
ГОСТ 21345-78. Краны конусные, шаровые и цилиндрические на условное давление Ру
ГОСТ 21345-78 Краны конусные, шаровые и цилиндрические на условное давление РуМЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КРАНЫ КОНУСНЫЕ, ШАРОВЫЕ И ЦИЛИНДРИЧЕСКИЕ
НА УСЛОВНОЕ ДАВЛЕНИЕ 25 МПа (250 кгс/см)
Общие технические условия
ОКП 37 0000
Дата введения 1980-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством химического и нефтяного машиностроения
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 15.08.78 N 2214
3. ВЗАМЕН ГОСТ 7520-66 и ГОСТ 21345-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, | Номер пункта |
ГОСТ 9. | 5.2 |
ГОСТ 12.2.063-81 | 2.1 |
ГОСТ 356-80 | 1.3 |
ГОСТ 2822-78 | 1.7 |
ГОСТ 2991-85 | 5.3 |
ГОСТ 4666-75 | 1.13, 5.1 |
ГОСТ 6357-81 | 1.15 |
ГОСТ 6527-68 | 1.6 |
ГОСТ 8908-81 | 1.16 |
ГОСТ 9012-59 | 4. 1 1 |
ГОСТ 9013-59 | 4.1 |
ГОСТ 9702-87 | 1.2 |
ГОСТ 10198-91 | 5.3 |
ГОСТ 10549-80 | 1.14 |
ГОСТ 12815-80 | 1.4 |
ГОСТ 13955-74 | 1.7 |
ГОСТ 14187-84 | 1.5 |
ГОСТ 14192-96 | 5.6 |
ГОСТ 15150-69 | 5.9 |
ГОСТ 16093-81 | 1. |
ГОСТ 24643-81 | 1.16 |
ГОСТ 24705-81 | 1.14 |
ГОСТ 25670-83 | 1.16 |
ГОСТ 26304-84 | Вводная часть |
 014-78
014-78 14
145. Ограничение срока действия снято Постановлением Госстандарта от 27.04.89 N 1163
6. ИЗДАНИЕ (октябрь 2001 г.) с Изменениями N 1, 2, 3, утвержденными в феврале 1984 г., феврале 1987 г., апреле 1990 г. (ИУС 6-84, 5-87, 7-90)
Настоящий стандарт распространяется на конусные, шаровые и цилиндрические краны общепромышленного назначения на условное давление 25 МПа (250 кгс/см), изготавливаемые для нужд народного хозяйства, а также для экспорта.
Дополнительные требования для экспорта, в том числе в страны с тропическим климатом — по ГОСТ 26304.
Стандарт не распространяется на краны для специальных условий эксплуатации: АЭС, работающие в режиме регулирования, краны из сталей, стойких к сульфидному коррозионному растрескиванию, из неметаллических материалов, футерованные и сантехнические.
ПОЛНЫЙ ВАРИАНТ ТЕКСТА ГОСТ
ГОСТ 21345-78*. Краны конусные, шаровые и цилиндрические на Ру до =16 МПа (160 кгс/см2). Общие технические требования (41840)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Краны конусные, шаровые и цилиндрические на Ру до ≈[16 МПа (160 кгс/см2)] Общие технические требования Lifting-plug, ball and cylindrical cocks for Pnom to ≈16 MPa (160 kgf/cm2). General technical requirements |
ГОСТ 21345-78* Взамен ГОСТ 7520—66 и ГОСТ 21345—75 |
Постановлением Государственного комитета СССР по стандартам от 15 августа 1978 г. № 2214 срок введения установлен
с 01. 01.80
01.80
Проверен в 1983 г. Постановлением Госстандарта от 23.02.84 № 574 срок действия продлен
до 01.01.90
Снято ограничение срока действия Основание ИУС 1989 №7 с.33
Изменение 3 введено с 01.07.87 Основание ИУС 1987 №5 с.67
Изменение 3 введено с 01.01.91 Основание ИУС 1990 №7 с.77
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на конусные, шаровые и цилиндрические краны общепромышленного назначения на Ру до ≈ 16 МПа (160 кгс/см2).
Стандарт не распространяется на краны, работающие в ре-эким-е регулирования, краны из неметаллических материалов, футерованные и сантехнические.
Стандарт соответствует рекомендации СЭВ по стандартизации PC 2841—70 и СТ СЭВ 254—76 в части условных проходов.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Краны должны изготовляться в соответствии с требованиями настоящего стандарта, стандартов на конкретные краны и по рабочим чертежам, утвержденным в установленном порядке.
1. 2- Условные проходы — по СТ СЭВ 254—76.
2- Условные проходы — по СТ СЭВ 254—76.
1.3. Условные, пробные и рабочие давления — по ГОСТ 356—80.
1.4. Присоединительные размеры фланцев — по ГОСТ 12815—80 с уплотнительными поверхностями по нормативно-технической документации на конкретные краны.
(Измененная редакция, Изм. № 1).
1.5. Строительные длины — по ГОСТ 14187—69 и нормативно-технической документации на конкретные краны.
1.6. Муфтовые концы — но ГОСТ 6527—68.
1.7. Цапковые и штуцерные концы — по ГОСТ 2822—78.
1.8. Фланцевые краны должны изготовляться с отверстиями в присоединительных фланцах.
По заказу потребителей допускается изготовление присоединительных фланцев без отверстий под болты и шпильки.
1.9. Отклонение от параллельности уплотнительных поверхностей присоединительных фланцев кранов на каждые 100 мм диаметра не должно превышать величин, указанных в табл. 1.
Таблица I
Размеры в мм
|
Условное давление Ру., МПа (кгc/см2) |
Условный проход Dy |
Отклонения от параллельности |
|
До 1,6 (16) включ. |
До 200 включ. |
0,20 |
|
Св. 200 |
0,30 |
|
|
2,5; 4,0 (25, 40) |
Все размеры |
0,20 |
|
6,4 (64) и свыше |
До 200 включ. |
0,10 |
|
Св. 200 |
0,15 |
(Измененная редакция, Изм. № 1).
1.10. Оси резьб в муфтах и цапках проходных кранов должны составлять угол 180°, а трехходовых — 90°. Предельное отклонение — не более ±1°.
1.11. Проходные краны, предназначенные для газа, должны иметь упор, ограничивающий поворот пробки от полного открывания до полного закрывания крана в пределах 90°.
1. 12. Поворот пробки для закрывания кранов, имеющих ограничение поворота пробки, должен производиться по часовой стрелке.
12. Поворот пробки для закрывания кранов, имеющих ограничение поворота пробки, должен производиться по часовой стрелке.
1.13. В кранах, имеющих пробку с квадратом «под ключ», на торце квадрата должно быть указано расположение проходных отверстий в пробке по ГОСТ 4666—75.
В проходных и пробно-спускных кранах, имеющих пробку с ручкой или барашком, направление ручки или барашка должно соответствовать направлению прохода в пробке, если нет других указателей поворота-
1.14. Метрическая резьба — по ГОСТ 24705—81 с полями допусков по ГОСТ 16093—81. Сбег резьбы, проточки, недорезы и фаски — по ГОСТ 10549-80.
1.15. Трубная цилиндрическая резьба — по ГОСТ 6357—81.
1 16. Неуказанные допуски соосности и симметричности — по 11 степени точности ГОСТ 24643—81.
Отклонения обрабатываемых угловых размеров, не ограниченных допусками, не должны превышать допуска по АТ´α 13 по ГОСТ 8908—81.
Предельные отклонения радиусов обрабатываемых поверхностей, не ограниченных допусками, — по классу «очень грубый» СТ СЭВ 302—76.
(Измененная редакция, Изм. № І).
1.17. Предельные отклонения размера «под ключ» для необработанных литых шестигранных поверхностей деталей не должны, превышать указанных в табл. 2.
Таблица 2
Размеры в мм
|
Номинальный размер |
От 19 до 30 |
От 32 до 50 |
От 55 до 60 |
От 70 до 105 |
|
Предельное отклонение |
—1,3 |
—2,0 |
—2,4 |
—2,8 |
1.18. Вмятины и заусенцы на поверхности резьбы, препятствующие навинчиванию проходного калибра, не допускаются.
Для метрических резьб, выполняемых с полем допуска 8g и 7Н, и трубных резьб, выполняемых по классу точности В, не допускаются рванины и выкрашивания на поверхности резьб, выходящие по глубине за пределы среднего диаметра резьбы и имеющие общую протяженность по длине более половины витка.
На метрических резьбах, выполняемых с полем допуска 6g и 6Н, и трубных резьбах, выполняемых по классу точности А, на резьбах деталей из коррозионностойких и жаростойких сталей, независимо от класса точности и поля допуска резьбы, вмятины, заусенцы и выкрашивания не допускаются.
На резьбовых втулках, заготовки для которых изготовляются литьем, не допускается более трех раковин размером и глубиной до 3 мм на последнем витке с каждой стороны.
1.19. Проверка качества термообработки измерением твердости не должна вести к порче рабочих поверхностей деталей.
При невозможности определения твердости без повреждения рабочих поверхностей допускается производить проверку на образце-свидетеле из того же материала.
1.20. Сварные швы должны быть очищены от шлака и брызг. Переход от основного металла к наплавленному должен быть плавным, без надрезов и наплывов.
1.21. Перед сборкой все детали должны быть очищены от загрязнений.
1.22. Конусные уплотнительные поверхности корпусов и пробок перед сборкой должны быть осушены и покрыты тонким слоем бескислотной смазки.
Допускается смазку уплотнительных поверхностей не производить.
1.23. В собранных кранах концы болтов и шпилек должны выступать из гаек не менее чем на один шаг резьбы.
1.24. После окончательного уплотнения асбестовой сальниковой набивки втулка (кольцо) сальника должно войти в гнезда не более чем на 30%, а для резиновой набивки — не более чем на 60% своей высоты.
Величина погружения втулки (кольїіа) сальника в гнездо при применении других набивок — согласно нормативно-технической документации на конкретные краны.
(Измененная редакция, Изм. № 1).
1.25. В кранах пропуск среды, «потение» через металл, а также пропуск среды через прокладочные и сальниковые соединения, уплотнения пневмо- и гидропривода, насоса, фильтра-осушителя, мультипликатора и других узлов и соединений пневмо- и гидросистем не допускается.
Герметичность затвора — по ГОСТ 9544—75.
1.26. Партия кранов, отгружаемых в один адрес по одному сопроводительному документу, должна сопровождаться не менее чем двумя комплектами эксплуатационной документации:
паспорт;
техническое описание и инструкция по эксплуатации.
По требованию потребителя предприятие-изготовитель должно прилагать эксплуатационную документацию в необходимом количестве.
1.27. Показатели надежности и долговечности должны соответствовать указанным в стандартах или нормативно-технической документации на конкретные краны.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2.1. Требования безопасности — по ГОСТ 12.2.063—81.
(Измененная редакция, Изм. № 1).
2.2. (Исключен, Изм. № 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия кранов требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные, периодические и типовые испытания.
3.2. Приемосдаточным испытаниям должен подвергаться каждый кран до окраски. Краны подвергают внешнему осмотру и следующим проверкам:
на прочность и плотность материала (п. 1.25) деталей и сварных швов, внутренние полости которых находятся под давлением среды;
на герметичность затвора (п. 1.25), сальниковых уплотнений и прокладочных соединений, уплотнений пневмо- и гидропривода, насоса, фильтра-осушителя, мультипликатора и других узлов и соединений пневмо- и гидросистем;
на работоспособность.
3.3. Периодическим испытаниям должны подвергаться краны не реже одного раза в три года.
Объем выборки должен составлять не менее шести кранов различных типоразмеров одного конструктивного ряда.
Допускается замена периодических испытаний подконтрольной эксплуатацией или сбором информации об эксплуатационной надежности кранов в соответствии с ГОСТ 16468—79-
(Измененная редакция, Изм. № 1).
3.4. Типовые испытания должны проводиться при изменении конструкции или технологии изготовления кранов, если эти изменения могут повлиять на их технические характеристики.
4. МЕТОДЫ ИСПЫТАНИИ
4.1. Проверка твердости термообработанных деталей (п. 1.19) — по ГОСТ 9012—59 и ГОСТ 9013—59.
4.2. Методы контроля качества сварных швов (п. 1.20)—по ГОСТ 3242—79 и нормативно-технической документации.
(Измененная редакция, Изм. № 1).
4.3. Испытания на прочность и плотность материала (и. 1.25) и сварных швов кранов должны проводиться водой пробным давлением (Рпр). Давление должно подаваться в один из патрубков крана при заглушенных остальных патрубках. Положение затвора должно обеспечивать поступление воды во внутренние полости крана. Испытание пробно-спускных крапов должно производиться при закрытом положении пробки и незаглушенном выходном патрубке.
Давление должно подаваться в один из патрубков крана при заглушенных остальных патрубках. Положение затвора должно обеспечивать поступление воды во внутренние полости крана. Испытание пробно-спускных крапов должно производиться при закрытом положении пробки и незаглушенном выходном патрубке.
Испытания на прочность и плотность материала кранов должны производиться при постоянном давлении, затем давление снижают до условного или рабочего, при котором осматривают кран.
Допускается:
не снижать давление до условного (рабочего), а осматривать кран при пробном давлении;
испытаниям на прочность и плотность материала подвергать краны как в собранном виде, так и отдельные детали.
4.4. Краны на Рр 0,1 кгс/см2, предназначенные для газа, допускается испытывать на прочность и плотность материала воздухом давлением Рпр 1,1 кгс/см2.
4.5. При гидравлических испытаниях необходимо обеспечить вытеснение воздуха из внутренних полостей крапа, пневмо- гидропривода и других узлов.
Вода, оставшаяся после испытаний, должна быть удалена-
4.6. Испытание на прочность и плотность материала и сварных швов пневмо- и гидроприводов, гидроприставок, насосов, фильтроосушителей, мультипликаторов и других узлов пневмо- и гидросистем должно проводиться водой или другой жидкостью давлением Рпр.
4.7. Испытание на прочность и плотность материала и сварных швов рубашек обогрева или охлаждения корпусов кранов должно проводиться водой.
4.8. Испытание на герметичность прокладочных соединений и сальниковых уплотнений кранов должно производиться водой давлением Ру или Рр.
4.9. Испытания на герметичность затвора должны производиться водой давлением Ру (Рр) или при перепаде давления.
4.10. Краны на Рр менее 0,4 кгс/см2 на герметичность затвора, прокладочных соединений и сальниковых уплотнений должны быть испытаны давлением 0,5 кгс/см2.
4.11. Краны, предназначенные для газообразных взрывоопасных, легковоспламеняющихся и токсичных сред, по требованию потребителя должны дополнительно испытываться на плотность сварных швов, герметичность затвора и сальниковых уплотнений давлением воздуха, равным рабочему Рр, но не более 6 кгс/см2.
Испытания производятся по программе предприятия-изготовителя. Объемы испытаний должны соответствовать указанным в табл. 3.
Таблица 3
|
Условные проходы, Dу. мм |
Количество испытываемых образцов |
|
До 40 |
0,1% от годового выпуска, но не менее 10 шт. |
|
Св. 40 до 300 включ. |
0,2% от годового выпуска, но не менее 6 шт. |
|
Св. 300 до 700 включ. |
0,2% от годового выпуска, но не менее 3 шт. |
|
Св. 700 |
0,2% от годового выпуска, но не менее 2 шт. |
Результаты испытаний кранов одного условного прохода могут быть распространены на другие краны, аналогичные по конструкции и по технологии изготовления.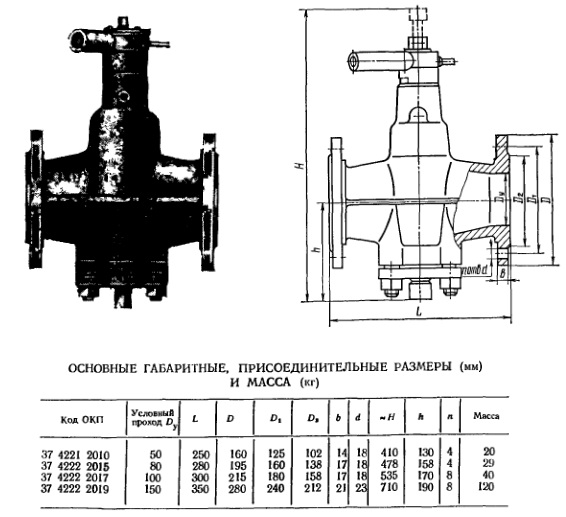
4.12. Детали, в которых пропуск среды или «потение» через металл, выявленные при испытании, исправлены заваркой, должны быть повторно подвергнуты испытаниям по пп. 4.3, 4.4 и 4.11.
4.13. Гидравлические испытания конусных кранов на Ру до 1,6 МП а (16 кгс/см2) включительно на плотность, герметичность затвора, прокладочных соединений и сальниковых уплотнений допускается производить давлением Рпр.
4.14. При испытании на герметичность затвора пробка крана должна устанавливаться в положении «закрыто». Давление должно подаваться в один из патрубков крана. Контроль герметичности осуществляется путем измерения протечки из другого патрубка (патрубков). Испытание должно проводиться не менее одного раза при установке пробки в каждое рабочее положение «закрыто».
(Измененная редакция, Изм. № 1).
4.15. Испытания на герметичность прокладочных соединений и сальниковых уплотнений должны производиться при заглушенных патрубках. Положение затвора должно обеспечивать поступление среды во внутренние полости крана.