
Предельные отклонения линейных и угловых размеров с неуказанными допусками :: HighExpert.RU
В соответствии с ГОСТ 30893.1-2002 общий допуск размера указывается на чертеже или в других технических документах общей записью и применяется в тех случаях, когда предельные отклонения (допуски) не указаны индивидуально у соответствующих номинальных размеров.
Предельные отклонения линейных размеров
| Класс точности | Интервалы номинальных размеров, мм | |||||
| от 0,5 до 3 | св. 3 до 6 | св. 6 до 30 | св. 30 до 120 | св. 120 до 400 | св. 400 до 1000 | |
| Точный f | ±0,05 | ±0,05 | ±0,10 | ±0,15 | ±0,20 | ±0,30 |
| Средний m | ±0,10 | ±0,10 | ±0,20 | ±0,30 | ±0,50 | ±0,80 |
| ±0,20 | ±0,30 | ±0,50 | ±0,8 | ±1,2 | ±2,0 | |
Для размером менее 0,5 мм предельные отклонения следует указывать непосредственно у номинального размера.
Предельные отклонения размеров притупленных кромок
| Класс точности | Интервалы номинальных размеров кромок, мм | |||
| от 0,5 до 3 | св. 3 до 6 | св. 6 | ||
| Точный f | ±0,2 | ±0,5 | ±1 | |
| Средний m | ±0,2 | ±0,5 | ±1 | |
| Грубый c | ±0,4 | ±1 | ±2 | |
Предельные отклонения угловых размеров по классам точности общих допусков
| Класс точности | Номинальная длина меньшей стороны угла, мм | |||
| до 10 | св. 10 до 50 | св. 50 до 120 | св. 120 до 400 120 до 400 | |
| Точный f | ±1o | ±30‘ | ±20‘ | ±10‘ |
| Средний m | ±1o | ±30‘ | ±20‘ | ±10‘ |
| Грубый c | ±1o30‘ | ±1o | ±30‘ | ±15‘ |
%d0%bf%d1%80%d0%b5%d0%b4%d0%b5%d0%bb%d1%8c%d0%bd%d1%8b%d0%b5%20%d0%be%d1%82%d0%ba%d0%bb%d0%be%d0%bd%d0%b5%d0%bd%d0%b8%d1%8f — с русского на все языки
Все языкиАбхазскийАдыгейскийАфрикаансАйнский языкАканАлтайскийАрагонскийАрабскийАстурийскийАймараАзербайджанскийБашкирскийБагобоБелорусскийБолгарскийТибетскийБурятскийКаталанскийЧеченскийШорскийЧерокиШайенскогоКриЧешскийКрымскотатарскийЦерковнославянский (Старославянский)ЧувашскийВаллийскийДатскийНемецкийДолганскийГреческийАнглийскийЭсперантоИспанскийЭстонскийБаскскийЭвенкийскийПерсидскийФинскийФарерскийФранцузскийИрландскийГэльскийГуараниКлингонскийЭльзасскийИвритХиндиХорватскийВерхнелужицкийГаитянскийВенгерскийАрмянскийИндонезийскийИнупиакИнгушскийИсландскийИтальянскийЯпонскийГрузинскийКарачаевскийЧеркесскийКазахскийКхмерскийКорейскийКумыкскийКурдскийКомиКиргизскийЛатинскийЛюксембургскийСефардскийЛингалаЛитовскийЛатышскийМаньчжурскийМикенскийМокшанскийМаориМарийскийМакедонскийКомиМонгольскийМалайскийМайяЭрзянскийНидерландскийНорвежскийНауатльОрокскийНогайскийОсетинскийОсманскийПенджабскийПалиПольскийПапьяментоДревнерусский языкПортугальскийКечуаКвеньяРумынский, МолдавскийАрумынскийРусскийСанскритСеверносаамскийЯкутскийСловацкийСловенскийАлбанскийСербскийШведскийСуахилиШумерскийСилезскийТофаларскийТаджикскийТайскийТуркменскийТагальскийТурецкийТатарскийТувинскийТвиУдмурдскийУйгурскийУкраинскийУрдуУрумскийУзбекскийВьетнамскийВепсскийВарайскийЮпийскийИдишЙорубаКитайский
Все языкиАнглийскийНемецкийНорвежскийКитайскийИвритФранцузскийУкраинскийИтальянскийПортугальскийВенгерскийТурецкийПольскийДатскийЛатинскийИспанскийСловенскийГреческийЛатышскийФинскийПерсидскийНидерландскийШведскийЯпонскийЭстонскийТаджикскийАрабскийКазахскийТатарскийЧеченскийКарачаевскийСловацкийБелорусскийЧешскийАрмянскийАзербайджанскийУзбекскийШорскийРусскийЭсперантоКрымскотатарскийСуахилиЛитовскийТайскийОсетинскийАдыгейскийЯкутскийАйнский языкЦерковнославянский (Старославянский)ИсландскийИндонезийскийАварскийМонгольскийИдишИнгушскийЭрзянскийКорейскийИжорскийМарийскийМокшанскийУдмурдскийВодскийВепсскийАлтайскийЧувашскийКумыкскийТуркменскийУйгурскийУрумскийЭвенкийскийБашкирскийБаскский
правила в кабинете информатики — 100hits.
 ru
ruПротирочные машины. Протирание — это не только процесс измельчения, но и разделения, т.е. отделения массы плодоовощного сырья от косточек, семян и кожуры на ситах с диаметром ячеек 0,,0 мм. Финиширование — это дополнительное измельчение протертой массы пропусканием через сито диаметром отверстий 0,,6 мм. Правила эксплуатации и безопасность труда. Перед началом работы на протирочной машине проверяют санитарное состояние, правильность сборки и надежность крепления сита, терочных дисков, сменного ротора, надежность крепления всех деталей машины.
После этого проверяют надежность и исправность установленного заземления. Затем машину проверяют на холостом ходу. Правила безопасной эксплуатации овощерезательных машин: 1. Приступать к работе на машине могут только работники, имеющие сухую и специальную форму одежды. 2. Проверяют санитарно-техническое состояние, правильность сборки, надежность крепления ножей, ножевых блоков и решеток, а также прочность крепления бункера.
4. Правила работы машинами. При работе машиной класса Iследует применять индивидуальные средства защиты: диэлектрические перчатки, галоши, коврики и т.п.), за исключением случаев, указанных ниже. Допускается производить работы машиной класса I, не применяя индивидуальных средств защиты, в следующих случаях, если При эксплуатации машин необходимо соблюдать все требования инструкции по их эксплуатации, бережно обращаться с ними, не подвергать их ударам, перегрузкам, воздействию грязи, нефтепродуктов.
Правила работы машинами. При работе машиной класса Iследует применять индивидуальные средства защиты: диэлектрические перчатки, галоши, коврики и т.п.), за исключением случаев, указанных ниже. Допускается производить работы машиной класса I, не применяя индивидуальных средств защиты, в следующих случаях, если При эксплуатации машин необходимо соблюдать все требования инструкции по их эксплуатации, бережно обращаться с ними, не подвергать их ударам, перегрузкам, воздействию грязи, нефтепродуктов.
Машины, не защищенные от воздействия влаги, не должны подвергаться воздействию капель и брызг воды или другой жидкости. Производительность протирочных машин предварительной протирки определяется по формуле: где D-диаметр ситового барабана протирочной машины, м; L — длина била, м; n — число оборотов бил в минуту Машины и механизмы, для измельчения. Устройство, принцип действия, правила эксплуатация и техника безопасности. Определение производительности и потребной мощности.
Машины предназначены для измельчения мяса и рыбы на фарш, повторного измельчения котлетной массы и набивки колбас при помощи мясорубки.
После этого проверяют надежность и исправность установленного заземления. Затем машину проверяют на холостом ходу. Протирочная машина МП 1 — лоток, 2 — решетка, 3 — лопастной ротор, 4 — загрузочный бункер, 5 — люк для отходов, 6 — ручка с эксцентриковым зажимом, 7 — емкость для сбора отходов, 8 — клиноременная передача, 9 — электродвигатель.
Таблица Правила эксплуатации и безопасность труда. Перед началом работы на протирочной машине проверяют санитарное состояние, правильность сборки и надежность крепления сита, терочных дисков, сменного ротора, надежность крепления всех деталей машины. После этого проверяют надежность и исправность установленного заземления. Затем машину проверяют на холостом ходу.
5. Усвоить правила безопасной эксплуатации и наладки одноступенчатой протирочной машины непрерывного действия.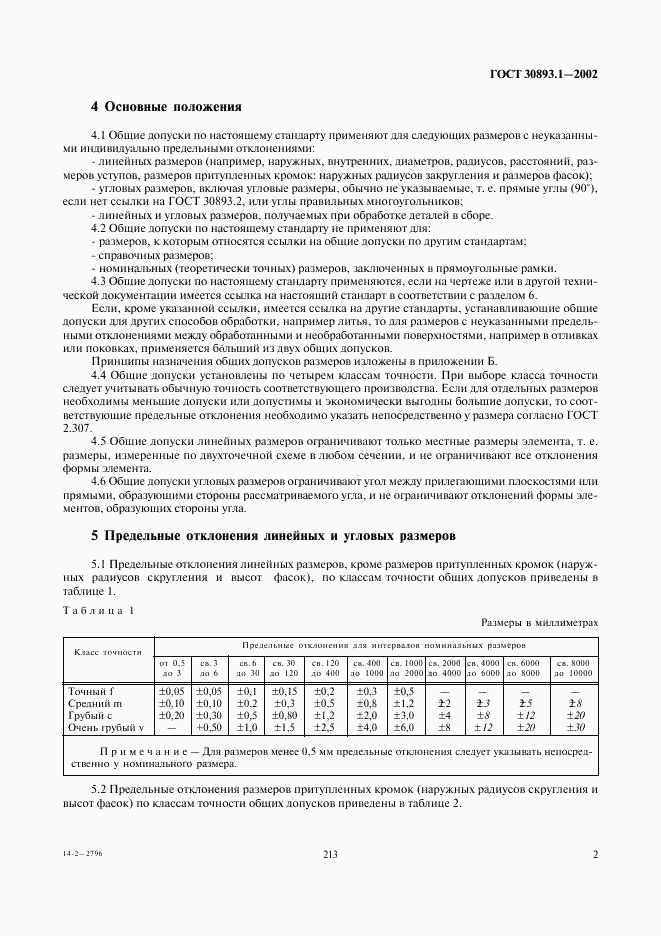 Оборудование, инструменты и инвентарь: одноступенчатая протирочная машина, кастрюли вместимостью 2 3 л (2 шт.), деревянный толкач, секундомер, штангенциркуль. Продукты: яблоки-5,0кг; томаты-5,0кг; косточки-5,0кг. Изучение устройства и принципа работы. Одноступенчатая протирочная машина (рис) состоит из корпуса, привода, бичевого вала и ситового барабана, смонтированных на общей раме.
Оборудование, инструменты и инвентарь: одноступенчатая протирочная машина, кастрюли вместимостью 2 3 л (2 шт.), деревянный толкач, секундомер, штангенциркуль. Продукты: яблоки-5,0кг; томаты-5,0кг; косточки-5,0кг. Изучение устройства и принципа работы. Одноступенчатая протирочная машина (рис) состоит из корпуса, привода, бичевого вала и ситового барабана, смонтированных на общей раме.
Протирочная машина непрерывного действия предназначена для удаления косточек из различных фрук. Правила эксплуатации протирочных машин. Перед включением машин и механизмов в работу проверяют их санитарное состояние, заземление, прочность крепления рабочих органов и инструментов, бункеров и загрузочной воронки.
Затем включают машину на холостом ходу. Убедившись в исправности и не выключая двигателя, производят загрузку продуктов. Запрещается проталкивать или поправлять застрявшие продукты руками во время работы машины, так как это может быть причиной травматизма.
Неуказанное предельное отклонение — размер
Неуказанное предельное отклонение — размер
Cтраница 3
Предельные отклонения размеров относительно низкой точности, многократно повторяющиеся на чертеже, на изображение не наносят, а в технических требованиях делают запись, например, Неуказанные предельные отклонения размеров: охватывающих — по А7, охватываемых — по В7, прочих 0 5 допуска 8 кл. [32]
[32]
Дополнительные технические требования к эксцентрикам: допускается вамена материала сталью других марок с механическими свойствами нее ниже, чем у стали 20Х; предельные отклонения угловых размеров по ГОСТ 8908 — 81; неуказанные предельные отклонения размеров: охватывающих по Н14, охватываемых по М4; прочих ГГ14 / 2: дозьба по СТ СЭВ 182 — 75; поля допусков 6Н или 7Н по ГОСТ 16093 — 81; размеры ледорезов и фасок резьбы по ГОСТ 10549 — 80; размеры канавок для выхода шлифовального круга по ГОСТ 8820 — 69; покрытие — Хим. [33]
Буквенные обозначения неуказанных предельных отклонений по классам точности, принятым в СТ СЭВ 302 — 76, служат только для упрощения изложения стандарта и не предусмотрены для обозначений на чертежах. Общие записи о неуказанных предельных отклонениях размеров и используемые в них условные обозначения будут установлены в соответствующем стандарте СЭВ, относящемся к ЕСКД СЭВ.
Как правило, это размеры несопрягаемых элементов относительно низкой точности, к которым не предъявляется существенных функциональных требований. Предельные отклонения размеров с неуказанными допусками называют также неуказанными предельными отклонениями размеров. [35]
Как было указано в разделе 12, диаметр df и параметры переходной кривой с отклонениями и допусками проставляют в рабочих чертежах только для наиболее ответственных колес. В остальных случаях предельные отклонения этих параметров следует устанавливать, руководствуясь правилами назначения так называемых неуказанных предельных отклонений размеров. [36]
Неуказанные на изображениях предельные отклонения размеров закруглении, фасок и углов отдельно не оговариваются, а определяются по ГОСТ 25670 — 83 в зависимости от квалитета Или класса точности неуказанных предельных отклонений линейных размеров. При отсутствии общей записи о неуказанных предельных отклонениях линейных размеров ( все предельные отклонения приведены на изображениях после номинальных размеров) неуказанные предельные отклонения размеров закруглений, фасок и углов должны соответствовать приведенным в ГОСТ 25670 — 83 для квалитетов от 12 до 16 и в чертеже не оговариваются.
[37]
При отсутствии общей записи о неуказанных предельных отклонениях линейных размеров ( все предельные отклонения приведены на изображениях после номинальных размеров) неуказанные предельные отклонения размеров закруглений, фасок и углов должны соответствовать приведенным в ГОСТ 25670 — 83 для квалитетов от 12 до 16 и в чертеже не оговариваются.
[37]
Этот стандарт распространяется на элементы металлических деталей, обработанные резанием. Но его применение рекомендуется и для деталей из других материалов или полученных другими способами обработки и формообразования, если для этих материалов и способов обработки нет отдельных стандартов на неуказанные предельные отклонения размеров. [38]
Предельные отклонения размеров указывают непосредственно после номинальных размеров. Исключение составляют размеры относительно низкой точности, многократно повторяющиеся на чертеже; в этом случае предельные отклонения на изображении не наносят, а в технических требованиях указывают например: Неуказанные предельные отклонения размеров: охватывающих по A, охватываемых по В -, прочих 0 5 допуска 8 кл. [39]
[39]
Что касается простановки размеров на горизонтальной проекции, здесь необходимо сказать следующее. На чертежах и эскизах деталей, выполняемых в курсе инженерной графики, допускается указывать лишь номинальные размеры в миллиметрах. Между тем, ни один размер не может быть выдержан абсолютно точно. Предельные отклонения могут быть указаны буквами; величины в миллиметрах, соответствующие этим буквенным обозначениям, содержатся в справочниках. Большинство предельных допусков размеров указывают на поле чертежа в графе технических требований Неуказанные предельные отклонения размеров… [40]
Страницы: 1 2 3
Размеры гост
ГОСТы – правила выполнения и оформления чертежей
На сайте выложены чертёжные ГОСТы. Среди них общие правила выполнения и оформления чертежей ГОСТ 2. 301-2.321. Кроме общих правил есть ГОСТы для выполнения конкретных видов чертежей различных отраслей промышленности. ГОСТы с сайта использовать в ознакомительных и учебных целях. Для подготовки чертежей к производству, используйте документацию из отдела стандартов (где должны следить за обновлениями). Госты расположены в порядке возрастания номеров.
301-2.321. Кроме общих правил есть ГОСТы для выполнения конкретных видов чертежей различных отраслей промышленности. ГОСТы с сайта использовать в ознакомительных и учебных целях. Для подготовки чертежей к производству, используйте документацию из отдела стандартов (где должны следить за обновлениями). Госты расположены в порядке возрастания номеров.
ГОСТ 2.307-68 Нанесение размеров и предельных отклонений
Чтобы рационально наносить и правильно читать размеры, нужно изучить некоторые условности, установленные ГОСТ2.307-68 “Нанесение размеров и предельных отклонений”. Рассмотрим некоторые основные положения этого стандарта и рекомендации справочной и учебной литературы:
Нанесение предельных отклонений
Для определения величины изображенного изделия и его элементов служат размерные числа, нанесенные на чертеже.
Исключение составляют случаи, предусмотренные в ГОСТ 2.414-75, ГОСТ 2.417-78, ГОСТ 2.419-68, когда величину изделия или его элементов определяют по изображениям, выполненным с достаточной степенью точности
Требуемая точность изделия при изготовлении задается указанием на чертеже предельных отклонения размеров, а также предельных отклонений формы и Общее количество размеров на чертеже должно быть минимальным, но достаточным для изготовления и контроля изделия.
Справочные размеры на чертеже отмечают знаком «*», а в технических требованиях записывают: «* Размеры для справок». Если все размеры на чертеже справочные, их знаком «*» не отмечают, а в технических требованиях записывают: «Размеры для справок».
На чертежах изделий у размеров, контроль которых технически затруднен, наносят знак «*», а в технических требованиях помещают надпись «Размеры обеспеч. инстр.». Указанная надпись означает, что выполнение заданного чертежом размера с предельным отклонением должно гарантироваться размером инструмента или соответствующим технологическим процессом.
Не допускается повторять размеры одного и того же элемента на разных изображениях, в технических требованиях, основной надписи и спецификации. Исключение составляют справочные размеры (перенесенные с чертежей изделий-заготовок, размеры деталей (элементов) из сортового, фасонного, листового и др.проката).
Рисунок 1. Пример оформления ссылки на размер в технических требованиях
Линейные размеры и их придельные отклонения на чертежах и в спецификациях указывают в миллиметрах, без обозначения единицы измерения. Если на чертеже размеры необходимо указать не в миллиметрах, а в других единицах измерения (сантиметрах, метрах и т.д.), то соответствующие размерные числа записывают с обозначением единицы измерения (см, м) или указывают их в технических требованиях.
Если на чертеже размеры необходимо указать не в миллиметрах, а в других единицах измерения (сантиметрах, метрах и т.д.), то соответствующие размерные числа записывают с обозначением единицы измерения (см, м) или указывают их в технических требованиях.
Для размеров и предельных отклонений, приводимых в технических требованиях и пояснительных надписях на поле чертежа, обязательно указывают единицы измерения.
Угловые размеры и предельные отклонения угловых размеров указывают в градусах, минутах и секундах с обозначением единицы измерения, например: 4°, 4°30?, 12°50?30??, 0°30?40??, 0°18?, 0°5?25??, 0°0?30??, 30°±1°, 30°±10?.
Для размерных чисел применять простые дроби не допускается, за исключением размеров в дюймах.
Размеры, определяющие расположение сопрягаемых поверхностей, проставляют, как правило, от конструктивных баз с учетом возможностей выполнения и контроля этих размеров.
Российский размерный ряд женской одежды: как определить?
Доброго времени суток! Сегодня, чтобы подобрать себе хорошо сидящий наряд достаточно пойти в магазин и перемерить с десяток вариантов.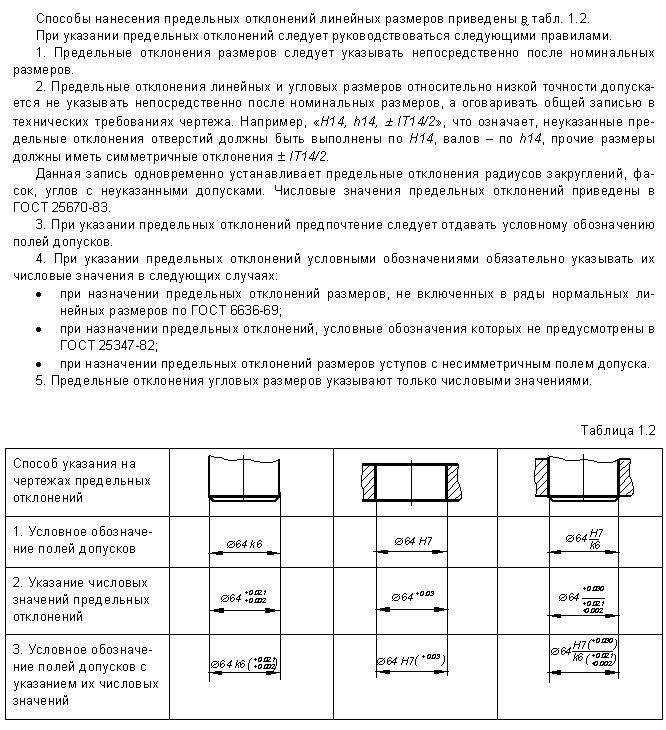 При покупке подарка подруге не всегда можно угадать с размером и придется постараться, но зачем угадывать?
При покупке подарка подруге не всегда можно угадать с размером и придется постараться, но зачем угадывать?
Стандартные размеры женской одежды по ГОСТу (Россия, таблицы), как определить размерный ряд верхней одежды и изделий больших размеров – тема сегодняшней статьи. Да и для себя научиться определять раз и навсегда, соотношение объемов и параметров будет нелишним.
Существуют ли стандартные русские размеры одежды? ↑
Раньше, когда в стране существовала единая система определения стандартов и нормативов на любом производстве, выбрать нужную продукцию было просто. Даже когда речь шла о женской одежде, все знали — есть ГОСТ, а значит, и четкое соответствие определенных размеров росту и степени полноты.
Сегодня все намного более неопределенно, так как многие российские и украинские производители при пошиве платьев и блузок руководствуются не единым разработанным стандартом, а полученными китайскими или европейскими лекалами.
Естественно, это приводит к еще большей путанице в размерном ряду, так как антропометрические особенности женщин постсоветского пространства значительно отличаются от тех же жительниц Западной Европы или Поднебесной.
И если при покупке одежды в магазине для себя любимой можно воспользоваться примеркой и перед зеркалом определить, хорошо ли сидит жакет и не коротки ли костюмные брюки, то желая подобрать наряд на глазок вероятность ошибиться очень велика.
Таблицы соответствия размеров женской одежды или размерный ряд, маркировки разных стран, поэтому как узнать и определить свой размер — тема этой статьи.
Как же быть, особенно сегодня, когда покупки через интернет даже отечественных брендов становятся все более обыденным делом?
На самом деле все намного проще: достаточно время от времени проводить необходимые измерения по указанной ниже схеме и проблем с выбором русской женской одежды по ГОСТу или нет, уже не возникнет.
Для этого мы подобрали для вас несколько сводных таблиц, по которым соотнести свои параметры с размерами не составит труда.
Как определить российский размер женской одежды? ↑
И все же вернемся к авторитету ГОСТа и изучим стандартные размеры (размерный ряд) женской одежды. И не важно будет ли это таблица больших или маломерных размеров женской одежды – ГОСТ даст нам понимание стандартных параметров.
И не важно будет ли это таблица больших или маломерных размеров женской одежды – ГОСТ даст нам понимание стандартных параметров.
Таблица размеров женской одежды по российскому ГОСТу ↑
Как мы видим, в расчет принимается рост, обхват груди и обхват бедер. Это стандартные показатели, измерить которые не так сложно.
Как правильно определить свои параметры? ↑
Лучше всего попросить кого-то о помощи, так как провести необходимые замеры самостоятельно будет не так просто, особенно когда понадобится вычислить длину руки.
Как определить ОГ (обхват груди) ↑
Обхват груди определяется следующим образом — необходимо стоять прямо без нижнего белья в тонкой одежде, чтобы цифры получились максимально точно. Слишком расправлять плечи, равно, как и сутулиться не следует.
Сантиметровая лента проходит по самым выступающим точкам на груди без провиса на спине.
Как определить ОТ (обхват талии) ↑
Обхват талии измеряется по линии пояса. Втягивать живот ни в коем случае нельзя, равно, как и нарочно распускать его.
Положение тело должно быть максимально естественным.
Как определить ОБ (обхват бедер) ↑
Обхват бедер измеряется также в тонкой одежде. Сантиметр проходит по самым выступающим точкам ягодиц без провиса, но с обязательным запасом на живот, если он есть.
В российской системе измерений для определения своего размера одежды, нам достаточно будет поделить на 2 полученные результаты ОГ и ОБ. Так мы узнаем, какие у нас параметры, ведь далеко не всегда пропорции фигуры таковы, что размеры верха и низа совпадают. В случае такого несовпадения брюки покупаются одного размера, а пиджаки — другого.
Если число разделить точно не получается или оно не соответствует указанному в сетке, просто округляем его в большую сторону.
Например, женщинам с обхватом бедер 102 или 103 см подойдет русский 48 размер.
Дополнительные параметры в таблицах русских размеров ↑
Если же фигура еще более нестандартная, для удачного подбора одежды стоит узнать дополнительные цифры. Особенно они пригодятся при заказе нарядов через интернет.
Особенно они пригодятся при заказе нарядов через интернет.
Обхват шеи ↑
Необходим для удачного подбора рубашек, блузок под горло и жакетов-кителей. Как измерить: прокладываем сантиметр вокруг шеи у самых плеч.
Высота бедер ↑
Этот параметр поможет подобрать юбку и брюки, тем более, если вещь с низкой посадкой, составляет расстояние от талии до бедер.
Как измерить: для этого вокруг талии повязываем тесьму или бейку и такую же пропускаем вокруг бедер, охватывая их самую выступающую точку. Теперь опускаем сантиметровую ленту и готово!
Ширина спины ↑
Это значение поможет не ошибиться с выбором пальто или пиджака.
Как измерить: измеряем горизонтально по спине через лопатки. Слишком распрямляться или, наоборот сутулиться не стоит, сохраняем естественное положение тела.
Длина рук до запястья ↑
Это важный параметр при покупке любой одежды с длинным рукавом, особенно важный для высоких девушек, ноги и руки у которых, как правило, немного длиннее.
Как измерить: прикладываем сантиметр к точке окончания плеча и, чуть согнув руку, опускаем ленту до запястья.
Длина ног по внешней и внутренней стороне ↑
Обязательно учитываем эти параметры при покупке брюк и джинсов.
Первый показатель — это длина ноги от талии до пола (а не до щиколотки!), второй — от промежности по внутренней стороне.
Как видите, не все измерения легко проделать в одиночку!
Таблица полнотных групп для российских размеров ↑
Кроме того по российским стандартам пошива женской одежды существует еще один показатель: полнотная группа.
Определить, к какой именно относитесь вы, не так сложно — достаточно вычесть из объема груди объем бедер. Полученная разница и есть одна из полнотных групп.
- 4 см и менее -1-ая группа полноты
- Более 4 см и до 8 см — 2-ая группа полноты
- Более 8 см и менее 12 см — 3-я группа полноты
- От 12 см до 16 и более — 4-ая группа полноты
Таблица размеров женской одежды (Россия) ↑
Но что если вы не знаете свой рост или он не соответствует указанному в таблице выше? Тогда стоит воспользоваться более универсальными показателями.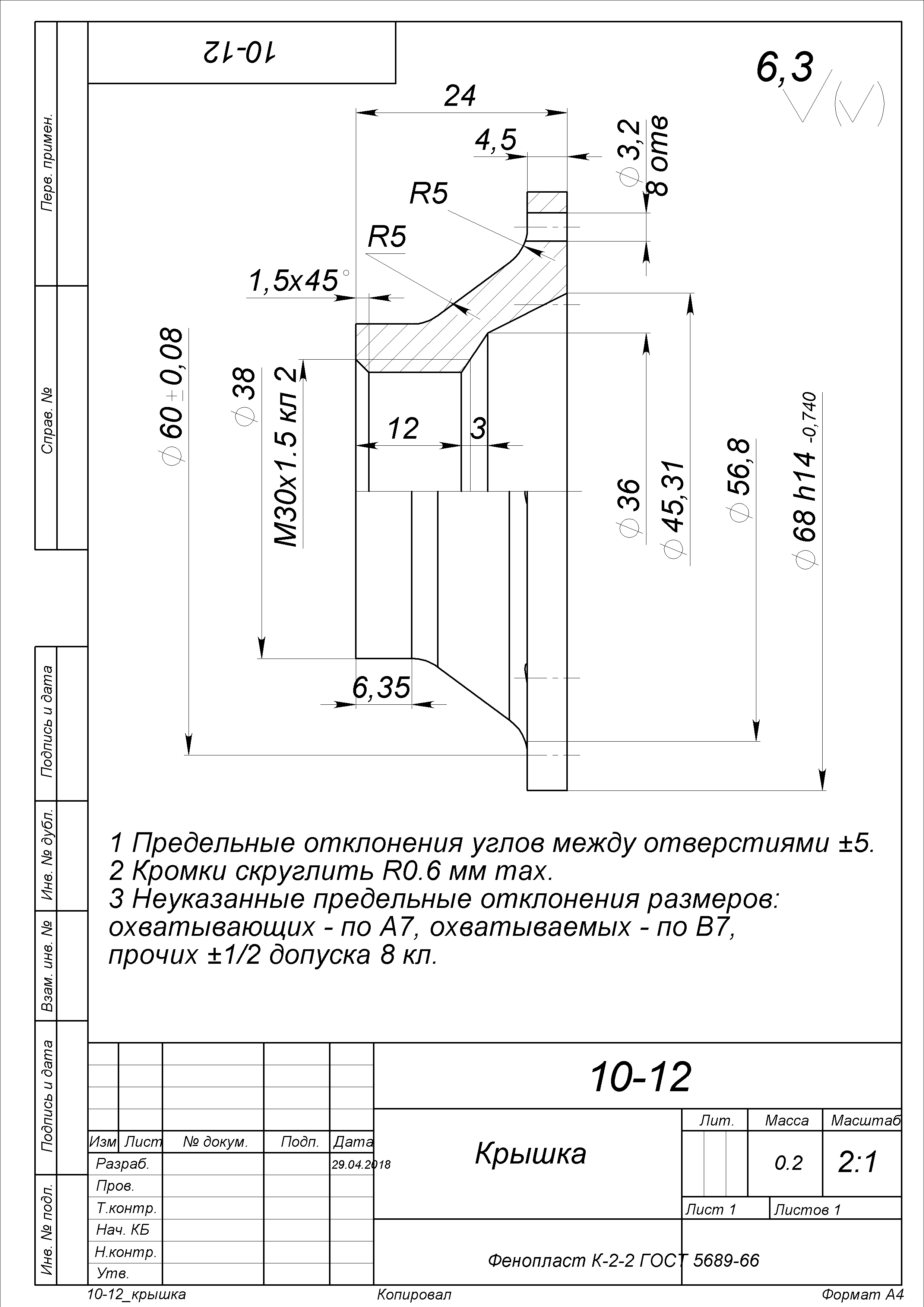
Как мы видим, здесь есть лишь три вида параметров, соответствующих тому или иному размеру одежды.
Теперь вы знаете, как определяются российские размеры женской одежды, с помощью специальной таблицы и сделать это самостоятельно уже не составит труда. Внимательно произведите все необходимые измерения, и любой купленный наряд будет приносить радость, а не разочарование!
А для тех, кто не знает какому размеру соотносится размерная сетка S,M,L и т. д., то я советую изучить статью «Объясните, какому размеру соответствует размер одежды от S до XXL?»
УДК 62(084.11):006.354 Группа Т52
ГОСУДАРСТВЕННЫЙСТАНДАРТ СОЮЗА ССР
Единая система конструкторской документации
НАНЕСЕНИЕ РАЗМЕРОВ И ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ
Unified system for design documentation. Drawing of dimensions and limit deviations
(СТ СЭВ 1976-79, СТ СЭВ 2180-80)
Дата введения 01.01.71
Настоящий стандарт устанавливает правила нанесения размеров и предельных отклонений на чертежах и других технических документах на изделия всех отраслей промышленности и строительства.
1. ОСНОВНЫЕ ТРЕБОВАНИЯ
1.1. Основанием для определения величины изображенного изделия и его элементов служат размерные числа, нанесенные на чертеже.
Исключение составляют случаи, предусмотренные в ГОСТ 2.414-75, ГОСТ 2.417-91, ГОСТ 2.419-68, когда величину изделия или его элементов определяют по изображениям, выполненным с достаточной степенью точности.
Основанием для определения требуемой точности изделия при изготовлении являются указанные на чертеже предельные отклонения размеров, а также предельные отклонения формы и расположения поверхностей.
1.2. Общее количество размеров на чертеже должно быть минимальным, но достаточным для изготовления и контроля изделия.
1.3. Размеры, не подлежащие выполнению по данному чертежу и указываемые для большего удобства пользования чертежом, называются справочными.
1.4. Справочные размеры на чертеже отмечают знаком “*”, а в технических требованиях записывают:
“* Размеры для справок”,
Если все размеры на чертеже справочные, их знаком “*” не отмечают, а в технических требованиях записывают: “Размеры для справок”.
На строительных чертежах справочные размеры отмечают и оговаривают только в случаях, предусмотренных в соответствующих документах, утвержденных в установленном порядке.
1.5. К справочным относят следующие размеры:
а) один из размеров замкнутой размерной цепи. Предельные отклонения таких размеров на чертеже не указывают (черт. 1),
* Размеры для справок.
б) размеры, перенесенные с чертежей изделий-заготовок (черт.2),
в) размеры, определяющие положение элементов детали, подлежащих обработке по другой детали (черт. 3),
* Размеры для справок
1*. Размеры для справок
2**. Обработать по сопрягаемой
детали (или по дет. . .)
г) размеры на сборочном чертеже, по которым определяют предельные положения отдельных элементов конструкции, например, ход поршня, ход штока клапана двигателя внутреннего сгорания и т. п.,
д) размеры на сборочном чертеже, перенесенные с чертежей деталей и используемые в качестве установочных и присоединительных,
е) габаритные размеры на сборочном чертеже, перенесенные с чертежей деталей или являющиеся суммой размеров нескольких деталей,
ж) размеры деталей (элементов) из сортового, фасонного, листового и другого проката, если они полностью определяются обозначением материала, приведенным в графе 3 основной надписи.
1. Справочные размеры, указанные в подпунктах б, в, г, е, ж настоящего пункта, допускается наносить как с предельными отклонениями, так и без них.
2. Установочными и присоединительными называются размеры, определяющие величины элементов, по которым данное изделие устанавливают на месте монтажа или присоединяют к другому изделию.
3. Габаритными называются размеры, определяющие предельные внешние (или внутренние) очертания изделия.
1.6. На чертежах изделий у размеров, контроль которых технически затруднен, наносят знак “*”, а в технических требованиях помещают надпись “Размеры обеспеч. инстр.”
Примечание. Указанная надпись означает, что выполнение заданного чертежом размера с предельным отклонением должно гарантироваться размером инструмента или соответствующим технологическим процессом.
При этом размеры инструмента или технологический процесс проверяются периодически в процессе изготовления изделий.
Периодичность контроля инструмента или технологического процесса устанавливается предприятием-изготовителем совместно с представителем заказчика.
1.7. Не допускается повторять размеры одного и того же элемента на разных изображениях, в технических требованиях, основной надписи и спецификации. Исключение составляют справочные размеры, приведенные в п. 1.5 б и ж.
Если в технических требованиях необходимо дать ссылку на размер, нанесенный на изображение, то этот размер или соответствующий элемент обозначают буквой, а в технических требованиях помещают запись, аналогичную приведенной на черт. 4.
На строительных чертежах размеры допускается повторять.
1.8. Линейные размеры и их предельные отклонения на чертежах и в спецификациях указывают в миллиметрах, без обозначения единицы измерения.
Для размеров и предельных отклонений, приводимых в технических требованиях и пояснительных надписях на поле чертежа, обязательно указывают единицы измерения.
1.9. Если на чертеже размеры необходимо указать не в миллиметрах, а в других единицах измерения (сантиметрах, метрах и т. д.), то соответствующие размерные числа записывают с обозначением единицы измерения (см, м) или указывают их в технических требованиях.
На строительных чертежах единицы измерения в этих случаях допускается не указывать, если они оговорены в соответствующих документах, утвержденных в установленном порядке.
1.10. Угловые размеры и предельные отклонения угловых размеров указывают в градусах, минутах и секундах с обозначением единицы измерения, например: 4°, 4 ° 30′, 12 ° 45’ЗО”, 0 ° 30’40” 0 ° 18′,0 ° 5 ў 25″, 0 ° 0 ° 30 І , 30°± 1, 30 ° ± 10′.
1.11. Для размерных чисел применять простые дроби не допускается, за исключением размеров в дюймах.
1.12. Размеры, определяющие расположение сопрягаемых поверхностей, проставляют, как правило, от конструктивных баз с учетом возможностей выполнения и контроля этих размеров.
1.13. При расположении элементов предмета (отверстий, пазов, зубьев, и т. п.) на одной оси или на одной окружности размеры, определяющие их взаимное расположение, наносят следующими способами:
от общей базы (поверхности, оси) — по черт. 5а и 5б:
заданием размеров нескольких групп элементов от нескольких общих баз — по черт.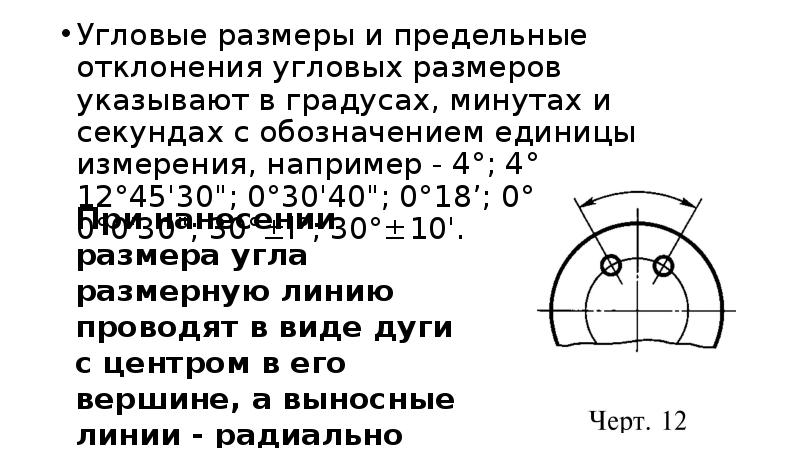 5в,
5в,
заданием размеров между смежными элементами (цепочкой)—по черт. 6.
1.14. Размеры на чертежах не допускается наносить в виде замкнутой цепи, за исключением случаев, когда один из размеров указан как справочный (см. черт. 1).
На строительных чертежах размеры наносят в виде замкнутой цепи, кроме случаев, предусмотренных в соответствующих документах, утвержденных в установленном порядке.
Размеры, определяющие положение симметрично расположенных поверхностей у симметричных изделий, наносят, как показано на черт. 7 и 8.
* Размеры для справок
1.15. Для всех размеров, нанесенных на рабочих чертежах, указывают предельные отклонения. Допускается не указывать предельные отклонения:
а) для размеров, определяющих зоны различной шероховатости одной и той же поверхности, зоны термообработки, покрытия, отделки, накатки, насечки, а также диаметры накатанных и насеченных поверхностей. В этих случаях непосредственно у таких размеров наносят знак » ,
б) для размеров деталей изделий единичного производства задаваемых с припуском на пригонку.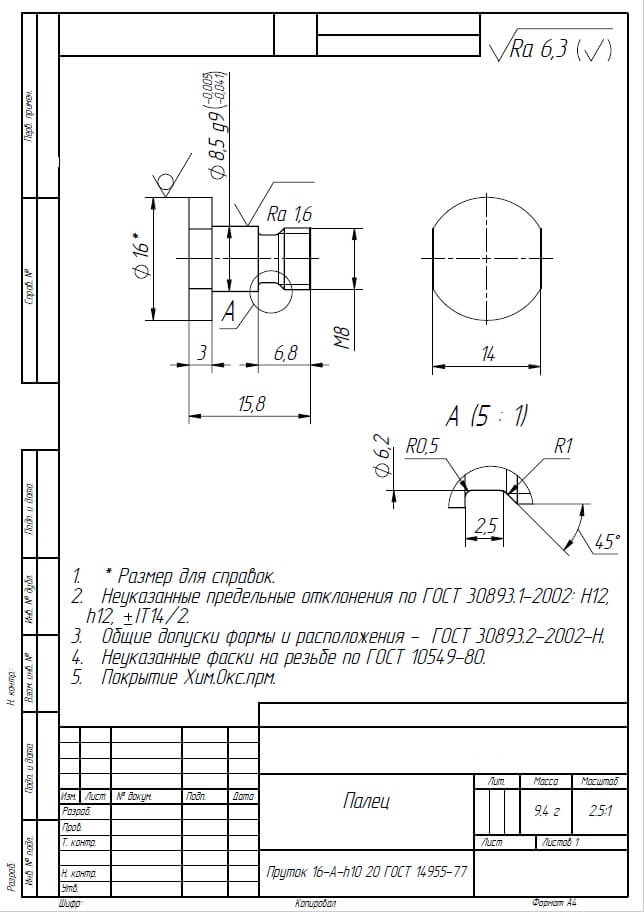
На таких чертежах в непосредственной близости от указанных размеров наносят знак “*”, а в технических требованиях указывают:
“* Размеры с припуском на пригонку по дет. . . . . ”,
“* Размеры с припуском на пригонку по черт. . . . . ”,
“* Размеры с припуском на пригонку по сопрягаемой детали”.
На строительных чертежах предельные отклонения размеров указывают только в случаях, предусмотренных в соответствующих документах, утвержденных в установленном порядке.
1.16. При выполнении рабочих чертежей деталей, изготовляемых отливкой, штамповкой, ковкой или прокаткой с последующей механической обработкой части поверхности детали, указывают не более одного размера по каждому координатному направлению, связывающего механически обрабатываемые поверхности с поверхностями, не подвергаемыми механической обработке (черт. 9 и 10).
Правила нанесения размеров
3.1. Основные положения стандарта
Основанием для определения величины изделия и его элементов служат размерные числа, нанесенные на чертеже. Размеры всегда указывают истинные независимо от того, в каком масштабе и с какой точностью выполнено изображение. Размеры должны быть назначены и нанесены так, чтобы по ним можно было изготовить деталь, не прибегая к подсчетам.
Размеры всегда указывают истинные независимо от того, в каком масштабе и с какой точностью выполнено изображение. Размеры должны быть назначены и нанесены так, чтобы по ним можно было изготовить деталь, не прибегая к подсчетам.
Размеров должно быть минимальное количество, но достаточное для изготовления и контроля изделия . Отсутствие хотя бы одного из размеров делает чертеж практически непригодным. Размеры должны быть нанесены так, чтобы при их чтении не возникало никаких неясностей или вопросов. Следует помнить, что чертеж читают в отсутствии автора.
Согласно ГОСТ 2.307-2011 — «Нанесение размеров и предельных отклонений» линейные размеры на чертеже приводят в миллиметрах, без обозначения единицы измерения. Угловые размеры указывают в градусах, минутах, секундах с обозначением единицы измерения. Каждый размер наносят на чертеже, в основной надписи только один раз, повторять его недопустимо.
При указании размеров прямолинейных отрезков размерные линии проводят параллельно этим отрезкам на расстоянии не менее 10 мм от линии контура и 7 мм друг от друга, а выносные линии проводят перпендикулярно размерным. Выносные линии должны выходить за концы стрелок размерной линии на 1…5 мм. Стрелка размерной линии должна иметь длину не менее 2,5 мм и угол при вершине около 20° (Рисунок 3.1). Размеры и форма стрелок должна быть одинаковыми на всем чертеже.
Выносные линии должны выходить за концы стрелок размерной линии на 1…5 мм. Стрелка размерной линии должна иметь длину не менее 2,5 мм и угол при вершине около 20° (Рисунок 3.1). Размеры и форма стрелок должна быть одинаковыми на всем чертеже.
3.2. Нанесение размеров
На чертежах деталей размеры проставляют, исходя из технологии изготовления данной детали и из того, какими поверхностями данная деталь соприкасается с другими деталями сборочной единицы.
Это сказывается на выборе конструкторской базы.
Базированием называется придание заготовке требуемого положения относительно выбранной системы координат.
Базой называется поверхность или сочетание поверхностей, ось или точка, принадлежащие изделию или заготовке, и используемые для базирования.
Конструкторская база — база используемая для определения положения детали или сборочной единицы в изделии.
Основное правило нанесения размеров — группирование размеров, относящихся к одному геометрическому элементу на одном изображении, на том, на котором данный элемент наиболее наглядно представлен. Не всегда это удается выполнить, но к этому всегда стремимся.
Не всегда это удается выполнить, но к этому всегда стремимся.
При указании размера угла размерную линию проводят в виде дуги с центром в его вершине, а выносные линии – радиально (Рисунок 3.2).
Размерные линии предпочтительно наносить вне контура изображения. Не допускается использование линии контура, осевые, центровые и выносные линии в качестве размерных. Недопустимо пересечение размерных и выносных линий, показанное на зачеркнутом Рисунке 3.3, а. Правильное нанесение размеров для этого случая приведено на Рисунке 3.3, б.
Как видим, меньшие размеры следует размещать ближе к контуру детали, число пересечений размерных и выносных линий при этом сократится, что облегчит чтение чертежа.
Размерную линию проводят с обрывом, если с одной стороны изображения нет возможности провести выносную линию, например, в случае совмещения вида и разреза (Рисунок 3.4, а), а также, если вид или разрез симметричного предмета изображают только до оси или с обрывом (Рисунок 3. 4, б). Обрыв размерной линии делают дальше оси или линии обрыва предмета.
4, б). Обрыв размерной линии делают дальше оси или линии обрыва предмета.
Размерные линии допускается проводить с обрывом в следующих случаях:
- при указании размера диаметра окружности, при этом обрыв размерной линии делают дальше центра окружности (Рисунок 3.5),
- при нанесении размеров от базы, не изображенной на данном чертеже (Рисунок 3.6).
Основная линия должна быть прервана, если она пересекается со стрелкой (Рисунок 3.5).
При изображении изделия с разрывом размерную линию не прерывают (Рисунок 3.7). Размерное число, при этом, должно соответствовать полной длине детали.
Если нет возможности разместить размерные числа и стрелки между близко расположенными сплошными основными или тонкими линиями, их наносят снаружи (Рисунок 3.8). Аналогично поступают при нанесении размера радиуса, если стрелка не помещается между кривой и центром радиуса (Рисунок 3.9).
Допускается заменять стрелки точками или засечками, наносимыми под углом 45° к размерным линиям, если между выносными линиями невозможно разместить стрелку (Рисунок 3. 10).
10).
Размерные числа не допускается разделять или пересекать какими-либо линиями чертежа. В месте нанесения размерного числа осевые, центровые линии или линии штриховки прерывают (Рисунок 3.11).
Размерные числа следует наносить над размерной линией, по возможности ближе к её середине (Рисунок 3.12) .
Размерные числа линейных размеров при различных наклонах размерных линий располагают, как показано на Рисунке 3.13.
Если необходимо нанести размеров заштрихованной зоне, соответствующее размерное число наносят на полке линии – выноски.
Рисунок 3.13
Угловые размеры наносят так, как показано на Рисунке 3.14.
В зоне расположенной выше горизонтальной осевой линии, размерные числа помещают над размерными линиями со стороны их выпуклости, в зоне расположенной ниже горизонтальной осевой линии – со стороны вогнутости размерной линии.
Размерные числа над параллельными размерными линиями следует располагать в шахматном порядке (Рисунок 3.15).
При указании размера диаметра во всех случаях перед размерным числом наносят знак ?. Перед размерным числом диаметра (радиуса) сферы также наносят знак «О» ? (R) без надписи «Сфера» (Рисунок 3.16).
Перед размерным числом диаметра (радиуса) сферы также наносят знак «О» ? (R) без надписи «Сфера» (Рисунок 3.16).
Рисунок 3.16
Если на чертеже трудно отличить сферу от других поверхностей, допускается наносить слово «Сфера» или знак «О», например, «Сфера ? 18, OR12». Диаметр знака сферы равен высоте размерных чисел на чертеже.
Размеры квадрата наносят, как показано на чертеже (Рисунок 3.17).
Высота знака должна быть равна высоте размерных чисел на чертеже.
При нанесении размера радиуса перед размерным числом помещают прописную букву R . При большей величине радиуса центр допускается приближать к дуге, в этом случае размерную линию радиуса показывать с изломом под углом 90° (Рисунок 3.18). Если не требуется указывать размеры, определяющие положение центра дуги окружности, то размерную линию радиуса допускается не доводить до центра и смещать ее относительно центра (Рисунок 3.19).
Радиусы скруглений, размер которых в масштабе чертежа 1 мм и менее, на чертеже не изображают и размеры их наносят, как показано на Рисунке 3. 20.
20.
При нанесении размера дуги окружности размерную линию проводят концентрично дуге, а выносные линии – параллельно биссектрисе угла, и над размерным числом наносят знак «» (Рисунок 3.21).
Размеры фасок под углом 45° наносят, как показано на Рисунке 3.22, а. Допускается фаску под углом 45° , размер которой в масштабе чертежа 1 мм и менее, не изображать и размеры ее указывать на полке линии – выноски, как показано на Рисунке 3.22, б.
Размеры фасок, имеющих другие углы, наносят по общим правилам – двумя линейными размерами или линейным и угловым размерами (Рисунок 3.23).
Вопрос, какие размеры следует наносить на чертеже, решается с учетом технологии изготовления деталей и контроля изготовления.
Как правило, размеры полных окружностей ставятся диаметром, неполных окружностей – радиусом.
Когда требуется задать расстояния между окружностями, например, изображающими отверстия, задают, расстояния между центрами окружностей и расстояние от центра любой окружности до одной из поверхностей детали.
Рисунок 3.23
Поверхности, от которых задают размеры других элементов детали, называют базовыми поверхностями или базами.
Существует несколько способов нанесения размеров:
- от общей базы (Рисунок 3.24), в качестве базовой поверхности выбрана левая поверхность планки, от которой проставлены размеры всех отверстий.
Такая система имеет преимущество, но при этом размеры являются независимыми друг от друга, ошибка одного из них не отражается на других.
- от нескольких баз (Рисунок 3.25),
- цепочкой (Рисунок 3.26).
При нанесении размеров, определяющих расстояние между равномерно расположенными одинаковыми элементами изделия (например, отверстиями), рекомендуется вместо размерных цепей наносить размер между соседними элементами и размер между крайними элементами в виде произведения количества промежутков между элементами на размер промежутка (Рисунок 3.27).
При большом количестве размеров, нанесенных от общей базы, допускается наносить линейные и угловые размеры, как показано на Рисунке 3. 28, при этом проводят общую размерную линию от отметки «0» и размерные числа наносят в направлении выносных линий у их концов.
28, при этом проводят общую размерную линию от отметки «0» и размерные числа наносят в направлении выносных линий у их концов.
Допускается не наносить на чертеже размеры радиуса сопряжения параллельных линий (Рисунок 3.29).
Наружные и внутренние контуры деталей при изготовлении и контроле измеряют отдельно, поэтому на чертеже их размеры следует наносить раздельно (Рисунок 3.30).
Размеры, относящиеся к одному и тому же конструктивному элементу (пазу, выступу, отверстию и т.п.), рекомендуется группировать в одном месте, располагая их на том изображении, на котором геометрическая форма данного элемента показана наиболее полно (Рисунок 3.31).
Рисунок 3.31
При наличии у детали скруглений размеры частей детали наносят без учета скруглений с указанием радиусов скруглений (Рисунок 3.32).
Размеры симметрично расположенных элементов изделия (кроме отверстий) наносят один раз без указания их количества, группируя, как правило, в одном месте все размеры (Рисунок 3. 33).
33).
Одинаковые элементы, расположенные в разных частях изделия (например, отверстия) рассматривают как один элемент, если между ними нет промежутка (Рисунок 3.34, а) или, если эти элементы соединены тонкими сплошными линиями (Рисунок 3.34, б). При отсутствии этих условий указывают полное количество элементов (Рисунок 3.34, в).
Нанесение размеров
Правильное нанесение размеров на чертеже имеет огромное значение. Чертеж без размеров дает лишь представление о форме изображенной на ней детали. Он не имеет практического значения, так как по нему не может быть изготовлена данная деталь. Правильно проставленные размеры на чертеже обеспечивают соблюдение наиболее рациональной технологии и точности изготовления.
Нанесение размеров регламентировавно ГОСТ 2.307-68 для всех отраслей промышленности. Различают размеры рабочие (исполнительные), каждый из которых используют при изготовлении изделия и его приемке (контроле), и справочные, указываемые только для большего удобства пользования чертежом. Справочные размеры отмечают знаком «*», а в технических требованиях, располагаемых над основной надписью, записывают: «* Размер для справок». Не допускается повторять размеры одного и того же элемента на разных изображениях. Линейные размеры на чертежах указывают в миллиметрах, без обозначения единицы измерения, угловые – в градусах, минутах и секундах, например: 4°, 10°30`24“. Размерные числа наносят над размерной линией, возможно ближе к середине, Высота размерного числа равна 5 мм и отстоит от размерной линии на расстояние 1 мм, Размерные числа не допускается разделять или пересекать линиями чертежа. В месте нанесения размерного числа осевые, центровые линии и линии штриховки прерывают, Размеры, относящиеся к одному и тому же элементу (пазу, выступу, отверстию) рекомендуется группировать в одном месте. Располагая на том изображении, на котором диаметрическая форма данного элемента показана наиболее наглядно, Размеры двух симметрично расположенных элементов изделия наносят один раз без указания их количества, группируя в одном месте все размеры, При нанесении радиального размера перед размерным числом наносят букву R, При нанесении диаметрального размера перед размерным числом указывают знак диаметра Ǿ, При проведении нескольких радиусов из одного центра размерную линию не располагают на одной прямой.
Справочные размеры отмечают знаком «*», а в технических требованиях, располагаемых над основной надписью, записывают: «* Размер для справок». Не допускается повторять размеры одного и того же элемента на разных изображениях. Линейные размеры на чертежах указывают в миллиметрах, без обозначения единицы измерения, угловые – в градусах, минутах и секундах, например: 4°, 10°30`24“. Размерные числа наносят над размерной линией, возможно ближе к середине, Высота размерного числа равна 5 мм и отстоит от размерной линии на расстояние 1 мм, Размерные числа не допускается разделять или пересекать линиями чертежа. В месте нанесения размерного числа осевые, центровые линии и линии штриховки прерывают, Размеры, относящиеся к одному и тому же элементу (пазу, выступу, отверстию) рекомендуется группировать в одном месте. Располагая на том изображении, на котором диаметрическая форма данного элемента показана наиболее наглядно, Размеры двух симметрично расположенных элементов изделия наносят один раз без указания их количества, группируя в одном месте все размеры, При нанесении радиального размера перед размерным числом наносят букву R, При нанесении диаметрального размера перед размерным числом указывают знак диаметра Ǿ, При проведении нескольких радиусов из одного центра размерную линию не располагают на одной прямой.
Нанесение размеров заключается в: – построении размерных линий со стрелками на концах и выносных линий к ним, – написании размерного числа над размерной линий.
Размерные линии проводятся между линиями видимого контура, между выносными линиями, а также между осевыми и центровыми. Размерные линии предпочтительно наносить вне контура изображения. Выносные линии перпендикулярны размерной и выступают за нее не более на 1 – 5 мм. Выносные линии для угловых размеров проводятся радиально, а для линейного размера дуги – параллельно одндругой. При проведении нескольких параллельных или концентричных размерных линий размерные числа над ними располагают в шахматном порядке. Для нанесения длины дуги окружности размерную линию следует проводить концентрично дуге. Знак дуги должен быть расположен над размерным числом. Для обозначения сферы перед размерным числом радиуса или диаметра следует добалять слово Сфера, например Сфера R10. Допускается написание на выноске R10/Сфера.
Нанесение размеров предполагает также выполнение множества других требований:
Допуски угловых размеров (ISO 2768-1)
Таблица общих допусков угловых размеров согласно ISO 2768-1. Допуски применяются к угловым размерам, обычно не указанным на чертеже, например прямые углы (90 °, если не делается ссылка на ISO 2768-2.
Общие допуски, указанные в угловых единицах, контролируют только общую ориентацию линий или линейных элементов поверхностей, но не отклонения их формы.
Если применяются общие угловые допуски, указанные ниже, в основной надписи или рядом с ней должен быть указан класс допуска (например, ISO 2768-m) ISO 2768. Здесь f — мелкий, m — средний, c — грубый, v — очень крупный.
| Класс допуска | Допустимый Отклонения диапазонов длин в мм более короткой стороны угла Обеспокоен | ||||
| Обозначение | до 10 | более 10 до 50 | от 50 до 120 | свыше 120 до 400 | более 400 |
| f | ± 1 ° | ± 0 °. 30 ‘ 30 ‘ | ± 0 ° .20 ‘ | ± 0 ° .10 ‘ | ± 0 ° 0,5 ‘ |
| м | |||||
| c | ± 1 ° 30 ‘ | ± 1 ° | ± 0 ° .30 ‘ | ± 0 ° .15 ‘ | ± 0 °.10 ‘ |
| v | ± 3 ° | ± 2 ° | ± 1 ° | ± 0 ° .30 ‘ | ± 0 ° .20 ‘ |
Обозначение: f — мелкое, m — среднее, c — грубое, v — очень крупное
Дополнения:
Артикул:
- ISO 2768-1 (1989) Часть 1: ISO 2768-1 — Допуски на линейные и угловые размеры без указания индивидуальных допусков
Общий допуск — TES-technologies
Этот наконечник соответствует стандарту ASME Y14.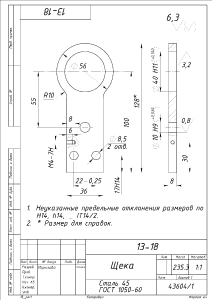 5-2009 и ISO1101: 2012
5-2009 и ISO1101: 2012
Чертеж является обязательным договорным документом, имеющим финансовые последствия, поэтому он должен быть четким и недвусмысленным!
Общее определение допуска, которое обычно использовалось в промышленности в прошлом:
, ЕСЛИ НЕ УКАЗАНО ИНОЕ:
РАЗМЕРЫ В МИЛИМЕТРАХ
ЛИНЕЙНЫЙ ДОПУСК: ± 0,1
УГЛОВОЙ ДОПУСК: ± 1 °
допускает отклонения, которые могут «немного» превосходить ожидания!
Для иллюстрации на рисунке 1 показан рисунок *** пробного квадрата (זוויתן) ***
На следующем рисунке показана деталь до развертывания отверстий.
Отвечает ли деталь требованиям чертежа?
Деталь была измерена, и результаты графически проиллюстрированы на следующем рисунке:
• На правой стороне вертикальный фасет был выбран в качестве базы измерения;
• С левой стороны нижняя грань была выбрана в качестве основы для измерения.
Даже если деталь выглядит деформированной
- измеренное расстояние между всеми противоположными точками точно соответствует номинальному значению;
- Угол не отклоняется от предела углового допуска (91 °).
Какое угловое измерение правильное (правое или левое)?
- Они оба верны; угол с угловым допуском не связан с опорными точками и не зависит от них !!!
Отвечает ли изделие требованиям чертежа?
- Смотря кого спросить !!!
- Никакого конкретного стандарта не указывается, поэтому действующим стандартом является «Standard Whatever — Local Edition».
Можно ли использовать товар?
- Это невозможно сказать, основываясь только на чертеже.
Итак, что можно сделать?
Если предполагалось, что пределы отклонения будут ограничены между параллельными плоскостями, которые сохраняют углы и размеры, как на следующем рисунке:
, затем полученная деталь не работает
и общий допуск для профиля является правильным выбором.
Не забудьте указать стандарт и редакцию, согласно которым следует интерпретировать рисунок;
Если не записано — не существует
Итого:
Чертеж является обязательным договорным документом.
Реальность несовершенна, поэтому вам нужно определить отклонения в пределах, которые не повлияли бы на функциональность предмета. Без определений или с частичными определениями рисунок будет открыт для интерпретации.
В показанном примере общие пределы допуска не соответствуют фактическим потребностям, и получение годного к употреблению предмета остается на милость поставщика. Хотя в большинстве случаев проблем не возникает, важно помнить, что определение уровня точности, превышающего необходимый, имеет цену
.- товар будет дороже
- потребуется больше времени для производства
Конструктор несет ответственность за определение функциональных границ! Даже если они шире, чем технологические границы, чтобы не исключать новые технологии, которые могут быть быстрее и / или дешевле…
По этой причине в сегодняшнем конкурентном мире аутсорсинга важно определить четкую и недвусмысленную спецификацию геометрических требований.
Вопросы? Идеи? Предложения?
Напишите нам –[email protected]
Введение в определение геометрических размеров и допусков
13 октября 2016 г., Публикуется в статьях: EE Publishers, Статьи: Vector.
Майкл Юнт, Proof Engineering
Производственные допуски позволяют деталям отклоняться от совершенства, но только в определенных пределах.
Допустимая величина допуска обычно зависит от функции детали. Пределы позволяют детали отклоняться, но правильно примененный допуск гарантирует, что детали будут правильно подогнаны и функционируют должным образом.
Когда впервые были введены допуски, они были простыми; каждый размер имел допуск «±». Если размер на чертеже указан 2,00 ″ ± 0,010 ″, то приемлемая деталь будет иметь размер от 1,990 ″ до 2,010 ″ для этого размера. По мере развития инженерных разработок и усложнения деталей был создан новый метод реализации допусков — определение геометрических размеров и допусков (GD&T).
GD&T допускает всесторонние и постоянные допуски с использованием относительно простых инструментов. Чертеж детали может включать одну выноску GD&T, или чертеж может быть полностью определен с помощью GD&T, в зависимости от требований к детали.
Рис. 1: Базы создают систему координат для повторяющихся локаторов деталей.
Принципы расположения датума
Базовые знания о базах привязки GD&T помогают обеспечить основу для многократного поиска деталей наиболее последовательным способом.Преимущества использования GD&T по сравнению с обычными размерами / допусками включают:
- Краткий способ описания системы координат или базовых данных (см. Рис. 1) компонента или сборки, которые будут использоваться в процессах производства и контроля.
- Уменьшено количество пометок, размеров и допусков на чертеже.
- Такие особенности, как максимальное состояние материала (MMC), допускают больший производственный допуск, при этом обеспечивая надлежащее функционирование компонентов.

Условно точка А на рис.1 — первичный, B — вторичный, а C — третичный. На этом изображении кажется, что каждая базовая точка представляет собой более строгую поверхность, но технически это не так, поскольку идеальная строгальная поверхность является теоретической и никогда не может быть достигнута на практике.
Три точки определяют плоскость, две точки определяют линию. После того, как основная точка привязки расположена с использованием трех точек, дополнительная точка привязки обычно использует две точки для определения линии. Единственная оставшаяся степень свободы может быть ограничена единственной точкой третичного (третьего) элемента данных.Следовательно, в стандартной схеме определения местоположения деталь или сборка определяют шесть точек: три — первичную; два для вторичных и один для третичных данных.
Рис. 2: База A с тремя локаторами точек.
Datum A
Представьте, что основная точка привязки на рисунке 1 представляет собой плоскую гранитную поверхность. Как только деталь будет помещена на поверхность, только три точки будут касаться гранита. Никакая поверхность не может быть идеально ровной, что означает, что только три нижних точки детали будут касаться трех верхних точек гранита, где они пересекаются.Поскольку нет двух одинаковых частей, эти три точки, которые касаются гранита и, следовательно, определяют местоположение детали, не будут одинаковыми от детали к детали.
Как только деталь будет помещена на поверхность, только три точки будут касаться гранита. Никакая поверхность не может быть идеально ровной, что означает, что только три нижних точки детали будут касаться трех верхних точек гранита, где они пересекаются.Поскольку нет двух одинаковых частей, эти три точки, которые касаются гранита и, следовательно, определяют местоположение детали, не будут одинаковыми от детали к детали.
Есть способы контролировать, какие места на поверхности детали используются для создания справочной системы координат. Вместо использования строгальной поверхности в качестве средства определения местоположения можно использовать три различных локатора. При использовании трех «точечных» локаторов для определения местоположения используются те же три области каждой части.
Трехточечные локационные цели используются для создания первичной системы координат для компонента (см. Рис.2 и 3.)
Рис. 3: База A с деталью.
Локаторы считаются точками, потому что вершины зеленых локаторов имеют сферическую форму, поэтому центр — это самая высокая точка. После добавления базовых точек B и C (см. Рис. 4 и 5) первичная базовая плоскость, сформированная этим приспособлением, будет многократно определять местоположение одних и тех же трех точек на деталях. Вместо того, чтобы полагаться на три нижних точки детали, эта конфигурация определяет расположение этих трех точек. Обратите внимание, как далеко друг от друга расположены локаторы.Если три точки сдвинуть так, чтобы они были очень близко друг к другу, деталь станет нестабильной и, следовательно, не будет такой повторяемой. Этот принцип применим ко всем локаторам деталей — чем дальше, тем лучше.
После добавления базовых точек B и C (см. Рис. 4 и 5) первичная базовая плоскость, сформированная этим приспособлением, будет многократно определять местоположение одних и тех же трех точек на деталях. Вместо того, чтобы полагаться на три нижних точки детали, эта конфигурация определяет расположение этих трех точек. Обратите внимание, как далеко друг от друга расположены локаторы.Если три точки сдвинуть так, чтобы они были очень близко друг к другу, деталь станет нестабильной и, следовательно, не будет такой повторяемой. Этот принцип применим ко всем локаторам деталей — чем дальше, тем лучше.
Datum B
Аналогичные принципы применяются к базовой поверхности B. A рубанка может быть использован для обнаружения нулевой точки В, что означает, что две неопределенные точки прикоснуться к поверхности строгальный. В некоторых случаях это может сработать. Когда требуется больший контроль, можно использовать два разных локатора точки.
Аналогичные принципы применимы к данным C.
Рис. 4: База B с двумя локаторами точек.
После того, как базовая система координат создана с базами данных, схема размеров должна использовать преимущества этой новой системы координат. Без смягчающих обстоятельств размеры должны доходить до кромки базы, что позволит производить более согласованные детали без дополнительных затрат (см. Рис. 6).
Пределы размеров
Для управления положением или расположением элемента можно использовать множество различных допусков GD&T.Они будут включать ссылку на датум в рамке управления функцией. Однако пределы размера не связывают размер рассматриваемого объекта с местоположением или положением, поэтому привязка к системе координат не требуется. Вот так можно минимально использовать GD&T на чертеже.
Наличие хотя бы одного позиционного допуска GD&T на чертеже потребует базовых данных. Размеры элементов управления в GD&T немного отличаются; прямоугольная рамка вокруг размера означает, что это основной размер. Основные размеры не имеют общепринятых допусков.Вместо этого они используют рамки управления характеристиками (FCF), показанные на рис. 8, для управления допуском. Рамка вокруг основного размера служит визуальной подсказкой для поиска допуска в рамке управления элементом.
Основные размеры не имеют общепринятых допусков.Вместо этого они используют рамки управления характеристиками (FCF), показанные на рис. 8, для управления допуском. Рамка вокруг основного размера служит визуальной подсказкой для поиска допуска в рамке управления элементом.
Рис. 5: База C с одним локатором точки.
Рамки управления функциями
FCF — это имя символа допуска GD&T, используемого на чертеже. Образец чертежа, включающий две рамки управления характеристиками, показан на рис. 7. Верхний FCF обозначает допуск плоскостности 0,005 ″.FCF не относится к каким-либо данным, поскольку это ограничение размера. Важное различие состоит в том, что все значения допусков, показанные в FCF, являются общими допусками, а не значениями плюс / минус. Итак, в этом примере это можно рассматривать как допуск плоскостности ± 0,0025 ″. Этот допуск контролирует только то, насколько плоской будет эта поверхность.
Допуски GD&T
В отличии от Пределов размеров, допуски должны ссылаться на месте по меньшей мере, одну базовой плоскости, как правило, три.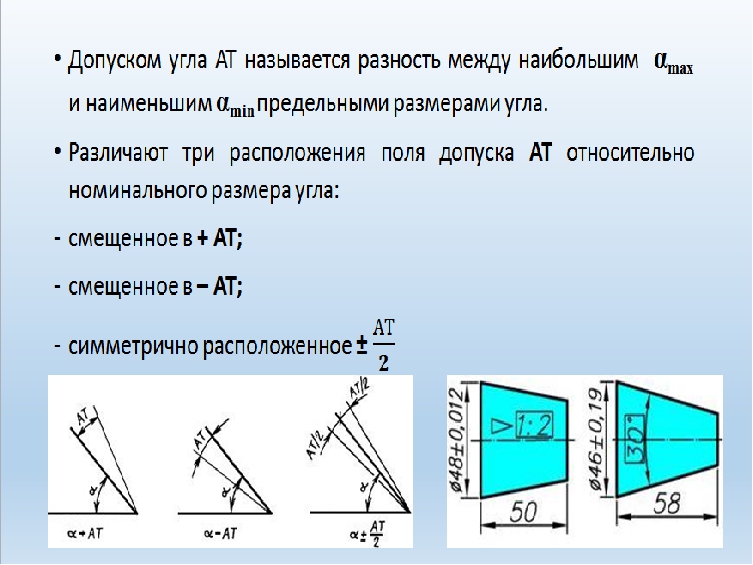 Пример этого можно увидеть на рис.7. Нижний FCF включает ссылку на три отдельные системы отсчета. Символ «целевой круг» называется позицией и обычно используется для определения местоположения отверстий.
Пример этого можно увидеть на рис.7. Нижний FCF включает ссылку на три отдельные системы отсчета. Символ «целевой круг» называется позицией и обычно используется для определения местоположения отверстий.
Что касается допуска положения, показанного на рис. 7, обратите внимание, что два линейных размера, определяющих положение отверстия, имеют прямоугольные рамки вокруг них и, следовательно, являются основными размерами. Основные размеры считаются теоретически точными размерами; связанные основные размеры не создают стеков допусков. Опять же, базовые размеры имеют свои допуски в рамке управления функцией.Присмотритесь к позиции FCF, показанной на рис. 7.
Рис. 6: Чертеж с GD&T, представляющий три точки отсчета на Рис. 5.
Первое поле в кадре управления функцией содержит идентифицирующий символ, в данном случае позицию. Вторая ячейка FCF содержит значение общего допуска. Важное отличие состоит в том, что все значения допуска, показанные в FCF, являются общим допуском, а не значением «±». Обозначения опорных точек начинаются с третьего поля и продолжаются до тех пор, пока не исчезнут опорные точки для ссылки.
Обратите внимание, что точка привязки A ссылается на плоскость, перпендикулярную оси отверстия. Это стандартная практика, и эта базовая точка определяет направление отверстия в материале, обычно перпендикулярно. Следующие две исходные точки обеспечивают допуски для двух установочных размеров отверстия. Чтобы озвучить рамку управления элементами, показанную на рис. 8, положение отверстия должно находиться в пределах общей зоны допуска 0,005 ″ относительно опорных точек A, B и C. Порядок опорных точек имеет значение. Деталь сначала должна быть расположена в точке A, затем в точке B и, наконец, в точке C.
Рис. 7: Чертеж, показывающий рамки управления функциями GD&T (FCF) и основные размеры.
Форма зоны допуска
Еще одно различие между стандартными ± допусками и GD&T — это форма зоны допуска. В обычных допусках с допуском ± в двух прямоугольных размерах зона допуска прямоугольная. Это показано на рис. 9. Если оба допуска на расположение отверстий равны, зона будет квадратной. Прямоугольный прямоугольник фантомной линии на рис.9 представляет собой область, в которую центр круга может попасть и по-прежнему оставаться в пределах допуска.
Зоны допускаGD&T имеют круглую форму, в отличие от обычных допусков с прямоугольными или квадратными зонами. Когда значение допуска составляет 0,005 ″ в рамке управления характеристикой, центр круга может перемещаться в пределах круглой области с диаметром, равным 0,005 ″. Центр круга допуска находится на пересечении основных размеров. Это небольшая разница, но ее следует признать, потому что та же деталь, которая выходит из строя с обычными допусками, может пройти с допусками GD&T.
Рис. 8: Позиционирование FCF с этикетками.
Обратите внимание, что квадратная зона допуска ± 0,500 ″ допускает расположение центра отверстия на расстоянии 0,707 ″ от центра, если он расположен в углу квадрата (по диагонали). Использование значения допуска GD&T 1414 ″ в этом случае позволит пройти все центры отверстий, прошедшие стандартный тест. Использование этой выноски GD&T позволит пройти некоторые местоположения центров отверстий, которые не прошли традиционный тест. Ниже представлена иллюстрация этого эффекта.
Чтобы исправить это несоответствие допусков, лучше проявить осторожность. Чтобы преобразовать допуск ± в допуск GD&T, умножьте допуск ± на два. Но чтобы преобразовать допуск GD&T в допуск ±, разделите допуск GD&T на два, а затем умножьте на 0,707. Большинство отверстий, штифтов, болтов и т. Д. Имеют круглую форму, поэтому круглая зона допуска GD&T является более логичной.
Символы изменения
Второй блок рамки управления функцией может также содержать символ модификации непосредственно после значения допуска.Это специальные символы, которые могут находиться в любом поле FCF, кроме первого. Некоторые из модифицирующих символов:
Максимальное состояние материала (MMC).
Состояние наименьшего количества материала (LMC).
Независимо от размера элемента (RFS).
Расчетная зона допуска.
MMC полезен тем, что позволяет больше вариировать детали во время изготовления, обеспечивая при этом, что детали всегда будут правильно собираться. Спроецированная зона допуска используется для контроля расположения отверстия за пределами физических кромок детали.
Определение MMC, практика
При изготовлении отдельных деталей используются производственные допуски. Когда несколько деталей должны соответствовать друг другу для сборки, эти допуски отдельных деталей должны контролироваться должным образом. В противном случае деталь может не поместиться в сборку и ее необходимо переработать или выбросить. MMC может использоваться для максимизации допустимой производственной изменчивости.
Рис. 9: Зона допуска
прямоугольной формы для обычного.
MMC влечет за собой больше всего материалов.Рассмотрим болт через отверстие. Болт MMC имеет максимально возможный диаметр в пределах допуска. Однако отверстие MMC — это самое маленькое отверстие, которое также представляет наибольший объем материала. При включении символа изменения MMC в рамку управления элементом диаметр отверстия теперь играет роль при определении позиционного допуска
(см. Рис. 10).
Чертеж на Рис. 10 представляет две пластины, которые должны быть собраны друг над другом («верхняя» и «нижняя» пластина), и традиционный способ определения размеров и допуска деталей: ± 0,01 ″ для положений отверстий в нижняя пластина и ± 0,01 ″ для положений отверстий в верхней пластине означает, что диаметр отверстия с зазором должен быть увеличен на 0,02 ″.Болт 1 / 4-20 (нижняя пластина) имеет максимальный диаметр 0,25 + 0,02 = 0,27. Диаметр отверстия составляет 0,28 ± 0,01 или минимум 0,27. Эти детали всегда будут собираться, если они построены в пределах допуска.
Эти детали будут собираться, даже если отверстия находятся в MMC или самом маленьком отверстии. Если бы оба отверстия в верхней пластине были сделаны на большом конце допуска, Ø 0,29, возник бы дополнительный зазор. Это принцип, по которому допускаются дополнительные производственные допуски при использовании MMC — при увеличении размера отверстия его положение может сместиться больше.
На рис. 11 представлена версия GD&T с MMC для двух отверстий в верхней пластине. Допуски, аналогичные допускам на рис. 10, используются для положения и диаметра отверстия, с той разницей, что обведена буква M на рамке управления элементами верхней пластины. Этот символ указывает на то, что MMC применяется к этим двум отверстиям.
MMC не следует использовать на резьбовых или резьбовых отверстиях, а также на деталях с наружной резьбой, поскольку резьбовое отверстие будет соответствовать своим собственным строгим определениям размера и допусков.
Рис.10: Стандартные размеры и допуски — без GD&T.
Расчетная зона допуска
Крепление две пластины вместе, могут потребовать, чтобы соответствовать болт через отверстие закрепленной пластины и для зацепления с резьбовым отверстием в опорной плите. Когда зафиксированная пластина имеет значительную толщину, угол резьбовых отверстий в опорной плите должен быть дополнительно ограничен, чтобы убедиться, что сборка возможно. Для этой ситуации были созданы проектируемые зоны допуска. Вместо того, чтобы управлять расположением резьбового отверстия и углом только внутри материала, спроецированная зона допуска управляет параметрами оси резьбового отверстия для заданного расстояния вне материала.Это исключает необходимость ручного расчета необходимого угла и добавления двух обычных угловых размеров и допусков.
Рис. 11: Версия GD&T на рис. 10. Обратите внимание на M в кружке во втором FCF.
Заключение
GD&T — современный язык инженерных чертежей. Его полезность выходит далеко за рамки темы, обсуждаемой в этой статье. Он более сложен, чем обычные допуски, но имеет тенденцию быть более кратким и действенным. Правильное использование GD&T может сэкономить деньги и время на производстве, одновременно улучшая выход продукции и качество.
Свяжитесь с Майклом Кремером, Proof Engineering, [email protected]
Статьи по теме
Передовые методы наложения допусков
Накопление допусков, также известное как накопление допусков, относится к комбинации различных допусков размеров детали.После определения допуска для размера детали важно проверить, будет ли этот допуск работать с допусками инструмента : верхний или нижний край. Деталь или сборка могут иметь неточности, если их допуски сложены неправильно.
Важность допусков
Допуски напрямую влияют на стоимость и характеристики продукта. Более жесткие допуски затрудняют изготовление обработанной детали и, следовательно, часто делают ее более дорогой.Имея это в виду, важно найти баланс между технологичностью детали, ее функциональностью и стоимостью.
Советы по успешной укладке допусков
Избегайте использования излишне малых допусков
Как указывалось выше, более жесткие допуски приводят к более высокой стоимости изготовления, так как деталь труднее изготавливать. Эта более высокая стоимость часто происходит из-за увеличения количества списанных деталей, что может произойти, когда обнаруживается, что размеры выходят за рамки допуска.Стоимость высококачественных державок и инструментов с более жесткими допусками также может стать дополнительным расходом.
Кроме того, излишне малые допуски приведут к увеличению времени производства, поскольку требуется больше работы для обеспечения соответствия детали строгим критериям во время обработки и после обработки в процессе контроля.
Будьте осторожны, чтобы не увеличить размер детали
Когда верхний и нижний допуск указаны для каждого элемента детали, завышение размеров может стать проблемой.Например, концевая фреза с угловым радиусом с правым и левым угловыми радиусами может иметь допуск +/- 0,001 дюйма, а плоскость между ними имеет допуск 0,002 дюйма. В этом случае окно допуска для диаметра фрезы будет +/- .004 дюйма, но часто при определении размеров детали оно вычисляется неправильно. Кроме того, установка допуска на эту выноску приведет к превышению размера, и, таким образом, необходимо оставить контрольный размер «REF», чтобы он занял место допуска.
Рисунок 1: Форма паза, созданного концевой фрезой для радиуса углов
Использовать статистический анализ допусков:
Статистический анализ рассматривает вероятность того, что все три допуска будут ниже или выше установленной ширины прорези на основе стандартного отклонения.Эта вероятность представлена нормальной функцией плотности вероятности, которую можно увидеть на рисунке 2 ниже. Комбинируя все вероятности различных частей и размеров в конструкции, мы можем определить вероятность того, что какая-то деталь будет иметь проблему или вообще выйдет из строя, исходя из размеров и допусков деталей. Обычно этот метод анализа используется только для сборок с четырьмя или более допусками.
Рисунок 2: Накопление допусков: нормальное распределение
Перед запуском статистического анализа допусков необходимо вычислить или выбрать коэффициент распределения допусков.Стандартное распределение — 3. Это означает, что большая часть данных (или в данном случае допусков) будет находиться в пределах 3 стандартных отклонений от среднего. Стандартные отклонения всех допусков должны быть разделены на этот коэффициент распределения допусков, чтобы нормализовать их от распределения 3 до распределения 1. Как только это будет сделано, квадрат суммы корня может быть взят, чтобы найти стандартное отклонение сборки.
Представьте себе чашку кофе, приготовленную из трех зерен разного размера.Чтобы приготовить восхитительную чашку джо, вы должны сначала измельчить все зерна до одинакового размера, чтобы их можно было добавить в кофейный фильтр. В этом случае зерна — это стандартные отклонения, кофемолка — это коэффициент распределения допуска, а кофейный фильтр — уравнение для квадрата суммы корня. Это необходимо, потому что некоторые допуски могут иметь разные коэффициенты распределения в зависимости от жесткости диапазона допусков.
Метод статистического анализа используется, если есть требование, что слот должен быть.Ширина 500 дюймов с допуском +/- 0,003 дюйма, но нет необходимости в точных радиусах (0,125 дюйма) и плоском (0,250 дюйма), если они входят в прорезь. В этом примере у нас есть 3 двусторонних допуска с уже доступными стандартными отклонениями. Поскольку они двусторонние, стандартное отклонение от среднего будет просто любым значением допуска + или -. Для внешних радиусов это будет 0,001 дюйма, а для средней плоской области — 0,002 дюйма.
В этом примере давайте найдем стандартное отклонение (σ) каждого участка с помощью уравнения 1.В этом уравнении представляет собой стандартное отклонение.
Стандартное предположение состоит в том, что допуск детали представляет собой нормальное распределение +/- 3. Следовательно, коэффициент распределения будет 3. Используя уравнение 1 в левой части рисунка 1, мы находим, что его скорректированное стандартное отклонение равно:
Затем это повторяется для средней и правой частей:
После получения этих стандартных отклонений мы вводим результаты в уравнение 2, чтобы найти стандартное отклонение зоны допуска.Уравнение 2 известно как уравнение квадратного корня из суммы.
На этом этапе это означает, что 68% слотов будут в пределах допуска +/- 0,0008 дюйма. Умножение этого допуска на 2 даст окно уверенности 95%, а умножение его на 3 даст окно уверенности 99%.
68% слотов будут в пределах +/- .0008 ”
95% слотов будут в пределах +/- .0016 ”
99% слотов будут в пределах +/- .0024 ”
Эти доверительные окна являются стандартными для обычного распределенного набора точек данных.Стандартное нормальное распределение можно увидеть на рисунке 2 выше.
Статистический анализ допусков следует использовать только для сборок с более чем 4 деталями с допусками. В этом простом анализе не было учтено множество факторов. Этот пример был для трех двусторонних размеров, допуски которых представляли их стандартные отклонения от их средних значений. При стандартном статистическом анализе допусков в игру вступают и другие переменные, такие как углы, биение и параллельность, которые требуют поправочных коэффициентов.
Использовать анализ наихудшего случая:
Анализ наихудшего случая — это сложение всех допусков детали для определения общего допуска детали. При выполнении этого типа анализа для каждого допуска устанавливается наибольший или наименьший предел в соответствующем диапазоне. Затем этот общий допуск можно сравнить с пределами производительности детали, чтобы убедиться, что сборка спроектирована правильно. Обычно это используется только для 1 размера (только 1 плоскость, следовательно, без углов) и для сборок с небольшим количеством деталей.
Анализ наихудшего случая также можно использовать при выборе подходящего режущего инструмента для вашей работы, поскольку допуск инструмента может быть добавлен к допуску детали для наихудшего сценария. Как только этот сценарий определен, машинист или инженер могут внести соответствующие корректировки, чтобы сохранить деталь в пределах размеров, указанных на распечатке. Следует отметить, что наихудший сценарий редко когда-либо встречается в реальном производстве. Хотя эти анализы могут быть дорогостоящими для производства, они обеспечивают спокойствие машинистам, гарантируя, что все сборки будут работать должным образом.Часто для этого метода требуются жесткие допуски, поскольку общий стек при максимальных условиях является основной характеристикой, используемой при проектировании. Более жесткие допуски увеличивают производственные затраты из-за увеличения количества выскабливания, увеличения производственного времени для проверки и стоимости инструментов, используемых для изготовления этих деталей.
Пример наихудшего сценария в контексте рисунка 1:
Найдите нижний предел спецификации.
Для левого углового радиуса
.125 ”-.001 ”= .124”
Для плоского профиля
. 250 «-. 002» =. 248 «
Для правого радиуса угла
.125 «- .001» = .124 «
Сложите все это вместе до нижнего предела спецификации:
.124 «+ .248» + .124 «= .496»
Найдите верхний предел спецификации:
Для левого углового радиуса
.125 «+ .001» = .126 «
Для плоского профиля
.250 дюймов + 0,002 дюйма = 0,252 дюйма
Для правого радиуса угла
.125 «+ .001» = .126 «
Сложите все это вместе до нижнего предела спецификации:
.126 «+ .252» + .126 «= .504»
Вычтите два и разделите этот ответ на два, чтобы получить допуск наихудшего случая:
(верхний предел — нижний предел) / 2 = 0,004 дюйма
Следовательно, наихудший сценарий для этого слота — .500 ”+/- .004”.
Роберт Кивер (инженер по разработке продуктов Harvey Performance Company)Методы определения размеров и соблюдения допусков
ГЛАВА 9 Методы определения размеров и допусков
Введение
Перед построением объекта должна быть доступна полная информация о размере и форме объекта.Точная форма объекта передается с помощью орфографических рисунков, которые разработаны в соответствии со стандартными методами рисования. Процесс добавления информации о размере к чертежу известен как определение размеров чертежа. Для того, чтобы информация о размерах передавалась как можно яснее, были установлены стандартные методы измерения.
9.1 определение размеров
Геометрия — это наука об определении и допуске форм и положений элементов на объектах.Как только форма детали определена с помощью ортогонального чертежа, информация о размере также добавляется в виде размеров . Нанесение размеров на чертеж также определяет допуск (или точность), необходимый для каждого размера.
Если размер детали определен правильно, то намерения проектировщика ясны как человеку, производящему деталь, так и инспектору, проверяющему деталь.
Полностью определенная деталь состоит из трех элементов: графики, размеров и слов (примечаний).
9.2 РАЗМЕРЫ И РАЗМЕРЫ РАСПОЛОЖЕНИЯ
Деталь с правильными размерами сообщает требования к размеру и местоположению для каждой функции. Коммуникации — это основная цель измерений. Размеры деталей определяются по двум критериям:
- Основные размеры и расположение элементов.
- Детали конструкции детали для изготовления.
На чертеже, используемом в американской промышленности, все размеры указаны в дюймах, если не указано иное.Большинство стран за пределами США используют метрическую систему измерения или международную систему единиц (СИ), в основе которой лежит метр. Система SI все чаще используется в Соединенных Штатах из-за глобальной торговли и принадлежности к многонациональным компаниям.
Иногда компания использует на чертеже двойные размеры, то есть метрические и английские измерения.
Угловые размеры отображаются либо в десятичных градусах, либо в градусах, минутах и секундах.
9.2.1 ТЕРМИНОЛОГИЯ
Есть ряд терминов, важных для понимания практики определения размеров.
Размер — это числовое значение, которое определяет размер или геометрическую характеристику элемента.
Базовый размер — это числовое значение, определяющее теоретически точный размер элемента.
Контрольный размер — это числовое значение, заключенное в круглые скобки, предназначенное только для информации и не используемое при изготовлении детали.
Размерная линия — это тонкая сплошная линия , которая показывает размер и направление измерения. Размерные линии разорваны для вставки размерных чисел.
Стрелки помещаются на концах размерных линий, чтобы показать пределы размера. Стрелки одинаковы по размеру и стилю независимо от размера рисунка.
Выносная линия — это тонкая сплошная линия, перпендикулярная размерной линии, указывающая, какой элемент связан с размером.Между элементом и концом выносной линии есть видимый зазор.
Линия выноски — это тонкая сплошная линия, используемая для обозначения элемента, с которым связан размер, примечание или символ.
Допуск — это величина, на которую разрешено изменять конкретный размер.
Ограничения размера — это наибольший допустимый размер и минимально допустимый размер элемента. Наибольший допустимый размер выражается как максимальное состояние материала (MMC), тогда как наименьший допустимый размер выражается как наименьшее состояние материала (LMC).
Размер плюс и минус — допустимое положительное и отрицательное отклонение от указанного размера
Символ диаметра — это символ, который помещается перед числовым значением, указывающим, что соответствующий размер показывает диаметр круга. Используемый символ — греческая буква фи .
Символ радиуса — это символ, который помещается перед числовым значением, указывающим, что соответствующий размер показывает радиус круга.Используемый символ радиуса — заглавная буква R .
Допуск — это величина, на которую разрешено изменять конкретный размер. Все размеры имеют связанный с ним явный или неявный допуск; то есть допуск может быть указан непосредственно в размере или подразумеваться в общем примечании.
Опорная точка — это теоретически точная точка, используемая в качестве ориентира для табличных размеров.
9.2.2 ОСНОВНЫЕ КОНЦЕПЦИИ
Размеры используются для описания размера и расположения элементов на деталях для производства. Основной критерий: «Какая информация необходима для создания объекта?» Размеры не должны дублироваться, и размер элемента нельзя определять более чем одним способом.
9.2.3 Размер Размеры
Размером может быть общая ширина детали или диаметр просверленного отверстия. Размер местоположения может быть длиной от края объекта до центра просверленного отверстия.
Расположение и ориентация размеров основаны на трех положениях: горизонтальном, вертикальном и угловом.
По горизонтали — расстояние слева направо относительно листа чертежа.
По вертикали — расстояние вверх и вниз относительно листа чертежа
Диаметр — полное расстояние по окружности, измеренное через центр.
Радиус — расстояние от центра дуги до любой точки на дуге, обычно используется на дугах меньше полукруга.
9.2.4 Расположение и ориентация Размеры
При нанесении размеров в прямоугольных координатах , базовая линия (или базовая линия) устанавливается для каждого координатного направления и всех размеров, указанных по отношению к этим базовым линиям. Это также известно как базовый размер или базовый размер . Все размеры рассчитываются как расстояния по осям X и Y от исходной точки , обычно размещаемой в нижнем левом углу детали.
9.2.5 Координатные размеры
Определение размеров в табличных координатах включает в себя обозначение каждого элемента буквой, а затем предоставление информации о размере и расположении в таблице.
9.2.6 СТАНДАРТНЫЕ ПРАКТИКИ
Основным принципом нанесения размеров на чертеже является ясность. Для большей ясности ANSI разработал стандартные методы отображения размеров на чертежах.
Размещение размеров зависит от свободного пространства между выносными линиями.Когда позволяет пространство, между выносными линиями помещаются размеры и стрелки.
Когда есть место для числового значения, но нет одновременно стрелок и числового значения, значение помещается между выносными линиями, а стрелки размещаются за пределами выносных линий.
Когда есть место для стрелок, но нет числового значения, стрелки помещаются между выносными линиями со значением за пределами выносных линий рядом с выноской.
Когда пространство слишком мало для стрелок или числового значения, они оба помещаются за пределы выносных линий, как показано.
Минимальное расстояние от объекта до первого измерения составляет 10 мм (3/8 дюйма). Минимальное расстояние между размерами составляет 6 мм (1/4 дюйма). Обратите внимание, что это минимальные значения, которые при необходимости могут быть увеличены. Между выносной линией и объектом, к которому она относится, должен быть видимый зазор.Выносные линии должны выходить примерно на 1 мм (1/32 дюйма) за последнюю размерную линию.
Размеры должны быть сгруппированы по для единообразного внешнего вида, как показано. Как правило, не используйте линии объектов как часть размера
.Если имеется несколько параллельных размеров, значения должны быть в шахматном порядке .
Выносные линии используются для обозначения размера определенного элемента и обычно проводятся перпендикулярно связанной размерной линии.Если пространство ограничено, выносные линии могут быть нарисованы под углом. Если используются угловые выносные линии, они должны быть параллельны, а соответствующие размерные линии нарисованы в том направлении, к которому они относятся.
Выносные линии не должны пересекать размерные линии и по возможности должны избегать пересечения других выносных линий. Когда выносные линии пересекают линии объекта или другие выносные линии, они не прерываются. Когда выносные линии пересекаются или близки к наконечникам стрелок, они прерываются для наконечника стрелки.
При измерении местоположения центра объекта его центральная линия используется как выносная линия.
Когда точка определяется только выносными линиями, выносные линии должны проходить через точку.
Когда необходимо определить ограниченную длину или область, которая будет подвергаться дополнительной обработке (например, рифленая часть вала), степень границ может быть показана линией цепи.Линия цепи проводится параллельно определяемой поверхности. Если линия цепи относится к поверхности вращения, необходимо показать только одну сторону.
Когда ограниченная область определяется в нормальном виде поверхности, область внутри границы линии цепи является выровненной по секциям. Размеры добавляются для длины и местоположения, если линия цепи четко не указывает местоположение и протяженность площади поверхности.
Все размеры и текст примечаний должны быть ориентированы для чтения снизу чертежа (относительно формата чертежа).Размещение всего текста для чтения снизу чертежа называется однонаправленным размером . Выровненные размеры имеют текст, расположенный параллельно размерной линии, а вертикальные размеры читаются справа от листа чертежа.
Размеры должны быть вне границ видимости объектов, где это возможно. Размеры могут быть размещены в границах объектов в тех случаях, когда выносные линии или линии выноски будут слишком длинными или когда будет улучшена четкость.
Если необходимо включить размер, выходящий за рамки масштаба, текст размера за пределами масштаба должен быть подчеркнут.
Символ X используется для обозначения количества повторений функции. Количество повторов, за которым следует символ X и пробел перед размерным текстом.
9.3 детальный размер
Отверстия обычно имеют размер, который лучше всего описывает форму отверстия.Диаметр должен быть указан с помощью символа диаметра перед числовым значением. Если размеры отверстий обозначены линией выноски, линия должна быть радиальной. Радиальная линия e — это линия, которая проходит через центр окружности или дуги, если она расширена. Если иное не ясно, проходит ли отверстие полностью через деталь, слово THRU должно следовать за числовым значением.
Символы могут использоваться для отверстий под торец, цековок и отверстий с потайной головкой.Эти символы всегда предшествуют символу диаметра. Символ глубины может использоваться для обозначения глубины отверстия. Символ глубины помещается перед числовым значением.
Если указана глубина глухого отверстия , это относится к глубине полного диаметра отверстия.
При размещении фаски или зенковки на криволинейной поверхности указанный диаметр относится к минимальному диаметру фаски или зенковки.Если глубина или остаточная толщина материала для поверхности пятна не указана, глубина поверхности пятна является наименьшей величиной, необходимой для очистки поверхности материала до указанного диаметра. Размеры фасок задаются путем указания угла и линейного размера или двух линейных размеров. В примечании могут быть указаны фаски под 45 градусов.
Отверстия с прорезями могут иметь размеры любым из нескольких способов, в зависимости от того, какой из них наиболее подходит для применения.
Keyseats имеют особые размеры, потому что они создают некоторые необычные проблемы.
Сводка текущих (Y14.5-1994) и предыдущих стандартов размеров, используемых для различных функций.
Диаметр указан для отверстий и глухих отверстий. Слепые отверстия — это отверстия, которые не проходят сквозь деталь. Если отверстие не проходит, указывается глубина, перед которой стоит символ глубины. Предполагается, что отверстия без обозначения глубины проходят.
Знак зенковки Символ помещается перед обозначением диаметра, а глубина зенковки добавляется с помощью символа глубины. Если указана глубина, это зенковка. Если нет, то это пятно. В полном примечании указывается диаметр сквозного отверстия, за которым следует диаметр зенковки, а затем глубина зенковки. Точечная поверхность имеет те же технические характеристики, что и цековка, за исключением того, что глубина не указана.
Зенковка Обозначение помещается вместе с диаметром готовой зенковки, за которым следует указание угла.Причина, по которой глубина не указана, заключается в том, что результирующий диаметр намного легче измерить.
Если измеряется полный круг или дуга, превышающая половину круга, указывается диаметр, которому предшествует символ диаметра, который представляет собой греческую букву фи. Если дуга меньше половины окружности, тогда указывается радиус, и ему предшествует R. Концентрические окружности должны иметь размеры на продольном виде, когда это возможно.
Радиусы обозначаются символом радиуса перед числовым значением.На размерной линии радиусов должна быть одна стрелка, касающаяся дуги. Когда достаточно места, размер помещается между центром радиуса и острием стрелки. Когда пространство ограничено, используется радиальная линия выноски. Когда центр дуги четко не определяется касательной к другим элементам с размерами на объекте, центр дуги отмечается маленьким крестиком.
Центр радиуса не отмечается, если радиус показан касательным к определенным поверхностям.Если центр дуги пересекает другой вид или находится за пределами области рисования, можно использовать укороченные размерные линии.
Если размер радиуса определяется на виде, форма которого не соответствует истинной, перед символом радиуса появляется слово ИСТИНА.
Существуют стандарты, которые применяются непосредственно к резьбе каждого размера. ANSI Y14.6 — это полное определение резьбы всех дюймовых серий. Местные примечания используются для определения типов и размеров резьбы.Для отверстий с резьбой примечание следует размещать на круглом виде. Для наружной резьбы примечание размещается на продольном виде резьбы.
Для канавки необходимы два размера: ширина и глубина или диаметр.
Существует множество стандартов производителей, которые были разработаны на протяжении многих лет, которые определяют размеры определенных товаров. На рисунке 9.32 показана таблица размеров листового металла.
9.4 МЕТОДИКА РАЗМЕРА
Размеры выполняются путем добавления информации о размере и местонахождении.Один из методов нанесения размеров называется контурным размером, , потому что контуры или формы объекта имеют размеры в их наиболее наглядном виде. Например, радиус дуги будет измеряться там, где она отображается как дуга, а не как скрытый элемент.
Второй метод определения размеров детали — разбить деталь на ее геометрические конфигурации. Этот метод называется геометрической разбивкой и используется для объектов, состоящих из геометрических примитивов, таких как призмы, цилиндры и сферы, или их производных, таких как полусферы или отрицательные цилиндры (отверстия).
Невозможно переоценить важность точного и однозначного определения размеров. Основное правило — ясность, и всякий раз, когда два правила кажутся противоречащими друг другу, метод, который наиболее четко передает информацию о размерах, имеет преимущественную силу. Каждый размер должен иметь соответствующий допуск, и этот допуск должен быть четко показан на чертеже.
- Избегайте завышения размеров детали. Двойные размеры элемента не допускаются.
- Размеры следует размещать на виде, который наиболее четко описывает размерный элемент.
- Необходимо соблюдать минимальное расстояние между объектом и размерами, а также между размерами.
- Между концом выносных линий и элементом, к которому они относятся, должен быть размещен видимый зазор.
- Методы производства не должны указываться как часть размера, если другой метод производства не является приемлемым.
- По возможности следует избегать размещения размеров в границах вида.
- Размеры материалов, которые обычно изготавливаются по образцам или кодовым номерам, должны указываться числовыми значениями.
- Если не указано иное, углы, показанные на чертежах, принимаются равными 90 градусам.
- По возможности следует избегать нанесения размеров на скрытые линии.Скрытые линии менее четкие, чем видимые.
- Глубина глухих, расточенных или потайных отверстий может быть указана в примечании вместе с диаметром.
- Диаметры, радиусы, угольники, зенковки, точечные поверхности, зенковки и глубина должны быть указаны с помощью соответствующего символа перед числовым значением.
- Выноски диаметров и радиусов должны быть радиальными линиями.
9,5 ДОПУСК
Допуски используются для контроля количества отклонений, присущих всем производимым деталям. В частности, допуски назначаются сопрягаемым деталям в сборке. Например, прорезь в детали должна вмещать другую деталь. Одним из больших преимуществ использования допусков является то, что он позволяет использовать взаимозаменяемых деталей, а , таким образом, позволяет заменять отдельные детали.
Допуск — это общая сумма, которая может изменяться, и это разница между верхним (максимальным) и нижним (минимальным) пределами.
9,6 представление допуска
Допуски выражаются как прямые пределы или как значения допусков, применяемые непосредственно к размеру.
Геометрические допуски содержат следующее:
- Примечания, относящиеся к конкретным условиям.
- Общее примечание о допуске в основной надписи.
Если к размеру добавлен допуск напрямую, этот допуск заменяет общее примечание о допуске. Допуск, добавленный к размеру, всегда заменяет стандартный допуск, даже если добавленный допуск превышает стандартный допуск.
Допуски можно применять непосредственно к элементам с размерами, используя определение предельных размеров. Это предпочтительный метод ANSI; максимальный и минимальный размеры указаны как часть размера. Либо верхний предел помещается выше нижнего предела, либо, когда размер записывается в одну строку, нижний предел предшествует верхнему пределу, и они разделяются тире.
Указывается базовый размер со знаком плюс / минус и значением допуска. Допуск может быть односторонним или двусторонним. Односторонний допуск изменяется только в одном направлении, а двусторонний — в обоих направлениях. Если вариация одинакова в обоих направлениях, то вариации предшествует символ + . Подход «плюс» и «минус» можно использовать только тогда, когда два варианта равны.
Система из двух частей с допускаемыми размерами.Эти две части используются в качестве примера для определения терминов ANSI Y14.5M-1982:
- Номинальный размер — это размер, используемый для описания общего размера, обычно выражаемого в обыкновенных дробях.
- Базовый размер — это теоретический размер, используемый в качестве отправной точки для применения допусков.
- Фактический размер — это измеренный размер готовой детали после обработки.
- Пределы — это максимальный и минимальный размеры, указанные в размере с допуском.
- Припуск — это минимальный зазор или максимальный зазор между деталями.
- Допуск — это общее отклонение в измерении, которое представляет собой разницу между верхним и нижним пределами. Допуск паза на Рисунке 14.50 составляет 0,004 дюйма, а допуск сопрягаемой детали составляет.002 «.
- Максимальное состояние материала (MMC) — это состояние детали, когда она содержит наибольшее количество материала. MMC внешнего элемента, такого как вал, является верхним пределом. MMC внутреннего элемента, такого как отверстие, является нижним пределом.
- Состояние наименьшего количества материала (LMC) — это состояние детали, когда она содержит наименьшее возможное количество материала. ЛКМ внешнего элемента — это нижний предел детали.ЛКМ внутреннего элемента — это верхний предел детали.
Степень герметичности сопрягаемых частей называется посадкой . Посадка с зазором возникает, когда две сопрягаемые детали с допуском всегда оставляют зазор или зазор при сборке. Посадка с натягом возникает, когда две сопрягаемые детали с допуском всегда будут сталкиваться при сборке. Переходная посадка возникает, когда две сопрягаемые детали с допуском иногда будут иметь посадку с натягом, а иногда и посадку с зазором при сборке.
Самая свободная посадка — это разница между самым маленьким элементом A и самым большим элементом B. Самая плотная посадка — это разница между самым большим элементом A и самым маленьким элементом B.
При определении размеров детали очень важно начинать с определения функциональных характеристик. Часто эти черты — дыры. Любые другие элементы, которые соприкасаются с другими частями, особенно с движущимися частями, считаются функциональными.Сначала определите размеры этих функций, затем можно будет учесть все остальные нефункциональные функции.
Аддитивное правило для допусков состоит в том, что допуски, взятые в одном и том же направлении из одной точки отсчета, являются аддитивными. Следствием этого является то, что допуски к одной и той же точке, взятые с разных направлений, становятся суммируемыми. Эффект называется суммированием допуска .
Наиболее желательная и наиболее рекомендуемая процедура — связать два отверстия непосредственно друг с другом, а не с какой-либо стороной детали, а не с общей шириной детали.
Термины, используемые в метрических допусках, следующие:
- Базовый размер — это размер, которому присвоены пределы отклонения, одинаковый для обеих частей.
- Отклонение — это разница между размером детали и базовым размером.
- Верхнее отклонение — это разница между максимальным и базовым размером.
- Нижнее отклонение — это разница между минимальным пределом размера и основным размером.
- Фундаментальное отклонение — отклонение, наиболее близкое к основному размеру.
- Допуск — это разница между максимальным и минимальным пределами размеров детали.
- Зона допуска представляет собой допуск и его положение по отношению к базовому размеру.
- Международный класс допусков (IT) — это группа допусков, которые различаются в зависимости от базового размера, но имеют одинаковый уровень точности с заданным классом.
- Основание отверстия — это система посадки, в которой минимальный размер отверстия является основным размером.
- Основание вала — это система посадки, в которой минимальный размер вала является основным размером.
Некоторые методы обозначения метрических допусков на чертежах.
Базовая система отверстий предназначена для посадки с зазором, натягом и переходной посадкой.
Система основания вала предназначена для посадки с зазором, натягом и переходной посадкой.
Описание предпочтительных метрических посадок.
Линия и форма примечания для отображения допусков на чертежах. Линейная форма дает фактические значения допусков, а форма примечания использует основной размер и буквы, которые относятся к стандартным таблицам для определения размера.
Методы применения метрических допусков к техническому чертежу.
Специальная группа английских соотношений допусков единиц, называемая предпочтительной прецизионной посадкой , разрабатывалась в течение многих лет и хорошо работает в определенных обстоятельствах. В таблицах в Приложении перечислены все типы посадки.
Если вал и отверстие имеют одинаковый размер, это называется посадкой между линиями .
Базовый размер — это точный теоретический размер, от которого определяются пределы сопрягаемых деталей при допусках.В базовой системе отверстий, используемой для применения допусков к отверстию и узлу вала, наименьшему отверстию назначается базовый диаметр, начиная с которого применяются допуск и припуск.
Создание посадки с зазором с использованием базовой системы отверстий.
Применение допусков для посадки с натягом.
Базовая система вала, менее популярный метод применения допусков к валу и отверстию, может применяться при использовании валов, которые производятся в стандартных размерах.Для этой системы наибольшему диаметру вала назначается базовый диаметр, начиная с которого применяются все допуски.
9,7 допусков в CAD
Вместо того, чтобы интерпретировать размеры на чертеже, машинист может извлекать геометрическую информацию непосредственно из электронной базы данных, созданной системой CAD. По этой причине важно, чтобы геометрия была максимально точной при работе в САПР. Важно изменить геометрию и обновить значение размера из нее, а не вручную редактировать значение размера.
Таким образом,чертежей САПР можно рассматривать как файлов геометрии, , а не просто чертежи.
Так как система CAD обычно может представлять геометрию только одного размера, элемент конструируется в его базовом размере с указанием диапазона допуска в размере или в качестве общего примечания.
Не используйте координаты из показаний для определения местоположения объектов, потому что показания точны только до количества отображаемых десятичных знаков.Например, значение 4,0000 может показаться равным 4 дюймам, но если значение будет изменено на пять знаков после запятой, оно может составить 4,00004.
Избегайте соблазна набрать размер, если он не совсем правильный; изменяет геометрию, а не размерное значение.
9.8 Символы текстуры поверхности
Текстура поверхности готовой детали имеет решающее значение для многих продуктов, таких как автомобили и самолеты, для уменьшения трения между деталями или аэродинамического сопротивления, вызванного трением воздуха, проходящего по поверхности.Стандартные методы рисования напрямую связаны с процессом шлифования, который используется для изготовления готовых поверхностей. ANSI Y14.36–1978 (R1987) — это стандарт, используемый для обозначения текстуры поверхности и материала.
Метки отделки отображаются на каждом виде, на котором обработанная поверхность отображается в виде видимой или скрытой линии.
сводка
Нанесение размеров — это метод точной передачи информации о размерах объектов и структур, чтобы их можно было производить.Размеры механических устройств соответствуют стандартам, установленным ANSI. Эти стандарты включают правильное использование и размещение информации о размерах на технических чертежах. Для многих деталей необходимо задать размеры с использованием значений допусков. Допуски позволяют изменять размер в определенных пределах. Допустимые размеры особенно полезны при точном изготовлении собранных деталей.
Подобно тому, как четкое сообщение о форме объекта достигается путем следования стандартным принципам и соглашениям орфографической проекции, четкое сообщение о размере объекта достигается путем соблюдения стандартных методов определения размеров.Если информация о форме и размере не передана четко, невозможно воплотить дизайнерские идеи в реальность. Таблицы 9.1 и 9.2 обобщают основы определения размеров и допусков.
Источник: http://highered.mheducation.com/sites/dl/free/0073136069/303567/Ch09_Outline.doc
Если вы являетесь автором приведенного выше текста и не соглашаетесь поделиться своими знаниями для преподавания , исследования, стипендия (для добросовестного использования, как указано в авторских правах США), отправьте нам электронное письмо, и мы быстро удалим ваш текст.Добросовестное использование — это ограничение и исключение из исключительного права, предоставленного законом об авторском праве автору творческой работы. В законах США об авторском праве добросовестное использование — это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей. Примеры добросовестного использования включают комментарии, поисковые системы, критику, репортажи, исследования, обучение, архивирование библиотек и стипендии. Он предусматривает легальное, нелицензионное цитирование или включение материалов, защищенных авторским правом, в работы других авторов в соответствии с четырехфакторным балансирующим тестом.(источник: http://en.wikipedia.org/wiki/Fair_use)
Информация о медицине и здоровье, содержащаяся на сайте, носит общий характер и цель , которая является чисто информативной и по этой причине не может в любом случае заменить совет врача или квалифицированного лица, имеющего законную профессию.
Тексты являются собственностью их авторов, и мы благодарим их за предоставленную нам возможность бесплатно делиться своими текстами с учащимися, преподавателями и пользователями Интернета, которые будут использоваться только в иллюстративных образовательных и научных целях.
Основы геометрического определения размеров и допусков (GD&T)
До GD&T производственные характеристики определялись областями X-Y. Например, при сверлении монтажного отверстия отверстие должно находиться в пределах указанной области X-Y.
Однако точная спецификация допусков должна определять положение отверстия по отношению к предполагаемому положению, при этом допустимая область представляет собой круг. Допуск по X-Y оставляет зону, в которой проверка дала бы ложноотрицательный результат, потому что, хотя отверстие не находится внутри квадрата X-Y, оно попадает в описанный круг.
Стэнли Паркер, инженер, который разрабатывал военно-морское вооружение во время Второй мировой войны, заметил эту неудачу в 1940 году. Руководствуясь необходимостью экономичного производства и соблюдения сроков, он разработал новую систему в нескольких публикациях. Однажды зарекомендовавшая себя как лучший метод эксплуатации новая система стала военным стандартом в 1950-х годах.
В настоящее время стандарт GD&T определен Американским обществом инженеров-механиков (ASME Y14.5-2018) для США и ISO 1101-2017 для остального мира.В основном это касается общей геометрии продукта, в то время как другие стандарты описывают конкретные характеристики, такие как шероховатость поверхности, текстура и резьба винтов.
В случае функциональных сборок, изделий из нескольких частей или деталей со сложной функциональностью очень важно, чтобы все компоненты хорошо работали вместе. Все соответствующие приспособления и функции должны быть указаны таким образом, чтобы минимизировать влияние на производственный процесс и связанные с ним инвестиции, но при этом гарантировать функциональность. Ужесточение допусков в два раза может увеличить затраты вдвое или даже больше из-за более высокого процента брака и смены инструмента.GD&T — это система, которая позволяет разработчикам и инспекторам оптимизировать функциональность без увеличения затрат.
Самым важным преимуществом GD&T является то, что система описывает замысел проекта, а не саму результирующую геометрию. Как вектор или формула, это не реальный объект, а его представление.
Например, элемент, расположенный под углом 90 градусов к базовой поверхности, может иметь допуск по его перпендикулярности к этой поверхности. Это определит две плоскости, разнесенные друг от друга, в которые должна попадать центральная плоскость элемента.Или, при сверлении отверстия, имеет смысл сделать допуск с точки зрения совмещения с другими элементами.
Описать геометрию продукта, связанную с его предполагаемой функциональностью и производственным подходом, в конечном итоге проще, чем описывать все в линейных размерах. Он также предоставляет инструмент связи с производителями, покупателями и инспекторами по качеству.
При хорошем исполнении GD&T даже позволяет осуществлять статистический контроль процессов (SPC), снижая процент брака продукции, сбоев сборки и усилия, необходимые для контроля качества, что позволяет организациям значительно экономить ресурсы.В результате несколько отделов могут работать больше параллельно, потому что у них есть общее видение и язык того, чего они хотят достичь.
На технических чертежах должны быть указаны размеры всех элементов детали. Рядом с размерами необходимо указать значение допуска с минимальным и максимальным допустимым пределом. Допуск — это разница между минимальным и максимальным пределом. Например, если у нас есть стол с высотой от 750 до 780 мм, допуск будет 30 мм.
Тем не менее, допуск для стола подразумевает, что мы должны принять стол с высотой 750 мм с одной стороны и 780 мм с другой, или имеющий волнистую поверхность с отклонением 30 мм. Таким образом, чтобы продукт соответствовал толерантности, нам нужен символ, передающий замысел дизайна плоской верхней поверхности. Поэтому мы должны включить дополнительный допуск плоскостности в дополнение к общему допуску по высоте.
Детали с непредсказуемыми вариациями и сложной формой требуют практики GD&T, помимо простого определения допуска плюс-минус.
Точно так же цилиндр с допустимым диаметром не обязательно войдет в свое отверстие, если цилиндр слегка изогнется во время производственного процесса. Следовательно, он также нуждается в контроле прямолинейности, который было бы трудно передать с традиционным допуском плюс-минус. Или труба, которая должна безупречно соответствовать сложной поверхности, к которой она приварена, требует контроля профиля поверхности.
GD&T создает библиотеку символов для передачи таких замыслов дизайна, которые мы обсудим в следующем разделе.
Динамические узлы, такие как этот протез руки, требуют точного определения допусков.
Искусство определения допусков означает определение только правильных вариантов для всех конкретных конструктивных особенностей, чтобы максимизировать процент одобрения продукта в рамках производственных процессов и в зависимости от визуального и функционального назначения детали.
В метрической системе существуют классы международного допуска (IT), которые также можно использовать для указания допусков с помощью символов. Обозначение 40х21, например, означает отверстие диаметром 40 мм с неплотной посадкой.Затем производителю нужно только найти в базовой таблице характеристики отверстий, чтобы получить точное значение допуска.
Помимо индивидуальных допусков, инженеры должны учитывать эффекты на уровне системы. Например, когда деталь выходит с максимально допустимыми размерами всех размеров, удовлетворяет ли она по-прежнему общим требованиям, таким как вес продукта и толщина стенок? Это называется максимальным состоянием материала (MMC), тогда как его аналогом является состояние минимального материала (LMC).
Допуски также складываются. Если мы создадим звено цепи, в котором каждое отверстие имеет допуск 0,1 мм плюс, а каждый вал — отрицательный допуск 0,1 мм, это означает, что мы все равно примем разницу в длине 20 мм на 100 звеньях. При установке повторяющихся элементов, таких как шаблон перфорированных отверстий, сначала расположите шаблон, а затем укажите взаимосвязанные расстояния, а не привязывайте элементы к фиксированной кромке или плоскости детали.
Стандарты относятся не только к проектировщикам и инженерам, но и к инспекторам качества, поскольку они информируют их о том, как измерять размеры и допуски.Использование специальных инструментов, таких как цифровые микрометры и штангенциркуль, измерители высоты, поверхностные пластины, циферблатные индикаторы и координатно-измерительная машина (КИМ), важно для практики допусков.
При измерении и определение части, геометрия существует в концептуальном пространстве называется Датум опорной системы (DRF). Это сравнимо с системой координат в начале пространства в программах 3D-моделирования. Опорная точка — это точка, линия или плоскость, которая существует в DRF и используется в качестве отправной точки для измерения.Обязательно определите опорные элементы, соответствующие функциональности вашей детали. Если вы не сопрягаете элементы одной детали с элементами других в сборке, вы часто можете использовать одну базу. Всегда следите за тем, чтобы у первичной точки отсчета было надежное место для получения других измерений, например, где конечная часть будет иметь небольшие непредсказуемые отклонения.
Инженерный чертеж должен точно передавать продукт, не добавляя ненужных сложностей или ограничений. Полезно принять во внимание следующие рекомендации:
Четкость рисунка важнее, чем его точность и полнота.Чтобы улучшить четкость, нарисуйте размеры и допуски за пределами границ детали и примените к видимым линиям в истинных профилях, используйте однонаправленное направление чтения, передайте функцию детали, группируйте и / или ступенчатые размеры и используйте пустое пространство.
Всегда проектируйте с минимальным допустимым допуском, чтобы снизить затраты.
Используйте общий допуск, определенный в нижней части чертежа, для всех размеров детали. Конкретные более жесткие или более низкие допуски, указанные на чертеже, заменят общий допуск.
Сначала функциональные характеристики допуска и их взаимосвязь, а затем переходите к остальной части.
По возможности оставьте работу GD&T специалистам по производству и не описывайте производственные процессы на чертежах.
Не указывайте угол 90 градусов, так как он предполагается.
Размеры и допуски действительны при 20 ° C / 101,3 кПа, если не указано иное.
GD&T основан на функциях, каждая функция определяется разными элементами управления. Эти допускающие символы делятся на пять групп:
Элементы управления формой определяют форму элементов, в том числе:
Прямолинейность делится на прямолинейность линейного элемента и прямолинейность оси.
Плоскостность означает прямолинейность в нескольких измерениях, измеряемую между самой высокой и самой низкой точками на поверхности.
Окружность или округлость может быть описана как прямолинейность, изогнутая в окружность.
Цилиндричность — это плоскостность, изогнутая в цилиндре. Он включает в себя прямолинейность, округлость и конусность, что делает его дорогим для проверки.
Элементы управления профилем описывают трехмерную зону допуска вокруг поверхности:
Line Profile сравнивает двухмерное поперечное сечение с идеальной формой.Зона допуска определяется двумя кривыми смещения, если не указано иное.
Профиль поверхности создается посредством двух смещенных поверхностей, между которыми должна располагаться поверхность элемента. Это сложный контроль, обычно измеряемый с помощью КИМ.
Элементы управления ориентацией касаются размеров, которые меняются под углом, в том числе:
Угловатость — это плоскостность под углом к исходной точке, которая также определяется двумя базовыми плоскостями, разнесенными на значение допуска.
Перпендикулярность означает плоскостность под углом 90 градусов к нулевой точке. Он определяет две идеальные плоскости, между которыми должна находиться характерная плоскость.
Параллельность означает прямолинейность на расстоянии. Параллельность осей может быть определена путем определения цилиндрической зоны допуска путем размещения символа диаметра перед значением допуска.
Элементы управления местоположением определяют местоположение пространственных объектов с использованием линейных размеров:
Позиция — это расположение элементов относительно друг друга или относительно опорных точек, и это наиболее часто используемый элемент управления.
Concentricity сравнивает расположение оси объекта к оси базовой точки.
Симметрия обеспечивает схожесть нецилиндрических деталей на базовой плоскости. Это сложный контроль, обычно измеряемый с помощью КИМ.
Элементы управления биением определяют величину, на которую конкретный элемент может изменяться относительно опорных точек:
Круговое биение используется, когда необходимо учесть множество различных ошибок, таких как детали на шарикоподшипниках.Во время проверки деталь вращается на шпинделе, чтобы измерить отклонение или «качание» вокруг оси вращения.
Общее биение измеряется в нескольких точках поверхности, описывая биение не только круглого элемента, но и всей поверхности. Это контролирует прямолинейность, профиль, угловатость и другие вариации.
В стандартах ANSI и ISO эти общие символы используются для определения допусков.
Рамка управления функцией — это обозначение для добавления элементов управления к чертежу. В крайнем левом отсеке находится геометрическая характеристика. В приведенном выше примере это элемент управления местоположением, но он может содержать любой из символов управления. Первый символ во втором отсеке указывает форму зоны допуска. В этом примере это диаметр, а не линейный размер. Число указывает допустимый допуск.
Рядом с полем допуска, есть отдельные коробки для каждой функции точки привязки, что управление относится.Здесь местоположение будет измерено относительно опорных точек B и C. Рядом с допуском или опорным элементом находится необязательная обведенная буква, модификатор элемента.
Возможны следующие варианты:
M означает, что допуск применяется в максимальном состоянии материала (MMC)
L означает, что допуск применяется в условиях наименьшего количества материала (LMC)
U указывает на неравный двусторонний допуск, т.е.е. для допуска в 1 мм это значение может быть указано как минус 0,20 и плюс 0,80.
Р означает, что допуск измеряется в прогнозируемом толерантности зоны на указанном расстоянии от опорной точки.
Отсутствие символа устанавливает допуск независимо от размера элемента (RFS)
В этом примере, если деталь не находится в MMC, допустимость бонуса может быть добавлена пропорционально отклонению от MMC. Таким образом, если деталь на 90% MMC, допуск также уменьшится на 10%.
Многие дизайнеры и инженеры продуктов используют 3D-печать во время создания прототипов и разработки продуктов для производства рентабельных прототипов и нестандартных деталей, которые в противном случае потребовали бы значительных инвестиций в инструменты.
Допуск в 3D-печати отличается от традиционных производственных инструментов, потому что 3D-печать — это единый автоматизированный процесс. Более жесткие допуски могут потребовать дополнительных усилий на этапе проектирования, но могут дать значительную экономию времени и средств на прототипировании и производстве.
Большинство инструментов САПР, предназначенных для машиностроения, таких как SolidWorks, Autodesk Fusion 360, AutoCAD, SolidEdge, FreeCAD, CATIA, NX, Creo и Inventor, предлагают интеграцию GD&T при создании инженерных чертежей. Однако конструкторам все же приходится устанавливать допуски вручную с учетом возможных отклонений, возникающих в процессе изготовления. В следующем примере мы показываем пример использования GD&T в SolidWorks.
Этот конкретный проект направлен на производство 50 000 крышек для бутылок методом литья под давлением.Мы хотим контролировать ощущение и силу, с которой колпачки надеваются на бутылку, и поэтому нам нужны хорошие спецификации допусков. Мы хотим избежать того, чтобы одни крышки были больше по внешнему диаметру, чем бутылка, а другие меньше, и вместо этого сохраняли стабильную посадку.
Резьба бутылки имеет внешний диаметр 36,95 +/- 0,010 мм. Это означает, что пределы внутреннего диаметра крышки составляют 36,985 и 37,065 мм, при среднем значении 37,0 мм.
Колпачок также имеет специальные отверстия для соединения с осью, которая устанавливается под плоской поверхностью.Это позволяет открывать бутылку одной рукой, пока она висит под поверхностью шкафа для хранения. Ось представляет собой стандартный компонент OEM из нержавеющей стали с диаметром 4 мм и допуском 0,13 мм (0,005 дюйма). Для плотного соединения требуется силовая посадка с припуском от -0,0375 до 0,0125 мм. Здесь мы находим диапазон диаметра отверстия от 3,99 до 4,01 мм, который обеспечивает силовую посадку для всех размеров осей. Поскольку это такой узкий диапазон, мы решили указать отверстие диаметром 3,85 мм, а затем просверлить его с точностью до 4.00 мм, который также контролирует концентричность двух отверстий.
Эта крышка с несколькими элементами сопряжения требует геометрических размеров и допусков.
Чтобы правильно управлять нашими размерами, нам нужно использовать датум. База данных должна отражать особенности сопряжения и функцию сборки, а также должна быть стабильной, воспроизводимой и доступной. В этом случае наиболее важным является стыковка крышки и узкого места, поэтому мы выбираем внутреннюю цилиндрическую поверхность крышки в качестве первичной базы.Вторичная функция — это соединение с монтажной поверхностью, поэтому мы выбираем плоскую вершину крышки в качестве вторичной базы.
После рассмотрения требования реализация допусков GD&T в Solidworks работает следующим образом. Укажите опорные точки в DimXpert> Схема автоматического определения размеров и выберите параметр «Геометрический» вместо допуска «Плюс / Минус». Затем выберите опорные точки и элементы для управления на основе опорных точек. После завершения размерной схемы добавьте отдельные геометрические допуски и символы GD&T.Программа автоматически генерирует размеры для таких габаритных элементов (FOS), как отверстия и выступы. Обязательно выберите «двусторонний» или «предел» в качестве типа допуска для элементов, для которых положительный и отрицательный пределы не равны.
Выбор опорных точек и элементов для геометрического допуска в Solidworks.
Чтобы импортировать эти допуски в технический чертеж, сначала проверьте в FeatureManager, какие плоскости используются в папке «Аннотации». При импорте видов из этих плоскостей в чертеж отметьте «Импортировать аннотации» и «Аннотации DimXpert».Добавление соответствующего вида в разрезе значительно прояснит рисунок.
Производственный чертеж с надлежащими допусками.
В этом руководстве мы обсудили систему определения геометрических размеров и допусков (GD&T), которая дает огромные преимущества дизайнерам и инженерам, работающим над сложными изделиями, размеры которых необходимо строго контролировать. Мы увидели, как GD&T передает не только линейные размеры, но и замысел проекта, что помогает более четко донести технический проект до заинтересованных сторон.
С помощью чуть более дюжины символов, базового элемента и рамки управления элементами можно значительно обогатить производственные чертежи и обеспечить согласованность инженерных подгонок для всех сборок продукта. GD&T также предлагает разработчикам подумать о том, как добиться оптимальных допусков своих деталей для выбранного производственного процесса, поскольку разные технологии производства приводят к различным характерным отклонениям.
Компании из авиакосмической, автомобильной, оборонной, потребительской, медицинской и других отраслей внедряют инструменты цифрового производства, чтобы предпринять шаги в направлении обещаний Индустрии 4.0. 3D-печать является катализатором эффективности, предоставляя персоналу от инженера-технолога до машиниста инструменты, позволяющие ужесточить цепочки поставок, улучшить производство и быстрее выйти на рынок, что позволяет сэкономить сотни тысяч долларов и от нескольких недель до нескольких месяцев.
Узнайте больше о том, как ведущие производители, такие как Tesla, General Electric и Dyson, используют 3D-печать, чтобы сэкономить деньги и сократить время выполнения заказа от проектирования до производства.
Microsoft Word — UNI EN 22768
% PDF-1.4 % 1 0 объект > эндобдж 2 0 obj > поток