| Дата введения: | 01.01.1977 | |
|---|---|---|
| 26.01.1976 | Утвержден | Страница 1 Страница 2 Страница 3 Страница 4 Страница 5 Страница 6 Страница 7 Страница 8 Страница 9 Страница 10 Страница 11 Страница 12 Страница 13 Страница 14 Страница 15 Страница 16 Страница 17 Страница 18 Страница 19 Страница 20 Страница 21 Страница 22 Страница 23 Страница 24 Страница 25 Страница 26 Страница 27 Страница 28 Страница 29 Страница 30 Страница 31 Страница 32 Страница 33 Страница 34 Страница 35 Страница 36 Страница 37 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР на БАЗИРОВАНИЕ И БАЗЫ В МАШИНОСТРОЕНИИ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ ГОСТ 21495-76 Издание официальное ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ Москва УДК 001. 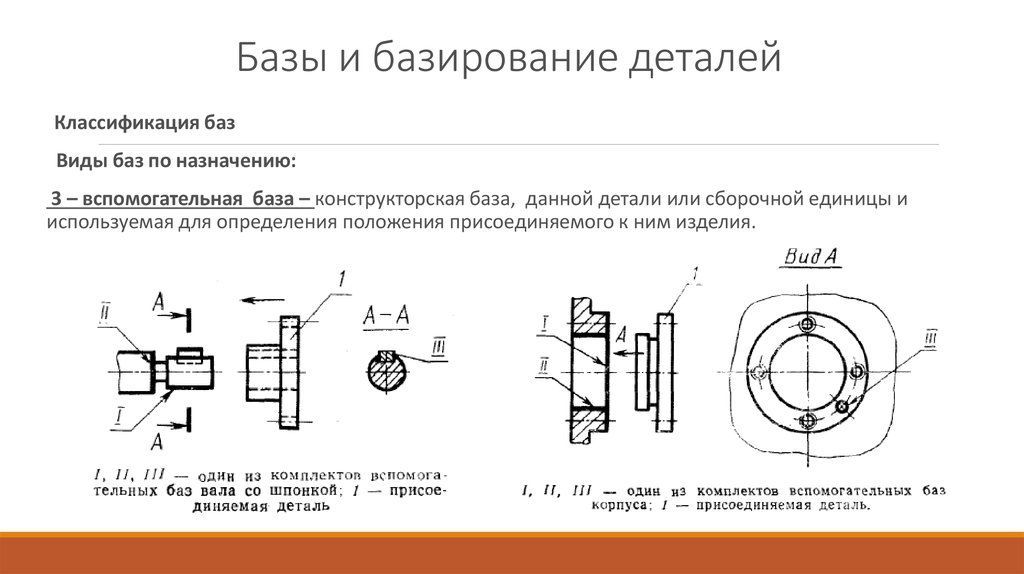 0 Понравилась статья? Поделиться с друзьями: Поиск: |

Технологическая оснастка, базы и базирование в машиностроении, ГОСТ 21495-76
Технологическая оснастка » Базы и базирование
Лекции: Технологическая оснастка
Глава 3.
 Базы и базирование в машиностроении (ГОСТ 21495-76)
Базы и базирование в машиностроении (ГОСТ 21495-76)Представленная глава основана на ГОСТ 21495-76 «Базирование и базы в машиностроении. Термины и определения».
База — поверхность или сочетание поверхностей, ось, линия, точка, принадлежащие заготовке или детали и используемые для базирования.
Базирование — придание заготовке соответствующего положения в системе координат металлорежущего станка, необходимого для выполнения заданной части технологического процесса (операции).
Рис. 3.1 Шесть степеней свободы твердого тела: три перемещения вдоль осей x, y, z и три поворота вокруг осей x, y, z
Для базирования заготовки или детали, её необходимо лишить 6-ти степеней свободы (см. рис. 3.1).
3.1 Классификация баз
1. По назначению базы могут быть:
По назначению базы могут быть:
— конструкторские;
— измерительные.
Конструкторские (сборочные) базы — базы, используемые для определения положения детали или сборочной единицы в изделии. Они подразделяются на основные и вспомогательные.
Основные конструкторские базы — поверхности, или заменяющие их сочетания поверхностей, при помощи которых деталь присоединяется к другим деталям и занимает в отношении их требуемое положение.
Вспомогательные конструкторские базы — поверхности или заменяющие их сочетания поверхностей, при помощи которых деталь определяет положения всех других присоединяемых к ней деталей относительно своих основных баз.
Положение всех рабочих исполнительных поверхностей и свпомогательных баз определяют относительно основных базовых поверхностей.
2. По характеру проявления базы могут быть:
— явные;
— скрытые.
Явная база — база или базовая поверхность заготовки или изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок (риски применяют в крупногабаритных деталях).
Скрытая база — база заготовки или изделия в виде воображаемой плоскости, оси или точки.
3. По лишаемым степеням свободы базы могут быть:
— установочная;
— направляющая;
— опорная;
— двойная направляющая;
— двойная опорная.

Как правило, это плоскость детали, причём, имеющая наибольшую площадь.
Направляющая база — поверхность, или заменяющее её сочетание поверхностей, определяющая положение детали при помощи двух опорных точек, лишающих деталь двух степеней свободы: одного перемещения вдоль оси (x) и одного поворота вокруг другой оси (y или z).
Обычно, это поверхность наибольшей протяженности при наименьшей ширине.
Опорная база — поверхность, определяющая положение детали при помощи одной точки, лищающей одной степени свободы: перемещение вдоль оси (
Как правило, это поверхность с наименьшими габаритными размерами.
Двойная направляющая база — поверхность, определяющая положение детали при помощи четырёх опорных точек, лишающих деталь четырёх степеней свободы: двух перемещений вдоль осей (x и y) и двух поворотов вокруг осей, параллельных осям x и y.
Обычно, это длинная цилиндрическая поверхность с отношением длины цилиндрической поверхности к её диаметру: l/d > 0,8.
Двойная опорная база — поверхность, определяющая положение детали при помощи двух опорных точек, лишающих деталь двух степеней свободы: два перемещения вдоль осей ( x и y).
Как правило, это короткая цилиндрическая поверхность с отношением l/d < 0,8.
3.2 Комплект баз
Если заготовка или деталь неподвижна относительно своей системы координат, то для данной детали необходим полный комплект баз.
Если в связи со служебным назначением или во время обработки деталь может иметь определенное число степеней свободы, то часть связей образуют неполный комплект баз.
Комплект баз — совокупность баз, образующая систему координат (прямоугольную или полярную цилиндрическую) для правильной и однозначной оценки точности расположения отдельных элементов детали или сборочной единицы в изделии.
Комплект баз — совокупность трёх баз, образующих систему координат заготовки или изделия (по ГОСТ 21495).
Деталь может содержать несколько комплектов баз, при этом один комплект содержит основные конструкторские базы, а все остальные содержат вспомогательные базы. При этом не всегда эти комплекты баз бывают полными.
Главная база в комплекте баз — база, для которой одновременно выполняются два условия:
1. Главная база в комплекте придает заготовке наиболее ориентированное, устойчивое положение в приспособлении даже при базировании этой базой;
2. Главная база лишает изделие или заготовку наибольшего числа степеней свободы.
3.3 Схема базирования
Схему расположения опорных точек на базах детали называется схемой базирования.
Опорная точка — точка, символизирующая одну из связей заготовки или изделия с выбранной системой координат.
Все опорные точки на схеме базирования обозначаются условными знаками и порядковыми номерами.
При наложении в какой-либо проекции одной опорной точки на другую, обозначается одна точка и около неё справа проставляются номера совмещённых точек.
Нумерация точек на схемах базирования начинается с главной базы (установочная или двойная направляющая). Затем нумеруются точки направляющей или двойной опорной базы и последней точка, принадлежащая опорной базе.
Явные точки нумеруются внутри одной базы в первую очередь.
Схема базирования (установки) является техническим заданием на проектирование приспособления для закрепления заготовки. При этом, на операционном эскизе на поверхностях заготовки могут указываться опорные точки по ГОСТ 21495-76 (схема базирования) «Базирование и базы в машиностроении» или условные обозначения по ГОСТ 3.1107-81 (схема установки) «ЕСТД Опоры, зажимы и установочные устройства. Графические обозначения».
Графические обозначения».
Влияние упругих деформаций нежесткой коробчатой заготовки, ограниченных конструкцией приспособления, на точность обрабатываемых поверхностей
Журналы → Черные Металлы → 2022 → №4 → Назад
| Технологии машиностроения | |
| Название статьи | Влияние упругих деформаций нежестких коробчатых заготовок, ограниченных конструкцией приспособления, на точность обрабатываемых поверхностей |
| ДОИ | 10.17580/чм.2022.04.12 |
| СтатьяАвтор | Даниленко Е.А., Ямников А.С., Маликов А.А. |
| Данные об авторе статьи | Тульский государственный университет, Тула, Россия: Даниленко Е.А. , аспирант кафедры технологии машиностроения, e-mail: [email protected] |
| Аннотация | Приведен анализ принудительного совмещения неточных базовых поверхностей заготовки с точными базовыми поверхностями приспособления путем приложения к нему распределенной нагрузки с помощью жестких элементов приспособления, имеющих правильную геометрическую форму. В качестве жесткого элемента используется призматическая вставка с вырезами на верхней и нижней поверхностях, которая устанавливается внутрь коробчатого корпуса из листа 1,5 ГОСТ 19.904-90 из стали 30ХГСА. Показано, что при этом устраняется неопределенность базирования, что создает предпосылки для повышения точности обработки и повышает жесткость закрепленной заготовки, что способствует снижению вибраций и повышению качества обрабатываемой поверхности. |
| ключевые слова | Нежесткая заготовка, коробчатый корпус, базирование, зажим, моделирование, перемещения, напряжения, упругие деформации, точность координат, размеры |
| Ссылки | 1. |
| Язык полнотекстового | русский |
| Полное содержание | Купить |
 т.н., профессор, кафедра технологии машиностроения, e-mail :
т.н., профессор, кафедра технологии машиностроения, e-mail :  Установлено, что существует оптимальная ширина выреза вставки на базисно-прижимной поверхности, при которой упругие деформации базисной поверхности заготовки находятся в допустимых пределах. Рациональное значение ширины выреза вкладыша должно быть либо менее 55 мм, либо более 70 мм. Такое крепление вызывает дополнительные погрешности положения боковых поверхностей корпуса, являющихся измерительными базами для фрезерованных поверхностей и просверленных отверстий. В работе проведена их численная оценка, которая показала, что упругие перемещения поверхностей, являющихся базами измерения, находятся в допустимых пределах. Установлено, что если заготовку досылать к неподвижному монтажному основанию с помощью регулируемой скобы и фиксировать без приложения прижимных усилий, то в этом случае происходит более равномерная и меньшая (около 0,01-0,08 мм) упругая деформация боковых стенок заготовки происходит, чем при фиксации с усилием (около 0,02-0,20 мм.).
Установлено, что существует оптимальная ширина выреза вставки на базисно-прижимной поверхности, при которой упругие деформации базисной поверхности заготовки находятся в допустимых пределах. Рациональное значение ширины выреза вкладыша должно быть либо менее 55 мм, либо более 70 мм. Такое крепление вызывает дополнительные погрешности положения боковых поверхностей корпуса, являющихся измерительными базами для фрезерованных поверхностей и просверленных отверстий. В работе проведена их численная оценка, которая показала, что упругие перемещения поверхностей, являющихся базами измерения, находятся в допустимых пределах. Установлено, что если заготовку досылать к неподвижному монтажному основанию с помощью регулируемой скобы и фиксировать без приложения прижимных усилий, то в этом случае происходит более равномерная и меньшая (около 0,01-0,08 мм) упругая деформация боковых стенок заготовки происходит, чем при фиксации с усилием (около 0,02-0,20 мм.). Коуин С. С. Механика сплошной среды анизотропных материалов. Нью-Йорк: Спрингер, 2013. 438 с.
Коуин С. С. Механика сплошной среды анизотропных материалов. Нью-Йорк: Спрингер, 2013. 438 с.  23 rd Международная конференция по формовке материалов, ESAFORM . 2020. Том. 47. стр. 1416–1423.
23 rd Международная конференция по формовке материалов, ESAFORM . 2020. Том. 47. стр. 1416–1423.  26–33.
26–33.  Ямников А.В. С., Даниленко Е. А. Влияние погрешности формы и положения шероховатых базовых поверхностей на точность изготовления детали «Коробка». Наукоемкие технологии в машиностроении . 2021. № 12. С. 37–43.
Ямников А.В. С., Даниленко Е. А. Влияние погрешности формы и положения шероховатых базовых поверхностей на точность изготовления детали «Коробка». Наукоемкие технологии в машиностроении . 2021. № 12. С. 37–43. Назад
Преподавательские, воспитательные, школьные профессии
Работа учителя, работа воспитателя, работа в школе | ШколаВесна Выберите местоположение… Любое местоположениеТолько СШАМеждународныйОнлайнАлабамаАляскаАризонаАрканзасКалифорнияКолорадоКоннектикутДелавэрРасст. КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее
КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее- Расширенный поиск
- Мой сохраненный поиск
Идентификатор задания
Соискатели
Продвиньте свою карьеру в области образования. Это бесплатно.
Это бесплатно.
Если вы только начинаете или уже имеете опыт&запятая; SchoolSpring — лучшее место для управления вашей образовательной карьерой. Получите доступ к тысячам вакансий по всей стране со всего Интернета в одном , Удобная поисковая система. И это только начало. С SchoolSpring&запятая; доступ&двоеточие;
- Карьера инструменты управления документами.
- Централизованное агрегирование поиска работы.
- Оповещения по электронной почте.
- Комплексные приложения.
- Найти работу Бесплатная регистрация
Мы обновили нашу Политику конфиденциальности, вступившую в силу 27 января 2020 г.
Щелкните здесь для получения дополнительной информации.
Работодатели
Увеличьте охват и расширьте круг кандидатов.
Найдите учителей, администраторов, вспомогательный персонал и любую промежуточную роль в сфере образования с помощью более чем 2 миллионов соискателей работы в сфере образования по всей стране.