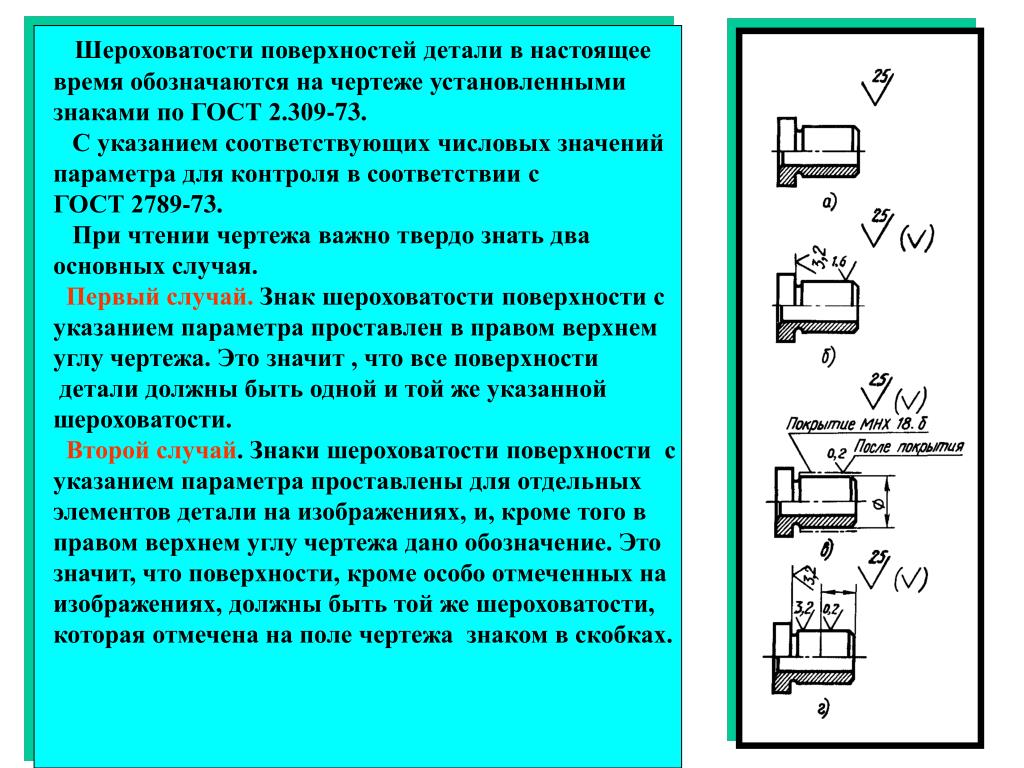
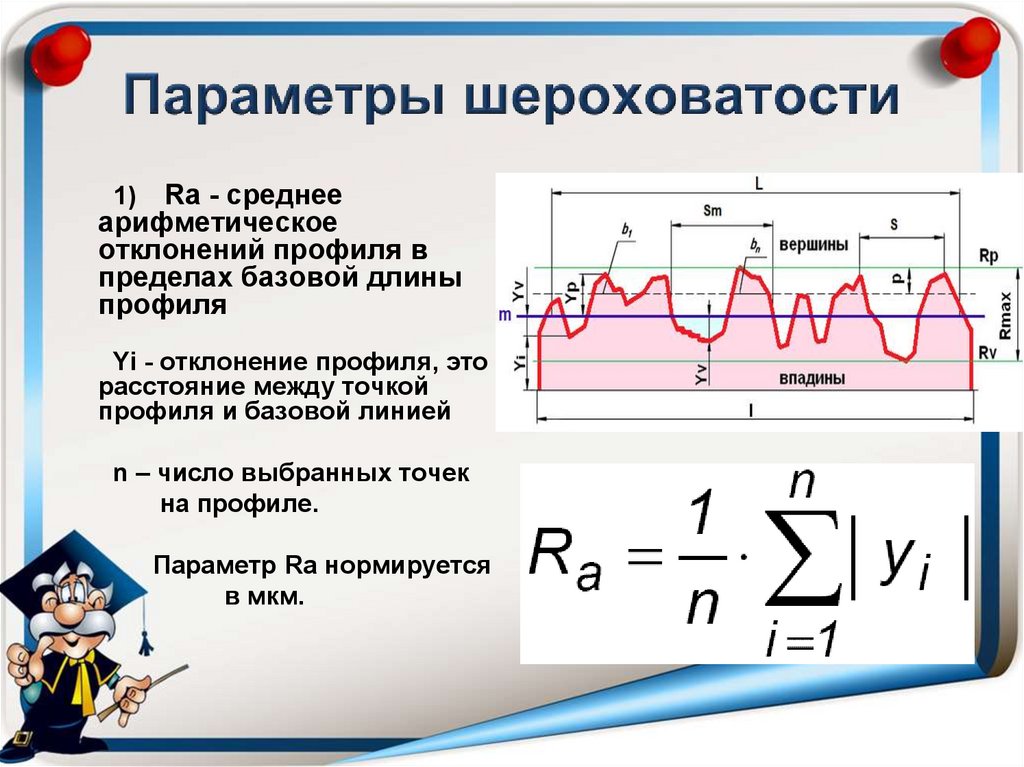
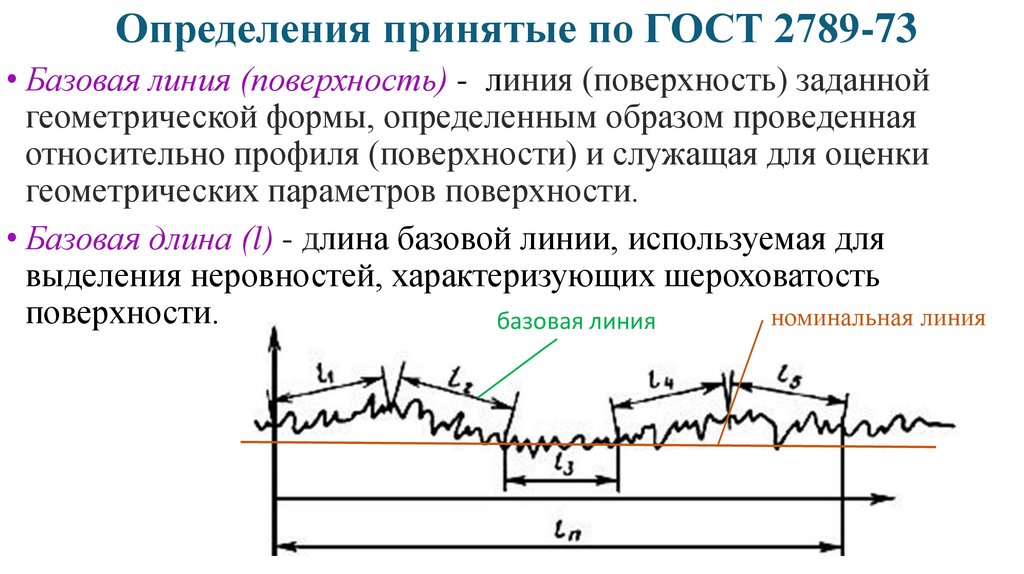
Шероховатостью
поверхности, по ГОСТ 2789-73 и ISO
P468,
называют совокупность неровностей
поверхности с относительно малыми
шагами на базовой длине l. Базовой
длиной lназывают
длину базовой линии, используемой для
выделения неровностей, характеризующих
шероховатость поверхности и для
количественного определения ее
параметров. Числовые значения шероховатости
поверхности определяют от единой базы,
за которую принята средняя
линия профиля m.
Система отсчета шероховатости от средней
линии профиля m называется системой М.
Количественно
шероховатость поверхности устанавливают
независимо от способа ее обработки. По
системе М шероховатость поверхности можно
оценивать одним или несколькими
параметрами, однако наибольшее
распространение в машиностроении
получили среднее
арифметическое отклонение профиля Ra
и высота
неровностей профиля по десяти точкам
Rz
в
пределах базовой длины.
Единица измерения этих параметров –
мкм (микрометр).
Параметр Ra
является предпочтительным.
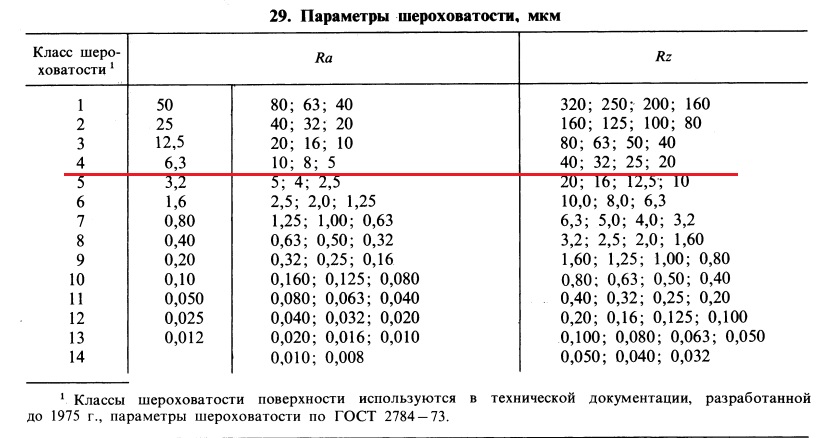
Числовые значения
параметров шероховатости см. в п. 1.1 и
п. 1.2.
Среднее арифметическое отклонение профиля Ra, мкм
100
80
63
50
40
32
25
20
16,0
12,5
10,0
8,0
6,3
5,0
4,0
3,2
2,5
2,0
1,6
1,25
1,0
0,8
0,63
0,5
0,4
0,32
0,25
0,2
0,16
0,125
0,1
0,08
0,063
0,05
0,04
0,032
0,025
0,02
0,016
0,012
0,01
0,08
—
—
—
—
—
—
—
—
1.
2. Высота неровностей профиля по 10 точкам Rz, мкм
—
—
—
—
—
—
—
—
1600
1250
1000
800
630
500
400
320
250
200
160
125
100
80
63
50
40
32
25
20
16,0
12,5
10,0
8,0
6,3
5,0
4,0
3,2
2,5
2,0
1,6
1,25
1,0
0,80
0,63
0,5
0,4
0,32
0,25
0,2
0,16
0,125
0,1
0,08
0,063
0,05
0,04
0,032
0,025
—
—
—
1.
3. Соответствие между значениями параметров шероховатости (гост 2789-73)
Параметры
шероховатости, мкм
Базовая длина
l,
мм
Ra
Rz
80
40
20
320
160
80
8,0
10
5
40
20
2,5
2,5
1,25
10
6,3
0,8
0,63
0,32
0,16
0,08
0,04
3,2
1,6
0,8
0,4
0,2
0,25
0,02
0,01
0,1
0,05
0,08
1.
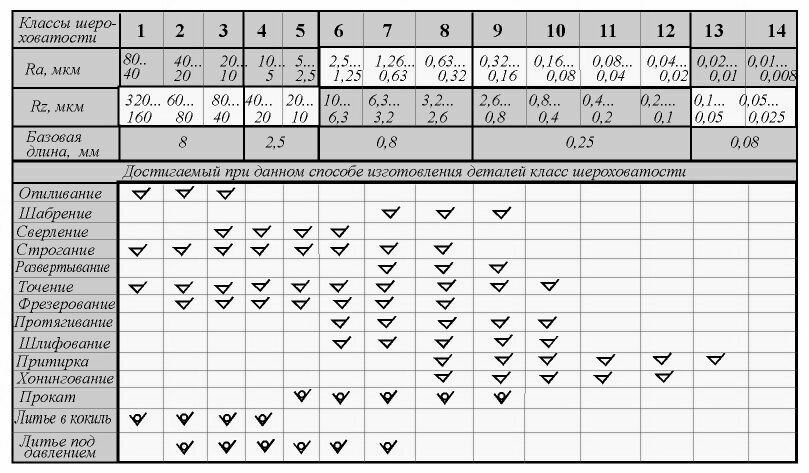
4. Шероховатость поверхности в зависимости от видов обработки
1.4.1. Шероховатость поверхности отливок
Вид литья
Металлы
Параметры
шероховатости поверхности отливок,
мкм
В песчаные формы
Черные
металлы
Цветные металлы
Ra
80…Ra
40
Ra
80…Ra 20
В кокиль
Черные
металлы
Цветные металлы
Ra
80…Ra 10
Ra
40…Ra 5
По выплавляемым
моделям
Черные
металлы
Цветные металлы
Ra
20…Ra 5
Ra
20…Ra 2,5
Литье в оболочковые
формы
Черные
металлы
Цветные металлы
Ra
40…Ra 10
Ra
20…Ra 5
Под давлением
Алюминиевые
сплавы
Медные сплавы
Ra
10…Ra 2,5
ГОСТ 2789-73 Шероховатость поверхности.
Параметры и характеристики
Главная
Каталог НТД
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
Статус Информация о статусе доступна в коммерческой версии NormaCS. Ограничение срока действия снято: Постановление Госстандарта № 2019 от 07.05.80
Текст документа присутствует
Изображение документа присутствует
Утверждён Госстандарт СССР, 23.04.1973
Область применения
Заказать
Документ входит в следующие классификторы и разделы:
Строительство (Full) >
Стандарты
>
Другие государственные стандарты, применяемые в строительстве
Общие положения.
Терминология. Стандартизация. Документация
Строительство (Max) >
Стандарты
>
Другие государственные стандарты, применяемые в строительстве
Общие положения. Терминология. Стандартизация. Документация
ПромЭксперт >
РАЗДЕЛ I. ТЕХНИЧЕСКОЕ РЕГУЛИРОВАНИЕ
>
V Испытания и контроль
Испытания на внешние воздействующие факторы
Испытания продукции обрабатывающих производств
Национальные стандарты по КГС >
Последняя редакция
>
Г Машины, оборудование и инструмент
Г0 Общие правила и нормы по машиностроению
Г00 Термины и обозначения
Автомобильные дороги (Full)
Автомобильные дороги (Max)
Доказательная база ТР ТС
Классификатор ISO
Национальные стандарты
Национальные стандарты по КГС
ППР по мостам
ПромЭксперт
Стандарты организаций
Стандарты по трубопроводной арматуре (ТПА)
Строительство (Econom)
Строительство (Full)
Строительство (Max)
Ценообразование в строительстве
Электроэнергетическая отрасль
Заказать раздел документов NormaCS
Даю согласие на обработку персональных данных
Программы от компании Basis Trade
NormaCS
NormaCS Автомобильные дороги
NormaCS Доказательная база ТР ТС
NormaCS ISO Total
NormaCS Национальные стандарты
NormaCS Нормативные документы по сварке
NormaCS ППР по мостам
NormaCS ПромЭксперт
NormaCS Стандарты организаций
NormaCS Стандарты по трубопроводной арматуре (ТПА)
NormaCS Строительство (Econom)
NormaCS Строительство (Full)
NormaCS Строительство (Max)
NormaCS Технический надзор
NormaCS Электроэнергетическая отрасль
NormaCS Pro
NormaCS ППР. Нефтегаз
Охрана окружающей среды и охрана труда
Стандарты по промышленной безопасности
Энергетика Total
Строительство Total
Метрологическое обеспечение Total
Метрологическое обеспечение Functional
Машиностроение. Total
Стандарты для пищевого производства Functional
Стандарты для химической промышленности Functional
Нормативные документы для Конструктора
Нормативные документы для Конструктора Functional
NanoCAD
NanoCAD 22
NanoCAD Инженерный BIM
NanoCAD СПДС
NanoCAD СПДС Стройплощадка
NanoCAD СПДС Железобетон
NanoCAD СПДС Металлоконструкции
NanoCAD Механика
NanoCAD Геоника
nanoCAD BIM Конструкции
NanoCAD BIM Электро
NanoCAD BIM СКС
NanoCAD BIM ОПС
NanoCAD BIM ВК
NanoCAD BIM Отопление
NanoCAD 20, модуль «Облака точек»
NanoCAD Конструкторский BIM
NanoCAD PRO
NormaCS NSR Specification
NanoCAD Standard
NanoCAD BIM Вентиляция
SCAD Office
SCAD КРОСС
SCAD Кристалл
SCAD АРБАТ
SCAD КАМИН
SCAD ДЕКОР
SCAD ЗАПРОС
SCAD ОТКОС
SCAD ВеСТ
SCAD Монолит
SCAD Конструктор сечений
SCAD КОНСУЛ
SCAD ТОНУС
SCAD СЕЗАМ
SCAD КОМЕТА-2
SCAD КоКон
SCAD КУСТ
SCAD
Почему мы
У нас всегда есть время на клиента
Не делим клиентов на крупных и мелких
Работаем на результат
Подбираем подходящее решение для каждой компании
Занимаемся внедрением и техническим сопровождением программного обеспечения
Помогаем снизить временные и финансовые затраты
Компания работает с 2016 года, но все специалисты имеют опыт в сфере не менее 5 лет
Находим оптимальное решение для каждой компании.
С нами удобно и выгодно работать
Бесплатная доставка по всей России
Знакомство с программой с помощью триал-версии или бесплатного видеокурса
Корпоративные скидки на любое программное обеспечение, поставляемое «БАЗИС ТРЕЙД»
С нами сотрудничают
Заказать документ или раздел NormaCS
Даю согласие на обработку персональных данных
Сравнительная оценка документации по измерению шероховатости поверхности
NASA/ADS
Сравнительная оценка документации по измерению шероховатости поверхности
Виноградова А.А.
;
Гричуха М. И.
;
Е Смирнова, Е.
Аннотация
Исследования относятся к области метрологического надзора, а именно к контролю параметров шероховатости поверхности. Авторами проанализированы следующие нормативные документы: ГОСТ Р ИСО 4287-2014 «Геометрические спецификации изделий (ГПС). Текстура поверхности. Профильный метод. Термины, определения и параметры текстуры поверхности», ГОСТ 25142-82 «Шероховатость поверхности. Термины и определения», ГОСТ 2789.-73 «Шероховатость поверхности. Параметры и характеристики», ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) «Образцы для сравнения шероховатости. Общие технические условия», ГОСТ 27964-88 (СТ СЭВ 6134-87, ИСО 4287/2-84) «Измерение параметров шероховатости. Термины и определения», ГОСТ 19300-86 «Приборы для измерения шероховатости поверхности профильным методом. Контактные профилографы и профилометры. Типы и основные параметры», ГОСТ Р 8.651-2009 ИСО «Государственная система обеспечения единства измерений. Контактные (щуповые) приборы для измерения шероховатости поверхности. Методика поверки», ГОСТ 9847-79 «Приборы оптические для измерения параметров шероховатости поверхности. Базовые параметры и виды», ГОСТ Р 8.700-2010 «Государственная система обеспечения единства измерений. Метод измерения эффективной высоты шероховатости поверхности с помощью сканирующего зондового атомно-силового микроскопа», регламентирующих измеряемые параметры шероховатости поверхности, приборы, измеряющие эти параметры. В ходе сравнительного анализа значений параметров существующих устройств и значений параметров устройств, прописанных в стандартах, была сформирована сводная таблица, а также выявлена проблема контроля нанопараметров и нанопокрытий. Существующая приборная база контроля шероховатости поверхности позволяет измерять параметры с высокой точностью и в широких пределах, но нормативная база на территории Российской Федерации устарела и не позволяет использовать некоторые современные виды приборов. В связи с этим необходимо актуализировать требования ГОСТов к современным возможностям техники и контроля за параметрами шероховатости.
Публикация:
Журнал серии конференций по физике
Дата публикации:
Январь 2021
DOI:
10.1088/1742-6596/1728/1/012025
Биб-код:
2021JPhCS1728a2025V
Железниченко В.
В. Прибор для определения класса чистоты обрабатываемых поверхностей Дезертирство
Тема диссертации: «Обоснование оптимальной конструкции прибора для определения класса чистоты обрабатываемых поверхностей в производственных условиях» Научный руководитель: Сенко Виктор Федорович
Анализ известных приборов для измерения шероховатости поверхности
Анализ известных решений в измерениях шероховатостей
Анализ известных методов измерения шероховатости
Научная новизна
Основной рабочий материал
Заключение
В начало
Повышение задачи и актуальности
  Актуальность темы. Постоянно возрастающие требования к качеству машин и устройств связаны с необходимостью повышения их точности, надежности, долговечности.  Поверхность детали не идеально ровная и геометрически правильная. Он отличается от номинального (заданного графиком) микро- и макрогеометрическими отклонениями. Микрогеометрические отклонения определяют шероховатость поверхности, макрогеометрические характеризуют волнистость и отклонения формы. Макроотклонения формы имеют единичные, нерегулярно повторяющиеся отклонения реальной поверхности от номинальной. Волнистость – это количество периодически повторяющихся, регулярно повторяющихся близких по размерам выступов и впадин, расстояние между которыми значительно больше, чем при отклонениях, образующих шероховатость поверхности, и превышает базовую длину L. Базовую длину L используют для оценки шероховатости. Шероховатость поверхности – это ряд микроотклонений с относительно небольшим шагом, рассматриваемых в пределах базисной длины L. [8]  Шерховатость поверхностей во многом определяет основные эксплуатационные свойства деталей и узлов: износостойкость, сопротивление усталости, контактную жесткость и теплопроводность соединений обслуживаемых деталей, коррозионную стойкость, отражающую способность поверхностей и др. Характеристики шероховатости поверхности строго нормированы по ГОСТ 2789-73 и подвергаются постоянному анализу в технологических исследованиях и контролю в процессе производства. Поэтому актуально совершенствование приборов и методов их контроля.   Постановка задачи НИР: Автоматизация контроля качества технических средств на основе применения щупового профилографа-профилометра, аналого-цифрового преобразователя, микропроцессорной системы и устройства отображения информации.   Цель магистерской работы: создать оптимальную структуру устройства для определения класса чистоты обрабатываемых поверхностей на основе приборов, используемых для измерения шероховатости, создать программное обеспечение для расчета шероховатости с максимальной точностью и быстродействием.
В начало
Анализ известных приборов для измерения шероховатости поверхности
Повышение требований к качеству продукции влечет за собой необходимость совершенствования средств и методов контроля. Основными приборами для оценки микроотклонений по эталону являются профилометры, профилографы и эндоскопы (двойной микроскоп и микроинтерферометр).   Профилометр – электродинамический прибор для определения величины стандартного отклонения (Hck). Профилометры (конструкции Киселева и Аббота) пригодны для измерения микроотклонений с Hск не более 6 мк. Профилографы Левина и Аммона измеряют микроотклонения не более 90 мк, двойной микроскоп Линника от 1 до 60 мк, микроинтерферометр Линника от 0,1 до 5 мк.. [4]   Профилографы оптико-механические основаны на фотозаписи света, очерчивающей тип микроотклонений при ощупывании кончиком иглы в увеличенном виде. Тип может быть увеличен по вертикали до 15 000 раз и по горизонтали до 500 раз.[1]   Двойной микроскоп основан на методе светового сечения. Свет через узкую щель падает на поверхностные микроотклонения под углом 45 или 60 и очерчивает контуры микроотклонений, которые рассматриваются и измеряются микроскопом с окуляром-микрометром или могут быть сняты при использовании цифровой фотокамеры. Устройство увеличивает микроотклонения от 50 до 600 раз.[1]   Микроинтерферометр основан на явлении интерференции света. В поле зрения прибора имеются темные и светлые полосы, позволяющие оценить высоту микроотклонений.
В начало
Анализ известных решений по измерению шероховатости
Исследования шероховатости поверхностей проводились по следующим основным направлениям:[5]
Исследование и нормирование параметров шероховатости.
Метрологическое направление.
Технологическое обеспечение, определение шероховатости учетным методом.
Шероховатость, ее связь с эксплуатационными свойствами поверхностей.
  В области создания ценных приборов для измерения шероховатости первенство принадлежит советским ученым. Советские оптико-механические профилографы К.Л.Аммона и системы М.Левина позволяли продуктивно вести точный контроль тончайших поверхностей в заводских условиях. Их производство было налажено промышленностью. [5] Микроинтерферометр В.П.Линника, созданный в 1933 г., впервые в мире сделал доступными измерения (в пределах 9-14 классов чистоты) поверхности, обработанной методами механической притирки и шлифования. Большой вклад в развитие приборостроения внес В.П.Линник. Двойной микроскоп (1930 г.), микроинтерферометр (1933 г.), механический профилограф (1936 г. ), пневматический профилометр (1937 г.). микропрофилометр (1944 г.) и многие другие замечательные приборы носят имя академика В.П.Линника и находят широкое распространение в настоящее время. [5]   Из недавно предложенных конструкций приборов заслуживают внимания микроинтерферометр Ю.В.Коломийцева, пьезоэлектрический профилометр И.В.Дунина-Барковского и высокоточные профилометры-профилографы завода «Калибр», разработанные А.И.Бояровым, Ю.В.Клейменовым и Г.И.Овчаренко.  Наука XXI века шагнула далеко вперед. С развитием цифровых технологий контроль шероховатости стал возможен по снимку поверхности, полученному цифровой фотокамерой, с последующей обработкой в среде MathLab. Исследования российских ученых Яковлева А.В. (Владимирский государственный университет), Филиппенко А. и Невлюдов И. (Харьковский национальный университет радиоэлектроники). Проблемами измерения шероховатости за рубежом занимаются ученые В. Т. Велфорд, «Бесконтактное измерение шероховатости поверхности», МакКул, Дж. И. «Оценка влияния радиуса кончика иглы и полета на измерения рельефа поверхности» и многие другие. Скоростная оптическая система измерения шероховатости предложена немецкой компанией EMG и Mitutoyo.
В начало
Анализ известных методов измерения шероховатости
Прямая оценка
  Прямая оценка с применением увеличительного стекла и микроскопа является наиболее простой начальной формой контроля при отсутствии некоторых измерений. Метод подходит для общего просмотра поверхности. Метод субъективный и оценки разных лиц могут расходиться.[6]
Сравнительная оценка
Методы сравнительной оценки, проводимые в компараторах, практически очень ценны по быстроте ее применения, позволяют точнее определить качество лечения. Применяемые в этом случае эталоны должны быть испытаны точными методами, основанными на измерении. Применение компараторов ограничено размером микроотклонений высотой не менее 0,75 мкм.  Фефлектометрический метод основан на оценке отражающей способности поверхностей. Эта оценка осуществляется путем сравнения испытуемой поверхности с эталонной поверхностью. Применение ффлектометрического метода распространяется на более тонко обработанную поверхность, чем поверхности, контролируемые через компаратор.[6]
Количественная оценка
  Метод количественной оценки построен на оценке профиля. Оценка профиля может осуществляться без прикосновения прибора к контролируемой поверхности (оптические методы) или методами ощупывания через специальные иглы-наконечники.  К оптическим методам оценки профиля относятся метод поперечных и косых срезов, метод сечения поверхности легкой трещиной и метод интерференции. Метод поперечных и косых разрезов достаточно точен, однако практически трудоемок и может быть использован только в лабораторных работах.  Метод сечения легкой трещиной интересен по идее, но при экспериментальной проверке оказывается не совсем точным.   Наиболее широкое применение нашли методы, построенные на принципе ощупывания поверхности иглой. Такие методы дают некоторую интегральную отметку или профилограмму. Эти методы подразделяются на электромеханические и оптико-механические.[6]
Электромеханические и оптико-механические методы
Электромеханические методы с интегральной оценкой поверхности воплощаются, как известно, в профилометр. Этот метод чрезвычайно ценен, так как позволяет быстро оценить поверхность по показаниям измерительного прибора. Метод достаточно точен.  Оптико-механический метод воплощен в профилографе. Профилограмма на приборе получила возможность выражать основные элементы профиля в абсолютных величинах.[6]
В начало
Научная новизна
 
Произведена сравнительная характеристика всех методов и приборов, применяемых для измерения шероховатости поверхности.  
Выявлены недостатки и потенциальные возможности щупового метода контроля шероховатости, позволяющие повысить его точность и быстродействие [7]  
Описан процесс выделения полезного информирующего сигнала из общего сигнала, снятого с профилографа и содержащего чужую составляющую, что существенно увеличивает метрологические характеристики измерений.  
Создана оптимальная структура прибора для определения класса чистоты контролируемых обрабатываемых поверхностей.
В начало
Основной рабочий материал
 Традиционно для оценки микроотклонений поверхности используют ее профиль, представляющий собой плоскость сечения поверхности, перпендикулярную этой поверхности и ориентированную в некотором заданном направлении. Описания типа, отсчитывают на отклонение к средней базовой линии m-m (которую ведут так, чтобы сумма квадратов отклонений от ее точек, расположенных выше и ниже средней линии, была минимальной).  Через величину наиболее высокого микроотклонения и дна наиболее низко расположенной полости проводят линии выступов и впадин, параллельные средней линии м-м, рис. 5.1 [8]
Рис. 5.1 Шероховатость профиля и ее описание.
Ra- среднее арифметическое абсолютных значений отклонения профиля в пределах длины базы:
 Rq- среднеквадратичное значение функции отклонения (корень квадратный из суммы квадратов расстояний точек от средней линии) :
  Rz — высота шероховатостей профиля (среднеарифметические абсолютные отклонения, найденные в пределах базовой длины пяти наиболее минимальных и пяти наиболее максимальных):
  Rp — высоты зачистки (расстояние от линии выступов до средней линии в пределах длины основания).  Rmax — наибольшая высота микроотклонений (расстояние между линией выступов и линией впадин).   На практике приходится проводить как суммарную, так и раздельную оценку характеристик поверхности, но разделение волнистости и шероховатости механической и электрической фильтрацией не очень удобно. Поскольку неизвестно, какие отклонения должны устраняться, то компьютер позволяет устранить этот недостаток.   Прямые и обратные преобразования Фуре позволяют анализировать и оценивать все виды отклонения реальной поверхности.[8]   Преобразование функции Фьюре от x(t) можно записать в следующем виде:
  Где  .
   С помощью обратного преобразования Фуре (для преобразования спектра пиков) мы получаем профиль, в котором исключены неважные описания. Этот профиль обрабатывается для получения необходимых характеристик поверхности. Таким образом, из суммарного сигнала, снятого с профилографа и содержащего посторонние компоненты, получаются выделения полезного информирующего сигнала путем преобразований Фьюре, по которым будут определяться параметры шероховатости и класс чистоты обрабатываемых поверхностей [9].]    Предлагаемый состав прибора, реализующего щуповый метод измерения шероховатости поверхности, должен содержать профилограф, аналого-цифровой преобразователь для оцифровки сигнала от профилографа, блок фильтров, удаляющих посторонние компоненты, микропроцессор и устройство отображения информации.   Вывод окончательных результатов выглядит так: [10]
В начало
Выводы
  
Пояснено, как с помощью преобразований Фуре можно осуществить частотную фильтрацию основных составляющих паразитной части суммарного сигнала от информирования.


 Базовой
длиной l называют
длину базовой линии, используемой для
выделения неровностей, характеризующих
шероховатость поверхности и для
количественного определения ее
параметров. Числовые значения шероховатости
поверхности определяют от единой базы,
за которую принята средняя
линия профиля m.
Система отсчета шероховатости от средней
линии профиля m называется системой М.
Базовой
длиной l называют
длину базовой линии, используемой для
выделения неровностей, характеризующих
шероховатость поверхности и для
количественного определения ее
параметров. Числовые значения шероховатости
поверхности определяют от единой базы,
за которую принята средняя
линия профиля m.
Система отсчета шероховатости от средней
линии профиля m называется системой М. в п. 1.1 и
п. 1.2.
в п. 1.1 и
п. 1.2. 2. Высота неровностей профиля по 10 точкам Rz, мкм
2. Высота неровностей профиля по 10 точкам Rz, мкм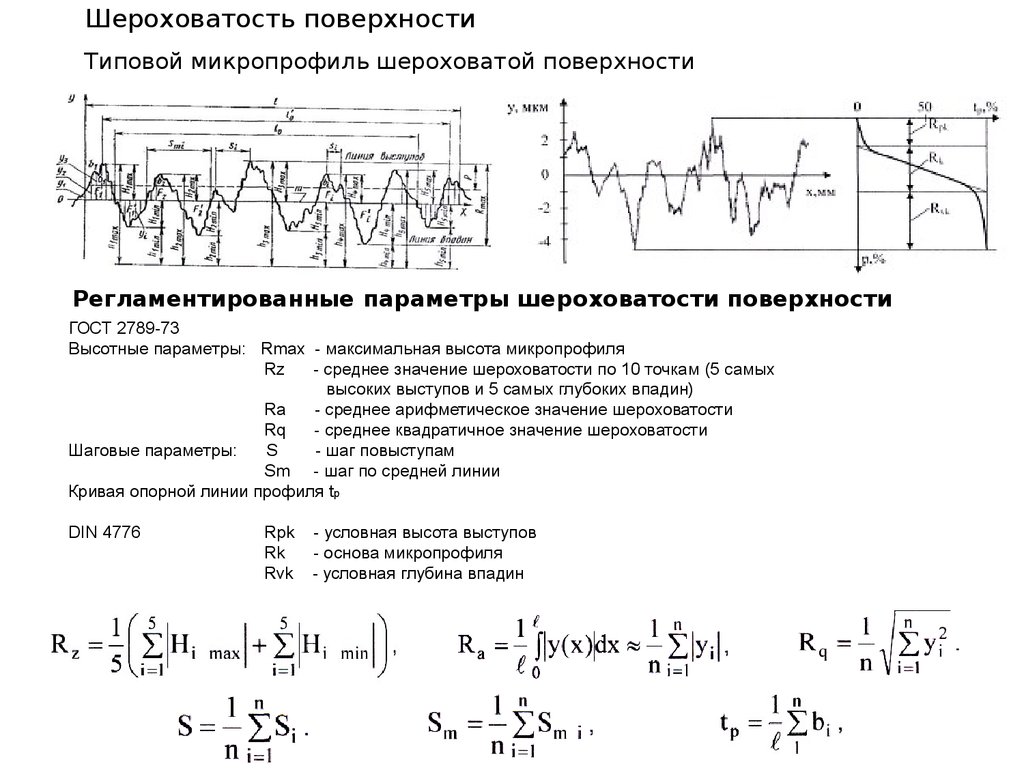 3. Соответствие между значениями параметров шероховатости (гост 2789-73)
3. Соответствие между значениями параметров шероховатости (гост 2789-73) 4. Шероховатость поверхности в зависимости от видов обработки
4. Шероховатость поверхности в зависимости от видов обработки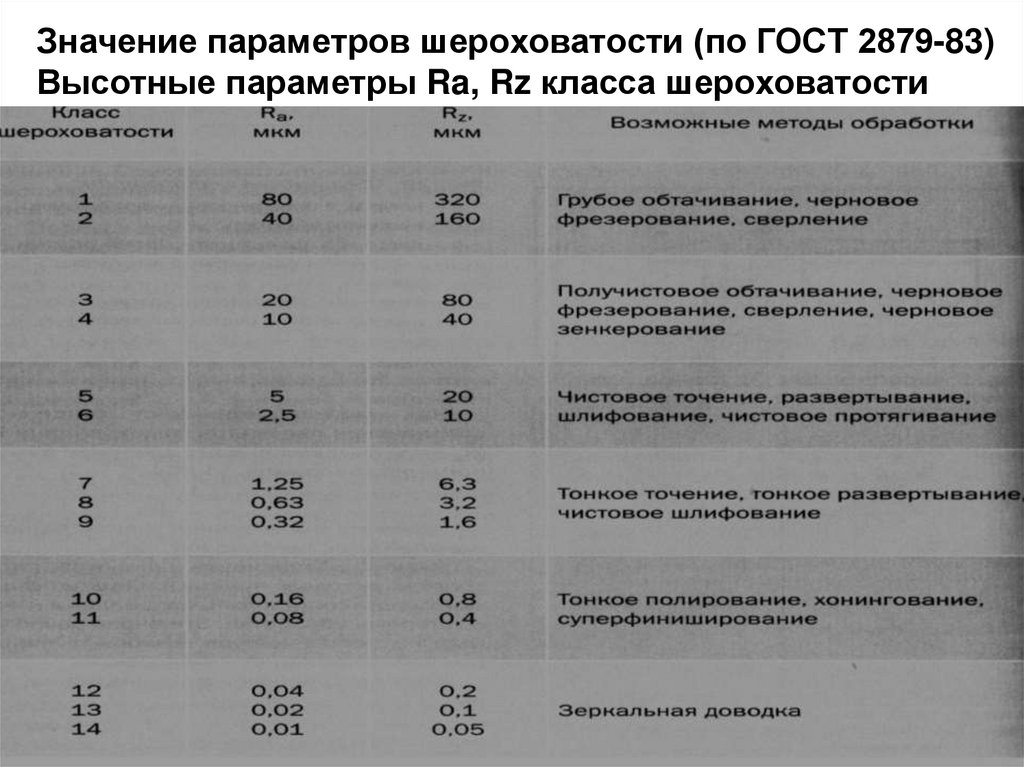 Параметры и характеристики
Параметры и характеристики
 ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ
>
Словари
Машиностроение (Словари)
ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ
>
Словари
Машиностроение (Словари) Нефтегаз
Нефтегаз
 И. ;
И. ;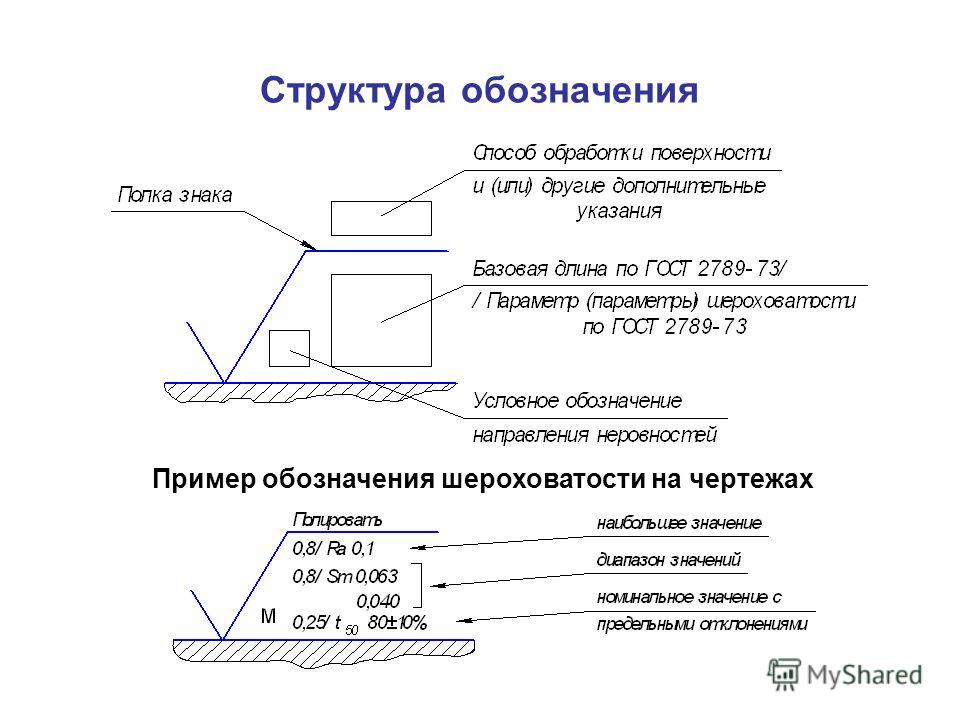 Контактные профилографы и профилометры. Типы и основные параметры», ГОСТ Р 8.651-2009 ИСО «Государственная система обеспечения единства измерений. Контактные (щуповые) приборы для измерения шероховатости поверхности. Методика поверки», ГОСТ 9847-79 «Приборы оптические для измерения параметров шероховатости поверхности. Базовые параметры и виды», ГОСТ Р 8.700-2010 «Государственная система обеспечения единства измерений. Метод измерения эффективной высоты шероховатости поверхности с помощью сканирующего зондового атомно-силового микроскопа», регламентирующих измеряемые параметры шероховатости поверхности, приборы, измеряющие эти параметры. В ходе сравнительного анализа значений параметров существующих устройств и значений параметров устройств, прописанных в стандартах, была сформирована сводная таблица, а также выявлена проблема контроля нанопараметров и нанопокрытий. Существующая приборная база контроля шероховатости поверхности позволяет измерять параметры с высокой точностью и в широких пределах, но нормативная база на территории Российской Федерации устарела и не позволяет использовать некоторые современные виды приборов.
Контактные профилографы и профилометры. Типы и основные параметры», ГОСТ Р 8.651-2009 ИСО «Государственная система обеспечения единства измерений. Контактные (щуповые) приборы для измерения шероховатости поверхности. Методика поверки», ГОСТ 9847-79 «Приборы оптические для измерения параметров шероховатости поверхности. Базовые параметры и виды», ГОСТ Р 8.700-2010 «Государственная система обеспечения единства измерений. Метод измерения эффективной высоты шероховатости поверхности с помощью сканирующего зондового атомно-силового микроскопа», регламентирующих измеряемые параметры шероховатости поверхности, приборы, измеряющие эти параметры. В ходе сравнительного анализа значений параметров существующих устройств и значений параметров устройств, прописанных в стандартах, была сформирована сводная таблица, а также выявлена проблема контроля нанопараметров и нанопокрытий. Существующая приборная база контроля шероховатости поверхности позволяет измерять параметры с высокой точностью и в широких пределах, но нормативная база на территории Российской Федерации устарела и не позволяет использовать некоторые современные виды приборов. В связи с этим необходимо актуализировать требования ГОСТов к современным возможностям техники и контроля за параметрами шероховатости.
В связи с этим необходимо актуализировать требования ГОСТов к современным возможностям техники и контроля за параметрами шероховатости.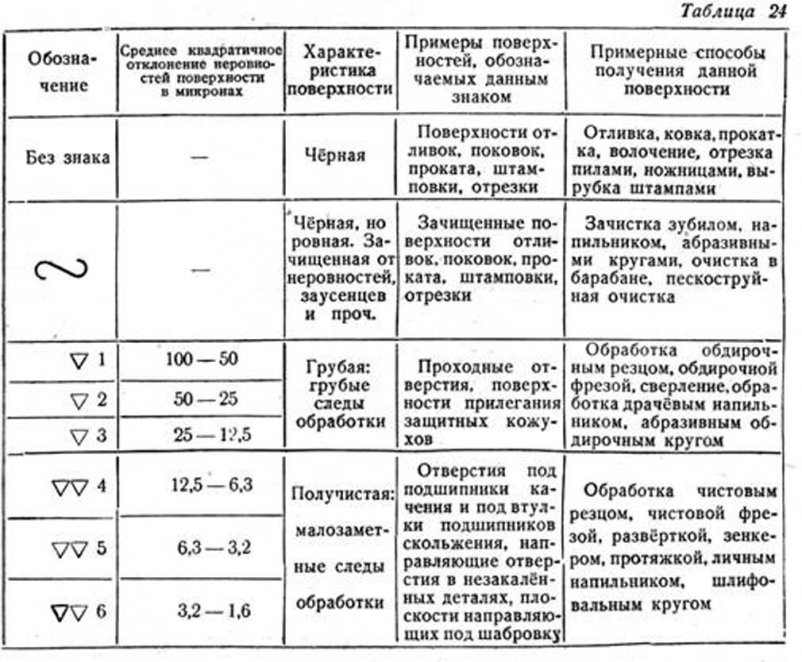 В. Прибор для определения класса чистоты обрабатываемых поверхностей Дезертирство
В. Прибор для определения класса чистоты обрабатываемых поверхностей Дезертирство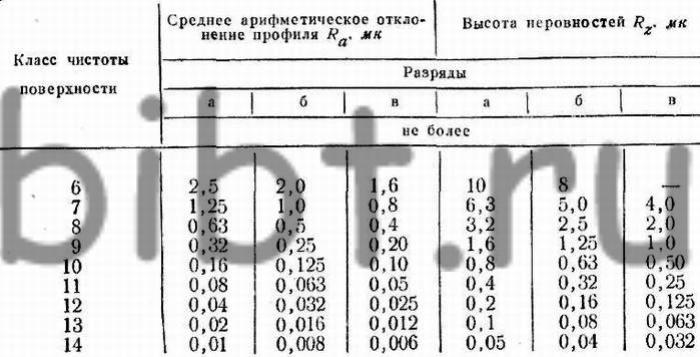 Постоянно возрастающие требования к качеству машин и устройств связаны с необходимостью повышения их точности, надежности, долговечности.
Постоянно возрастающие требования к качеству машин и устройств связаны с необходимостью повышения их точности, надежности, долговечности. 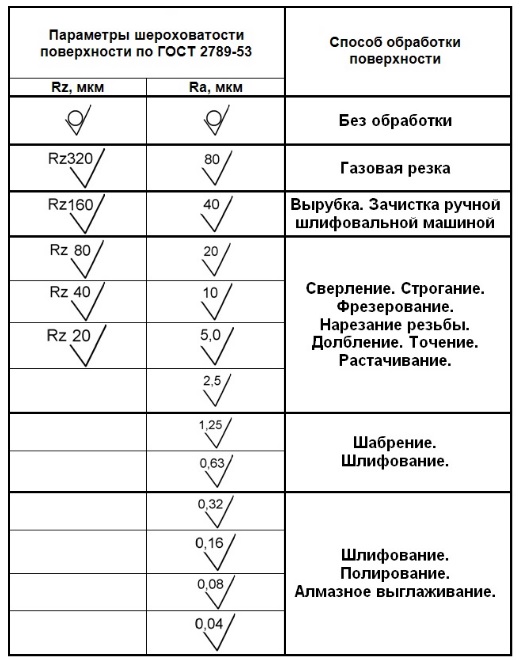 [8]
[8] 
 Тип может быть увеличен по вертикали до 15 000 раз и по горизонтали до 500 раз.[1]
Тип может быть увеличен по вертикали до 15 000 раз и по горизонтали до 500 раз.[1] 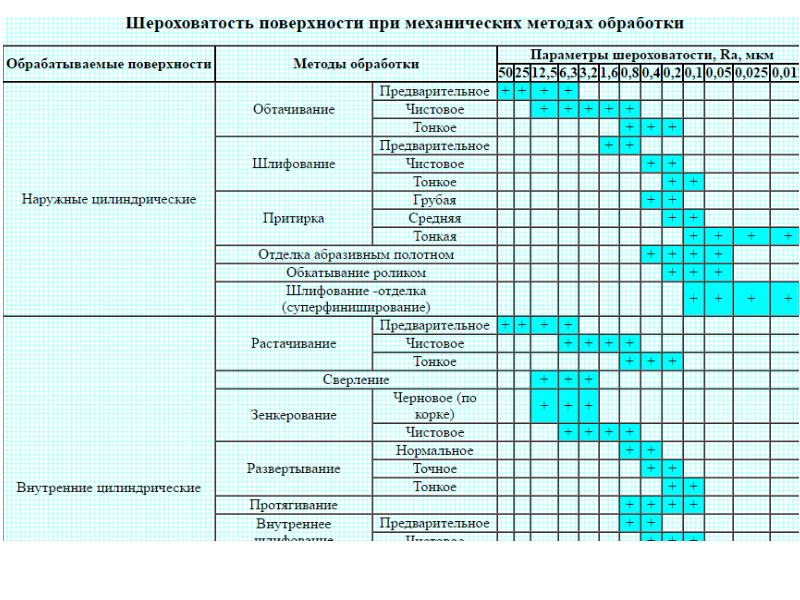
 ), пневматический профилометр (1937 г.). микропрофилометр (1944 г.) и многие другие замечательные приборы носят имя академика В.П.Линника и находят широкое распространение в настоящее время. [5]
), пневматический профилометр (1937 г.). микропрофилометр (1944 г.) и многие другие замечательные приборы носят имя академика В.П.Линника и находят широкое распространение в настоящее время. [5] 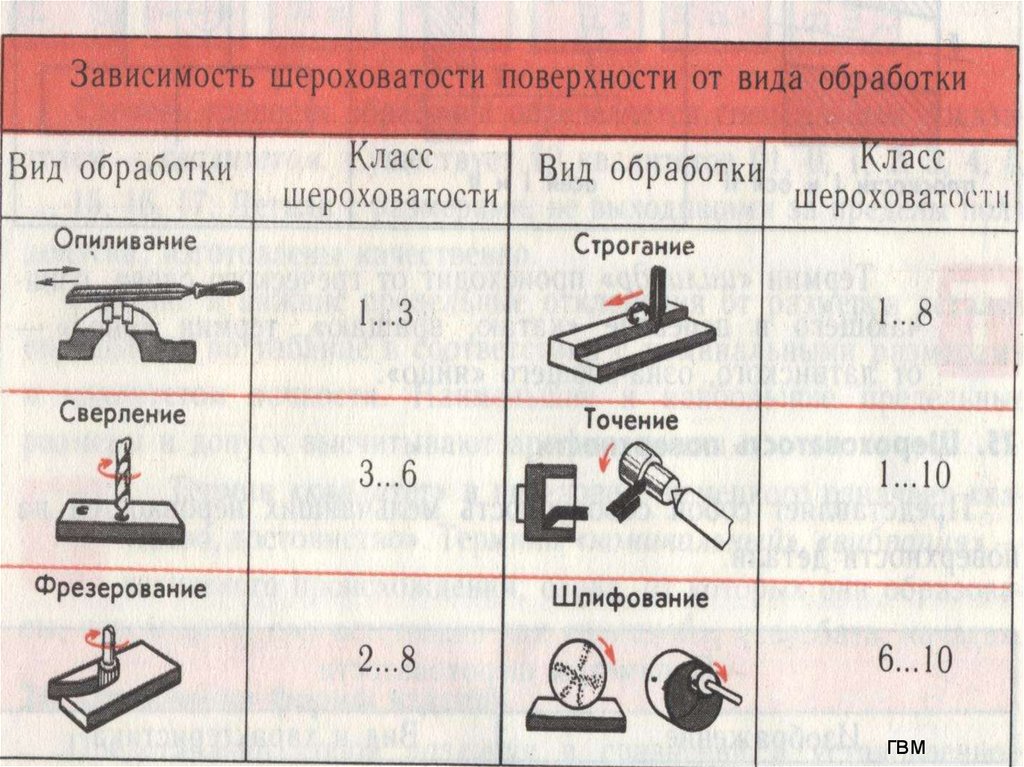 И. «Оценка влияния радиуса кончика иглы и полета на измерения рельефа поверхности» и многие другие. Скоростная оптическая система измерения шероховатости предложена немецкой компанией EMG и Mitutoyo.
И. «Оценка влияния радиуса кончика иглы и полета на измерения рельефа поверхности» и многие другие. Скоростная оптическая система измерения шероховатости предложена немецкой компанией EMG и Mitutoyo. 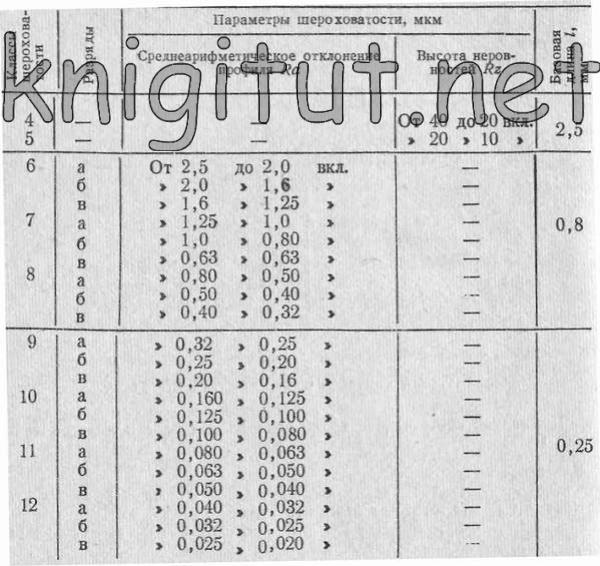 Применение компараторов ограничено размером микроотклонений высотой не менее 0,75 мкм.
Применение компараторов ограничено размером микроотклонений высотой не менее 0,75 мкм. 
 Описания типа, отсчитывают на отклонение к средней базовой линии m-m (которую ведут так, чтобы сумма квадратов отклонений от ее точек, расположенных выше и ниже средней линии, была минимальной).
Описания типа, отсчитывают на отклонение к средней базовой линии m-m (которую ведут так, чтобы сумма квадратов отклонений от ее точек, расположенных выше и ниже средней линии, была минимальной). 
 Таким образом, из суммарного сигнала, снятого с профилографа и содержащего посторонние компоненты, получаются выделения полезного информирующего сигнала путем преобразований Фьюре, по которым будут определяться параметры шероховатости и класс чистоты обрабатываемых поверхностей [9].]
Таким образом, из суммарного сигнала, снятого с профилографа и содержащего посторонние компоненты, получаются выделения полезного информирующего сигнала путем преобразований Фьюре, по которым будут определяться параметры шероховатости и класс чистоты обрабатываемых поверхностей [9].] 