
Прогрев бетона сварочным аппаратом кабелем ПНСВ и электродами
Когда температура бетона составляет менее +5 градусов Цельсия, то для его прогрева использую специальные трехфазные понижающие трансформаторы воздушного или масляного типа. Но они больше подходят для работы с небольшим объемом. Если требуется прогревание при заливке фундамента на даче или для других относительно небольших построек, то может осуществляться прогрев бетона сварочным аппаратом, схема подключения которого будет несколько отличаться от обыкновенной. Маломощные аппараты здесь оказываются более удобными, чем профессиональная техника. Они экономичнее и мобильнее, не говоря уже о доступности.
Прогрев бетона сварочным аппаратом
Если рассматривать все в общих чертах, то здесь схема прогрева практически не меняется, так как основная разница состоит в мощности используемой техники. Но для заливки плиты площадью 5х4 метра вполне достаточно сварочного аппарата на 250А. такая взаимозаменяемость обусловлена тем, что трансформатор в сварочном аппарате и обыкновенный, служащий для понижения, выполняют практически одни и те же функции, только для различных целей.
Что необходимо для подогрева бетона?
- В первую очередь требуется сам трансформатор, который может использоваться в домашних условиях. В среднем это техника с максимальным пределом в 200-250 А.
- Необходимо также иметь провод ПНСВ. Для процедуры его желательного порезать на несколько кусков одинаковой длинны.
- Алюминиевый одинарный провод. Его сечение желательно выбирать в пределах 2,5-4 мм квадратных.
- Для изоляции подойдут простые хлопчатобумажные ленты, которые как раз и производятся для подобных целей.
- Токовые клещи.
- Пассатижи.
Прогрев бетона сварочным аппаратом проводом ПНСВ
Греющий провод нарезается кусками по 18 метров. Количество требующихся отрезков зависит от мощности сварочного трансформатора, который будет использоваться. Расчет количества определяется исходя из того, что один кусок провода выдерживает 25 А. Но если ваш аппарата имеет максимальную силу тока в 250 А, то это еще не значит, что стоит брать 10 кусков. Лучше работать в среднем режиме на 200 А и использовать 8 частей. Такое количество оказывается достаточным для плиты в 20 см и площадью 5х4 метра.
Лучше работать в среднем режиме на 200 А и использовать 8 частей. Такое количество оказывается достаточным для плиты в 20 см и площадью 5х4 метра.
Схема прогрева бетона кабелем ПНСВ
Алюминиевых провода присоединяются к имеющимся проводам ПНСВ. Соединение происходит при помощи скрутки, а длина провода подбирается уже по месту, так как его концы нужно будет присоединить к сварочному кабелю. Все скрутки должны быть изолированы.
После этого следует класть прогревочные петли. Кабель должен находиться выше середины плиты, но не достигать верхнего слоя в арматуре. Петли подвязываются изоляцией, чтобы их не замкнуло. Чтобы скрутка не сгорела, она должна быть в бетоне. Алюминиевые концы выводятся из зоны заливки. Желательно промаркировать все выходы, чтобы не запутаться.
Когда бетон будет залит, следует собрать цепь обогрева как можно быстрее. Для этого нужно подключить два кабеля со сварочного аппарата. Таким образом, на каждый сварочный кабель должно приходиться по 8 концов. После этого можно включать сварочный аппарат для прогрева бетона. Перед началом работы следует уменьшить количество Ампер на регуляторе. Если после включения значение тока окажется слишком высоким, то не стоит переживать, так как во время прогревания оно будет уменьшаться. Если значение падает до того состояния, когда ток становится слишком слабым, то после этого стоит увеличить значение. Это происходит через несколько часов после включения. Периодически нужно проверять нагрузку, чтобы она не превышала 25 А. Все время процесса может занимать более суток, поэтому, сварочные инверторы с низким ПВ не пригодятся для данной операции.
После этого можно включать сварочный аппарат для прогрева бетона. Перед началом работы следует уменьшить количество Ампер на регуляторе. Если после включения значение тока окажется слишком высоким, то не стоит переживать, так как во время прогревания оно будет уменьшаться. Если значение падает до того состояния, когда ток становится слишком слабым, то после этого стоит увеличить значение. Это происходит через несколько часов после включения. Периодически нужно проверять нагрузку, чтобы она не превышала 25 А. Все время процесса может занимать более суток, поэтому, сварочные инверторы с низким ПВ не пригодятся для данной операции.
Подогрев бетона сварочным аппаратом и электродами
Для данного процесса используются специальные электроды. Первой разновидностью являются пластинчатые. Они устанавливаются с внутренней стороны опалубки, что улучшает контакт со смесью. Электрическое поле разогревает бетон до заданной температуры.
Электрическое поле разогревает бетон до заданной температуры.
Также существуют полосовые электроды, общая ширина которых достигает до 45 см. Они монтируются с двух сторон, а когда подключаются к трансформатору, то поле между ними прогревает бетонную смесь.
Струнные используются при прогревании цилиндрических конструкций, таких как колонны. При этом сам электрод помещается в центр конструкции, а по внешней стороне проходит токопроводящий лист.
Стержневые внешне напоминают арматуру, так как их диаметр составляет 7-11 мм. Они помещаются внутрь бетона с определенным шагом. Последние в ряду изделия ставятся до 40 см от опалубки. Данная разновидность применяется для сложных конструкций. Таким образом, для каждого вида работ требуется выбирать свои виды электродов.
Схема прогрева бетона электродами
Технология их применения происходит следующим образом:
- Изделия раскладываются равномерно по всей поверхности бетонной площадки;
- Затем они все соединяются в две отдельные цепи, одна из которых будет «+», а вторая «-»;
- Между ними устанавливается лампа накаливания, которая помогает следить за напряжением;
- Цепи присоединяются проводами обратной и прямой связи.

«Обратите внимание!
Для того, чтобы влага не испарялась с поверхности достаточно быстро, ее требуется накрыть слоем опилок. Контролировать температуру можно при помощи обыкновенного градусника.»
Заключение
Сварочные аппараты для дома отлично подходят не только для сварки в домашних условиях, но и для прочих процедур, где не нужна сверхвысокая мощность. Прогревание бетона трансформатором является явным тому примером. Одно из немногих, чем придется обзавестись для проведения такой операции будут специальные электроды. Измерительные приборы и так должны быть в арсенале сварщика. Но здесь следует присматривать за безопасным проведением работы, чтобы режимы не превышали допустимые характеристики оборудования. В ином случае это может привести к поломке техники.
способы с инвертором, трансформатором и проводом ПНСВ
Содержание
- Зачем прогревать бетон
- Особенности прогрева с помощью сварочного аппарата
- Подготовка к самостоятельным работам
- Необходимые инструменты
- Способы нагрева бетона с помощью сварки
- Сварочный аппарат и провод ПНСВ
- Использование электродов
- Подключение к сварочному аппарату
- Сооружение греющей опалубки
- Особенности прогрева зимой
- Как еще можно прогреть бетон
- Специальные добавки
- Индукционный метод нагрева
- Советы начинающим
Получить оптимальные качественные характеристики конструкции независимо от времени года можно при прогреве бетона сварочным аппаратом. В условиях действующей строительной площадки этот метод выделяется простотой, доступностью, удобством реализации поставленной задачи. Оборудование мобильно, его можно перенести, задействовать в местах со сложным доступом.
В условиях действующей строительной площадки этот метод выделяется простотой, доступностью, удобством реализации поставленной задачи. Оборудование мобильно, его можно перенести, задействовать в местах со сложным доступом.
Зачем прогревать бетон
Проектную морозостойкость, прочность, водонепроницаемость железобетонная конструкция приобретает через 28 суток после заливки при температуре +20 °С. Ее снижение до +5 °С приводит к тому, что состав твердеет в 5 раз дольше. При отрицательных значениях гидратация прекращается.
Затвердевание бетона при температуре +5 °С происходит в пять раз дольше, чем при температуре +20 °С.Из-за расширения жидкости при замерзании внутри бетона происходит разрушение его структуры. Рост внутреннего давления не выдерживают уже сформировавшиеся связи между кристаллами. Лед обволакивает элементы наполнителя (арматуру, гравий), их сцепление с цементным тестом теряется.
После оттаивания деформированный бетон снова твердеет. Из-за этого могут появиться трещины, крупные участки отслаиваются.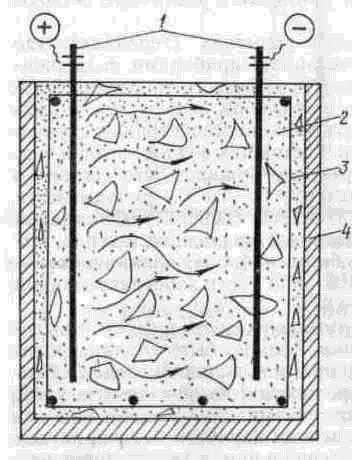 С увеличением частоты замораживания прочность, срок службы, монолитность конструкции снижаются. Поэтому при ведении строительных работ зимой или в межсезонье проблему решают с помощью равномерного подогрева бетона.
С увеличением частоты замораживания прочность, срок службы, монолитность конструкции снижаются. Поэтому при ведении строительных работ зимой или в межсезонье проблему решают с помощью равномерного подогрева бетона.
Особенности прогрева с помощью сварочного аппарата
Технология предусматривает сквозное или периферийное расположение нагревательных элементов. Первый вариант подходит для конструкций сложной формы с большой толщиной заливаемой смеси. В обоих случаях строители рекомендуют постоянно контролировать текущие температурные показатели, чтобы не допустить перегрева.
При использовании сварочного аппарата для нагрева плиты нужно учитывать следующие особенности:
- Рабочие параметры оборудования и время воздействия определяются индивидуально с учетом температуры воздуха на строительной площадке.
- Чтобы сохранить влагу в цементной смеси, поверхность засыпают слоем опилок. Процесс испарения регулируют, изменяя силу тока, вырабатываемого сварочником.
- Недопустим перегрев конструкции.
 Он сопровождается обезвоживанием бетона, его структура становится пористой, теряется прочность.
Он сопровождается обезвоживанием бетона, его структура становится пористой, теряется прочность. - Для увеличения КПД установки поверхность накрывают слоем теплоизоляции.
- Схема, по которой к источнику питания подключают токопроводящие элементы, разрабатывается индивидуально с учетом параметров конструкции.
При условии соблюдения техники безопасности методика может использоваться домашними мастерами и профессиональными строителями.
Один сварочный аппарат способен прогреть до 100 м³ смеси при температуре воздуха до -40 °С.
Подготовка к самостоятельным работам
Чтобы обеспечить надежный контакт нагревательных элементов с бетоном и равномерный нагрев, его нужно качественно уплотнить, удалив воздух. Вскипание раствора и выгорание стали возможны, если в приэлектродной зоне плотность тока возрастет до критических показателей. Происходит локальный перегрев, избыточное испарение влаги, гидратация замедляется. Итоговая марочная прочность ЖБИ снижается.
Вскипание раствора и выгорание стали возможны, если в приэлектродной зоне плотность тока возрастет до критических показателей. Происходит локальный перегрев, избыточное испарение влаги, гидратация замедляется. Итоговая марочная прочность ЖБИ снижается.
Перед заливкой мастера рекомендуют контролировать размещение нагревательных элементов относительно арматуры, чтобы не допустить короткого замыкания, выхода из строя трансформатора, кабеля.
При использовании греющих проводов нужно точно определить оптимальную длину петель, предварительно проверить целостность проводников.
Включают электронагревательное оборудование после полного завершения процесса укладки бетонной смеси и размещения греющих элементов, подключения их выводов, выполнения всех требований техники безопасности. Мастера рекомендуют сделать скважины в плите для контрольных замеров температурных показателей.
Необходимые инструменты
Инструменты для нагрева бетона.Максимально допустимое время задержки до включения подогрева после заливки смеси — 1,5‑2 часа, если температура воздуха превышает +5 °С. Энергозатраты зависят от внешних условий, объема залитого бетона. Перечень оборудования определяется видом используемых нагревательных элементов. В него также входят:
Энергозатраты зависят от внешних условий, объема залитого бетона. Перечень оборудования определяется видом используемых нагревательных элементов. В него также входят:
- трансформаторный сварочный прибор 200 А;
- инвертор;
- кабель АВВГ;
- изоляционная хлопчатобумажная лента;
- электроинструмент для определения текущих показателей силы тока.
Мастера рекомендуют выбирать аппарат, в комплектацию которого входит генератор, модуль снижения рабочего напряжения, блоки для сушки электродов и подогрева почвы при ее промерзании. Вспомогательные функции выполняет блок, предназначенный для снижения уровня напряжения холостого хода. Он защищает сварщика от обрыва дуги отключением электропитания.
Способы нагрева бетона с помощью сварки
Выбор технологии определяется конфигурацией плиты и объемом обрабатываемой смеси. Строители учитывают допустимые энергозатраты, требования по срокам выполнения работ. Имеют значение погодные условия, марка и состав раствора.
Сварочный аппарат и провод ПНСВ
Сварочный аппарат и кабель ПНСВ для прогрева бетона.В ЖБИ-конструкцию укладывают петлями греющийся кабель ПНСВ сечением от 1,2 мм (наличие центральной стальной жилы обязательно). Сетевой ток может составлять 14‑16 А. Особенность проводника этой марки — перегрев и короткий срок службы при прокладке на открытом воздухе. Поэтому на участке выхода кабельной линии из бетонной конструкции к ней подсоединяется метровый провод АПВ сечением 2,5 или 4 мм.
Использование электродов
Прогрев бетона электродами.Суть метода заключается в размещении внутри раствора проводников, которые при прохождении тока выделяют тепло, нагревая влажный бетон. Схема размещения элементов и их подключения к источнику питания разрабатывается индивидуально. Рабочее напряжение не должно превышать 127 В, если в составе конструкции используется металлическая арматура.
Прогрев выполняется электродами поверхностного или погружного типа. В первом случае применяется полосовая сталь шириной до 8 мм, толщиной 4 мм, вертикально зафиксированная на опалубке с шагом 30 см. Металл непосредственно не контактирует с бетоном, крепится к конструкции через рубероид, поэтому может применяться многократно.
Металл непосредственно не контактирует с бетоном, крепится к конструкции через рубероид, поэтому может применяться многократно.
Погружные элементы — стальные прутки, используемые для подогрева ЖБИ сложной конфигурации (колонн, свай). Их укладывают перпендикулярно заливочной форме. Один конец возвышается над уровнем залитой смеси, его загибают под углом 90°. Этот метод эффективен при устройстве фундаментов.
Подключение к сварочному аппарату
Не рекомендуется питание оборудования от источника постоянного тока, чтобы избежать ионизирующего воздействия, из-за которого качество ЖБИ снижается. В схеме подключения может быть от одной до трех петель. Если несколько, их соединяют в «звезду». Напряжение на низкой стороне трансформаторного аппарата — 75 В с возможностью плавной регулировки параметров в зависимости от текущих внешних условий.
Сооружение греющей опалубки
Монтаж термоактивных конструкций с вмонтированными, изолированными от корпуса ТЭН. Сборка выполняется из отдельных щитов, каждый из них маркируется табличкой с указанием технических характеристик. Метод отличается простотой конструкции, высокой ремонтопригодностью, универсальностью в применении. Он позволяет работать с растворами при температуре до -25 °С.
Метод отличается простотой конструкции, высокой ремонтопригодностью, универсальностью в применении. Он позволяет работать с растворами при температуре до -25 °С.
Особенности прогрева зимой
При бетонировании происходит химическая реакция, в ходе которой цемент взаимодействует с водой, находящейся в жидком состоянии. При кристаллизации нужный эффект не происходит, поэтому нагрев смеси нужен в основном для предотвращения образования частиц льда в составе раствора.
Если этого не сделать, при оттаивании в массе формируются пустоты и поры, отражающиеся на итоговой прочности ЖБИ. При увеличении температуры скорость застывания повышается, сокращая сроки строительства.
Допустимые колебания температуры в стандартных железобетонных конструкциях — до 15 °С в течение часа при ее повышении или до 10 °С при снижении. Сетевое напряжение контролируют с помощью токоизмерительных клещей, снижая его, если пусковая сила тока, приложенная к нагревательным элементам, превышает норму.
Как еще можно прогреть бетон
В строительстве применяется большое количество методик, которые помогают греть смесь при ее заливке независимо от времени года. С их помощью при сравнительно небольшом увеличении расходов на электроэнергию сроки строительства сокращаются.
Специальные добавки
Химические присадки создают условия для ускорения процесса отвердения раствора. В состав включают противоморозные смеси. Они ускоряют процесс гидратации цемента, снижают температуру замерзания. Для этой цели применяют нитрит натрия, хлористые соли, карбонат кальция. Зимой конструкция при использовании таких компонентов сможет набрать прочность не более 30%.
Добавки увеличивают морозоустойчивость бетона, он застывает при температуре до -20 °С.
Индукционный метод нагрева
Из-за низкого уровня расходов на электроэнергию (требуется до 150 кВт*ч/м³), равномерного обогрева конструкции по всей ее площади, отсутствия зависимости процесса от электропроводности армированной смеси широко применяется технология, основанная на принципе электромагнитной индукции. Металлоконструкции, размещенные внутри ЖБИ, служат сердечником. Открытые участки защищают от тепловых потерь изолирующими материалами.
Металлоконструкции, размещенные внутри ЖБИ, служат сердечником. Открытые участки защищают от тепловых потерь изолирующими материалами.
Советы начинающим
Для круглогодичного ведения строительных работ в полном объеме нужно соблюдать технологические требования при заливке ЖБИ. Начинающим мастерам рекомендуют учитывать следующие факты.
- Требуется изоляция поверхности раствора от тепловых потерь, испарения влаги.
- Для постоянного контроля напряжения устанавливают контрольную лампу.
- Нежелательно замыкание электроцепи на арматуру из-за высоких энергозатрат.
- Температура внутри смеси должна повышаться постепенно, чтобы избежать образования трещин на поверхности.
- Размещать электронагреватели нужно на одинаковом расстоянии, минимально между контурами должно быть 4 см.

Имеет значение грамотный уход за залитой конструкцией, ее защита от механических повреждений. Нужно свести к минимуму интенсивность ее усадки, вероятность температурного перепада, обеспечить условия для вызревания. Требуется проверка сохранения формы опалубки после окончания заливки смеси.
При определении эффективности метода имеют значение конфигурация ЖБИ, слой бетона над петлями или электродами, финансовые затраты на работу оборудования, климатические факторы. Отличается и объем начальных вложений для реализации поставленной задачи.
Руководство по сочетанию бетона и стали
Бетонная раковина, встроенная в пол, и встроенный сливной лоток со съемной перфорированной стальной полкой. Фотографии предоставлены Architectural Concrete Interiors LLCБетон — один из самых революционных строительных материалов современности. Это дало человечеству возможность создавать прочную инфраструктуру для масс и изменило мир, каким мы его знаем.
Сталь, еще один революционный строительный материал, сыграла ключевую роль в улучшении характеристик конструкционного бетона в практике промышленного строительства.
Неудивительно, что эти два промышленных материала так хорошо дополняют друг друга и в более изысканном смысле.
Эстетическое и архитектурное сочетание бетона и стали для создания мебели и акцентов открывает новые возможности. Сталь может улучшить естественную красоту и характеристики декоративного бетона так же, как бетон может улучшить естественную красоту и характеристики стали. Даже небольшие детали, такие как сушилка из нержавеющей стали и решетчатая полка в бетонной кухонной столешнице, могут изменить весь вид кухни, в то же время защищая бетон от износа.
Я всегда хватался за любую возможность соединить эти материалы, так как это дает мне возможность более творчески подходить к бетону. Эта гибкость в дизайне может открыть совершенно новый путь для получения работы.
Более чем вероятно, что потенциальные клиенты, проявляющие интерес к бетону, также открыты для включения в работу других материалов, таких как сталь. По крайней мере, 50 процентов моих рабочих мест связаны с изготовлением стали.
Познакомиться с основами производства стали намного проще, чем многие думают. С помощью сварочного инструмента вы получаете мгновенную постоянство, в отличие от многодневных процессов, необходимых при изготовлении бетона.
Знакомство со своим аппаратом для дуговой сварки
Я помню, как впервые попробовал сварку. У меня был домашний проект, в котором использовалось немного стали и требовалась сварка, поэтому я отправился в магазин товаров для дома и купил 110-вольтовый сварочный аппарат для дуговой сварки с флюсовой проволокой Lincoln Electric 3500HD (FCAW). Как обычно, мне не терпелось начать. Я знал, что подождать до утра было бы разумнее, но мое любопытство взяло верх надо мной. Итак, упрямый и озабоченный, я впервые оказался сварщиком в темноте под проливным дождем. Это не облегчало обучение, но я выполнял свою работу.
Основы для начала работы: аппарат для дуговой сварки с флюсовой проволокой (с преобразованием MIG), сварочные перчатки, сварочная маска (рекомендуется автоматическое затемнение) и магнитные угольники.
Правда в том, что большинство людей могут получить профессионально выглядящие результаты уже через несколько часов, проведенных за спусковым крючком. Тем не менее, я настоятельно рекомендую вам сделать первую попытку в контролируемой обстановке. Сварные швы с моей первой попытки были прочными, но далеко не красивыми.
Я рекомендую начать с 110-вольтового FCAW (аппарата для дуговой сварки с флюсовой проволокой), который может работать с материалами толщиной до 5/8 дюйма. Дуговая сварка с флюсовой проволокой создает дугу между непрерывно подаваемым плавящимся электродом и изделием. Тепло дуги сплавляет поверхность основного металла с расплавленным концом электрода.
Хорошие бренды, на которые стоит обратить внимание, включают Miller и Lincoln Electric. Запасные части и оборудование легко найти на месте. Меньшие 110-вольтовые сварочные аппараты FCAW подходят для сварки в полевых условиях, когда это необходимо, и они также хорошо подходят для небольших проектов и деталей.
При дуговой сварке порошковой проволокой газ не требуется, в отличие от сварки металлов в среде инертного газа. Некоторые из этих сварочных аппаратов FCAW можно преобразовать в сварочный аппарат MIG, а некоторые поставляются с комплектом для переоборудования. Типичный сварной шов дуговой сварки с флюсовой проволокой. Это остаток, оставленный газами и флюсом. Легко удаляется проволочной щеткой и легким соскобом.
Проволока, используемая в FCAW, содержит небольшое ядро из флюса в центре. При сварке проволока плавится, а флюс сжижается и всплывает к верхней части сварного шва, защищая сварочную ванну от окислительного воздействия атмосферы. Это также является целью газов, используемых при сварке MIG, поэтому она не будет работать в ветреных полевых условиях — газы будут выдуваться из сварочной ванны.
FCAW потребуется немного соскоблить и почистить щеткой, чтобы удалить излишки брызг флюса, но это несложно. При сварке FCAW спрей для защиты от брызг смазывает поверхность стали, помогая блокировать связь между избыточными брызгами и сталью. Это значительно облегчает очистку от лишних брызг. Сварные швы MIG, как правило, более чистые из-за использования порошковой проволоки без флюса.
Это значительно облегчает очистку от лишних брызг. Сварные швы MIG, как правило, более чистые из-за использования порошковой проволоки без флюса.
Я рекомендую носить рубашку с длинными рукавами, чтобы прикрыть руки, чтобы уменьшить брызги и УФ-ожоги, создаваемые дугой во время сварки. Я обжигался много раз и до сих пор иногда обжигаюсь. Я также настоятельно рекомендую перейти на сварочный шлем с автоматическим затемнением, который значительно облегчит позиционирование вашего пистолета в точках сварки. Магнитные квадраты очень важны для помощи, позиционирования и удержания вашей стали на месте перед сваркой. Зажимы также необходимы, чтобы удерживать вашу сталь в нужном положении и под прямым углом.
Перед выполнением полной сварки убедитесь, что все четыре угла правильно прихвачены после выравнивания. Это обеспечит размещение стали. Если не прихватить, материал будет иметь тенденцию изгибаться к точке сварки, что приведет к очень асимметричному соединению. Обычно это невозможно исправить, не разрушив сварной шов и не начав заново.
Вот еще несколько важных советов:
Тип проволоки, необходимый для общего декоративного использования: порошковая проволока, диаметр 0,03 дюйма.
Скорость сварочной проволоки имеет решающее значение, за ней следует сила дуги . Я никогда не устанавливал скорость подачи проволоки выше 3 и обнаружил, что наилучшее значение для моего аппарата составляет около 2,5, но это может варьироваться в зависимости от сварщика.
Чтобы установить правильную настройку дуги для листового металла, начните с самой низкой настройки и повышайте ее по мере увеличения толщины сварного шва до тех пор, пока не получите хорошую сварочную ванну, перемещающуюся по материалу без прожога, т.е. часто встречается в очень тонкой стали.
Прихватите все четыре угла свариваемой детали перед тем, как приварить сварные швы. Сварка будет нагревать материал и тянуть его в направлении сварки, деформируя его непропорционально.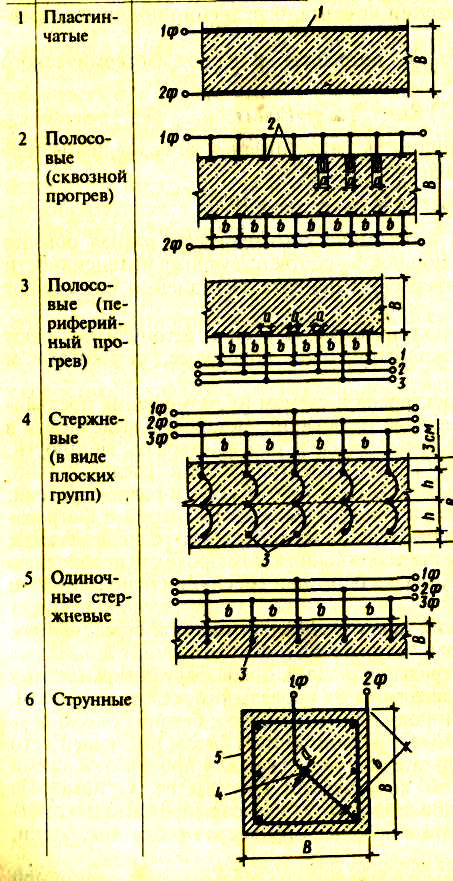 Прихватки предотвратят это.
Прихватки предотвратят это.
При первой серьезной сварке необходимо знать некоторые очень важные детали. Во-первых, убедитесь, что вы заземлили сварочный аппарат на сталь с помощью зажима заземления сварочного аппарата. Кроме того, вам нужно будет установить скорость подачи проволоки и силу дуги. Убедитесь, что вы надели сварочные перчатки и сварочный шлем. Никогда не смотрите на сварной шов без соответствующих линз, так как это может повредить вашему зрению. Используйте магнитные квадраты или зажимы, чтобы установить положение вашей стали.
Требуемая сила дуги определяется толщиной свариваемой стали (а не толщиной сварного шва).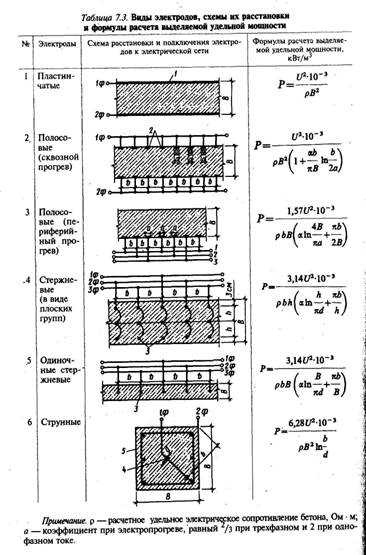 Если настройка слишком высока, а сталь слишком тонкая, дуга просто прогорит. Так что начните с низких настроек с тонкими металлами и попробуйте более высокие настройки с более толстыми металлами.
Скорость подачи проволоки и прочность дуги играют ключевую роль в обеспечении успешного сварного шва. Циферблат в верхней части этого устройства предназначен для скорости проволоки. На данном конкретном устройстве этот параметр не должен быть установлен выше трех. Настройка силы дуги будет зависеть от толщины свариваемой стали — чем толще сталь, тем больше силы дуги требуется для проникновения в материал. Слишком высокие настройки приведут к расплавлению свариваемого материала. Это может привести к образованию больших открытых отверстий, которые будет трудно засыпать.
Если настройка слишком высока, а сталь слишком тонкая, дуга просто прогорит. Так что начните с низких настроек с тонкими металлами и попробуйте более высокие настройки с более толстыми металлами.
Скорость подачи проволоки и прочность дуги играют ключевую роль в обеспечении успешного сварного шва. Циферблат в верхней части этого устройства предназначен для скорости проволоки. На данном конкретном устройстве этот параметр не должен быть установлен выше трех. Настройка силы дуги будет зависеть от толщины свариваемой стали — чем толще сталь, тем больше силы дуги требуется для проникновения в материал. Слишком высокие настройки приведут к расплавлению свариваемого материала. Это может привести к образованию больших открытых отверстий, которые будет трудно засыпать.
Вы должны начать примерно с 3/8 дюйма провода, выходящего из наконечника вашего пистолета. Старайтесь держать наконечник на этом расстоянии во время сварки, чтобы получить максимальную дугу для лучшего проплавления сварного шва.
Будет немного странно смотреть сквозь маску на сварной шов в первый раз, поэтому приблизите лицо и сосредоточьтесь на сварном шве. Нажмите на спусковой крючок, и проволока загорится дугой, как только она соприкоснется с материалом. Вы будете искать красивую серебристую лужу расплавленной стали, лежащую рядом с ярко-оранжевой дугой. Потратьте немного времени, чтобы почувствовать эти визуальные ссылки.
Когда я запускаю свою лужу, я предпочитаю стоять неподвижно первую секунду. Как только моя лужа начинает работать, я медленно перемещаю ее по сварному шву. Помните, что это не гонка, и вам нужно МЕДЛЕННО перемещать оружие по поверхности.
Если у вас слишком высокая скорость подачи проволоки, проволока не будет полностью расплавлена, и горелка будет слегка отброшена назад и в сторону от сварного шва.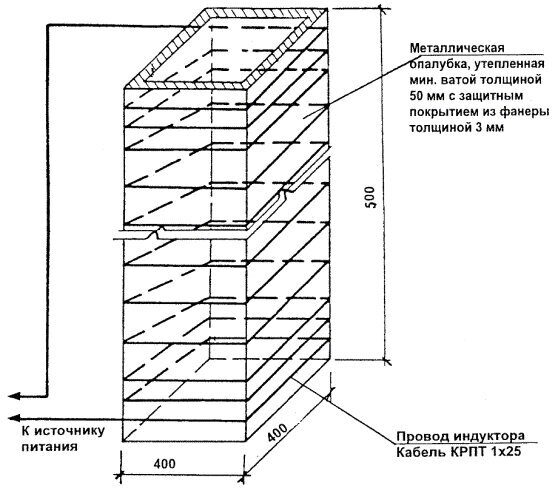
В сварном шве не должно быть отверстий. Если в нем есть отверстия и зазоры, вам нужно замедлить движение по материалу, чтобы обеспечить правильное заполнение. Может потребоваться некоторое время, чтобы найти оптимальные точки сварки, правильную скорость прохождения, скорость подачи проволоки и силу дуги.
Продолжай в том же духе и тренируйся. Прежде чем вы это узнаете, вы сможете отточить эту лужу и открыть совершенно новую дверь творческих возможностей.
Остались вопросы по вашему проекту?
- Вопрос*
- У вас есть фото проекта, которым вы хотели бы поделиться с нами?
Перетащите файлы сюда или
Допустимые типы файлов: jpeg, jpg, gif, png, pdf, макс. размер файла: 50 МБ.
Разрешенные форматы: JPEG, JPG, GIF, PNG, PDF
- Имя
- Фамилия
- Ваша роль*
.
 будут опубликованы анонимно с их ответами в конце этой истории, чтобы поделиться с другими читателями.
будут опубликованы анонимно с их ответами в конце этой истории, чтобы поделиться с другими читателями.
Как сваривать арматуру – Разъяснение технологии сварки арматуры в бетоне
Использование бетона в строительной отрасли широко распространено. На самом деле, бетон является наиболее часто используемым материалом для закладки фундаментов сооружений. Независимо от того, что включает в себя строительный проект, будь то возведение стен, столбов или плит перекрытия, бетон является основным строительным материалом.
Несмотря на распространенность использования бетона, он очень подвержен трещинам и создает риск разрушения конструкции. Бетон прочен на сжатие, но относительно слаб на растяжение. Это приводит к необходимости повышения прочности бетона на растяжение, чтобы сделать его более надежным и долговечным материалом для использования в строительном проекте. Это достигается за счет создания армированного бетона путем включения арматуры в бетон.
Продолжайте читать этот подробный пост в блоге, чтобы получить ответы на любые вопросы, которые могут у вас возникнуть о сварке арматуры и железобетона.
Что такое арматура?
Арматура также известна как арматурная сталь. Арматурные стальные стержни используются для улучшения бетона с точки зрения растяжения и прочности конструкции. Арматура компенсирует тот факт, что бетон слаб на растяжение, и делает его достаточно прочным и долговечным материалом, который можно использовать при возведении массивных конструкций. Железобетон способен выдерживать большие растягивающие нагрузки и выдерживать обычное напряжение, которому обычно подвергаются здания. Сталь — единственный металл, который используется в арматуре, благодаря тому, что ее коэффициент теплового расширения (удлинение из-за нагревания) почти равен коэффициенту бетона, что значительно снижает вероятность образования трещин.
Как арматура увеличивает прочность бетона?
Из многих вопросов, связанных с арматурой и бетоном, наиболее распространенным является вопрос о том, как арматура повышает прочность бетона.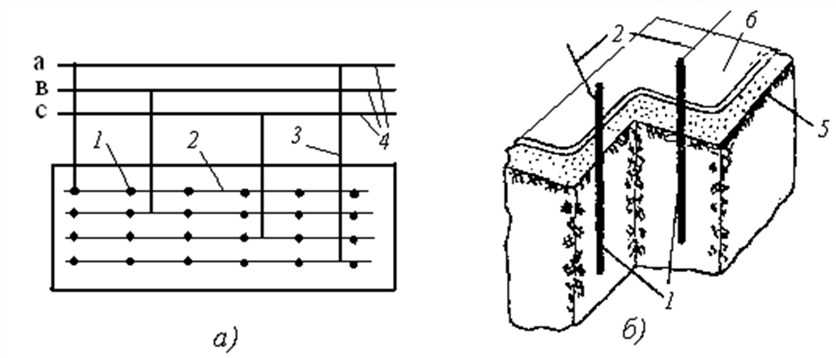 Бетон заливают на арматурные каркасы, каркасы или маты. По мере заливки бетон затвердевает, и при этом камень или гравий в бетоне фиксируются на месте. Это образует прочную механическую связь. Бетон, заблокированный арматурой, имеет большую прочность на растяжение по сравнению с чистым бетоном. Бетон обладает большим сопротивлением силам сжатия, то есть прочностью на сжатие, но плохой устойчивостью к силам растяжения или изгиба (прочность на растяжение), что улучшает арматуру, что делает ее пригодной для любого строительного проекта.
Бетон заливают на арматурные каркасы, каркасы или маты. По мере заливки бетон затвердевает, и при этом камень или гравий в бетоне фиксируются на месте. Это образует прочную механическую связь. Бетон, заблокированный арматурой, имеет большую прочность на растяжение по сравнению с чистым бетоном. Бетон обладает большим сопротивлением силам сжатия, то есть прочностью на сжатие, но плохой устойчивостью к силам растяжения или изгиба (прочность на растяжение), что улучшает арматуру, что делает ее пригодной для любого строительного проекта.
Можно ли сваривать арматуру?
Арматура доступна в различных размерах и сортах. В то время как некоторые марки арматуры можно сваривать, некоторые нельзя. Чтобы лучше понять, какие типы арматуры можно сваривать, а какие нельзя, продолжайте читать этот пост в блоге!
Свариваемая арматура
В соответствии с нормами AWS D1.4 по сварке конструкций арматура из низколегированной стали пригодна для сварки. Эта марка арматуры имеет такое соотношение стали и углерода, что делает ее пригодной для сварки. Он не только подходит для сварки, но и сварные швы могут оставаться вместе под значительной нагрузкой после того, как он был загерметизирован в бетоне. Это единственный тип арматуры, которую можно сваривать без особых соображений.
Он не только подходит для сварки, но и сварные швы могут оставаться вместе под значительной нагрузкой после того, как он был загерметизирован в бетоне. Это единственный тип арматуры, которую можно сваривать без особых соображений.
Несвариваемая арматура
Химический состав стали определяет, можно ли ее сваривать. Если сталь имеет высокое содержание углерода, она будет более хрупкой и, следовательно, менее пригодной для сварки. Этот тип стали более склонен к разрушению при воздействии сварочного напряжения. Поэтому стальные сплавы, обладающие высоким уровнем прочности, не подходят для сварки.
Сварная арматура
Сварная арматура обеспечивает жесткое и прочное конструкционное соединение, которое не только обеспечивает осуществимую транспортировку арматурных матов и каркасов, но также гарантирует, что они придают бетонным конструкциям необходимую прочность. Многие считают сварку арматуры сложной и даже неприемлемой, но на самом деле это один из наиболее практичных способов гарантировать, что арматура максимально соответствует своему назначению.
Сварная арматура приемлема и практична при соблюдении определенных правил и стандартов. К ним относятся:
- Выбор правильного типа арматурного стержня
- Определение необходимости предварительного нагрева или его выполнение при необходимости
- Выбор соответствующего наполнителя (сварочная проволока или стержень)
- Выбор надлежащего сварного шва, подготовка металла и правильное размещение
Выбор правильного типа арматуры
В строительной отрасли используются многочисленные типы армированных стальных стержней или арматуры. Они перечислены ниже:
Прутки из мягкой стали
Эти прутки имеют плоскую поверхность и круглую форму. Эти стержни могут быть найдены в размерах от 6 мм до 50 мм. Стержни из мягкой стали используются для армирования бетона, который используется только для специальных проектов. Например, они используются в ситуациях, когда стальные стержни должны скользить в металлическую втулку, в дюбелях в деформационных швах, на взлетно-посадочных полосах и дорогах для компенсационных швов, а также для использования в спиралях колонн и т. д. Стержни из мягкой стали относительно легко гнуть и резать без повреждений.
д. Стержни из мягкой стали относительно легко гнуть и резать без повреждений.
Деформированные стальные стержни
Как следует из названия, деформированные стальные стержни имеют деформированную поверхность из-за выступов, ребер или любого другого вида деформации на их поверхности. Эти стержни легче транспортировать из-за минимального проскальзывания, которым они обладают, и они увеличивают прочность связи между сталью и бетоном. Их предел прочности при растяжении выше по сравнению с стержнями из мягкой стали, а также ограничивает трещины, которые более чем часто появляются в железобетоне вокруг стержней из мягкой стали.
Прутки, подвергнутые термомеханической обработке (прутки ТМТ)
Прутки ТМТ — это стержни, подвергнутые термообработке. Они обеспечивают превосходную прочность железобетона. Этот тип арматуры превосходит другие типы арматуры с точки зрения пластичности, прочности, способности к изгибу, свариваемости и качества.
Высокопрочные деформированные стержни
Эти холоднообработанные стержни скручены с ребрами, выступами, выступами или деформациями на их поверхности.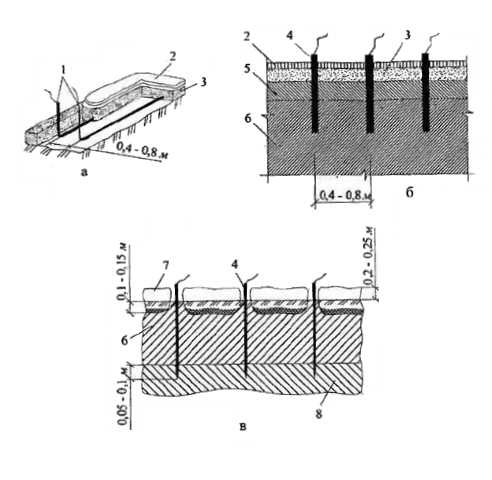 Это тип арматуры, который чаще всего используется для армирования бетона. Он обладает большой прочностью, пластичностью и свариваемостью благодаря низкому содержанию углерода. Свариваемость этой арматуры составляет исключительную 100%, что является причиной ее широкого применения в железобетоне.
Это тип арматуры, который чаще всего используется для армирования бетона. Он обладает большой прочностью, пластичностью и свариваемостью благодаря низкому содержанию углерода. Свариваемость этой арматуры составляет исключительную 100%, что является причиной ее широкого применения в железобетоне.
Другие виды арматуры
Другие виды арматуры включают арматуру из углеродистой стали, европейскую арматуру, оцинкованную арматуру, арматуру с эпоксидным покрытием, арматуру из нержавеющей стали и арматуру из полимера, армированного стекловолокном. Каждый тип имеет различный набор свойств, при этом арматура из нержавеющей стали является лучшей с точки зрения качества и самой дорогой из всех типов.
Выбор типа арматуры, которую вы собираетесь использовать, полностью зависит от области применения, для которой вы армируете бетон.
Необходимость и практика предварительного нагрева
Необходимость предварительного нагрева перед сваркой арматуры зависит от ее углеродного эквивалента и размера.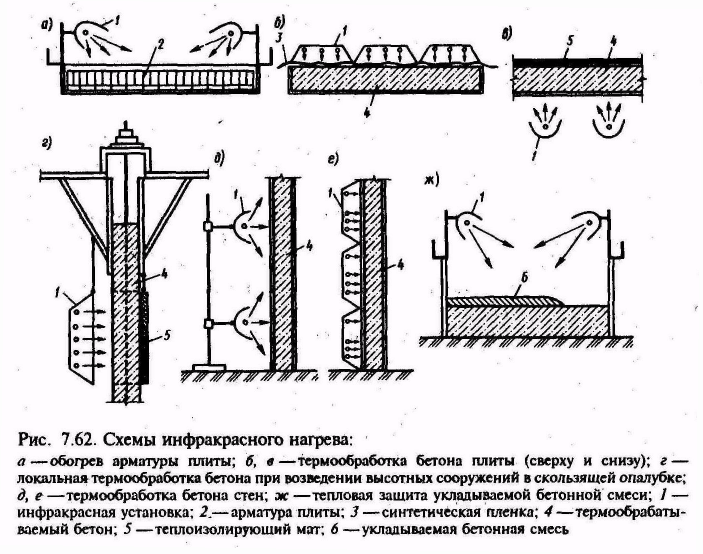 Необходимо определить углеродный эквивалент стали, который является мерой ее способности к сварке. Стали с высоким углеродным эквивалентом хуже поддаются сварке и, следовательно, требуют большего предварительного нагрева, и наоборот.
Необходимо определить углеродный эквивалент стали, который является мерой ее способности к сварке. Стали с высоким углеродным эквивалентом хуже поддаются сварке и, следовательно, требуют большего предварительного нагрева, и наоборот.
Для расчета углеродного эквивалента стали необходимо иметь полную информацию о химическом составе стали, которая может быть предоставлена или не указана в заводском паспорте. Всегда лучше запросить эту информацию, чтобы избежать ненужных расходов на предварительный нагрев.
Выбор правильного присадочного материала
Тип присадочного материала, который следует использовать для сварки арматурных стержней, зависит от используемого метода сварки. Для сварки арматуры можно использовать три типа сварки: SMAW-дуговая сварка металлическим электродом в среде защитного газа (стержневая/дуговая сварка), GMAW-дуговая сварка металлическим электродом в среде защитного газа (MIG) и FCAW-дуговая сварка с сердечником под флюсом.
Например, если вы используете арматуру марки A615 класса 60, вы можете использовать методы SMAW или GMAW. Если используется сварка SMAW, правильным наполнителем будут электроды E9.016-X, E9018-X, E9015-X или E9018M. Однако для метода GMAW правильным наполнителем будет электрод ER90C-XXX или ER90S-XXX.
Если используется сварка SMAW, правильным наполнителем будут электроды E9.016-X, E9018-X, E9015-X или E9018M. Однако для метода GMAW правильным наполнителем будет электрод ER90C-XXX или ER90S-XXX.
Выбор наполнителя зависит от типа арматуры и используемого метода сварки.
Выбор правильного сварного шва, подготовка металла и правильное размещение
Не все типы сварных швов можно использовать для сварки арматуры. Существуют определенные допустимые сварные швы. Типы сварных швов, которые можно выполнять на арматуре, представляют собой соединения внахлестку, стыковые соединения и сращивания. В соответствии с Кодексом по сварке конструкций (AWS D1.4) нет положений, касающихся стальных стержней, перпендикулярных друг другу. Единственное, что должен обеспечить сварщик, это то, что все стальные стержни «по существу параллельны и перпендикулярны друг другу» (см. ASTM A184/A184M — Стандартные технические условия для сварных деформированных стальных стержневых матов для армирования бетона).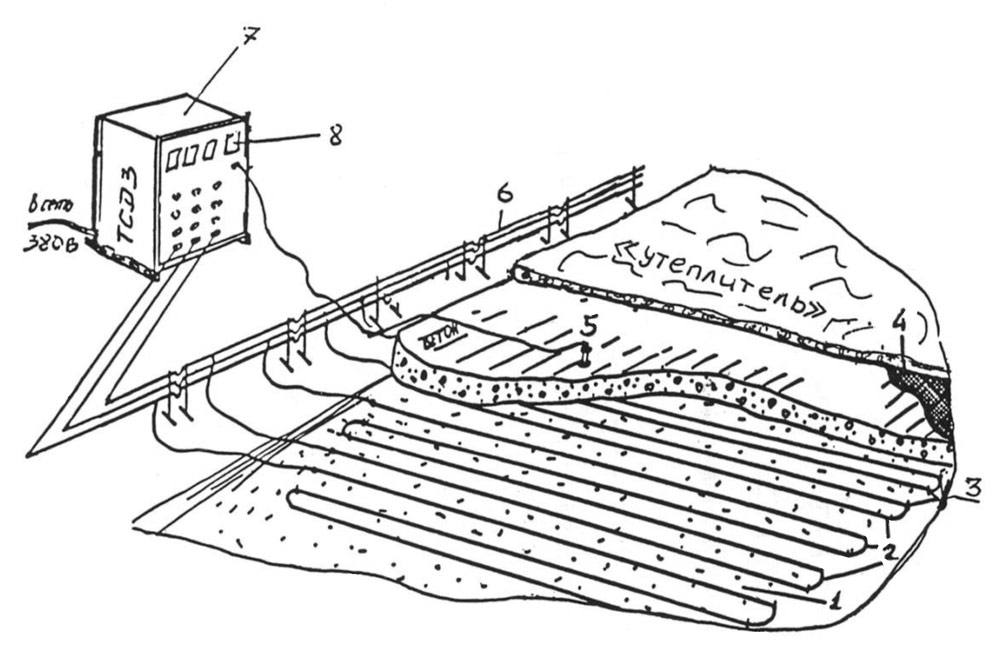
Похожие вопросы
Можно ли сваривать арматуру?
Арматурный стержень можно сваривать только в том случае, если он соответствует классу W. Арматурный стержень, который можно сваривать, всегда помечается буквой W. Если на арматурном стержне нет этой маркировки, он не пригоден для сварки.
Что произойдет, если вы приварите не тот арматурный стержень к бетону?
Если сварить арматурный стержень неправильной марки (высокопрочная арматура, не относящаяся к марке W), бетон будет иметь низкую прочность на разрыв и растрескиваться под нагрузкой и напряжением. Таким образом, долговечность и надежность конструкции из железобетона с арматурой не марки W будут поставлены под угрозу.
Можно ли сваривать арматуру A615?
Арматура A615 представляет собой высокопрочный стальной сплав, который не подходит для сварки. Арматура A615 подвержена растрескиванию. В случае необходимости сварки арматурного проката A615 его необходимо предварительно подогреть.