
что это такое, причины возникновения, свойства
Наблюдать искровые разряды приходилось каждому, в том числе и людям, далёким от познаний в электротехнике. Гигантскими искровыми разрядами сопровождаются грозы. Высвобождение огромной энергии, сконцентрированной в электрическом разряде молнии (см. рис. 1), сопровождается ослепительной вспышкой раскалённого ствола. Одним из видов искровых разрядов, созданных человечеством, является дуговой разряд, или попросту, электрическая дуга.
Рис. 1. Грозовой разрядНа сегодняшний день причины возникновение и свойства электрической дуги детально изучено наукой. Физики установили, что в области её горения возникает огромная концентрация зарядов, которые образуют плазму ствола. Температуры столба достигает нескольких тысяч градусов.
Что такое электрическая дуга?
Это загадочное явление впервые описал русский учёный В. Петров. Он создавал электрическую дугу, используя батарею, состоящую из тысяч медных и цинковых пластин. Изучая процесс зажигания дуги постоянным током, учёный пришёл к выводу, что воздушный промежуток между электродами при определённых условиях приобретает электропроводимость.
Изучая процесс зажигания дуги постоянным током, учёный пришёл к выводу, что воздушный промежуток между электродами при определённых условиях приобретает электропроводимость.
Одним из условий возникновения электрического пробоя является достаточно высокая разность потенциалов на концах электродов. Чем выше напряжение, тем больший газовый промежуток может преодолеть разряд. При этом образуется электропроводный газовый столб, который сильно разогревается во время горения дуги.
Рис. 2. Электрическая дугаВозникает резонный вопрос: «Почему воздух, являющийся отличным изолятором в обычном состоянии, вдруг становится проводником?».
Объяснение может быть только одно – в стволе дуги образуются носители зарядов, способные перемещаться под действием электрического поля. Поскольку в воздухе, в отличие от металлов, нет свободных электронов, то вывод напрашивается только один – ионизация газов (см. рис. 3). То есть, запуск процесса насыщения газа ионами, являющимися носителями электрического заряда.
Ионизация воздуха происходит под действием различного вида излучений, включая рентгеновское и космическое облучение. Поэтому в воздухе всегда находятся небольшое количество ионов. Но поскольку ионы почти сразу рекомбинируются (превращаются в нейтральные атомы и молекулы), то концентрация заряженных частиц всегда мизерная. Получить вспышку дуги при такой концентрации невозможно.
Для возникновения дугового разряда нужен лавинообразный процесс ионизации. Его можно вызвать путём сильного нагревания газа, которое происходит при зажигании.
При размыкании контактов происходит эмиссия электронов, скапливающихся на очень маленьком пространстве. Под действием напряжённости электрического поля отрицательные заряды устремляются к электроду с положительным знаком.
При достижении напряжения пробоя, между электродами возникает искровой разряд, разогревающий область между электродами. Если ток достаточно большой, то количество тепла будет достаточно для запуска лавинообразного процесса ионизации воздуха.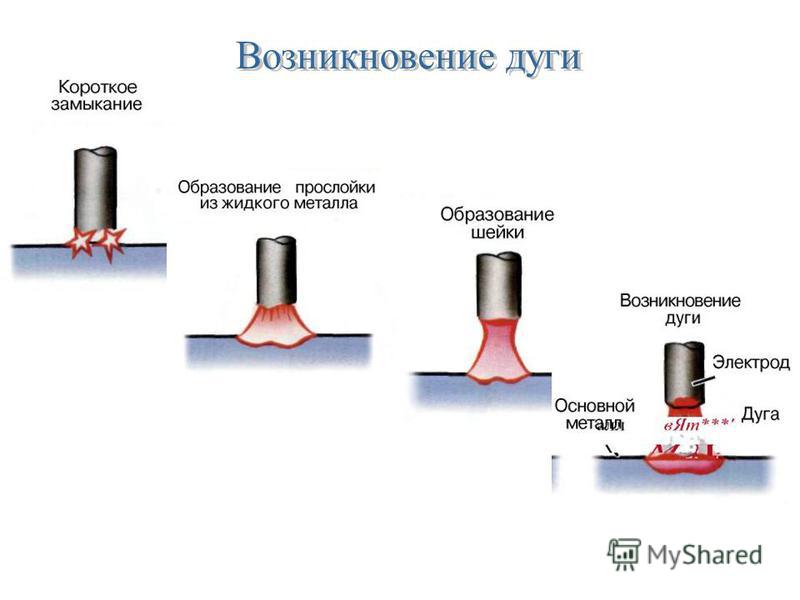
На участке, который называют дуговым промежутком, образуется ствол, называемый столбом дуги и состоящий из горячей проводимой плазмы. По этому стволу протекает ток, поддерживающий разогревание плазмы. Так происходит процесс зажигания дугового разряда.
Насыщение плазменного ствола ионами разных знаков приводит к значительному увеличению плотности тока, а также к рекомбинации части ионов. Разогревание плазмы приводит также к увеличению давления в стволе. Поэтому часть ионов улетучивает в окружающее пространство.
Если не поддерживать образование новых зарядов, то произойдёт гашение дуги. Как мы уже выяснили, устойчивому горению сопутствуют 2 фактора: наличие напряжения между электродами и поддержание высокой температуры плазмы. Исключение одного из них, приведёт к гашению дуги.
Таким образом, можем сформулировать определение электрической дуги. А именно электрическая дуга — это вид искрового разряда, сопровождающегося большой плотностью тока, длительностью горения, малым падением напряжения на промежутке ствола, характеризующегося повышенным давлением газа, в котором поддерживается высокая температура.
Электрическая дуга отличается от обычного разряда большей длительностью горения.
Строение
Электрическая дуга состоит из трёх основных зон:
- катодной;
- анодной;
- плазменного столба.
В сварочных дугах размеры катодной и анодной зоны незначительные, по сравнению с длиной столба. Толщина этих зон составляет тысячные доли миллиметра. В зоне катодного падения напряжения (на конце отрицательного электрода) наблюдается наличие катодных пятен, которые образуются в результате сильного нагревания.
На рисунке 4 изображена схема строения дуги, создаваемой сварочным аппаратом.
Рис. 4. Строение сварочной дугиОбратите внимание: с целью достижения наглядности, на картинке сильно преувеличены электродные зоны. В действительности их толщина измеряется в микронах.
Свойства
Высокая плотность тока в стволе электрической дуги определяет её главные свойства:
- Чрезвычайно
высокую температуру плазменного ствола и околоэлектродных зон.
- Длительное горение, при поддержании условий образования ионов.
Эти свойства необходимо учитывать при борьбе с возникновением электрической дуги, так и при её применении в некоторых сферах.
Полезное применение
Как это ни странно, но физики нашли применение этому электрическому явлению ещё на этапе развития науки об электричестве. Пример тому – лампочка Яблочкова. Она состояла из двух угольных электродов, между которыми зажигалась электрическая дуга.
У этой лампы были два недостатка. Электроды быстро изнашивались (выгорали), а спектр света смещался в ультрафиолетовую зону, что негативно влияло на зрение. По этим причинам дуговые лампы не нашли широкого применения и их быстро вытеснили лампы накаливания, существующие до сегодняшнего дня.
Исключение составляют дугоразрядные лампы, а также мощные прожектора, используемые преимущественно в военных целях.
Дуговой разряд стал массово применяться на практике с момента изобретения сварочного аппарата.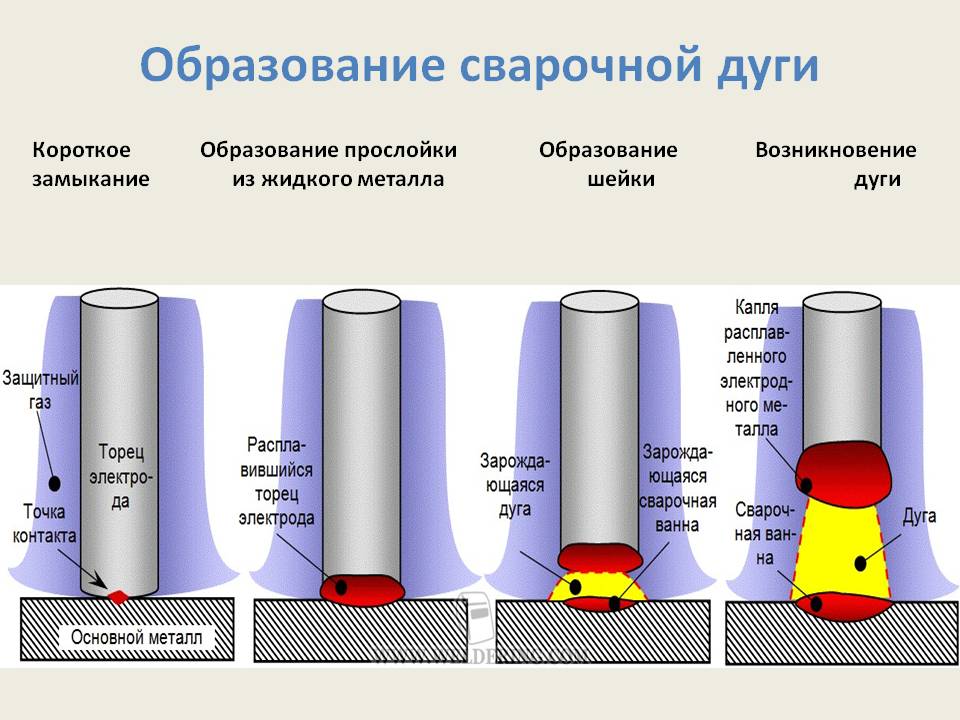 Дуговую сварку применяют для сварки металлов. (см. рис. 5)
Дуговую сварку применяют для сварки металлов. (см. рис. 5)
Используя проводимость плазмы, включая в сварочную цепь специальные сварочные электроды, достигают высокой температуры в сосредоточенном пятне. Регулируя сварочный ток, сварщик имеет возможность настроить аппарат на нужную температуру дугового разряда. Для защиты ствола от тепловых потерь, металлические электроды покрыты специальной смесью, обеспечивающей стабильность горения.
Электрическую дугу применяют в доменных печах для плавки металлов. Дуговая плавка удобна тем, что можно регулировать её температуру путём изменения параметров тока.
Наряду с полезным применением, в электротехнике часто приходится бороться с дуговыми разрядами. Не контролированный дуговой разряд может нанести существенный вред на линиях электропередач, в промышленных и бытовых сетях.
Рис. 6. Дуговой разряд на ЛЭППричины возникновения
Исходя из определения, можем назвать условия возникновения электрической дуги:
- наличие разнополярных электродов с большими токами;
- создание искрового разряда;
- поддержание напряжения на электродах;
- обеспечение условий для сохранения температуры ствола.

Искровой разряд возникает в двух случаях: при кратковременном соприкосновении электродов или при приближении к параметрам пробоя. Мощный электрический пробой всегда зажигает ствол.
При сохранении оптимальной длины дуги температура плазмы поддерживается самостоятельно. Однако, с увеличением промежутка между электродами, происходит интенсивный теплообмен ствола с окружающим воздухом. В конце концов, в стволе, вследствие падения температуры, образование ионов лавинообразно прекратится, в результате чего произойдёт гашение пламени.
Пробои часто случаются на высоковольтных ЛЭП. Они могут привести к разрушению изоляторов и к другим негативным последствиям. Длинная электрическая дуга довольно быстро гаснет, но даже за короткое время горения её разрушительная сила огромна.
Дуга имеет склонность к образованию при размыкании контактов. При этом контакты выключателя быстро выгорают, электрическая цепь остаётся замкнутой до момента исчезновения ствола. Это опасно не только для сетей, но и для человека.
Это опасно не только для сетей, но и для человека.
Способы гашения
Следует отметить, что гашение дуги происходит и по разным причинам. Например, в результате остывания столба, падения напряжения или когда воздух между электродами вытесняется сторонними испарениями, препятствующими ионизации.
С целью недопущения образования дуг на высоковольтных проводах ЛЭП, их разносят на большое расстояние, что исключает вероятность пробоя. Если же пробой между проводами всё-таки случится, то длинный ствол быстро охладится и произойдёт гашение.
Для охлаждения ствола его иногда разбивают на несколько составляющих. Данный принцип часто используют в конструкциях воздушных выключателей, рассчитанных на напряжения до 1кВ.
Некоторые модели выключателей состоят из множества дугогасительных камер, способствующих быстрому охлаждению.
Быстрой ионизации можно достигнуть путём испарения некоторых материалов, окружающих пространство подвижных ножей. Испарение под высоким давлением сдувает плазму ствола, что приводит к гашению.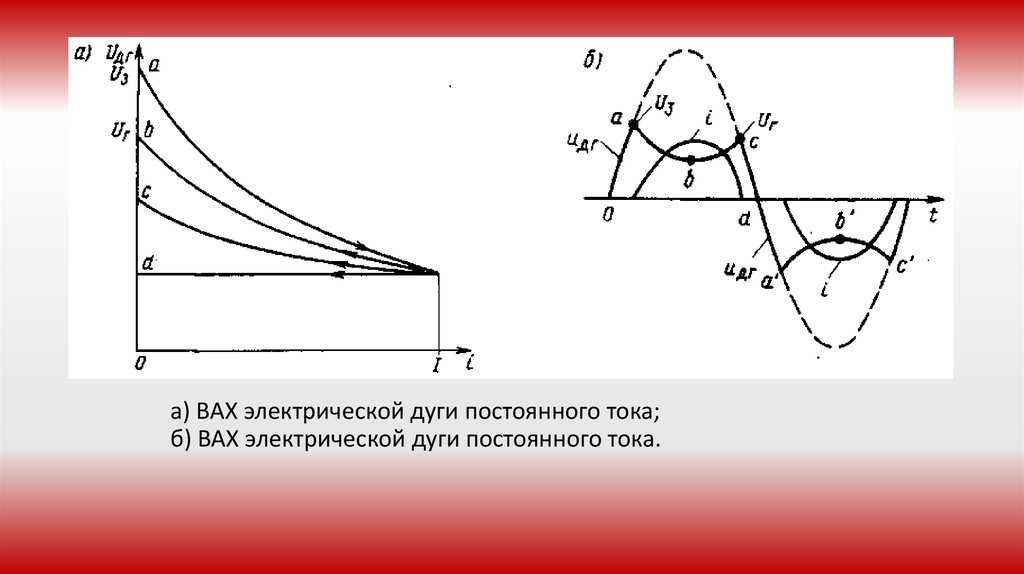
Существуют и другие способы: помещение контактов в масло, автодутьё, применение электромагнитного гашения и др.
Воздействие на человека и электрооборудование
Электрическая дуга представляет опасность для человека своим термическим воздействием, а также ультрафиолетовым действием излучающего света. Огромную опасность таит в себе высокое напряжение переменных токов. Если незащищённый человек окажется на критически близком расстоянии от токоведущих частей приборов, может произойти пробой электричества с образованием дуги. Тогда на тело, кроме воздействия тока, окажет действие термической составляющей.
Распространение дугового разряда по конструктивным частям оборудования грозит выжиганием электронных элементов, плат и соединений.
Видео по теме
https://www.youtube.com/watch?v=wuIIgOvi-EI
|
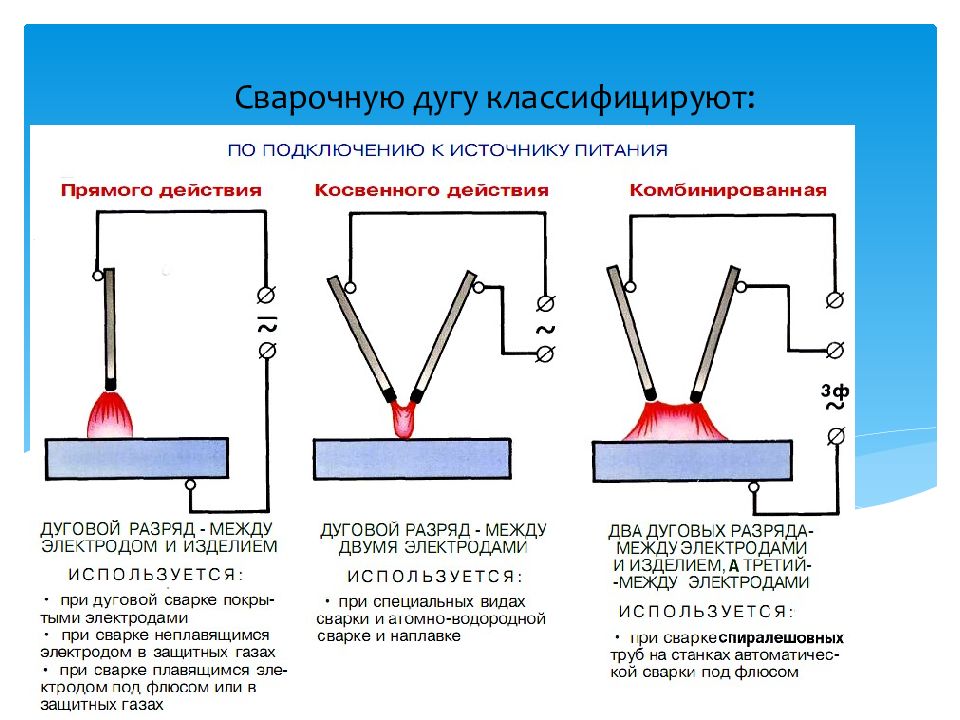
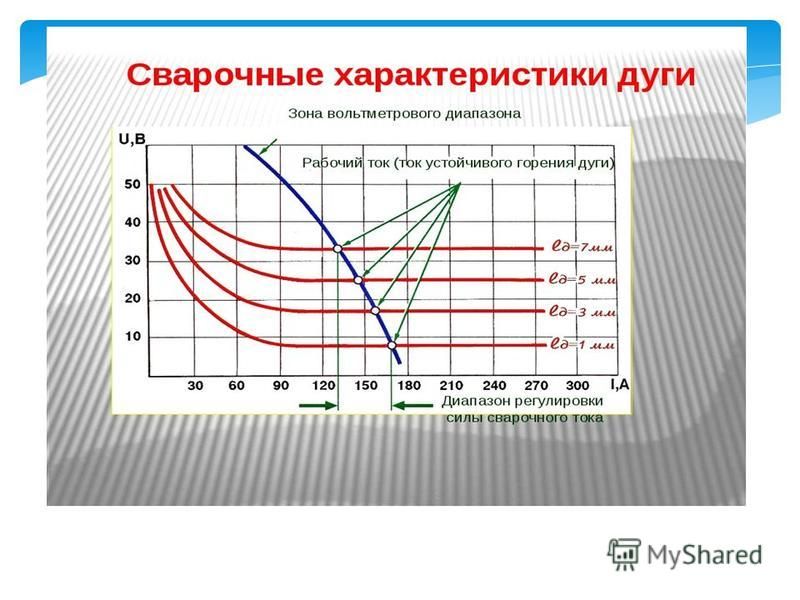
Электрическая дуга и ее свойства Категория: Сборка металлоконструкций Электрическая дуга и ее свойства Электрическая дуга представляет собой длительный электрический разряд, происходящий в газовом промежутке между двумя проводниками — электродом и свариваемым металлом при значительной силе тока. Рис. 1. Электрическая дуга между металлическим электродом и свариваемым металлом: а — схема дуги, б — график напряжений дуги длиной 4 мм; 1 — электрод, 2 — ореол пламени, 3 — столб дуги, 4 — свариваемый металл, 5 — анодное пятно, 6 — расплавленная ванна, 7 — кратер, 8 — катодное пятно; h — глубина проплавления в дуге, А — момент зажигания дуги, Б — момент устойчивого горения Дуга состоит из столба, основание которого находится в углублении (кратере), образующемся на поверхности расплавленной ванны. Дуга окружена ореолом пламени, образуемым парами и газами, поступающими из столба дуги. Столб имеет форму конуса и является основной частью дуги, так как в нем сосредоточивается основное количество энергии, соответствующее наибольшей плотности проходящего через дугу электрического тока. Для сварки применяют постоянный и переменный ток. При использовании постоянного тока минус источника тока подключают к электроду (прямая полярность) или к свариваемому изделию “”{обратная полярность). Обратную полярность применяют в тех случаях, когда нужно уменьшить выделение теплоты на свариваемом изделии: при сварке тонкого или легкоплавкого металла, чувствительных к перегреву легированных, нержавеющих и высокоуглеродистых сталей, а также при пользовании некоторыми видами электродов. Выделяя большое количество теплоты и имея высокую темпе-оатуру. электрическая дуга вместе с тем дает очень сосредоточенный нагрев металла. Действием дуги металл расплавляется на некоторую глубину h называемую глубиной проплавления или проваром. Возбуждение дуги происходит при приближении электрода к свариваемому металлу и замыкании им сварочной цепи накоротко. Благодаря высокому сопротивлению в точке соприкосновения электрода с металлом конец электрода быстро нагревается и начинает излучать поток электронов. Когда конец электрода быстро отводят от металла на расстояние 2…4 мм, возникает электрическая дуга. Напряжение в дуге, т. е. напряжение между электродом и основным металлом, зависит в основном от ее длины. При одном и том же токе напряжение в короткой дуге ниже, чем в длинной. Это обусловлено тем, что при длинной дуге сопротивление ее газового промежутка больше. Возрастание же сопротивления в электрической цепи при постоянной силе тока требует увеличения напряжения в цепи. Чем выше сопротивление, тем выше должно быть и напряжение для того, чтобы обеспечить прохождение в цепи того же тока.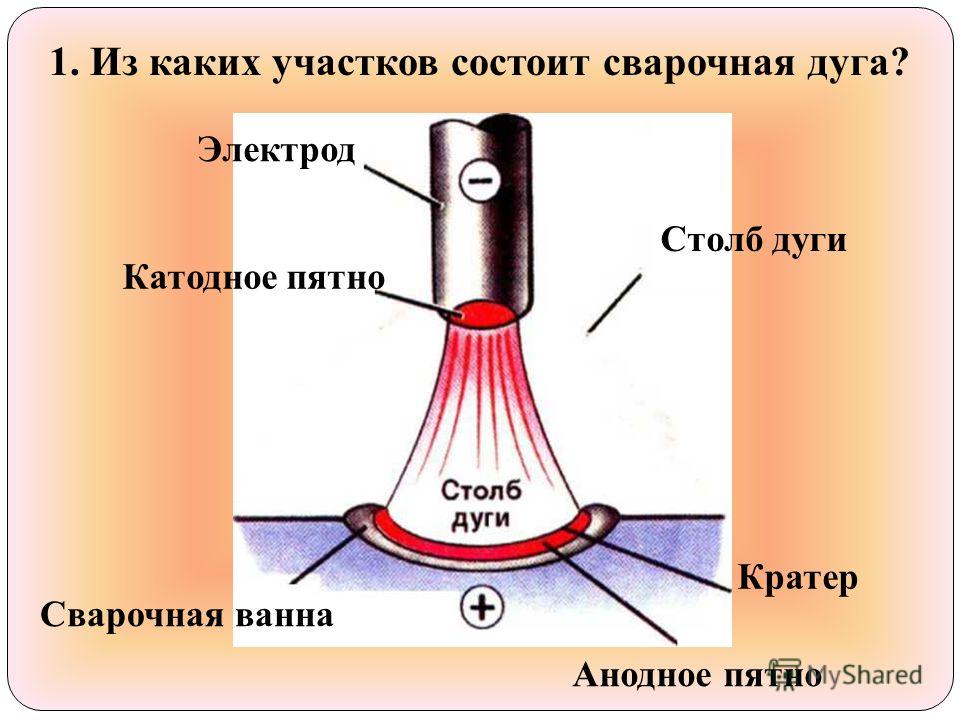 Дуга между металлическим электродом и металлом горит при напряжении 18… 28 В. Для возбуждения дуги требуется более высокое напряжение, чем то, которое необходимо для поддержания ее нормального горения. Это объясняется тем, что в начальный момент воздушный промежуток еще недостаточно нагрет и необходимо придать электронам большую скорость для расцепления молекул и атомов воздуха. Этого можно достичь только при более высоком напряжении в момент зажигания дуги. График изменения тока I в дуге при ее зажигании и устойчивом горении (рис. 1, б) называется статической характеристикой дуги и соответствует установившемуся горению дуги. Точка А характеризует момент зажигания дуги. Напряжение дуги V быстро падает по кривой АБ до нормальной величины, соответствующей в точке Б устойчивому горению дуги. Дальнейшее увеличение тока (вправо от точки Б) увеличивает нагрев электрода и скорость его плавления, но не оказывает влияния на устойчивость горения дуги. Устойчивой называется дуга, горящая равномерно, без произвольных обрывов, требующих повторного зажигания. При переменном токе дуга горит менее устойчиво, чем при постоянном. Это объясняется тем, что в тот момент, когда ток п, дает до нуля, ионизация дугового промежутка уменьшается и дуга может гаснуть. Чтобы повысить устойчивость дуги переменного тока, приходится наносить на металлический электрод ио-крытия. Пары элементов, входящих в покрытие, повышают ионизацию дугового промежутка и тем способствуют устойчивому горению дуги при переменном токе. Длину дуги определяют расстоянием между торцом электрода и поверхностью расплавленного металла свариваемого изделия. Обычно нормальная длина дуги не должна превышать 3…4 мм для стального электрода. Такая дуга называется короткой. Короткая дуга горит устойчиво и при ней обеспечивается нормальное протекание процесса сварки. Перенос электродного металла на изделие при дуговой сварке плавящимся электродом является сложным процессом. После зажигания дуги (положение /) на поверхности торца электрода образуется слой расплавленного металла, который под действием сил тяжести и поверхностного натяжения собирается в каплю (положение //). Капли могут достигать больших размеров и перекрывать столб дуги (положение III), создавая на непродолжительное время короткое замыкание сварочной цепи, после чего образовавшийся мостик из жидкого металла разрывается, дуга возникает вновь, и процесс каплеобразования повторяется. Размеры и количество капель, проходящих через дугу в единицу времени, зависят от полярности и силы тока, химического состава и физического состояния металла электрода, состава покрытия и ряда других условий. Крупные капли, достигающие 3…4 мм, обычно образуются при сварке непокрытыми электро-дами, мелкие капли (до 0,1 мм)—при сварке покрытыми электл родами и большой силе тока. Мелкокапельный процесс обеспечивает стабильность горения дуги и благоприятствует условиям переноса в дуге расплавленного металла электрода. Рис. 2. Схема переноса металла с электрода на свариваемый металл Рис. 3. Отклонение электрической дуги магнитными полями (а—ж) Сила тяжести может способствовать или препятствовать переносу капель в дуге. При потолочной и частично при вертикальной сварке сила тяжести капли противодействует переносу ее на изделие. Но благодаря силе поверхностного натяжения жидкая ванна металла удерживается от вытекания при сварке в потолочном и вертикальном положениях. Прохождение электрического тока по элементам сварочной цепи, в том числе по свариваемому изделию, создает магнитное поле, напряженность которого зависит от силы сварочного тока. Газовый столб электрической дуги является гибким проводником электрического тока, поэтому он подвержен действию результирующего магнитного поля, которое образуется в сварочном контуре. В нормальных условиях газовый столб дуги, открыто горящей в атмосфере, расположен симметрично оси электрода. Под действием электромагнитных сил происходит отклонение дуги от оси электрода в поперечном или продольном направлении, что по внешним признакам подобно смещению факела открытого пламени при сильных воздушных потоках. Это явление называют магнитным дутьем. Присоединение сварочного провода в непосредственной близости к дуге резко снижает ее отклонение, так как собственное круговое магнитное поле тока оказывает равномерное воздействие на столб дуги. Подвод тока к изделию в отдалении от Дуги приведет к отклонению ее вследствие сгущения силовых линий кругового магнитного поля со стороны токопровода. Реклама:Читать далее:Процесс сварки металла
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |


 Поэтому металл во время сварки остается сравнительно мало нагретым уже на расстоянии нескольких сантиметров от сварочной дуги.
Поэтому металл во время сварки остается сравнительно мало нагретым уже на расстоянии нескольких сантиметров от сварочной дуги.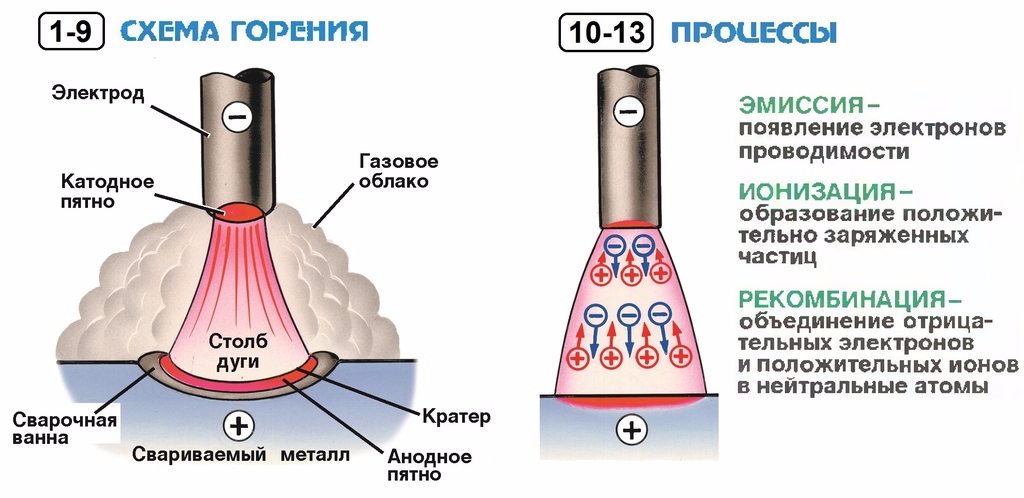 Если дуга горит неравномерно, часто обрывается и гаснет, то такая дуга называется неустойчивой. Устойчивость дуги зависит от многих причин, основными из которых являются род тока, состав покрытия электрода, вид электрода, полярность и длина дуги.
Если дуга горит неравномерно, часто обрывается и гаснет, то такая дуга называется неустойчивой. Устойчивость дуги зависит от многих причин, основными из которых являются род тока, состав покрытия электрода, вид электрода, полярность и длина дуги. Дуга длиной больше 6 мм называется длинной. При ней процесс плавления металла электрода идет неравномерно. Стекающие с конца электрода капли металла в этом случае в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность сварки, увеличивается разбрызгивание металла и количество мест непровара или неполного сплавления наплавленного металла с основным.
Дуга длиной больше 6 мм называется длинной. При ней процесс плавления металла электрода идет неравномерно. Стекающие с конца электрода капли металла в этом случае в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность сварки, увеличивается разбрызгивание металла и количество мест непровара или неполного сплавления наплавленного металла с основным.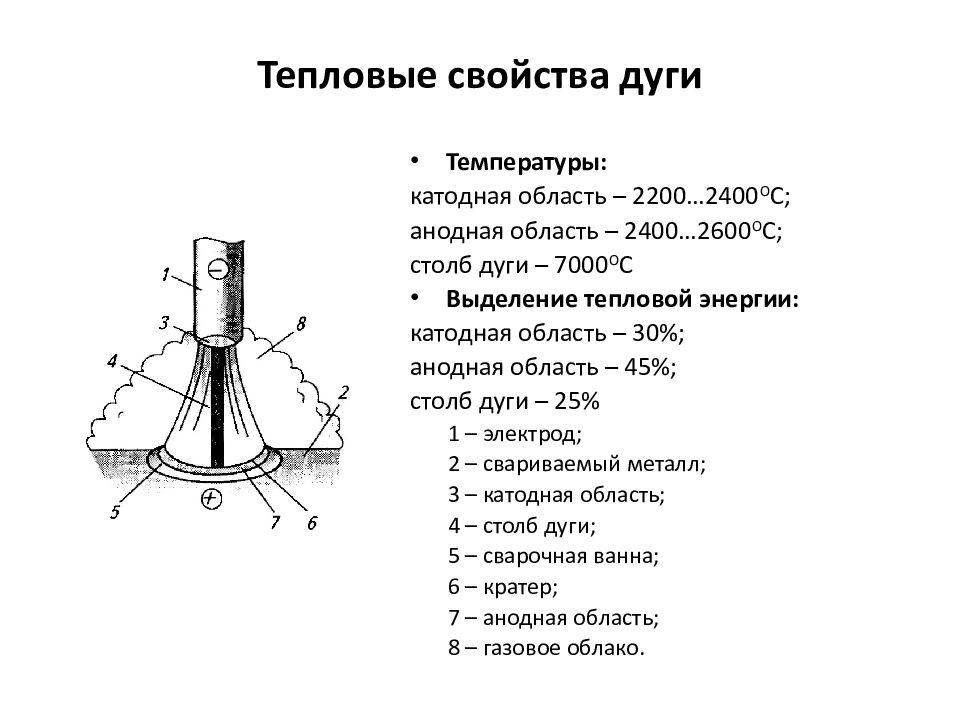


Свойства дуги | Статические и динамические характеристики
Способ, которым среда становится проводящей, уже изучен. График мгновенных значений напряжения e B между электродами горящей дуги в зависимости от соответствующих значений тока дает Свойства дуги. С увеличением тока дуги повышается температура и активизируется процесс ионизации: тем самым увеличивается проводимость среды и, соответственно, уменьшается напряжение дуги. Увеличение тока в более высоком диапазоне действительно увеличивает проводимость, но оказывает гораздо менее заметное влияние на напряжение. Начальный пробой промежутка между электродами требует высокого напряжения зажигания e Z при нулевом токе (рис. (13.3)). Также видно, что при изменении скорости изменения тока характеристики меняются. Если ток быстро меняется со временем, характеристики известны как динамические, а если скорость изменения тока мала, характеристики известны как стечение. Однако в течение большей части полупериода величина (di/dt)/i невелика, и график зависимости напряжения от тока дает статические характеристики. Вблизи текущего нуля, когда (di/dt)/i становится большим, это уже не будет правдой.
Увеличение тока в более высоком диапазоне действительно увеличивает проводимость, но оказывает гораздо менее заметное влияние на напряжение. Начальный пробой промежутка между электродами требует высокого напряжения зажигания e Z при нулевом токе (рис. (13.3)). Также видно, что при изменении скорости изменения тока характеристики меняются. Если ток быстро меняется со временем, характеристики известны как динамические, а если скорость изменения тока мала, характеристики известны как стечение. Однако в течение большей части полупериода величина (di/dt)/i невелика, и график зависимости напряжения от тока дает статические характеристики. Вблизи текущего нуля, когда (di/dt)/i становится большим, это уже не будет правдой.
При резком изменении тока через дугу обнаруживается, что напряжение на ней не принимает значения, соответствующего новому значению тока на статической характеристике. Таким образом, если ток внезапно увеличивается, мгновенное напряжение на нем оказывается выше, чем заданное статическими характеристиками. Причина в том, что при любом данном токе дуга и ее окружение имеют теплосодержание, представленное нагретым, диссоциированным, ионизированным газом, который составляет свойства дуги.
Причина в том, что при любом данном токе дуга и ее окружение имеют теплосодержание, представленное нагретым, диссоциированным, ионизированным газом, который составляет свойства дуги.
Общее теплосодержание в стационарном состоянии, а также потери тепла, очевидно, зависят от тока, но для изменения этого теплосодержания требуется время, и поэтому все отклоняется от статической характеристики до тех пор, пока не будет установлено новое теплосодержание. Иногда это выражают, говоря, что в изменяющейся дуге имеется тепловой гистерезис .
Когда ток падает с достаточно высокого значения, происходит переход. полностью зависит от температуры. Это означает, что переход с падением температуры может иметь место при различных мгновенных значениях тока в зависимости от скорости падения тока, т. е. необходимо учитывать эффект теплового гистерезиса. Таким образом, при быстро спадающем токе значение, при котором происходит переход, может быть значительно меньше, чем при медленно спадающем токе. Это одна из причин, по которой такие переходы обычно не наблюдаются при сильном токе переменного тока. Автоматические выключатели. Также в прерывателях с воздушным дутьем температура ядра дуги имеет тенденцию поддерживаться на высоком уровне вплоть до текущего нулевого момента; и возможность перехода становится отдаленной. Только в некоторых масляных выключателях эффективное охлаждение дуги из-за высокой теплопроводности образующегося газа позволяет относительно быстро падать температуре дуги при уменьшении тока, и переход к высокому напряжению происходит до нуля тока. Распределение напряжения вдоль дуги не является линейным. Известно, что очень близко к катоду находится положительный объемный заряд, а вблизи анода — отрицательный объемный заряд. Оба создают высокие градиенты напряжения по сравнению с основным потоком дуги, соответствующие резкие падения напряжения составляют e K и e a соответственно (рис. (13.4)). Падение напряжения вдоль основного потока дуги e 1 пропорционально его длине l и зависит от свойств газа и условий его существования.
Это одна из причин, по которой такие переходы обычно не наблюдаются при сильном токе переменного тока. Автоматические выключатели. Также в прерывателях с воздушным дутьем температура ядра дуги имеет тенденцию поддерживаться на высоком уровне вплоть до текущего нулевого момента; и возможность перехода становится отдаленной. Только в некоторых масляных выключателях эффективное охлаждение дуги из-за высокой теплопроводности образующегося газа позволяет относительно быстро падать температуре дуги при уменьшении тока, и переход к высокому напряжению происходит до нуля тока. Распределение напряжения вдоль дуги не является линейным. Известно, что очень близко к катоду находится положительный объемный заряд, а вблизи анода — отрицательный объемный заряд. Оба создают высокие градиенты напряжения по сравнению с основным потоком дуги, соответствующие резкие падения напряжения составляют e K и e a соответственно (рис. (13.4)). Падение напряжения вдоль основного потока дуги e 1 пропорционально его длине l и зависит от свойств газа и условий его существования. Газы с более высокими градиентами напряжения вдоль основного потока дуги обладают лучшими свойствами гашения дуги.
Газы с более высокими градиентами напряжения вдоль основного потока дуги обладают лучшими свойствами гашения дуги.
Температура металлических пятен дуги составляет от 2000 до 3000°C, тогда как у угольных электродов температура повышается до 3000-4000°C.
Измеренная температура газа в зоне составляет от 5000 до 8000°C, более низкие значения относятся к меньшим токам, а более высокие значения — к большим токам. Истинные дуги с раскаленным добела катодом, как правило, развиваются при токах выше 0,5 А. Ниже этого предела приложение высокого напряжения образует ток накала, для которого не нужен горячий катод.
Для умеренных значений тока и напряжения Свойства дуги могут быть выражены уравнением Айртона:
Таким образом, с ростом тока напряжение уменьшается по гиперболе. Константы a и b меняются линейно с длиной l дуги
Средние значения α, γ, β и δ для дуг в воздухе между медными электродами
ток периодически меняется, дважды за цикл проходя через ноль. В соответствии с изменением тока разряд чередуется. Если напряжение и ток измеряются при переменном токе дуги обнаруживаются искаженные формы кривых в зависимости от типа дугового газа, материала электродов и частоты тока.
В соответствии с изменением тока разряд чередуется. Если напряжение и ток измеряются при переменном токе дуги обнаруживаются искаженные формы кривых в зависимости от типа дугового газа, материала электродов и частоты тока.
На рис. (13.5а) показаны такие кривые для угольной дуги и на рис. (13.5б) для медной дуги, обе горят на воздухе с нормальной частотой. Из таких изменений во времени можно напрямую вывести вольт-амперные характеристики, как показано на рис. (13.6а) для углеродных электродов и на рис. (13.6б) для медных электродов.
Эти характеристики больше не являются уникальными, а состоят из двух разных ветвей, одна для увеличения, а другая для уменьшения тока. Это различие, как указывалось ранее, связано с теплоемкостью электродов и дугового газа, которые не могут следовать мгновенному состоянию с быстрым изменением состояния. Из-за большой теплопроводности металлических электродов две ветви характеристики рис. (13.6б) не так сильно различаются, как на рис. (13.6а) для угольных электродов.
(13.6а) для угольных электродов.
В точках a и d возникают дуговые разряды, в точках c и f дуга гаснет. В промежутках между точками «а-а», «в-г», «е-е» происходит неустойчивый разряд. Разрыв цепи под нагрузкой всегда сопровождается дуговым разрядом между контактами размыкающего аппарата. При этом в дуговом пространстве выделяется большое количество энергии (преимущественно в виде тепла). Эту энергию можно рассчитать по следующему выражению:
, где
I = мгновенное значение тока
E B = падение напряжения на дуге
T ARC = время, в течение которого дуга
9002 This Enertion Case Case Case Case Case Case Case Case Arner Case Case Case Case Arge Case Case Case Case Case Arner Case Case Case Case Arge Case Case Case Case Arce Case Case Case Arce Case Case Case Case Arce Case Arc к контактам выключателя, испарению масла, повышению давления внутри бака и т. д. Очевидно, что за счет уменьшения времени дуги можно избежать возможного повреждения выключателя. В переменном токе автоматических выключателей, поэтому деионизация пути свойств дуги легко достигается при текущем нулевом положении.
д. Очевидно, что за счет уменьшения времени дуги можно избежать возможного повреждения выключателя. В переменном токе автоматических выключателей, поэтому деионизация пути свойств дуги легко достигается при текущем нулевом положении.Видно, что переменный ток Дуга полезна в том смысле, что если цепь внезапно разорвется, возникнут опасные перенапряжения между контактами из-за индуктивности цепи. Разрыв цепи происходит только в тот момент, когда ток достигает нормального нуля при исчезновении дуги. Другими словами, а.с. дуга синхронизирует момент размыкания цепи с нулем нормального тока независимо от момента размыкания контактов.
Значение сопротивления дуги при выборе материала
Электрическая дуга возникает как чисто электрический разряд с высокой плотностью тока. При повседневном использовании силового оборудования, такого как автоматические выключатели или выключатели нагрузки, электрическая дуга возникает в результате электрических неисправностей или коротких замыканий. Из-за повышенной плотности тока происходит повышение температуры, что приводит к дополнительному выделению тепла. Это тепло вызывает ионизацию среды между контактами (в случае воздушной среды) или испарение и ионизацию (в масляной среде). Этот ионизированный воздух или пар действуют как проводник, и между контактами зажигается дуга.
Из-за повышенной плотности тока происходит повышение температуры, что приводит к дополнительному выделению тепла. Это тепло вызывает ионизацию среды между контактами (в случае воздушной среды) или испарение и ионизацию (в масляной среде). Этот ионизированный воздух или пар действуют как проводник, и между контактами зажигается дуга.
Возникновение дуги неизбежно при соединении двух проводящих элементов и иногда приводит к повреждению или выходу из строя компонентов электрической системы и физическим опасностям. В результате в систему изоляции должны быть включены соответствующие изоляционные или диэлектрические материалы для управления и обращения с высоковольтным оборудованием.
Дугостойкость определяется как изоляционный материал, выдерживающий электрическую дугу высокого напряжения и препятствующий образованию токопроводящей дорожки вдоль его поверхности. Этот токопроводящий путь возникает в результате термического и химического разложения и эрозии материала. Поэтому пластиковые материалы с превосходными характеристиками дугостойкости выбираются для применения в устройствах, подверженных возникновению электрической дуги. Трекинг, который обычно ассоциируется с дуговым разрядом, происходит, когда источник тока высокого напряжения приводит к утечке или пути повреждения по поверхности изоляционного материала, медленно образуя обугленный путь, который выглядит как тонкая линия между двумя электродами. Отслеживание ускоряется поверхностными загрязнениями, такими как грязь, масло или влага. Поскольку сопротивление дуги варьируется от материала к материалу, сравнение свойств материалов дает количественную оценку этого свойства в единицах времени. Он выражается как количество секунд, в течение которых материал сопротивляется образованию электропроводящей дорожки вдоль его поверхности при воздействии дуги высокого напряжения и слабого тока вблизи его поверхности. Таким образом, это естественный источник различий между различными пластиковыми материалами в отношении дугостойкости.
Трекинг, который обычно ассоциируется с дуговым разрядом, происходит, когда источник тока высокого напряжения приводит к утечке или пути повреждения по поверхности изоляционного материала, медленно образуя обугленный путь, который выглядит как тонкая линия между двумя электродами. Отслеживание ускоряется поверхностными загрязнениями, такими как грязь, масло или влага. Поскольку сопротивление дуги варьируется от материала к материалу, сравнение свойств материалов дает количественную оценку этого свойства в единицах времени. Он выражается как количество секунд, в течение которых материал сопротивляется образованию электропроводящей дорожки вдоль его поверхности при воздействии дуги высокого напряжения и слабого тока вблизи его поверхности. Таким образом, это естественный источник различий между различными пластиковыми материалами в отношении дугостойкости.
Разрушение пластиковых материалов из-за электрической дуги
Разрушение пластиковых материалов из-за дугового разряда происходит по следующим причинам:
- Многие неорганические диэлектрические материалы раскаляются под воздействием электрической дуги высокого напряжения.
 Впоследствии они становятся способными проводить электрический ток. При охлаждении они восстанавливают свои теплоизоляционные свойства.
Впоследствии они становятся способными проводить электрический ток. При охлаждении они восстанавливают свои теплоизоляционные свойства. - Немногие органические соединения воспламеняются без образования видимой проводящей дорожки в материале.
- Другие материалы терпят неудачу в результате отслеживания.
- Окончательная форма отказа возникает из-за карбонизации поверхности, когда углерода становится достаточно для проведения электрического тока по материалу.
Факторы, влияющие на сопротивление дуги
Степень ионизации: Сопротивление дуге увеличивается с уменьшением количества ионизированных частиц между контактами.
Длина дуги: Сопротивление дуги увеличивается с размером дуги. т. е. расстояние между контактами.
Поперечное сечение дуги: Сопротивление дуги увеличивается с уменьшением площади поперечного сечения дуги.
Выбор электроизоляционного материала на основе сопротивления дуге
Электроизоляционные материалы обычно выбираются на основе их сопротивления дуговому разряду или трекингу. Пластмассовые материалы, такие как фенольные смолы, склонны к легкому науглероживанию и имеют относительно низкую дугостойкость. Однако пластмассы, такие как алкиды, меламины и фторуглероды, обладают превосходными свойствами дугостойкости. Отказы из-за искрения не всегда происходят из-за нагара или трекинга. Многие пластмассы, такие как акрил, образуют горючие газы, которые вместо карбонизации приводят к выходу из строя производственной линии.
Пластмассовые материалы, такие как фенольные смолы, склонны к легкому науглероживанию и имеют относительно низкую дугостойкость. Однако пластмассы, такие как алкиды, меламины и фторуглероды, обладают превосходными свойствами дугостойкости. Отказы из-за искрения не всегда происходят из-за нагара или трекинга. Многие пластмассы, такие как акрил, образуют горючие газы, которые вместо карбонизации приводят к выходу из строя производственной линии.
Дугостойкость пластмасс можно улучшить, добавив такие наполнители, как стекло, минералы, дерево, мука, асбест и другие неорганические наполнители. В таблице ниже показана дуговая стойкость некоторых распространенных пластиковых материалов.
Керамика может использоваться в тяжелых условиях со значительным риском электрического повреждения из-за искрения. Вообще говоря, керамика имеет лучшую дугостойкость по сравнению с органическими материалами, такими как пластмассы.
Испытание на сопротивление дуге
Для проверки различных материалов на их дугостойкость доступен стандартный метод с использованием высоковольтной слаботочной установки в сухих условиях в соответствии со стандартом ASTM D495. Как правило, этот метод не используется для определения рейтинга относительной дугостойкости материалов, подвергающихся воздействию других дуг, таких как дуги низкого напряжения при низком или высоком токе. Из-за удобства и короткого времени испытания испытание на стойкость к сухой дуге предназначено по трем причинам:
Как правило, этот метод не используется для определения рейтинга относительной дугостойкости материалов, подвергающихся воздействию других дуг, таких как дуги низкого напряжения при низком или высоком токе. Из-за удобства и короткого времени испытания испытание на стойкость к сухой дуге предназначено по трем причинам:
- Предварительный отбор материалов
- Обнаружение влияния изменений в рецептуре
- Контроль качества*
* После того, как была установлена корреляция с другими типами смоделированных испытаний дуги обслуживания и опыта.
Испытание обычно проводится в чистых, сухих лабораторных условиях, что редко встречается в эксплуатации. Следовательно, прогнозирование относительной производительности в типичных приложениях и в различных средах от чистых до грязных может быть существенно изменено. Существуют также стандарты для проверки сопротивления дуги во влажных и сухих условиях, если это необходимо.
Выводы
Электрическая дуга представляет собой серьезную проблему и может негативно повлиять на передачу электроэнергии, системы распределения и различное электронное оборудование.