
мой опыт. Делаем сварочные аппараты своими руками
Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.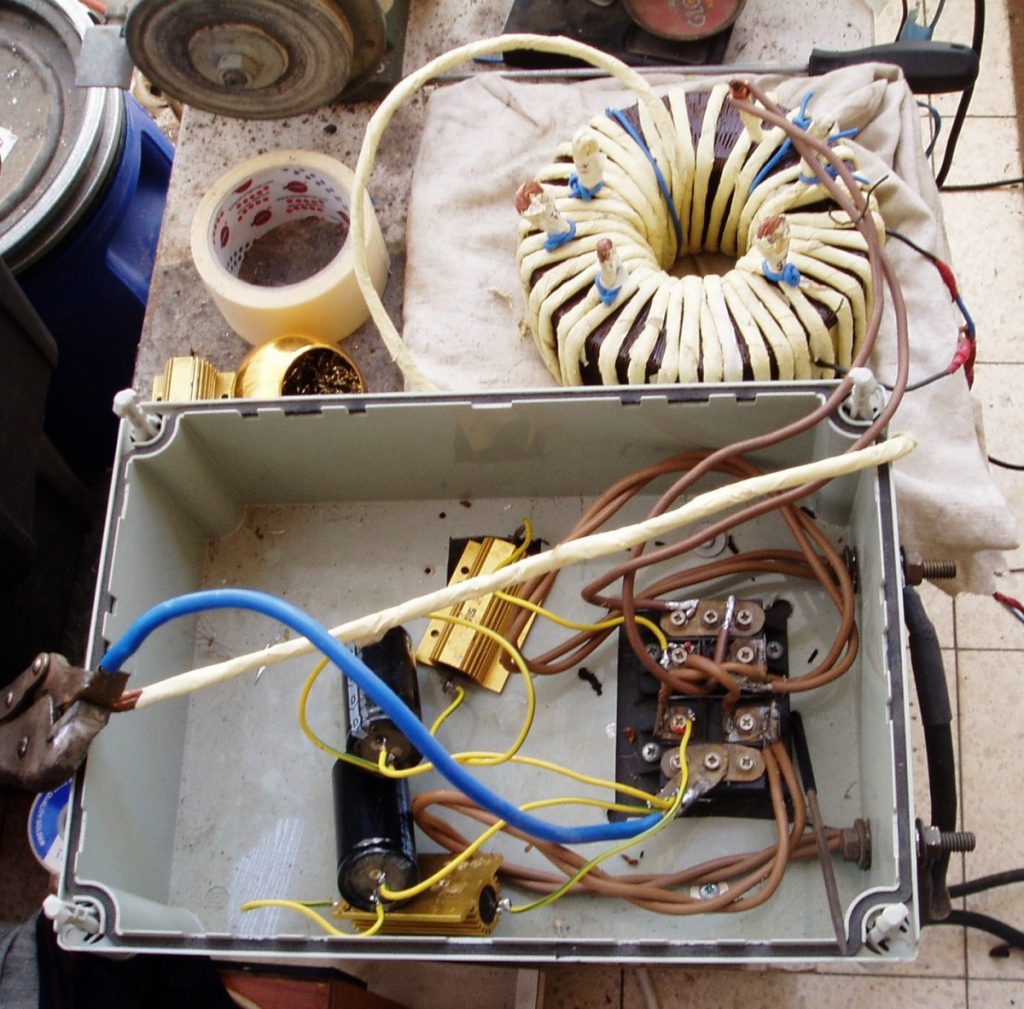
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
Трансформатор удастся изготовить самостоятельно. Для магнитопровода используются пластины из стали либо другого прочного материала. Обмотки необходимы чтобы непосредственно выполнять сварочную работу и иметь возможность подключать агрегат для сварки к сети в 220 вольт.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования, изготовленного в домашних условиях, не обязательно применять дополнительные приспособления. Смотря на значение силы тока, можно выбрать величину мощности трансформатора, а чтобы рассчитать мощность, необходимо показатель тока, который используется во время эксплуатации оборудования, помножить на 25.
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Его особенность – работа с переменным током, благодаря чему обеспечивается выполнение качественного шва при сваривании металлических поверхностей. Такое оборудование может справиться с любой бытовой работой, где необходимо сварить металлические либо стальные конструкции
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
- Материал для сердечника, который будет располагаться в трансформаторе.
Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме ст
инверторный, точечный, из микроволновки и другие
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Сварочный аппарат из микроволновки
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д.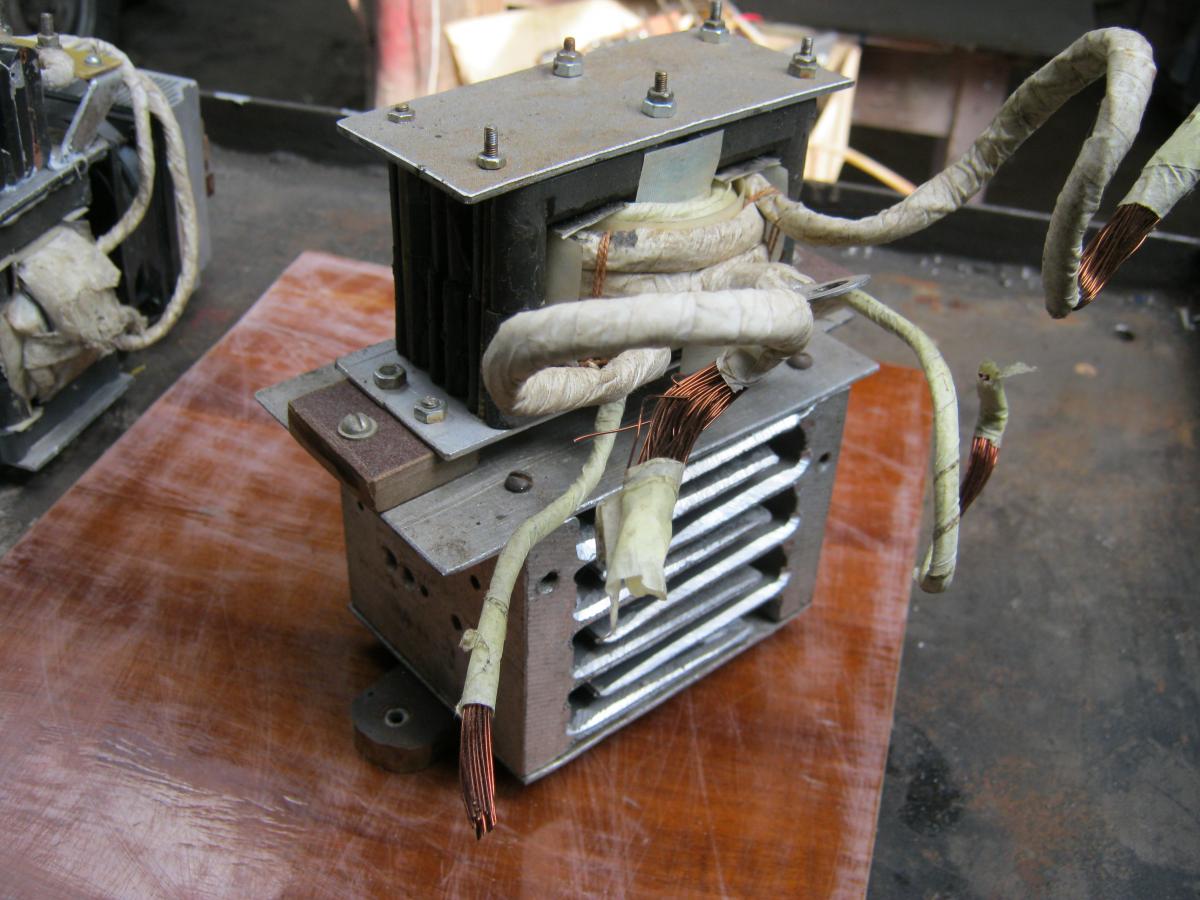 Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).
Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.
Далее, с помощью сверла или зубила выбейте остатки намотки.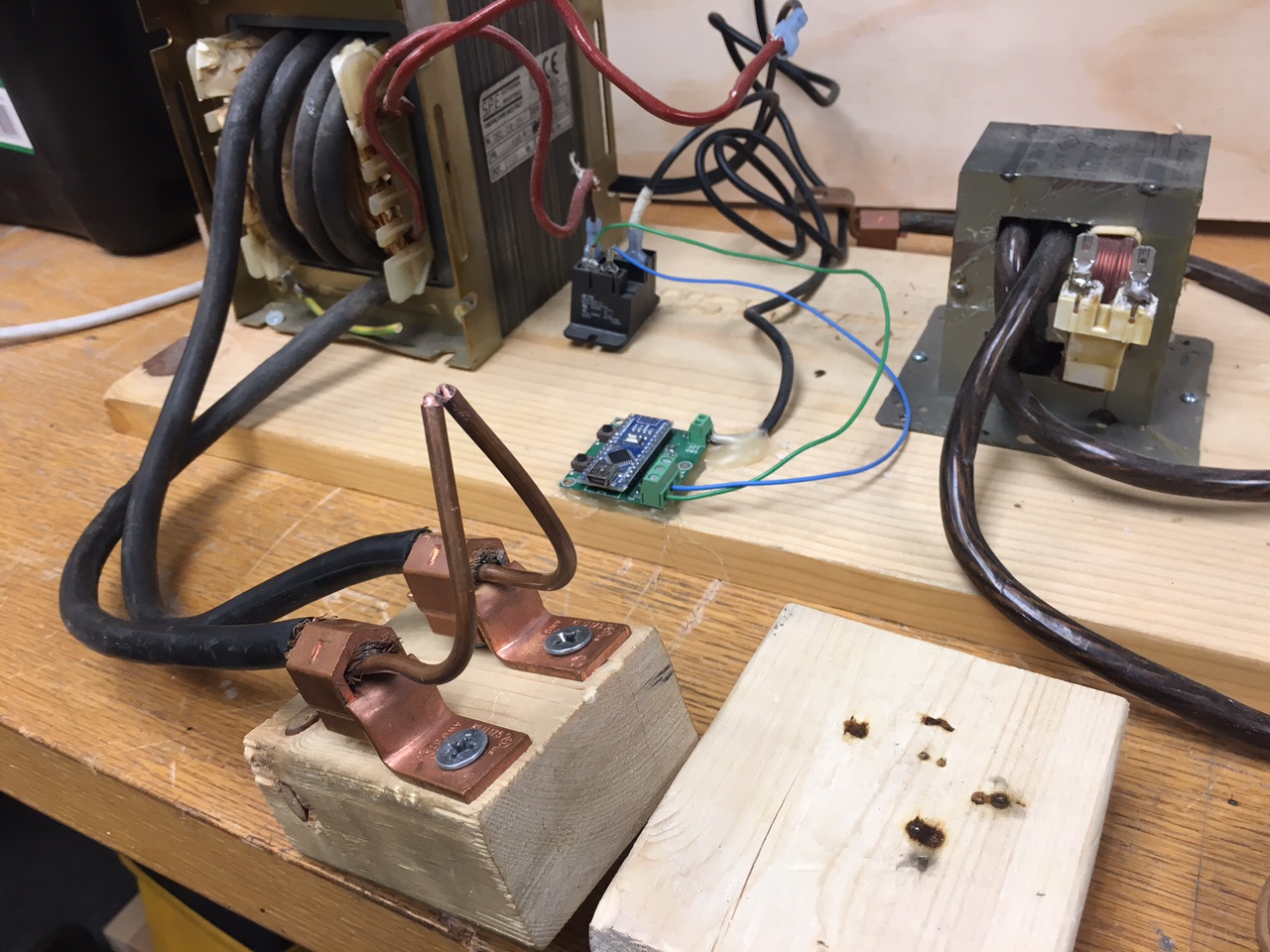
Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов.
Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.
Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.
Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.
Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.
Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.
Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата.
Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата.
Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички, к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.

Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник. Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см2 = a х b (см. рис. ниже).
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см2, то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора.
- В первую очередь, следует намотать первичку. Для ее изготовления потребуется сделать 215 витков.
- Рекомендуется на 165 и 190 витке сделать ответвление. Чтобы это сделать, необходимо в верхней части трансформатора прикрепить пластину из текстолита. Все ответвления закрепляются на ней с помощью болтов. Но возле них следует ставить маркировку. Например, возле первого провода следует написать “Общий”, возле 2-го отвода – “165 виток”, возле 3-го – “190 виток” и возле 4-го – “215 виток”.
 В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.
В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот. - Далее, делается вторичная обмотка, состоящая из 70-ти витков.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке  Ниже приведена схема сварочного аппарата с диодным мостом.
Ниже приведена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор, такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
Далее приведены схемы, для производства печатных плат, которые нужны, чтобы сделать инвертор.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.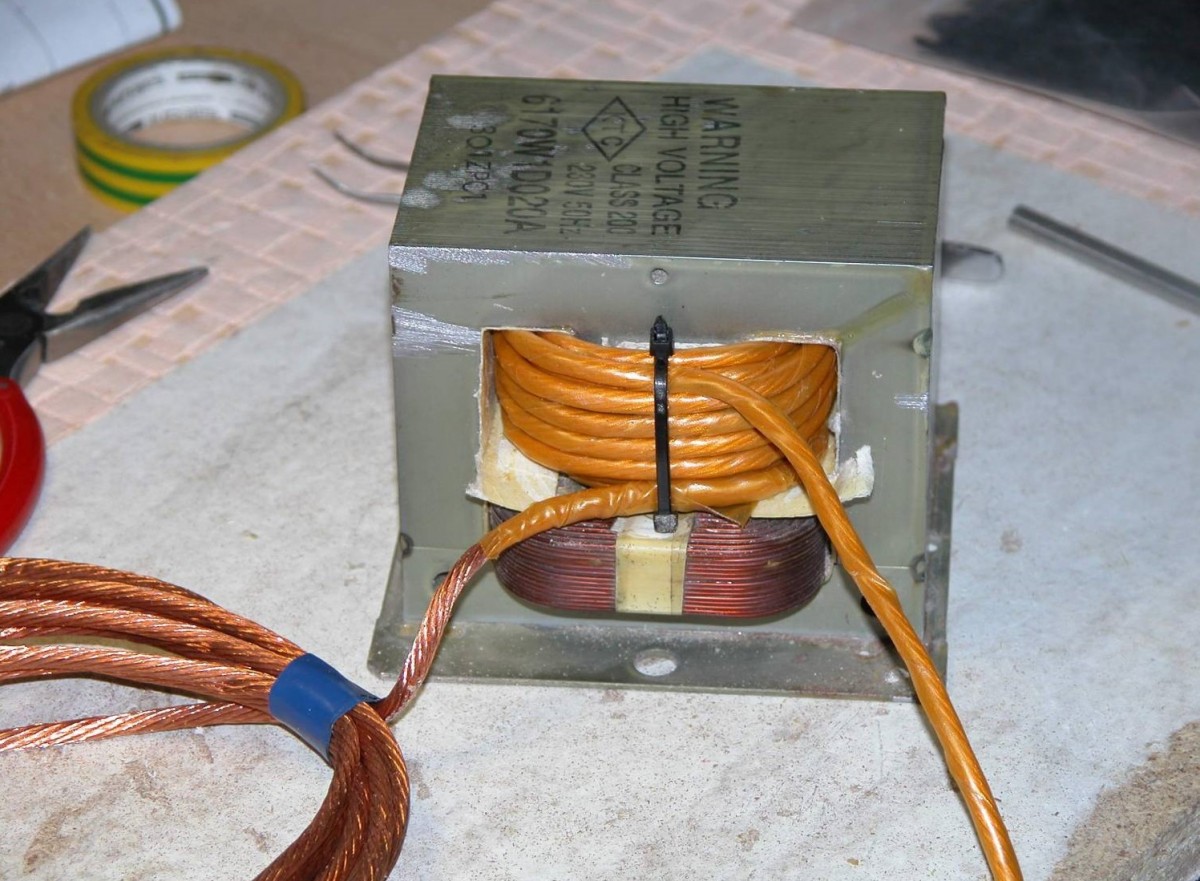
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.

- Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
- На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.

- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.

- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Поэтому создание точечного сварочного аппарата можно считать оконченным.
как сделать аппарат для сварки по схеме? Что потребуется для изготовления?
Контактная сварка весьма распространена в промышленной отрасли, так как она применяется для более точного и надежного соединения металлов между собой. В данной статье описано, как изготовить аппарат для контактной сварки из микроволновки по весьма простой схеме.
Инструменты и материалы
Для изготовления сварочного аппарата используется элементарный набор инструментов, таких как:
- болгарка или ножовка по металлу;
- дрель или шуруповерт;
- молоток;
- отвёртка.

Из материалов потребуются:
- трансформатор из микроволновой печи;
- кабель крупного сечения для новой обмотки;
- провод питания;
- кабель для подключения электродов;
- кнопка для мгновенного отключения питания;
- доски для корпуса.
Схема изготовления
Прежде чем приступить к сборке сварочного аппарата из микроволновки своими руками, нужно понять принцип работы трансформатора, который поможет сварить метал. Трансформатор состоит из двух обмоток (первичной и вторичной), они заключены в корпус – «сердечник», который набран из листов специальной стали. На первичную обмотку подается электрический ток, который, проходя через сердечник, попадает на вторичную обмотку.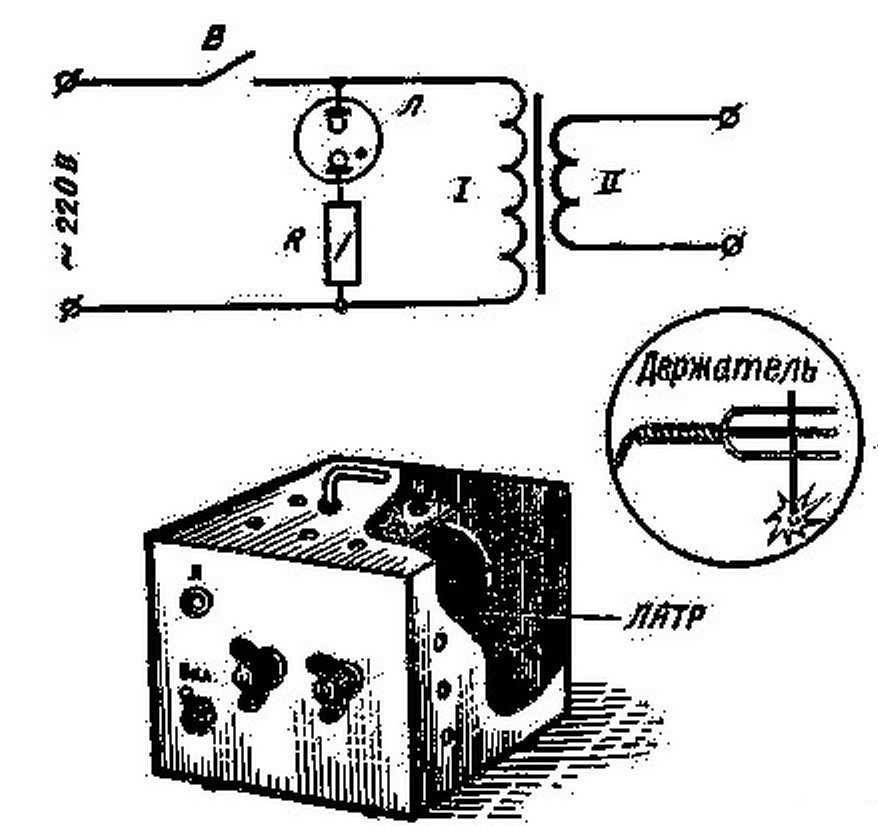 Она, в свою очередь, повышает или, наоборот, понижает ток. Отсюда следует их классификация на понижающий и повышающий трансформаторы. В данной схеме будет использоваться второй вариант, то есть напряжение будет понижаться, а ток – повышаться. С помощью этого эффекта и будет происходить сварка материалов.
Она, в свою очередь, повышает или, наоборот, понижает ток. Отсюда следует их классификация на понижающий и повышающий трансформаторы. В данной схеме будет использоваться второй вариант, то есть напряжение будет понижаться, а ток – повышаться. С помощью этого эффекта и будет происходить сварка материалов.
В зависимости от того, какой толщины будут свариваемые детали, нужно подбирать трансформатор и сечение кабеля для новой обмотки.
Для начала нужно разобрать микроволновую печь, чтобы достать трансформатор, который в дальнейшем будет использован в работе. Он состоит из двух обмоток медной проволоки, которая может быть залита лаком или обмотана специальной бумагой. Также он может находиться в пластиковом или металлическом кожухе, который защищает его от воздействия внешней среды.
Убираем вторичную обмотку с корпуса трансформатора, как правило, это верхний элемент. Для извлечения обмотки ветки, которые выступают за пределы корпуса трансформатора, нужно обрезать с помощью болгарки или ножовки. Остатки обмотки, которые скрыты внутри корпуса, необходимо высверлить с помощью дрели (шуруповерта): сперва сверлом маленького диаметра и далее по возрастающей. Маленькие торчащие элементы убираются с помощью отвертки и молотка, которыми просто выбиваются с корпуса.
Для извлечения обмотки ветки, которые выступают за пределы корпуса трансформатора, нужно обрезать с помощью болгарки или ножовки. Остатки обмотки, которые скрыты внутри корпуса, необходимо высверлить с помощью дрели (шуруповерта): сперва сверлом маленького диаметра и далее по возрастающей. Маленькие торчащие элементы убираются с помощью отвертки и молотка, которыми просто выбиваются с корпуса.
Очень важно не повредить первичную обмотку!
После того как обмотка была полностью удалена, необходимо очистить место установки от остатков лака или бумаги. После тщательной чистки можно закрепить новую обмотку.
Далее берем кабель нужного сечения. Можно взять многожильный медный кабель сечением 6 квадратов, но нужно будет сделать около 15 витков.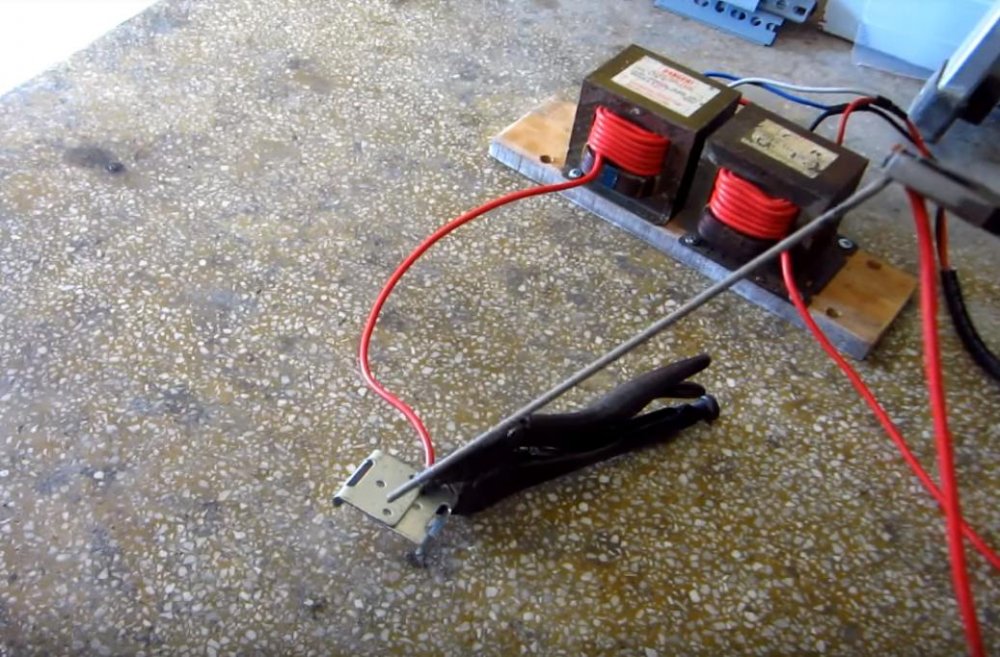 Или же кабель большего сечения, но с меньшим количеством витков. Все зависит от использованного кабеля. Обмотка должна быть плотно намотана (без пропусков) и не «болтаться» в корпусе трансформатора. После того как провод занял свое новое место, трансформатор нужно закрепить на платформе из досок для лучшей устойчивости сварочного аппарата из микроволновки. Это можно сделать с помощью другой доски или уголков.
Или же кабель большего сечения, но с меньшим количеством витков. Все зависит от использованного кабеля. Обмотка должна быть плотно намотана (без пропусков) и не «болтаться» в корпусе трансформатора. После того как провод занял свое новое место, трансформатор нужно закрепить на платформе из досок для лучшей устойчивости сварочного аппарата из микроволновки. Это можно сделать с помощью другой доски или уголков.
Схема подключения первичной обмотки весьма простая. Из обмотки выходят два контакта (они же клеммы), к ним мы подключаем провод питания. Также можно подключить разъем, к которому уже подходит провод питания, что увеличит её мобильность и улучшит транспортировку.
По схеме идут провод питания, кнопка мгновенного отключения, которую можно установить на корпус сварочного аппарата, и непосредственно первичная обмотка. Также в эту схему можно внедрить:
- регулятор тока, с помощью которого можно регулировать напряжение, приходящее на первичную обмотку;
- таймер, который дополнительно будет включать аппарат на определённый период времени, тем самым уменьшая потребление электричества и дополнительно защищая от перегрева сам трансформатор.

После того как была подключена первичная обмотка, на концы новой вторичной обмотки нужно закрепить медный электрод или держатель электродов с зажимом «крокодил», с помощью которых и будет происходить контактная сварка металлов. Такой сварочный аппарат из микроволновки можно использовать и для обычной сварки, но в связи с нагревом трансформатора работать с ним нужно периодами, давая ему остыть.
К платформе с трансформатором прикручиваем нижний неподвижный рычаг, на котором установлен один из медных электродов, подключенных к вторичной обмотке.
Чаще всего такие электроды разной формы и размеров можно купить в магазине, они сертифицированы и соответствуют ГОСТу (14111-90), имеют диаметр от 10 до 40 мм. Также можно их изготовить самостоятельно с помощью куска медного провода сечением 4 квадрата и держателя для провода. После размещения неподвижного рычага и электрода на нем устанавливаем подвижный рычаг со вторым электродом, который будет выполнять функцию подвода электричества друг к другу и прижатия двух свариваемых деталей между собой для лучшего контакта. Он может быть закреплен на платформе с помощью подвижного элемента в виде оси и пружины. Он также может быть независим от сварочного аппарата – для более удобного сваривания деталей. Все провода на рычагах нужно заизолировать дополнительно для собственной безопасности, поскольку ток, который идет по этому проводу, имеет большой заряд, – стандартная изоляция может не выдержать нагрева, её свойства будут со временем уменьшаться.
После размещения неподвижного рычага и электрода на нем устанавливаем подвижный рычаг со вторым электродом, который будет выполнять функцию подвода электричества друг к другу и прижатия двух свариваемых деталей между собой для лучшего контакта. Он может быть закреплен на платформе с помощью подвижного элемента в виде оси и пружины. Он также может быть независим от сварочного аппарата – для более удобного сваривания деталей. Все провода на рычагах нужно заизолировать дополнительно для собственной безопасности, поскольку ток, который идет по этому проводу, имеет большой заряд, – стандартная изоляция может не выдержать нагрева, её свойства будут со временем уменьшаться.
Обкладываем трансформатор со всех сторон досками, образовывая тем самым корпус сварочного аппарата из микроволновки, на который устанавливается кнопка моментального отключения питания.

Рекомендации
Помимо этого, можно установить вентилятор для охлаждения трансформатора и продления времени его работы. Для внедрения такого устройства необходимо будет установить дополнительное оборудование, чтобы преобразить 220В в 12В (для нормальной работы вентилятора охлаждения). Также для удобства использования можно установить переключатель на подвижном рычаге, что поможет предотвратить случайное срабатывание аппарата и позволит осуществить более точное сваривание.
Для корпуса можно использовать старый системный блок, что сделает процесс охлаждения лучше и подарит изделию более «заводской» вид в сравнении с деревянным корпусом.

Такой сварочный аппарат, сделанный своими руками, будет отличной альтернативой дорогим заводским машинам, но куда более компактным, особенно если он будет использоваться для домашних целей или же в небольших мастерских, что позволит сэкономить существенную сумму. По своим характеристикам он ничем не уступает промышленным конкурентам, а при должном подборе трансформатора, сечения провода и количества его витков сможет превзойти их по мощности. Такой аппарат может использоваться во многих сферах для сваривания любых металлов, но в случае работы с оцинкованным металлом могут образовываться пары оксида цинка, которые очень вредны для дыхательных путей и легких. Стоит проводить такие работы в хорошо проветриваемом помещении, используя средства индивидуальной защиты.
Как сделать сварочный аппарат из микроволновки, смотрите далее.
Сварочный аппарат своими руками из доступных компонентов
Наверное, мечта радиолюбителя это хороший, стабильный в работе сварочный аппарат. Для нормальной работы необходим постоянный ток около 3х ампер, и безопасное напряжение (у меня 36 вольт). Так как использованы туннельные диоды, нормальную работу я вам гарантирую. Схема устройства предельно проста, так как я видел схему ещё проще, а простая она потому, что делать схему сложнее нет смысла. Она приведена на рисунке ниже:
Данные о деталях вы можете скачать снизу (прикрепленные файлы). Там же узнаете, на что их можно поменять. Если вглядеться в схему, то можно понять, что это блок питания на туннельных диодах. Но! Не ставьте конденсатор! Так как схема рассчитана на КЗ, он быстро выйдет из строя! Печатная плата устройства сделана из одностороннего стеклотекстолита толщиной 1.![]() 5 мм. Её конечно можно и не делать, но тогда возможность КЗ вне работы резко вырастает. Она также прилагается. Ну а сейчас я вам расскажу, как работает сварочный аппарат. Представьте себе батарейку и провод, который припаян к минусу. Теперь слегка коснитесь плюса батарейки. Что вы видите? Искра. А на плюсе остаётся мизерная точечка, которую легко стереть. Сварочник действует по этому же принципу. Теперь я научу вас, где взять угольный электрод. Для начала запасёмся инструментами и материалами.
5 мм. Её конечно можно и не делать, но тогда возможность КЗ вне работы резко вырастает. Она также прилагается. Ну а сейчас я вам расскажу, как работает сварочный аппарат. Представьте себе батарейку и провод, который припаян к минусу. Теперь слегка коснитесь плюса батарейки. Что вы видите? Искра. А на плюсе остаётся мизерная точечка, которую легко стереть. Сварочник действует по этому же принципу. Теперь я научу вас, где взять угольный электрод. Для начала запасёмся инструментами и материалами.
Вам понадобятся:
1. Батарейка (Б/У).
2. Технический нож.
3. Бокорезы (пассатижи).
4. Наждачная бумага (для зачистки электрода)
5. Сухая тряпочка.
6. Перчатки.
Теперь возьмём батарейку, и «снимем с неё шкуру», а затем и бирюзовую плёнку — она нам тоже не нужна. Теперь берём бокорезы и тянем плюсовую железяку. И так перед нами лежит «Графитовый гвоздь». Затем мы затачиваем один из концов, потом вытираем его о тряпку. Еще необходим правильный зажим для электрода.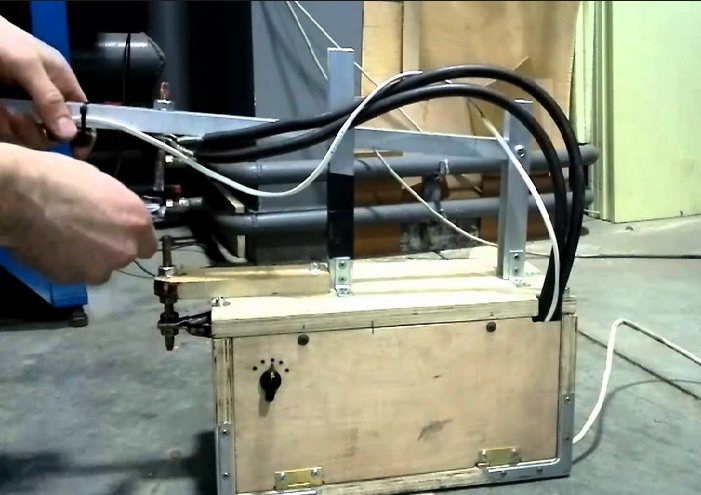 Его мы тоже сделаем сами. В этом нет ничего сложного. Хотя при желании его можно и купить. Я предпочёл самодельный и вас научу, если хотите. Для этого будут нужны следующие инструменты:
Его мы тоже сделаем сами. В этом нет ничего сложного. Хотя при желании его можно и купить. Я предпочёл самодельный и вас научу, если хотите. Для этого будут нужны следующие инструменты:
1. Бокорезы
2. Алюминиевая или медная проволока длинной 20 см д.5мм
3. Медная проволока ПЭВ 0,5 длинной 5 см
4. Изолента
5. Угольный электрод
6. Провод многожильный
7. Зажим
Сначала возьмём толстую проволоку, зачистим с одного конца изоляции на 4 см от конца. Теперь мы бокорезами загибаем в петлю оголённый конец. В эту петлю мы в конце концов вставим УЭ. Ну а сейчас мы где нибудь на ручке счищаем немного изоляции, а на оголенный проволоку наматываем многожильный провод… …и туго заматываем изолентой. Теперь вставляем в петлю электрод и подтягиваем его до упора. Всё! Поздравляю! Наш сварочник полностью готов! Удачной сварки!
Прикрепленные файлы:Теги:
Вознаградить Я собрал 0 2x
Оценить статью
- Техническая грамотность
- Актуальность материала
- Изложение материала
- Полезность устройства
- Повторяемость устройства
- Орфография
0
Оценить Сбросить
Средний балл статьи: 5 Проголосовало: 2 чел.
как собрать прибор в домашних условиях (инструкция и схема)
Изготовить самодельную точечную сварку несложно самостоятельно.
Производятся похожие механизмы в нескольких вариациях:
- Портативные
- Компактные
- Габаритные
Содержание статьиПоказать
Сварочный процесс: схема изготовления
При самостоятельной сборке аппарата необходимо учитывать закон Джоуля-Ленца (Q=I² Х R Х t), в котором говорится: тепловая энергия выделяется в проводниках в определённом количестве пропорционально их сопротивлению, коэффициенту силы тока во времени и в квадрате.
Специалисты советуют уделять должное внимание самодельному механизму, учитывать большую потерю энергии в тонких проводах, использовать электроцепь высокого качества.
Виды контактной сварки:
- Шовная
- Точечная
- Стыковая
В точечной сварке технология аппарата основана на тепловом воздействии тока. Это обеспечивает сварку детали как в одной, так и в нескольких точках.
Размер и особенности структуры контактной поверхности электрода имеют отличия. Это влияет на уровень прочности соединений.
Перечислим несколько существующих ступеней в технологии точечной сварки:
- Совмещаемые компоненты соединяются и размещаются между электродами устройства. Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
- Следующий шаг — нагревание деталей. Они становятся термопластичны, что даёт возможность их видоизменения. Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.
При прохождении тока образуется импульс, который обеспечивает нагревание сварочного аппарата и позволяет расплавить металл в точках соприкасания с электродами.
Затем образуется общее ядро жидкой консистенции 4-12 мм в диаметре. После воздействия тока на детали, они будут надёжно держаться до охлаждения ядра и его дальнейшей кристаллизации.
Бытовая эксплуатация самодельной точечной сварки позволяет обеспечить машинальную прочность металлических швов без больших расходов, но создать герметичные швы не позволяет.
Государственный стандарт регламентирует технику безопасности, рабочий процесс и сварочное оборудование.
Сварочный аппарат в домашних условиях
Самодельное устройство можно собрать из подручных материалов
На большую мощность самодельного аппарата точечной сварки располагать не стоит: устройство может работать с металлической проволокой 0,3 мм в диаметре; со стальным листом 0,2 мм в толщину.
Конфигурация позволяет приварить наиболее тонкие составляющие из фольги и совершать сварку термопар.
Производят электрод из пистолета с лёгким усилием, что необходимо для прижима объектов небольших габаритов.
Технология производства самодельной точечной сварки не сложная: электрод подключается податливым кабелем ко вторичной трасформаторной обмотке, при этом к нижнему концу следует подключить наиболее массивную часть.
Здесь потребуются выпрямительные мосты, тиристор подключается ко второй детали моста. Открытие первой детали благоприятствует достаточному напряжению у трансформатора к первичной обмотке.
Сварочные клещи заменяются пистолетом, и первый элемент соединяется с концом вторичной обмотки на трансформаторе. При этом второй конец надёжно крепится к аппарату.
Однофазный или трёхфазный ток питает клещи, что позволяет им функционировать. Трансформатор, питающий клещи, снабжает током в несколько кА.
Управляется тиристор нажатием кнопки на рукоятке пистолета. Конденсатор заряжается при подключении к сети добавочного источника (выпрямительных мостов или трансформаторов).
Тиристор закрывается, механизм включается и остаётся открытым до тех пор, пока конденсатор не разрядится.
Отрезок времени, за который конденсатор может разрядиться, регулируется переменным резистором. Кнопка нажимается — формируется следующий импульс и конденсатор заряжается. При повторном нажатии кнопки процесс запускается сначала.
Продолжительность процесса в самодельном устройстве не превышает 0,1 секунду из-за номинала резистора и конденсатора, сила сварочного тока —300-500 Ампер, при этом мощность невелика — 5-10 Ватт. Этих параметров хватит для работы с объектами небольших габаритов.
Самодельная точечная сварка может быть создана из стального трансформатора с толщиной набора 70 мм. При первичной обмотке используется провод ПЭВ-2 0,8 с 300 витками, при вторичной — многожильный провод 4мм в диаметре.
Производство сварочного оснащения: инструкция.
Простейшая самодельная точечная сварка
По мнению экспертов, в качестве основы оборудования следует выбрать трёхфазный понижающий трансформатор.
С катушки снимаются вторичные обмотки, первичные провода и сердечник оставить в первостепенном виде, среднюю проводку обвернуть тем же материалом с 8-10 витками на выходе.
Для самостоятельного производства сварочного оборудования нужен кабель 25 м, медная труба 10-12 мм в диаметре, диск по металлу и болгарка.
Необходимо обеспечить заполнение обоих катушек, находящихся по краям, осторожно намотав вторичную обмотку, используя силовой многожильный трёхфазный кабель. Гибкий провод проводит намотку без надобности разборки оборудования.
Параметры проводов в кабеле — 6-8 мм в диаметре. Один из них должен быть более тонким, но с хорошей изоляцией и устойчивым к мощности тока. Для производства устройства 25 м кабеля. По надобности его можно поменять на провода с меньшим сечением.
Эту работу эффективнее проделывать вдвоём: один человек займётся протягиванием провода, второй – укладкой витков. Для изготовления клеммы нужна труба из меди длиной 30-40 мм и 10-12 мм в диаметре.
Одна её часть разнимается, что образует пластину, в которой проделывается отверстие до 10 мм в диаметре; в другую часть вставляются заранее зачищенные провода. Эксперты советуют обжать провода молотом.
Контакт улучшится, если на наружной стороне трубы проделать несколько насечек.
Новые крепёжные элементы с резьбой М10 заменяют имеющиеся в верхней части трансформатора винты и гайки, к которым далее прикрепляются клеммы от вторичной обмотки.
В текстолитовой плате необходимо проделать 11 отверстий (не более 6 мм в диаметре) для винтов с гайками и шайбами; и основательно прикрепить её к поверхности трансформатора. Данные составляющие обеспечат вывод первичной обмотки.
Электродержатель производится из ¾ трубы 25 см в длину. По углам необходимо сделать выемки, а к держателю приварить кусочек проволоки из металла небольшого размера.
На обратной стороне проделывается отверстие и присоединяется отрезок кабеля, как при вторичной обмотке. Затем нужно изолировать трубу резиновым шлангом.
Электроды для точечной сварки
Сделанная в домашних условиях самодельная точечная сварка годится для небольшого объёма работы. Аппарату рекомендуется дать остыть поработав с 10-14 электродами.
Отличие многоточечного оборудования от его аналогов –работа с металлическими заготовками определённой формы и размера.
Многоточечные аппараты встречаются редко, но универсальны для контактного спаривания элементов. Переналадить его под силу только экспертам.
Контактное сваривание деталей невозможно при отсутствии электродов из сплавов, имеющих высокий уровень теплопроводности.
Электроды благоприятствуют сжатию металлов и проводят ток на поверхность элементов. Уровень концентрации тепла зависит от наконечников – тонкие механизмы спешно изнашивают себя и нуждаются в постоянной подточке.
Имеется несколько форм выпускаемых наконечников.
Продолжить срок наконечников возможно, следуя нижеперечисленным советам:
- Электроды подбирают, соответствуя критериям используемого в
работе металла; - Максимально обеспечить их сохранность;
- Для тяжёлой сварки использовать более массивные
наконечники; - Использовать водяную рубашку.
Эксперты советуют не подпиливать наконечники по причине возникновения неровностей, что в целом отрицательно повлияет на качество работы.
принцип действия, устройство и схема инверторной сварки на транзисторах
Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Общие сведения
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U). При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы. В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки. При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции. Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы). Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Устройство и принцип действия
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Основные принципы его работы следующие: выпрямление входного напряжения; преобразование выпрямленного U в высокочастотный переменный ток при помощи транзисторных ключей и дальнейшее выпрямление переменного U в постоянный ток высокой частоты (рисунок 1).
Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Устройство не очень сложное, и любой сварочник-инвертор поддается ремонту. Кроме того, существует множество схем, по которым можно сделать самодельный инвертор для сварочных работ.
Самодельный сварочный аппарат
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:
- Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
- С7: 1000мк 25 В.
- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.
После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
- Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Originally posted 2018-07-04 07:13:44.
Полное руководство »MidSouthSupply
Сварочные аппараты могут показаться сложными, но их достаточно легко понять, как только вы начнете с ними работать.
Как работают сварочные аппараты?
Короткий ответ прост. Приложив немного науки и немного практики, любой может осуществить отличный сварочный проект. Длинный ответ заключается в том, что существует несколько типов сварочных и сварочных аппаратов, и вы должны быть знакомы со многими из них.
Если вы готовы приступить к своему сварочному проекту и начать создавать свои собственные практические или художественные творения, возьмите ручку и сделайте несколько заметок.
К концу этой статьи вы будете знать все, что вам нужно знать о сварке.
Основы сварочного аппарата
Прежде чем мы углубимся в технические детали, вы должны знать несколько основ, например, два типа сварки.
Двумя основными типами сварки являются дуговая сварка и сварка горелкой.
Сегодня мы познакомимся с основами обоих типов сварки: как они работают, какое оборудование для каждого из них требуется и многое другое.
Дуговая сварка
Дуговая сварка — это процесс использования электрической дуги для плавления материалов, с которыми вы работаете, а также присадочных материалов.
Этот пруток иногда называют сварочным прутком, и этот процесс используется для сварки стыков.
Хотя это описание звучит довольно просто, дуговая сварка — сложный процесс. Для дуговой сварки необходимо прикрепить к сварочному материалу заземляющий провод.
Обратите внимание, что сварочный материал — это не тот материал, который вы будете сваривать.
Другая проволока, называемая электродным выводом, помещается в материал, который вы планируете сваривать. Когда вы отрываете вывод электрода от материала, вы создаете электричество.
Электричество, которое вы создаете при протягивании вывода электрода, создает электрическую дугу, в честь которой назван весь процесс.
При возникновении дуги материал, который вы свариваете, плавится, и — если вы их использовали — присадочные материалы помогут деталям сплавиться в одну сплошную деталь.
Типы дуговой сварки
Итак, какие бывают виды дуговой сварки?
Мы обсудим три различных типа дуговой сварки, которые перечислены ниже:
- Экранированная металлическая дуга Сварка
- Газовая дуговая сварка металлическим электродом
- Газовая вольфрамовая дуга сварка
Дуговая сварка защищенным металлом (SMAW)
Дуговая сварка защищенным металлом, также известная как SMAW, относится к типу дуговой сварки, при которой вывод электрода покрыт флюсом.
Флюс — моющее или очищающее средство. Обычно, когда возникает электрическая дуга и образуется соединение, флюс разрушается.
Когда флюс распадается, он дает от паров, которые будут защищать место сварки от всего в воздухе, что может заразить его.
Поскольку этот вид сварки относительно прост и может использоваться для множества различных сварочных работ, это один из наиболее популярных сварочных технологий, используемых во многих отраслях промышленности.
Обратите внимание, что SMAW можно также называть ручной дуговой сваркой металла (MMAW) или дуговой сваркой под защитным флюсом.
Хотя все эти названия звучат по-разному, все они относятся к типу дуговой сварки, в которой используется защитный флюс.
Газовая дуговая сварка металлическим электродом (GMAW)
Газовая дуговая сварка металлическим электродом, или GMAW, также имеет несколько разных названий .
Ее также можно назвать сваркой в среде инертного газа (MIG) или сваркой в среде активного газа (MAG).
Обратите внимание, что сварка MIG и MAG относятся к категории дуговой сварки металлическим электродом в газе.
GMAW работает, когда электрическая дуга возникает между металлической проволокой в инертном газе и свариваемыми материалами.
Процесс заставляет материалы нагреваться, плавиться и, в конечном итоге, плавиться.
Основное различие между SMAW и GMAW — это электрод — GMAW использует металлический инертный газ, а SMAW — свинцовый электрод.
Вспомните, как SMAW использовал флюс для защиты площадь? GMAW также имеет защитное средство, хотя его называют защитным газом.
Газовая дуговая сварка вольфрамом (GTAW)
Последняя подкатегория дуговой сварки, которая мы будем говорить о газовой вольфрамовой дуговой сварке или GTAW.
Этот тип сварки также известен как сварка вольфрамовым электродом в среде инертного газа (TIG). В процессе GTAW используется вольфрамовый электрод.
Это тот же процесс, что и раньше, но с другим материалом электрода. То же самое, но немного измененное, используемое защитное средство.
GTAW использует инертный защитный газ для защиты зоны сварки от загрязнений.
Обратите внимание, что GTAW также использует присадочный материал, хотя не для всех сварочных процессов с использованием этого метода он потребуется.
Сварка горелкой
Сварка горелкой немного проще понять, хотя бы потому, что в ней нет подкатегорий, за которыми следовало бы следить.
Для сварки горелкой вы используете горелку для плавления рабочего материала и сварочного стержня.
Сварщик получает много контроля над этим процессом, потому что ему приходится одновременно обращаться со стержнем и горелкой.
Этот вид сварки широко распространен, хотя его популярность снижается из-за практического применения. Однако он до сих пор используется во многих отраслях промышленности.
Другие виды сварки
Существуют и другие виды сварки, кроме дуговой и факельной.
Однако вы должны пытаться выполнять эти виды сварки на свой страх и риск.
К другим видам сварки относятся электродуговая дуга, сварка взрывом, сварка лазерным лучом и ультразвуковая сварка.
Эти виды сварки намного сложнее. Если вы новичок, продолжайте дуговую сварку и сварку горелкой, пока не получите некоторую практику.
Для чего используются сварочные аппараты?
Сварка — это многовековая практика, которая, как говорят, берет свое начало с сэра Хамфри Дэви около 1836 года.
Примерно в это же время Дэви создал первую электрическую дугу с двумя электродами. Однако сварка не была усовершенствована до нескольких десятилетий спустя, в 1881 году.
Именно тогда Август де Меритенс использовал электрическую дугу для сплавления двух свинцовых пластин вместе. Позже его ученик Николай Бернадос запатентовал вид электродуговой сварки.
Благодаря этим изменениям были созданы и в конечном итоге усовершенствованы различные виды сварки. Хотя сама эта практика довольно старая, современная сварка по-прежнему похожа на своих старых предшественников.
Сегодня сварка стала быстрее, эффективнее и точнее, чем раньше. Однако конечная цель осталась прежней.
Проще говоря, сварочные аппараты используются чтобы соединить вещи вместе.
Вот несколько важных терминов сварки:
- Сварочный материал: материалы, которые вы свариваются
- Наполнитель: пластик или металл, который вы используете как своего рода клей, чтобы скрепить сварочные материалы. Иногда сварщики используют наполнитель, чтобы скрепить сварочные материалы, чтобы такое слияние материалов может иметь место.
- Энергия: источник, который вы используете для сварки материалов. вместе (газ, электричество, лазер и т. д.)
По определению, сварка — это процесс соединения двух материалов, таких как алюминий, латунь, пластик или полимер, путем их сплавления посредством какой-то реакции.
Эта реакция обычно возникает через сильное тепло от любого источника энергии, который вы решите использовать.
Сварка часто используется в производстве, включая все виды от архитектурной и горнодобывающей до сельскохозяйственной и строительной.
Сварщики также работают в авиакосмических и судостроительных компаниях, а также в ремонтных отраслях.
Поскольку сварка — это очень разнообразная отрасль, вы можете догадаться, почему существует такой рынок сварочных аппаратов.
Люди хотят иметь возможность сваривать и выполнять разнообразные домашние и бизнес-проекты своими руками.
Теперь, когда покупки в Интернете сделали эти машины доступными, неудивительно, что они стали популярными.
Как выбрать идеальный сварочный аппарат
Ключом к выбору идеального сварочного аппарата является выбор наиболее подходящего для ваших конкретных сварочных нужд.
Есть несколько вопросов, которые вы должны задать себе, прежде чем принять решение и начать свое исследование.
Вопросы, которые нужно задать:
- Сколько я могу позволить себе потратить на это?
- Какой процесс мне хотите использовать?
- Что за проекты, которые я хочу иметь?
Независимо от того, какой тип сварки вы выберете, сварка стоит дорого.
Вам необходимо купить аппарат, и вам также потребуется приобрести подходящие сварочные материалы, защитное средство и, возможно, наполнитель.
Вам следует подумать обо всех затратах на владение и использование сварочного аппарата, прежде чем решать, какой сварочный аппарат вам подходит.
Обратите внимание, что аппараты для дуговой сварки как правило, дешевле, а сварочные аппараты — дороже. Думать о вашем бюджете, прежде чем вы будете слишком привязаны к одному типу.
Последний вопрос, пожалуй, самый важный. Неважно, купите ли вы лучший сварочный аппарат на рынке, если вы купите тот, который не работает или не подходит для желаемого продукта.
После того, как вы зададите себе все эти вопросы, вы будете лучше подготовлены, чтобы понять, какой тип сварочного аппарата лучше всего подходит для вас.
Нужен ли мне сварочный аппарат?
Нужен ли вам сварочный аппарат? ваше собственное зависит от нескольких факторов, и вам нужно будет принять решение позвоните себе.
Спросите себя:
- Что мой бюджет?
- Почему я хочу сам делать сварку?
- Может сварочный цех это делают?
- До Мне нужно быстро сделать проект?
- утра Я завершаю один проект или много?
- утра Я посвятил себя практике?
Это все важные вопросы, потому что они указывают на долгосрочную выгоду от покупки собственного сварочного аппарата машина.
Если текущий проект можно сделать лучше и быстрее в магазине, почему вы хотите сделать это самостоятельно? Вы просто хотите получить удовольствие от возможности сварить себя? Хотите реализовать собственное видение?
Дело в том, что то, что магазин может выполнить ваш сварочный проект за вас, не означает, что он лучший вариант.
Иногда кажется, что никто не может как можно лучше реализовать свое видение или потребность — и это отличный повод приобретите себе сварочный аппарат.
Также подумайте о том, для скольких проектов вы будете использовать машину. Если это одноразовая вещь, вы можете подумать дважды.
Сварочные аппараты и материалы стоят денег, а техническое обслуживание аппарата потребует затрат времени и энергии.
В таком случае вы можете рассмотреть возможность использования магазина вместо вашего собственного станка. Сварка также требует много терпения и времени.
Если вы только начинаете, вам нужно много попрактиковаться, прежде чем вы добьетесь наилучших результатов сварки.
Типы сварочных аппаратов
Мы поговорим о двух основных типах сварочных аппаратов. Вы можете догадаться, какие они?
Вы правы!
Мы займемся аппаратами для дуговой сварки с разбивкой по категориям и аппаратами для плазменной сварки.
Вы уже знаете основы, так чем же отличаются сами машины?
Когда дело доходит до вопроса о том, сколько существует различных типов сварочных аппаратов, ответ — много.
Вместо того, чтобы бросать вам все сразу, я составил список аппаратов для дуговой сварки.
Популярные аппараты для дуговой сварки
C.M.T. Сверхпортативный 100-амперный электродуговый сварочный аппарат Pitbull — 110V от CMT — отличный недорогой вариант для дуговой сварки, особенно для тех, кто думает о небольших домашних проектах, а не о больших и сложных.
Точнее, дешевле 100 долларов на Amazon — это не лучший сварщик на рынке. Однако это отличный выбор для новичков.
Как вы можете понять из названия сварочного аппарата DEKOPRO 110 / 220V MMA, это сварочный аппарат MMAW, который является просто еще одним названием для сварочного аппарата SMA.
Это означает, что вы будете работать со свинцовым электродом и защитным флюсом. Это не так дешево, как наш первый вариант, но все же неплохо для новичка.
Сварочный аппарат ARC HITBOX относится к подкатегории аппаратов для сварки GTA — вольфрамовый инертный газ (TIG).
Если вы помните, это означает, что вы будете использовать инертный защитный газ и вольфрамовый электрод.
Горелочные сварочные аппараты
Первым горелочным сварочным аппаратом в списке является Lotos LTPDC2000D от Lotos Technology.
Одна большая разница, которую я заметил между аппаратами для плазменной сварки и аппаратами для дуговой сварки, заключается в том, насколько дороже были аппараты для плазменной сварки.
Стоимость аппаратов для дуговой сварки составляет менее 100 долларов, а стоимость этого аппарата — около 500 долларов.
Если вы пытаетесь приобрести лучший сварочный аппарат для себя, подумайте о своем бюджете, прежде чем выбирать один тип сварки — это сэкономит вам нервное напряжение и сэкономит деньги.
MTS-205 205 от Amico — еще один отличный вариант сварочного аппарата с горелкой.
Эта машина стоит около 600 долларов. Однако он оснащен функцией горелки TIG и передовыми технологиями, которые могут быть полезны для более опытных сварщиков, желающих вложить деньги.
Поскольку вы решили, что хотите вложить деньги, есть еще пара вещей, которые вы должны знать, прежде чем окончательно совершить покупку: вы должны знать, как ухаживать за своей машиной.
Как обслуживать сварочный аппарат
Итак, как вы можете обслуживать сварочный аппарат?
Вы потратили много времени на поиск машины, поэтому давайте узнаем немного о ее содержании.
Держите его в чистоте
Это, вероятно, самый простой совет, который вы получили по поводу сварочного аппарата, но он, пожалуй, один из самых важных.
Сварка может быть неприятным процессом, и материалы могут плавиться на машине и вокруг нее и создавать беспорядок.
Хотя может возникнуть соблазн оставить беспорядок, поскольку вы, вероятно, не будете использовать эту машину очень часто, важно убирать за собой, чтобы ваша машина не забивалась расплавленными материалами и могла продолжать работать на своем максимальная вместимость.
В конце концов, сварочные аппараты стоят денег, и вам не захочется заменять их слишком рано.
Держите его сухим
Это может стать сюрпризом для вас, как и для меня.
Однако каждые несколько месяцев вы сушите машину изнутри.
Необходимо использовать чистый сухой воздух, чтобы удалить влагу изнутри устройства.
Это особенно важно, когда речь идет об источниках питания, которые могут отрицательно отреагировать, если их слишком долго оставлять во влажных условиях.
Прочтите инструкции
Это, вероятно, звучит как легкая задача, но вы будете удивлены, узнав, сколько неисправностей машины можно исправить — или вообще предотвратить — просто прочитав все предоставленные инструкции.
Прежде чем вы начнете использовать машину, я рекомендую полностью прочитать инструкцию, которая должна прилагаться к ней.
Обратите особое внимание на разделы о техническом обслуживании, чтобы вы знали, чего ожидать в конце вашего проекта, еще до того, как вы начнете.
Это также поможет вам избежать непреднамеренного повреждения аппарата из-за действий во время процесса сварки, нарушающих его функциональность.
Составьте график
Одна вещь, которая предотвратит уход за вашей машиной на второй план, — это соблюдение графика, когда вы будете обслуживать свою машину.
Хотя техническое обслуживание может потребоваться не так часто, как в сварочном цехе, у вас должен быть примерный график выполнения работ, необходимых для технического обслуживания машины.
Например, вы должны знать, когда вы будете работать над проектами (чтобы иметь надлежащие чистящие средства), и делать записи каждые шесть месяцев, чтобы вы могли просушить внутреннюю часть машины.
Вам даже следует делать заметки несколько раз в год, когда вы будете проверять свою машину, чтобы увидеть, нужно ли заменять какие-либо детали.
Выполнив всего несколько простых шагов, вы можете убедиться, что ваш сварочный аппарат прослужит долго и будет продолжать выпускать отличный продукт.
В конце концов, вы приложили много усилий, чтобы выбрать машину своей мечты — не хотите терять ее слишком рано.
Цепь мини-сварочного аппарата для небольших сварочных работ
Цепь небольшого бестрансформаторного сварочного аппарата может быть построена с использованием нескольких высоковольтных конденсаторов высокой емкости и выпрямительного диода. В следующей статье это объясняется более подробно. Идею запросил г-н Тун.
В одном из моих предыдущих постов мы наткнулись на полноценную схему сварочного инвертора SMPS на 100 А для работы с соединениями и металлами достаточно больших размеров.
Концепция дизайна
Данная схема, основанная на SMPS и требующая характеристик высокой мощности, является сложной и может оказаться недоступной для начинающих любителей.
По просьбе г-на Тана схема самодельного сварочного аппарата небольшого размера — это то, на что будет обращать внимание большинство начинающих энтузиастов и инженеров-механиков для решения своих периодических работ по сварке металла на рабочем месте.
Сварочный мини-аппарат без сложной схемы, вероятно, может быть построен с использованием емкостного источника питания, как показано на следующей схеме:
Идея, показанная выше, представляет собой обычную схему емкостного источника питания, включающую в себя экстремальные конденсаторы с точки зрения их номиналов.
Работа схемы
На входной стороне мы видим внушительный конденсатор 500 мкФ / 400 В, в то время как на выходной стороне также можно увидеть конденсатор аналогичного номинала, расположенный для усиления тока.
Самым основным параметром сварочной системы является высокий ток, так что в месте короткого замыкания на рассматриваемом металлическом соединении может образоваться чрезвычайно высокая температура.
Эта генерация сильного тока может быть достигнута либо путем использования трансформатора высокой мощности, либо его версии SMPS, о которой мы говорили в первом абзаце.
Трансформатор может быть слишком громоздким и тяжелым, в то время как схема SMPS слишком сложна для новичков, единственный альтернативный способ достижения сильноточной сварки за счет относительно простой конструкции, возможно, заключается в использовании сильноточного емкостного источника питания, как показано выше.
Можно ожидать, что конденсатор на 500 мкФ / 400 В будет генерировать всплески тока до 36 ампер при 220 В, и, усиленный дополнительным конденсатором выходного фильтра, этот ток может вызвать серьезные сварочные работы.
Вы можете проверить вышеупомянутые характеристики с помощью следующих двух программ-калькуляторов:
Калькулятор реактивного сопротивления
Калькулятор закона Ома
Показанная кнопка позволяет пользователю выполнять сварочную работу через короткие разрывы, а не за счет непрерывной дуги , что может быть опасно и в любом случае не рекомендуется при сварочных работах.
Входной конденсатор 500 мкФ / 400 В выглядит массивным, и он может быть недоступен на рынке, поэтому его можно построить, используя 500 номеров конденсаторов PPC 1 мкФ / 400 В, подключенных параллельно, это может занять некоторое место, но все же метод легко достижимо.
Используйте неполярные конденсаторы
Этот конденсатор предпочтительно должен быть неполярным, однако, поскольку диод расположен последовательно, это означает, что электролитный конденсатор также может без проблем служить этой цели.
Второй конденсатор на выходе точно может быть электролитическим.
Для увеличения тока значения пределов могут быть увеличены до более высоких пределов, это единственный параметр, на котором нужно сосредоточиться.
ВНИМАНИЕ: Схема мини-сварочного аппарата, описанная выше, не изолирована от сети и может убить человека в течение нескольких секунд, поэтому рекомендуется проявлять особую осторожность при работе с этим оборудованием под напряжением.
О компании Swagatam
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем / печатных плат, производитель. Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными идеями и руководствами по схемам.
Если у вас есть запрос, связанный со схемой, вы можете взаимодействовать с ним через комментарии, я буду очень рад помочь!
Сварочные аппараты — Руководство по моделям Stick, MIG, TIG, Oxy, многопроцессорным и с приводом от двигателя
>>> Справочник покупателя сварочного аппарата <<<
…и учебное пособие для студентов
Если вы новичок в сварке, широкий спектр продуктов на рынке сначала может показаться умопомрачительным. Так же, как Ford, Toyota и Mercedes Benz в автомобильной промышленности, существует несколько крупных производителей сварочного оборудования. Большие мальчики — это Линкольн, Миллер, Хобарт (сейчас принадлежит Миллеру), ESAB и Thermadyne.И точно так же, как автопроизводители выпускают седаны, пикапы, спортивные купе и внедорожники, существует несколько «марок» сварочных аппаратов, каждая из которых служит своей цели.Наиболее распространены аппараты для сварки MIG, TIG, Stick и ацетиленовые сварочные аппараты. Существуют также более дорогие, но универсальные многопроцессорные машины, а также сварочные аппараты с приводом от двигателя (на топливе) для работы от электросети. Если вы не знакомы с различными сварочными процессами, ознакомьтесь с разделом «Навыки, которые необходимо изучить», прежде чем продолжить здесь.
Как новичок или начинающий сварщик, ваши перспективы трудоустройства улучшатся, если вы поймете особенности многих различных типов оборудования.Возможность решить, какая модель лучше всего подходит для конкретного задания и какой присадочный стержень, проволока или стержневой электрод лучше всего соответствует требованиям норм, поможет вам подготовиться к работе в качестве руководителя, помощника проекта, техника по сварке или покупателя в вашей компании. Эта статья начинается с основ выбора машины, а затем показывает, как читать спецификации, включенные в литературу по продаже продукции. Вы также сможете проверить свои знания, оценив достоинства и недостатки двух образцов машин, представленных на рынке.
— — — — — — — — — — — — — — — — — — — — — — — — —
Шаг 1: Определите тип (ы) металла, на котором вы будете сваривать.
Большинство сварочных работ выполняется на углеродистой стали в виде труб или листового металла. Углеродистая сталь (которая является обычной сталью) может переносить много тепла. В отличие от других металлов, перечисленных ниже, этот очень щадящий, когда начинающий сварщик прикладывает слишком много тепла.Почти во всех сварочных процессах используется углеродистая сталь. Кроме того, для получения красивого сварного шва на аппарате не нужно много дополнительных функций.
Нержавеющая сталь гораздо более требовательна к теплу. Эта легированная сталь, состоящая из стали, хрома и никеля, используется для изготовления емкостей для пищевых продуктов / напитков и многих других продуктов, в основном из-за ее антикоррозионных свойств. Обычно он сваривается с использованием аппаратов MIG или TIG и требует меньшего тока, чем углеродистая сталь. Вы также можете найти стержневые электроды из нержавеющей стали.Это позволяет использовать сварочный аппарат для ручной сварки. Конечно, основной металл должен быть достаточно толстым, чтобы выдерживать тепло.
Алюминий совершенно на другой планете. Как цветной металл, алюминий настолько хорошо проводит тепло, что вам постоянно нужно больше его, чтобы лужа оставалась расплавленной. В то же время заготовка легко деформируется, если становится слишком горячей. Следовательно, алюминий часто требует более сложного оборудования для выполнения своей работы. Вы можете использовать аппарат MIG (особенно с функцией импульсной сварки), но многие механизмы подачи проволоки имеют проблемы с подачей алюминиевой присадочной проволоки, поэтому необходимо также приобрести специальный механизм подачи катушек.Хороший сварочный аппарат TIG предназначен для сварки алюминия. Вариант питания переменного тока является стандартным. Инвертор, прямоугольная волна, контроль баланса и импульсная функция также полезны для сварки алюминия. Естественно, эти особенности увеличивают стоимость продукта.
Хотя это не лучший выбор, аппарат для ручной сварки также может сваривать алюминий. Как и у нержавеющей стали, основной металл должен быть достаточно толстым, чтобы выдерживать тепло.
Титан (используется в нестандартных велосипедах и самолетах), хромомолибден (используется в мотоциклах и автомобилях), а также другие легированные стали и экзотические металлы имеют свои собственные проблемы термочувствительности, которые сварщики должны учитывать.Поскольку эти металлы такие дорогие, вы не хотите допускать ошибок при сварке. Следовательно, им, как правило, требуется сложная машина для сварки TIG, а также множество настроек и подгонки, а также опытный ветеран за управлением.
Шаг 2: Установите текущий диапазон, охватывающий все возможные толщины металла.
Чем толще металл, тем больше силы тока необходимо для сварки соединения с хорошим проплавлением. Поскольку стоимость сварочного аппарата частично зависит от того, сколько сока он вырабатывает, вам необходимо заранее определить максимальную толщину основных металлов и приспособлений, над которыми вы собираетесь работать в своем цехе.
Толстая конструкционная сталь и трубы толщиной более полутора дюймов требуют использования сверхмощного сварочного аппарата MIG или сварочного аппарата Stick. Согласно Miller Electric, вам нужен один ампер мощности на каждую сотую (то есть 0,001) дюйма толщины мягкой стали. Например, для листа мягкой стали толщиной 1/8 дюйма (0,125 дюйма) требуется примерно 125 А. Нержавеющей стали требуется примерно на 10% меньше сока, чем углеродистой стали, а для алюминия — примерно на 25% больше. Текущие настройки также привязаны к диаметру сварочных стержней, как описано в этом руководстве Миллера по настройке параметров машины.
И наоборот, работа с очень тонким металлом требует других настроек на более чувствительном сварочном аппарате. Теперь цель состоит в том, чтобы обеспечить достаточно тепла для выполнения работы. Иногда слабый ток вызывает нестабильную дугу, и это кошмар сварщика. Кроме того, если в основной металл поступает слишком много тепла, область вокруг сварного шва ослабевает или плавится. Многие характеристики алюминия, описанные в предыдущем абзаце, также применимы при сварке очень тонкой заготовки любого типа металла.
Если вы будете осторожны, вы можете использовать кислородно-ацетиленовый комплект для сварки тонких черных металлов, но убедитесь, что в горелку можно установить крошечное сварочное сопло размером три (т. Е. 000). Этот вид сварки обсуждается далее в разделе «Резка и шлифование».
Шаг 3. Решите, будет ли ваша сварка производиться в домашнем магазине, на складе или в полевых условиях.
Как упоминалось ранее, знание того, где вы будете проводить сварку большую часть времени, определяет, какое оборудование вам следует приобрести.Есть пара вещей, о которых стоит подумать:
Источник питания: если вы подключаете машину к стене (то есть к электросети), вы можете выбрать следующие варианты:
- 115 В переменного тока — это стандартная мощность, обеспечиваемая каждым потребителем коммунальной компании, жилым и коммерческим. Некоторые аппараты для дуговой сварки начального уровня рассчитаны на входную мощность 115 В, но их немного.
- 220–240 В переменного тока — это высокомощная 30-амперная схема, используемая в большинстве сварочных аппаратов.Это будет доступно в любом промышленном предприятии. Другое дело жилая проводка. Поскольку для большинства сварочного оборудования требуется цепь на 30 ампер, возможно, вам придется нанять лицензированного электрика для подключения цепи с панели управления.
- Однофазные и трехфазные — Большая часть электрического оборудования рассчитана на нормальную «однофазную» работу, питающуюся от линии напряжения 220–240, выходящей из сети. Однако на многих складах и других промышленных предприятиях доступен вариант «трехфазный».В этом сценарии третий горячий провод подключается к цепи, обеспечивая большую силу тока для питания больших двигателей. Этот вариант также дает вам лучшую энергоэффективность, поэтому компании готовы инвестировать в трехфазные машины, чтобы сэкономить на счетах за электроэнергию. Однако вы не можете использовать трехфазную машину дома.
Сценарий вне сети: если вы ведете сварку на открытом воздухе и не имеете доступа к электросети, вам понадобится сварщик с приводом от двигателя или сварщик-генератор для выполнения задания.Фермеры и сварщики, которые работают в поле, обычно покупают этот тип оборудования. В зависимости от модели генераторы работают на бензине, дизельном топливе или жидком пропане (не все три) и могут включать в себя сварочную горелку, горелку Tig или устройство подачи проволоки с сердечником MIG / Flux и пистолет. Низкая цена в этой нише продуктов начинается примерно с 2000 долларов и используется только для сварки штангой. При просмотре литературы по продаже продукции ищите символы CC (постоянный ток) и CV (постоянное напряжение). Машины CV дороже, но они являются правильным выбором, если вы подключаете к ним сварочный аппарат MIG / порошковой сваркой.Вам также необходимо знать свои требования к мощности (т. Е. Максимальную мощность), чтобы выбрать генератор правильного размера. Остерегайтесь, штат Калифорния разрешает использовать только генераторы, отвечающие стандартам с низким уровнем выбросов углерода, также известные как CARB-совместимые.
Ветреные условия: если вы планируете проводить сварку в незащищенных местах, где возможен ветер, это может отрицательно повлиять на ваши сварные швы. Газ CO2 / аргон, используемый в MIG для защиты расплавленной лужи сварного шва, пока она не затвердеет, будет неэффективным, что приведет к окислению и пористости.Таким образом, вы захотите переключить аппарат MIG в режим порошковой сварки (или использовать сварочный аппарат для прямой сварки). В качестве альтернативы, аппарат для ручной сварки будет работать в прохладной (но не слишком ветреной) среде. Оба эти процесса сварки содержат твердые раскислители внутри проволоки или прутка. Они испаряются прямо над лужей во время сварки, оставляя за собой защитный слой шлака.
Шаг 4. Прочтите спецификации продукта, чтобы сравнить похожие машины и выбрать ту, которая обладает необходимой мощностью и функциями.
Вот несколько ключевых моментов, на которые стоит обратить внимание:
Рабочий цикл: в этой спецификации указывается, сколько непрерывной сварки аппарат может выполнить за десять минут. Традиционно рабочий цикл определяется как количество минут из 10-минутного периода, в течение которого сварщик может сваривать при максимальном токе, который предлагает машина. После достижения предела машине необходимо дать остыть.
Рабочий цикл указан в процентах. Таким образом, вы должны провести математические вычисления в уме, умножая каждый процентный пункт на десять, чтобы получить количество минут, которое вы можете рассчитывать на сварку за десятиминутный интервал.Если вы превысите рабочий цикл, машина нагреется и внутренние цепи могут поджариться.
Например, очень недорогая машина с максимальным током 70 ампер может иметь рабочий цикл 10 процентов. Это означает, что вы можете сваривать в течение 1 минуты из каждых 10 без перегрева или выгорания оборудования.
Как правило, сварочные аппараты для легкой промышленности / любительской сварки имеют рабочий цикл 20%, средние 40-60% и тяжелые 60-80%. Но в настоящее время производители играют с формулой.Чтобы иметь более высокий рабочий цикл, они основывают процентное значение на более низком значении силы тока. Таким образом, с машиной, которая выдает максимум 140 ампер при рабочем цикле 10%, вместо этого вы можете увидеть рейтинг 30% при 115 амперах.
С другой стороны, вы можете использовать ту же тактику, чтобы сократить рабочий цикл машины, которая в остальном соответствует всем вашим потребностям. Просто купите модель с более высоким максимальным током, чем вы ожидаете использовать. Таким образом вы эффективно увеличиваете рабочий цикл.
Напряжение холостого хода: это напряжение, исходящее от горелки или пистолета для дуговой сварки, когда ток не течет. С одной стороны, опасно, когда на рабочем столе сидит активная цепь, которая может нанести серьезную травму. (Вот почему OSHA ограничивает OCV на оборудовании.) С другой стороны, OCV влияет на то, как электрод горелки будет работать при зажигании дуги, поэтому дополнительный удар, который вы получаете при запуске, важен при некоторых типах сварки.
В частности, для стержней E6010 и E7018 при сварке стержнем требуется достаточно высокий OCV. Это обеспечивает более четкое зажигание дуги, поскольку сварщик царапает стержнем металл, чтобы начать сварку. Частой проблемой для студентов является невозможность зажигания дуги, поэтому низкий OCV на небольшом сварочном аппарате может только усугубить ситуацию. Так что вам стоит обратить внимание на эту цифру в спецификациях. OCV около 80 вольт считается нормальным для сварочного аппарата. В сварочном аппарате MIG она может упасть примерно до 35, но это не имеет большого значения, поскольку при сварке MIG дуга обычно зажигается без каких-либо проблем при нажатии на курок.
Защита от тепловой перегрузки: Либо она есть в машине, либо нет. И вы должны покупать только машину, в которой она есть. Эта функция автоматически отключает выходную мощность вашего резака или пистолета, если внутренняя цепь начинает перегреваться. Вентилятор или другой охлаждающий механизм продолжит работу, чтобы помочь рассеять тепло (при условии, что вы оставите машину включенной). В некоторых спецификациях эта функция четко прописана. Но с другими продуктами вы должны проверить руководство по оборудованию или спросить у торгового представителя. (Подробнее см. В примерах ниже.)
Шаг 5: Определите, нужно ли вам использовать сжатые газы, и как вы будете их покупать, транспортировать и хранить.
Для различных сварочных процессов используются различные газы (CO2, аргон, кислород и т. Д.). В случае MIG тип газа, который вам нужен, зависит от процесса, основного металла, положения сварки и условий окружающей среды. При кислородно-топливной сварке вам просто нужны кислород и топливный газ.А в аппарате TIG обычно используется аргон, но иногда может потребоваться гелий. Помимо внимательного чтения документации по оборудованию, вы захотите рассмотреть еще несколько вещей:
- • Если вы покупаете сварочный аппарат, для которого требуется сжатый газ (т. Е. Газ, хранящийся в резервуаре под давлением), вам нужно время от времени транспортировать резервуар поставщику для заправки. Надеюсь, в вашем районе есть поставщик с разумной политикой замены и заполнения пустых резервуаров.
- • Сами резервуары можно купить или арендовать у поставщика.Цилиндры бывают разных размеров, поэтому вам нужно будет выяснить, какого размера резервуар вам нужен, исходя из того, как часто вы будете его использовать. Как правило, заполнение большого резервуара обходится не намного дороже, чем заполнение маленького.
- • Существует множество вопросов безопасности и требований к хранению, связанных с газом, поэтому убедитесь, что вы понимаете, что с этим связано, прежде чем покупать сварочное оборудование, которое его использует. Если вы думаете о покупке бывшего в употреблении бака, убедитесь, что ваш поставщик газа согласится заполнить его перед покупкой.Всегда держите товарный чек и другую документацию под рукой. OSHA требует, чтобы все резервуары проверялись каждые два года.
- • Для большинства применений мягкой стали в MIG требуется комбинация 75% аргона и 25% CO2, хотя вы, вероятно, можете использовать 100% CO2 с хорошими результатами. Для сварки алюминия методами MIG и TIG обычно используется аргон. Для нержавеющей стали требуется трехкомпонентная смесь из 90% гелия, 7,5% аргона и 2,5% CO2. Не волнуйтесь, вам не нужно смешивать газы самостоятельно.Вы просто покупаете нужную вам смесь.
- • Использование сжатых газов в аппарате для дуговой сварки увеличивает ваши затраты, но вы экономите деньги на присадочном стержне. Присадочная проволока MIG дешевле и эффективнее в использовании, чем стержневые электроды. (Самозащитная проволока с флюсовым сердечником не требует газа.)
- • В настоящее время как газообразный ацетилен, так и кислород чрезвычайно дороги. Вот почему кислородно-ацетиленовый процесс обычно используется для резки горелкой, а не для сварки.
— — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Готовы играть Цена подходящая?
Используя приведенные выше критерии, определите, может ли любой из двух продуктов ниже выдержать вашу проверку. Оба они рекламируются в Интернете с описанием и спецификациями продуктов.
Товар № 1
Хобарт Stickmate LX 235AC
Прочтите описание продукта и спецификацию (PDF) Этот аппарат для сварки штангой имеет отличную онлайн-цену в размере 299 долларов США (плюс стоимость доставки), с впечатляющим диапазоном тока до 235 ампер и максимальным OCV 80 вольт.Рекомендуется для стали и нержавеющей стали, может работать с электродом диаметром до 5/16 дюйма и толщиной основного металла до 3/8 дюйма. Также требуется входной источник питания 230 В (убедитесь, что он у вас есть, если вы пользуетесь домашним магазином). Пока все выглядит неплохо.
Теперь копните немного глубже, и вы обнаружите неприятный недостаток. В таблице стержневых электродов, представленной в технических характеристиках, один из самых распространенных стержней в бизнесе, E6010, не может использоваться с этой машиной.Стержни E6010 широко используются при сварке труб и являются частью сертификационных испытаний. Им требуется постоянный ток, а эта машина работает только от переменного тока. (Стержни E6011 эквивалентны стержням E6010 по переменному току, поэтому вы можете получить такой же тип сварки.)
Помимо недостатка, связанного только с переменным током, при токе 225 ампер машина имеет рабочий цикл только 20%. Однако график рабочего цикла показывает, что если вы снизите ток до 100 ампер, эта цифра вырастет до 100%. Здесь нет упоминания о защите от тепловой перегрузки, только примечание о том, что вентилятор работает все время.(См. Следующий пример для получения дополнительной информации по этому вопросу.) Наконец, онлайн-продавец взимает огромную плату за доставку в размере 125 долларов США. (Amazon предлагает более мелкий Hobart LX 205 за 299 долларов с бесплатной доставкой. Его можно подключить к любой розетке 115 В. Вы можете купить LX 235 AC примерно за 375 долларов на Amazon.)
Очень жаль, что в этой машине есть только переменный ток. Если вы проверили другие объявления на том же веб-сайте, вы увидите, что доступна модель AC / DC. Добавление выпрямителя увеличивает цену более чем на 200 долларов, но, по крайней мере, теперь переменный ток можно преобразовать в постоянный.Сварка палкой на переменном токе может быть опасной, поскольку полярность меняется 60 раз в секунду. (Это означает, что ток перестает течь 120 раз в минуту.) Вероятно, хорошая идея попробовать свои силы в сварке на переменном токе в верхнем положении, прежде чем переходить к сварочному аппарату, работающему только на переменном токе.
Товар № 2
Lincoln Electric Power MIG 180-C
Прочтите описание продукта и спецификацию (PDF). Этот сварочный аппарат MIG / Flux Core, продаваемый за 729 долларов (со скидкой), имеет диапазон 30–180 ампер только при постоянном токе и требует входного питания от источника 230 В.Он может сваривать сталь, нержавеющую сталь и алюминий толщиной до 3/16 дюйма или порошковой проволокой толщиной до 1/2 дюйма. Рейтинг рабочего цикла составляет 30 процентов.
К сожалению, цикл указан для 130 ампер, а не для макс. 180 ампер. О защите от тепловой перегрузки тоже нет упоминания. Возможно, все машины Lincoln имеют такую защиту, поэтому в литературе об этом не говорится. В случае сомнений достаточно просто отправить электронное письмо в отдел продаж с любыми вопросами. Примечание. Мы действительно проконсультировались с торговым представителем Lincoln, который направил нас на страницу D-2 руководства по продукту.Защита от тепловой перегрузки входит в стандартную комплектацию всех машин.
— — — — — — — — — — — — — — — — — — —
Далее: Режущее и шлифовальное оборудование
——————————————
Если у вас есть предложения или проблемы с веб-сайтом, напишите сварщику [at] thecityedition [dot] com.
Вернуться в главное меню
——————————————
Авторские права © 2012-2015 TheCityEdition.com
Сварка для начинающих | Изучите основы сварки
Одним из самых ранних моих воспоминаний было склеивание бумаги для изготовления чего-нибудь в детском саду. Моими материалами тогда были куски плотной бумаги, вырезанные тупыми ножницами, и большая туба с пастой. В настоящее время у меня возникает то же чувство каждый раз, когда я склеиваю два куска металла с помощью сварочного аппарата.
Сварка может быть интересной и выгодной для всех, кто хочет создать что-то из разнообразного сырья.Давно прошли времена огромных стационарных стальных шкафов, которые занимали место в гараже и потребляли 220 вольт. Теперь сварщиком может быть удобная «коробка для жужжания» размером с коробку для снастей или устройство для подачи проволоки, работающее от бытового тока 110 В и переносимое с места на место одной рукой. Для домашнего хобби или обычного небольшого использования на ферме небольшая машина — это обычно просто билет.
На этой фотографии изображен авторский сварочный аппарат с механизмом подачи проволоки на верхней полке и сварочный аппарат на нижней полке тележки с роликами.В тележке также есть зажимы, проволочные щетки, сварочные стержни, каски, маркеры и перчатки.Когда я рос в очень сельской местности, мой отец впервые познакомил меня со сваркой. Он был генеральным подрядчиком, который реконструировал старые дома, был пастором сельской церкви, и его всегда призывали оказывать общие услуги разнорабочего для людей из нашей небольшой общины … всегда отказываясь платить за свои услуги. Человек с минимальным формальным образованием, папа мог изучить проблему или потребность, а затем набросать простой рисунок в небольшом блокноте, который он носил в кармане рубашки.Затем он посетит свою груду труб, уголков и листовой стали в углу своей небольшой лавки на заднем дворе и заберет все необходимое. Через несколько минут или несколько часов он построил бы необходимый инструмент, деталь или другую штуковину, необходимую для решения возникшей проблемы.
Мое первое воспоминание о том, как он сваривал, было со мной, когда я сидел на гаражном табурете, сделанном из колеса грузовика, двухфутового куска плоского стального прутка и старого чугунного сиденья сельскохозяйственного орудия. Этот прочный табурет был одним из первых сварочных проектов отца задолго до того, как он помог маме создать меня.Спустя 45 лет табурет по-прежнему стоит в его мастерской, он такой же прочный и удобный, как и прежде. Помимо изготовления всевозможных необходимых вещей, папа также делал вращающиеся бельевые веревки и декоративные вешалки для растений из выброшенного сельскохозяйственного оборудования. Он также заработал репутацию своими самодельными грузовыми прицепами и нестандартными сцепными устройствами.
Я хочу сказать, что научиться сварке может каждый. У папы не было формального образования, но даже сегодня он все еще может поспевать за самым опытным торговцем.Я никогда не ходил на курсы сварки, кроме его импровизированных уроков в гараже за нашим домом, когда рос, но я рубил и упаковывал классические рамы грузовиков, ремонтировал прицепы, заменял ржавчину патч-панелями на старинных автомобилях, ремонтировал тракторы и строил свои Изрядная доля ангаров для растений и мангалов, а также новинок из подков и гвоздей. И хотя это не является моим главным интересом, я заработал на сварке более чем достаточно денег, чтобы клиенты могли оплачивать мое оборудование и расходные материалы для моего собственного использования.
Первый шаг
Первый шаг — определить тип проектов, которыми вы хотите заниматься. Будете ли вы делать в своей мастерской безделушки и подарки в качестве хобби? Или вам нужна небольшая портативная машина, которую можно вынести на подъездную дорожку или поле для ремонта прицепного устройства или сельскохозяйственного орудия. Если вас интересуют хобби и сварка листового металла, такого как панели кузова автомобилей или деки газонокосилок, лучше всего вам подойдет небольшая машина для подачи проволоки. Для более крупного ремонта стали вам потребуется более мощный аппарат, а портативный сварочный аппарат с потребляемой мощностью 110 или 220 вольт — это просто билет с минимальными вложениями.
Существует множество передовых методов и оборудования для сварки — MIG и TIG для алюминия и нержавеющей стали, газовая дуга, углеродная дуга и, в последнее время, атомарный водород. Но они предназначены для опытных сварщиков и здесь не рассматриваются. Моя цель — поделиться некоторой информацией с новичком или сварщиком-любителем и убедить того, кто не занимается сваркой, в том, что пора взять прут (или катушку для сварочного аппарата с механизмом подачи проволоки) в руки и устранить необходимость в найме дорогостоящего магазина или установка на грузовике на заказ для выполнения простого повседневного ремонта металла.
Наряду с ручной сваркой и сваркой с подачей проволоки существует также кислородно-ацетиленовая сварка, или «газовая сварка». Прелесть «газовой» сварки в том, что вы можете использовать одно и то же устройство для резки и сварки металла. Хотя кислородно-ацетиленовая сварка имеет некоторые ограничения при работе с тонким листовым металлом, возможность резки и сварки на одном и том же оборудовании часто делает ее первым вариантом для многих новичков. Возможно, я коснусь газовой сварки в одной из следующих статей.
Выберите сварочный аппарат
Дуговая сварка включает любой метод, в котором для создания дуги используется электричество.Это может быть сварка стержнем, также называемая сваркой «жужжащим ящиком», при которой используется расходный сварочный стержень как для создания дуги, так и для придания сварному шву дополнительного присадочного металла. Это может быть сварка в среде инертного газа металла, также известная как MIG, при которой используется устройство подачи проволоки с защитным газом. Более простой и менее дорогой вариант сварки MIG — это устройство подачи проволоки, в котором используется проволока с флюсовым сердечником. Я расскажу о плюсах и минусах защитного газа чуть позже.
При любой форме дуговой сварки свариваемый материал по существу плавится под действием мощной электрической дуги.Например, металл присоединяется к отрицательному источнику питания, затем сварочный наконечник (проволока в устройстве подачи проволоки или наконечник сварочного стержня при сварке штангой) прикрепляется к положительной стороне источника питания. Когда положительно заряженный наконечник находится в непосредственной близости от отрицательно заряженного металла, подлежащего сварке, возникает электрическая «дуга». Эта дуга — это то, что сильно нагревает металл до точки плавления, позволяя соединить детали вместе. Эта дуга также создает ослепляющее сияние и устрашающее «жужжание», связанное со сваркой.Когда я был маленьким мальчиком, я обнаружил, что наблюдать за ярким светом дуги (разумеется, через темное защитное стекло сварочного шлема) и слышать это мощное жужжание в сочетании с ливнем искр, создаваемых расплавленным металлом, так же приятно, как фейерверк на Четвертое из Июль.
Некоторые более дорогие сварочные аппараты позволяют пользователю изменять отрицательную / положительную полярность с помощью переключателя для повышения производительности в зависимости от свариваемого материала. Но для простой сварки дома или на ферме достаточно простого аппарата переменного тока.
Сварка с подачей проволоки
Любой, кто экспериментировал с различными методами, склонен согласиться с тем, что сварка MIG — это самый простой процесс для изучения и освоения. Вспышка дуги и связанный с ней «жужжащий» звук менее устрашающе, чем при сварке стержнем. Аппарат подает проволоку в зону дуги с заранее определенной скоростью, что избавляет человека, выполняющего сварку, от необходимости измерять скорость, с которой вводить новый материал в сварной шов и соответственно двигаться.
СваркуMIG можно разделить на два основных типа: подача защитного газа или проволока с сердечником.Большинство машин будет работать с использованием обоих методов. Если вы хотите, чтобы сварные швы выглядели чище, или вы собираетесь покрасить или нанести какое-либо другое нанесенное финишное покрытие на сварное соединение, тогда вам может потребоваться установка, которая предлагает опцию защитного газа. Остатки, оставшиеся после использования проволоки с флюсовым сердечником, трудно очистить, и они могут вызвать проблемы с адгезией краски на линии.
Базовые машины с опцией защитного газа можно легко найти по цене от 200 до 400 долларов, и они требуют всего 110 вольт бытового тока.«Защитный газ» — негорючий газ, который закупается в баллоне под давлением и используется в аппаратах для сварки MIG или TIG. Газ проходит через сварочный аппарат и подается к сварочному наконечнику, где он создает невидимый газовый «экран» над и вокруг формируемого сварного шва. Газ помогает создать более гладкий и привлекательный сварной шов. Газ, закупаемый для сварки MIG, обычно представляет собой смесь аргона и кислорода. В этом случае проволока, используемая в сварочном аппарате, должна быть сплошной проволокой. Проволока продается в рулонах и легко устанавливается в корпус сварочного аппарата через люк на боковой стороне аппарата.
Для общего ремонта и любительских работ сварка флюсовой проволокой намного проще и дешевле. Сварочная проволока с флюсовым сердечником имеет небольшую полоску сварочного флюса, встроенную в центр проволоки. Флюс — это твердый материал, который имеет консистенцию некачественного бетона и при перегреве выделяет газ. Газ реагирует так же, как смесь аргона и кислорода при газовой сварке, вытесняя природный кислород и создавая невидимый газовый карман для образования сварного шва. Преимущества сварки с флюсовой проволокой заключаются в том, что аппарат легче переносить с места установить, не таща за собой баллон с сварочным газом, а также соответствующий манометр и шланг, и вы сэкономите на расходах на газ.Сварочный аппарат с подачей проволоки на 110 В, оснащенный рулоном проволоки с флюсовым сердечником, представляет собой автономную машину для соединения металлов, которую можно легко носить с собой куда угодно.
Возможности устройства подачи проволоки в основном связаны с вопросом о толщине металла, которую он будет сваривать. Максимальная рекомендуемая толщина материала четко указана в рекламных материалах, прилагаемых к любой новой машине. Подобные детали обычно можно найти где-нибудь на самой машине, обычно внутри боковой панели доступа. Честно говоря, учитывая низкую стоимость нового сварочного аппарата с механизмом подачи проволоки, нет причин покупать подержанный аппарат, у которого могут возникнуть какие-то невидимые проблемы.Я использую одну и ту же недорогую машину последние 10 лет или около того, без единой проблемы.
После того, как вы приобрели сварочный аппарат с механизмом подачи проволоки и ознакомились с ним, начните практиковаться на ломе листовой стали, уголка или труб. Во-первых, и это относится к любому сварочному проекту, убедитесь, что металл чистый и не имеет ржавчины, масел или смазки. Загрязненный или покрытый ржавчиной металл — настоящая проблема для работы, и сварной шов после завершения будет не таким прочным. Я расскажу о проволочных щетках и других сварочных инструментах ближе к концу этой истории.Затем установите на аппарате рекомендованную температуру и скорость подачи проволоки для толщины свариваемого материала. Предлагаемое руководство будет в руководстве пользователя, которое поставляется вместе с машиной. Начните с перекрытия соединяемых кусков металлолома.
Сопло с выступающей сварочной проволокой следует удерживать под углом 45 градусов к L, образованному стыком двух металлических кусков внахлест.Удерживайте сварочный наконечник под углом 45 градусов к L, образованному стыком с кончиком проволоки, который выступает из сопла примерно на 5/8 дюйма от металла.Когда ваш сварочный шлем или щит на месте (о шлемах я расскажу подробнее позже) нажмите на курок сварочного сопла. Сразу же проволока продвинется и образуется дуга. Начните медленно перемещать сопло по длине свариваемого стыка, сохраняя при этом расстояние наконечника сопла от поверхности металла. Некоторые люди проталкивают сварной шов, в то время как другие предпочитают отодвигать наконечник от уже уложенного сварного шва. Нет правильного пути, просто разные мнения сварщиков, как профессиональных, так и любительских.Невозможно выразить словами, насколько быстро или медленно нужно двигать наконечник. Только метод проб и ошибок даст вам почувствовать темп, в котором вы должны двигаться. Вот здесь-то и пригодится практика на записках.
Хотя есть кривая обучения, она очень мала, и вы удивитесь, как быстро вы начнете делать идеальные сварные швы. Примеры идеальных и неидеальных сварных швов см. На прилагаемых фотографиях. Теперь начните практиковаться, и как только вы сможете наполовину сделать последовательную бусинку, начните творчески подходить к безделушкам и гаджетам, которые вы можете варить в свое удовольствие.Поэкспериментируйте с регулировкой температуры сварного шва и скорости подачи проволоки в это время. Вы быстро разовьете любовь к сварке и удивитесь, как вы могли так долго не делать этого самостоятельно.
Автор сваривает два куска тонкого листового металла с помощью переносного сварочного аппарата с механизмом подачи проволоки.Цель состоит в том, чтобы получить чистый, прочный сварной шов, соединяющий две части металла с хорошим проплавлением.
По мере развития навыков вы можете переходить к углам под углом 90 градусов, вертикальным сварным швам и более толстым металлам. Как только вы сможете уложить хороший валик, возьмите сваренную тренировочную деталь и попытайтесь сломать или разорвать сварной шов.Вы быстро обнаружите любые проблемы с проникновением или адгезией. Правильное проникновение придет с практикой и увеличением мощности, пока не достигнете нужной точки для соединяемого металла. Общее практическое правило заключается в том, что вы должны иметь возможность переворачивать сварные детали и видеть, где тепло передается через металл, что проявляется в обесцвечивании на противоположной стороне от сварного шва.
Автор соединяет два уголка с помощью сварочного аппарата на 220 вольт. Надлежащая защита глаз является обязательной, а перчатки и другое защитное снаряжение защищают от разлетающихся искр.Если вы решите использовать защитный газ, подсоедините шланг подачи и баллон в соответствии с рекомендациями производителя. При открытом клапане баллона и выключенном питании нажмите спусковой крючок на сопле и прислушайтесь к выходу газа из наконечника. Это позволяет узнать, что газ течет правильно. При сварке газ должен начать выходить из наконечника за мгновение до того, как проволока дугой коснется свариваемого металла.
Сварка палкой
Первым сварщиком, которого я помню, был динозавр в виде станка в кузнице моего дедушки.Сварщик был примерно вдвое меньше современного холодильника, имел пару больших латунных регулировочных ручек спереди и ряд вставных розеток по всей длине аппарата, причем каждое отверстие было помечено другим номером. Для прикрепления к свариваемому металлу использовался тяжелый проволочный вывод с зажимом на конце. Другой провод, с держателем стержня на другом конце, был вставлен в машину в одно из отверстий в ряду в зависимости от силы тока, с которой вы хотели сваривать. Аппарат не был портативным, занимал много места и был совершенно ужасен в использовании.
Дома у моего отца была машина новее, ярко-красный Lincoln®… размером примерно на треть и намного проще, с переключателем включения / выключения, одной большой черной пластиковой ручкой регулировки мощности и двумя проводами. Вы можете легко установить дополнительный комплект колес на базу и получить более портативный инструмент. Но все же рядом должна была быть розетка на 220 В. Этим сварочным аппаратом он пользовался около 25 лет, а в день, когда он перестал работать, поехал в ближайший хозяйственный магазин и купил новый от того же производителя. Сейчас он работает с этой машиной 20 лет, и за это время она сослужила ему огромную службу.
Я не из тех, кто бросает имена, поэтому скажу только, что в наши дни есть несколько производителей, производящих качественные сварочные аппараты. Независимо от того, какой инструмент или часть оборудования вы покупаете, небольшое исследование в Интернете и общение с друзьями или экспертами в данной области — хороший способ определиться с брендом. Как вы, вероятно, увидите на фотографиях, я использую сварочный аппарат Miller. Так получилось, что я живу всего в нескольких милях от дилера Miller, и в то время, когда я покупал машину, в магазине была заключена отличная сделка на это почти новое устройство.Я уверен, что мог бы быть в равной степени доволен Lincoln или любым другим брендом, если бы он функционировал должным образом. Мой сварочный аппарат примерно вдвое меньше папиной машины, и я таскаю его на нижнем уровне тележки. Мой сварщик MIG сидит на верхней полке с набором сварочных зажимов, металлических маркеров, стержней, шлемов и перчаток для поездки. Мой аппарат MIG работает от 110 бытового тока, а мой сварочный аппарат — от 220. Я много свариваю рамы автомобилей, поэтому мне нужны дополнительные возможности по сравнению с менее дорогими 110 единицами.У меня есть удлинительный шнур длиной 40 футов 220, который позволяет мне брать сварщиков в любое место в моем магазине 30X40 или на подъездную дорожку для работы с большим оборудованием.
Хороший сварной шов выглядит как ряд положенных на бок десятицентовиков. Как только сварной шов остынет, используйте молоток, чтобы сбить внешний слой шлака, чтобы обнажить сам шов.Как и при сварке MIG, первым делом необходимо ознакомиться со сварочным аппаратом и его возможностями, описанными производителем. Эти знания хранятся в вашей голове для использования в будущем, теперь пора приступить к сварке.При сварке штангой серьезной проблемой является выбор сварочного стержня. Стержни, которые обычно можно найти в хозяйственных магазинах или магазинах сельскохозяйственных товаров, будут иметь маркировку «E6011», «E6013» или, возможно, «E7020». Буква «E» обозначает, что стержень подходит для электродуговой сварки. Первые два числа обозначают предел прочности материала стержня на разрыв при снятии напряжения в сварном шве, выполненном стержнем. Число «60» означает 60 000 фунтов на квадратный дюйм и так далее. Третье число обозначает положение сварки, для которого предназначен стержень. «3» означает плоскую сварку, «2» означает угловые или стыковые соединения, а «1» означает, что он подходит для всех положений.Четвертое число дает представление о типе покрытия и другую дополнительную информацию, которая не требуется любителю или непрофессиональному сварщику. Но эти подробности можно найти на сайте производителя сварочного аппарата или прутка.
Я бы посоветовал вам начать с хорошего универсального удилища, такого как E6011. Он справится с большинством ремонтов дома или фермы, от деки газонокосилки до ковша фронтального погрузчика. Затем вам нужно выбрать правильный размер стержня. Для начала выберите стержень примерно такой же толщины, как свариваемый материал.По мере совершенствования навыков вы можете перейти к сварке гораздо более толстого материала, сделав несколько проходов и наложив сварной шов. Но это происходит после некоторой практики.
С сварочным аппаратом и стержнями в руке и выключенным аппаратом вставьте сварочный стержень в зажим держателя стержня на конце сварочного кабеля. Другой зажим прикрепите к свариваемому материалу. Отрегулируйте настройку машины в соответствии с рекомендациями производителя в отношении толщины материала. Расположив конец стержня на расстоянии не менее нескольких дюймов от материала, включите выключатель питания.Вы услышите очень отчетливый гул, когда машина включится. Теперь, когда шлем или щит на месте, медленно переместите конец стержня в сторону свариваемого соединения. В то время как сварочный аппарат MIG издает дугу, когда проволока продвигается и касается металла, в сварочном аппарате штангой вам придется «поцарапать» металл кончиком стержня, чтобы зажечь дугу. Это один из самых сложных аспектов обучения сварке клеем. Поцарапайте наконечник и слишком быстро или далеко отодвиньте его от металла, и дуга сломается. Если царапать слишком медленно, то наконечник стержня прилипнет к свариваемому металлу.Возвратно-поступательное движение обычно нарушает адгезию, но иногда необходимо выключить машину и принудительно освободить стержень от материала, прежде чем начинать заново. Снова потренируйтесь с металлическим ломом и убедитесь, что поверхности как можно более чистые.
Чтобы обеспечить хорошее проникновение тепла и адгезию сварного шва, переверните свариваемый металл и обратите внимание на изменение цвета напротив сварного шва.После получения дуги медленно продвигайте стержень по стыку, чтобы сформировать валик сварного шва. Вы можете использовать небольшое движение вперед и назад или заставить наконечник перемещаться по крошечным кругам, перекрывая только что сваренную область при каждом проходе.При любой сварке наблюдайте за сварным швом, как если бы он формируется, и убедитесь, что обе соединяемые детали плавятся, а стержень (или проволока) добавляется к валику для создания дополнительного материала в соединении. При сварке штангой стержень расплавится и упадет в расплавленную лужу, и вам придется постоянно перемещать оставшийся наконечник стержня ближе для поддержания дуги. Прекратите сварку, когда стержень используется до такой степени, что рядом с держателем остается только пара дюймов флюсового покрытия. На этом этапе вы можете заменить стержень и приварить еще.Но помните, что оставшаяся часть старого удилища будет очень горячей, поэтому будьте осторожны.
Помните, что практика делает лучше, а чем больше практики, тем лучше. С базовым пониманием, теперь все, что остается делать, это сваривать и наслаждаться своим новым навыком.
При сварке необходима соответствующая защита глаз. Доступны несколько типов шлемов, в том числе (слева направо) автоматическое затемнение, широкий обзор и откидной щит.Прежде чем закончить, было бы неправильно, если бы я не обсуждал связанное со сваркой оборудование.В первую очередь — это защита глаз. Интенсивное излучение сварочной дуги может быстро вызвать необратимое повреждение зрения. Новый сварщик, скорее всего, будет иметь по крайней мере ручной сварочный щиток. Повесьте его на стену, когда внук или сосед захочет посмотреть, как вы когда-нибудь сварите. Купите сварочный шлем, закрывающий лицо и шею. Не только линза обеспечит адекватную защиту зрения, но и остальная часть шлема защитит ваше лицо и шею от болезненных и вредных радиационных ожогов.Последним и величайшим достижением в области сварки стал шлем с автоматическим затемнением. Шлемы старого образца нужно было опускать непосредственно перед зажиганием дуги и поднимать для просмотра вашей работы после того, как дуга была сломана. Но шлем с автоматическим затемнением можно опустить на место и по-прежнему обеспечивать нормальный обзор через линзу до тех пор, пока за доли секунды не сформируется дуга стержня или наконечника проволоки. Линза мгновенно становится черной, и ваши глаза получают необходимую защиту. И как только дуга сломается, линза обратит процесс в обратном направлении и осветлится, чтобы вы могли рассмотреть сварной шов.
Следующими по важности должны быть сварочные перчатки. Эти толстые длинные перчатки не являются обязательными, но обеспечивают защиту как от излучения дуги, так и от искр, которые являются частью процесса соединения металлов. Они также удобны для токарной обработки и обработки недавно сваренного металла. Другая дополнительная одежда для сварщиков — кожаные или плотные брезентовые рубашки, брюки или фартуки. Избегайте сварки в теннисных туфлях и не засовывайте штанины в ботинки. Несколько лет назад, модифицируя раму классического грузовика, я уронил кусок расплавленного металла из сварного шва прямо на мою теннисную обувь.Расплавленный металл прогорал так быстро, как будто ботинка даже не было. И в худшем случае мой отец однажды сваривал, засунув свои джинсовые ноги в ковбойские сапоги. Большой кусок расплавленного металла упал с валика сварного шва и соскользнул с его штанины в ботинок. Прежде, чем он успел снять ботинок, металл расплавил нейлоновый носок до ступни. Сильный ожог и последующая инфекция зажили месяцами. Вам также понадобится проволочная щетка для очистки металлических кромок перед сваркой и шлаковый молоток для удаления шлака, побочного продукта сварки, с верхней части сварных швов, защищенных флюсом, после их остывания.
Другое оборудование, которое делает сварку более приятной, включает длинные кожаные перчатки, различные зажимные клещи, молоток для измельчения шлака и проволочные щетки.Избегайте сварки, стоя на влажной поверхности, и убедитесь, что рабочее место хорошо вентилируется. Это базовые вещи, но с любым проектом вы иногда торопитесь и сразу бросаетесь в дела, не руководствуясь здравым смыслом. Тем не менее, сварка — это увлекательный и полезный навык. Вы найдете бесчисленное количество применений для сварных проектов для себя и друзей, и, похоже, в наши дни все меньше и меньше магазинов предлагают сварочные услуги.После того, как вы должным образом улучшите свои навыки, вы можете подумать о том, чтобы заняться оплачиваемой работой для других людей. Что может быть лучше хобби, которое окупается?
Начало сварочного бизнеса
Портативному сварочному бизнесу в основном нужны две вещи: аппарат, который будет делать сварку за вас, и быстрое реагирование на всех, кто обращается за услугами вашего предприятия. Для работы подобного бизнеса обычно не требуется офисное пространство, а необходимо создать способы, с помощью которых ваши клиенты могут связаться с вами.И убедитесь, что вы рекламируете.
- Твитнуть
- Google Поделиться
- Электронная почта
Обычно сварка ассоциируется со строительными или металлическими работами; и они думают, что создание этого вида бизнеса означает, что вы либо занимаетесь строительством, либо металлургией.
Это не обязательно так. Сварочный бизнес может открыть каждый, то есть любой, кто знает, как пользоваться сварочным аппаратом. Если вам интересно, как можно заработать на жизнь этим видом работы, читайте дальше.
На стройплощадках и в цехах сварки всегда используются сварочные аппараты по понятным причинам. У некоторых строительных и металлических компаний даже есть свои сварщики и собственное оборудование. Но предположим, что группа людей из рекламной компании решает создать огромную коммерческую платформу перед своим зданием, и им нужна сталь; или у вашего соседа по улице заблудшая дверь гаража, которую нужно вскрыть; или ваш ребенок строит научный проект, который нужно буквально заварить — ведь вы ведь не идете в строительную или металлургическую компанию и просите одолжить их сварочный аппарат, не так ли? Конечно, нет.Иногда люди фактически берут напрокат сварочные аппараты для небольших проектов и используют их сами. К сожалению, это случайное решение проблемы.
Таким образом, создание бизнеса, позволяющего использовать переносной сварочный аппарат с опытным сварщиком, является не только осуществимым бизнесом, но и прибыльным. Если вы решите заняться этим бизнесом, вы удивитесь, сколько людей действительно нуждаются в ваших профессиональных услугах. Чтобы открыть свой бизнес, вы, конечно же, приобретете сварочный аппарат.Убедитесь, что это портативная машина: маленькая, компактная, но достаточно прочная, чтобы не задеть вас, когда вы на самом деле обслуживаете клиента. Сварочный аппарат может иметь разные функции, поэтому выбор одного или нескольких зависит от демографических характеристик предполагаемой клиентской базы и ваших личных навыков сварщика. Машины работают как сварочные аппараты, сварочные аппараты, сварочные аппараты и сварочные аппараты, которые используются для резки, такой как плазменная резка и строжка, или PAC и воздушная углеродная резка и строжка, или CAC-A.
Подобные статьи
- Советы по тому, как стать сварщиком под давлением B
- Начало бизнеса портативной сварки
По общему признанию, такие аппараты недешевы, и в руках неподготовленного профессионала могут стать смертельными. В этой статье предполагается, что вы открываете этот бизнес, потому что у вас есть опыт и знания в области сварки и резки металлов. Желательно, чтобы вы и ваша компания имели сертификат безопасности, разрешение на работу и лицензии в качестве законного коммерческого предприятия.
Для функционирования подобного бизнеса обычно не требуется офисное помещение. Однако вам необходимо найти способ, с помощью которого клиенты смогут связаться с вами, если им потребуются ваши услуги. Поможет наличие исправного телефона или рабочего адреса электронной почты. Совершенно необходимо иметь транспортное средство, которое поможет вам и вашему оборудованию добраться до места, и оно даст вам преимущество перед другими сварочными компаниями, которые не могут оперативно удовлетворить потребности ваших клиентов. Старайтесь отслеживать старых клиентов и старайтесь завоевать доверие новых с помощью рекламы.Плакаты и листовки стоят недорого, как и размещение рекламы в Интернете; но лучшая форма рекламы — это рефералы. Если у вас есть клиенты, которые покровительствуют вашей работе, попросите их направить вас к другим потенциальным клиентам.
Рекомендуемые статьи
- Открытие бизнеса по производству сварочных материалов
Вы ищете способ открыть собственный магазин сварочных материалов? Прочтите эту статью и узнайте, как это сделать. - Запуск цеха сварки алюминия
Как открыть цех сварки алюминия не должно быть сложным, знание бизнеса и решимость добиться успеха в выбранной вами области являются ключевыми факторами для достижения финансовой независимости.
Как открыть магазин сладостей
Комментарий
Выбор аппарата MIG для периодической сварки алюминия
Q: Я хочу купить небольшой аппарат для газовой дуговой сварки (GMAW), предпочтительно такой, который работает от входной мощности 120 В. В основном я буду сваривать сталь, но иногда мне хотелось бы сваривать алюминий. Могут ли эти машины действительно сваривать алюминий? Я слышал много разных мнений.Некоторые компании заявляют, что их машины будут сваривать алюминий, некоторые компании вообще не упоминают алюминий, а некоторые компании меня активно отговаривали. Что на самом деле?
A: Прежде всего, я рад, что вы реалистично определили «случайную» сварку алюминия. Если вы хотите выполнять сварку алюминия «высочайшего качества» каждый день, ни один из этих аппаратов не для вас. Как и в большинстве сфер жизни, при выборе блоков питания для сварки алюминия не бывает бесплатного обеда.
Хорошая новость заключается в том, что, если вы осознаете их ограничения, большинство этих устройств будут выполнять разумную работу по сварке алюминия, хотя и в несколько ограниченном диапазоне толщин.Итак, давайте обсудим ваши варианты.
Самые дешевые аппараты работают от входного напряжения 120 В и продаются как аппараты для дуговой сварки порошковой проволокой (FCAW) для сварки стали. Конечно, вы не можете использовать FCAW алюминий. Однако многие производители выпускают комплект для преобразования GMAW, позволяющий выполнять сварку с использованием проволоки GMAW из углеродистой стали и защитного газа, обычно CO 2 или 75 процентов аргона и 25 процентов CO 2 для стали.
Некоторые производители делают комплекты подачи алюминия, предназначенные для подачи алюминиевой проволоки через эти устройства.Однако к тому времени, когда вы купите комплект для переоборудования GMAW и комплект для алюминия, вы, вероятно, потратите больше, чем стоимость лучшего устройства, которое будет легче подавать алюминий. Кроме того, толщина, которую можно сваривать с помощью этих устройств, может быть ограничена. Из-за этих двух фактов я не рекомендую покупать Установки FCAW и их преобразование.
Следующим шагом является сварочный аппарат, работающий от напряжения 120 В и предназначенный для выполнения GMAW и FCAW. Обычно эти машины имеют максимальную мощность от 100 до 125 ампер и стоят немного дороже.Обычно они хорошо сваривают алюминий толщиной примерно до 1/8 дюйма. Вам нужно будет купить новый баллон со 100-процентным защитным газом аргоном.
Нельзя сваривать алюминий смесями CO 2 или аргон-CO 2 . Опять же, некоторые производители делают комплекты для кормления из алюминия. Обычно они содержат различные приводные ролики, специально предназначенные для подачи алюминия, пластиковую гильзу пистолета для лучшей подачи и контактные наконечники для алюминия. Хотя наборы не являются строго необходимыми, они помогают подавать мягкую алюминиевую проволоку небольшого диаметра. эти машины используют.Эти машины обычно стоят больше, чем машины FCAW, и в результате часто имеют более прочные приводные системы.
Последняя модернизация этих легких машин перед переходом на промышленное оборудование — это небольшая машина, которая работает от однофазного напряжения 230 В. Как и в случае с другими машинами, у производителя обычно доступны комплекты для кормления, подходящие для этих машин. Они предлагают расширенный диапазон толщины для сварки алюминия. Обычно они могут сваривать алюминий толщиной не менее 1/4 дюйма. Если нужно сварить алюминий толщиной более 1/4 дюйма, вам следует подумать о легкой промышленной установке.
Хорошо, значит, вы сделали свой выбор, купили небольшой блок и дополнительный комплект подачи алюминия, и вы готовы к сварке дома. Ваш первый опыт сварки алюминия может разочаровать. Для хорошей сварки алюминия требуются разные методы и практика. Вот несколько советов:
Убедитесь, что сварочный аппарат настроен на правильную полярность. Если ваша машина была настроена на FCAW, скорее всего, провода проложены с отрицательным электродом.Если вы попытаетесь выполнить сварку алюминия методом GMAW с отрицательной полярностью электрода, вы получите сварной шов без проплавления, который лежит только на поверхности. Обязательно подключите провод питания к положительной полярности, а рабочий провод к отрицательной. полярность.
Правильно отрегулируйте натяжение тормоза. Все эти устройства оснащены простым тормозом катушки с проволокой. Если вы установите его без натяжения, проволока размотается на катушке, и вы не сможете ее подавать. Если он установлен слишком туго, электродвигатель привода проволоки не сможет постоянно снимать его с катушки, и вы получите много ожогов наконечника.
Правильно отрегулируйте натяжение приводного ролика. Самая распространенная ошибка при сварке алюминия — слишком сильное натяжение приводных роликов. Это деформирует алюминиевую проволоку и затрудняет ее прохождение через пистолет. Настройка натяжения должна быть достаточно высокой, чтобы ведущие ролики не скользили по проволоке.
Используйте правый провод. Другая распространенная ошибка — использовать проволоку 5356, потому что она жестче и легче подается. Обычно люди используют 0.030 дюймов диам. проволока тоже. Оба варианта — плохой выбор. Все эти агрегаты спроектированы как машины для короткой дуги для стальной проволоки. У них ограниченный диапазон скоростей подачи проволоки и довольно низкое максимальное выходное напряжение.
Из-за низкого выходного напряжения требуется относительно большой ток для плавления проволоки при доступных скоростях подачи проволоки. Сопротивление 4043 относительно низкое, поэтому он может проводить необходимый ток и хорошо плавиться в сварном шве.
Однако 5356 имеет более высокое сопротивление.При низком выходном напряжении и скорости подачи проволоки он не будет проводить достаточный ток для хорошей сварки, и вы можете разочароваться в своей новой покупке, думая, что сварочный аппарат неисправен. Хотя это кажется нелогичным, используйте 0,035 дюйма. 4043 присадочный металл.
Даже если вы все сделаете правильно, подача алюминиевой проволоки с помощью такой системы может быть затруднена. Держите пистолет и кабель как можно ровнее во время сварки. Старайтесь не допускать чрезмерных изгибов кабеля резака.Не удивляйтесь, если кормушка буквально перестанет кормить, если вы это сделаете.