
Шайбы ГОСТ 6402-70 пружинные (гровер): технические характеристики
Шайба пружинная (гровер).
Шайбы ГОСТ 6402-70 пружинные (гровер) применяются в строительстве, машиностроении в качестве контрящих элементов соединения.
Твердость стальных пружинных шайб: 41,5—49,5 HRC.
Марки стали: 65Г, 70, 3Х13.
Шайбы пружинные могут изготавливаться в 2 исполнениях:
- исполнение 1: притупленные кромки;
- исполнение 2: острые кромки.
Близкие аналоги (ISO, DIN, EN ISO):
|
Стандарт |
Наименование |
Примечание |
DIN 127 |
Шайба пружинная (гровер) |
DIN 127 (форма A) в части параметров соответствует ГОСТ 6402-70 (исполнение 2). DIN 127 (форма B) в части параметров соответствует ГОСТ 6402-70 (исполнение 1). |
DIN 7980 |
Шайба пружинная (гровер) |
— |
ГОСТ 6402-70 Н (нормальные):
|
Диаметр резьбы |
d |
b=s |
k, не более |
Теоретическая масса |
Расчетная упругая сила |
|
4 |
4,1 |
1 |
0,15 |
0,129 |
52,9 |
|
5 |
5,1 |
1,2 |
0,15 |
0,228 |
71,5 |
|
6 |
6,1 |
1,4 |
0,2 |
0,376 |
88,2 |
|
8 |
8,2 |
2 |
0,3 |
1,034 |
214 |
|
10 |
10,2 |
2,5 |
0,3 |
2,01 |
339 |
|
12 |
12,2 |
3 |
0,4 |
3,45 |
499 |
|
14 |
14,2 |
3,2 |
0,4 |
4,48 |
463 |
|
16 |
16,3 |
3,5 |
0,4 |
6,084 |
495 |
|
18 |
18,3 |
4 |
0,4 |
8,96 |
673 |
|
20 |
20,5 |
4,5 |
0,4 |
12,69 |
866 |
|
22 |
22,5 |
5 |
0,4 |
|
1107 |
|
24 |
24,5 |
5,5 |
0,5 |
22,68 |
1382 |
|
27 |
27,5 |
6 |
0,5 |
30,1 |
1539 |
|
30 |
30,5 |
6,5 |
0,8 |
39,05 |
1695 |
|
33 |
33,5 |
7 |
0,8 |
49,52 |
1882 |
|
36 |
36,5 |
8 |
0,8 |
70,99 |
2773 |
|
39 |
39,5 |
8,5 |
0,8 |
86,37 |
2999 |
|
42 |
42,5 |
9 |
0,8 |
103,8 |
3244 |
|
48 |
48,5 |
10 |
0,8 |
145,4 |
3753 |
 стальных шайб, кг
стальных шайб, кг
Все параметры в таблице указаны в мм.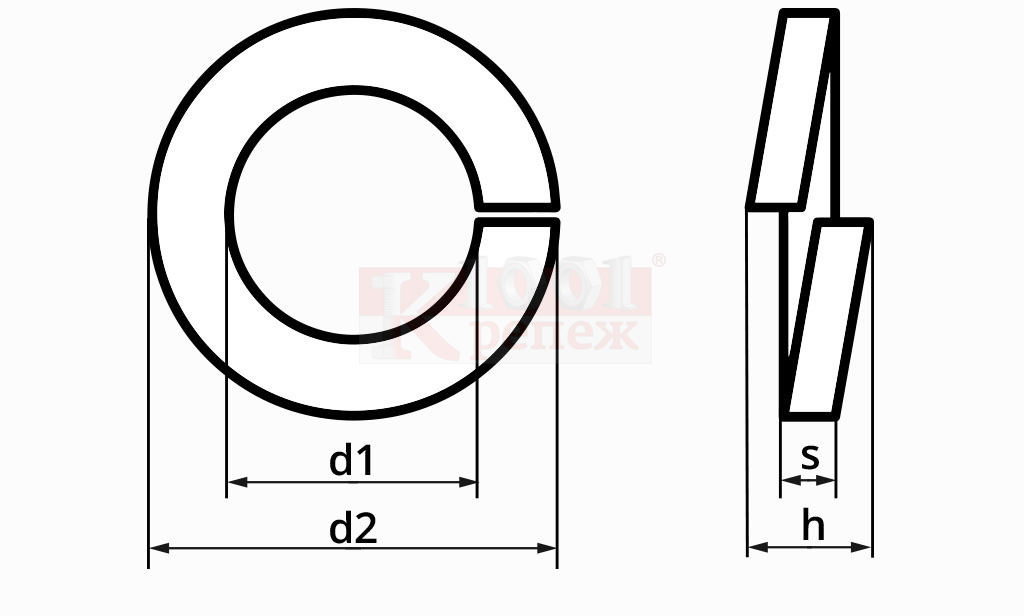
Помимо нормального типа шайба ГОСТ 6402-70 может изготавливаться в 3 других типах:
Т — тяжелые с квадратным поперечным сечением;
ОТ — особо тяжелые с квадратным поперечным сечением;
Л — легкие с прямоугольным поперечным сечением.
ГОСТ 6402-70
Типоразмеры
| Номинальный диаметр резьбы болта, винта, шпильки | Типы шайб | |||||||||||
| d | Легкие шайбы (Л) | Нормальные шайбы (Н) | Тяжелые шайбы (Т) | Особо тяжелые шайбы (ОТ) | ||||||||
| b | s | b = s | b = s | b = s | ||||||||
Но- мин. | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. | |
| мин. | мин. | мин. | мин. | мин. | ||||||||
| 2 | 2,1 | +0,25 | 0,8 | ±0,08 | 0,5 | ±0,07 | 0,5 | ±0,07 | 0,6 | ±0,07 | — | — |
| 2,5 | 2,6 | 0,8 | 0,6 | 0,6 | 0,8 | ±0,08 | ||||||
| 3 | 3,1 | +0,30 | 1,0 | ±0,125 | (0,6) | 0,8 | ±0,08 | 1,0 | ±0,125 | |||
| 0,8 | ±0,08 | |||||||||||
| 3,5 | 3,6 | 1,0 | 0,8 | 1,0 | ±0,125 | — | ||||||
| 4 | 4,1 | 1,2 | 0,8 | 1,0 | 1,4 | |||||||
| (1,4) | (1,0) | ±0,125 | (1,2) | |||||||||
| 5 | 5,1 | 1,2 | 1,0 | 1,2 | 1,6 | |||||||
| (1,6) | (1,2) | (1,4) | ||||||||||
| 6 | 6,1 | +0,58 | 1,6 | 1,2 | 1,4 | 2,0 | ||||||
| (2,0) | (1,4) | (1,6) | ||||||||||
| 7 | 7,2 | 2,0 | 1,6 | 2,0 | — | |||||||
| 8 | 8,2 | 2,0 | 1,6 | 2,0 | 2,5 | |||||||
| (2,5) | ||||||||||||
| 10 | 10,2 | +0,70 | 2,5 | 2,0 | 2,5 | 3,0 | 3,5 | ±0,24 | ||||
| (3,0) | ||||||||||||
| 12 | 12,2 | 3,5 | ±0,15 | 2,5 | 3,0 | 3,5 | ±0,24 | 4,0 | ||||
| 14 | 14,2 | 4,0 | 3,0 | 3,2 | ±0,15 | 4,0 | 4,5 | |||||
| (3,5) | ||||||||||||
| 16 | 16,3 | 4,5 | 3,2 | ±0,15 | 3,5 | 4,5 | 5,0 | |||||
| (4,0) | ||||||||||||
| 18 | 18,3 | +0,84 | 5,0 | 3,5 | 4,0 | 5,0 | 5,5 | |||||
| (4,5) | ||||||||||||
| 20 | 20,5 | 5,5 | 4,0 | 4,5 | 5,5 | 6,0 | ||||||
| (5,0) | ||||||||||||
| 22 | 22,5 | 6,0 | 4,5 | 5,0 | 6,0 | 7,0 | ±0,29 | |||||
| (5,5) | ||||||||||||
| 24 | 24,5 | 6,5 | ±0,18 | 4,8 | 5,5 | 7,0 | ±0,29 | 8,0 | ||||
| (7,0) | (5,0) | (6,0) | ||||||||||
| 27 | 27,5 | 7,0 | 5,5 | 6,0 | 8,0 | 9,0 | ||||||
| (8,0) | (7,0) | ±0,18 | ||||||||||
| 30 | 30,5 | +1,00 | 8,0 | 6,0 | 6,5 | 9,0 | 10,0 | |||||
| (9,0) | (8,0) | |||||||||||
| 33 | 33,5 | 10,0 | 6,0 | 7,0 | — | — | ||||||
| 36 | 36,5 | 10,0 | 6,0 | 8,0 | 10,0 | 12,0 | ±0,35 | |||||
| (9,0) | ||||||||||||
| 39 | 39,5 | 10,0 | 6,0 | 8,5 | — | — | — | |||||
| 42 | 42,5 | 12,0 | ±0,215 | 7,0 | ±0,18 | 9,0 | 12,0 | ±0,35 | ||||
| (10,0) | ||||||||||||
| 45 | 45,5 | 12,0 | 7,0 | 9,5 | — | — | ||||||
| 48 | 48,5 | 12,0 | 7,0 | 10,0 | ||||||||
| (12,0) | ±0,215 | |||||||||||
Сталь 65Г
| Наименование | Покрытие | Материал | Наличие | Срок изготовл. |
| Шайба (Гровер) из стали марки 65Г | ||||
| Шайба 2 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 2-4 недели | |
| Шайба 2.5 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 158000 | 2-4 недели |
| Шайба 3 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 220000 | 2-4 недели |
| Шайба 4 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 150000 | 2-4 недели |
| Шайба 5 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 175000 | 2-4 недели |
| Шайба 6 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 125000 | 2-4 недели |
| Шайба 8 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 522 | 2-4 недели |
| Шайба 10 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 233 | 2-4 недели |
| Шайба 12 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 7500 | 2-4 недели |
| Шайба 14 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 2-4 недели | |
| Шайба 16 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 2-4 недели | |
| Шайба 18 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 2-4 недели | |
| Шайба 20 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 2-4 недели | |
| Шайба 22 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 2-4 недели | |
| Шайба 24 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 2-4 недели | |
| Шайба 27 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 2-4 недели | |
| Шайба 30 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 2-4 недели | |
| Шайба 33 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 2-4 недели | |
| Шайба 36 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 2-4 недели | |
| Шайба 39 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 2-4 недели | |
| Шайба 42 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 2-4 недели | |
| Шайба 45 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 2-4 недели | |
| Шайба 48 65Г ГОСТ 6402-70 | Кд. / Ц. / Фос.окс / Кд.фос.окс | ст. 65Г | 2-4 недели | |
Сталь 30Х13
| Наименование | Покрытие | Материал | Наличие | Срок изготовл. |
| Шайба (Гровер) из стали марки 30Х13 (3Х13 — старое обозначение) | ||||
| Шайба 2 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 2.5 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 3 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 4 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 220000 | 2-4 недели |
| Шайба 5 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 6 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 250000 | 2-4 недели |
| Шайба 8 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 10 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 12 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 14 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 16 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 18 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 20 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 22 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 24 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 27 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 30 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 33 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 36 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 39 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 42 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 45 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
| Шайба 48 30Х13 ГОСТ 6402-70 | ХимПас. | ст. 30Х13 | 2-4 недели | |
БрКМц3-1
| Наименование | Покрытие | Материал | Наличие | Срок изготовл. |
| Шайба (Гровер) из бронзового сплава марки Бр.КМц3-1 | ||||
| Шайба 2 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
Шайба 2. 5 Бр.КМц3-1 ГОСТ 6402-70 5 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 3 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 4 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 5 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 6 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 8 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 10 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 12 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
Шайба 14 Бр. КМц3-1 ГОСТ 6402-70 КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 16 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 18 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 20 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 22 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 24 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 27 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 30 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
Шайба 33 Бр. КМц3-1 ГОСТ 6402-70 КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 36 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 39 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 42 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 45 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
| Шайба 48 Бр.КМц3-1 ГОСТ 6402-70 | ХимПас. | Бр.КМц3-1 | 2-4 недели | |
Сделать запрос
Online — заявка
Обратный звонок
Обратный звонок
Вопрос:
- По крепежу
- По сотрудничеству
- Хотим предложить
Как к Вам обращаться:
Введите Ваш номер телефона:
Контакты
Контакты
| Предприятие | ООО «ТЗН» ИНН 6154132061 |
| Мы находимся | г. Таганрог ул. Котлостроительная 37-14 Таганрог ул. Котлостроительная 37-14 |
| СМК | ИСО 9001-2015 до 02 августа 2023г. |
| РТ-Техприёмка | Есть |
| На предприятии работает | 40 сотрудников |
| Занимаемая площадь | 2000 м2 |
| Оборудование | 120 ед |
| Отдел продаж | Тел. 8 (8634) 43-13-19 (общий) |
| Владислав Игоревич | Тел. Доб. 202 |
| e-mail: [email protected] | |
| Данил Сергеевич | Тел. Доб. 204 |
| e-mail: [email protected] |
ГОСТ 6402 Шайбы пружинные Размеры | Fixawell Industry
Главная » Техника » ГОСТ 6402 Шайбы пружинные
Шайбы пружинные ГОСТ 6402, Материал пружинная сталь SAE1070, M3-M56 от китайского производителя пружинных шайб.
Твердость: HRC47-HRC50;
Отделка: гладкая, черный оксид, HDG, Dacromet
| Размер | д | Легкий Тип | Нормальный тип | Тяжелый тип (Т) | Особо тяжелый (ОТ) | |
| б | с | б=с | б=с | б=с | ||
| 2 | 2,1 | 0,8 ±0,08 | 0,5 ±0,07 | 0,5 ±0,07 | 0,6 ±0,07 | — |
| 2,5 | 2,6 | 0,8 | 0,6 | 0,6 | 0,8 ±0,08 | |
| 3 | 3,1 | 1,0 ±0,125 | (0,6) | 0,8 ±0,08 | 1,0 ±0,125 | |
| 0,8 ±0,08 | ||||||
| 3,5 | 3,6 | 1,0 | 0,8 | 1,0 ±0,125 | — | |
| 4 | 4,1 | 1,2 | 0,8 | 1,0 | 1,4 | |
| (1,4) | (1,0) ±0,125 | (1,2) | ||||
| 5 | 5,1 | 1,2 | 1,0 | 1,2 | 1,6 | |
| (1,6) | (1,2) | (1,4) | ||||
| 6 | 6,1 | 1,6 | 1,2 | 1,4 | 2,0 | |
| (2,0) | (1,4) | (1,6) | ||||
| 7 | 7,2 | 2,0 | 1,6 | 2,0 | — | |
| 8 | 8,2 | 2,0 | 1,6 | 2,0 | 2,5 | |
| (2,5) | ||||||
| 10 | 10,2 | 2,5 | 2,0 | 2,5 | 3,0 | 3,5 |
| (3,0) | ||||||
| 12 | 12,2 | 3,5 | 2,5 | 3,0 | 3,5 | 4,0 |
| 14 | 14,2 | 4,0 | 3,0 | 3,2 | 4,0 | 4,5 |
| (3,5) | ||||||
| 16 | 16,3 | 4,5 | 3,2 | 3,5 | 4,5 | 5,0 |
| (4,0) | ||||||
| 18 | 18,3 | 5,0 | 3,5 | 4,0 | 5,0 | 5,5 |
| (4,5) | ||||||
| 20 | 20,5 | 5,5 | (4,0) | 4,5 | 5,5 | 6,0 |
| (5,0) | ||||||
| 22 | 22,5 | 6,0 | 4,5 | 5,0 | 6,0 | 7,0 |
| (5,5) | ||||||
| 24 | 24,5 | 6,5 | 4,8 | 5,5 | 7,0 | 8,0 |
| (7,0) | (5,0) | (6,0) | ||||
| 27 | 27,5 | 7,0 | 5,5 | 6,0 | 8,0 | 9,0 |
| (8,0) | (7,0) | |||||
| 30 | 30,5 | 8,0 | 6,0 | 6,5 | 9,0 | 10,0 |
| (9,0) | (8,0) | |||||
| 33 | 33,5 | 10,0 | 6,0 | 7,0 | — | — |
| 36 | 36,5 | 10,0 | 6,0 | 8,0 | 10,0 | 12,0 |
| (9,0) | ||||||
| 39 | 39,5 | 10,0 | 6,0 | 8,5 | — | — |
| 42 | 42,5 | 12,0 | 7,0 | 9,0 | 12,0 | |
| (10,0) | ||||||
| 45 | 45,5 | 12,0 | 7,0 | 9,5 | — | |
| 48 | 48,5 | 12,0 | 7,0 | 10,0 | ||
| (12,0) | ||||||
Родственный:
1. Пружинные шайбы;
Пружинные шайбы;
Символ подкладки ГОСТ 6402
/ Подкладка пружины ГОСТ 6402-70, подкладка Grover
Podkładka sprężysta GOST 6402-70 lub podkładka Grover to okrągła podkładka dzielona, której końce znajdują się w różnych płaszczyznach, co służy zapobieganiu samoodkręcaniu się elementów złącznych poprzez ich sprężyste odkształcenie pod obciążeniem. Wykonany jest ze stali sprężynowej 65G z późniejszą obróbką cieplną.
Zwiększenie powierzchni kontaktu połączenie śrubowe części, a także zmniejszenie nacisku na powierzchnię uzyskuje się za pomocą podkładek Grover o wymaganej średnicy.
Podkładki sprężyste są stosowane w budowie maszyn i przyrządach jako elementy blokujące połączenia.
Myjka Grover musi być wykonana w wersji niepowlekanej lub powlekanej. Rodzaje powłok, ich symbole i grubości — zgodnie z dokumentacją normatywną i techniczną.
Instalując podkładkę hodowcy, uzyskuje się stabilność połączenia mechanicznego.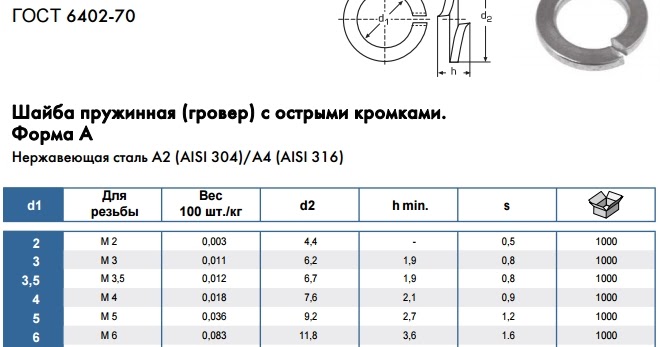
Zakres rozmiarów podkładek: M6, M8, M10, M12, M16, M20, M24, M27, M30, M36, M42, M48, M52.
Podkładka sprężysta (подкладка Grover ГОСТ 6402) ma cztery typey:
- H — нормальный z kwadratem Przekrój;
- T — ciężki o kwadratowym przekroju;
- OT — бардзо циенки или пшекрою квадратов;
- L — святилище или пшекрою простоконтным.
Na życzenie konsumenta myjka Grover jest pokryta methodą cynkowania chemicznego lub thermodyfuzyjnego.
| Nominalna średnica gwintu śruby, wkrętu, kołka | Д | Родзае Пралек | ||||
|---|---|---|---|---|---|---|
| Lekki (L) | Normalny (N) | Ciężki (T) | Szczególnie ciężki (OT) | |||
| Б | С | б=с | б=с | б=с | ||
| 2 | 2,1 | 0,8 | 0,5 | 0,5 | 0,6 | |
| 2,5 | 2,6 | 0,8 | 0,6 | 0,6 | 0,8 | |
| 3,0 | 3,1 | 1,0 | 0,8 | 0,8 | 1,0 | |
| 3,5 | 3,6 | 1,0 | 0,8 | 1,0 | 1,0 | |
| 4,0 | 4,1 | 1,2 | 0,8 | 1,0 | 1,4 | |
| 5,0 | 5,1 | 1,2 | 1,0 | 1,2 | 1,6 | |
| 6,0 | 6,1 | 1,6 | 1,2 | 1,4 | 2,0 | |
| 8,0 | 8,2 | 2,0 | 1,6 | 2,0 | 2,5 | |
| 10,0 | 10,2 | 2,5 | 2,0 | 2,5 | 3,0 | 3,5 |
| 12,0 | 12,2 | 3,5 | 2,5 | 3,0 | 3,5 | 4,0 |
| 14,0 | 14,2 | 4,0 | 3,0 | 3,2 | 4,0 | 4,5 |
| 16,0 | 16,3 | 4,5 | 3,2 | 3,5 | 4,5 | 5,0 |
| 18,0 | 18,3 | 5,0 | 3,5 | 4,0 | 5,0 | 5,5 |
| 20,0 | 20,5 | 5,5 | 4,0 | 4,5 | 5,5 | 6,0 |
| 22,0 | 22,5 | 6,0 | 4,5 | 5,0 | 6,0 | 7,0 |
| 24,0 | 24,5 | 6,5 | 4,8 | 5,5 | 7,0 | 8,0 |
| 27,0 | 27,5 | 7,0 | 5,5 | 6,0 | 8,0 | 9,0 |
| 30,0 | 30,5 | 8,0 | 6,0 | 6,5 | 9,0 | 10,0 |
Przykłady symboli:
Podkładka Grover GOST 6402 wersja 1 do śruby, wkrętu, kołka o średnicy 8 mm, normalna ze stali gatunku 3X13 bez powłoki:
Podkładka 8 3X13 GOST 6402-70
Lekka podkładka Grover o średnicy 10 mm wykonana ze stali gatunku 65G z powłoką kadmową o grubości 9 mikronów chromowana:
Podkładka 10L 65G 029 GOST 6402-70
Lekka podkładka sprężysta wersja 2 o średnicy 16 mm o wymiarach w nawiasach
Podkładka 16L 65G 029 GOST 6402-70
Podkładka Spręysta Zwykła Wersja 2 O średnicy 20 мм o Wymiarach W Nawiasach:
Podkładka 20 6 607- 9029. 0005
0005
WYMAGANIA TECHNICZNE.
Подкладочные материалы, изготовленные из углеродистой стали по ГОСТ 11850-72, включая документацию, регулирующую и техническую сталь, 65G, 70 и 3X13. Dozwolone jest wytwarzanie podkładek sprężystych z brązu marki BrKMts3-1 zgodnie z ГОСТ 18175-78 lub innych stopów metali nieżelaznych.
Масса стальных подкладок и облицзоны сил спржиистости стали гатунку 65G подано в зал.
Podkładki sprężyste stalowe powinny mieć twardość 41,5-49,5, бронзовый powinny mieć twardość co najmniej 90>HRB. Podwyższenie twardości do 51,5 HRC 50) jest dopuszczalne dla podkładek wykonanych ze stali 70. Krawędź, utworzony przez samolotścinanie i powierzchnia nośna podkładki muszą być ostre.
Powierzchnia podkładek musi być wolna od kamienia, zadziorów, pęknięć i korozji. Ślady nierozłącznej skali nie są znakiem odrzucenia.
W płaszczyźnie cięcia dozwolone są wady, które nie mają wpływu Charakterystyka wydajności podkładek i nie wyświetlanie swoich wymiarów poza odchyleniami granicznymi.
Końce podkładek muszą mieć płaskie ścięcie; odpryskiwanie metalu, nie wyświetlanie rozmiaru T od odchyleń granicznych, nie jest znakiem odrzucenia.
Trapezowy przekrój podkładki w obrębie wysokości S nie jest wadą. Największy wymiar wysokości jest traktowany jako rzeczywista grubość. S
Podkładki muszą być wykonane niepowlekane lub powlekan. Rodzaje powłok, ich symbole i grubości — zgodnie z dokumentacją normatywną i techniczną. Dozwolone jest stosowanie innych rodzajów powłok — zgodnie z GOST 9.306-85. Wymagania techniczne do powłok — zgodnie z ГОСТ 9.301-86.
podkładki z powlekane metalem stosowane methodą redukcji katodowej muszą być poddane odwodnieniu.
Wysokość odstępu konców podkładek H 1 I Н 2 po trzykrotnym ściśnięciu ich do stanu płaskiego i przetrzymaniu w tym stanie przez 24 godziny powinna wynosić co najmniej 1,65 rzeczywistej grubości podkładki. Podkładki nie mogą pękać ani wykazywać pęknięć, gdy konce są wygięte pod kątem 45°.
ЗАСАДЫ ОДБИОРУ И СПОСОБЫ КОНТРОЛЯ.
Задачи приемки — zgodnie по ГОСТ 17769-83 для продуктов или грубой документации (класс документации C).
Контроль якорных запасов одбыва згодни с пломбой одноэтапным на позиционный контроль 5-2 и акцептовым поз. дефектом 4% згодний по ГОСТ 18242-72.
Z każdej partii przedstawionej do dostawy podkładki są dobierane w celu sprawdzenia: wyglądu, wymiarów, twardości, lepkości, właściwości sprężystych, jakości powłoki.
Wygląd podkładki są sprawdzane przez oględziny gołym okiem lub przy użyciu 2,5-3-кратного размера szkła powiększającego.
Wymiary podkładek są sprawdzane za pomocą uniwersalnego narzędzia pomiarowego lub sprawdzianów certyfikowanych wraz z metodami pomiarowymi w способ określony przez ГОСТ 8.010-90.
Знаки качества — zgodnie z ГОСТ 9013-59. Odległość od środka odcisku do krawędzi podkładki powinna być o połowę mniejsza V . Twardość podkładek o średnicach honornych od 2 do 5 mm nie jest kontrolowana.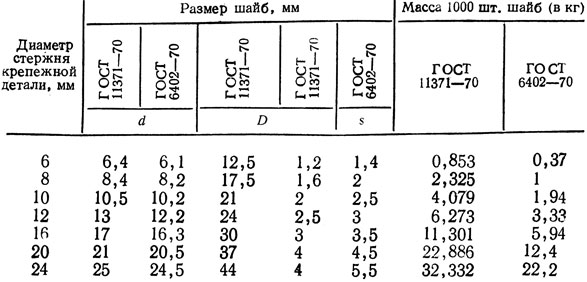 Делать пралек з В
Делать пралек з В
Do badania lepkości podkładkę zaciska się jednym koncem w imadle, other koniec wygina kluczem nastawnym lub dźwignią z nacięciem w kierunku zwiększania wymiarów. Н 1 I Н 2 (холера1,2,3). Podczas badania wymiar musi być zachowany H między szczękami imadła a kluczem równym 0,5 D .
Badanie właściwości sprężystych podkładek przeprowadza się w następującej kolejności:
а) podkładka jest trzykrotnie ściskana do stanu płaskiego;
B) Podkładkę Spręystą, Co Najmniej 10 Sztuk, Oddzielonych Od Siebie Podkładkami Płskimi, Nałożyć na wałek śruby odpowiedniej relancejelelekilej -wardelekilej -wardelekielejailejelej -wardelekilej sthilej
W tym stanie podkładki są przechowywane przez 24 h. Методы восстановления якоря повлок на згодне по ГОСТ 9.302-88.
Każdej partii musi towarzyszyć dokument jakości, wymaganej formie, wskazujący: nazwę lub znak handlowy productenta, symbol podkładki, wyniki badań, partia netto, кг.
Розовые родзаные подклады, ассортимент продукции, высокая якорь Я приготовил цены на элементы злата, подкладка Гровер — zawsze korzystne warunki do współpracy.
STANDARD MIĘDZYNARODOWY
PODKŁADKA SPRĘŻYNUJĄCA
WARUNKI TECHNICZNE
Oficjalne wydanie
Informacje standardowe
STANDARD MIĘDZYNARODOWY
PODKŁADKA SPRĘŻYNUJĄCA
Specyfikacje
Podkładki blokujące. Специфика
Zamiast
ГОСТ 6402-61
МКС 21.060.30 ОКП 12 8600
Декрет Комитета Норма, Миар и урзадениа помиарове на моцы Рады Министров ЗСРР за день 17 октября 1970г. nr 532 Устала с датой выпуска
Нижняя Норма Мендзынародова дотычи подкладек спржистич до шруб, вкрнтов и колков или средний гвинту от 2 до 48 мм.
Norma jest w pełni zgodna z ST SEV 2665-80.
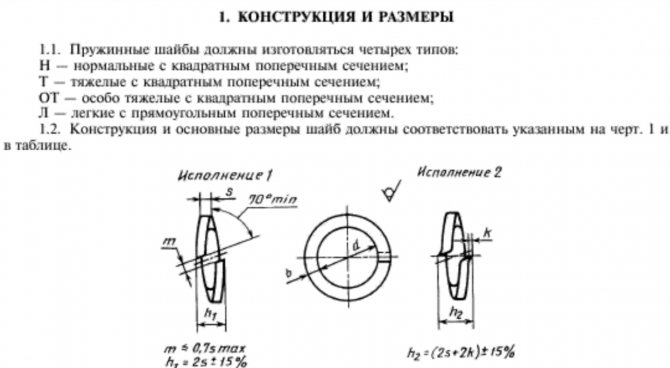
1. ПРОЕКТ I WYMIARY
1.1. Podkładki sprężyste muszą być produkowane w czterech rodzajach:
H — нормальный или квадратный przekroju;
T — ciężki o kwadratowym przekroju;
OT — бардзо циенки или пшекрою квадратовим;
L — płuca o przekroju prostokątnym.
1.2. Construkcja i główne wymiary podkładek muszą odpowiadać wymiarom wskazanym na ryc. 1 ораз в табели.
/77 ~ 0,7 с макс. h T = 2stl5%
Wykonanie 2.
Oficjalne wydanie
Przedruk zabroniony
Wydanie z poprawkami nr 2, 3, zatwierdzone w marcu 1973 р., грудню 1982 г. р
(ИУС 3-73, 4-83).
Номинальный | Родзае Пралек | к (для подкладок типа L и H), | |||||||||||
Lekkie podkładki (L) | Podkładki zwykłe (N) | Подкладки Ченжки (T) | Бардзо ценцкие подкладки (OT) | ||||||||||
Континуация
Окресление | Родзае Пралек | к (подкладек тип L и H), nie | |||||||||||
Lekkie podkładki (L) | Podkładki zwykłe (N) | Подкладки Ченжки (T) | Бардзо ценцкие подкладки (OT) | ||||||||||
Сообщения:
1. Zwiększenie rozmiaru s jest dozwolone w granicach 10% rozmiaru номинального.
Zwiększenie rozmiaru s jest dozwolone w granicach 10% rozmiaru номинального.
2. Podkładki o wymiarach podanych w nawiasach mogą być stosowane do 01.01.85 i muszą być oznaczone literą „y” с символом.
Przykładowe symbole podkładki sprężystej wersja 1 dla śruby, wkrętu, kołka o średnicy 8 mm:
zwykła stal gatunku 3X13 bez powłoki:
Podkładka 8 3X13 GOST 6402-70
stal lekka gatunku 65G z powłoką kadmową o grubości 9 mikronów хромированная:
Подкладка 8L 65G 029 ГОСТ 6402-70 сама, версия 2, или wymiarach w nawiasach:
Подкладка 2U 8L 65G 029 ГОСТ 6402-70 Розд. 1.
2. WYMAGANIA TECHNICZNE
2.1. Подкладки спреев муссы бык wykonane z drutu zgodnie по ГОСТ 11850-72 lub zgodnie z innymi NTD ze gatunków 65G, 70 и 3X13 стали.
Dozwolone jest wytwarzanie podkładek sprężystych z brązu marki BrKMtsZ-1 zgodnie z GOST 18175-78 lub innych stopów metali nieżelaznych.
(Wydanie poprawione, Rev. No. 3).
2. 2. Masę stalowych podkładek i obliczoną silę sprężystości stali gatunku 65G podano w załączniku.
2. Masę stalowych podkładek i obliczoną silę sprężystości stali gatunku 65G podano w załączniku.
2.3. Стальные подкладки с твердостью 41,5-49,5 HRC (40-48 HRC), подкладки из бронзы с твердостью 90 HRB. Dopuszcza się podwyższenie twardości do 51,5 HRC, (HRC 50) dla podkładek wykonanych ze stali 70.
2.4. Powierzchnia podkładek musi być wolna od kamienia, zadziorów, pęknięć i korozji. Ślady nierozłącznej skali nie są znakiem odrzucenia.
W płaszczyźnie cięcia dopuszczalne są wady, które nie wpływają na dzialanie podkładek i nie przekraczają jej wymiarów poza dopuszczalne odchylenia.
2.3, 2.4. (Wydanie poprawione, Rev. No. 3).
2.5. Końce podkładek muszą mieć płaskie ścięcie; odpryski metalu, które nie powodują odchyleń rozmiaru m od wartości granicznych, nie są oznaką odrzucenia.
Krawędź utworzona przez płaszczyznę cięcia i powierzchnię nośną podkładki musi być ostra.
2.6. Trapezowy przekrój podkładki w zakresie wysokości s nie jest wadą.
Największa wysokość s jest traktowana jako rzeczywista grubość.
2.7. (Скреслоны, Рев. № 3).
2.8. Podkładki muszą być wykonane niepowlekane lub powlekane. Rodzaje powłok, ich oznaczenia i grubości — wg NTD. Dozwolone jest stosowanie innych rodzajów powłok — zgodnie z GOST 9.306-85.
(Wydanie poprawione, Rev. No. 3).
2.8а. Wymagania techniczne dotyczące powłok — zgodnie z ГОСТ 9.301-86.
(Wprowadzone dodatkowo, ред. № 3).
2.9. Podkładki z metalową powłoką naniesioną methodą katodowego odzyskiwania należy odwodnić.
2.10. Wysokość odstępu konców podkładek I l i L 2 po ich trzykrotnym ściśnięciu do stanu płaskiego i utrzymaniu w tym stanie przez 24 godziny powinna wynosić co najmniej 1,65 rzeczywistej podkściwistej podkściwistej
2.9, 2.10. (Wydanie poprawione, Rev. No. 3).
2.11. Podkładki nie mogą pękać ani wykazywać pęknięć, gdy konce są wygięte pod kątem 45°.
2.12. (Скреслоны, Рев. № 3).
3.
 ЗАСАДЫ ОДБИОРУ И СПОСОБЫ КОНТРОЛЯ
ЗАСАДЫ ОДБИОРУ И СПОСОБЫ КОНТРОЛЯ3.1. Закладки приемные — згодние по ГОСТ 17769-83 для продуктов или грубой документации (класса документации С).
Контроля якорных запасов продукции в рамках одноэтапного плана на позиционный контроль.5-2
или допустимый дефект 4% zgodnie z GOST 18242-72*.
3.2. Z każdej partii zgłoszonej do dostawy wybierane są krążki do weryfikacji:
a) wygląd;
б) розмеры;
в) твердый;
г) лепкошь;
e) właściwości sprężyste;
e) jakość powłoki.
3.1, 3.2. (Wydanie poprawione, Rev. No. 3).
3.3. Wygląd podkładek sprawdza się oglądając gołym okiem lub przy użyciu 2,5-3-кратного размера группы powiększającego.
(Wydanie poprawione, Rev. No. 2).
3.4. Wymiary podkładek są sprawdzane za pomocą uniwersalnego narzędzia pomiarowego lub sprawdzianów certyfikowanych wraz z metodami pomiarowymi w способ określony przez ГОСТ 8.010-90 **.
3.5. Знаки качества — zgodnie z ГОСТ 9013-59. Odległość od środka odcisku do krawędzi podkładki powinna być równa połowie wymiaru „c”. Twardość podkładek o średnicach honornych od 2 do 5 mm nie jest kontrolowana. Делай пралек з
Odległość od środka odcisku do krawędzi podkładki powinna być równa połowie wymiaru „c”. Twardość podkładek o średnicach honornych od 2 do 5 mm nie jest kontrolowana. Делай пралек з
3.6. Aby sprawdzić lepkość, podkładkę zaciska się jednym koncu w imadle, other koniec wygina się za pomocą ключ наставного lub dźwigni ze szczeliną w kierunku zwiększania wymiarów / c i h 2, (ryc. i h 2). Podczas badania należy zachować wymiar h między szczękami imadła a kluczem równy 0,5 (d + 2v).
3.7. Badanie właściwości sprężystych podkładek przeprowadza się w następującej kolejności:
а) podkładki są trzykrotnie ściskane do stanu płaskiego;
B) Podkładki Spręyste, Co Najmniej 10 Git., Oddzielone Od Siebie Podkładkami Płaskimi, Są nakładane na wałek śruby odpowiedniej relone -wongie -wen -wenekilej -wenkilej -wenkilej.
* На териториум Федеральной Росийской Области ГОСТ Р 50779.71-99.
** На териториум Федеральной Российской Федерации ГОСТ Р 8.563-96.
W tym stanie podkładki są przechowywane przez 24 godziny.
3.8. Методы распределения якосци пухов — згодние по ГОСТ 9.302-88.
3,4-3,8. (Wydanie poprawione, Rev. No. 3).
3.9. Każdej partii podkładek musi towarzyszyć dokument dotyczący jakości ustalonej formy, wskazujący:
nazwa lub znak towarowy productenta, symbol podkładek, wyniki badań, partia netto, кг.
(Wprowadzone dodatkowo, ред. № 3).
4. ПАКЕТ И ЭТИКЕТИРОВАНИЕ
4.1. Tymczasowe zabezpieczenie antikorozyjne, pakowanie podkładek sprężystych and znakowanie pojemników — zgodnie z GOST 18160-72.
(Wydanie poprawione, Rev. No. 3).
ЗАЯВЛЕНИЕ
Odniesienie
WAGA PODKŁADEK STALOWYCH I ICH WŁAŚCIWOŚCI SPRĘŻYSTUJĄCE
Родзае Пралек | Родзае Пралек | |||||||
Нормальный (Н) | Щегольне-Ценжки (OT) | Нормальный (Н) | Ченки (OT) | |||||
Континуация
Nominalna średnica gwintu śruby, wkrętu, kołka | Теоретическая машина 1000 шт. | Szacunkowa sila sprężystości podkładek wykonanych ze stali 65G, N | ||||||
Родзае Пралек | Родзае Пралек | |||||||
Нормальный (Н) | Щегольне-Ценжки (OT) | Нормальный (Н) | Ченки (OT) | |||||
 podkładki stalowe, кг
podkładki stalowe, кгСообщения:
1. Абу окреслич масе podkładek wykonanych z brązu, масе podaną w tabeli należy pomnożyć przez współczynnik 1,08.
Абу окреслич масе podkładek wykonanych z brązu, масе podaną w tabeli należy pomnożyć przez współczynnik 1,08.
2. W nawiasach podano masę i silę sprężystości podkładek wykonanych z przekrojów odpowiadających tabeli norm.
Podkładka sprężysta (Гровер).
Подкладки спреев ГОСТ 6402-70 (Гровер) смонтированы в строительстве, механических инженерных работах как элементах блокировки поля.
Twardość stalowych podkładek sprężystych: 41,5-49,5 HRC.
Гатунки стали: 65Г, 70, 3Х13.
Podkładki sprężyste mogą być produkowane w 2 wersjach:
- wersja 1 : tępe krawędzie;
- wydajność 2 : ostre krawędzie.
Ближние проводники (ISO, DIN, EN ISO):
ГОСТ 6402-70 Н (нормальный): Średnica gwintu | к, nie więcej | Masa teoretyczna | Szacowana sila sprężystości | ||
 podkładki stalowe, кг
podkładki stalowe, кг Wszystkie параметры с табели podano w мм.