
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




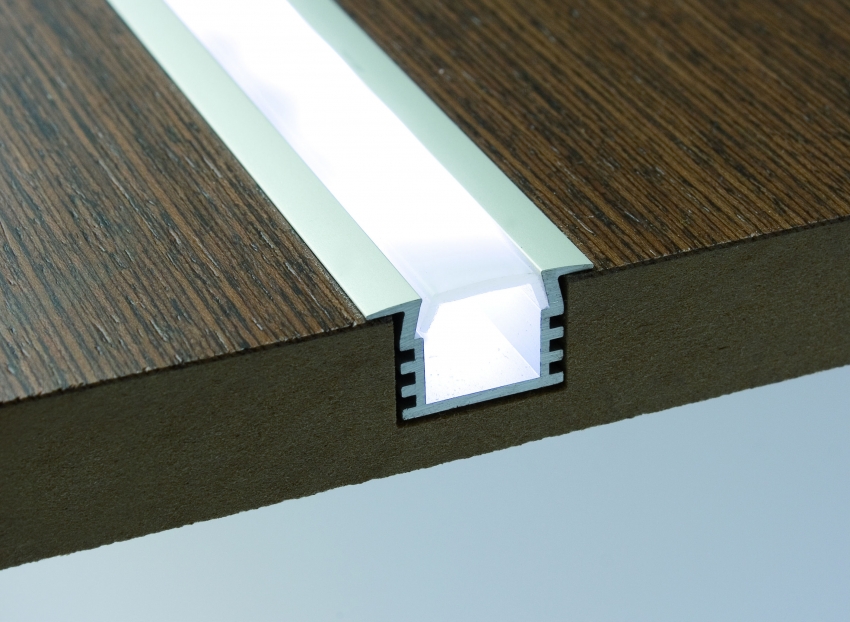
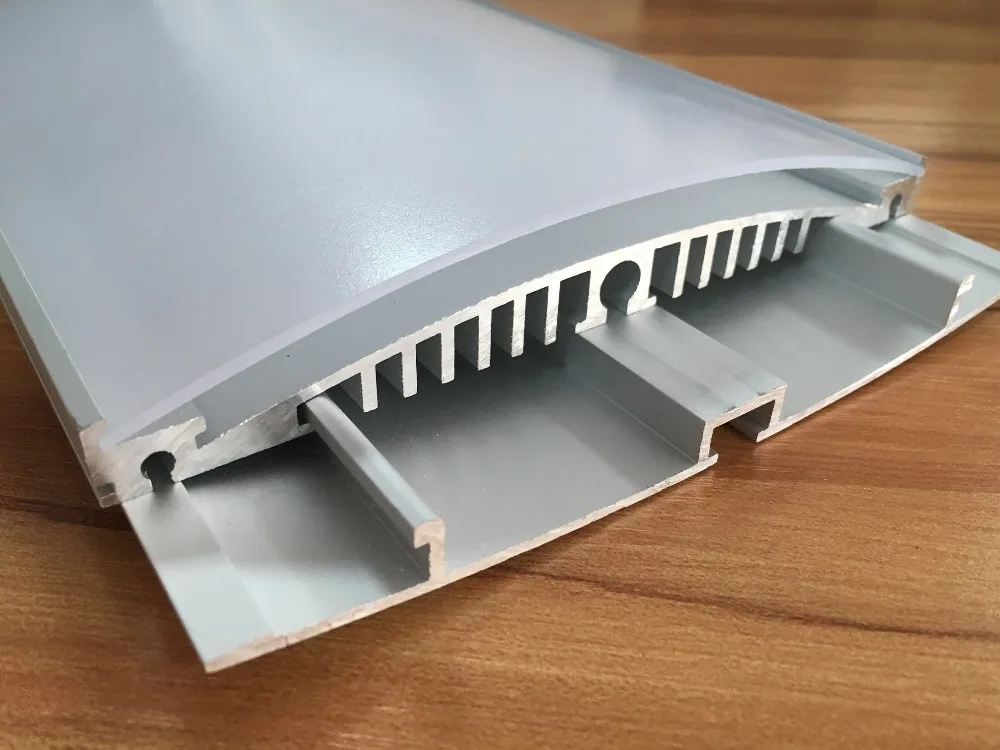
Алюминиевые профили для LED
Развитие технологий производства светодиодных лент позволяет использовать их в качестве надежного и экономичного источника света.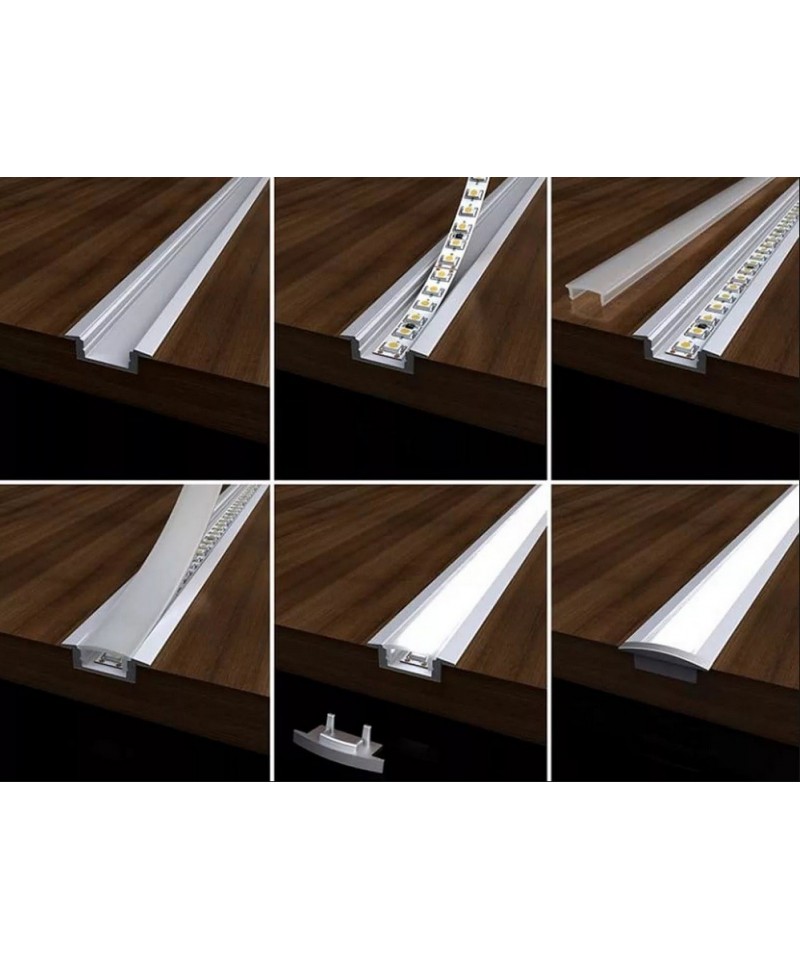 Наша компания предлагает алюминиевые профильные системы различного назначения для установки в них светодиодных лент и использования в качестве светильников. Различные варианты исполнения — врезные, накладные, угловые — позволяют этой продукции найти самое широкое применение.
Наша компания предлагает алюминиевые профильные системы различного назначения для установки в них светодиодных лент и использования в качестве светильников. Различные варианты исполнения — врезные, накладные, угловые — позволяют этой продукции найти самое широкое применение.
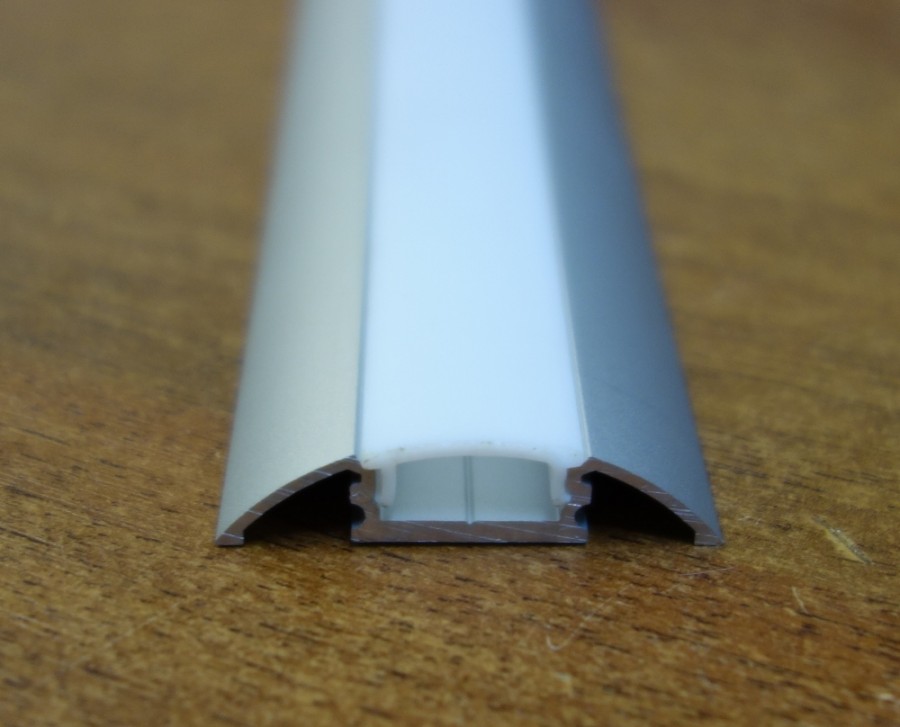
Мы предлагаем линейку алюминиевых профилей новой модифицированной версии, которые являются аналогами наиболее популярных моделей из коллекции мебельных профилей, и на которые предлагаем более выгодные условия по ценам.
Таблица предлагаемых профилей, диффузоров (экранов) и аксессуаров:
Профиль |
Чертеж |
Способ монтажа |
Аксессуары |
Артикул профиля |
Артикул комплекта |
1707L |
Накладной,клипсы Диффузор вщелкивается |
Клипса стальная; Торцевая заглушка б/отв. Торцевая заглушка с отв.; Диффузор (G1, G3, G4) |
17.101.18.017 |
19.141.02.547 |
|
2507L |
Врезной Диффузор вщелкивается |
Торцевая заглушка б/отв.; Торцевая заглушка с отв.; Диффузор (G1, G3, G4) |
17.102.19.017 |
19.141.02.545 |
|
1919L |
Накладной угловой (45°), клипсы Диффузор вдвигается |
Клипса стальная; Торцевая заглушка б/отв.; Торцевая заглушка с отв.; Диффузор (G1, G4, G5) |
17.103.16.017 |
19. |
|
1919 |
Накладной угловой (45°), клипсы Диффузор вдвигается |
Клипса стальная; Торцевая заглушка б/отв.; Торцевая заглушка с отв.; Диффузор (G1, G3, G4) |
17.103.16.017 |
19.143.35.824 |
|
2206 |
Врезной Диффузор вдвигается |
Торцевая заглушка б/отв.; Торцевая заглушка с отв.; Диффузор (G1, G3, G4) |
17.102.03.017 |
19.141.02.591 |
|
1506L |
Накладной, клипсы П-образный диффузор вщелкивается Плоский диффузор вдвигается |
Клипса стальная; Клипса пластик; Угол 90°; Торцевая заглушка б/отв. Торцевая заглушка с отв.; Диффузор (G1, G3, G4) |
17.103.17.017 |
19.141.02.542 |
|
1506L |
Накладной, клипсы П-образный диффузор вщелкивается Плоский диффузор вдвигается |
Клипса стальная; Клипса пластик; Угол 90°; Торцевая заглушка б/отв.; Торцевая заглушка с отв.; Диффузор (G1, G3, G4) |
17.103.17.017 |
19.143.35.833 |
|
3030L |
Накладной угловой (45°), клипсы Диффузор вдвигается |
Торцевая заглушка б/отв.; Торцевая заглушка с отв.; Клипсы; Диффузор (G4, G5) |
17. |
19.143.35.416 |
|
3030L |
Накладной угловой (45°), клипсы Диффузор вдвигается |
Торцевая заглушка б/отв.; Торцевая заглушка с отв.; Клипсы; Диффузор (G4, G5) |
17.101.21.017 |
19.143.35.830 |
|
2310L |
Накладной, клипсы Диффузор вдвигается |
Клипса метал; Торцевая заглушка б/отв.; Торцевая заглушка с отв.; Диффузор (G4) |
17.101.26.017 |
19.143.35.825 |
|
31030 |
Врезной Диффузор вдвигается |
Торцевая заглушка; Диффузор в комплекте с профилем; |
17. |
19.143.35.826 |
|
31224 |
Профиль для вешала, подвесы вертикальные, боковые Диффузор вдвигается |
Подвесы вертикальные; Подвесы боковые; Диффузор в комплекте с профилем, матовый; |
17.104.02.017 |
19.143.35.827 |
|
1307 |
Накладной Диффузор вщелкивается |
Торцевые заглушки -держатели; Диффузор (G1, G4, G5) |
17.101.14.017 |
19.141.02.543 |
|
1407 |
Накладной Диффузор вщелкивается |
Торцевые заглушки — держатели; Диффузор (G1, G4, G5) |
17. |
19.141.02.544 |
|
1616L |
Накладной угловой (45°), клипсы Диффузор вдвигается |
Клипса металл; Торцевая заглушка б/отв.; Торцевая заглушка с отв.; Диффузор (G4) |
17.103.22.017 |
19.143.35.500 |
|
1804L |
Накладной, клипсы Диффузор вщелкивается |
Клипса металл; Торцевая заглушка б/отв.; Торцевая заглушка с отв.; Диффузор (G4) |
17.101.23.017 |
19.143.35.717 |
|
0908L |
Накладной, клипсы Диффузор вщелкивается |
Клипса металл; Торцевая заглушка б/отв. Торцевая заглушка с отв.; Диффузор (G4) |
17.101.27.017 |
19.143.35.829 |
|
1211L |
Врезной Диффузор вщелкивается |
Торцевая заглушка б/отв.; Торцевая заглушка с отв.; Диффузор (G4) |
17.102.28.017 |
19.143.35.828 |
|
1318 |
Профиль-клипса на стеклянную полку 5мм |
Торцевая заглушка б/отв. |
G16922 |
19.143.35.453 |
 ;
;  141.02.546
141.02.546 ;
;  101.21.017
101.21.017 102.07.017
102.07.017 101.15.017
101.15.017 ;
; На странице   15 30 45 все
Отображать
 org/Product»>
org/Product»>
КСС 2207 Набор алюминиевых профилей черный
КСС 2207 Набор алюминиевых профилей
по запросу\регистрации
-
2507E | Профиль БЕЛЫЙ встраиваемый алюминиевый для светодиодных лент
2507E | Профиль встраиваемый алюминиевый для светодиодных лент
по запросу\регистрации
-
1616E | Профиль БЕЛЫЙ угловой алюминиевый для светодиодных лент
1616E | Профиль БЕЛЫЙ угловой алюминиевый для светодиодных лент
по запросу\регистрации
 org/Product»>
org/Product»>
1506 | Профиль БЕЛЫЙ накладной алюминиевый для светодиодных лент
1506E | Профиль БЕЛЫЙ накладной алюминиевый для светодиодных лент
по запросу\регистрации
-
Профиль прозрачный для торцевой подсветки на стекло 8мм
Профиль прозрачный для торцевой подсветки
по запросу\регистрации
-
КСС 1506E Набор алюминиевых профилей
КСС 1506L Наборы алюминиевых профилей
по запросу\регистрации
 org/Product»>
org/Product»>
КСС 2114 Набор алюминиевых профилей
КСС2114 Набор алюминиевых профилей
по запросу\регистрации
-
КСС 1616E Набор ЧЕРНЫХ алюминиевых профилей
КСС 1616 Набор ЧЕРНЫХ алюминиевых профилей
по запросу\регистрации
-
КСС 1506E Набор ЧЕРНЫХ алюминиевых профилей
КСС 1506 Набор ЧЕРНЫХ алюминиевых профилей
по запросу\регистрации
 org/Product»>
org/Product»>
КСС 2507E Набор ЧЕРНЫХ алюминиевых профилей
КСС 2507 Набор ЧЕРНЫХ алюминиевых профилей
по запросу\регистрации
-
КСС 2109 Набор алюминиевых профилей
КСС 2507 Набор алюминиевых профилей
по запросу\регистрации
-
КСС 2409 Набор алюминиевых профилей
КСС 2507 Набор алюминиевых профилей
по запросу\регистрации
 org/Product»>
org/Product»>
2409 E | Профиль врезной алюминиевый для светодиодных лент
2409 E | Профиль врезной алюминиевый для светодиодных лент
по запросу\регистрации
-
2109 E | Профиль накладной алюминиевый для светодиодных лент
2109 E | Профиль накладной алюминиевый для светодиодных лент
по запросу\регистрации
 org/Product»>
org/Product»>
КСС 2507 Набор ЧЕРНЫХ алюминиевых профилей
КСС 2507 Набор ЧЕРНЫХ алюминиевых профилей
по запросу\регистрации
-
КСС 1506 Набор ЧЕРНЫХ алюминиевых профилей
КСС 1506 Набор ЧЕРНЫХ алюминиевых профилей
по запросу\регистрации
-
КСС 1616 Набор ЧЕРНЫХ алюминиевых профилей
КСС 1616 Набор ЧЕРНЫХ алюминиевых профилей
по запросу\регистрации
 org/Product»>
org/Product»>
1506 | Профиль ЧЕРНЫЙ накладной алюминиевый для светодиодных лент
1506 | Профиль ЧЕРНЫЙ накладной алюминиевый для светодиодных лент
по запросу\регистрации
-
1616 | Профиль ЧЕРНЫЙ угловой алюминиевый для светодиодных лент
1616 | Профиль ЧЕРНЫЙ угловой алюминиевый для светодиодных лент
по запросу\регистрации
 org/Product»>
org/Product»>
2507 | Профиль ЧЕРНЫЙ встраиваемый алюминиевый для светодиодных лент
2507 | Профиль ЧЕРНЫЙ встраиваемый алюминиевый для светодиодных лент
по запросу\регистрации
-
КСС 2518 | НАБОР профиль алюм с внешними углами пластиковыми для светодиодной рамки за зеркало
КСС 2518 | НАБОР профиль алюминиевый для светодиодной рамки за зеркало с пластиковыми внешними углами
по запросу\регистрации
 org/Product»>
org/Product»>
2518L | Профиль алюминиевый для светодиодной рамки за зеркало
2518L | Профиль алюминиевый для светодиодной рамки за зеркало
по запросу\регистрации
-
КСС 1512LP Набор пластиковых профилей IP44
КСС 1512LP Наборы пластиковых профилей
по запросу\регистрации
-
КСС 2518 | НАБОР алюминиевого профиль для светодиодной рамки за зеркало
2518 | НАБОР алюминиевого профиля для светодиодной рамки за зеркало
по запросу\регистрации
 org/Product»>
org/Product»>
10×2 | Полоса алюминиевая анодированная
12×2 | Полоса алюминиевая анодированная
по запросу\регистрации
-
КСС 2207 Набор алюминиевых профилей
КСС 2207 Набор алюминиевых профилей
по запросу\регистрации
-
КСС 1616E Набор алюминиевых профилей с углом 90°
КСС 1616E Набор алюминиевых профилей с углом 90°
по запросу\регистрации
 org/Product»>
org/Product»>
КСС 1506E Набор алюминиевых профилей
КСС 1506E Набор алюминиевых профилей
по запросу\регистрации
-
1506E | профиль накладной алюминиевый для светодиодных лент
1506 E | профиль накладной алюминиевый для светодиодных лент
по запросу\регистрации
-
1616 E | Профиль накладной алюминиевый для светодиодных лент
1616 E | Профиль накладной алюминиевый для светодиодных лент
по запросу\регистрации
Replica Tape — источник новой информации о профиле поверхности | Ресурсы
Реплика ленты – источник новой информации о профиле поверхностиДэвид Бимиш, DeFelsko Corporation РЕФЕРАТ
Перед нанесением защитных покрытий стальные поверхности часто очищают абразивным воздействием. Результирующий профиль поверхности, иногда называемый анкерным узором, состоит из сложного узора пиков и впадин, который необходимо точно оценить, чтобы обеспечить соответствие спецификациям работы или контракта. Измеряемые параметры включают высоту профиля, количество пиков, плотность пиков и увеличение площади поверхности (морщинистость).
Результирующий профиль поверхности, иногда называемый анкерным узором, состоит из сложного узора пиков и впадин, который необходимо точно оценить, чтобы обеспечить соответствие спецификациям работы или контракта. Измеряемые параметры включают высоту профиля, количество пиков, плотность пиков и увеличение площади поверхности (морщинистость).
В производстве защитных покрытий реплики ленты широко используются для количественного определения профиля поверхности. Однако, как и в случае с большинством других средств измерения поля, рулетка определяет только максимальную высоту профиля. Другие измерения текстуры поверхности, не менее значимые, можно получить с помощью электронных или конфокальных микроскопов или интерферометрических лазерных профилировщиков, но эти большие, сложные и дорогие приборы непригодны для использования в полевых условиях.
Лента-реплика представляет собой обратную копию стальной поверхности после пескоструйной очистки. В этом документе повторно исследуется реплика ленты как источник других параметров профиля поверхности, необходимых профессионалам в области покрытий. В нем объясняется, как можно получить ценную новую информацию с ленты-реплики, используя простые и недорогие полевые устройства.
В нем объясняется, как можно получить ценную новую информацию с ленты-реплики, используя простые и недорогие полевые устройства.
Ключевые слова: поверхность; профиль; реплика; лента; шероховатость; адгезия; шероховатость
ВВЕДЕНИЕСтальная поверхность после струйной очистки состоит из случайных неровностей с пиками и впадинами, которые трудно охарактеризовать (рис.1). Характер обработанной пескоструйной обработкой поверхности позволяет прогнозировать прилипание краски. Если шероховатость от пика до впадины недостаточна, краска не будет держаться. Если шероховатость пика к впадине слишком велика, высокие пики могут выступать сквозь краску, становясь очагами коррозии.
Рис. 1: Сгенерированное компьютером изображение стальной поверхности, очищенной пескоструйной очисткой (слева). Взорванная поверхность (справа).
Специалистам по покрытиям доступны различные методы измерения, включая фокусирующие микроскопы, компараторы поверхностей, микрометры глубины и измерители шероховатости со щупом. Каждый из них предоставляет часть информации. Желательно получить необходимые параметры из одного практического источника. В данной статье в качестве такого возможного источника рассматривается лента-реплика.
Каждый из них предоставляет часть информации. Желательно получить необходимые параметры из одного практического источника. В данной статье в качестве такого возможного источника рассматривается лента-реплика.
Реплика ленты — это давно известный метод характеризации поверхности. Он прост, относительно недорог и показывает хорошую корреляцию с результатами других методов. Это особенно полезно для измерений на искривленных поверхностях, которые трудно измерить напрямую с помощью щупов, интерферометрических лазерных сканирующих или оптических устройств для измерения фокусного расстояния. Поэтому неудивительно, что он стал самым популярным полевым методом измерения профиля поверхности. Его работа описана в ряде международных стандартов, включая ASTM D4417 9.0018 1 , ISO 8503-5 2 , NACE RP0287 3 и AS 3894.5 4 .
Лента-реплика состоит из слоя сжимаемой пены, прикрепленной к несжимаемой полиэфирной основе очень однородной толщины (50 мкм + 2 мкм). При нажатии на шероховатую стальную поверхность пена образует отпечаток или обратную копию поверхности. Пена может разрушиться примерно до 25% от своей толщины до коллапса. Таким образом, по мере того, как самые высокие пики исходной поверхности прижимаются к полиэфирной основе, полностью сжатая пена смещается в стороны. Точно так же самые глубокие долины на оригинале создают самые высокие пики в копии.
При нажатии на шероховатую стальную поверхность пена образует отпечаток или обратную копию поверхности. Пена может разрушиться примерно до 25% от своей толщины до коллапса. Таким образом, по мере того, как самые высокие пики исходной поверхности прижимаются к полиэфирной основе, полностью сжатая пена смещается в стороны. Точно так же самые глубокие долины на оригинале создают самые высокие пики в копии.
Помещение сжатой ленты (реплики) между упорами пружинного микрометра и вычитание вклада несжимаемой полиэфирной подложки (50 мкм) дает меру среднего максимального профиля шероховатости поверхности от пика до впадины (рис. 2)
Рис. 2: Как работает лента-реплика
Лента-реплика доступна в нескольких вариантах толщины для облегчения измерения профиля в различных диапазонах. Первичный диапазон измерения с помощью ленты-реплики составляет от 20 до 115 мкм, охватываемый двумя сортами ленты:
- Coarse от 20 до 64 мкм
- X-Coarse от 38 до 115 мкм
 Метод широко используется и широко известен.
Метод широко используется и широко известен.Дополнительным преимуществом, которое иногда недооценивают, является тот факт, что, в отличие от методов остроконечных зондов, метод реплик отбирает непрерывную двумерную область, которая достаточно велика для получения надежных статистических данных. Например, один электронный тестер шероховатости поверхности сканирует линию вдоль обработанной абразивоструйной очисткой поверхности длиной 12,5 мм и шириной 10 мкм на общей площади 0,12 мм2. Одна копия пенопласта имеет площадь около 31 мм2, что в 250 раз больше.
Однако наряду с этими преимуществами имеются и недостатки. Наиболее примечательным является тот факт, что этот метод воспроизведения и связанное с ним определение толщины являются аналоговыми процедурами и что каждый класс или толщина ленты точны только в ограниченном диапазоне высоты профиля. Для охвата диапазона профилей, представляющих наибольший интерес для специалистов по покрытиям и футеровке (примерно от 20 до 115 мкм), требуются ленты двух марок: «Грубая» и «Х-грубая».
Неудобной характеристикой ленты-реплика является то, что измерения наиболее точны вблизи середины диапазона каждого класса и наименее точны на внешних концах диапазона каждого класса (рис. 3). Вот почему два других класса, Coarse Minus (<20 мкм) и X-Coarse Plus (>115 мкм), используются для проверки и, при необходимости, корректировки измерений в нижней и верхней частях основного диапазона.
Рис. 3: Нелинейность реплики ленты
Причина потери линейности в конце диапазона каждого сорта ленты связана с тем, как лента сжимается в этих областях толщины. Каждая толщина или класс ленты становится менее точной, поскольку пики, которые необходимо воспроизвести, приближаются к полной толщине воспроизводящего пеноматериала. Во время измерения микрометром пики слегка сжимаются, что является своего рода усреднением высоты пиков. Это ограничивает точность в верхней части диапазона оценок. Ограничением точности в нижней части своего диапазона является тот факт, что, подобно сильно сжатой кухонной губке, повторяющаяся пена достигает состояния полного сжатия и, возможно, немного расслабляется (рис. 4). В результате, как на верхнем, так и на нижнем концах, реакция аналога пены на сжатие не зависит линейно от степени сжатия.
4). В результате, как на верхнем, так и на нижнем концах, реакция аналога пены на сжатие не зависит линейно от степени сжатия.
Рис. 4. Причина нелинейности ленты-реплики
ИСПРАВЛЕНИЕ ДЛЯ ПОВЫШЕНИЯ ТОЧНОСТИВерхний предел диапазона грубой очистки и нижний предел диапазона грубой очистки X имеют «перекрывающуюся» область 38–64 мкм (Рис. 3 и 5). Текущие инструкции Testex описывают относительно сложную и трудоемкую процедуру (среднее значение одного показания с использованием класса Coarse и одного показания с использованием класса X-Coarse), которая используется для объединения поддиапазонов Coarse и X-Coarse для получения достаточно точных показаний в течение больший диапазон 20 — 115 мкм. Этот рецепт представляет собой компромисс между точностью и простотой использования.
Рис. 5: Область перекрытия 2 сортов ленты реплики
В качестве альтернативы, недостатки, связанные с нелинейностью и ограниченным диапазоном этих двух поддиапазонов сортов ленты, могут быть компенсированы процессором с использованием «справочных таблиц». Это не вариант для простого пружинного микрометра (рис.6). Электронные приборы, использующие мощные процессоры, могут предлагать пользователям возможность отображать либо традиционное прямое считывание толщины реплики (H), либо само по себе применение значения настройки и отображение линеаризованного измерения высоты профиля поверхности (HL).
Это не вариант для простого пружинного микрометра (рис.6). Электронные приборы, использующие мощные процессоры, могут предлагать пользователям возможность отображать либо традиционное прямое считывание толщины реплики (H), либо само по себе применение значения настройки и отображение линеаризованного измерения высоты профиля поверхности (HL).
Рис. 6: Аналоговый пружинный микрометр (слева) — Цифровой пружинный микрометр (справа)
Процессор прибора при переключении в «линеаризованный» режим HL проводит пользователя через все необходимые показания (обычно требующие ввода одного «грубого» » или реплика сорта «X-Coarse») и возвращает результат измерения, скорректированный с учетом нелинейного отклика пены. Эта регулировка линейности, как правило, невелика (порядка стандартного отклонения), но основными преимуществами преобразования сигнала устройства являются уменьшение погрешности измерения, снижение рабочей нагрузки инспектора и вероятности ошибки, а также уменьшение количества повторений. необходимые инспекторам для обеспечения точности. Кроме того, поскольку каждый класс ленты на самом деле работает в большем диапазоне, чем указано на этикетке, с соответствующими поправочными коэффициентами можно использовать класс X-грубый для измерения профиля в номинальном диапазоне грубой и наоборот.
необходимые инспекторам для обеспечения точности. Кроме того, поскольку каждый класс ленты на самом деле работает в большем диапазоне, чем указано на этикетке, с соответствующими поправочными коэффициентами можно использовать класс X-грубый для измерения профиля в номинальном диапазоне грубой и наоборот.
Как бы ни была интересна эта улучшенная информация о высоте профиля, еще больше данных о характеристиках поверхности содержится в 31-миллиметровой 2 площади поверхности реплики. Значительные новые данные доступны через цифровую визуализацию.
Свойство ленты, связанное с ее способностью воспроизводить поверхности, заключается в повышении оптической передачи ленты в местах ее сжатия. Пропускание света пропорционально степени сжатия. На фотографии фрагмента ленты-реплики, освещенного сзади, видны светлые области с более высоким сжатием (пики) и темные участки с более низким сжатием (впадины) (рис. 7а).
7а).
Используя этот принцип прозрачности, количество пиков можно определить, просто подсчитав яркие пятна на оттиске, полученном цифровым датчиком изображения. Эти измерения яркости (каждое из которых сопоставимо по размеру с 5-микронным зондом устройства для измерения профиля щупа) соответствуют измерениям толщины, которые, в свою очередь, отражают профиль исходной поверхности. Прибор с процессором, работающим с подходящим алгоритмом, может идентифицировать пики и определять площадную плотность пиков, то есть количество пиков на квадратный сантиметр или Pd, как определено в ASME B46.1 5 .
В отличие от профилировщиков со щупом, счетчики пиков с копией ленты, как и тонкие и дорогие интерферометрические оптические профилировщики лабораторного уровня, вычисляют истинные плотности двухмерных пиков. Профилировщики со щупом измеряют только одну линию на шероховатой поверхности, и большинство функций, которые он записывает как «пики», на самом деле являются «плечами пика», где игла проходит по стороне пика, а не по вершине пика.
Другим преимуществом этих изображений является то, что для получения каждого измерения используется больше данных (1 000 000 точек для измерения одной реплики ленты по сравнению с 5 000 точек для одного сканирования 2,5 см щупом). Кроме того, все это делается с помощью надежного полевого прибора, в котором используется недорогое оборудование для получения данных о характеристиках поверхности, аналогичных тем, которые получаются с помощью лабораторных приборов.
(a) (b)
Рисунок 7: 2D и 3D изображения, полученные из реплики ленты
Дополнительные параметры характеристики поверхности могут быть потенциально извлечены после того, как отношение толщины/прозрачно . В результате получаются трехмерные карты обработанной пескоструйной обработкой поверхности стали, стоимость которых намного меньше, чем у устройств для интерферометрического профилирования (рис. 7b).
Хотя высота пика и количество пиков являются факторами долгосрочной адгезии покрытий, каждый из них влияет на более фундаментальный базовый параметр: развитую площадь поверхности6 или Sdr.
По 3D-изображениям можно измерить увеличение площади поверхности в результате взрывных работ. Sdr — это трехмерный параметр поля, который обеспечивает функциональную корреляцию с техникой нанесения, предоставляя специалистам по покрытиям значение шероховатости — дополнительную площадь поверхности, созданную пескоструйной обработкой, в процентах (реальная площадь / x-y площадь)7.
ВЫВОДЫПростое и недорогое портативное устройство, использующее датчики толщины и изображения, может характеризовать реплику ленты и генерировать изображения и статистику исходной поверхности. К этим параметрам относятся:
H – среднее значение максимальных расстояний от пика до впадины, полученное путем измерения толщины ленты-реплики с помощью микрометра или датчика толщины.
HL – более точное измерение высоты от пика до впадины с поправкой на нелинейность ленты без необходимости усреднения 2 или более повторений.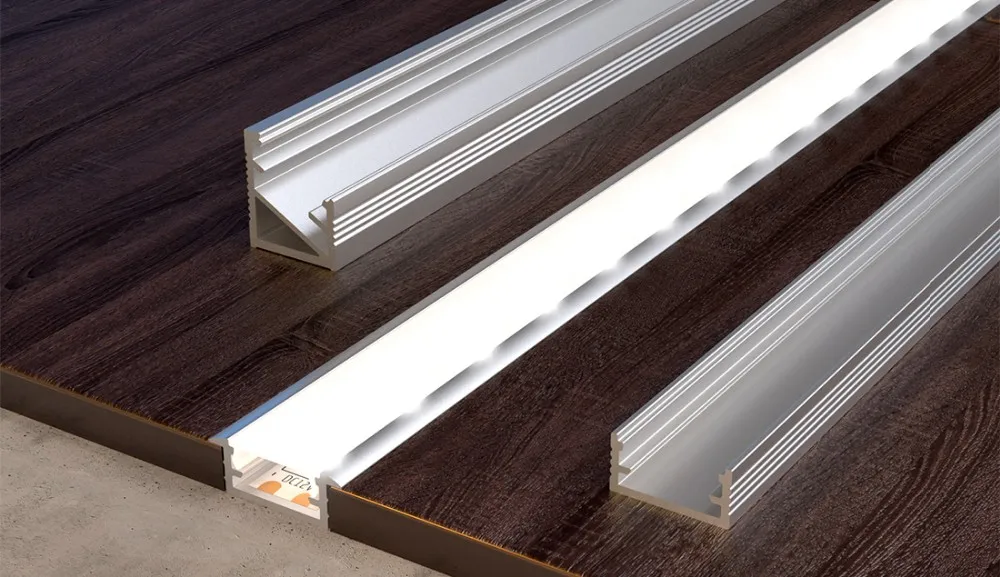 Этот метод имеет дополнительное преимущество, заключающееся в возможности расширить диапазон реплик ленты каждого сорта.
Этот метод имеет дополнительное преимущество, заключающееся в возможности расширить диапазон реплик ленты каждого сорта.
Pd – Пиковая плотность в соответствии с ASME B46.1. Это значение часто называют индикатором количества механического сцепления, доступного для закрепления защитных покрытий.
Sdr – Коэффициент развитой межфазной поверхности, выраженный в процентах от дополнительной площади поверхности, обеспечиваемой текстурой, по сравнению с идеальной плоскостью, равной размеру области измерения. Изображения — 2D- и 3D-визуализация поверхности реплики ленты для документирования.
ЦИТАТЫ1 ASTM D4417 «Стандартные методы испытаний для полевых измерений профиля поверхности стали, очищенной пескоструйной обработкой» (ASTM International, 100 Barr Harbour Drive, West Conshohocken, PA 19428) 5-012 3
2900 5 «Подготовка стальных подложек перед нанесением красок и сопутствующих продуктов. Характеристики шероховатости поверхности стальных подложек, подвергнутых пескоструйной очистке. Часть 5. Метод реплики ленты для определения профиля поверхности». Варембе, Почтовый ящик 56, CH-1211, Женева 20, Швейцария)
Характеристики шероховатости поверхности стальных подложек, подвергнутых пескоструйной очистке. Часть 5. Метод реплики ленты для определения профиля поверхности». Варембе, Почтовый ящик 56, CH-1211, Женева 20, Швейцария)
3 Стандарт NACE RP0287-2002 «Полевые измерения профиля поверхности стальных поверхностей, очищенных абразивоструйной очисткой, с использованием ленты-реплики». (Национальная ассоциация инженеров по коррозии (NACE), 1440 South Creek Dr., Houston, TX USA 77084-4906)
4 Австралийский стандарт AS 3894.5-2002, «Испытания защитных покрытий на месте, Метод 5: Определение профиля поверхности ». (Стандарты Австралии, GPO Box 476, Sydney NSW 2001 Australia)
5 ASME B46.1-2009«Текстура поверхности (шероховатость, волнистость и укладка поверхности)» (Американское общество инженеров-механиков, Three Park Avenue, New York, NY 10016-5990 USA)
6 ISO 25178-2 «Геометрические характеристики продукта (GPS) – Текстура поверхности: Area – Часть 2: Термины, определения и параметры текстуры поверхности» (Международная организация по стандартизации (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Женева 20, Швейцария)
7 C. A. Браун и С. Зигманн, «Фундаментальные шкалы адгезии и фрактальный анализ в масштабе площади», International Journal of Machine Tools and Manufacture, 41 (2001) 1927-1933
A. Браун и С. Зигманн, «Фундаментальные шкалы адгезии и фрактальный анализ в масштабе площади», International Journal of Machine Tools and Manufacture, 41 (2001) 1927-1933
i Автор выражает благодарность за помощь Леону Вандервалку из DeFelsko и Бобу Стачнику из Testex
ДЭВИДУ БИМИШУ (1955–2019), бывшему президенту корпорации DeFelsko в Нью-Йорке. производитель ручных приборов для испытаний покрытий, продаваемых по всему миру. Он имел степень в области гражданского строительства и более 25 лет опыта в разработке, производстве и маркетинге этих испытательных приборов в различных международных отраслях, включая промышленную покраску, контроль качества и производство. Он проводил обучающие семинары и был активным членом различных организаций, включая NACE, SSPC, ASTM и ISO.
Свяжитесь с [email protected], чтобы задать конкретные вопросы или запросить дополнительную информацию.
Профиль компании | Клейкая лента и этикетки для критических сред
Профиль компании | клейкая лента и этикетки для критических сред | Ультралента UltraTape® производит высококачественные клейкие ленты для полупроводниковой, фармацевтической, аэрокосмической, медицинской и
электронной промышленности более 20 лет. Производственное предприятие компании «Чистая комната» гарантирует отсутствие частиц.
и безостаточные клейкие ленты в рулонах, начиная от небольших инженерных партий и заканчивая большими объемами производства.
Производственное предприятие компании «Чистая комната» гарантирует отсутствие частиц.
и безостаточные клейкие ленты в рулонах, начиная от небольших инженерных партий и заканчивая большими объемами производства.
Широкий ассортимент лент UltraTape включает такие материалы, как полиэстер, полиэтилен, ПВХ, полипропилен, каптон, полиимид. и использует оптимальные клеевые технологии, будь то акрил, резина или полиуретан для каждого применения.
Запатентованный процесс UltraTape был разработан для удовлетворения потребностей высокотехнологичных отраслей. UltraTape может уникальным образом предоставить сертифицированную ленту CleanRoom, отвечающую требованиям важнейших отраслей промышленности. Области применения: от строительства чистых помещений лента, вафельная технологическая лента, барьерные ленты или стерилизация.
Миссия Delphon заключается в предоставлении материалов и услуг для доставки, обработки, печати и упаковки дорогостоящих
техники и медицинских компонентов. Генеральный директор Жанна Бичем со штаб-квартирой в Хейворде, штат Калифорния, заняла агрессивную позицию
Delphon, чтобы воспользоваться изменениями в отраслях, которые обслуживает компания.
Генеральный директор Жанна Бичем со штаб-квартирой в Хейворде, штат Калифорния, заняла агрессивную позицию
Delphon, чтобы воспользоваться изменениями в отраслях, которые обслуживает компания.
С подразделениями Gel-Pak, TouchMark и UltraTape, а также с всемирной сетью продаж и дистрибуции Delphon Industries обслуживает широкий спектр рынков.
www.delphon.com
Компания TouchMark предоставила высококачественную прецизионную тампопечать и услуги по производству медицинского оборудования, средств диагностики, и электронной промышленности более 15 лет. Производственные мощности компании в чистых помещениях позволяют обрабатывать прототипы от небольших клинических испытаний и инженерных партий до больших объемов производства с максимально быстрым оборотом время.
Технология тампопечати TouchMark была разработана для удовлетворения высоких потребностей в области медицинского оборудования и электронных компонентов.
отрасли. Проекты могут варьироваться от прецизионных катетеров до подушечек для клавиатуры с уникальными углублениями и сложными изгибами. Опыт TouchMark в области печати на сложных носителях варьируется от PEEK, Delrin, полипропилена и PTFE до силикона.
Опыт TouchMark в области печати на сложных носителях варьируется от PEEK, Delrin, полипропилена и PTFE до силикона.
www.padprint.com
Когда компаниям необходимо манипулировать, транспортировать или обрабатывать небольшие ценные устройства без риска повреждения, они полагаются на Gel-Pak. Работая в ряде отраслей, компания Gel-Pak создает инновационные решения для безопасной обработки и транспортировки. передовых технологий уже более двадцати пяти лет.
Gel-Pak имеет более 1000 активных клиентов по всему миру, от компаний из списка Fortune 500 до небольших начинающих производителей и университеты. Ключевые отрасли промышленности, которые полагаются на единственные в своем роде продукты Gel-Pak, включают полупроводниковую, оптоэлектронную, микроволновую, телекоммуникации, медицинские, автомобильные и хранения данных.
Компания Gel-Pak со штаб-квартирой в Хейворде, Калифорния, занимается производством инновационных упаковочных продуктов с 1980 года.