
Что такое электрическое напряжение
Электрическое напряжение
Что такое электрическое напряжение – это разность потенциалов между двумя точками электрического поля; это физическая величина, значение которой равно работе электрического поля по перемещению единичного заряда между двумя точками. Всем всё понятно? Думаю нет.
Сейчас я попытаюсь максимально легко рассказать, что такое электрическое напряжение. Надеюсь у меня получится! Итак, поехали…
Обратите внимание на рисунок
В одной бутылке уровень воды составляет 300 мм, в другой 150мм, разница воды в бутылках получается 150мм. В электричестве это называется разностью потенциалов, т.е разность потенциалов в наших бутылках равна 150 мм.
Разность потенциалов
А теперь давайте соединим эти бутылки между собой шлангом и поместим в шланг шарик, что будет?
Вода начнёт перетекать из бутылки, в которой уровень воды больше, в другую бутылку. И соответственно поток воды будет перемещать наш шарик по шлангу.
Когда уровень воды в бутылках стал одинаковым, разность потенциалов стала равна нулю, т.е. электродвижущая сила (ЭДС) равна нулю и наш шарик остаётся на месте.
Что такое ЭДС
Что такое ЭДС, думаете Вы? Сейчас расскажу!
Электродвижущая сила (ЭДС) тоже измеряется в Вольтах, как и напряжение.
Давайте возьмём прибор, который измеряет вольты (вольтметр), батарейку и произведём замер.
Прибор показывает 1,5 Вольта и это не напряжение, а электродвижущая сила (ЭДС).
А теперь подключим к батарейке лампочки.
Измерение напряжения на различных участках электрической цепи.
Заметили, что на одной лампочке напряжение (не ЭДС) составляет 1 Вольт, а на другой 0,3 вольта
Напряжение на лампочках зависит от их мощности.Мощность измеряется в Ваттах.
Мощность= Напряжение * ток (P=U*I)
Чем больше мощность лампочки, тем больше будет на ней
напряжение.
Если батарейка у нас 1,5 вольта= 1 Вольт +0,3 Вольта= 1,3 Вольта, куда делись 0,2 Вольта? У батарейки есть тоже своё внутреннее сопротивление, вот туда они и ушли.
Подводим ИТОГИ:
Что такое электродвижущая сила (ЭДС)- это физическая величина, которая характеризует работу сторонних сил в источниках тока (батарейки, генераторы и т.д). ЭДС показывает нам работу источника тока по переносу заряду через всю цепь.
А напряжение показывает нам работу по переносу заряда на участке цепи.
Что такое напряжение простыми словами — это внешняя сила, которая перемещает наш с вами шарик в показанном примере выше.
А в электричестве — это сила, которая перемещает электроны от одного атома к другому.
Приведу ещё один пример, что такое электрическое напряжение :
Представьте, что вы можете поднять камень весом 50 кг, т.е
Ваша подъёмная сила равна 50 кг (в электричестве это электродвижущая сила).
Идетё вы и на пути у вас лежит камень массой 20 кг, вы берёте его и несёте 10
метров.
Надеюсь вы поняли, что такое электрическое напряжение!
Зависимость тока от напряжения
Давайте вспомним закон Ома
Все помнят, что такое ток, если нет, то прочтите вот эту статью http://svoedelo.net/chto-takoe-tok-prostymi-slovami.html
По формуле видно, что ток прямо пропорционален напряжению и обратно пропорционален сопротивлению. Т.е. чем больше ток, тем больше и напряжение и наоборот.
Как померить напряжение мультиметром
В этом видео я рассказываю как померить напряжение мультиметром в розетке.
Что такое Вольт. Определение Вольта. Формула Вольта
Вольт (обозначение: В, V) — единица измерения электрического напряжения в системе СИ.
1 Вольт равен электрическому напряжению, вызывающему в электрической цепи постоянный ток силой 1 ампер при мощности 1 ватт.
Вольт (В, V) может быть определён либо как электрическое напряжение на концах проводника, необходимое для выделения в нём тепла мощностью в один ватт (Вт, W) при силе протекающего через этот проводник постоянного тока в один ампер (A), либо как разность потенциалов между двумя точками электростатического поля, при прохождении которой над зарядом величиной 1 кулон (Кл, C) совершается работа величиной 1 джоуль (Дж, J). Выраженный через основные единицы системы СИ, один вольт равен м {3} \cdot \mbox{A}} \]
{3} \cdot \mbox{A}} \]
Единица названа в честь итальянского физика и физиолога Алессандро Вольта.
Этим методом величина вольта однозначно связывается с эталоном частоты, задаваемым цезиевыми часами: при облучении матрицы, состоящей из нескольких тысяч джозефсоновских переходов, микроволновым излучением на частотах от 10 до 80 ГГц, возникает вполне определённое электрическое напряжение, с помощью которого калибруются вольтметры. Эксперименты показали, что этот метод нечувствителен к конкретной реализации установки и не требует введения поправочных коэффициентов.
1 В = 1/300 ед. потенциала СГСЭ.
Что такое Вольт. Определение
Вольт определён как разница потенциалов на концах проводника, рассеивающего мощность в один ватт при силе тока через этот проводник в один ампер.
Отсюда, базируясь на единицах СИ, получим м² · кг · с-3 · A-1, что эквивалентно джоулю энергии на кулон заряда, J/C.
Определение на основе эффекта Джозефсона
Напряжение электрического тока – это величина, характеризующая разность зарядов (потенциалов) между полюсами либо участками цепи, по которой идет ток.
С 1990 года вольт стандартизирован посредством измерения с использованием нестационарного эффекта Джозефсона, при котором используется в качестве привязки к эталону константа Джозефсона, зафиксированная 18-ой Генеральной конференцией по весам и измерениям как:
K{J-90} = 0,4835979 ГГц/мкВ.
Кратные и дольные единицы
Десятичные кратные и дольные единицы образуют с помощью стандартных приставок СИ.
В соответствии с правилами СИ, касающимися производных единиц, названных по имени учёных, наименование единицы вольт пишется со строчной буквы, а её обозначение — с прописной. Такое написание обозначения сохраняется и в обозначениях производных единиц, образованных с использованием вольта. Например, обозначение единицы измерения напряжённости электрического поля «вольт на метр» записывается как В/м.
Шкала напряжений
- Разность потенциалов на мембране нейрона — 70 мВ.
- NiCd аккумулятор — 1.
 2 В.
2 В. - Щелочной элемент — 1.5 В.
- Литий-железо-фосфатный аккумулятор (LiFePO4) — 3.3 В.
- Батарейка «Крона» — 9 В.
- Автомобильный аккумулятор — 12 В (для тяжёлых грузовиков — 24 В).
- Напряжение бытовой сети — 220 В (среднеквадратичное).
- Напряжение в контактной сети трамвая, троллейбуса — 600 В.
- Электрифицированные железные дороги — 3 кВ (постоянный ток), 25 кВ (переменный ток).
- Магистральные ЛЭП — 110 кВ, 220 кВ.
- Максимальное напряжение на ЛЭП (Экибастуз-Кокчетав) — 1.15 МВ.
- Самое высокое постоянное напряжение, полученное в лаборатории на пеллетроне — 25 МВ.
- Молния — от 100 МВ и выше.
Чтобы произвести расчеты, необходимо разрешить элементы ActiveX!
Какое напряжение в контактной сети на РЖД и действительно ли оно доходит до 30 тысяч вольт?
Здравствуйте любители железных дорог и все, кому это интересно!
Сегодня отвечу на вопрос, часто задаваемый читателями : Почему на железных дорогах Дальнего Востока напряжение в контактной сети 30 000 Вольт а на Западных дорогах 3 000 Вольт?
Сразу поясняю, 30 000 Вольт, это напряжение в контактной сети переменного тока и если быть точным, величина напряжения варьируется от 27 000 до 30 000 Вольт. 3 000 Вольт, это напряжение в контактной сети постоянного тока.
3 000 Вольт, это напряжение в контактной сети постоянного тока.
Да, дороги востока России электрифицированы на переменном токе, а вот в Сибири, многие дороги работают на постоянном токе. Постоянный ток преобладает на дорогах центральных регионов нашей страны, но не везде. На западе страны многие дороги электрифицированы на переменном токе, например юг России и недалеко от Москвы, например, Северная железная дорога. Поедем из Москвы с Ярославского вокзала в сторону Дальнего Востока и уже через несколько часов наш московский электровоз на станции Данилов отцепится от поезда и прицепится электровоз переменного тока, тоже происходит и на станции Рязань, если мы едем на юг. Только сейчас уже вовсю эксплуатируются электровозы двойного питания. Что это такое? Это электровоз, который может работать как на постоянном так и на переменном токе, это очень здорово! Если раньше поезда стояли на станциях смены рода тока по 30 – 40 минут ожидая смены локомотивов, то теперь стоянка составляет несколько минут, достаточно опустить токоприемник и перевести электровоз в режим работы от другого рода тока, поднимаем токоприемник и поехали дальше!
Это электровозы серии ЭП20, присмотритесь, если увидите на вокзале. Ну а почему такой разброс, это в основном вопрос экономический. Первыми в стране электрифицировались железные дороги в центре страны и дешевле было применить в этом деле ток постоянный, напряжением 3 000 Вольт. Железные дороги востока страны переходили на электрическую тягу гораздо позже и здесь уже применялся ток переменный, а потому-что это и экономически и в тяговом аспекте более выгодно, чем ток постоянный. Во- первых для работы линии на постоянном токе требуется через каждые 25 километров строить тяговые подстанции, для улучшения токосъема требовалось прокладывать двойной контактный провод ну и постоянный ток обладает таким нехорошим свойством – он разрушает близлежащие металлические детали и опоры контактной сети, да и в тяге он проигрывает переменному току. Вообщем потери налицо.
Ну а почему такой разброс, это в основном вопрос экономический. Первыми в стране электрифицировались железные дороги в центре страны и дешевле было применить в этом деле ток постоянный, напряжением 3 000 Вольт. Железные дороги востока страны переходили на электрическую тягу гораздо позже и здесь уже применялся ток переменный, а потому-что это и экономически и в тяговом аспекте более выгодно, чем ток постоянный. Во- первых для работы линии на постоянном токе требуется через каждые 25 километров строить тяговые подстанции, для улучшения токосъема требовалось прокладывать двойной контактный провод ну и постоянный ток обладает таким нехорошим свойством – он разрушает близлежащие металлические детали и опоры контактной сети, да и в тяге он проигрывает переменному току. Вообщем потери налицо.
Переменный ток лишен этих недостатков : тяговые подстанции можно строить на расстоянии 50 – 80 километров друг от друга, контактный провод прокладывается один, металлические детали не разрушаются, правда переменный ток негативно влияет на работу радиосвязи, но это мелочи. Как видите преимущества налицо!
Как видите преимущества налицо!
Перспективность электротяги была доказана ведущими институтами и учеными и конечно впоследствии переменный ток взял верх над постоянным. В настоящее время многие участки с постоянным током, в том числе и на западе страны переводятся на переменный. Как пример, в конце 90-х годов прошлого века была проведена колоссальная работа по переделке большого участка Слюдянка – Зима, Восточно-Сибирской железной дороги с постоянного на переменный ток, поезда не ходили по Транссибу около шести суток! Сильно отличаются по устройству электровозы постоянного и переменного тока. Электровозы постоянного тока попроще да и в весе полегче, так как оборудования на них поменьше.
Внутри электровоза переменного тока ЭП-1Электровозы переменного тока гораздо сложнее, весят они побольше, потому что оборудования на них больше. Электровозы переменного тока мощнее своих постоянных собратьев, соответственно можно существенно увеличить вес поездов, хотя представители постоянного тока в этом соревновании не уступают. Темой устройства, преимуществ и недостатков электровозов переменного и постоянного тока мы еще займемся. Ну вот пока все!
Темой устройства, преимуществ и недостатков электровозов переменного и постоянного тока мы еще займемся. Ну вот пока все!
На дорогах с напряжением 30 000 Вольт нет проблемы ЗАЦЕПЕРОВ, особенно которые любят побегать по крыше состава, а самые отчаянные умудряются при этом еще и виснуть на токоприемнике. Зацепинг проблема запада и все дело далеко не в разном менталитете, просто 30 000 Вольт переменного тока как вы понимаете гораздо опасней 3 000 Вольт постоянного тока. Вероятность поражения электрическим током, если вы находитесь на крыше состава очень высока, а шансов остаться в живых после случайного соприкосновения с токоведущими элементами локомотива или электропоезда практически нет!
Всего хорошего!
Похожее
AC/DC: что такое полярность тока
Вы знаете, что означают надписи AC (переменный ток) и DC (постоянный ток) на сварочных аппаратах и электродах? По сути эти термины описывают полярность электрического тока, который вырабатывается источником питания и направляется к рабочему изделию через электрод. Выбор правильной полярности для той или иной марки электродов оказывает существенное влияние на прочность и качество соединений – поэтому не забывайте проверить надпись на упаковке! Чтобы лишний раз убедиться, Вы можете сделать две пробные попытки с разной полярностью на краю рабочего изделия.
Выбор правильной полярности для той или иной марки электродов оказывает существенное влияние на прочность и качество соединений – поэтому не забывайте проверить надпись на упаковке! Чтобы лишний раз убедиться, Вы можете сделать две пробные попытки с разной полярностью на краю рабочего изделия.В обиходе используются термины «прямая» и «обратная» полярность или «электрод-отрицательная» и «электрод-положительная» полярность. Последнее звучит более наглядно и поэтому здесь мы будем использовать именно эти обозначения.
Полярность обусловлена тем, что электрический контур имеет отрицательный и положительный полюсы. Постоянный ток (DC) все время движется в одном направлении, из-за чего его полярность всегда одинакова. Переменный ток (AC) половину времени движется в одном направлении и половину – в другом. Таким образом, при частоте 60 Герц полярность тока меняется 120 раз в секунду.
Сварщик должен хорошо понимать, что такое полярность и какое влияние она оказывает на процесс сварки. С некоторыми исключениями электрод-положительная (обратная) полярность обеспечивает более глубокое проплавление. Электрод-отрицательная (прямая) полярность имеет более высокую производительность расплавления электрода и, как следствие, производительность наплавки. На это могут влиять химические вещества в покрытии. Электроды из углеродистой стали с покрытием целлюлозного типа, например, Fleetweld 5P или Fleetweld 5P+, обычно рекомендуют использовать с положительной полярностью. Некоторые типы электродов для сварки в среде защитных газов пригодны для сварки с обоими типами полярности.
С некоторыми исключениями электрод-положительная (обратная) полярность обеспечивает более глубокое проплавление. Электрод-отрицательная (прямая) полярность имеет более высокую производительность расплавления электрода и, как следствие, производительность наплавки. На это могут влиять химические вещества в покрытии. Электроды из углеродистой стали с покрытием целлюлозного типа, например, Fleetweld 5P или Fleetweld 5P+, обычно рекомендуют использовать с положительной полярностью. Некоторые типы электродов для сварки в среде защитных газов пригодны для сварки с обоими типами полярности.
Применение сварочных аппаратов трансформаторного типа породило необходимость в электродах, пригодных для сварки с любой полярностью из-за постоянных смен направления переменного тока. Хотя переменный ток сам по себе не имеет полярности, если электроды для сварки на переменном токе использовать с постоянным, они покажут более низкие результаты. Поэтому производители электродов обычно указывают наиболее подходящую полярность на покрытии и упаковке электродов.
Чтобы обеспечить необходимое проплавление, однородную форму шва и высокие сварочные характеристики, обязательно нужно использовать подходящую полярность. Неправильная полярность вызовет недостаточное проплавление, непостоянную форму шва, избыточное разбрызгивание, сложности с контролем дуги, перегрев и быстрое сгорание электрода.
На большинстве аппаратов четко обозначены контакты или подробно описано, как их настроить на определенную полярность. Например, некоторые аппараты имеют переключатель полярности, а на других для этого нужно сменить кабельные разъемы. Если Вы не уверены, какая в данный момент используется полярность, есть два несложных способа это выяснить. Первый – это сварка угольным электродом для постоянного тока, который будет нормально работать только при прямой полярности. Второй – сварка электродом Fleetweld 5P, который показывает намного лучшие результаты с обратной полярностью.
Проверка полярности:
А: Определение полярности с помощью угольного электрода
1. Проведите очистку основного металла и расположите его горизонтально.
Проведите очистку основного металла и расположите его горизонтально.
2. Заострите кончики двух угольных электродов на шлифовальном диске, чтобы они имели одинаковую форму в плавным скосом, начинающимся в 5–7.5 см от кончика электрода.
3. Вставьте один электрод в электрододержатель возле начала скоса.
4. Настройте силу сварочного тока 135–150А.
5. Выберите интересующую Вас полярность.
6. Подожгите дугу (не забывайте о маске) и некоторое время подождите. Увеличьте длину дуги, чтобы было удобнее наблюдать действие дуги.
7. Понаблюдайте за дугой. При электрод-отрицательной (прямой) полярности дуга имеет коническую форму и отличается высокой стабильностью, легкой управляемостью и однородностью.
При электрод-положительной (обратной) полярности дугой достаточно сложно управлять. Она будет оставлять черные отложения углерода на основном металле.
8. Смените полярность. Подожгите дугу вторым электродом и подождите такое же время. Понаблюдайте за дугой.
9. Сравните кончики двух электродов. При прямой полярностью электрод сгорает равномерно, сохраняя свою форму. При обратной полярности электрод быстро сгорает и принимает плоскую форму.
При прямой полярностью электрод сгорает равномерно, сохраняя свою форму. При обратной полярности электрод быстро сгорает и принимает плоскую форму.
Б. Определение полярности с помощью металлического электрода (E6010)
1. Проведите очистку основного металла и расположите его горизонтально.
2. Настройте силу сварочного тока 130–145 А (для электродов диаметром 4 мм).
3. Выберите одну из полярностей.
4. Подожгите дугу. Начните сварку, соблюдая стандартную длину дуги и угол наклона электрода.
5. Прислушайтесь к звуку дуги. При подходящей полярности, нормальной длине дуги и силе тока, дуга будет издавать равномерный «треск».
Неправильная полярность при нормальной длине дуги и силе тока вызовет нерегулярный «хруст» и «хлопки» и нестабильность дуги. См. выше, как ведет себя дуга и как выглядит шов при использовании металлического электрода с правильной и неправильной полярностью.
7. Смените полярность и создайте второй шов.
8. Проведите чистку швов и внимательно их осмотрите. При неправильной, прямой полярности шов будет иметь отрицательные характеристики, перечисленные в Уроке 1.6.
При неправильной, прямой полярности шов будет иметь отрицательные характеристики, перечисленные в Уроке 1.6.
9. Повторите несколько раз, пока Вы не научитесь быстро определять текущую полярность.
Зависимость постоянного тока от постоянного напряжения на выходе
У меня дома есть небольшой сварщик MIG. Я хочу использовать его для сварки штангой, но мне сказали, что я не могу. Почему это? В работе у нас есть несколько разных типов сварочных аппаратов. Почему некоторые из них могут использоваться только для сварки штучной сваркой, а некоторые — только для сварки проволокой, а другие машины могут использоваться для обеих? Я слышал термины CC и CV, но что они означают и почему они важны? Наконец, у нашей компании есть несколько переносных механизмов подачи проволоки с переключателем «CV / CC» внутри них.Значит ли это, что их можно использовать с любым сварочным аппаратом?
Это очень хорошие вопросы, и я уверен, что их задавали многие сварщики. С точки зрения конструкции и управления дугой существует два принципиально разных типа источников сварочного тока. К ним относятся источники питания, вырабатывающие на выходе постоянный ток (CC), и источники питания, которые производят постоянное выходное напряжение (CV). Многопроцессорные источники питания — это те, которые содержат дополнительные схемы и компоненты, которые позволяют им выдавать как CC, так и CV выход в зависимости от выбранного режима.
Обратите внимание, что сварочная дуга является динамической, в которой ток (A) и напряжение (V) постоянно меняются. Источник питания контролирует дугу и вносит изменения в миллисекунды, чтобы поддерживать стабильное состояние дуги. Термин «постоянный» относителен. Источник питания CC будет поддерживать ток на относительно постоянном уровне, несмотря на довольно большие изменения напряжения, в то время как источник питания CV будет поддерживать напряжение на относительно постоянном уровне, независимо от довольно больших изменений тока. На рисунке 1 показаны графики типичных выходных кривых источников питания постоянного и постоянного тока. Обратите внимание, что в различных рабочих точках кривой выхода на каждом графике наблюдается относительно небольшое изменение одной переменной и довольно большие изменения другой переменной («Δ» (дельта) = разница).
На рисунке 1 показаны графики типичных выходных кривых источников питания постоянного и постоянного тока. Обратите внимание, что в различных рабочих точках кривой выхода на каждом графике наблюдается относительно небольшое изменение одной переменной и довольно большие изменения другой переменной («Δ» (дельта) = разница).
Рисунок 1: Выходные кривые для источников питания постоянного и постоянного тока |
Также следует отметить, что в этой статье обсуждаются только обычные типы источников сварочного тока.При импульсной сварке со многими новыми источниками питания с технологией управления формой волны вы действительно не можете рассматривать выход как строго CC или CV. Источники питания скорее отслеживают и изменяют напряжение и ток с чрезвычайно высокой скоростью (намного быстрее, чем источники питания с традиционной технологией), чтобы обеспечить очень стабильные условия дуговой сварки.
Прежде чем обсуждать вопрос о CC и CV, мы должны сначала понять влияние как тока, так и напряжения при дуговой сварке.Ток влияет на скорость плавления или расход электрода, будь то стержневой электрод или проволочный электрод. Чем выше уровень тока, тем быстрее плавится электрод или тем выше скорость плавления, измеряемая в фунтах в час (фунт / час) или килограммах в час (кг / час). Чем ниже ток, тем ниже становится скорость плавления электрода. Напряжение контролирует длину сварочной дуги, а также ширину и объем дугового конуса. По мере увеличения напряжения длина дуги становится больше (и конус дуги шире), а по мере ее уменьшения длина дуги становится короче (и конус дуги уже). На рисунке 2 показано влияние напряжения на дугу.
Рисунок 2: Влияние напряжения дуги |
Теперь тип используемого сварочного процесса и связанный с ним уровень автоматизации определяют, какой тип сварочной мощности является наиболее стабильным и, следовательно, предпочтительным. Процессы дуговой сварки защищенного металла (SMAW) (также известные как MMAW или Stick) и газо-вольфрамовая дуговая сварка (GTAW) (также известные как TIG) обычно считаются ручными процессами.Это означает, что вы управляете всеми параметрами сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную управляете углом хода, рабочим углом, скоростью движения, длиной дуги и скоростью подачи электрода в соединение. В процессах SMAW и GTAW (то есть ручных процессах) CC является предпочтительным типом выхода от источника питания.
Процессы дуговой сварки защищенного металла (SMAW) (также известные как MMAW или Stick) и газо-вольфрамовая дуговая сварка (GTAW) (также известные как TIG) обычно считаются ручными процессами.Это означает, что вы управляете всеми параметрами сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную управляете углом хода, рабочим углом, скоростью движения, длиной дуги и скоростью подачи электрода в соединение. В процессах SMAW и GTAW (то есть ручных процессах) CC является предпочтительным типом выхода от источника питания.
И наоборот, процесс газовой дуговой сварки (GMAW) (он же MIG) и процесс дуговой сварки порошковой проволокой (FCAW) (он же флюсовый сердечник) обычно считаются полуавтоматическими процессами.Это означает, что вы по-прежнему держите сварочный пистолет в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения и расстояние между контактным наконечником и рабочим расстоянием (CTWD). Однако скорость, с которой электрод подается в соединение (известная как скорость подачи проволоки (WFS)), регулируется автоматически с помощью механизма подачи проволоки с постоянной скоростью. Для процессов GMAW и FCAW (то есть полуавтоматических процессов) предпочтительным выходом является CV.
Для процессов GMAW и FCAW (то есть полуавтоматических процессов) предпочтительным выходом является CV.
Таблица 1 содержит сводку рекомендуемых типов вывода по процессу сварки.
Таблица 1: Рекомендуемый тип выхода источника питания для процесса дуговой сварки |
Чтобы упростить конструкцию и снизить затраты на закупку, источники сварочного тока обычно проектируются для использования только с одним или двумя типами сварочных процессов. Таким образом, базовая машина для стержневой сварки будет иметь мощность только CC, поскольку она предназначена только для сварки стержнем. Аппарат TIG также будет иметь выход только CC, так как он предназначен только для TIG и сварки штучной сваркой.И наоборот, базовая машина MIG будет иметь только выходное напряжение CV, поскольку она предназначена только для сварки MIG и сердечника под флюсом. Что касается вашего первого вопроса: «Почему я не могу выполнять сварку с помощью сварочного шва на моем аппарате MIG», то ответ заключается в том, что ваш аппарат MIG имеет только выходное напряжение CV, что не предназначено и не рекомендуется для сварки штучной сваркой. И наоборот, вы, как правило, не можете выполнять сварку MIG на ручном станке с выходом CC, потому что это неправильный тип мощности для сварки MIG. Как упоминалось ранее, существуют источники питания для многопроцессорной сварки, которые могут обеспечивать выход как CC, так и CV.Однако они, как правило, более сложные, имеют более высокую производительность, предназначены для промышленного применения и не имеют цены в базовом ценовом диапазоне сварочных аппаратов начального уровня. На рисунке 3 показаны примеры типичных сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Что касается вашего первого вопроса: «Почему я не могу выполнять сварку с помощью сварочного шва на моем аппарате MIG», то ответ заключается в том, что ваш аппарат MIG имеет только выходное напряжение CV, что не предназначено и не рекомендуется для сварки штучной сваркой. И наоборот, вы, как правило, не можете выполнять сварку MIG на ручном станке с выходом CC, потому что это неправильный тип мощности для сварки MIG. Как упоминалось ранее, существуют источники питания для многопроцессорной сварки, которые могут обеспечивать выход как CC, так и CV.Однако они, как правило, более сложные, имеют более высокую производительность, предназначены для промышленного применения и не имеют цены в базовом ценовом диапазоне сварочных аппаратов начального уровня. На рисунке 3 показаны примеры типичных сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Рисунок 3: Пример источников сварочного тока по типу выхода |
Вы можете создать сварочную дугу с помощью любого из сварочных процессов на выходе типа CC или CV (если вы можете настроить сварочное оборудование для этого). Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что поддерживать дугу невозможно.
Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что поддерживать дугу невозможно.
Теперь давайте обсудим, почему эти последние утверждения верны. С помощью двух ручных процессов, SMAW и GTAW, вы контролируете все переменные вручную (вот почему они являются двумя процессами, требующими наибольшего количества навыков оператора).Электрод должен плавиться с постоянной скоростью, чтобы можно было подавать его в соединение с постоянной скоростью. Для этого сварочная мощность должна поддерживать постоянный ток (т. Е. CC), чтобы результирующая скорость плавления была постоянной. Напряжение — менее контролируемая переменная. При ручных процессах очень трудно постоянно поддерживать одну и ту же длину дуги, потому что вы также постоянно вводите электрод в соединение.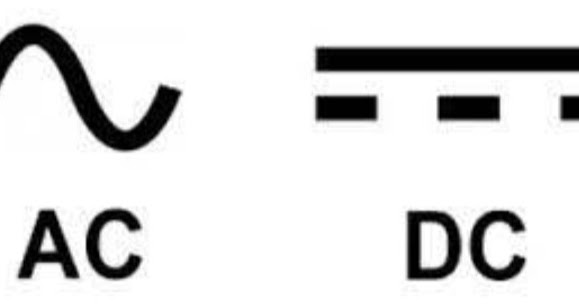 Напряжение изменяется в результате изменения длины дуги.С выходом CC ток — это ваша предустановка, регулирующая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Напряжение изменяется в результате изменения длины дуги.С выходом CC ток — это ваша предустановка, регулирующая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Если вы попытаетесь выполнить сварку методом SMAW, например, используя выходное напряжение CV, ток и итоговая скорость плавления будут слишком сильно отличаться. Когда вы двигались по стыку (пытаясь согласоваться со всеми другими параметрами сварки), электрод плавился бы быстрее, затем с меньшей скоростью, затем с большей скоростью и т. Д. Вам постоянно нужно было бы изменять скорость, с которой вы вставили электрод в соединение.Это невыполнимое условие, поэтому выход CV нежелателен.
Когда вы переключаетесь на полуавтоматический процесс, такой как GMAW или FCAW, что-то меняется. Хотя вы все еще управляете многими параметрами сварки вручную, электрод подается в соединение с постоянной скоростью (в зависимости от конкретной WFS, установленной на механизме подачи проволоки).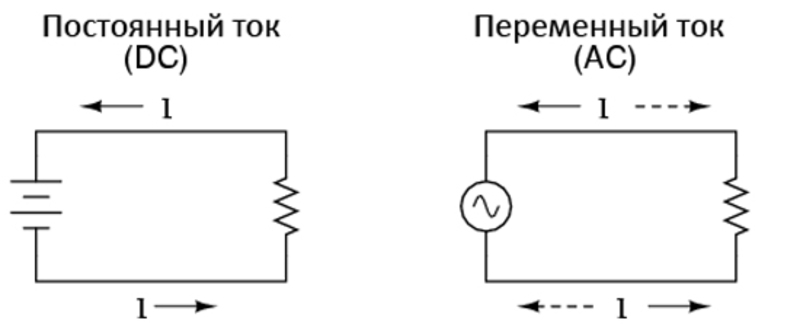 Теперь вы хотите, чтобы длина дуги была одинаковой. Для этого сварочная мощность должна поддерживать напряжение на постоянном уровне (т.е.е., CV), так что результирующая длина дуги согласована. Ток — менее контролируемая переменная. Он пропорционален WFS или является его результатом. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, а управляющие переменные и ток просто измеряются во время сварки.
Теперь вы хотите, чтобы длина дуги была одинаковой. Для этого сварочная мощность должна поддерживать напряжение на постоянном уровне (т.е.е., CV), так что результирующая длина дуги согласована. Ток — менее контролируемая переменная. Он пропорционален WFS или является его результатом. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, а управляющие переменные и ток просто измеряются во время сварки.
Если вы попытаетесь выполнить сварку с использованием процессов GMAW или FCAW, используя выход CC, напряжение и результирующая длина дуги будут слишком сильно отличаться. При уменьшении напряжения длина дуги станет очень короткой, и электрод войдет в пластину.Затем по мере увеличения напряжения длина дуги станет очень большой, и электрод сгорит обратно в сторону контактного наконечника. Электрод будет постоянно вонзаться в пластину, затем гореть обратно к кончику, затем врезаться в пластину и т. Д. Это невыполнимое условие, что делает выход CC нежелательным.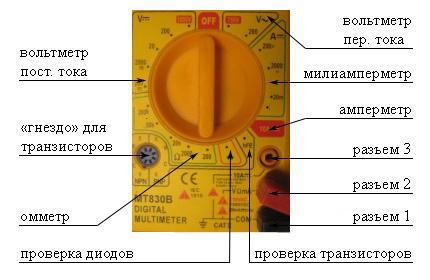
В качестве примечания, также распространена полная автоматизация процессов сварки GTAW, GMAW и FCAW. В случае полной автоматизации все переменные контролируются машиной и удерживаются под постоянным углом, расстоянием или скоростью.Следовательно, условия дуги меняются меньше. Однако предпочтительным типом вывода для автоматической GTAW по-прежнему является CC, а для автоматизированных GMAW и FCAW по-прежнему CV. Пятый распространенный процесс дуговой сварки, сварка под флюсом (SAW) (также известный как поддуговая сварка), также обычно является автоматизированным процессом. Для SAW обычно используется выход CC или CV. Определяющими факторами, определяющими, какой тип вывода является наилучший, обычно являются диаметр электрода, скорость перемещения и размер сварочной ванны. При полуавтоматической SAW предпочтительным типом вывода является CV.
Ваш последний вопрос касался переносных механизмов подачи проволоки (см. Пример на , рис. 4 ). Это оборудование, которое позволяет вам идти вразрез с основными правилами, описанными в этой статье… в некоторой степени. Они предназначены в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с традиционными механизмами подачи проволоки в заводских условиях. Во-первых, провод заключен в жесткий пластиковый корпус для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не нужен кабель управления для питания приводного двигателя, а скорее используется провод измерения напряжения от механизма подачи проволоки.Таким образом, подключение выполняется просто, для этого достаточно использовать имеющийся сварочный кабель источника питания (и добавить газовый шланг). В-третьих, они действительно могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC / CV», с помощью которого вы выбираете тип выхода от источника питания.
Они предназначены в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с традиционными механизмами подачи проволоки в заводских условиях. Во-первых, провод заключен в жесткий пластиковый корпус для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не нужен кабель управления для питания приводного двигателя, а скорее используется провод измерения напряжения от механизма подачи проволоки.Таким образом, подключение выполняется просто, для этого достаточно использовать имеющийся сварочный кабель источника питания (и добавить газовый шланг). В-третьих, они действительно могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC / CV», с помощью которого вы выбираете тип выхода от источника питания.
Когда эти портативные механизмы подачи проволоки впервые появились, теория заключалась в том, что они могут использоваться с большой существующей базой источников питания CC, уже используемых в полевых условиях (в основном, сварочных аппаратов с приводом от двигателя), и, таким образом, теперь дают производителям GMAW и FCAW (т. е. проволочная сварка) возможность. Вместо того, чтобы покупать новый источник питания постоянного тока, им нужно было только получить механизм подачи проволоки. Чтобы компенсировать колебания напряжения, которые вы получаете с выходом CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, чтобы помочь стабилизировать дугу (обратите внимание, что на CC скорость подачи проволоки равна больше не является постоянным, а, скорее, постоянно увеличивается и уменьшается в попытке сохранить ток на постоянном выходе).
е. проволочная сварка) возможность. Вместо того, чтобы покупать новый источник питания постоянного тока, им нужно было только получить механизм подачи проволоки. Чтобы компенсировать колебания напряжения, которые вы получаете с выходом CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, чтобы помочь стабилизировать дугу (обратите внимание, что на CC скорость подачи проволоки равна больше не является постоянным, а, скорее, постоянно увеличивается и уменьшается в попытке сохранить ток на постоянном выходе).
Рисунок 4: Пример переносного устройства подачи проволоки |
Реальность сварки проволокой с выходом CC состоит в том, что она довольно хорошо работает с одними приложениями и плохо работает с другими. Относительно хорошая стабильность дуги достигается при использовании процесса порошковой наплавки в среде защитного газа (FCAW-G) и процесса GMAW в режиме струйной дуги или импульсной струйной дуги для переноса металла. Тем не менее, стабильность дуги все еще очень неустойчива и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме переноса металла при коротком замыкании.В то время как напряжение изменяется в зависимости от выхода CC, процессы, которые обычно работают при более высоких напряжениях (например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная струйная дуга MIG, менее чувствительны к изменениям напряжения, возникающим при выходе CC. Поэтому стабильность дуги довольно хорошая. В то время как такие процессы, как короткое замыкание MIG и FCAW-S, которые обычно работают при более низких настройках напряжения (то есть 22 В или меньше), более чувствительны к изменениям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой.Другой фактор, связанный с электродами FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, более длинная дуга, по существу, могут привести к чрезмерному воздействию на дугу атмосферы.
Тем не менее, стабильность дуги все еще очень неустойчива и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме переноса металла при коротком замыкании.В то время как напряжение изменяется в зависимости от выхода CC, процессы, которые обычно работают при более высоких напряжениях (например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная струйная дуга MIG, менее чувствительны к изменениям напряжения, возникающим при выходе CC. Поэтому стабильность дуги довольно хорошая. В то время как такие процессы, как короткое замыкание MIG и FCAW-S, которые обычно работают при более низких настройках напряжения (то есть 22 В или меньше), более чувствительны к изменениям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой.Другой фактор, связанный с электродами FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, более длинная дуга, по существу, могут привести к чрезмерному воздействию на дугу атмосферы. Это потенциально может привести к пористости сварного шва и / или резкому снижению ударной вязкости металла шва при низких температурах.
Это потенциально может привести к пористости сварного шва и / или резкому снижению ударной вязкости металла шва при низких температурах.
В заключение, выход CV ВСЕГДА рекомендуется для сварки проволокой. Поэтому при использовании этих переносных механизмов подачи проволоки с источником питания с выходным напряжением CV используйте его вместо выхода CC.Наконец, хотя выход CC может быть приемлемым для общего назначения FCAW-G, а также для сварки MIG со струйной дугой и импульсной струйной дугой, он не рекомендуется для работы с качеством кода.
Зависимость постоянного тока от постоянного напряжения на выходе
У меня дома есть небольшой сварщик MIG. Я хочу использовать его для сварки штангой, но мне сказали, что я не могу. Почему это? В работе у нас есть несколько разных типов сварочных аппаратов. Почему некоторые из них могут использоваться только для сварки штучной сваркой, а некоторые — только для сварки проволокой, а другие машины могут использоваться для обеих? Я слышал термины CC и CV, но что они означают и почему они важны? Наконец, у нашей компании есть несколько переносных механизмов подачи проволоки с переключателем «CV / CC» внутри них. Значит ли это, что их можно использовать с любым сварочным аппаратом?
Значит ли это, что их можно использовать с любым сварочным аппаратом?
Это очень хорошие вопросы, и я уверен, что их задавали многие сварщики. С точки зрения конструкции и управления дугой существует два принципиально разных типа источников сварочного тока. К ним относятся источники питания, вырабатывающие на выходе постоянный ток (CC), и источники питания, которые производят постоянное выходное напряжение (CV). Многопроцессорные источники питания — это те, которые содержат дополнительные схемы и компоненты, которые позволяют им выдавать как CC, так и CV выход в зависимости от выбранного режима.
Обратите внимание, что сварочная дуга является динамической, в которой ток (A) и напряжение (V) постоянно меняются. Источник питания контролирует дугу и вносит изменения в миллисекунды, чтобы поддерживать стабильное состояние дуги. Термин «постоянный» относителен. Источник питания CC будет поддерживать ток на относительно постоянном уровне, несмотря на довольно большие изменения напряжения, в то время как источник питания CV будет поддерживать напряжение на относительно постоянном уровне, независимо от довольно больших изменений тока. На рисунке 1 показаны графики типичных выходных кривых источников питания постоянного и постоянного тока. Обратите внимание, что в различных рабочих точках кривой выхода на каждом графике наблюдается относительно небольшое изменение одной переменной и довольно большие изменения другой переменной («Δ» (дельта) = разница).
На рисунке 1 показаны графики типичных выходных кривых источников питания постоянного и постоянного тока. Обратите внимание, что в различных рабочих точках кривой выхода на каждом графике наблюдается относительно небольшое изменение одной переменной и довольно большие изменения другой переменной («Δ» (дельта) = разница).
Рисунок 1: Выходные кривые для источников питания постоянного и постоянного тока |
Также следует отметить, что в этой статье обсуждаются только обычные типы источников сварочного тока.При импульсной сварке со многими новыми источниками питания с технологией управления формой волны вы действительно не можете рассматривать выход как строго CC или CV. Источники питания скорее отслеживают и изменяют напряжение и ток с чрезвычайно высокой скоростью (намного быстрее, чем источники питания с традиционной технологией), чтобы обеспечить очень стабильные условия дуговой сварки.
Прежде чем обсуждать вопрос о CC и CV, мы должны сначала понять влияние как тока, так и напряжения при дуговой сварке.Ток влияет на скорость плавления или расход электрода, будь то стержневой электрод или проволочный электрод. Чем выше уровень тока, тем быстрее плавится электрод или тем выше скорость плавления, измеряемая в фунтах в час (фунт / час) или килограммах в час (кг / час). Чем ниже ток, тем ниже становится скорость плавления электрода. Напряжение контролирует длину сварочной дуги, а также ширину и объем дугового конуса. По мере увеличения напряжения длина дуги становится больше (и конус дуги шире), а по мере ее уменьшения длина дуги становится короче (и конус дуги уже). На рисунке 2 показано влияние напряжения на дугу.
Рисунок 2: Влияние напряжения дуги |
Теперь тип используемого сварочного процесса и связанный с ним уровень автоматизации определяют, какой тип сварочной мощности является наиболее стабильным и, следовательно, предпочтительным. Процессы дуговой сварки защищенного металла (SMAW) (также известные как MMAW или Stick) и газо-вольфрамовая дуговая сварка (GTAW) (также известные как TIG) обычно считаются ручными процессами.Это означает, что вы управляете всеми параметрами сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную управляете углом хода, рабочим углом, скоростью движения, длиной дуги и скоростью подачи электрода в соединение. В процессах SMAW и GTAW (то есть ручных процессах) CC является предпочтительным типом выхода от источника питания.
Процессы дуговой сварки защищенного металла (SMAW) (также известные как MMAW или Stick) и газо-вольфрамовая дуговая сварка (GTAW) (также известные как TIG) обычно считаются ручными процессами.Это означает, что вы управляете всеми параметрами сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную управляете углом хода, рабочим углом, скоростью движения, длиной дуги и скоростью подачи электрода в соединение. В процессах SMAW и GTAW (то есть ручных процессах) CC является предпочтительным типом выхода от источника питания.
И наоборот, процесс газовой дуговой сварки (GMAW) (он же MIG) и процесс дуговой сварки порошковой проволокой (FCAW) (он же флюсовый сердечник) обычно считаются полуавтоматическими процессами.Это означает, что вы по-прежнему держите сварочный пистолет в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения и расстояние между контактным наконечником и рабочим расстоянием (CTWD). Однако скорость, с которой электрод подается в соединение (известная как скорость подачи проволоки (WFS)), регулируется автоматически с помощью механизма подачи проволоки с постоянной скоростью. Для процессов GMAW и FCAW (то есть полуавтоматических процессов) предпочтительным выходом является CV.
Для процессов GMAW и FCAW (то есть полуавтоматических процессов) предпочтительным выходом является CV.
Таблица 1 содержит сводку рекомендуемых типов вывода по процессу сварки.
Таблица 1: Рекомендуемый тип выхода источника питания для процесса дуговой сварки |
Чтобы упростить конструкцию и снизить затраты на закупку, источники сварочного тока обычно проектируются для использования только с одним или двумя типами сварочных процессов. Таким образом, базовая машина для стержневой сварки будет иметь мощность только CC, поскольку она предназначена только для сварки стержнем.Аппарат TIG также будет иметь выход только CC, так как он предназначен только для TIG и сварки штучной сваркой. И наоборот, базовая машина MIG будет иметь только выходное напряжение CV, поскольку она предназначена только для сварки MIG и сердечника под флюсом. Что касается вашего первого вопроса: «Почему я не могу выполнять сварку с помощью сварочного шва на моем аппарате MIG», то ответ заключается в том, что ваш аппарат MIG имеет только выходное напряжение CV, что не предназначено и не рекомендуется для сварки штучной сваркой. И наоборот, вы, как правило, не можете выполнять сварку MIG на ручном станке с выходом CC, потому что это неправильный тип мощности для сварки MIG.Как упоминалось ранее, существуют источники питания для многопроцессорной сварки, которые могут обеспечивать выход как CC, так и CV. Однако они, как правило, более сложные, имеют более высокую производительность, предназначены для промышленного применения и не имеют цены в базовом ценовом диапазоне сварочных аппаратов начального уровня. На рисунке 3 показаны примеры типичных сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Что касается вашего первого вопроса: «Почему я не могу выполнять сварку с помощью сварочного шва на моем аппарате MIG», то ответ заключается в том, что ваш аппарат MIG имеет только выходное напряжение CV, что не предназначено и не рекомендуется для сварки штучной сваркой. И наоборот, вы, как правило, не можете выполнять сварку MIG на ручном станке с выходом CC, потому что это неправильный тип мощности для сварки MIG.Как упоминалось ранее, существуют источники питания для многопроцессорной сварки, которые могут обеспечивать выход как CC, так и CV. Однако они, как правило, более сложные, имеют более высокую производительность, предназначены для промышленного применения и не имеют цены в базовом ценовом диапазоне сварочных аппаратов начального уровня. На рисунке 3 показаны примеры типичных сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Рисунок 3: Пример источников сварочного тока по типу выхода |
Вы можете создать сварочную дугу с помощью любого из сварочных процессов на выходе типа CC или CV (если вы можете настроить сварочное оборудование для этого). Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что поддерживать дугу невозможно.
Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что поддерживать дугу невозможно.
Теперь давайте обсудим, почему эти последние утверждения верны. С помощью двух ручных процессов, SMAW и GTAW, вы контролируете все переменные вручную (вот почему они являются двумя процессами, требующими наибольшего количества навыков оператора).Электрод должен плавиться с постоянной скоростью, чтобы можно было подавать его в соединение с постоянной скоростью. Для этого сварочная мощность должна поддерживать постоянный ток (т. Е. CC), чтобы результирующая скорость плавления была постоянной. Напряжение — менее контролируемая переменная. При ручных процессах очень трудно постоянно поддерживать одну и ту же длину дуги, потому что вы также постоянно вводите электрод в соединение. Напряжение изменяется в результате изменения длины дуги.С выходом CC ток — это ваша предустановка, регулирующая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Напряжение изменяется в результате изменения длины дуги.С выходом CC ток — это ваша предустановка, регулирующая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Если вы попытаетесь выполнить сварку методом SMAW, например, используя выходное напряжение CV, ток и итоговая скорость плавления будут слишком сильно отличаться. Когда вы двигались по стыку (пытаясь согласоваться со всеми другими параметрами сварки), электрод плавился бы быстрее, затем с меньшей скоростью, затем с большей скоростью и т. Д. Вам постоянно нужно было бы изменять скорость, с которой вы вставили электрод в соединение.Это невыполнимое условие, поэтому выход CV нежелателен.
Когда вы переключаетесь на полуавтоматический процесс, такой как GMAW или FCAW, что-то меняется. Хотя вы все еще управляете многими параметрами сварки вручную, электрод подается в соединение с постоянной скоростью (в зависимости от конкретной WFS, установленной на механизме подачи проволоки). Теперь вы хотите, чтобы длина дуги была одинаковой. Для этого сварочная мощность должна поддерживать напряжение на постоянном уровне (т.е.е., CV), так что результирующая длина дуги согласована. Ток — менее контролируемая переменная. Он пропорционален WFS или является его результатом. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, а управляющие переменные и ток просто измеряются во время сварки.
Теперь вы хотите, чтобы длина дуги была одинаковой. Для этого сварочная мощность должна поддерживать напряжение на постоянном уровне (т.е.е., CV), так что результирующая длина дуги согласована. Ток — менее контролируемая переменная. Он пропорционален WFS или является его результатом. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, а управляющие переменные и ток просто измеряются во время сварки.
Если вы попытаетесь выполнить сварку с использованием процессов GMAW или FCAW, используя выход CC, напряжение и результирующая длина дуги будут слишком сильно отличаться. При уменьшении напряжения длина дуги станет очень короткой, и электрод войдет в пластину.Затем по мере увеличения напряжения длина дуги станет очень большой, и электрод сгорит обратно в сторону контактного наконечника. Электрод будет постоянно вонзаться в пластину, затем гореть обратно к кончику, затем врезаться в пластину и т. Д. Это невыполнимое условие, что делает выход CC нежелательным.
В качестве примечания, также распространена полная автоматизация процессов сварки GTAW, GMAW и FCAW. В случае полной автоматизации все переменные контролируются машиной и удерживаются под постоянным углом, расстоянием или скоростью.Следовательно, условия дуги меняются меньше. Однако предпочтительным типом вывода для автоматической GTAW по-прежнему является CC, а для автоматизированных GMAW и FCAW по-прежнему CV. Пятый распространенный процесс дуговой сварки, сварка под флюсом (SAW) (также известный как поддуговая сварка), также обычно является автоматизированным процессом. Для SAW обычно используется выход CC или CV. Определяющими факторами, определяющими, какой тип вывода является наилучший, обычно являются диаметр электрода, скорость перемещения и размер сварочной ванны. При полуавтоматической SAW предпочтительным типом вывода является CV.
Ваш последний вопрос касался переносных механизмов подачи проволоки (см. Пример на , рис. 4 ). Это оборудование, которое позволяет вам идти вразрез с основными правилами, описанными в этой статье… в некоторой степени. Они предназначены в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с традиционными механизмами подачи проволоки в заводских условиях. Во-первых, провод заключен в жесткий пластиковый корпус для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не нужен кабель управления для питания приводного двигателя, а скорее используется провод измерения напряжения от механизма подачи проволоки.Таким образом, подключение выполняется просто, для этого достаточно использовать имеющийся сварочный кабель источника питания (и добавить газовый шланг). В-третьих, они действительно могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC / CV», с помощью которого вы выбираете тип выхода от источника питания.
Они предназначены в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с традиционными механизмами подачи проволоки в заводских условиях. Во-первых, провод заключен в жесткий пластиковый корпус для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не нужен кабель управления для питания приводного двигателя, а скорее используется провод измерения напряжения от механизма подачи проволоки.Таким образом, подключение выполняется просто, для этого достаточно использовать имеющийся сварочный кабель источника питания (и добавить газовый шланг). В-третьих, они действительно могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC / CV», с помощью которого вы выбираете тип выхода от источника питания.
Когда эти портативные механизмы подачи проволоки впервые появились, теория заключалась в том, что они могут использоваться с большой существующей базой источников питания CC, уже используемых в полевых условиях (в основном, сварочных аппаратов с приводом от двигателя), и, таким образом, теперь дают производителям GMAW и FCAW (т. е. проволочная сварка) возможность. Вместо того, чтобы покупать новый источник питания постоянного тока, им нужно было только получить механизм подачи проволоки. Чтобы компенсировать колебания напряжения, которые вы получаете с выходом CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, чтобы помочь стабилизировать дугу (обратите внимание, что на CC скорость подачи проволоки равна больше не является постоянным, а, скорее, постоянно увеличивается и уменьшается в попытке сохранить ток на постоянном выходе).
е. проволочная сварка) возможность. Вместо того, чтобы покупать новый источник питания постоянного тока, им нужно было только получить механизм подачи проволоки. Чтобы компенсировать колебания напряжения, которые вы получаете с выходом CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, чтобы помочь стабилизировать дугу (обратите внимание, что на CC скорость подачи проволоки равна больше не является постоянным, а, скорее, постоянно увеличивается и уменьшается в попытке сохранить ток на постоянном выходе).
Рисунок 4: Пример переносного устройства подачи проволоки |
Реальность сварки проволокой с выходом CC состоит в том, что она довольно хорошо работает с одними приложениями и плохо работает с другими. Относительно хорошая стабильность дуги достигается при использовании процесса порошковой наплавки в среде защитного газа (FCAW-G) и процесса GMAW в режиме струйной дуги или импульсной струйной дуги для переноса металла. Тем не менее, стабильность дуги все еще очень неустойчива и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме переноса металла при коротком замыкании.В то время как напряжение изменяется в зависимости от выхода CC, процессы, которые обычно работают при более высоких напряжениях (например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная струйная дуга MIG, менее чувствительны к изменениям напряжения, возникающим при выходе CC. Поэтому стабильность дуги довольно хорошая. В то время как такие процессы, как короткое замыкание MIG и FCAW-S, которые обычно работают при более низких настройках напряжения (то есть 22 В или меньше), более чувствительны к изменениям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой.Другой фактор, связанный с электродами FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, более длинная дуга, по существу, могут привести к чрезмерному воздействию на дугу атмосферы.
Тем не менее, стабильность дуги все еще очень неустойчива и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме переноса металла при коротком замыкании.В то время как напряжение изменяется в зависимости от выхода CC, процессы, которые обычно работают при более высоких напряжениях (например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная струйная дуга MIG, менее чувствительны к изменениям напряжения, возникающим при выходе CC. Поэтому стабильность дуги довольно хорошая. В то время как такие процессы, как короткое замыкание MIG и FCAW-S, которые обычно работают при более низких настройках напряжения (то есть 22 В или меньше), более чувствительны к изменениям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой.Другой фактор, связанный с электродами FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, более длинная дуга, по существу, могут привести к чрезмерному воздействию на дугу атмосферы. Это потенциально может привести к пористости сварного шва и / или резкому снижению ударной вязкости металла шва при низких температурах.
Это потенциально может привести к пористости сварного шва и / или резкому снижению ударной вязкости металла шва при низких температурах.
В заключение, выход CV ВСЕГДА рекомендуется для сварки проволокой. Поэтому при использовании этих переносных механизмов подачи проволоки с источником питания с выходным напряжением CV используйте его вместо выхода CC.Наконец, хотя выход CC может быть приемлемым для общего назначения FCAW-G, а также для сварки MIG со струйной дугой и импульсной струйной дугой, он не рекомендуется для работы с качеством кода.
ПОСТОЯННОЕ НАПРЯЖЕНИЕ ▷ Испанский перевод
ПОСТОЯННОЕ НАПРЯЖЕНИЕ НА ИСПАНСКОМ ЯЗЫКЕ
Результатов: 114,
Время: 0. 072
072
Примеры использования постоянное напряжение в предложение и их переводы
.