля Ethernet.
Для соединения двух компьютеров с помощью кабеля Ethernet выполните следующие действия:
Шаг 1: Сначала проверьте, поддерживают ли две выбранные системы кабель Ethernet.
Шаг 2: Если какая-либо или обе системы не поддерживают кабель Ethernet, то требуется внешний адаптер Ethernet.
Шаг 3: Подключите один конец кабеля Ethernet к первой системе, а другой конец — ко второй системе.
Шаг 4: После того, как кабели Ethernet подключены к обеим системам, откройте панель управления. Нажмите кнопку пуска и введите панель управления или нажмите « + R », введите «панель управления» и нажмите ввод.
Шаг 5: На панели управления выберите опцию « Сеть и Интернет ».
Шаг 6: Затем выберите « Network sharing center ».
Шаг 7: В верхнем левом углу экрана выберите « изменить расширенные настройки общего доступа ».
Шаг 8: В разделе «Общий доступ к файлам и принтерам» выберите « Включить общий доступ к файлам и принтерам ».
Шаг 9: Затем нажмите « Сохранить изменения ».
Шаг 10: Чтобы две подключенные системы могли просматривать или редактировать общие данные, сначала необходимо выбрать папку, затем щелкнуть вкладку общего доступа, затем выбрать получателей, затем щелкнуть по готово.
Шаг 11: Теперь во втором обозревателе файлов системы выберите систему, которая предоставляет общий доступ к файлу, введите пароль, если он защищен паролем.
Шаг 12: Просмотрите содержимое общей папки или отредактируйте его.
Примечание: Этот процесс может быть выполнен на обоих компьютерах.

Как компьютеры подключаются к Интернету?
Обновлено: 06.03.2020, Computer Hope
Используя Интернет, компьютеры соединяются и обмениваются данными друг с другом, в основном используя TCP / IP (протокол управления передачей / Интернет-протокол).Думайте о TCP / IP как о книге правил, пошаговом руководстве, которое каждый компьютер использует, чтобы узнать, как разговаривать с другим компьютером. Эта книга правил определяет, что должен делать каждый компьютер для передачи данных, когда передавать данные, как передавать эти данные. В нем также указано, как получать данные таким же образом. Если правила не соблюдаются, компьютер не может подключаться к другому компьютеру, а также отправлять и получать данные между другими компьютерами.
Для подключения к Интернету и другим компьютерам в сети на компьютере должна быть установлена NIC (сетевая карта).Сетевой кабель, подключенный к сетевой карте на одном конце и подключенный к кабельному модему, DSL-модему, маршрутизатору или коммутатору, может позволить компьютеру получить доступ к Интернету и подключиться к другим компьютерам.
ISP (интернет-провайдеры)
ISP (поставщики Интернет-услуг), компании, предоставляющие Интернет-услуги и возможности подключения, также соблюдают эти правила. Интернет-провайдер обеспечивает мост между вашим компьютером и всеми другими компьютерами в мире в Интернете. Интернет-провайдер использует протоколы TCP / IP, чтобы сделать возможными межкомпьютерные соединения и передавать данные между ними.Интернет-провайдер назначает IP-адрес, который представляет собой уникальный адрес вашего компьютера или сети для связи в Интернете.
Домашняя сеть
Если у вас есть домашняя компьютерная сеть, компьютеры также используют TCP / IP для подключения. Протокол TCP / IP позволяет каждому компьютеру «видеть» другие компьютеры в сети и обмениваться файлами и принтерами.
Когда компьютеры подключаются к одной сети, это называется локальной сетью или LAN. Когда подключено несколько сетей, это называется глобальной сетью или WAN.С этим типом сети в вашем доме есть сетевой маршрутизатор, который подключается к вашему провайдеру. Маршрутизатору дается IP-адрес для вашего подключения к Интернету, а затем он назначает локальные IP-адреса каждому устройству в вашей сети. Эти локальные адреса часто 192.168.1.2-255. При доступе к локальному компьютеру в вашей сети ваш маршрутизатор отправляет ваши TCP / IP-пакеты между локальными IP-адресами. Однако, когда вы хотите подключиться к Интернету, ваш маршрутизатор использует IP-адрес, назначенный провайдером. Ваш IP-адрес не 192.168.x.x, потому что интернет-провайдер назначает этот IP-адрес, а не ваш маршрутизатор.
Маршрутизатору дается IP-адрес для вашего подключения к Интернету, а затем он назначает локальные IP-адреса каждому устройству в вашей сети. Эти локальные адреса часто 192.168.1.2-255. При доступе к локальному компьютеру в вашей сети ваш маршрутизатор отправляет ваши TCP / IP-пакеты между локальными IP-адресами. Однако, когда вы хотите подключиться к Интернету, ваш маршрутизатор использует IP-адрес, назначенный провайдером. Ваш IP-адрес не 192.168.x.x, потому что интернет-провайдер назначает этот IP-адрес, а не ваш маршрутизатор.
При запросе информации с веб-страницы, такой как Computer Hope, вы вводите URL-адрес, который легко понять и запомнить. Чтобы ваш компьютер мог получить доступ к компьютеру, содержащему страницы, этот URL-адрес должен быть преобразован в IP-адрес, что делается с помощью DNS. После того, как DNS преобразовал URL-адрес в IP-адрес, маршрутизаторы в Интернете будут знать, как маршрутизировать ваш пакет TCP / IP.
Иллюстрация ниже помогает пояснить информацию из предыдущих разделов о том, что ваш компьютер взаимодействует с другими пользователями в Интернете.
Компьютеры под управлением Windows, macOS и Linux используют протокол TCP / IP для подключения к другим компьютерам в локальной или глобальной сети. Для подключения к LAN или WAN требуется проводное или беспроводное соединение. Проводное соединение обычно выполняется с помощью сетевого кабеля (сетевой кабель Cat 5 или Cat 6). Беспроводное соединение (Wi-Fi) использует карту беспроводной сети 802.11b, 802.11g или 802.11n. Для обоих типов подключения обычно требуется сетевой маршрутизатор для подключения к другим компьютерам. Для подключения к Интернету у вас дома также требуется кабельный или DSL-модем, в зависимости от того, какого провайдера вы используете.
НаконечникСм. Нашу страницу DNS для получения дополнительной информации о том, как DNS преобразовывает веб-адрес в IP-адрес.
.