
Рекомендации по опрессовке силовых неизолированных наконечников
Подготовка жилы кабеля
Перед началом монтажных работ убедитесь, что кабель обесточен. Срез кабеля должен быть ровным и перпендикулярным оси кабеля. Снимите изоляцию с жилы на длину, равную глубине захода проводника в хвостовик наконечника плюс 5 мм. При работе с кабелем с бумажной маслопропитанной изоляцией удалите загрязнения и обезжирьте зачищенный конец кабельной жилы.
Наружная поверхность жилы должна быть зачищена от оксидных пленок. Секторные жилы перед опрессовкой необходимо предварительно скруглить.
Выбор наконечника
Размер наконечника выбирается в соответствии с сечением и классом гибкости кабельной жилы. Материал наконечника должен соответствовать материалу жилы. При выводе алюминиевого кабеля на медную шину используйте алюмомедные наконечники, для соединения алюминиевых и медных кабелей используйте переходные алюмомедные гильзы. Геометрия контактной части наконечника выбирается в соотвтетсвии с типом клеммы вводного устройства. Наличие или отсутствие лужения на наконечнике выбирается в соответствии с условиями эксплуатации.
Геометрия контактной части наконечника выбирается в соотвтетсвии с типом клеммы вводного устройства. Наличие или отсутствие лужения на наконечнике выбирается в соответствии с условиями эксплуатации.
Монтаж алюминиевых наконечников
Непосредственно перед началом монтажа алюминиевых наконечников внутренняя поверхность хвостовика и токоведущая жила должны быть зачищены наждачной бумагой от оксидных пленок и смазаны проводящей контактной пастой. Применение специальных проводящих паст значительно улучшает электрический контакт.
Выбор инструмента и матриц
При монтаже наконечников методом опрессовки используйте только профессиональный инструмент. Перед началом монтажа изучите инструкцию по эксплуатации и ознакомьтесь с порядком выполнения работ. Для работы с многожильными проводниками рекомендуется использовать гексагональные матрицы. Размер матриц должен соответствовать размеру выбранного наконечника.
Перед началом монтажных работ убедитесь, что кабель обесточен. При необходимости электромонтажных работ на линиях, находящихся под напряжением, используйте только специальный изолированный инструмент.
Опрессовка наконечника
Конец жилы должен заходить в наконечник до упора. Перед опрессовкой убедитесь, что наконечник правильно ориентирован на кабеле относительно контактных клемм вводного устройства. При монтаже наконечников и соединительных гильз соблюдайте количество и последовательность опрессовок. При гексагональном обжиме опрессовку необходимо производить до полного смыкания матриц. В случае недостаточной опрессовки рекомендуется повторная опрессовка матрицей на размер меньше.
Обработка наконечника после опрессовки
При образовании облоя на опрессованном изделии, удалите его с помощью зачистного инструмента. После опрессовки наконечников, для герметизации соединения и антикоррозионной защиты, усадите термоусаживаемую трубку на место соединения хвостовика наконечника с кабельной жилой. После усадки трубка должна перекрывать хвостовую часть наконечника и заходить на изоляцию жилы. Рекомендовано применение трубок с клеевым подслоем. Качественное соединение и оконцевание силовых кабелей требует использования термоусаживаемых муфт, наконечники и соединительные гильзы в которых представляют лишь один из структурных элементов.
После усадки трубка должна перекрывать хвостовую часть наконечника и заходить на изоляцию жилы. Рекомендовано применение трубок с клеевым подслоем. Качественное соединение и оконцевание силовых кабелей требует использования термоусаживаемых муфт, наконечники и соединительные гильзы в которых представляют лишь один из структурных элементов.
Опрессовка кабельных наконечников — правильный порядок обжима, выбор наконечников
Как же правильно опрессовать кабельный наконечник или гильзу гидравлическим прессом? Есть ли какие-то правила или нормы которые могут повлиять на качество опрессовки? Безусловно они есть, и покупка качественного пресса еще не обеспечивает вам гарантию надежного контакта на том или ином наконечнике. Давайте рассмотрим основные моменты качественной опрессовки или обжима толстостенных наконечников.
Какой наконечник выбрать
Перед началом обжима необходимо правильно выбрать наконечник. Стоит помнить, что наконечники бывают различных видов — разная толщина гильзы, разный диаметр входного отверстия. Причем это бывает у наконечников одного сечения, но разных производителей.
Причем это бывает у наконечников одного сечения, но разных производителей.
Поэтому не всегда одной и той же матрицей, можно опрессовать 2 разных наконечника под провод одинакового сечения. Кроме этого, количество опрессовок гильзы также может отличаться.
Если вы хотите добиться качественного соединения, которое надежно прослужит вам годами, воспользуйтесь следующими рекомендациями.
Очищенная от изоляции жила, должна четко соответствовать диаметру хвостовой части наконечника.
Люфт может быть и он допустим, но он должен быть минимальным.
Если материал наконечника алюминий, то здесь с выбором попроще. Подбираете наконечник того же сечения, что и сечение провода. Ориентироваться можно по надписям на лопатке контактной части.
А вот если материал изделия медь, то возникают определенные сложности. Но и здесь есть несколько решений.
- ⚡существуют ГОСТ-овские таблицы, по которым можно подобрать нужный тип. Но это не совсем удобно, т.
 к. необходимо четко знать и различать классы гибкости жил, да и таблицы эти у вас не будут под рукой.
к. необходимо четко знать и различать классы гибкости жил, да и таблицы эти у вас не будут под рукой. - ⚡замерить диаметр жилы обыкновенным штангенциркулем. После чего сравнить его с диаметром внутренней части хвостовика наконечника. Сделать это можно тем же штангенциркулем, либо по надписям на лопатке.
Третья цифра в сокращении ТМ-35-8-9 как раз и будет тем самым необходимым диаметром. То есть, если диаметр жилы который вы замерили, оказался равным 8,5мм, то самым подходящим наконечником будет именно с маркировкой ТМ-35-8-9. Заметьте, что диаметр жилы должен быть чуть-чуть меньше, но никак не больше диаметра хвостовика.
Материал изготовления наконечника и гильз должен быть одинаковым с материалом изготовления провода или кабельной жилы. Алюминиевые провода соединяйте с помощью алюминиевых гильз и наконечников. Медные с медными. Иначе коррозийных процессов не избежать.
Если нужно соединить алюминиевый наконечник с медным контактом (на выключателе или рубильнике), используйте алюмо-медный наконечник или подкладывайте алюмо-медные шайбы. Для стыковки медных и алюминиевых жил кабеля есть специальные алюмо-медные гильзы.
Для стыковки медных и алюминиевых жил кабеля есть специальные алюмо-медные гильзы.
Подготовительные работы с кабелем
Очистите изоляцию с жил кабеля на необходимую длину. Какова эта длина?
Она должна равняться глубине наконечника, плюс 5мм запаса.
Запас требуется, потому что наконечник при опрессовке будет вытягиваться и деформироваться (особенно алюминиевый).
Срез изоляции старайтесь делать ровным, строго под углом 90 градусов к оси самого кабеля.
Если жилы кабеля имеют треугольную форму их необходимо сточить напильником для скругления. Иначе никогда не добиться вот такой плотности при опрессовке:
После удаления изоляции голую жилу требуется зачистить и обезжирить. Для этого воспользуйтесь специальными контактными пастами.
Порядок опрессовки наконечников и гильз
Для опрессовки толстостенных наконечников и гильз лучше всего использовать гидравлический пресс. В набор пресса изначально входят универсальные матрицы под любые наконечники и провода.
Следующий вопрос, который возникает у несведущего пользователя, а сколько раз, я должен обжать прессом наконечник? Один, два или три раза? Это зависит от 2-х параметров:
- ⚡от длины наконечника
- ⚡и ширины матрицы
В инструкции по эксплуатации пресса, которая идет в комплекте с инструментом есть табличка, где указывается требуемое количество обжимов, Учтите один момент, что данная таблица предназначена для наконечников и гильз сделанных по ГОСТ. Чем они отличаются от других марок можно узнать в статье Кабельные наконечники маркировка и виды.
Наконечник вставляйте в пресс так, чтобы маркировка сечения матрицы (35-50-70 и т.д.) отпечатывались на лицевой стороне наконечника, а не сбоку или снизу..jpg)
- ⚡первую по счету опрессовку наконечника нужно делать ближе к лопатке (там куда вставляется болт)
- ⚡следующие обжимы производите по порядку, двигаясь от лопатки к хвостовой части наконечника
- ⚡для гильз действуют те же самые правила
Делать нужно именно в этой последовательности, потому что при каждом нажиме пресса наконечник имеет свойство удлиняться (иногда до десяти процентов!). И если вы начнете прессовать с конца (не от лопатки), при последнем обжиме, с большой вероятностью, у вас в конце гильзы образуется пустота. И вы не добьетесь того контакта, который был необходим.
В первую очередь это касается всех алюминиевых изделий. Для меди это еще не настолько критично.
При обжиме со стороны лопатки — наконечник будет как бы налазить на жилу, все более уплотняя соединение. Изолированные наконечники имеют даже специальную цифровую маркировку подсказывающую порядок прессования.
Опрессовка заканчивается в момент когда матрицы смыкаются между собой.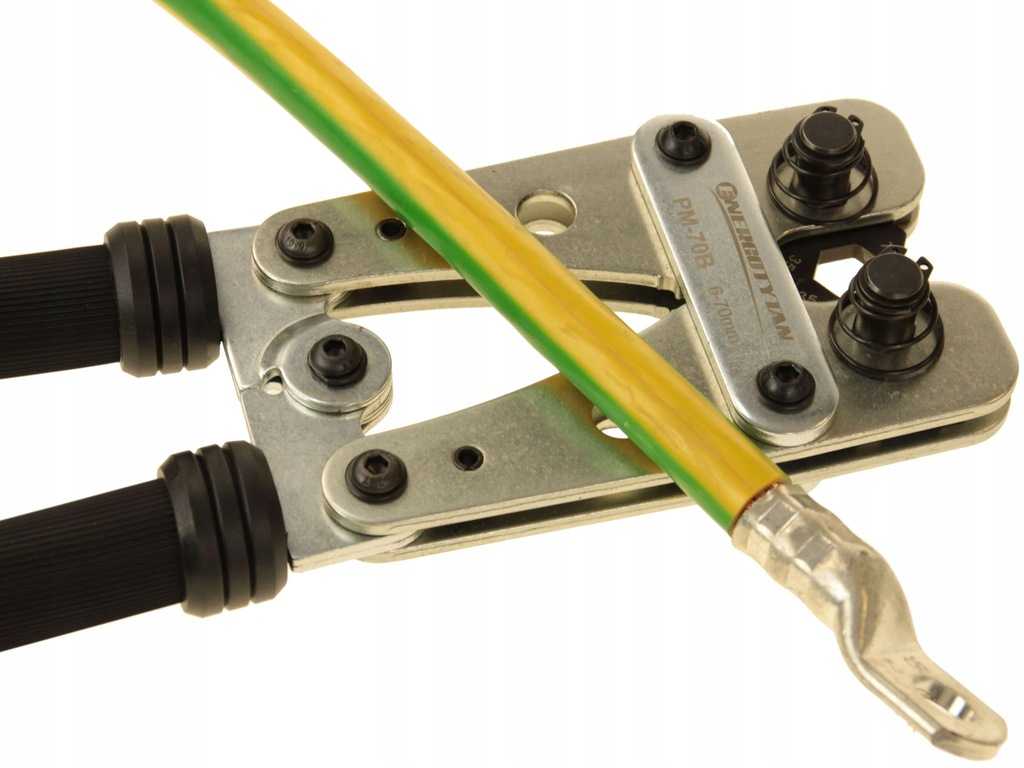 Если вам необходимо выполнить две или три опрессовки, отступаете 2-3мм от предыдущего места обжима и продолжаете обжим.
Если вам необходимо выполнить две или три опрессовки, отступаете 2-3мм от предыдущего места обжима и продолжаете обжим.
При опрессовке допустимо образование небольшого облоя. Его можно убрать или сточить напильником.
Очень распространенная ошибка — образование больших «ушей» на наконечнике. Это получается в результате не правильного выбора матрицы.
Если такие «уши» все же появились, не стоит их спиливать под ноль, до основания гильзы. Иначе может образоваться щель в наконечнике и прослабнет контакт обжима.
После того, как наконечник обжат, желательно заизолировать место между тем, где заканчивается хвостовик и оставшейся неизолированной частью жилы. Лучше всего для этого использовать термоусаживаемые трубки.
5 правил опрессовки
Подводя итог вышесказанному, если вы хотите получить качественную и долговечную опрессовку вам необходимо придерживаться пяти правил:
- правильно выбрать наконечник
- грамотно зачистить жилу
- воспользоваться специализированным инструментом
- подобрать нужную матрицу
- соблюсти последовательность обжима
5 обжимных наконечников для качественных соединений – Trimantec
Опубликовано Группа технических коммуникаций ·
Если вы когда-либо задумывались о замене собственной автомобильной стереосистемы, то, вероятно, сталкивались с такими терминами, как обжим и пайка. Это необходимо для электрического подключения автомобиля к новой стереосистеме. Без надлежащих соединений провода могут закоротиться и потенциально повредить вашу новую стереосистему.
Обжим и пайка являются методами соединения и заделки проводов. Пайка более трудоемка, но создает более качественное и надежное соединение. С другой стороны, опрессовка была разработана как альтернатива пайке, поскольку она обеспечивает высококачественное соединение между клеммой и проводом при меньших затратах. Есть случаи, когда одно предпочтительнее другого, но сегодня мы сосредоточимся на том, как добиться качественного обжима.
Есть случаи, когда одно предпочтительнее другого, но сегодня мы сосредоточимся на том, как добиться качественного обжима.
Мы серьезно относимся к обжиму, потому что правильный обжим имеет решающее значение при работе в отрасли производства кабелей и жгутов. Жгуты проводов необходимы для питания медицинского, военного и транспортного оборудования. Если эти системы откажут, это может привести к фатальным последствиям. Плохая опрессовка приводит к повышению термостойкости и, в конечном итоге, к нарушению соединения. Можете ли вы представить, что пытаетесь выяснить, почему медицинское оборудование не работает, и понимаете, что это происходит из-за нескольких неисправных проводных соединений? Как бы вы узнали степень этих ошибочных соединений? Придется начинать с нуля, тратя время и ресурсы. Вот почему мы собрали несколько советов по обжиму, чтобы направить вас в правильном направлении.
Равномерно зачищенный провод
Совет по обжиму №1 Подготовка проводов
Прежде чем обжимать провод, необходимо сначала выбрать правильный калибр провода и снять изоляцию с провода на определенную длину. И изоляция, и провод должны быть обрезаны перпендикулярно продольной оси провода. Все жилы проволоки должны быть примерно одинаковой длины и без чрезмерного повреждения жил. Подготовка проволоки — первый шаг к хорошему обжиму. Игнорирование этого шага может привести к нежелательным осложнениям позже в процессе обжима.
И изоляция, и провод должны быть обрезаны перпендикулярно продольной оси провода. Все жилы проволоки должны быть примерно одинаковой длины и без чрезмерного повреждения жил. Подготовка проволоки — первый шаг к хорошему обжиму. Игнорирование этого шага может привести к нежелательным осложнениям позже в процессе обжима.
Ручной обжимной инструмент
Обжимной наконечник № 2 Пропустите плоскогубцы
Плоскогубцы не являются обжимными. Кримперы специально разработаны для деформации провода и изоляции в определенных местах с необходимой силой и соединения провода и клеммы вместе. Выбираете ли вы ручные инструменты или полностью автоматизированные системы, не экономьте на качестве. Качественные инструменты обеспечат надежное электрическое соединение, которое не разорвется. Обжимные устройства более высокого качества часто имеют встроенные функции, которые не позволяют обжимному устройству снова открываться до тех пор, пока не будет приложено достаточное усилие. Полностью автоматизированные системы также гарантируют надлежащий обжим.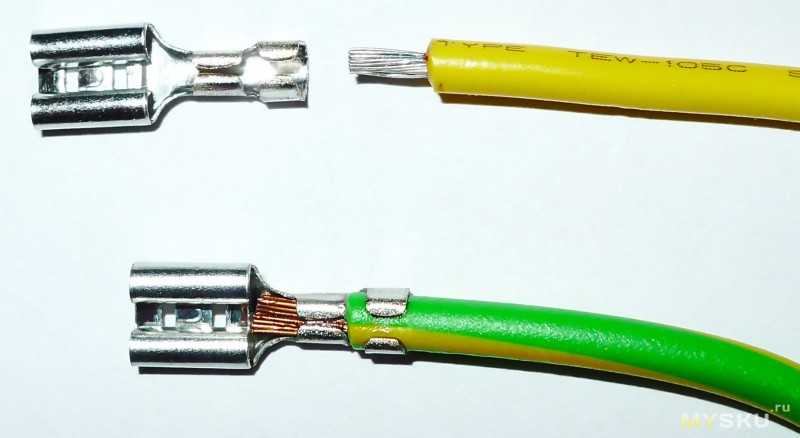 Некоторые автоматические обжимные машины даже зачищают провод до нужной длины, что повышает эффективность работы.
Некоторые автоматические обжимные машины даже зачищают провод до нужной длины, что повышает эффективность работы.
Автоматическая обжимная машина
Обжимной наконечник №3 Избегайте чрезмерного обжатия
Да, чрезмерное обжатие возможно. Чаще всего это происходит при использовании ручных инструментов. Если этот метод обжатия необходим, лучше всего использовать инструменты с функцией самоблокировки, которые освобождаются только до тех пор, пока не будет приложено достаточное усилие. При использовании автоматических обжимных инструментов чрезмерный обжим обычно приводит к недостаточной высоте обжима. Чрезмерное обжатие может привести к чрезмерному выдавливанию или расширению нижней части обжима проводника. Это также уменьшает круглую площадь проводника и увеличивает сопротивление. Регулировка высоты обжима в соответствии с техническими характеристиками должна решить проблему.
Обжимной наконечник №4 Визуальный осмотр обжима
Визуальный осмотр обжатого провода обычно помогает выявить большинство дефектов. Дефекты, на которые следует обратить внимание, включают в себя: пробитую изоляцию, отсутствие раструба, короткую проводящую щетку или ее отсутствие, изоляцию под обжимом проводника и чрезмерный или отсутствующий отсечной язычок. Использование лупы может помочь в изучении мелких деталей гофры.
Дефекты, на которые следует обратить внимание, включают в себя: пробитую изоляцию, отсутствие раструба, короткую проводящую щетку или ее отсутствие, изоляцию под обжимом проводника и чрезмерный или отсутствующий отсечной язычок. Использование лупы может помочь в изучении мелких деталей гофры.
Обжимной наконечник #5 Проверка проводов регулярно
После всей необходимой подготовки проводов и гладкого процесса обжима последним шагом будет проверка обжатого соединения с помощью испытания на растяжение. Испытание на растяжение — это быстрый и разрушающий способ определения механических свойств обжимного наконечника. Испытание подтверждает надлежащее усилие, приложенное во время опрессовки. Тестирование через регулярные промежутки времени и всякий раз, когда происходит смена инструментов или расходных материалов, позволяет легко выявлять неисправности заблаговременно.
Качественный обжим требует умения и большой практики. Это требует большого внимания к деталям и терпения.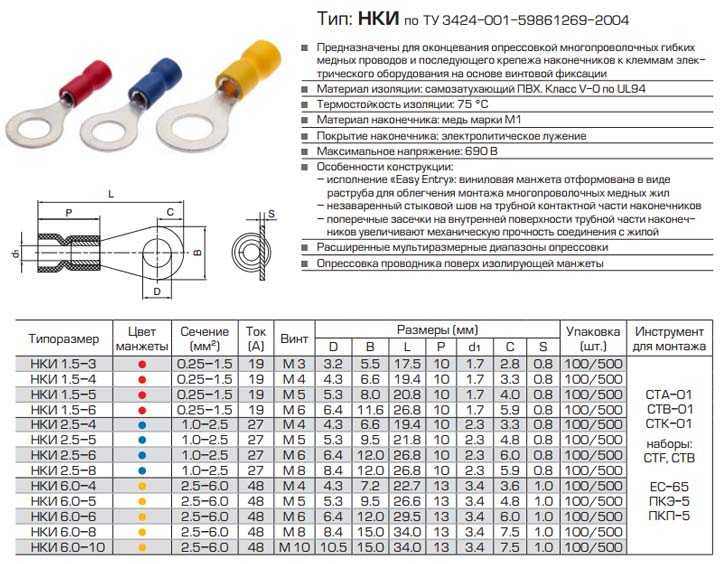 Совершенство часто недостижимо; однако есть к чему стремиться.
Совершенство часто недостижимо; однако есть к чему стремиться.
Наше электромеханическое производственное подразделение Trimantec занимается сборкой жгутов проводов для использования в медицинском и военном оборудовании. Поэтому проводные соединения, которые производит наша команда, должны быть точными, безопасными и надежными. Мы очень серьезно относимся к обжиму проводов, и вы тоже должны это делать.
У вас есть свои советы по идеальному обжиму? Поделитесь с нами своим опытом в комментариях ниже!
Как сделать идеальные обжимные соединения
Реклама
Многие проблемы с электричеством на лодках возникают из-за плохих контактов. Вот как сделать идеальные обжимные соединения.
Электропроводка на лодке ведет тяжелую жизнь. Коррозия, вибрация и истирание — все это влияет на электрическую систему вашей лодки, приводя ее к неожиданному выходу из строя или преждевременному выходу из строя. Во многих проблемах виноваты плохие соединения, но знание того, как правильно обжать клеммы, поможет избежать проблем. Простое скручивание проводов, использование проволочных гаек или наматывание кабеля на клеммный винт не годятся. Правильно обжатые клеммы аккуратны, обеспечивают свободное прохождение электричества, устойчивы к проникновению влаги и предотвращают обрывы и короткие замыкания.
Коррозия, вибрация и истирание — все это влияет на электрическую систему вашей лодки, приводя ее к неожиданному выходу из строя или преждевременному выходу из строя. Во многих проблемах виноваты плохие соединения, но знание того, как правильно обжать клеммы, поможет избежать проблем. Простое скручивание проводов, использование проволочных гаек или наматывание кабеля на клеммный винт не годятся. Правильно обжатые клеммы аккуратны, обеспечивают свободное прохождение электричества, устойчивы к проникновению влаги и предотвращают обрывы и короткие замыкания.
Прежде чем выполнять соединение на лодке, сделайте несколько пробных заездов на запасных отрезках кабеля, чтобы каждый раз выполнять идеальные соединения. Клеммы и кабели бывают разных размеров, измеряемых так называемым «калибром» — чем меньше число, тем больше площадь поперечного сечения проводника кабеля, а это означает, что он может выдерживать более высокие электрические нагрузки. Используйте кабель, размер которого соответствует максимальному току, который он должен выдерживать. Ошибка на стороне слишком велика. Наконец, используйте только многожильный морской кабель на лодке. Нелуженый кабель дешевле, но очень подвержен коррозии.
Ошибка на стороне слишком велика. Наконец, используйте только многожильный морской кабель на лодке. Нелуженый кабель дешевле, но очень подвержен коррозии.
Подсказка: Планируете провести большую проводку лодки? Инвестируйте в хороший набор щипцов с храповым механизмом. Они создают хороший двойной обжим, а храповое действие означает, что они не разблокируются до тех пор, пока не будет приложено достаточное давление.
Вам не понадобится много инструментов: с этим справятся обжимные клещи, клещи для зачистки проводов и фен. Вам также понадобится кабель, обжимные соединители или клеммы, а также термоусадочная лента или термоусадочные соединители нужного размера (держите наготове несколько размеров). Некоторые разъемы и клеммы поставляются с термоусадкой, которая включает герметик для водонепроницаемости. Обратите внимание, что хотя наша цель здесь — показать вам, как правильно обжимать клеммы, это также относится и к другим приложениям, таким как использование торцевых соединителей.
Техническая поддержка
Степень сложности: Easy
Инструменты и материалы:
- Кримперы
- Инструмент для зачистки проводов
- Бокорез
- Термофен
- Провод
- Термоусадка
- Клеммы
Время: 5 минут.
Стоимость: Минимум.
1. Обрежьте оборванные концы провода с помощью пары бокорезов или кусачек, встроенных в обжимной инструмент.
2. Снимите изоляцию с провода. Разрезать только оболочку, а не сам провод. Обратите внимание, что инструмент для зачистки проводов имеет базовую шкалу, соответствующую калибру провода. Удалите только достаточную изоляцию, чтобы позволить проводу полностью войти в клемму, не оставляя видимых оголенных проводов.
3. Возьмитесь за провод одной рукой. Скрутите пряди вместе между большим и указательным пальцами другой руки, чтобы плотно связать их вместе. Это облегчает проталкивание конца кабеля в клемму.
Скрутите пряди вместе между большим и указательным пальцами другой руки, чтобы плотно связать их вместе. Это облегчает проталкивание конца кабеля в клемму.
4. Если вы не используете разъем со встроенной термоусадкой, отрежьте кусок термоусадки длиной около 1 дюйма того же цвета, что и изоляция кабеля. Наденьте это на провод.
5. Наденьте клеммный разъем на конец кабеля. Убедитесь, что он полностью вставлен, затем используйте обжимные клещи, чтобы прижать его к проводу. Обратите внимание, что обжимные губки имеют цветовую маркировку. Цветная точка на губках клещей должна соответствовать цвету клеммы.
6. Потяните за разъем, чтобы проверить целостность соединения. Если есть какое-либо движение или клемма отрывается, обрежьте кабель и начните заново. Сдвиньте термоусадку обратно вверх по кабелю, чтобы она полностью закрывала обжим. Затем используйте термофен или спичку, чтобы сжать его на место. То же самое относится и к коннекторам со встроенной термоусадкой. Используйте ровно столько тепла, сколько необходимо для усадки кабеля.
То же самое относится и к коннекторам со встроенной термоусадкой. Используйте ровно столько тепла, сколько необходимо для усадки кабеля.
7. Поздравляем! Идеальное электрическое соединение обеспечит долгие годы бесперебойной работы.
Плохое соединение, большая проблема
Из наших файлов претензий пять причин, по которым плохое соединение может создать проблемы на борту:
Нет питания. Плохое соединение может выглядеть нормально снаружи, но то, что находится внутри, может вообще не быть соединением. Если провод не полностью вставлен в обжимной разъем, ваше соединение может не работать. Примечание. На вашей лодке должен быть только обжимной соединитель.
Прерывистая мощность. Одной из самых неприятных проблем, которую нужно решить, является отсутствие питания компонента, особенно когда он иногда работает. Известные как прерывистые, они происходят, когда соединение неплотное или внутри есть коррозия. Эти проволочные гайки (никогда не используйте их на борту) подвергаются воздействию воды и в конечном итоге выходят из строя — или иногда выходят из строя.
Эти проволочные гайки (никогда не используйте их на борту) подвергаются воздействию воды и в конечном итоге выходят из строя — или иногда выходят из строя.
Пожар. Перегрузка цепей может привести к пожару. Независимо от того, неправильно ли они предохранены или имеют слишком много соединений, как на этом рисунке, перегруженные провода нагреваются и загораются — и сжигают все, что находится рядом с ними.
Внутренняя коррозия. Плохие соединения в системе крепления лодки могут вызвать коррозию на таких вещах, как сквозные корпуса и кингстоны. Поскольку они часто находятся во влажной среде, их осмотру необходимо уделять особое внимание. Быстрого рывка часто бывает достаточно, чтобы проверить надежность соединения соединительного провода.
Внешняя коррозия. Выходные приводы с анодными системами с подаваемым током (такие как Mercury Bravo 3 и некоторые выходные приводы Volvo) зависят от хорошего и чистого электрического соединения, чтобы предотвратить коррозию подводных металлов. Если это соединение выйдет из строя, ваш очень дорогой выходной привод окажется под угрозой.
Если это соединение выйдет из строя, ваш очень дорогой выходной привод окажется под угрозой.
— Чарльз Форт
Реклама
Связанные статьи
Поднимите воздух вниз: как улучшить вентиляцию на любой лодке
Хорошая вентиляция внутри лодки необходима для обеспечения комфорта и безопасности. Вот как получить прохладный ветерок.
Подробнее
Лучший выбор для ухода и обслуживания лодок
Наша команда экспертов BoatUS оценивает свои продукты для ухода и обслуживания лодок.
Подробнее
Участники BoatUS делятся своими лучшими переделками лодок
Два участника BoatUS делятся вдохновляющими переделками своих моторных лодок с центральной консолью и спортивных купе.
Подробнее
Темы
Нажмите, чтобы ознакомиться со статьями по теме
советы по самодельным навыкам инструменты
Опубликовано: февраль 2019 г.
Автор
Марк Корк
Сотрудничающий редактор журнала BoatUS
Морской сюрвейер и обладатель сертификата RYA Yachtmaster Ocean, пишущий редактор журнала BoatUS Magazine Марк Корк — один из наших гуру в сфере «сделай сам», создающий простые в использовании статьи с практическими рекомендациями. и видео. Марк сам построил пять лодок (как моторных, так и парусных), был опытным редактором в нескольких ведущих журналах о лодках (включая бывшего помощника редактора журнала BoatUS Magazine), работал на BBC, написал четыре книги «Сделай сам», совершил два кругосветных плавания. яхт и занесен в Книгу рекордов Гиннеса за самое быстрое пересечение Ла-Манша туда и обратно — на каяке! У него и его жены есть Grand Banks 32.