
Допуск соосности
Допуск соосности указывается на деталях, где требования к осевым характеристикам объясняются их функциональными свойствами. Допуск соосности указывается на рабочем поле чертежа в виде двух окружностей расположенных концентрично одно большего диаметра другое меньшего диаметра.
Допуск соосности отверстия относительно отверстия Ø 0.08 мм.
Допуск соосности двух отверстий относительно их общей оси
Ø 0.01 мм
(допуск зависимый).
Отклонение от соосности элементов деталей машин, относительно исходных осей, называется допуском соосности. Существует два типа нормирования требований к точности осевых отклонений в зависимости от используемых баз. Первый тип характеризуется отклонением от соосности относительно базовой поверхности, а второй тип отклонением от соосности общей оси.
Иногда вместо слова «соосность
 Таким образом, когда рассматривается соответствие точности совпадения осей элементов изделия, на длине выбранного участка, то более правильно будет называть, максимальное несовпадение осей как отклонение от соосности.
Таким образом, когда рассматривается соответствие точности совпадения осей элементов изделия, на длине выбранного участка, то более правильно будет называть, максимальное несовпадение осей как отклонение от соосности.Если рассматривать положение осей в каком-либо перпендикулярном сечении осей, то следует использовать термин отклонение от концентричности. Допуск концентричности нормируется так же, как и отклонение от допуска соосности в диаметральном или радиусном выражении.
Работоспособность любого механизма в значительной степени зависит от соосности деталей задействованных в рабочей конструкции. При смещении осей деталей вращения, которые превышают значения допуска соосности, нагрузка между рабочими элементами и деталями какого либо механизма распределяется неравномерно и появляется дополнительная нагрузка на опорные части конструкции, а так же происходит снижение коэффициента полезного действия в целом. Недопустимые биения деталей машин также снижают срок службы узлов и механизмов.
Одним из основных характеристик, определяющих работоспособность изделия, является контроль изготовления посадочных отверстий в блоках корпусов механизмов.
Соосность отверстий, растачиваемых цилиндрических поверхностей, расположенных на расстоянии друг от друга в блоках и агрегатах, проверяют при помощи специальных измерительных приборов характерных для данного вида операций. При измерении таких характеристик как межосевые расстояния и не параллельность осей, используют микрометры, индикаторы, а так же штангенциркули. Соосность отверстий изготавливаемых для установки шарикоподшипников и сальников проверяют специальным технологическим валом после проведения сборочных операций. Если отклонение от соосности превышает 0,05 мм, то данное отверстие повторно проверяют, после чего намечают ряд действий по возможному исправлению брака.
Допуск соосности так же контролируют гладкими или ступенчатыми контрольными оправками, которые вставляются в соответствующие отверстия для проверки отклонений.
5 фактов, которые нужно знать о концентричности OD / ID
Отказ от требований к концентричности внешнего и внутреннего диаметра при выборе труб
Cu018 Как круг в спирали, как колесо внутри Измерения внешнего и внутреннего диаметра колеса, НКТ с соблюдением требований соосности могут стать одной большой головной болью! Все мы знаем, что поиск мелких деталей — не идеальный мир. (Черт возьми, именно поэтому допуски существуют в первую очередь!) Тем не менее, иногда чертеж показывает, что требуется соосность, а идеальную соосность почти так же сложно измерить, как и достичь. Но почему?
1. Концентричность против эксцентриситета
В геометрических размерах и допусках (GD&T) концентричность — это сложный допуск, используемый для определения зоны допуска для средних точек цилиндрической или сферической детали. В качестве меры постоянства толщины стенки трубы или трубы концентричность определяет центральную ось, которая определяется по средним точкам детали и измеряется в поперечных сечениях. Если бы концентричность была «идеальной», тогда толщина стенки между внешним и внутренним диаметром была бы одинаковой в каждом поперечном сечении, в каждой точке вокруг диаметра трубы.
Если бы концентричность была «идеальной», тогда толщина стенки между внешним и внутренним диаметром была бы одинаковой в каждом поперечном сечении, в каждой точке вокруг диаметра трубы.
Концентричность трубки является сложной характеристикой, поскольку она основана на измерениях от производной оси, а не от материальной поверхности, создавая теоретическую трехмерную цилиндрическую зону допуска, в которую должны попадать все производные средние точки трубы. Именно поэтому концентричность обычно резервируется для высокоточных деталей, где критически важно контролировать эти средние точки.
Когда у вас есть различия в толщине стенки трубы, у вас есть эксцентрическая труба, в которой центр окружности, образованной наружным диаметром, находится в точке, отличной от центра круга, образованного внутренним диаметром. (Другими словами, два круга не концентрические.) Эксцентриситет измеряется путем взгляда на поперечное сечение для определения минимального и максимального размеров стенки трубы, а затем вычисления разницы между минимальной и максимальной толщиной и деления полученного значения пополам. .
.
2. Выражения концентричности OD / ID
Требования к внешнему / внутреннему диаметру трубок могут быть указаны на чертеже несколькими разными способами, в том числе:
Символ соосности GD&T
Процент эксцентриситета
TIR (общее показание индикатора)
Письменные утверждения, такие как OD и ID, должны быть концентрическими в пределах 0,00X ».
Другой термин, который иногда используют, говоря о концентричности, — биение стены, что то же самое, что и МДП. Биение стенки рассчитывается путем наложения индикатора на деталь, когда она вращается вокруг своей оси, при этом измеряется не только соосность, но и округлость детали. Биение стенки определяется эксцентриситетом трубы и описывает изменение толщины стенки по сравнению с заданной номинальной стенкой — также указывается как максимальная толщина стенки минус минимальная толщина стенки. Биение стены также можно выразить как «эксцентриситет, умноженный на два».
В тех случаях, когда эти (и другие) термины используются на чертежах для описания требований к концентричности, поставщики материалов и цеха прецизионной резки металла сталкиваются с проблемой определения не только того, какой процесс станка использовать, но также и того, как измерить концентричность, чтобы она соответствовала спецификации.
3. Сложности измерения концентричности
Это приводит нас к трудности измерения концентричности, чтобы определить, достигаются ли указанные OD и ID. Концентричность считается одной из самых сложных характеристик GD&T для измерения из-за трудности определения (теоретической) центральной оси. Это также требует выполнения множества измерений в серии поперечных сечений (сколько бы они ни были реалистичны), а также точного картирования поверхности и определения срединных точек этих поперечных сечений. Затем эти серии точек должны быть нанесены на график, чтобы увидеть, попадают ли они в цилиндрическую зону допуска. Это можно сделать только на координатно-измерительной машине (КИМ) или другом компьютерном измерительном устройстве, и это требует значительных затрат времени, что, конечно, означает дополнительные затраты.
4. Когда требуется концентричность
При всей этой сложности концентричность обычно сохраняется для деталей, требующих высокой степени точности для правильного функционирования.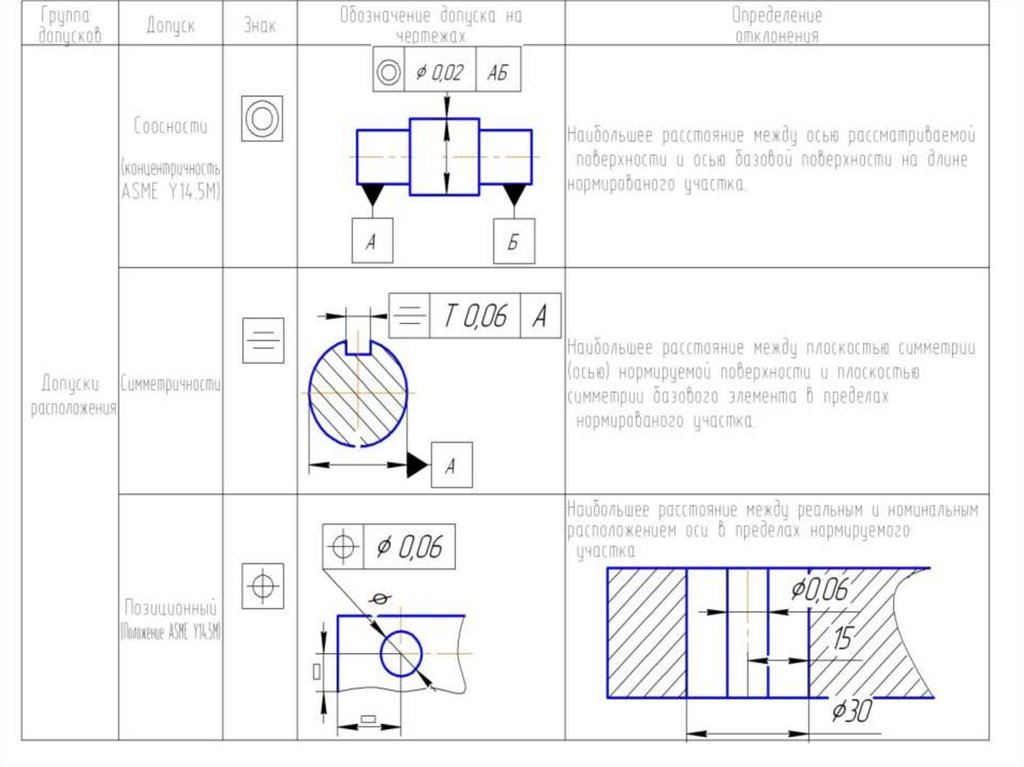 Критичность концентричности зависит от конечного использования, например, от того, должен ли какой-либо физический объект с собственным внешним диаметром вписаться в трубку. В общем, если у вас есть трубка, которая должна войти внутрь отверстия, и другая часть, которая должна соответствовать внутреннему диаметру трубки, тогда внешний диаметр, внутренний диаметр и концентричность могут потребоваться выровнять, чтобы все эти части работали вместе. .
Критичность концентричности зависит от конечного использования, например, от того, должен ли какой-либо физический объект с собственным внешним диаметром вписаться в трубку. В общем, если у вас есть трубка, которая должна войти внутрь отверстия, и другая часть, которая должна соответствовать внутреннему диаметру трубки, тогда внешний диаметр, внутренний диаметр и концентричность могут потребоваться выровнять, чтобы все эти части работали вместе. .
Если ваше приложение требует прохождения жидкости или газа через трубку, концентричность может вообще не иметь значения, поскольку несоосность трубки не препятствует прохождению потока. Однако даже там, где концентричность не критична, может быть важно знать, насколько далеко от концентричности может быть OD / ID. Например, предположим, что в вашем приложении жидкость или газ, протекающие по трубке, будут находиться под давлением. В этом случае вам может потребоваться указать минимально допустимую толщину стенки, чтобы гарантировать, что давление не приведет к разрыву тонкого пятна на неконцентрической стенке трубы.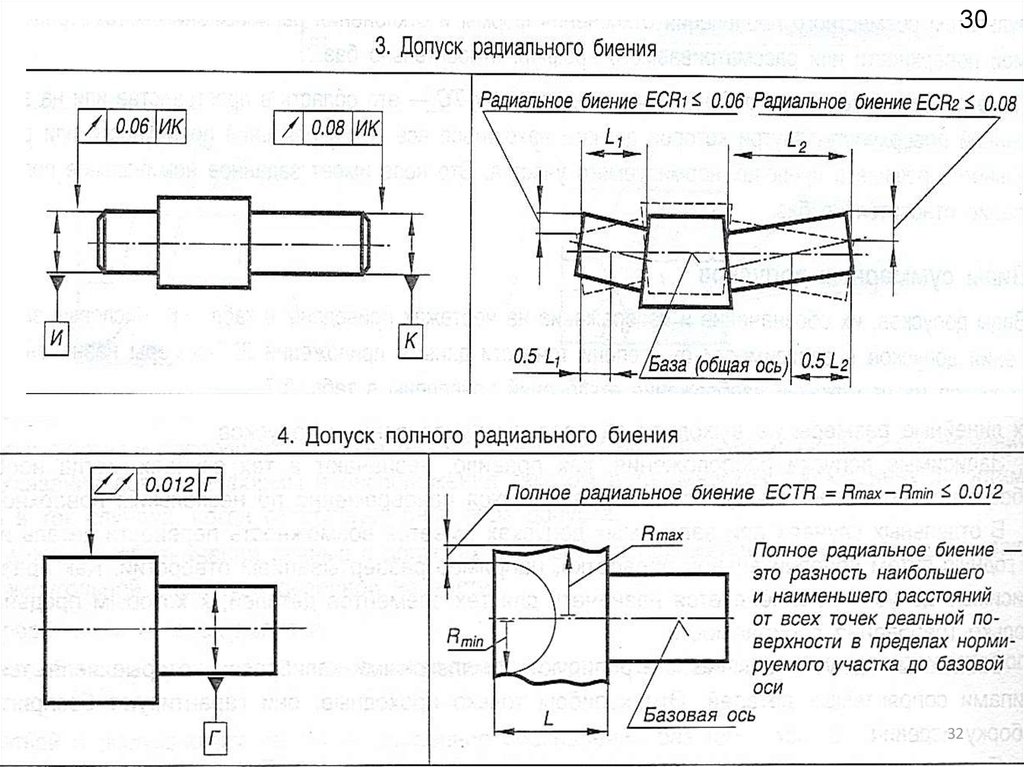
В некоторой степени выбор материала может также зависеть от соосности или минимальной / максимальной толщины стенки. Например, если вы решили использовать сварную трубу, которая будет подвергаться шлифовке для формирования детали, вы можете указать минимальную толщину, чтобы предотвратить слишком тонкую шлифовку стенки трубы и разрыв сварного шва. Точно так же, если ваше конечное приложение будет использовать трубку для перемещения жидкости под высоким давлением, бесшовные вытянутый, а не сварной материал может быть лучшим выбором, чтобы минимизировать риск поломки. Но опять же, если трубка просто будет выпускать воздух в окружающую среду, то использование бесшовных трубок будет явлением чрезмерной инженерии.
5. Альтернатива концентричности
В некоторых случаях вы можете избежать затрат времени и средств на проверку соосности, заменив требования по соосности биением стены, которое легче измерить и легче достижимо. Если вы знаете минимальную и максимальную толщину стенок, эти характеристики трубок можно преобразовать в биение стенки с помощью простых формул:
Максимальная толщина стенки — Минимальная толщина стенки ÷ 2 = Эксцентриситет
Эксцентриситет x 2 = биение стены
Так, например, максимальный эксцентриситет 0,001 дюйма преобразуется в биение стены 0,002 дюйма.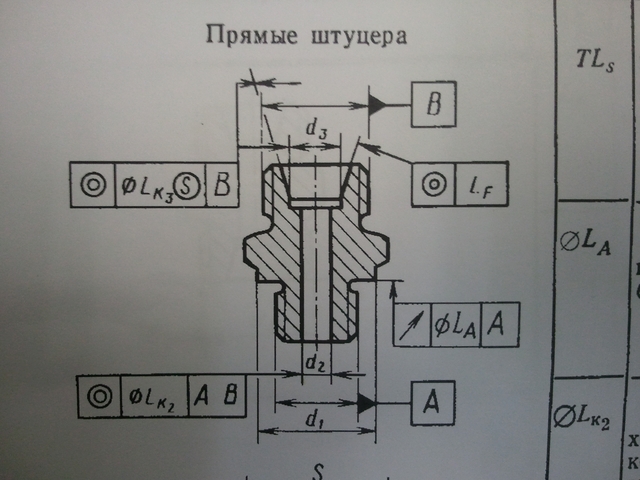 Максимальный эксцентриситет 10% преобразуется в биение стены 20% от номинальной стены.
Максимальный эксцентриситет 10% преобразуется в биение стены 20% от номинальной стены.
С помощью биения стены вы можете физически прикоснуться к поверхности детали и измерить ее. Контроль биения стенок также будет контролировать концентричность, хотя, по общему признанию, не в такой степени, как когда концентричность применяется сама по себе.
Заключение
Помните, что возможность изготовления деталей с допустимыми отклонениями является критически важным соображением при создании чертежей. Вот почему большинство машинистов, специалистов по измерениям и инженеров-конструкторов рекомендуют по возможности избегать концентричности. Вместо этого вы можете использовать другие применимые геометрические обозначения GD&T в чертежах и конструкциях трубок, предотвращая ошибки соосности, в первую очередь избегая проектирования детали.
Правильный партнер по изготовлению металла может помочь вам сделать правильный выбор, когда пришло время воплотить ваш дизайн и чертежи в реальность. Чтобы получить советы о том, как максимально эффективно использовать отношения с партнерами по контракту, загрузите бесплатную копию нашего руководства по выбору партнера по контракту.
Чтобы получить советы о том, как максимально эффективно использовать отношения с партнерами по контракту, загрузите бесплатную копию нашего руководства по выбору партнера по контракту.
Концентричность | Основы GD&T
Символ GD&T:Примечание. Концентричность была исключена из стандарта ASME Y14.5 2018 года. Он по-прежнему широко используется для тех, кто использует предыдущие версии стандарта.
Узнайте больше об изменениях стандарта ASME Y14.5 2018 года.
Относительно базовой : Да Применимо MMC или LMC: Нет** В стандартах ISO допускается MMC с концентричностью и симметрией
Обозначение чертежа:Описание:
Концентричность (называемая в стандарте ISO соосностью) — это допуск, который контролирует центральные производные срединные точки ссылочного элемента относительно базовой оси. Концентричность — очень сложная характеристика, поскольку она основана на измерениях из производных срединных точек, а не на поверхности или оси характеристики.
Концентричность — это трехмерная цилиндрическая зона допуска, которая определяется базовой осью, в которую должны попадать все производные срединные точки цилиндрического элемента, на который ссылаются. Все срединные точки вдоль всего элемента должны находиться в этой зоне допуска.
Калибровка/Измерение:
Концентричность считается одним из самых сложных для измерения символов геометрических размеров и допусков из-за сложности определения средних точек элемента. Во-первых, вы должны установить базовую ось, которую нужно измерить. После того, как базовая ось установлена, вы должны теперь измерить множество серий поперечных сечений (сколь угодно реалистично), чтобы установить «диаметрально противоположные» (точки поверхности прямо противоположны друг другу). по диаметру) точки поверхности. Медианные точки этих диаметрально противоположных точек поверхности затем должны быть нанесены на карту для всего элемента. Наконец, эти точки сравниваются с зоной допуска, установленной базовой осью. Это можно сделать только на КИМ или другом компьютерном измерительном устройстве, и это занимает довольно много времени.
Наконец, эти точки сравниваются с зоной допуска, установленной базовой осью. Это можно сделать только на КИМ или другом компьютерном измерительном устройстве, и это занимает довольно много времени.
Связь с другими символами GD&T:
Концентричность считается «круговой» формой симметрии GD&T. Оба допуска измеряют полученные срединные точки по сравнению с базовой плоскостью/осью, и их, как известно, трудно измерить.
Биение представляет собой комбинированный элемент управления, который может одновременно косвенно контролировать концентричность и круглость.
напр. Если деталь идеально круглая (идеальная круглость), биение будет равно концентричности, если деталь идеально отцентрована (идеальная концентричность), биение будет равно круглости.
Концентричность аналогична положению, но это не одно и то же. В то время как Концентричность управляет производными срединными точками (несовершенными и разбросанными) элементов поверхности, положение будет управлять осью (идеально прямой) элемента.
Из-за своей сложной природы Concentricity обычно предназначен для деталей, которые требуют высокой степени точности для правильного функционирования. Шестерни трансмиссии, которые должны всегда быть соосными, чтобы избежать колебаний и износа, могут потребовать концентричности, чтобы обеспечить правильное выравнивание всех осей. Равная масса или проблемы с инерцией являются одной из основных причин выноски концентричности, однако часто лучше проектируются с биением. На самом деле, в большинстве случаев использование биения или положения должно заменить необходимость концентричности и быть намного проще для измерения.
Пример: Промежуточный вал в коробке передач состоит из двух различных цилиндрических секций, расположенных соосно. Исходная точка A (справа) представляет собой сторону привода и относительно закреплена подшипниками к корпусу. Желательно, чтобы эталонная поверхность B была концентричной с исходной точкой A, чтобы избежать колебаний на высокой скорости.
Две шестерни с обозначением концентричности.
Концентричность потребует, чтобы сторона B была измерена во всех измерениях несколько раз, чтобы получить полноразмерное сканирование поверхности эталонного элемента. Затем этот скан необходимо проанализировать, чтобы определить производные срединные точки в каждом месте вдоль цилиндра, попадающие в зону допуска. Зона допуска будет установлена базовой осью, полученной из базовой функции A. Все центральные точки должны попадать в цилиндрическую зону допуска, чтобы быть в пределах допуска. Все это можно было бы сделать с помощью КИМ и измерительного программного обеспечения, и для сравнения осей потребуются специальные измерительные программы.
В этом примере все измеренные производные срединные точки (зеленые) попадают в цилиндрическую зону допуска, окружающую базовую ось A, что обеспечивает плавную, почти идеальную систему вращения. Обратите внимание, что полученные срединные точки не обязательно должны образовывать прямую линию и могут быть разбросаны из-за несовершенств поверхности. Однако, пока все они попадают в зону допуска, деталь соответствует спецификации.
Однако, пока все они попадают в зону допуска, деталь соответствует спецификации.
Избегайте концентричности!
Большинство механиков, техников-измерителей и дизайнеров всегда будут слышать, как избежать концентричности, как чумы. Если нет абсолютной необходимости контролировать распределение массы вокруг срединных точек детали, вам следует обратить внимание на другие более подходящие символы GD&T. Хорошей заменой концентричности является круговое биение или полное биение, поскольку они сравнивают фактическую поверхность элемента с зоной допуска, а концентричность связывает производные срединные точки поверхности с зоной допуска. Вы можете физически коснуться и измерить поверхность детали, чтобы получить измерение биения. Контроль биения также будет контролировать концентричность в той же степени. (Биение = концентричность + окружность)
Использование при измерении боеприпасов
Часто можно увидеть «измерители концентричности», которые применяются к самодельным гильзам для пуль. Эти датчики, однако, не измеряют концентричность, а вместо этого измеряют биение. Однако, поскольку биение — это всего лишь комбинация круглости и концентричности, технически можно сказать, что вы также косвенно измеряете концентричность.
Эти датчики, однако, не измеряют концентричность, а вместо этого измеряют биение. Однако, поскольку биение — это всего лишь комбинация круглости и концентричности, технически можно сказать, что вы также косвенно измеряете концентричность.
Станьте ведущим инженером в своей компании
Изучайте GD&T в удобном для вас темпе и уверенно применяйте их в реальном мире.
Пройти обучение GD&T
Все символы
Объяснение концентричности (GD&T) | Fractory
ASME Y14.5-2009 описывает 14 различных типов геометрических допусков. Каждый из этих допусков определяет тип управления различными элементами детали. Для простоты понимания эти 14 типов можно разделить на пять основных групп. Это форма, профиль, ориентация, расположение и биение.
Элементы управления местоположением обеспечивают жесткий контроль над положением элемента относительно базы. Концентричность, симметрия и истинное положение являются элементами управления в категории местоположения. В этой статье мы рассмотрим концентричность, ее различные аспекты, использование и методы измерения. Начнем с определения концентричности.
В этой статье мы рассмотрим концентричность, ее различные аспекты, использование и методы измерения. Начнем с определения концентричности.
Что такое концентричность?
Многие механические детали требуют высокоточной концентрической конструкции для удовлетворительной работы. Такие детали, как трубы, выдерживающие высокое давление, требуют конструкции с одинаковой толщиной стенок, чтобы предотвратить появление слабых структурных точек. Concentricity (Концентричность) — это условное обозначение 3D GD&T, которое обеспечивает концентричность одного или нескольких элементов детали относительно базовой оси.
Однако в GD&T концентричность имеет немного другое значение, чем буквальное определение, известное большинству инженеров. Функция выноски концентричности заключается в том, чтобы гарантировать, что средняя точка двух диаметрально противоположных точек находится в пределах заданной зоны допуска. Круглый элемент может иметь выемки, углубления или другие изменения поверхности, но распределение массы вокруг центральной оси должно быть равномерным.
Такое сбалансированное распределение массы важно в тех случаях, когда деталь подвергается вращению с высокой скоростью и существует риск колебаний или неравномерного износа. Но концентричность является сложной характеристикой для достижения и измерения во время производства.
В большинстве приложений более простые обозначения, такие как круговое биение, полное биение , положение или профиль , могут одинаково хорошо выполнять эту работу. По возможности их следует использовать, чтобы избежать концентричности.
Зона допуска концентричности
Зона концентричности GD&T представляет собой цилиндрическую зону допуска. Рамка управления элементом определяет базовую ось, которая используется в качестве опорной точки для разработки этой зоны. Диаметр этой цилиндрической зоны является допустимым значением допуска для выноски.
Для обеспечения концентричности фактическая срединная ось детали должна быть получена путем вычисления середины диаметрально противоположных точек. Когда все такие срединные точки соединены, мы получаем срединную ось. Все точки на средней оси должны лежать в пределах цилиндрической зоны допуска для утверждения детали.
Когда все такие срединные точки соединены, мы получаем срединную ось. Все точки на средней оси должны лежать в пределах цилиндрической зоны допуска для утверждения детали.
Концентричность и другие обозначения
Концентричность необходима во многих специализированных приложениях, где чрезвычайно важно равномерное распределение массы. Но из-за сложного и дорогостоящего процесса, связанного с его применением, важно знать о других уточнениях, которые могут заменить концентричность без ущерба для требуемых спецификаций.
Круговое биение и истинное положение (также иногда называемое «положением») — две наиболее тесно связанные выноски, которые могут заменить концентричность во многих приложениях.
Концентричность и круговое биение
Сложность измерения концентричности возникает из-за необходимости найти производную срединную ось детали. Не существует метода, с помощью которого такой расчет можно было бы надежно выполнить без использования компьютера.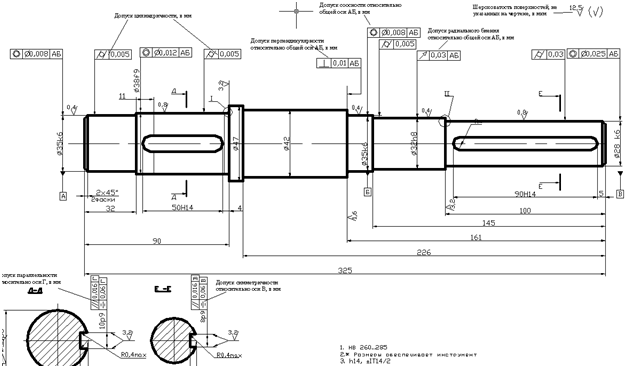
С другой стороны, биение детали можно легко измерить с поверхности, поскольку это осязаемый признак. Кроме того, простые инструменты, такие как V-образный блок и циферблатный индикатор, могут обеспечить надежные измерения биения.
Биение обычно определяется как сумма круглости и концентричности. Если деталь идеально круглая, допуск на биение становится равным допуску на концентричность.
Специально разработанные манометры также могут измерять биение быстро (менее 10 секунд), эффективно и относительно недорого. Таким образом, со всех сторон биение является лучшей альтернативой концентричности и должно использоваться везде, где это возможно.
Concentricity vs True Position
True position в GD&T — довольно простая выноска, которая может фиксировать положение и размер различных объектов. Во многих случаях выноска истинного положения может эффективно заменить концентричность. Стандартные размеры отверстий и позиционные допуски лучше, чем концентричность, когда нет необходимости в точном распределении массы.
Рамка управления элементом концентричности
Мы используем рамки управления элементом (здесь и далее называемые «FCF») для объяснения условий производства, элементов управления и допусков, размещенных на элементе детали. Одна деталь может иметь несколько элементов, допускаемых GD&T. Допуск каждой функции представлен собственным FCF. FCF соединяется с управляемым объектом или его выносной линией с помощью стрелки-выноски.
Кадр управления функциями для концентричности GD&T довольно прост. Он следует общей схеме FCF, состоящей из трех отдельных блоков. Блоки концентричности можно понимать как «относительно базы А все срединные точки противоположных элементов на этой цилиндрической поверхности должны лежать в пределах цилиндрической зоны допуска 0,03» .
Каждый блок предоставляет информацию о различных аспектах допуска GD&T. Вот эти три блока:
- Блок геометрической характеристики
- Блок допуска элемента
- Базовый блок
Блок геометрической характеристики
Это первый блок в концентричности FCF.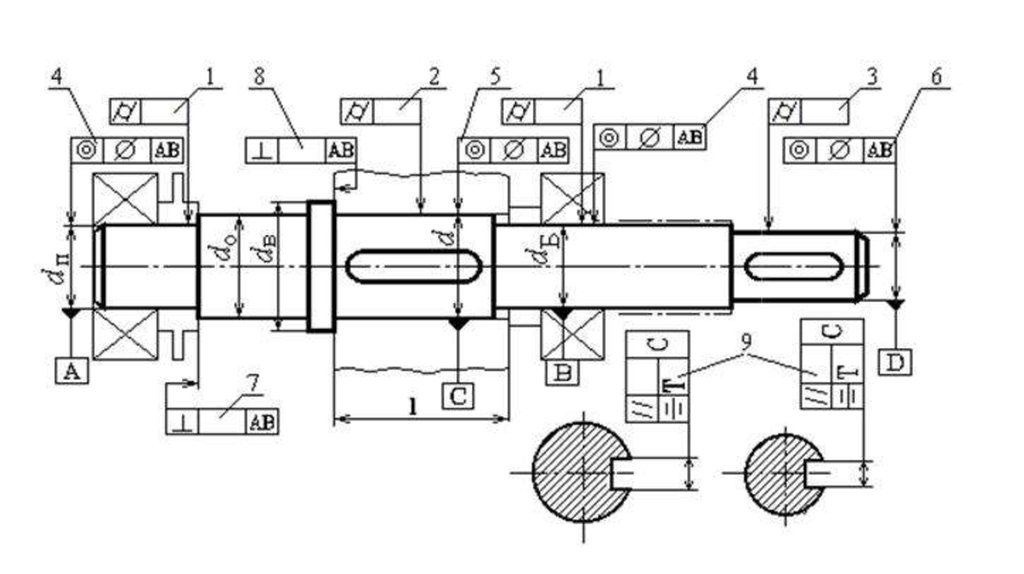
Блок допусков элемента
Это второй блок в FCF, который предоставляет информацию о типе и размере применяемой зоны допуска.
В случае концентричности форма зоны цилиндрическая. Эта зона также известна как зона диаметрального допуска и указывается с помощью символа диаметра в этом блоке. Диаметр этой цилиндрической зоны является величиной допуска или максимально допустимым отклонением для полученных срединных точек детали.
Модификаторы материалов нельзя использовать с концентричностью, так как в игру вступает дополнительный допуск. Этот дополнительный допуск увеличивает зону допуска, что приводит к ступенчатой функции различных диаметров, вызывая резкие изменения диаметра поверхности.
Блок данных
Этот блок содержит информацию об элементе данных.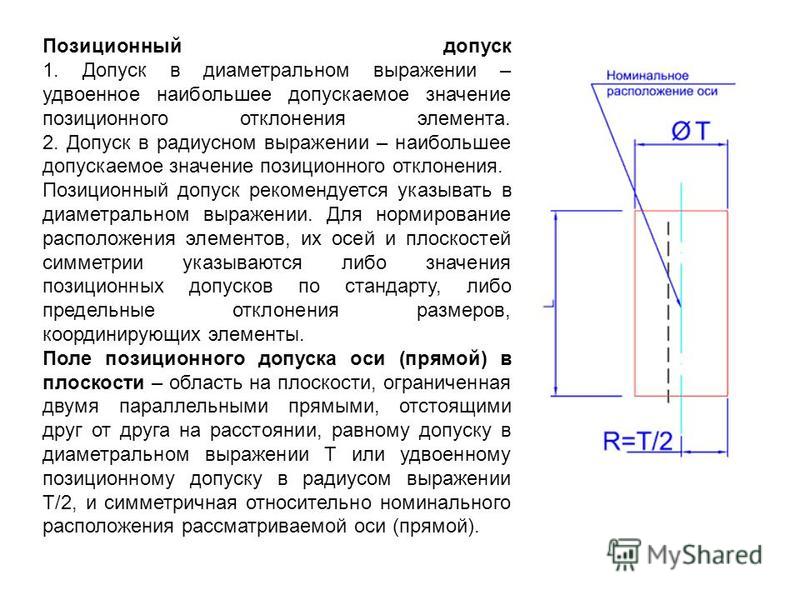 Это может быть центральная точка, центральная линия или базовая плоскость в зависимости от требований. В случае концентричности базовым элементом является базовая ось, полученная из базового элемента. Иногда концентричность FCF может содержать несколько исходных данных. Это касается валов с несколькими диаметрами.
Это может быть центральная точка, центральная линия или базовая плоскость в зависимости от требований. В случае концентричности базовым элементом является базовая ось, полученная из базового элемента. Иногда концентричность FCF может содержать несколько исходных данных. Это касается валов с несколькими диаметрами.
Процедура измерения концентричности — основная причина, по которой большинство проектировщиков и машинистов предпочитают ее избегать. Проведение необходимых измерений является трудным, трудоемким и дорогостоящим.
Инспектор должен построить фактическую центральную ось детали, соединив центральные точки последовательных круглых сечений. Вот почему для надежного измерения концентричности требуется использование координатно-измерительной машины (КИМ) или какого-либо другого автоматизированного метода измерения, такого как оптическая система измерения вала или лазерный микрометр с удлинителем концентричности.
Во многих случаях инженеры фиксируют разницу между самой высокой и самой низкой точкой на поверхности с помощью индикатора часового типа. У них создается впечатление, что они измеряют концентричность, когда на самом деле измеряют биение. Как мы видели ранее, для того чтобы биение было равно концентричности, наблюдаемое сечение должно быть идеальной окружностью, что бывает редко. Передача измерений биения в качестве концентричности позволяет ошибкам округлости проникнуть в допуск концентричности.
Теперь давайте кратко рассмотрим пошаговый процесс измерения концентричности.
Измерение концентричности с помощью КИМ
Измерение концентричности с помощью КИМ
Допуск концентричности можно измерить с помощью КИМ в четыре отдельных этапа:
Шаг 1: Закрепление детали и фиксация базовой оси (теоретическая ось)
Первый шаг — заблокировать все степени свободы, ограничивая деталь в подходящее положение. Положение должно обеспечивать доступ ко всей цилиндрической поверхности для измерения. Это гарантирует, что нет необходимости изменять положение в течение всего процесса измерения.
Затем нам нужно установить базовую ось. Мы рекомендуем выбирать опорный конец вала в качестве базовой оси, так как вращение узла будет направлено с этого конца.
Шаг 2: Нахождение центральной точки одного поперечного сечения
Второй шаг — построение контрольной поверхности с помощью стилуса КИМ.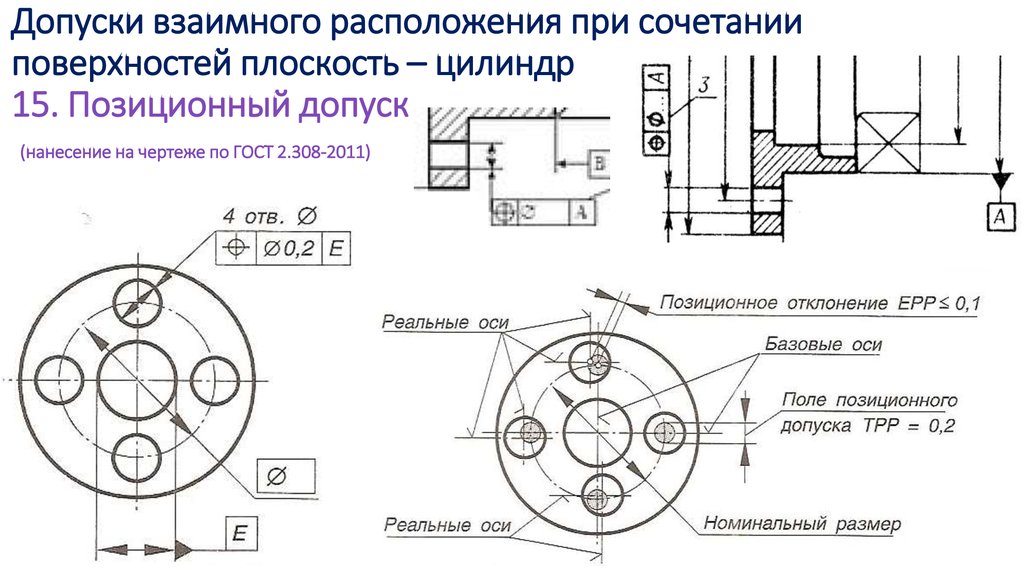 Нам нужно несколько пар диаметрально противоположных точек в каждом поперечном сечении цилиндрической части. Рекомендуется не менее трех таких пар на каждом поперечном сечении. Для этих трех пар мы могли бы получить три различные срединные точки (если только некоторые из них не совпадают). Среднее значение этих трех срединных точек выбирается для определения центральной точки поперечного сечения.
Нам нужно несколько пар диаметрально противоположных точек в каждом поперечном сечении цилиндрической части. Рекомендуется не менее трех таких пар на каждом поперечном сечении. Для этих трех пар мы могли бы получить три различные срединные точки (если только некоторые из них не совпадают). Среднее значение этих трех срединных точек выбирается для определения центральной точки поперечного сечения.
Шаг 3: Повторение для нескольких поперечных сечений по длине цилиндрической детали
Необходимо вычислить центральную точку для нескольких поперечных сечений. Соединяя эти точки, мы получаем измеренную ось или фактическую центральную ось детали. Эта ось также известна как производная ось.
Шаг 4: Проверка того, лежит ли измеренная ось в зоне допуска
После получения измеренной оси цилиндрической (или сферической) детали проверяем ее положение относительно базовой оси. Каждая точка на этой оси должна находиться в пределах цилиндрической зоны допуска, указанной в FCF.
Большинство профессиональных инженеров понимают, что допуск концентричности нельзя использовать без крайней необходимости. Но есть еще много приложений, которые требуют этого. Вот некоторые из них:
- Прецизионные шарикоподшипники
- Шестерни коробки передач
- Медицинские трубки
- Трубопровод высокого давления
Прецизионные шарикоподшипники
Это высокоточные детали, используемые в различных отраслях промышленности для снижения потерь энергии. При их изготовлении должны соблюдаться жесткие допуски для удовлетворительной работы. Допуск на концентричность используется между различными элементами шарикоподшипника, чтобы гарантировать его соответствие спецификациям.
Шестерни трансмиссии
Производство шестерен трансмиссии требует концентричности для идеального совмещения осей. Это предотвращает боковое смещение и минимизирует скорость износа.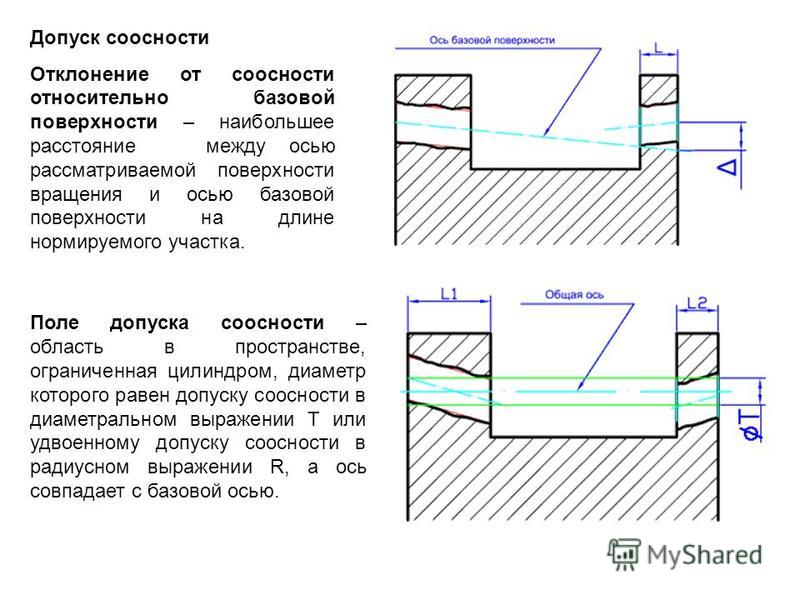 Однако в некоторых случаях биение может обеспечить достаточную точность.
Однако в некоторых случаях биение может обеспечить достаточную точность.
Медицинские трубки
Концентричность также используется для контроля толщины стенок трубок в медицинских устройствах. Эти детали могут быть крошечными и требовать высокой точности для приемлемого продукта.
Трубопровод высокого давления
Довольно часто трубопроводы высокого давления могут изготавливаться с соблюдением допусков на концентричность. Для этих деталей требуется минимальная толщина стенки, чтобы предотвратить любые тонкие точки по длине, где труба может разорваться из-за высокого давления.
Часто задаваемые вопросы
Концентричность исключена из ASME Y14.5-2018?
Да, стандарт ASME 2018 не включает допуск на концентричность. Однако это не очень шокирует, так как все предыдущие версии также рекомендовали использовать положение и биение везде, где это возможно. Кроме того, большинство компаний до сих пор используют 1994, а остальные используют версию 2009 года.