
ГОСТ 11530-93 Болты для рельсовых стыков железнодорожного пути. Технические условия, ГОСТ от 02 июня 1994 года №11530-93
ГОСТ 11530-93
Группа Д55
МКС 45.080
ОКП 12 9600
Дата введения 1995-01-01
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Беларусь | Белстандарт |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 2 июня 1994 г. N 160 межгосударственный стандарт ГОСТ 11530-93 введен в действие в качестве государственного стандарта Российской Федерации с 1 января 1995 г.
4 ВЗАМЕН ГОСТ 11530-76
5 ПЕРЕИЗДАНИЕ. Июль 2006 г.
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Настоящий стандарт распространяется на болты с круглой головкой и овальным подголовком, класса точности С, применяемые для скрепления двухголовыми накладками стыков железнодорожных рельсов типов Р38, Р43, Р50, Р65 и Р75, а также на болты с уменьшенной высотой овального подголовка для изолирующих стыков указанных типов рельсов.
Требования настоящего стандарта являются обязательными.
При поставке болтов на экспорт, как отдельных изделий, следует учитывать требования настоящего стандарта и ГОСТ 16018.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
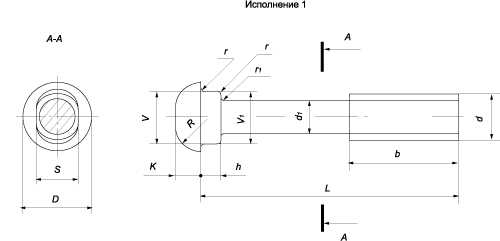
1.1 Конструкция и размеры болтов должны соответствовать указанным на рисунке и в таблице 1.
Черт. Исполнение 1
Исполнение 1
Черт. Исполнение 2
Исполнение 2
; , — средний диаметр резьбы
Таблица 1
мм | |||||
М22 | М24 | М27 | |||
(пред. откл. ±1,25) | 37 | 40 | 46 | ||
(пред. откл. ±0,9) | 13 | 14 | 17 | ||
Допуск симметричности головки относительно оси стержня в диаметральном выражении, не более | 2,0 | ||||
Пред. откл. -1,0 | 31 | 33 | 38 | ||
30 | 32 | 37 | |||
(пред. откл. -2,1) | 22 | 24 | 27 | ||
Пред. откл. -1,8 | 12 | ||||
6 | |||||
От 1 до 2 | |||||
, не менее | 3 | ||||
(пред. откл. +6) | 56 | 66 | |||
Шаг резьбы, | 2,5 | 3,0 | |||
исполнения (пред. откл. +6) | 1 | 135 | 150 | 130; 160 | |
2 | 140 | 140; 160 | 150; 180 | ||
Примеры условного обозначения
Болт класса точности С, исполнения 1, диаметром резьбы 24 мм, с крупным шагом резьбы, с полем допуска 8g, длиной 150 мм, класса прочности 8.8, из стали марки 35:
Болт M24-8gх150.88.35 ГОСТ 11530-93
То же, исполнения 2, длиной 160 мм, класса прочности 10.9 из стали марки 40Х:
Болт 2M24-8gх160.109.40X ГОСТ 11530-93
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1 Болты для рельсовых стыков должны быть изготовлены в соответствии с требованиями настоящего стандарта и ГОСТ 1759.0.
2.2 Болты должны изготовляться класса прочности 8.8 по ГОСТ 1759.4* из стали марки 35 и класса прочности 10.9 по ГОСТ 1759.4* из стали марки 40Х или других марок, обеспечивающих получение болтов классов прочности 8.8 и 10.9.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р 52627-2006, здесь и далее по тексту. — Примечание изготовителя базы данных.
2.3 Резьба — по ГОСТ 24705.
2.4 Поле допуска 8g — по ГОСТ 16093, допускается поле допуска 8h.
2.5 Допускается скругление кромок головки радиусом до 1,5 мм, не выводящее диаметр головки за предельные отклонения, заусенец или облой размером до 1,5 мм, расположенный по периметру головки болта перпендикулярно его оси.
2.6 Допуск отклонений формы и расположения поверхностей — по ГОСТ 1759.1*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 4759-1-2009, здесь и далее по тексту. — Примечание изготовителя базы данных.
2.7 Допускаемые дефекты поверхности болтов — по ГОСТ 1759.2*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 6157-1-2009, здесь и далее по тексту. — Примечание изготовителя базы данных.
2.8 Масса болтов указана в приложении.
2.9 Болты должны быть укомплектованы гайками по ГОСТ 11532.
Болты М22 допускается укомплектовывать гайками по ГОСТ 16018.
Допускается упаковка в тару болтов совместно с гайками одного типоразмера.
2.10 На головке каждого болта должна быть нанесена маркировка, содержащая товарный знак или условное обозначение предприятия-изготовителя.
На болтах класса прочности 10.9 наносится дополнительно буква «П».
Размеры знаков маркировки устанавливает изготовитель.
2.11 Знаки маркировки должны быть отчетливо видны невооруженным глазом независимо от качества обработки поверхности.
2.12 Упаковка болтов и маркировка тары — по ГОСТ 18160.
3. ПРИЕМКА
3.1 Правила приемки — по ГОСТ 17769* для изделий класса точности С.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 3269-2009. — Примечание изготовителя базы данных.
3.2 Испытание механических свойств болтов должно проводиться по требованию потребителя по ГОСТ 1759.4.
3.3 Проверке на временное сопротивление разрыву методом разрушающего контроля должно подвергаться — 5 болтов, а методом неразрушающего — 8 болтов от предъявляемой партии.
4. МЕТОДЫ КОНТРОЛЯ
4.1 Контроль внешнего вида болтов должен производиться без применения увеличительных приборов.
4.2 Методы контроля размеров — по ГОСТ 1759.1.
4.3 Контроль дефектов поверхности — по ГОСТ 1759.2.
4.4 Контроль временного сопротивления разрыву — по ГОСТ 1497 и п.6.2 ГОСТ 1759.4.
4.5 Определение ударной вязкости — по ГОСТ 9454 и п.6.6 ГОСТ 1759.4.
4.6 Болт считается выдержавшим испытания на растяжение (), если разрушение происходит по стержню или резьбе, но не в месте соединения головки со стержнем при нагрузках, указанных в таблице 2.
Таблица 2
Диаметр резьбы болта | Минимальная разрушающая нагрузка для болтов классов прочности, Н (кгс) | |
8.8 | 10.9 | |
М22 | 252000 (25700) | 315000 (32100) |
М24 | 293000 (29900) | 367000 (37400) |
М27 | 381000 (38800) | 477000 (48600) |
5. ТРАНСПОРТИРОВАНИЕ
Транспортирование болтов совместно с гайками должно производиться любым видом транспорта, кроме железнодорожных платформ.
Допускается транспортирование болтов без упаковки в тару.
ПРИЛОЖЕНИЕ (справочное). Теоретическая масса 1000 болтов для рельсовых стыков, кг
ПРИЛОЖЕНИЕ
(справочное)
Таблица 3
Размеры болтов | Масса |
448 | |
М24х150 | 585 |
М27х130 | 696 |
M27х160 | 818 |
2М22х140 | 449 |
2М24х140 | 522 |
2М24х160 | 592 |
2M27х150 | 750 |
2М27х180 | 872 |
| Примечание — Масса болтов определена, исходя из номинальных размеров и плотности стали 7850 кг/м. | |
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2006
docs.cntd.ru
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
files.stroyinf.ru
Болты для рельсовых стыков железнодорожного пути. Технические условия
ГОСТ 11530-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ ДЛЯ
РЕЛЬСОВЫХ СТЫКОВ
ЖЕЛЕЗНОДОРОЖНОГО ПУТИ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ ПО СТАНДАРТИЗАЦИИ,
МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, Метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Беларусь | Белстандарт |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 02.06.94 № 160 межгосударственный стандарт ГОСТ 11530-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1995 г.
4 ВЗАМЕН ГОСТ 11530-76
5 ПЕРЕИЗДАНИЕ. Июль 2006 г.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ ДЛЯ РЕЛЬСОВЫХ СТЫКОВ Технические условия Rail joint bolts. | ГОСТ 11530-93 |
Дата введения 1995-01-01
Настоящий стандарт распространяется на болты с круглой головкой и овальным подголовком, класса точности С, применяемые для скрепления двухголовыми накладками стыков железнодорожных рельсов типов Р38, Р43, Р50, Р65 и Р75, а также на болты с уменьшенной высотой овального подголовка для изолирующих стыков указанных типов рельсов.
Требования настоящего стандарта являются обязательными.
При поставке болтов на экспорт, как отдельных изделий, следует учитывать требования настоящего стандарта и ГОСТ 16018.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Конструкция и размеры болтов должны соответствовать указанным на чертеже и в табл. 1.
Исполнение 1
Исполнение 2
R = K; d1 » dср, dср — средний диаметр резьбы
Таблица 1
мм
d | М22 | М24 | М27 | ||
D (пред. откл. ±1,25) | 37 | 40 | 46 | ||
К (пред. откл. ±0,9) | 13 | 14 | 17 | ||
Допуск симметричности головки относительно оси стержня в диаметральном выражении, не более | 2,0 | ||||
V | Пред. откл. -1,0 | 31 | 33 | 38 | |
V1 | 30 | 32 | 37 | ||
S (пред. откл. -2,1) | 22 | 24 | 27 | ||
h | Пред. откл. -1,8 | 12 | |||
h1 | 6 | ||||
r | От 1 до 2 | ||||
r1, не менее | 3 | ||||
b (пред. откл. +6) | 56 | 66 | |||
Шаг резьбы, Р | 2,5 | 3,0 | |||
L исполнения (пред. откл. +6) | 1 | 135 | 150 | 130; 160 | |
2 | 140 | 140; 160 | 150; 180 | ||
Примеры условного обозначения
Болт класса точности С, исполнения 1, диаметром резьбы d = 24 мм, с крупным шагом резьбы, с полем допуска 8g, длиной 150 мм, класса прочности 8.8, из стали марки 35:
Болт M24-8g´150.88.35 ГОСТ 11530-93
То же, исполнения 2, длиной 160 мм, класса прочности 10.9 из стали марки 40Х:
Болт 2M24-8g´160.109.40X ГОСТ 11530-93
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Болты для рельсовых стыков должны быть изготовлены в соответствии с требованиями настоящего стандарта и ГОСТ 1759.0.
2.2. Болты должны изготовляться класса прочности 8.8 по ГОСТ 1759.4 из стали марки 35 и класса прочности 10.9 по ГОСТ 1759.4 из стали марки 40Х или других марок, обеспечивающих получение болтов классов прочности 8.8 и 10.9.
2.3. Резьба — по ГОСТ 24705.
2.4. Поле допуска 8g — по ГОСТ 16093, допускается поле допуска 8h.
2.5. Допускается скругление кромок головки радиусом до 1,5 мм, не выводящее диаметр головки за предельные отклонения, заусенец или облой размером до 1,5 мм, расположенный по периметру головки болта перпендикулярно его оси.
2.6. Допуск отклонений формы и расположения поверхностей — по ГОСТ 1759.1.
2.7. Допускаемые дефекты поверхности болтов — по ГОСТ 1759.2.
2.8. Масса болтов указана в приложении.
2.9. Болты должны быть укомплектованы гайками по ГОСТ 11532.
Болты М22 допускается укомплектовывать гайками по ГОСТ 16018.
Допускается упаковка в тару болтов совместно с гайками одного типоразмера.
2.10. На головке каждого болта должна быть нанесена маркировка, содержащая товарный знак или условное обозначение предприятия-изготовителя.
На болтах класса прочности 10.9 наносится дополнительно буква «П».
Размеры знаков маркировки устанавливает изготовитель.
2.11. Знаки маркировки должны быть отчетливо видны невооруженным глазом независимо от качества обработки поверхности.
2.12. Упаковка болтов и маркировка тары — по ГОСТ 18160.
3. ПРИЕМКА
3.1. Правила приемки — по ГОСТ 17769 для изделий класса точности С.
3.2. Испытание механических свойств болтов должно проводиться по требованию потребителя по ГОСТ 1759.4.
3.3. Проверке на временное сопротивление разрыву методом разрушающего контроля должно подвергаться — 5 болтов, а методом неразрушающего — 8 болтов от предъявляемой партии.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль внешнего вида болтов должен производиться без применения увеличительных приборов.
4.2. Методы контроля размеров — по ГОСТ 1759.1.
4.3. Контроль дефектов поверхности — по ГОСТ 1759.2.
4.4. Контроль временного сопротивления разрыву — по ГОСТ 1497 и п. 6.2 ГОСТ 1759.4.
4.5. Определение ударной вязкости — по ГОСТ 9454 и п. 6.6 ГОСТ 1759.4.
4.6. Болт считается выдержавшим испытания на растяжение (sв), если разрушение происходит по стержню или резьбе, но не в месте соединения головки со стержнем при нагрузках, указанных в табл. 2.
Таблица 2
Диаметр резьбы болта | Минимальные разрушающие погрузки для болтов классов прочности. Н (кгс) | |
8.8 | 10.9 | |
М22 | 252000 (25700) | 315000 (32100) |
М24 | 293000 (29900) | 367000 (37400) |
М27 | 381000 (38800) | 477000 (48600) |
5. ТРАНСПОРТИРОВАНИЕ
Транспортирование болтов совместно с гайками должно производиться любым видом транспорта, кроме железнодорожных платформ.
Допускается транспортирование болтов без упаковки в тару.
ПРИЛОЖЕНИЕ
Справочное
Теоретическая масса 1000 болтов для рельсовых стыков, кг
Таблица 3
Размеры болтов | Масса |
M22´135 | 448 |
М24´150 | 585 |
М27´130 | 696 |
M27´160 | 818 |
2М22´140 | 449 |
2М24´140 | 522 |
2М24´160 | 592 |
2M27´150 | 750 |
2М27´180 | 872 |
Примечание. Масса болтов определена, исходя из номинальных размеров и плотности стали 7850 кг/м3.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
СОДЕРЖАНИЕ
1. Конструкция и размеры.. 1 2. Технические требования. 2 3. Приемка. 3 4. Методы контроля. 3 5. Транспортирование. 3 Приложение Теоретическая масса 1000 болтов для рельсовых стыков, кг. 3 |
standartgost.ru
ГОСТ 11530-2014 Болты для рельсовых стыков. Технические условия, ГОСТ от 17 февраля 2015 года №11530-2014
ГОСТ 11530-2014
МКС 45.080
Дата введения 2015-07-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным бюджетным образовательным учреждением высшего профессионального образования «Петербургский государственный университет путей сообщения Императора Александра I» (ФГБОУ ВПО «ПГУПС»)
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 524 «Железнодорожный транспорт»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 5 декабря 2014 г. N 46-2014)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба «Туркменстандартлары» |
Узбекистан | UZ | Узстандарт |
Украина | UA | Госпотребстандарт Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 17 февраля 2015 г. N 84-ст межгосударственный стандарт ГОСТ 11530-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2015 года.
5 ВЗАМЕН ГОСТ 11530-93
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на болты с круглой головкой и овальным подголовком (далее — болты), класса точности С по ГОСТ 1759.1*, применяемые для скрепления двухголовыми накладками стыков железнодорожных рельсов типов Р38, Р43, Р50, Р65 и Р75, а также на болты с уменьшенной высотой овального подголовка для изолирующих стыков указанных типов рельсов и устанавливает технические условия к ним.
________________
* В Российской Федерации действует ГОСТ Р ИСО 4759-1-2009 «Изделия крепежные. Допуски. Часть 1. Болты, винты, шпильки и гайки. Классы точности А, В и С».
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 1759.1-82 Болты, винты, шпильки, гайки и шурупы. Допуски. Методы контроля размеров и отклонений формы и расположения поверхностей
ГОСТ 1759.2-82 (СТ СЭВ 2179-80) Болты, винты и шпильки. Дефекты поверхности и методы контроля*
________________
* В Российской Федерации действует ГОСТ Р ИСО 6157-1-2009 «Изделия крепежные. Дефекты поверхности. Часть 1. Болты, винты и шпильки общего назначения».
ГОСТ 1759.4-87 (ИСО 898/1-78) Болты, винты и шпильки. Механические свойства и методы испытаний
ГОСТ 5378-88 (СТ СЭВ 850-87) Угломеры с нониусом. Технические условия
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16093-2004 (ИСО 965-1:1998, ИСО 965-3:1998) Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 17769-83 (ИСО 3269-99) Изделия крепежные. Правила приемки*
________________
* В Российской Федерации действует ГОСТ Р ИСО 3269-2009 «Изделия крепежные. Приемочный контроль».
ГОСТ 18160-72 Изделия крепежные. Упаковка. Маркировка. Транспортирование и хранение
ГОСТ 18321-73 (СТ СЭВ 1934-79) Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 24705-2004 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 24997-2004 (ИСО 1502:1996) Калибры для метрической резьбы. Допуски
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применен следующий термин с соответствующим определением:
владелец инфраструктуры железнодорожного транспорта: Юридическое лицо или индивидуальный предприниматель, имеющие инфраструктуру железнодорожного транспорта общего пользования на праве собственности или ином праве и оказывающие услуги по ее использованию на основании договора.
4 Конструкция и размеры
4.1 Конструкция и размеры болтов должны соответствовать указанным на рисунке 1.
Рисунок 1 — Конструкция и размеры болтов: а) исполнение 1; б) исполнение 2.
; , — средний диаметр резьбы
* Размеры, в том числе подлежащие контролю при подтверждении минимально необходимых требований безопасности.
Рисунок 1 — Конструкция и размеры болтов: а) исполнение 1; б) исполнение 2.
Таблица 1 — Размеры болтов
В миллиметрах
Размеры болтов | Диаметр резьбы | ||||
М22 | М24 | М27 | |||
(предельное отклонение от минус 1,25 до плюс 1,25) | 37 | 40 | 46 | ||
(предельное отклонение от минус 0,9 до плюс 0,9) | 13 | 14 | 17 | ||
Допуск симметричности головки относительно оси стержня в диаметральном выражении, не более | 2,0 | ||||
предельное отклонение до минус 1,0 | 31 | 33 | 38 | ||
30 | 32 | 37 | |||
(предельное отклонение до минус 2,1) | 22 | 24 | 27 | ||
предельное отклонение до минус 1,8 | 12 | ||||
6 | |||||
от 1 до 2 | |||||
, не менее | 3 | ||||
(предельное отклонение до 6) | 56 | 66 | |||
Шаг резьбы, | 2,5 | 3,0 | |||
(предельное отклонение до 6) | исполнение 1 | 135 | 150 | 130; 160 | |
исполнение 2 | 140 | 140; 160 | 150; 180 | ||
Примеры условного обозначения: Болт класса точности С, исполнения 1, диаметром резьбы d=24 мм, с крупным шагом резьбы, с полем допуска 8g, длиной 150 мм, класса прочности 8.8, из стали марки 35:
Болт M24-8g150.88.35
То же, исполнения 2, длиной 160 мм, класса прочности 10.9 из стали марки 40Х:
Болт 2М24-8g160.109.40Х
5 Технические требования
5.1 Основные характеристики, требования к материалам
5.1.1 Допускаемые дефекты поверхности болтов — по ГОСТ 1759.2*.
________________
* В Российской Федерации действует ГОСТ Р ИСО 6157-1-2009 «Изделия крепежные. Дефекты поверхности. Часть 1. Болты, винты и шпильки общего назначения».
5.1.2 Допускается скругление кромок головки радиусом до 1,5 мм, не выводящее диаметр головки за предельные отклонения, заусенец или облой размером до 1,5 мм, расположенный по периметру головки болта перпендикулярно его оси.
5.1.3 Болты изготовляют класса прочности 8.8 по ГОСТ 1759.4 из стали марки 35, класса прочности 10.9 — по ГОСТ 1759.4 из стали марки 40Х или других марок, обеспечивающих получение болтов классов прочности 8.8 и 10.9.
Минимальные разрушающие нагрузки на растяжение для болтов указаны в таблице 2.
Таблица 2 — Нагрузки
В Н (кгс)
Диаметр резьбы болта | Минимальные разрушающие нагрузки для болтов классов прочности, Н (кгс) | |
8,8 | 10,9 | |
М22 | 252000 (25700) | 315000 (32100) |
М24 | 293000 (29900) | 367000 (37400) |
М27 | 381000 (38800) | 477000 (48600) |
5.1.4 Резьба — по ГОСТ 24705. Поле допуска 8g согласно ГОСТ 16093. По согласованию с владельцем инфраструктуры железнодорожного транспорта допускается поле допуска 8h.
5.1.5 Допуск отклонений формы и расположения поверхностей — по ГОСТ 1759.1.
5.1.6 Теоретическая масса болтов приведена в приложении А.
5.2 Маркировка
5.2.1 На головку каждого болта методом клеймения должна быть нанесена маркировка, содержащая товарный знак или условное обозначение предприятия-изготовителя.
На болтах класса прочности 10.9 наносится дополнительно буква «П».
Высота знаков маркировки — не менее 8 мм, толщина — не менее 1 мм, вогнутость — не менее 0,5 мм.
5.2.2 Нанесенные знаки маркировки должны быть отчетливо различимы без применения увеличительных приборов независимо от качества обработки поверхности.
5.3 Упаковка
Упаковка болтов и маркировка тары — по ГОСТ 18160.
6 Правила приемки
6.1 Категории испытаний
6.1.1 Для контроля соответствия болтов требованиям настоящего стандарта проводят испытания:
— приемо-сдаточные;
— типовые.
6.1.2 Приемку болтов проводит служба технического контроля предприятия-изготовителя. Приемку проводят по результатам приемо-сдаточных испытаний.
Приемо-сдаточные испытания проводят по ГОСТ 15.309. Болты, принятые службой технического контроля предприятия-изготовителя, предъявляют для приемочного контроля представителю заказчика по требованию.
Результаты приемки болтов хранят на предприятии-изготовителе не менее трех лет с момента их изготовления.
6.2 Приемо-сдаточные испытания
6.2.1 Приемо-сдаточные испытания болтов проводят партиями. Партия должна состоять из болтов, изготовленных по одному технологическому процессу, одного исполнения, из металла одной плавки и предъявляемых к приемке по одному документу.
По согласованию между владельцем инфраструктуры железнодорожного транспорта и изготовителем допускается комплектование партии из болтов одного типоразмера, изготовленных по одному технологическому процессу без учета принадлежности к одной плавке.
Правила приемки и размер партии по ГОСТ 17769* для изделий класса точности С. Проверке на временное сопротивление разрыву (5.1.3) методом разрушающего контроля подвергают 5 болтов, а методом неразрушающего — 8 болтов от предъявляемой партии.
________________
* В Российской Федерации действует ГОСТ Р ИСО 3269-2009 «Изделия крепежные. Приемочный контроль».
6.2.2 Отгружаемые партии болтов должны сопровождаться паспортом качества, в котором указаны:
— наименование или товарный знак предприятия-изготовителя и его адрес;
— размер болтов;
— марка стали, класс прочности;
— вид временной противокоррозийной защиты и срок защиты;
— номер партии;
— количество болтов в каждой партии и общее количество болтов в штуках;
— результаты приемки.
Допускается внесение в паспорт качества дополнительной информации, не противоречащей требованиям настоящего стандарта.
Паспорт качества должен быть подписан представителями службы технического контроля.
6.2.3 Показатели и порядок проведения приемо-сдаточных испытаний приведен в таблице 3.
Таблица 3 — Показатели и порядок проведения приемо-сдаточных испытаний
Контролируемый параметр | Пункт, подпункт стандарта, содержащий требования, которые проверяют при приемо-сдаточных испытаниях | Метод контроля |
1 Внешний вид | 5.1.2, 5.1.5 | 7.1 |
2 Размеры | 4.1, 5.1.4 | 7.1 |
3 Качество поверхности | 5.1.1 | 7.2 |
4 Механические свойства | 5.1.3 | 7.3, 7.4 |
5 Маркировка | 5.2.1, 5.2.2 | 7.5 |
6.3 Типовые испытания
6.3.1 Типовые испытания проводят в случае изменения технологического процесса изготовления болтов, а также в случае изменения применяемых материалов.
6.3.2 Порядок проведения типовых испытаний и оценка результатов по ГОСТ 15.309 (приложение А).
7 Методы контроля
7.1 Проверку размеров (см. 4.1), внешнего вида болтов (см. 5.1.2), формы и расположения поверхностей (см. 5.1.5) производят без применения увеличительных приборов при помощи штангенциркуля типа ШЦ-II по ГОСТ 166, угломера типа 2 по ГОСТ 5378 и предельных калибров. Размеры резьбы (см. 5.1.4) — предельными калибрами по ГОСТ 24997.
7.2 Контроль дефектов поверхности (см. 5.1.1) — по ГОСТ 1759.2*
________________
* В Российской Федерации действует ГОСТ Р ИСО 6157-1-2009 «Изделия крепежные. Дефекты поверхности. Часть 1. Болты, винты и шпильки общего назначения».
7.3 Методика проведения испытаний на временное сопротивление разрыву (см. 5.1.3) — по ГОСТ 1497 и п.6.2 ГОСТ 1759.4*.
________________
* В Российской Федерации действует ГОСТ Р 52627-2006 (ИСО 898-1:1999) «Болты, винты и шпильки. Механические свойства и методы испытаний».
Болт считается выдержавшим испытания, если разрушение происходит по стержню или резьбе, но не в месте соединения головки со стержнем.
7.4 Методика проведения испытаний по определению ударной вязкости (см. 5.1.3) — по ГОСТ 9454 и п.6.6 ГОСТ 1759.4*.
________________
* В Российской Федерации действует ГОСТ Р 52627-2006 (ИСО 898-1:1999) «Болты, винты и шпильки. Механические свойства и методы испытаний».
7.5 Контроль нанесенных маркировочных знаков (см. 5.2.1, 5.2.2) производят визуально, без применения увеличительных приборов.
7.6 Для целей обязательного подтверждения соответствия от партии, прошедшей приемо-сдаточные испытания, комплектуют методом отбора «вслепую» по ГОСТ 18321 (подраздел 3.4) выборку, размером в соответствии с ГОСТ 17769* для изделий класса точности С.
________________
* В Российской Федерации действует ГОСТ Р ИСО 3269-2009 «Изделия крепежные. Приемочный контроль».
Число болтов для испытаний на временное сопротивление разрыву (см. 5.1.3) методом разрушающего контроля — 2 болта, а методом неразрушающего — 4 болта от предъявляемой партии.
8 Транспортирование и хранение
8.1 Транспортирование болтов без упаковки в тару на железнодорожных платформах не допускается.
8.2 Болты при хранении подвергают консервации по ГОСТ 9.014 на срок, обеспечивающий защиту от коррозии не менее 1 года.
8.3 Условия хранения болтов — 6 по ГОСТ 15150.
9 Гарантии изготовителя
Гарантийный срок эксплуатации не менее 100 млн тонн брутто пропущенного груза, но не более трех лет со дня укладки в путь.
Приложение А (справочное)
Таблица А.1 — Теоретическая масса 1000 болтов для рельсовых стыков
В килограммах
Размеры болтов | Масса |
М22135 | 448 |
М24150 | 585 |
М27130 | 696 |
М27160 | 818 |
2М22140 | 449 |
2М24140 | 522 |
2М24160 | 592 |
2М27150 | 750 |
2М27180 | 872 |
Примечание — Масса болтов определена исходя из номинальных размеров и плотности стали 7850 кг/м. | |
__________________________________________________________________________________
УДК 621.882.6 МКС 45.080
Ключевые слова: болты для рельсовых стыков, овальный подголовок, резьба, размеры, головка болта
__________________________________________________________________________________
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2015
docs.cntd.ru
ГОСТ 11530-93
ГОСТ 11530-93
Группа Д55
МКС 45.080
ОКП 12 9600
Дата введения 1995-01-01
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Беларусь | Белстандарт |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 2 июня 1994 г. N 160 межгосударственный стандарт ГОСТ 11530-93 введен в действие в качестве государственного стандарта Российской Федерации с 1 января 1995 г.
4 ВЗАМЕН ГОСТ 11530-76
5 ПЕРЕИЗДАНИЕ. Июль 2006 г.
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Настоящий стандарт распространяется на болты с круглой головкой и овальным подголовком, класса точности С, применяемые для скрепления двухголовыми накладками стыков железнодорожных рельсов типов Р38, Р43, Р50, Р65 и Р75, а также на болты с уменьшенной высотой овального подголовка для изолирующих стыков указанных типов рельсов.
Требования настоящего стандарта являются обязательными.
При поставке болтов на экспорт, как отдельных изделий, следует учитывать требования настоящего стандарта и ГОСТ 16018.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1 Конструкция и размеры болтов должны соответствовать указанным на рисунке и в таблице 1.
Черт. Исполнение 1
Исполнение 1
Черт. Исполнение 2
Исполнение 2
; , — средний диаметр резьбы
Таблица 1
мм | |||||
М22 | М24 | М27 | |||
(пред. откл. ±1,25) | 37 | 40 | 46 | ||
(пред. откл. ±0,9) | 13 | 14 | 17 | ||
Допуск симметричности головки относительно оси стержня в диаметральном выражении, не более | 2,0 | ||||
Пред. откл. -1,0 | 31 | 33 | 38 | ||
30 | 32 | 37 | |||
(пред. откл. -2,1) | 22 | 24 | 27 | ||
Пред. откл. -1,8 | 12 | ||||
6 | |||||
От 1 до 2 | |||||
, не менее | 3 | ||||
(пред. откл. +6) | 56 | 66 | |||
Шаг резьбы, | 2,5 | 3,0 | |||
исполнения (пред. откл. +6) | 1 | 135 | 150 | 130; 160 | |
2 | 140 | 140; 160 | 150; 180 | ||
Примеры условного обозначения
Болт класса точности С, исполнения 1, диаметром резьбы 24 мм, с крупным шагом резьбы, с полем допуска 8g, длиной 150 мм, класса прочности 8.8, из стали марки 35:
Болт M24-8gх150.88.35 ГОСТ 11530-93
То же, исполнения 2, длиной 160 мм, класса прочности 10.9 из стали марки 40Х:
Болт 2M24-8gх160.109.40X ГОСТ 11530-93
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1 Болты для рельсовых стыков должны быть изготовлены в соответствии с требованиями настоящего стандарта и ГОСТ 1759.0.
2.2 Болты должны изготовляться класса прочности 8.8 по ГОСТ 1759.4* из стали марки 35 и класса прочности 10.9 по ГОСТ 1759.4* из стали марки 40Х или других марок, обеспечивающих получение болтов классов прочности 8.8 и 10.9.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р 52627-2006, здесь и далее по тексту. — Примечание изготовителя базы данных.
2.3 Резьба — по ГОСТ 24705.
2.4 Поле допуска 8g — по ГОСТ 16093, допускается поле допуска 8h.
2.5 Допускается скругление кромок головки радиусом до 1,5 мм, не выводящее диаметр головки за предельные отклонения, заусенец или облой размером до 1,5 мм, расположенный по периметру головки болта перпендикулярно его оси.
2.6 Допуск отклонений формы и расположения поверхностей — по ГОСТ 1759.1*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 4759-1-2009, здесь и далее по тексту. — Примечание изготовителя базы данных.
2.7 Допускаемые дефекты поверхности болтов — по ГОСТ 1759.2*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 6157-1-2009, здесь и далее по тексту. — Примечание изготовителя базы данных.
2.8 Масса болтов указана в приложении.
2.9 Болты должны быть укомплектованы гайками по ГОСТ 11532.
Болты М22 допускается укомплектовывать гайками по ГОСТ 16018.
Допускается упаковка в тару болтов совместно с гайками одного типоразмера.
2.10 На головке каждого болта должна быть нанесена маркировка, содержащая товарный знак или условное обозначение предприятия-изготовителя.
На болтах класса прочности 10.9 наносится дополнительно буква «П».
Размеры знаков маркировки устанавливает изготовитель.
2.11 Знаки маркировки должны быть отчетливо видны невооруженным глазом независимо от качества обработки поверхности.
2.12 Упаковка болтов и маркировка тары — по ГОСТ 18160.
3. ПРИЕМКА
3.1 Правила приемки — по ГОСТ 17769* для изделий класса точности С.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 3269-2009. — Примечание изготовителя базы данных.
3.2 Испытание механических свойств болтов должно проводиться по требованию потребителя по ГОСТ 1759.4.
3.3 Проверке на временное сопротивление разрыву методом разрушающего контроля должно подвергаться — 5 болтов, а методом неразрушающего — 8 болтов от предъявляемой партии.
4. МЕТОДЫ КОНТРОЛЯ
4.1 Контроль внешнего вида болтов должен производиться без применения увеличительных приборов.
4.2 Методы контроля размеров — по ГОСТ 1759.1.
4.3 Контроль дефектов поверхности — по ГОСТ 1759.2.
4.4 Контроль временного сопротивления разрыву — по ГОСТ 1497 и п.6.2 ГОСТ 1759.4.
4.5 Определение ударной вязкости — по ГОСТ 9454 и п.6.6 ГОСТ 1759.4.
4.6 Болт считается выдержавшим испытания на растяжение (), если разрушение происходит по стержню или резьбе, но не в месте соединения головки со стержнем при нагрузках, указанных в таблице 2.
Таблица 2
Диаметр резьбы болта | Минимальная разрушающая нагрузка для болтов классов прочности, Н (кгс) | |
8.8 | 10.9 | |
М22 | 252000 (25700) | 315000 (32100) |
М24 | 293000 (29900) | 367000 (37400) |
М27 | 381000 (38800) | 477000 (48600) |
5. ТРАНСПОРТИРОВАНИЕ
Транспортирование болтов совместно с гайками должно производиться любым видом транспорта, кроме железнодорожных платформ.
Допускается транспортирование болтов без упаковки в тару.
ПРИЛОЖЕНИЕ (справочное). Теоретическая масса 1000 болтов для рельсовых стыков, кг
ПРИЛОЖЕНИЕ
(справочное)
Таблица 3
Размеры болтов | Масса |
M22х135 | 448 |
М24х150 | 585 |
М27х130 | 696 |
M27х160 | 818 |
2М22х140 | 449 |
2М24х140 | 522 |
2М24х160 | 592 |
2M27х150 | 750 |
2М27х180 | 872 |
Примечание — Масса болтов определена, исходя из номинальных размеров и плотности стали 7850 кг/м. | |
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2006
docs.cntd.ru
Болты стыковочные ГОСТ 11530-93: технические характеристики
Болты стыковочные применяются:
-
исполнение 1 — для скрепления двухголовыми накладками стыков железнодорожных рельсов типов Р38, Р43, Р50, Р65, Р75;
-
исполнение 2 — для изолирующих стыков указанных типов рельсов
Дополнительные товары: ГОСТ 11532-93.
ГОСТ 11530-93:
|
Параметры |
Номинальный диаметр резьбы, d |
|||
|
М22 |
М24 |
М27 |
||
|
Шаг резьбы, P |
2,5 |
3 |
3 |
|
|
D (пред. откл. ±1,25) |
37 |
40 |
46 |
|
|
K (пред. откл. ±0,9) |
13 |
14 |
17 |
|
|
V (пред. откл. -1,0) |
31 |
33 |
38 |
|
|
V1 (пред. откл. -1,0) |
30 |
32 |
37 |
|
|
S (пред. откл. -2,1) |
22 |
24 |
27 |
|
|
h (пред. откл. -1,8) |
12 |
|||
|
h2 (пред. откл. -1,8) |
6 |
|||
|
r |
от 1 до 2 |
|||
|
r1, минимум |
3 |
|||
|
V1 (пред. откл. +6) |
56 |
66 |
||
|
L исполнения (пред. откл. +6) |
1 |
135 |
150 |
130;160 |
|
2 |
140 |
140; 160 |
150; 180 |
|
Все параметры в таблице указаны в мм.
www.mtk-fortuna.ru
ГОСТ 11530-93 «Болты для рельсовых стыков железнодорожного пути. Технические условия»
ГОСТ 11530-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ ДЛЯ
РЕЛЬСОВЫХ СТЫКОВ
ЖЕЛЕЗНОДОРОЖНОГО ПУТИ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ ПО СТАНДАРТИЗАЦИИ,
МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, Метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Беларусь |
Белстандарт |
|
Республика Кыргызстан |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Туркменглавгосинспекция |
|
Украина |
Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 02.06.94 № 160 межгосударственный стандарт ГОСТ 11530-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 01.01.95
4 ВЗАМЕН ГОСТ 11530-76
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
БОЛТЫ ДЛЯ РЕЛЬСОВЫХ СТЫКОВ Технические условия Rail joint bolts. |
ГОСТ 11530-93 |
Дата введения 01.01.05
Настоящий стандарт распространяется на болты с круглой головкой и овальным подголовком, класса точности С, применяемые для скрепления двухголовыми накладками стыков железнодорожных рельсов типов Р38, Р43, Р50, Р65 и Р75, а также на болты с уменьшенной высотой овального подголовка для изолирующих стыков указанных типов рельсов.
Требования настоящего стандарта являются обязательными.
При поставке болтов на экспорт, как отдельных изделий, следует учитывать требования настоящего стандарта и ГОСТ 16018.
1.1. Конструкция и размеры болтов должны соответствовать указанным на чертеже и в табл. 1.
Исполнение 1
Исполнение 2
R = K; d1 » dср, dср — средний диаметр резьбы
Таблица 1
мм
|
d |
М22 |
М24 |
М27 |
||
|
D (пред. откл. ±1,25) |
37 |
40 |
46 |
||
|
К (пред. откл. ±0,9) |
13 |
14 |
17 |
||
|
Допуск симметричности головки относительно оси стержня в диаметральном выражении, не более |
2,0 |
||||
|
V |
Пред. откл. -1,0 |
31 |
33 |
38 |
|
|
V1 |
30 |
32 |
37 |
||
|
S (пред. откл. -2,1) |
22 |
24 |
27 |
||
|
h |
Пред. откл. -1,8 |
12 |
|||
|
h1 |
6 |
||||
|
r |
От 1 до 2 |
||||
|
r1, не менее |
3 |
||||
|
b (пред. откл. +6) |
56 |
66 |
|||
|
Шаг резьбы, Р |
2,5 |
3,0 |
|||
|
L исполнения (пред. откл. +6) |
1 |
135 |
150 |
130; 160 |
|
|
2 |
140 |
140; 160 |
150; 180 |
||
Примеры условного обозначения
Болт класса точности С, исполнения 1, диаметром резьбы d = 24 мм, с крупным шагом резьбы, с полем допуска 8g, длиной 150 мм, класса прочности 8.8, из стали марки 35:
Болт M24-8g´150.88.35 ГОСТ 11530-93
То же, исполнения 2, длиной 160 мм, класса прочности 10.9 из стали марки 40Х:
Болт 2M24-8g´160.109.40X ГОСТ 11530-93
2.1. Болты для рельсовых стыков должны быть изготовлены в соответствии с требованиями настоящего стандарта и ГОСТ 1759.0.
2.2. Болты должны изготовляться класса прочности 8.8 по ГОСТ 1759.4 из стали марки 35 и класса прочности 10.9 по ГОСТ 1759.4 из стали марки 40Х или других марок, обеспечивающих получение болтов классов прочности 8.8 и 10.9.
2.3. Резьба — по ГОСТ 24705.
2.4. Поле допуска 8g — по ГОСТ 16093, допускается поле допуска 8h.
2.5. Допускается скругление кромок головки радиусом до 1,5 мм, не выводящее диаметр головки за предельные отклонения, заусенец или облой размером до 1,5 мм, расположенный по периметру головки болта перпендикулярно его оси.
2.6. Допуск отклонений формы и расположения поверхностей — по ГОСТ 1759.1.
2.7. Допускаемые дефекты поверхности болтов — по ГОСТ 1759.2.
2.8. Масса болтов указана в приложении.
2.9. Болты должны быть укомплектованы гайками по ГОСТ 11532.
Болты М22 допускается укомплектовывать гайками по ГОСТ 16018.
Допускается упаковка в тару болтов совместно с гайками одного типоразмера.
2.10. На головке каждого болта должна быть нанесена маркировка, содержащая товарный знак или условное обозначение предприятия-изготовителя.
На болтах класса прочности 10.9 наносится дополнительно буква «П».
Размеры знаков маркировки устанавливает изготовитель.
2.11. Знаки маркировки должны быть отчетливо видны невооруженным глазом независимо от качества обработки поверхности.
2.12. Упаковка болтов и маркировка тары — по ГОСТ 18160.
3.1. Правила приемки — по ГОСТ 17769 для изделий класса точности С.
3.2. Испытание механических свойств болтов должно проводиться по требованию потребителя по ГОСТ 1759.4.
3.3. Проверке на временное сопротивление разрыву методом разрушающего контроля должно подвергаться — 5 болтов, а методом неразрушающего — 8 болтов от предъявляемой партии.
4.1. Контроль внешнего вида болтов должен производиться без применения увеличительных приборов.
4.2. Методы контроля размеров — по ГОСТ 1759.1.
4.3. Контроль дефектов поверхности — по ГОСТ 1759.2.
4.4. Контроль временного сопротивления разрыву — по ГОСТ 1497 и п. 6.2 ГОСТ 1759.4.
4.5. Определение ударной вязкости — по ГОСТ 9454 и п. 6.6 ГОСТ 1759.4.
4.6. Болт считается выдержавшим испытания на растяжение (sв), если разрушение происходит по стержню или резьбе, но не в месте соединения головки со стержнем при нагрузках, указанных в табл. 2.
Таблица 2
|
Диаметр резьбы болта |
Минимальные разрушающие погрузки для болтов классов прочности. Н (кгс) |
|
|
8.8 |
10.9 |
|
|
М22 |
252000 (25700) |
315000 (32100) |
|
М24 |
293000 (29900) |
367000 (37400) |
|
М27 |
381000 (38800) |
477000 (48600) |
Транспортирование болтов совместно с гайками должно производиться любым видом транспорта, кроме железнодорожных платформ.
Допускается транспортирование болтов без упаковки в тару.
Справочное
Таблица 3
|
Размеры болтов |
Масса |
|
M22´135 |
448 |
|
М24´150 |
585 |
|
М27´130 |
696 |
|
M27´160 |
818 |
|
2М22´140 |
449 |
|
2М24´140 |
522 |
|
2М24´160 |
592 |
|
2M27´150 |
750 |
|
2М27´180 |
872 |
Примечание. Масса болтов определена, исходя из номинальных размеров и плотности стали 7850 кг/м3.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
СОДЕРЖАНИЕ
gost.donses.ru