
Сварка медных проводов: технология, аппарты для сварки
Главная » Обработка металла » Сварка » Как провести сварку медных проводов в домашних условиях?
На чтение 6 мин
Содержание
- Технология сварки проводов из меди
- Особенности сварки медных проводов
- Аппараты для сварки медных проводов
- Как выбрать аппарат
- Трансформаторы
- Инверторы
- Можно ли сделать устройство для сварки из подручных материалов
- Электроды для сварки медных проводов
- Как сварить медные провода
- Меры безопасности
Необходимость сварки медных проводов связана с повышением надёжности электросетей. Это долговечный, прочный тип соединения и поэтому востребован в различных сферах производства. Технология доступна для освоения новичками, требует применения относительно несложного оборудования.
Сваренные медные проводаТехнология сварки проводов из меди
Соединение проводов возможно выполнить двумя способами:
- контактным, заварить скрутку;
- выполнить сварку.


Конкретные варианты выбираются на основе требований к качеству соединения, особенностей эксплуатации проводки, электрических характеристик, а также наличия подходящего оборудования.
Сваривание выполняется на постоянном или переменном токах при напряжениях от 12 до 36 В. Используется оборудование, позволяющее выполнить точную регулировку по току, чтобы подобрать параметры под конкретные условия проведения работ, параметры заготовки.
Выгодно использование инверторов, которые обладают достаточной мощностью (до 1,5 кВт) и диапазоном регулировки силы тока в интервале 30–120 А.
В качестве держателя проводников к кабелям, идущим от инвертора, присоединяют специальные пассатижи или зажимы. При этом пассатижи соединяются с массой устройства, а зажимы — с плюсовым выходом.
Кроме функции крепления, пассатижи также выполняют роль теплоотвода. Поэтому перегрев меди, появление раковин или других видов дефектов исключено. Изоляция токопроводящих жил при нагреве также не пострадает и сохранит все свойства.
Для точечной сварки допускается применение трансформаторов, мощность которых не превышает 500 Вт. Напряжение выбирается в пределах от 12 до 36 В. Технология заключается в кратковременном контакте скрутки (1–2 с), закреплённой на контактном проводнике, с массой (держателем), подключённой к источнику тока.
Особенности сварки медных проводов
Сварка медных проводов имеет следующие особенности:
- применяются только графитовые электроды;
- длина зачистки изоляции должна составлять более 50 мм;
- процесс сваривания должен быть кратковременным, чтобы не расплавить жилу и не нарушить изоляционный материал;
- при работе важно пользоваться средствами защиты от ожогов и поражения током;
- подходящие режимы определяются экспериментально, поэтому заранее рекомендуется потренироваться на отдельных участках проводников.
Аппараты для сварки медных проводов
Сваривание проводников из меди выполняется аппаратами с напряжением до 20 В. Применяется инверторное или трансформаторное оборудование, позволяющее зажигать небольшую дугу.
Применяется инверторное или трансформаторное оборудование, позволяющее зажигать небольшую дугу.
Как выбрать аппарат
Выбор аппаратов для сваривания проводников из меди проводится на основе следующих критериев:
- максимального сварочного тока;
- мощности;
- габаритов, веса;
- наличия предустановленных режимов работы.
В качестве источника питания для электродов может использоваться оборудование:
- трансформаторы;
- инверторы.
Трансформаторы
Для сваривания медной проводки достаточно использование регулируемых трансформаторов по току (нагрузка не менее 400 А), так как требуется кратковременный разогрев до +10800С. Работы нужно выполнять при подключении с прямой полярностью, так как при таких условиях обеспечивается стабильное горение дуги.
Понижающие трансформаторы применяют для сваривания любых типов медной проводки, включая проведение работ в распределительной коробке. Сварочник допускается использовать только для соединения обесточенной проводки.

Сварка проводится сварочным током, подобранным в конкретных технических условиях. Важна возможность выполнять тонкую подстройку электрических параметров.
Инверторы
Сваривание проводов инвертором выгодно, так как он имеет компактные размеры, оптимальные предустановки параметров по току и напряжению, удобные регулировки. В отличие от трансформаторов, имеют компактные размеры.
Технология использования инвертора аналогична применению трансформатора. При выборе стоит учитывать наличие регулировок по току в диапазоне 40–200 А. Он позволяет упростить поджиг дуг, так как количество наводок и помех через источник тока минимально.
Инвертор для сваркиИнверторный способ сварки подходит для новичков, так как он достаточно прост в реализации.
Можно ли сделать устройство для сварки из подручных материалов
Сварочные аппараты отличаются простой конструкцией. Поэтому не обязательно приобретать готовые сборки, особенно для проведения разовых работ.
Аппараты для сварки медных проводов конструктивно состоят из трансформатора, приборов контроля, регуляторов, зажима, массы.
В качестве основы необходимо использовать трансформатор. Можно взять готовый либо самостоятельно намотать, при условии наличия соответствующего оборудования и навыков. Число витков и сечение провода выбирается расчётным путём на основе входных и выходных параметров.
Основные требования к характеристикам трансформатора:
- понижающий трансформатор;
- диапазон выходных напряжений от 12 до 48 В;
- регулирование силы тока в пределах 40–150 А.
Прибор для сварки можно усовершенствовать, добавив функцию варки на напряжении переменного типа. Для этого потребуется установить диодный мост. С его помощью горение дуги станет стабильным.
Снаружи трансформатор следует защитить корпусом от попадания внутрь посторонних предметов, а также от поражения током оператора. К трансформатору следует подключить два провода: для держателя и для подключения массы. В качестве держателя рекомендуется использовать специальные зажимы, а в качестве массы — массивные пассатижи.
В качестве держателя рекомендуется использовать специальные зажимы, а в качестве массы — массивные пассатижи.
Электроды для сварки медных проводов
Для сваривания медных проводников можно использовать следующие электроды:
- угольный;
- графитовый.
Угольный электрод обладает рядом следующих особенностей:
- температура, при которой наступает расплавление, составляет +38000С;
- работы выполняются на постоянном токе при прямой полярности;
- относительно невысокий КПД дуги;
- допустимо выполнение работ с присадками, без присадок, с подачей их прямо на линию формирования шва;
- угольный электрод для сварки при высоком нагреве свариваемых конструкций расходуется быстро;
- между электродами и поверхностью кабелей создаётся высокотемпературная дуга даже при низких токовых величинах.
Процесс сваривания графитовым электродом имеет следующие особенности:
- в течение процесса сварки электрод остаётся целым;
- повышается сопротивляемость меди к окислительным процессам;
- допустимо применение не омеднённых электродов, для этого достаточно скрутить жилы, зажать их держателем и выполнить стандартную процедуру сварки;
- сварное соединение надёжно, но для этого жилы должны быть скручены плотно, а лишние концы правильно обрезаны для плотного прилегания материала.

Как сварить медные провода
Поэтапная сварка проводов своими руками в домашних условиях:
- Снимается изоляция не менее 10 см.
- Делается скрутка.
- Присоединяется масса к проводнику от трансформатора или инвертора.
- Включается питание инвертора.
- Подводится электрод к точке сварки скрутки до такого расстояния, при котором будет сформирована стабильная дуга.
- Выдерживается дуга в течение 1–2 с.
- Отводится электрод к другой скрутке, если делается сварка многожильных проводов.
- Выключается инвертор.
- Выжидается определённое время для остывания проводов.
- Оголённые контакты скрутки изолируются термоусадочной трубкой или изолентой.
Сварить медь с алюминием сложно, так как невозможно точно контролировать состав сварного шва. При содержании меди более 12% сплав становится хрупким и ненадёжным. Особенности процесса сваривания:
- используется постоянный ток, полярность подключения прямая;
- в качестве присадки используются алюминиевые прутки;
- сила тока выбирается в пределах от 500 до 550 А, а напряжение — 50 до 60 В;
- применяются графитовые электроды.

Меры безопасности
При сварке скруток медных проводов важно соблюдать следующие меры безопасности:
- требуется выполнять заземление оборудования, находящегося под током;
- запрещено использовать провода для электродов без качественной изоляции;
- эксплуатация сварочного оборудования проводится в стандартных режимах, не противоречащих заявленным требованиям изготовителя.
( 3 оценки, среднее 3.33 из 5 )
Поделиться
Сварка медных проводов инверторным аппаратом с использованием угольных и графитовых электродов
Среди различных способов соединения медных носителей тока лучше всего зарекомендовал себя метод сварки. Соединенные сваркой жилы образуют равномерную массу с максимальной проводимостью.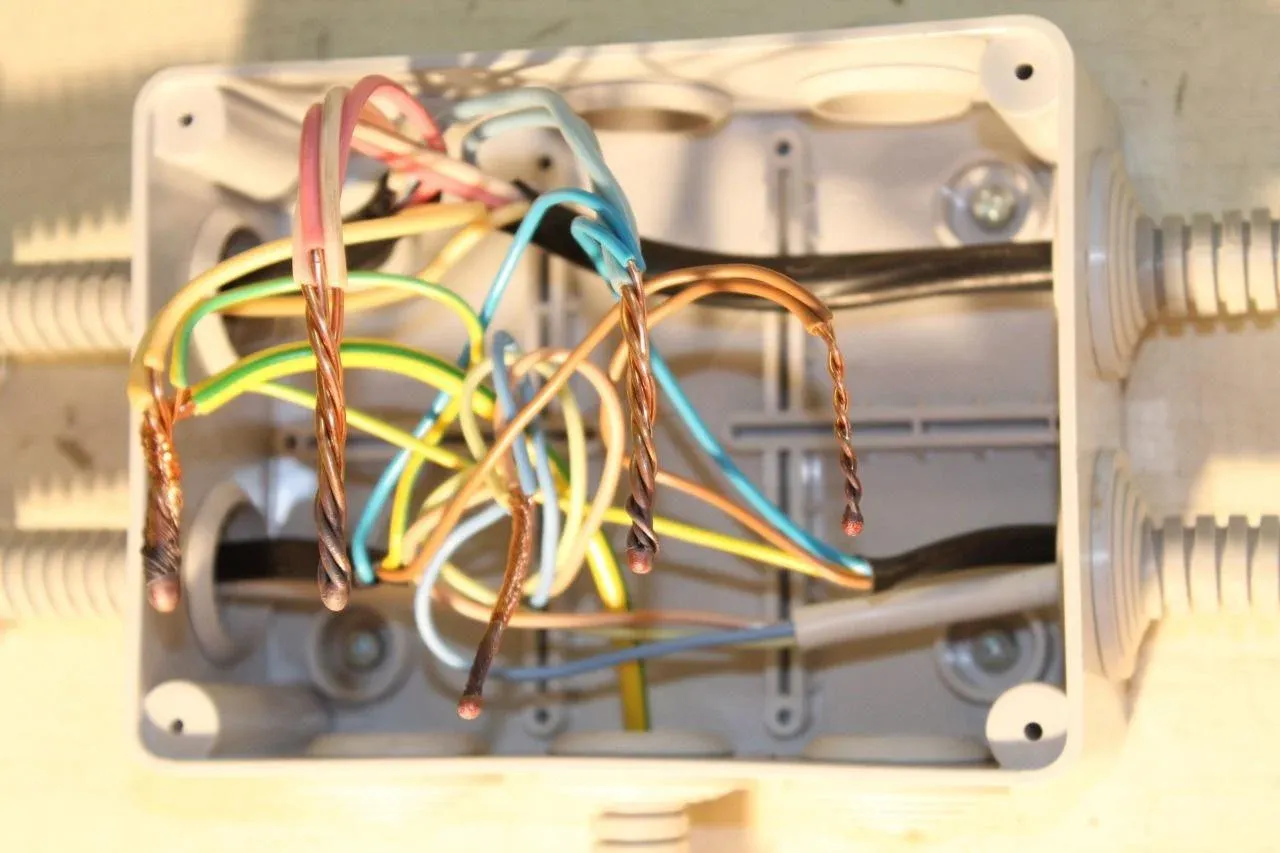 Это не допускает внутреннего разогрева, сохраняет пожарную безопасность и бесперебойную работу сетевых электроустановок.
Это не допускает внутреннего разогрева, сохраняет пожарную безопасность и бесперебойную работу сетевых электроустановок.
Содержание
- 1 Какое оборудование потребуется для сварки медных проводов
- 2 Применяемые электроды
- 3 Особенности использования угольных электродов
- 4 Сварочные электроды из графита
- 5 Инверторы
- 6 Рекомендованные режимы сварочного тока для разных проводников
- 7 Подготовительные работы
- 8 Алгоритм сварки проводов
Какое оборудование потребуется для сварки медных проводов
Для сваривания подготовленных медных кабелей понадобится инвертор, электроды.
Особенности меди: текучесть, высокая теплопроводность, способность поглощать газы — требуют от исполнителя опыта и мастерства.
Применяемые электроды
Для сварки медных проводов применяют две разновидности электродов: угольные или графитовые с покрытием из медного напыления:
- температура разрушения материала электрода — более 3800ºС, а у меди плавление при 1080ºС, что допускает их многократное использование;
- быстрый разогрев материала стержня до температуры разжижения меди;
- во время сварки углеродный стержень не прилипает к проводам;
- 5-10 А — достаточный, хотя и небольшой ток для устойчивого разряда дуги.

Особенности использования угольных электродов
Электроды изготавливаются из прессованного в форме стержня электротехнического угля черного цвета. Концы его имеют скос. Даже при совсем небольшой силе сварочного тока на кончике электрода возникает высокая температура.
Угольный электрод используется, когда графитовым элементом сварить не удается. Работать нужно очень внимательно, чтобы не допустить перегрева изоляции. Угольные электроды обычно используются в сварочных устройствах малой мощности.
При работе с электродами из угля надо учитывать следующие особенности:
- место сварки обладает хрупкостью, может окисляться и иметь пористую структуру;
- из-за высокой температуры дуги электрод быстрее расходуется;
- угольным стержневым электродом работать сложнее, чем графитовым, требуются практические навыки.
 маркет
маркетСварочные электроды из графита
Стержни-электроды из графита имеют серый цвет с небольшим металлическим оттенком. Кристаллическая структура углерода не подвержена окислению. При сварке кристаллический графит образует устойчивое к коррозии и температуре соединение. Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
При необходимости возможна замена на подручные изделия из графита — щетки от коллекторных двигателей, стержни разобранных батареек. В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».
Примерная стоимость графитовых электродов на Яндекс.маркетГрафитовые электроды чаще используются с инверторами, регулирующими сварочный ток.
Инверторы
Для сварки подойдет прибор постоянного или переменного тока с напряжением в диапазоне 12-36 В, регулировка тока обязательна.
Выбор модели исходит из предполагаемых режимов использования прибора: от получасовой работы без перерыва до многочасового интенсива.

Если прибор будет использоваться нечасто, то подойдет модель, обеспечивающая максимальный сварочный ток 150 А мощностью порядка 500 Вт. Этого достаточно для сварки скруток-жгутов сечением 20-25 мм².
Примерная стоимость инверторов для сварки на Яндекс.маркетРекомендованные режимы сварочного тока для разных проводников
Величина сварочного тока зависит от размера сечения и количества жил в скрутке: чем толще скрученный жгут, тем большее значение силы тока нужно выставить на сварочном аппарате:
- 2 жилы, сечение каждой 1,5 мм² — 70 А;
- 3 жилы, сечение каждой 1,5 мм² — 80-90 А;
- 2-3 жилы, сечение каждой 2,5 мм² — 80-100 А;
- 3-4 жилы, сечение каждой 2,5 мм² — 100-120 А.
Указанные режимы сварочного тока являются ориентировочными. У разных производителей провода отличаются по химическому составу и заявленному сечению, сварочные приборы также отличаются своими характеристиками.
Поэтому величину сварочного тока лучше подбирать практически на небольшом отрезке того же провода. Оптимальным при подборе режима опытным путем будет тот, когда дуга устойчива, а кончик электрода не клеится к месту сварки.
У современных аппаратов инверторного типа:
- устойчивый сварочный разряд, обеспечивающий качественное выполнение сварочных работ;
- при сварке жидкий металл не разбрызгивается;
- дуга не ослепляет сварщика из-за невысокой точки плавления меди;
- инверторы нетяжелые, их габариты небольшие, что позволяет переносить их к месту монтажа на ремне.
Подготовительные работы
Перед началом работы с проводами нужно еще раз проверить отсутствие на них напряжения.
Для дальнейшей работы понадобятся нож или специальные разделочные приспособления, наждачная шкурка, растворитель, плоскогубцы или пассатижи, изоляционная лента или термоусадочная трубка.
Если для изоляции применяется термоусадочная трубка, очень удобно использовать фен, дающий плотное облегание пленкой.
Для получения качественного соединения проводится подготовительная работа в такой последовательности:
- с жилы бережно снимают участок изоляционного покрытия не менее 7 см для жилы сечением 1,5 мм². Если провода толще, то на каждые 0,5 мм² диаметра жилы убавляют 5 мм изоляции. Разделку проводят вдоль проводника ножом или специальным инструментом — стриппером;
- оголенные участки провода зачищают наждачной шкуркой;
- поверхность проводников обезжиривают ацетоном или уайт-спиритом;
- аккуратно, чтобы не повредить провода, скручивают их в жгутик руками или плоскогубцами, стараясь обеспечить их плотное прилегание друг к другу;
- кусачками или монтажными ножницами отрезают кончик жгута для выравнивания жил.
Алгоритм сварки проводов
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
- на скрутку возле изоляции ставят зажим-радиатор для отвода избыточного тепла от медного проводника и защиты изоляционного покрытия от оплавления;
- туда же крепится «масса» сварочного инвертора;
- к сварочному аппарату подключают питание от сети;
- держатель с электродом подносят к концу скрутки;
- дуга расплавляет медь, на конце жгута-скрутки образуется наплыв в виде капли;
- процесс сварки происходит 1-2 секунды.
После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.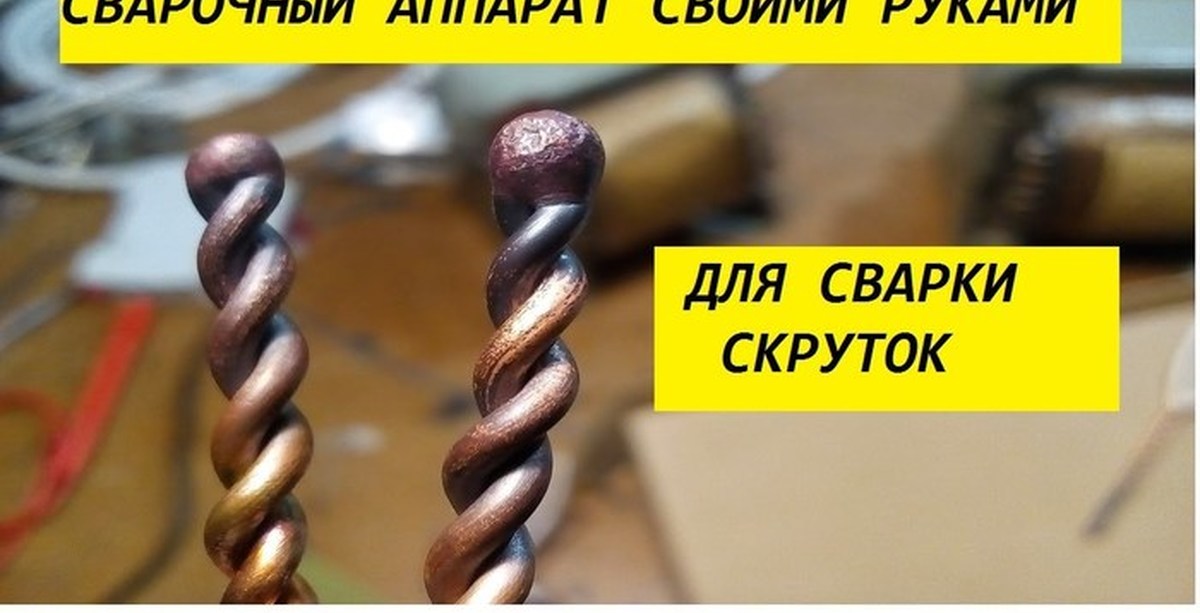
Как сварить медную проволоку?
11 января 2023 г. 11 января 2023 г. | 15:46
Если вы любитель или любитель сварить медную проволоку, вам необходимо знать несколько ключевых шагов. Сварка медной проволоки может быть пугающей, если вы никогда не делали этого раньше, но с правильными инструментами и техникой вы можете успешно сварить медные проволоки вместе. Давайте посмотрим, как это сделать безопасно и эффективно.
Необходимые инструменты
Прежде чем приступить к сварке медной проволоки, ознакомьтесь с необходимыми инструментами. Самым важным инструментом является сам сварочный аппарат. Существует множество типов сварочных аппаратов, доступных в зависимости от размера вашего проекта и бюджета. Убедитесь, что выбранный вами сварочный аппарат подходит для сварки этого типа материала. Другие инструменты включают в себя сварочные перчатки, защитные очки, зажимы, припой с флюсовой сердцевиной, флюсовую пасту или жидкий флюс, ацетиленовую горелку или ручной паяльник (в зависимости от размера вашего проекта), а также средство для удаления флюса, наносимое кистью или аэрозолем (для очистки после сварки).
Убедитесь, что выбранный вами сварочный аппарат подходит для сварки этого типа материала. Другие инструменты включают в себя сварочные перчатки, защитные очки, зажимы, припой с флюсовой сердцевиной, флюсовую пасту или жидкий флюс, ацетиленовую горелку или ручной паяльник (в зависимости от размера вашего проекта), а также средство для удаления флюса, наносимое кистью или аэрозолем (для очистки после сварки).
Этапы сварки медной проволоки
После того, как все материалы будут собраны, выполните следующие действия, чтобы успешно сварить медную проволоку:
Очистите проволоку —
очистите провода, которые необходимо соединить. Это поможет обеспечить их правильное соединение без каких-либо проблем из-за грязи или мусора, застрявшего между ними. Используйте наждачную ткань или стальную мочалку, чтобы счистить окисление с поверхности каждой проволоки, пока обе части не станут блестящими и чистыми.
Подготовьте провода —
Используйте пару плоскогубцев, чтобы убедиться, что каждый провод согнут в нужное положение, чтобы при соединении они находились заподлицо друг с другом. Также может потребоваться скрутить их вместе, чтобы они правильно подошли к началу сварки.
Также может потребоваться скрутить их вместе, чтобы они правильно подошли к началу сварки.
Нанесите припой с флюсовым сердечником –
Нанесите припой с флюсовым сердечником на оба конца каждой проволоки так, чтобы при нагреве сварочным аппаратом он создавал прочное соединение между ними. Не используйте слишком много припоя, так как это может вызвать проблемы с перегревом во время процесса, что может привести к слабому соединению между каждым куском металла после повторного охлаждения.
Нагрев —
Настройте сварочный аппарат в соответствии с инструкциями производителя, затем начните нагревать оба куска металла с помощью ацетиленовой горелки или ручного паяльника (в зависимости от того, что было выбрано). После достаточного нагрева плотно прижмите обе части, одновременно оказывая давление, чтобы они надежно соединились вместе без каких-либо зазоров между ними при повторном охлаждении после удаления от источника тепла.
Удаление излишков припоя —
После извлечения из источника тепла используйте плоскогубцы или пинцет. При необходимости удалите излишки припоя, который теперь оплавляется на поверхность проводов из-за их соединения в процессе нагрева, упомянутого ранее в этой статье (этап четвертый). Это должно оставить достаточно припоя, чтобы при правильном охлаждении соединение между металлами оставалось надежным без риска легкого разрушения с течением времени из-за его ослабленного состояния после воздействия слишком большого количества тепла во время процесса соединения, ранее упомянутого ранее выше в тот же абзац тот же раздел предыдущий шаг 4 та же статья та же тема та же тема то же содержание и т. д. и т. д.
При необходимости удалите излишки припоя, который теперь оплавляется на поверхность проводов из-за их соединения в процессе нагрева, упомянутого ранее в этой статье (этап четвертый). Это должно оставить достаточно припоя, чтобы при правильном охлаждении соединение между металлами оставалось надежным без риска легкого разрушения с течением времени из-за его ослабленного состояния после воздействия слишком большого количества тепла во время процесса соединения, ранее упомянутого ранее выше в тот же абзац тот же раздел предыдущий шаг 4 та же статья та же тема та же тема то же содержание и т. д. и т. д.
Очистка –
Наконец, после того, как все соединения будут выполнены, используйте средство для удаления флюса, наносимое кистью или распылением, чтобы удалить все остатки, оставшиеся после первоначального процесса нанесения, которые обсуждались ранее в начале во введении. раздел ближе к началу начало абзаца один вверх начало первое предложение первое слово первая буква A B C…и т.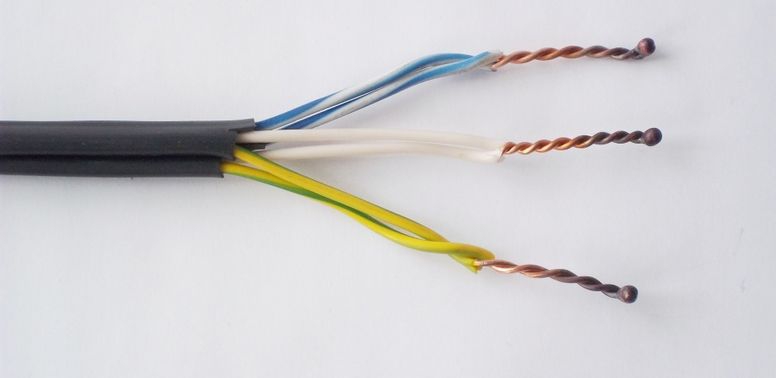 д.
д.
Вывод:
Вот оно! Теперь вы знаете, как безопасно и качественно сварить медную проволоку! Тщательное и правильное выполнение всех шагов обеспечит успех вашего готового продукта! Знать, как сваривать медную проволоку, несложно; Просто помните об этих советах и часто практикуйтесь! Удачи!
суровый джайн
Pipingmart — это портал B2B, специализирующийся на металлических, промышленных и трубопроводных изделиях. Кроме того, мы делимся последней информацией и информацией о материалах, продуктах и различных типах марок, чтобы помочь предприятиям, которые занимаются этим бизнесом.
Как сваривать медь — Сварочный центр
Медь обладает прекрасными проводящими свойствами и имеет широкий спектр применения. Основная причина этого заключается в том, что медь является хорошим проводником как тепла, так и электричества. Однако иногда это может затруднить сварку меди.
Медная руда была первой успешно выплавленной около пяти тысяч лет назад. Сегодня медь — это металл, который объединяет наш мир. Ладно, может быть, это немного преувеличение. Тем не менее, дело в том, что медь является невероятно важным металлом со многими приложениями, поэтому изучение сварки меди в ваших интересах.
Сегодня медь — это металл, который объединяет наш мир. Ладно, может быть, это немного преувеличение. Тем не менее, дело в том, что медь является невероятно важным металлом со многими приложениями, поэтому изучение сварки меди в ваших интересах.
О важности меди можно судить по ее мировому спросу. По данным Freedonia, ожидается, что мировой спрос на медь вырастет на 4,2% в текущем году и достигнет 36 миллионов метрических тонн на сумму более 260 миллиардов долларов. Freedonia также ожидает, что Индия станет самым быстрорастущим рынком сбыта меди к концу года, а Китай займет второе место. Что касается Соединенных Штатов, рост расходов на строительство, вероятно, приведет к увеличению спроса на медь в стране.
Не только Фридония ожидает роста спроса на медь в будущем; McKinsey также ожидает, что произойдет то же самое. Согласно отчету, опубликованному в Forbes, ожидается, что спрос на медь вырастет с 23,6 млн тонн в 2018 году до всего лишь 30 млн тонн к 2027 году. Этому есть несколько причин, включая тепло- и электропроводность металла, ковкость, высокую пластичность и устойчивость к коррозии. Учитывая важность металла и его широкое применение, вам необходимо научиться сваривать медь. Мы будем учить вас этому здесь.
Учитывая важность металла и его широкое применение, вам необходимо научиться сваривать медь. Мы будем учить вас этому здесь.
Различные методы сварки меди
Медь можно сваривать несколькими способами. Однако в этой статье мы обсудим только наиболее распространенные методы обучения сварке меди. К ним относятся дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) и ручная дуговая сварка металлическим электродом (MMAW). Ниже приводится объяснение каждого из них.
Дуговая сварка металлическим газом (GMAW)
Дуговая сварка металлическим газом (GMAW), также называемая сваркой MIG, соответствует системе сварки SMAW. Это означает, что присадочный материал, используемый в этом методе сварки, представляет собой электрод. Однако между этими двумя методами есть разница; в то время как серия коротких стержней используется SMAW в качестве расходуемого электрода, метод GMAW автоматически подает непрерывную «проволоку» к сварочной горелке со скоростью, определяемой пользователем. Дополнительно имеется регулируемая настройка подачи защитного газа.
Дополнительно имеется регулируемая настройка подачи защитного газа.
При использовании метода GMAW для сварки меди рекомендуется использовать медные электроды ERCu. Также рекомендуется использовать раскисленную медь Aufhauser; это медный сплав или присадочный материал с чистотой 985. Толщина медной секции, которую вам нужно сварить, определит необходимую газовую смесь. Как правило, аргон используется для толщины до 6 мм. Для большей толщины используется смесь гелия и аргона. В методе GMAW для сварки меди вам необходимо нанести присадочный металл с узким переплетением или стрингерными валиками; это можно сделать с помощью спрей-переноса.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), также называемая сваркой TIG, сваривает медь способом, аналогичным большинству процессов дуговой сварки; это означает, что GTAW включает в себя использование электрической дуги для нагрева и плавления как медной детали, так и присадочного материала.
По мере того как расплавленная сварочная ванна остывает и затвердевает, ее защищают от атмосферных воздействий путем подачи защитного газа, такого как аргон или гелий, на наконечник горелки. Хотя GTAW похож на многие процессы дуговой сварки, он не похож на методы дуговой сварки, при которых электрическая дуга передается на свариваемую медь с использованием плавящихся электродов.
Вместо этого в GTAW используется неплавящийся электрод для создания сварного соединения между заготовками; это можно сделать с наполнителем или без него. Кроме того, во многих других методах дуговой сварки присадочный материал используется в качестве электрода, несущего электрическую дугу к свариваемой меди. Однако в методе дуговой сварки вольфрамовым электродом в среде защитного газа используется отдельная присадочная проволока. Кроме того, при сварке меди методом GTAW совсем не обязательно вводить присадочный материал.
Методами GTAW можно успешно сваривать медные детали толщиной до 16 мм.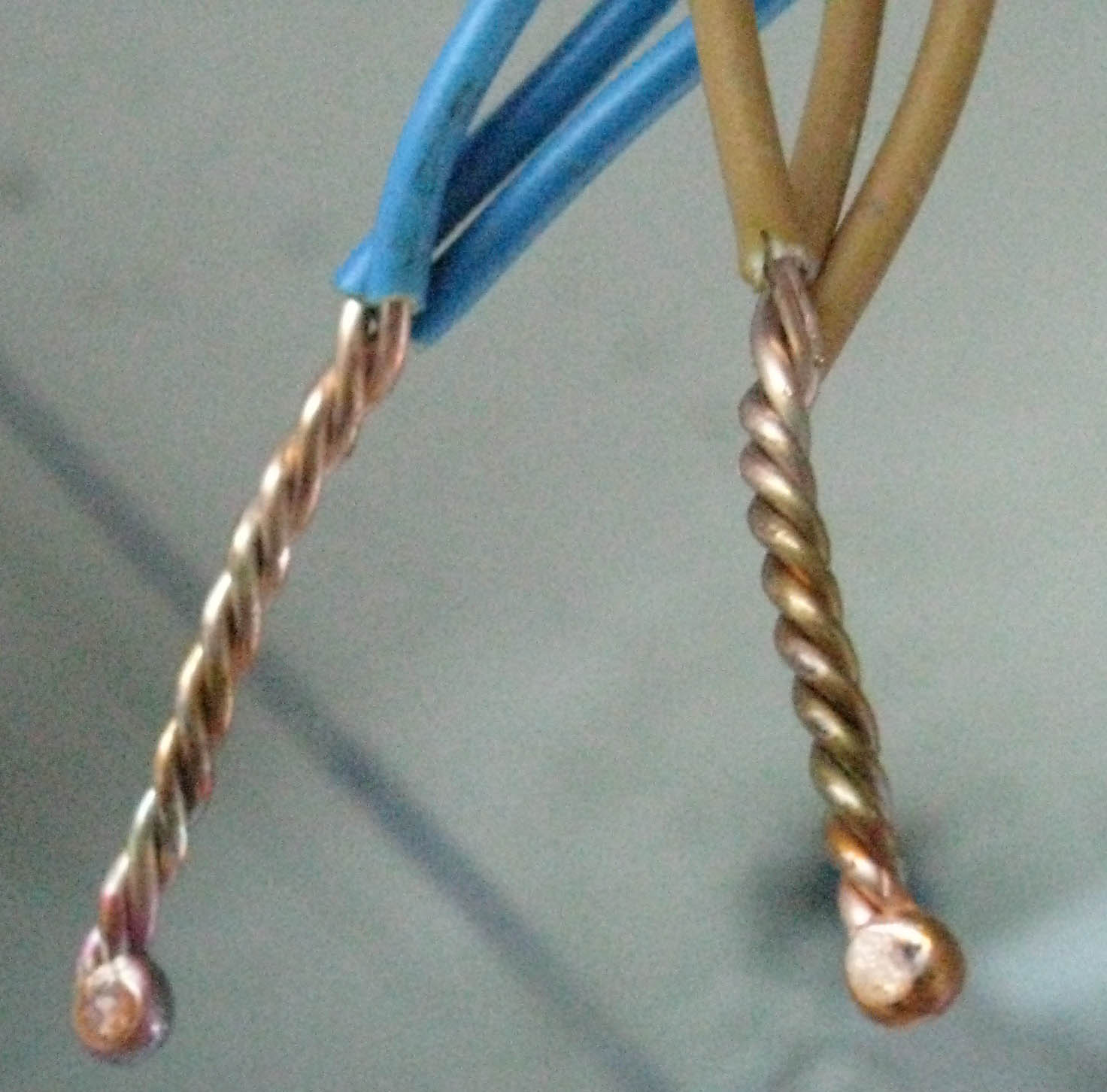 В качестве наполнителя, рекомендуемого для этого метода, используется любой металл, имеющий состав, аналогичный основному металлу. Защитный газ аргон предпочтителен для медных профилей толщиной до 1,6 мм. Для заготовок, толщина которых превышает этот уровень, используется смесь гелия и аргона.
В качестве наполнителя, рекомендуемого для этого метода, используется любой металл, имеющий состав, аналогичный основному металлу. Защитный газ аргон предпочтителен для медных профилей толщиной до 1,6 мм. Для заготовок, толщина которых превышает этот уровень, используется смесь гелия и аргона.
По сравнению с аргоном смесь гелия и аргона обеспечивает более высокую скорость перемещения и более глубокую перфорацию при одинаковом сварочном токе. Чтобы обеспечить свариваемой медной детали хорошие характеристики перфорации гелия вместе со свойствами стабильности аргоновой дуги, обычно используется смесь 25% Ar/75% He. Наконец, при выполнении этого метода на куске меди с узким переплетением или стрингерными валиками рекомендуется использовать предварительную сварку.
Ручная дуговая сварка металлическим электродом (MMAW)
Этот метод в основном используется для выполнения ремонтной или профилактической сварки меди и медных сплавов. Присадочным материалом, рекомендуемым для этого метода, является электрод ECuSn-C. Другой рекомендацией является использование положительного электрода постоянного тока (DC+) с методом стрингера. При использовании этого присадочного материала метод MMAW может помочь в следующем:
Другой рекомендацией является использование положительного электрода постоянного тока (DC+) с методом стрингера. При использовании этого присадочного материала метод MMAW может помочь в следующем:
- Сварка меди с другими металлами
- Мелкий ремонт тонких медных деталей
- Сварные соединения с ограниченным доступом
Это три наиболее распространенных метода сварки меди. Теперь, когда у вас есть основная информация о каждом методе, вы можете выбрать технику/метод, наиболее подходящий для ваших нужд и выполняемой работы. Однако, независимо от выбранного вами метода сварки меди, вам необходимо выполнить несколько основных шагов, чтобы получить эффективный сварной шов. Мы обсудим эти шаги в следующем разделе.
Основные этапы сварки меди
При самостоятельной сварке меди вам необходимо знать основные этапы эффективной сварки меди. Сварка меди своими руками состоит из 11 этапов. Выполняя эти шаги в следующем порядке, вы сможете получить чрезвычайно прочный медный сварной шов.
Обеспечьте безопасность
Если вы хотите сварить медь самостоятельно, первое, что вам нужно сделать, это обеспечить свою безопасность. Независимо от того, какой металл вы свариваете, перед началом сварки необходимо принять соответствующие меры предосторожности. Невыполнение этого требования может подвергнуть вас риску получения травмы.
Итак, какие возможные меры предосторожности вы можете предпринять, прежде чем приступить к сварке меди? Вам необходимо надеть защитное снаряжение, убедиться, что вокруг вас нет легковоспламеняющихся предметов, и работать в чистом месте или в месте, свободном от посторонних материалов. Соблюдение мер предосторожности особенно важно при сварке меди; это потому, что медь является чрезвычайно хорошим проводником электричества, и вы можете получить удар током, если возьмете металл голыми руками.
Помимо риска поражения электрическим током, сварка меди может привести к воздействию токсичных газов. Таким образом, вы не должны останавливаться на кожаных перчатках и защитной одежде, чтобы обеспечить свою безопасность при сварке меди. Вместо этого вы должны включить респираторную маску и защиту для глаз в свое защитное снаряжение.
Вместо этого вы должны включить респираторную маску и защиту для глаз в свое защитное снаряжение.
Подготовка поверхности
Подготовка поверхности для сварки меди означает очистку зоны сварки от жира, масла, краски, грязи и других посторонних частиц перед началом сварки. Почему необходимо, чтобы в зоне сварки не было этих частиц? Потому что сварной шов может треснуть, если они смешаются с металлом. Кроме того, они могут содержать вредные химические вещества, такие как сера, фосфор и свинец.
Помимо области сварки, перед началом сварки следует очистить и медь. Как можно очистить зону сварки и медь? С помощью щетки из бронзовой проволоки и подходящего чистящего средства. Сначала проволочной щеткой, затем обезжирьте чистящим средством. Кроме того, обязательно удаляйте оксидную пленку, образующуюся во время сварки, с помощью проволочной щетки после наплавки каждого прохода.
Предварительный нагрев
Почему важно предварительно нагревать медь перед началом сварки? Потому что этот металл обладает высокой теплопроводностью. Это особенно важно, если толщина медного металла больше 0,01 дюйма. Вы должны предварительно подогреть все сегменты, которые необходимо сварить, равномерно.
Это особенно важно, если толщина медного металла больше 0,01 дюйма. Вы должны предварительно подогреть все сегменты, которые необходимо сварить, равномерно.
Поскольку медь может быстро отводить тепло от сварного шва к окружающему его основному металлу, для сварки толстых медных профилей требуется сильный предварительный нагрев. Температура будет зависеть от толщины металла и может находиться в диапазоне от 50° до 752° F.
Однако, если вы свариваете медный сплав, вы можете пропустить этот раздел, поскольку коэффициент температуропроводности в этом случае намного ниже по сравнению с к меди. Если вы свариваете медь, а не медный сплав, вам необходимо выбрать подходящий предварительный подогрев для вашего применения. Вы должны обратить особое внимание на свариваемую медь, толщину основного металла, процесс сварки и даже общую массу сварного соединения.
В дополнение к вышеперечисленному, еще одна важная вещь, которую нужно сделать, это максимально ограничить тепло в определенной области; это поможет вам убедиться, что не слишком большая часть материала находится в диапазоне температур, который приводит к потере пластичности. Кроме того, вы должны поддерживать температуру предварительного нагрева, пока соединение не будет сварено. После начала сварки тепло разогретой меди начинает рассеиваться, что снижает риск образования трещин.
Кроме того, вы должны поддерживать температуру предварительного нагрева, пока соединение не будет сварено. После начала сварки тепло разогретой меди начинает рассеиваться, что снижает риск образования трещин.
Рассмотрение совместной конструкции
Еще одним важным шагом в эффективной сварке меди является рассмотрение конструкции соединения. Что это влечет за собой? Во-первых, нужно учитывать расстояние между стыками. В идеале вы должны контролировать это расстояние в пределах определенных допусков, основанных на основном металле и используемом припое. Однако оптимальный зазор для швов составляет от 0,04 до 0,20 мм.
Другим важным моментом здесь является совместное перекрытие. Идеальный шов внахлест будет как минимум в три раза толще, чем самая тонкая часть, которую вам нужно соединить. Вы должны стараться использовать как можно меньше материала, так как это поможет вам достичь желаемой прочности.
Отрегулируйте пламя
Если вы хотите получить эффективную медную сварку, вы должны соответствующим образом отрегулировать пламя.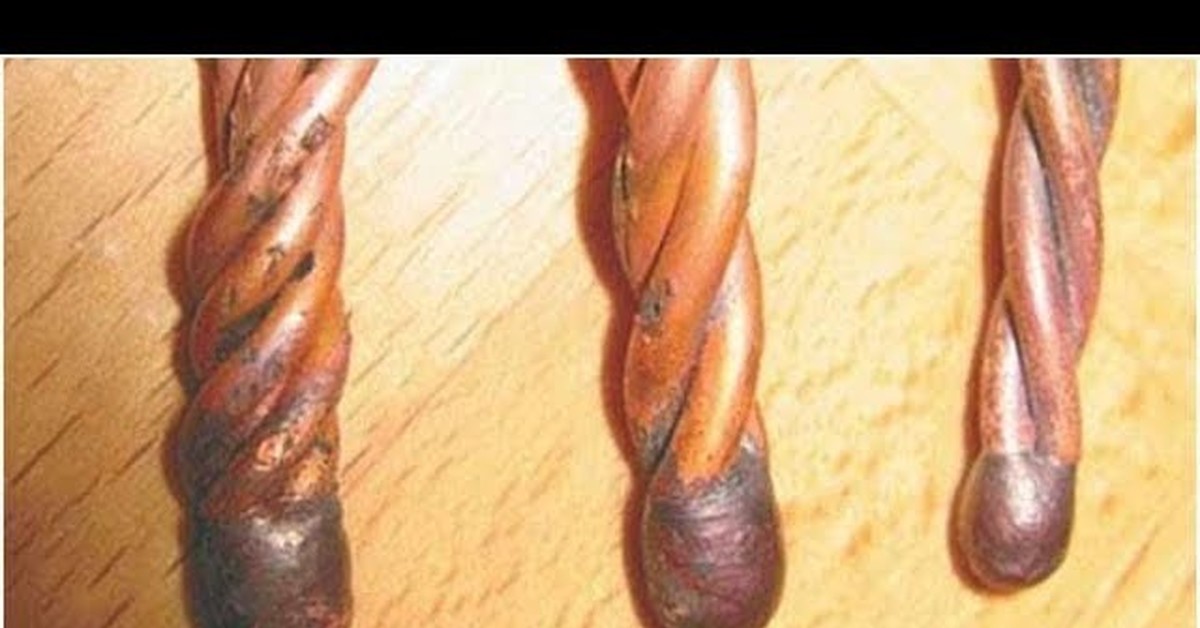 Здесь лучше всего использовать нейтральное пламя. Что означает нейтральное пламя? Нейтральное пламя — это пламя, отрегулированное таким образом, чтобы одинаковые количества ацетилена и кислорода смешивались с одинаковой скоростью. Еще одна важная вещь, которую нужно сделать здесь, — это четкое определение белого внутреннего конуса и отсутствие дымки.
Здесь лучше всего использовать нейтральное пламя. Что означает нейтральное пламя? Нейтральное пламя — это пламя, отрегулированное таким образом, чтобы одинаковые количества ацетилена и кислорода смешивались с одинаковой скоростью. Еще одна важная вещь, которую нужно сделать здесь, — это четкое определение белого внутреннего конуса и отсутствие дымки.
Удаление флюса
Если флюс был использован, его остатки необходимо удалить одним из следующих способов:
- Чистка проволокой и пропаривание
- Чистка проволочной щеткой и ополаскивание горячей водой
- Разведение в горячем растворе едкого натра
Если полностью не удалить флюс, то это может привести к ослаблению и даже выходу из строя соединения.
Выбор присадочного материала
Выбор правильного присадочного материала является одним из наиболее важных этапов эффективной сварки меди. Выбор правильного присадочного материала помогает при сварке медной детали, которая прочнее основного металла. Лучший или наиболее подходящий присадочный материал для сварки меди будет зависеть от устойчивости металла к коррозии, требуемой прочности соединения, рабочей температуры и связанных с этим затрат.
Лучший или наиболее подходящий присадочный материал для сварки меди будет зависеть от устойчивости металла к коррозии, требуемой прочности соединения, рабочей температуры и связанных с этим затрат.
Для достижения наилучших результатов следует выбирать присадочный металл с содержанием кремния (Si) или марганца (Mn), действующих в качестве раскислителя. Это не зависит от того, используете ли вы метод GMAW, GTAW или MMAW для сварки меди.
Что касается присадочных материалов для сварки меди, наиболее рекомендуемыми и часто используемыми материалами являются ErCu и ErCuSi-A. Первый способствует текучести, так как содержит как Si, так и Mn с оловом (Sn). С другой стороны, вам следует использовать присадочный материал ErCuSi-A, если вы хотите сваривать P-окисленную медь; это также хороший вариант для сварки твердой меди, содержащей как Si, так и MN в качестве раскислителей.
Выберите подходящий защитный газ
Другим важным шагом в эффективной сварке меди является выбор подходящего защитного газа для сварки. Какие у вас есть варианты? Как правило, наиболее подходящими защитными газами для сварки меди являются гелий, аргон или их смесь.
Какие у вас есть варианты? Как правило, наиболее подходящими защитными газами для сварки меди являются гелий, аргон или их смесь.
Какой защитный газ наиболее подходит для вас, зависит от толщины детали, над которой вы работаете. При этом защитный газ, который сегодня все чаще используется для сварки меди, на 100% состоит из гелия. Итак, вы хотите выбрать этот вариант, а не другие.
Выберите метод сварки
Мы уже рассмотрели три основных метода сварки меди. Основываясь на информации, предоставленной выше, вам необходимо выбрать метод сварки, который лучше всего подходит для выполнения сварочных работ. Другими словами, вам необходимо выбрать метод сварки, наиболее подходящий для вашего присадочного материала и области применения.
Обеспечение надлежащего использования тепла и газа при сварке
Если вы используете метод GTAW для сварки меди толщиной менее 2 мм, то в качестве защитного газа следует использовать аргон; вы должны использовать этот защитный газ с силой тока 160 ампер. Однако следует увеличивать уровень тока с увеличением толщины металла. Кроме того, предпочтительный защитный газ и температура предварительного нагрева зависят от метода сварки.
Однако следует увеличивать уровень тока с увеличением толщины металла. Кроме того, предпочтительный защитный газ и температура предварительного нагрева зависят от метода сварки.
Например, если вы используете метод GTAW для сварки меди толщиной 0,196 дюйма, то температура предварительного нагрева, которую вам необходимо поддерживать, составляет 50°C при использовании смеси гелия и аргона с током до 300 ампер. .
С другой стороны, вам необходимо поддерживать температуру предварительного нагрева от 10 до 100°C при использовании аргона в качестве защитного газа с током 240 ампер, если вы используете дуговую сварку металлическим электродом (GMAW) для сварки меди.
Если вам нужны лучшие результаты и более быстрая сварка, мы рекомендуем вам 100% гелий. Этот защитный газ обеспечивает лучший уровень нагрева и лучшее качество сварки, чем любой другой газ, независимо от того, используете ли вы метод GMAW, GTAW или MMAW.
Используйте правильное положение
Одиннадцатый и последний шаг в эффективной сварке меди — использование правильного положения для сварки.